STUDI EKSPERIMENTAL EFEK PROSES PENYEMPURNAAN
ANTI KUSUT KAIN KAPAS
1)
Subiyati ; 2)Totok Wartiono
Jurusan Teknik Kimia Tekstil Akademi Teknologi Warga Surakarta Jl. Raya Solo-Baki, Km 2, Kwarasan, Solo Baru, Sukoharjo
Abstract
Cotton fabric has advantage for it has high absorbent so it is comfortable and suitable to be worn in a tropical climate like Indonesia, but it also has disaduantage, it is easily rumpled. The rumpled tenacity in textile material is characteristic of fabric related to recovery from fold deformation which emerges during worn. Cotton fabric is easly rumpled because it has low elasticity and its molecule composition in amorf position or irregular. This molecule will shift when it is fold and it is difficult to recover to the previous position when the fold is discharged. There is crease recovery that means that the material has tenacity and there is material which slowly recover so it causes fold which is called rumpled. There are two terms relate to the rumpled, crease resistance and crease recovery. When the textile material has low crease resistance, it also has low crease recovery or in another word this material is easily rumpled.
The objective of this research is to obtain the effect of the action in perfecting anti rumpled to the absorbent of material from warp direction as well as weft direction. The target result of this research is as reference to be able to know the influence of the action in perfecting anti rumpled of cotton fabric especially absorbent of fabric from warp direction as well as weft direction.
Keywords : experiment, perfecting effect process , anti rumpled, cotton fabric
Abstrak
Kain kapas mempunyai kelebihan yaitu dalam hal daya serapnya yang tinggi sehingga terasa nyaman bila dipakai dan sangat cocok bila dipakai di daerah tropis seperti Indonesia, akan tetapi kain kapas juga mempunyai kelemahan yaitu mudah kusut. Ketahaan kusut pada bahan tekstil adalah suatu sifat dari kain yang berhubungan dengan kemampun kembali dari deformasi lipatan yang terjadi selama pemakaian. Kain kapas mudah kusut karena kain kapas mempunyai elastisitas yang jelek dan susunan molekulnya berbentuk amorf atau tidak teratur . Molekul tersebut akan bergeser saat terlipat dan akan sulit kembali ke posisi semula ketika lipatan atau tekukan dilepas. Kemampuan kembali ke bentuk semula ini ada yang langsung terjadi yang berarti bahan tersebut tahan terhadap deformasi dan ada yang lambat sehingga timbul lipatan yang dikatakan kusut. Ada dua istilah yang berhubungan dengan kekusutan yaitu ketahanan terhadap kekusutan (crease resistance ) dan kemampuan kembali dari kekusutan (crease recovery). Kalau suatu bahan tekstil jelek crease resistancenya maka jelek pula crease recoverynya atau dengan kata lain kain tersebut mudah kusut.
Tujuan penelitian ini adalah mengetahui efek dari penyempurnaan anti kusut terhadap daya serap kain baik arah lusi maupun arah pakan. Target luaran dari hasil penelitian ini sebagai acuan untuk dapat mengetahui dampak dari proses penyempurnaan anti kusut kain kapas khususnya daya serap kain baik arah lusi maupun pakan.
Kata kunci : Eksperimen, Efek Proses Penyempurnaan, Anti Kusut, Kain Kapas
1. PENDAHULUAN
Kain kapas mempunyai kelebihan yaitu dalam hal daya serapnya yang tinggi sehingga terasa nyaman bila dipakai dan sangat cocok bila dipakai di daerah tropis seperti Indonesia, akan tetapi kain kapas juga mempunyai kelemahan yaitu mudah kusut. Ketahaan kusut pada bahan tekstil adalah suatu sifat dari kain yang berhubungan dengan kemampun kembali dari deformasi lipatan yang terjadi selama pemakaian. Kain kapas mudah kusut karena kain kapas mempunyai elastisitas yang jelek dan susunan molekulnya berbentuk amorf atau tidak teratur . Molekul tersebut akan bergeser saat terlipat dan akan sulit kembali ke posisi semula ketika lipatan atau tekukan dilepas (Murdoko,1980).
Kemampuan kembali ke bentuk semula ini ada yang langsung terjadi yang berarti bahan tersebut tahan terhadap deformasi dan ada yang lambat sehingga timbul lipatan yang dikatakan kusut, (Morton, 2010). Ada dua istilah yang berhubungan dengan kekusutan yaitu ketahanan terhadap kekusutan (crease resistance ) dan kemampuan kembali dari kekusutan (crease
recovery). Kalau suatu bahan tekstil jelek crease resistancenya maka jelek pula crease recoverynya atau dengan kata lain kain tersebut mudah kusut.(Murdoko 1980).
Peningkatan sifat anti kusut secara kimia dapat dilakukan dengan dua cara, yang pertama dengan menghilangkan ikatan hidrogen intra dan antar molelekul. Hal ini dapat dilakukan dengan menyisipkan suatu senyawa menggantikan gugus hidroksil dengan senyawa lain yang lebih bulky ( Walace 2003 ). Menambahkan atau menyisipkan suatu senyawa, susunan antar rantai selulosa menjadi tidak terlalu rigid sehingga ketika ada tekukan terjadi deformasi elastis, oleh karena itu molekul mudah untuk kembali keposisi semula.( Morton,1997 ). Cara lain untuk mengatasi kekusutan adalah dengan membentuk ikatan silang antar rantai berupa ikatan kimia ( Lickfield dkk, 2000 : Vvoncina, 2002 ). Saat terjadi deformasi tekukan, ikatan silang tidak putus shingga ketika gaya dilepas susunan rantai kembali ke posisi semula. Prinsip penyempurnaan anti kusut yang kedua adalah pembentukan ikatan silang antara molekul selulosa dengan suatu senyawa yang mempunyai minimal dua buah gugus fungsional (Hashem dan Hauser2003 ,Kuang 2004). Untuk mendapatkan hasil yang baik pada proses penyempurnaan resin maka perlu diketahui faktor - faktor yang mempengaruhi hasil dari proses tersebut, yaitu : jenis resin , konsentrasi resin, konsentrasi katalis , temperatur dan waktu proses. Beberapa penelitian yang telah dilakukan menyatakan, bahwa ada hubungan pengaruh variabel yang digunakan dalam penelitian.Yusuf (1996) melakukan penelitian tentang pengaruh jenis resin dan temperatur proses terhadap kekusutan kain baik arah lusi maupun arah pakan. Hasil penelitian didapatkan, bahwa jenis resin dan temperatur proses berpengaruh terhadap nilai kekusutan kain arah lusi dan pakan. Dinnur (2000) melakukan eksperimen tentang pengaruh variasi konsentrasi katalis dan waktu proses terhadap kekusutan kain kapas yang menyatakan bahwa konsentrasi katalis dan waktu proses berpengaruh pada hasil ketahanan terhadap kekusutan. (Saadijah 2006) menjelaskan bahwa Esterifikasi kain kapas dengan turunan karboksilat dapat menaikkan sifat ketahanan kusut kain kapas.Semakin besar ukuran molekul turunan karboksilat yang digunakan semakin besar nilai ketahanan kusut kain kapas. Konsentrasi resin pada penyempurnaan kain anti kusut, selain berpengaruh terhadap ketahanan kusut kain, juga berpengaruh terhadap kekakuan kain, tahan api dan anti kotor. (Maskur, 2004).
Penelitian yang akan dilakukan adalah merancang dengan mengintegrasikan beberapa faktor yang mempengaruhi proses penyempurnaan anti kusut kain dan efek dari proses penyempurnaan anti kusut terhadap sudut kembali setelah kain mengalami lipatan atau tekukan.
II. BAHAN DAN METODE A. Bahan
- Kain katun 100 % siap proses - Resin
- katalisator
B. Metodologi
Penelitian ini menggunakan metode Taguchi yang merupakan suatu sistem dalam Penanggulangan Kekusutan Kain Kapasyang mempertimbangkan penghematan biaya eksperimen dengan menerapkan konsep-konsep rekayasa dan statistik. Penggunaan metode Taguchi sangat membantu perusahaan dalam meningkatkan kualitas suatu produk karena dengan menggunakan metode Taguchi, perusahaan akan dapat memperoleh informasi statistik tentang kualitas suatu produk dengan menjalankan sejumlah eksperimen yang bertujuan untuk membuat desain proses dan produk dalam membuat suatu produk (off line quality control).
Metoda Taguchi ini sangat membantu dalam melakukan pengujian, Genechi Taguchi mengusulkan suatu teknik untuk menyederhanakan eksperimen tanpa mengurangi esensi dari percobaan. Taguchi melakukan pendekatan dengan Fraksional Factorial Eksperimen (FFE) yang standar dan konsisten sehingga meningkatkan efisiensi dari percobaan yang akan dilakukan. Dalam perancangan dan pembuatan produk tidaklah mudah untuk menghasilkan suatu produk yang seragam atau sesuai dengan spesifikasi yang telah ditentukan.
dalam penelitian ini adalah besarnya ketahanan kusut kainarah lusi dengan fungsi tujuan adalah The Large The Better (LTB).
Dalam perancangan kualitas Taguchi merekomendasikan beberapa karakteristik dari signal to noise ratio , namun dalam penelitian ini hanya digunakan satu karakteristik saja yaitu : Larger-the-Better (LTB)
Memiliki karakteristik kualitas yang kontinyu dan tidak negatif yang mempunyai nilai dari 0 sampai ~ dimana nilai target yang diharapkan adalah selain 0 atau dengan kata lain mempunyai nilai sebesar mungkin, sehingga signal to noise ratio dapat dihitung dengan rumus :
n n i LTByi
n
Log
SNR
10
1
1
2Diman: n = jumlah tes di dalam percobaan (trial). yi = nilai respon dari tiap replikasi.
Sedangkan factor-faktor/variabel yang di ukur dan akan mempengaruhi ketahanan kusut kain adalah sebagai berikut :
a. Variabel bebas (Independent Variable) adalah variabel yang menjadi sebab berubahnya atau timbulnya variabel terikat/variabel respon (Sugiyono 2009 h.39). dalam penelitian ini variabel bebas/faktor yang digunakan pada penelitian ini adalah :
1) Konsentrasi Yoritex F-RCC Conc (A) 2) Konsentrasi Yoritex F – UR (B) 3) Temperatur curing (C)
4) Waktu curing) (D)
b. Variabel terikat/respon (Dependent Variable) adalah veriabel yang dipengaruhi atau yang menjadi akibat karena adanya variabel bebas (sugiyono 2009, h.39). variabel terikat merupakan himpunan sejumlah gejala yang memiliki sejumlah aspek atau unsur didalamnya, yang berfungsi menerima atau menyesuaikan diri dengan kondisi lain. Pada penelitian ini terdapat dua veriabel terikat atau Variabel respon adalah : ketahanan kusut kain arah lusi dan arah pakan, Variabel ini sebagai output penelitian. Variabel bebas pada penelitian ini terdiri dari 4 (empat) faktor utama dan 3 (tiga) level, dapat dilihat pada tabel dibawah ini.
Faktor Kendali Level 1 Level 2 Level 3
Konsentrasi Yoritex F-RCC Conc Konsentrasi Yoritex F - UR Temperatur curing Waktu curing 25 g/l 16 g/l 130 0 C 2 menit 45 g/l 36 g/l 140 0 C 4 menit 65 g/l 56 g/l 150 0 C 6 menit Dengan memvariasikan keempat factor dan ketiga level tersebut diharapkan mendapatkan desain ketahanan kusut kain arah lusi dan arah pakan
Pada penelitian ini , dengan memvariasikan variabel bebas yaitu Konsentrasi Yoritex F-RCC Conc, Konsentrasi Yoritex F – UR, Temperatur curing, Waktu curing
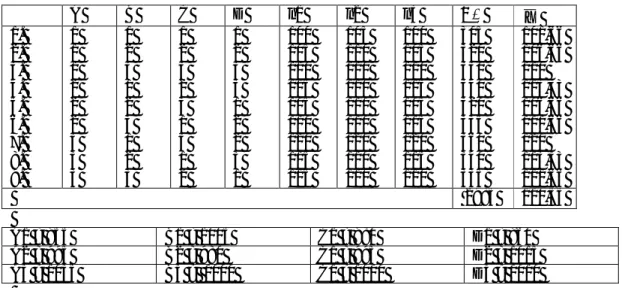
Dimana Array orthogonal dan setting parameter pengujian yang digunakan adalah
menggunakan Matriks orthogonal standar dengan 3 level mempunyai pilihan matriks
orthogonal seperti ditunjukkan pada tabel dibawah ini. Matriks Orthogonl 3 level
L9 (34) L27 (313) L81(340) - -
(sumber : Soejanto, 2009)
Untuk menentukan matriks array orthogonal yang sesuai yaitu pada array
level seharusnya dilakukan 81 kali percobaan, namun dengan orthogonal L9 dapat diwakili dengan 9 percobaan asalkan dalam percobaan dapat diketemukan variasi yang ideal antara faktor dengan level pada nomor/trial yang sama dan masuk dalam array matriks orthogonal.
Dengan array matriks orthogonal L9, maka setting level terhadap variasi antara empat (4) faktor dengan tiga (3) level dapat dilihat dalam tabel dibawah ini :
TRIAL Kombinasi Faktor Level Faktor Level
1. A1,B1,C1,D1. Konsentrasi Yoritex F-RCC Conc ,g/l Konsentrasi Yoritex F - UR , g/l Temperatur Curing, 0C
Waktu Curing, menit
25 16 130 2 2. A1, B2, C2, D2. Konsentrasi Yoritex F-RCC Conc ,g/l
Konsentrasi Yoritex F - UR , g/l Temperatur Curing, 0C
Waktu Curing, menit
25 36 140 4 3. A1, B3, C3, D3 Konsentrasi Yoritex F-RCC Conc ,g/l
Konsentrasi Yoritex F - UR , g/l Temperatur Curing, 0C
Waktu Curing, menit
25 56 150 6 4. A2, B1, C2, D3 Konsentrasi Yoritex F-RCC Conc ,g/l
Konsentrasi Yoritex F - UR , g/l Temperatur Curing, 0C
Waktu Curing, menit
25 16 140 6 5. A2, B2, C3, D1 Konsentrasi Yoritex F-RCC Conc ,g/l
Konsentrasi Yoritex F - UR , g/l Temperatur Curing, 0C
Waktu Curing, menit
45 36 150 2 6. A2, B3, C1, D2 Konsentrasi Yoritex F-RCC Conc ,g/l
Konsentrasi Yoritex F - UR , g/l Temperatur Curing, 0C
Waktu Curing, menit
45 56 130 4 7. A3, B1, C3, D2 Konsentrasi Yoritex F-RCC Conc ,g/l
Konsentrasi Yoritex F - UR , g/l Temperatur Curing, 0C
Waktu Curing, menit
65 16 150 4 8. A3,B2,C1,D3 Konsentrasi Yoritex F-RCC Conc ,g/l
Konsentrasi Yoritex F - UR , g/l Temperatur Curing, 0C
Waktu Curing, menit
65 36 130 6 9. A3, B3, C2, D1 Konsentrasi Yoritex F-RCC Conc ,g/l
Konsentrasi Yoritex F - UR , g/l Temperatur Curing, 0C
Waktu Curing, menit
65 56 140 2
III. HASIL DAN PEMBAHASAN 1 Hasil perhitungan
Perhitungan Anova Sudut kembali kain arah Lusi .Data Pengujian Sudut kembali kainarah lusi
A B C D n1 n2 n3 ∑X X 1. 2. 3. 4. 5. 6. 7. 8. 9. 1 1 1 2 2 2 3 3 3 1 2 3 1 2 3 1 2 3 1 2 3 2 3 1 3 1 2 1 2 3 3 1 2 2 3 1 100 105 110 115 105 110 120 115 115 105 110 110 110 110 110 120 110 110 100 105 110 115 105 115 120 115 110 305 320 330 340 320 335 360 340 335 101,66 106,66 110 113,33 106,66 111,66 120 113,33 111,66 2985 110,55 A1 = 955 B1 = 1005 C1 = 980 D1 = 960 A2 = 995 B2 = 980 C1 = 995 D2 = 1015 A3 = 1035 B3 = 1000 C1 = 1010 D3 = 1010
1. Menghitung jumlah kuadrat
= [ ]
T = 100 + 105 + ... + 115 + 110 = 2985
2. Menghitung derajat bebas
VT = Derajat bebas total = N -1 VT = 27 – 1 = 26 VA = Derajat bebas faktor A= KA -1 VA = 3 – 1 = 2 Dengan cara yang sama dapat dicari faktor B,C dan D 3. Menghitung derajat bebas error
Ve = derajat bebas eror= VT - VA – VB – VC – VD = 26 – 2 - 2 – 2 – 2 = 18
CF = = ( ) = 330.008,33
SST = [ Yij]−CF
SST = (100)2 + (105)2 + (110)2 + ... + (120)2 + (115)2 + (110)2 – 330.008,33 SST = 766,67
4. Menhitung jumlah kuadrat rerata
k
SSA = [ ∑ Ǻi 2 ] - CF i=1 n A
SSA = ( ) + ( ) + ( ) - 330.008,33 = 355,56
Dengan cara yang sama dapat dihitung SSB, SSC, SSD SSE = SST - SSA - SSB - SSC - SSD
= 766,67 – 355,56 – 38,89 – 50,00 – 205,56 = 116,66
5. Menghitung Mean of Square(MS) suatu faktor
MSA = = , = 177,78
Dengan cara yang sama dapat dihitung MSB, MSC, MSD dan MSE 6. Menghitung F ratio suatu Faktor
F hitung Faktor A (FA) = = ,
, = 27,4
Dengan cara yang sama dapat dihitung FB, FC, FD
Tabel Daftar ANOVA Sudut kembali kainarah lusi
Sumber Variasi Dk SS MS F hitung F tabel
B C D Kekeliruan (Error) 2 2 2 18 38,89 50 205,56 116,66 19,44 25 102,78 6,48 3,0 3,85 15,86 - 3,55 3,55 3,55 -
Berdasarkan hasil perhitungan yang tercantum pada tabel. 5. diperoleh faktor-faktor yang berpengaruh secara signifikan terhadap variabel respon sudut kembali kain arah lusi adalah Konsentrasi Yoritex F – RCC Conc ( A), Temperatur Curing ( C ), dan Waktu Curing ( D ) , dimana F hitung dari ketiga faktor utama > F tabel. Faktor Konsentrasi Yoritex F – UR ( B ) tidak berpengaruh secara signifikan terhadap variable respon sudut kembali kain arah lusi, karena F hitung < F tabel.
Perhitungan Anova sudut kembali kainarah pakan
Tabel Data Pengujian sudut kembali kainarah pakan
Eksp Faktor Data uji (o)
∑X X A B C D n1 n2 n3 1. 2, 3. 4. 5. 6. 7. 8. 9 1 1 1 2 2 2 3 3 3 1 2 3 1 2 3 1 2 3 1 2 3 2 3 1 3 1 2 1 2 3 3 1 2 2 3 1 105 110 115 120 105 120 125 120 115 105 105 115 120 110 115 130 120 120 100 110 110 120 110 120 130 120 120 310 325 340 360 325 355 385 360 355 103,33 108,33 113,33 120 108,33 118,33 128,33 120 118,33 A1 = 975 B1 = 1055 C1 = 1025 D1 = 990 A2 = 1040 B2 = 1010 C2 = 1050 D2 = 1065 A3 = 1100 B3 = 1050 C3 = 1050 D3 = 1060
1. Menghitung jumlah kuadrat
= [ ]
T = 105 + 110 + ... + 120 + 120 = 3115
2. Menghitung derajat bebas
VT = Derajat bebas total = N -1 = 27 – 1 = 26 VA = Derajat bebas faktor A = KA -1 = 3 – 1 = 2 Dengan cara yang sama dapat dicari faktor B,C dan D 3. Menghitung derajat bebas error (VE)
VE = VT - VA – VB – VC – VD = 26 – 2 - 2 – 2 – 2 = 18 CF = = ( ) = 359378,70 SST = [ Yij]−CF = [(105)2 + (110)2 + (115)2 + ... + (130)2 + (120)2 + (120)2] – 359378,70= 360925 – 359378,7 SST = 1546,3
4. Menghitung jumlah kuadrat rerata
k
SSA = [ ∑ Ǻi 2 ] - CF i=1 n A
SSA = ( ) + ( ) + ( ) - 359378,70 = 868,52 Dengan cara yang sama dapat dihitung SSB, SSC, SSD SSE = SST - SSA - SSB - SSC - SSD
= 1546,3 + 868,52 + 135,19 + 35,19 + 390,74 SSE =116,66
5. Menghitung Mean of Square (MS) suatu faktor
MSA = = , = 434,26
Dengan cara yang sama dapat dihitung MSB, MSC, MSD dan MSE 6. Menghitung F ratio suatu faktor
F hitung Faktor A (FA) = = ,
, = 67,01
Dengan cara yang sama dapat dihitung FB, FC, FD
Dari perhitungan diatas, kemudian disusun kedalam daftar ANOVA seperti tercantum pada tabel dibawah ini :
Tabel Daftar ANOVA Sudut kembali kain arah pakan
Sumber Variasi Dk SS MS F hitung F tabel
Faktor A B C D Kekeliruan (Error) 2 2 2 2 18 868,52 135,19 35,19 390,74 116,66 434,26 67,7 17,6 195,37 6,48 67,01 10,43 2,71 30,15 - 3,55 3,55 3,55 3,55 -
Berdasarkan hasil perhitungan yang tercantum pada table 7 diperoleh faktor-faktor yang berpengaruh secara signifikan terhadap variabel respon sudut kembali kain arah pakan adalah Konsentrasi Yoritex F – RCC Conc( A), Konsentrasi Yoritex F – UR ( B ) dan Waktu Curing ( D ), karena F hitung > F tabel. Temperatur Curing ( C ), tidak berpengaruh secara signifikan terhadap variable respon sudut kembali kain arah pakan, karena F hitung < dari F tabel.
Uji beda
Untuk membandingkan antara kondisi optimal dengan standar industri, maka dilakukan perhitungan uji beda.
Tabel Perbandingan hasil uji sudut kembali kainArah lusi (0 ) Standar Industri(X2) Optimal (A3B1C3D2) (X1) 115 120 110 120 115 120 X2 =113,33 X1 =120,00
Uji beda dilakukan untuk mengetahui apakah data hasil eksperimen optimal mampu menaikkan rata-rata nilai ( 0 ) sudut kembali pada ujiketahanan kusut kain arah lusiterhadapstandar industri (LTB).
Hipotesis :
H0 : Hasil eksperimentidak mampu menaikkanrata – ratanilai sudut kembali pada kondisi optimal terhadap standar industri
H1 : Hasil eksperimenmampu menaikkanrata – rata nilai sudut kembali pada kondisi optimal terhadap standar industri.
Tingkat signifikansi : α = 5 %
Kriteria pengujian :
H0 diterima apabila -ttabel ≤ thitung≤ ttabel H0 ditolak apabila thitung> t tabel Membandingkan nilai thitungdengan ttabel . Diketahui :
H0 : μ1 – μ2 = 0 H1 : μ1 – μ2> 0
n1 = 3 dan n2 = 3
(120 120 120) 120 3 1 1 x1 xi1 n
(115 110 115) 113,33 3 1 1 x2 xi2 n
(
0
0
0
)
0
2
1
)
x
(
1
1
2 1 1 1 12x
in
s
(2,79 11,09 2,79) 8,33 2 1 ) x ( 1 1 2 2 2 1 22 xi n s
1 2 2 1 2 1 2 2 1 1 2 1(
2
)
1
1
x
to
2 2n
n
n
n
n
n
S
n
S
n
x
3 3 ) 2 3 3 ( 3 3 33 , 8 ) 2 ( 0 2 113,33 120 to x x x to =(
2
,
45
)
08
,
4
67
,
6
to = 4,00Kesimpulan: karena t hitung =4,00, maka dapat disimpulkan bahwa nilait hitung>ttabel =
4,00 >2,13, artinya ada kenaikkan nilai rata-rata ( 0 ) sudut kembali pada uji ketahanan kusut kain arah lusi optimal terhadap standar industri.
Tabel Perbandingan hasil uji sudut kembali kainArah pakan( 0 ) Standar Industri (X2) Optimal (A3B1C3D2) (X1)
120 125
115 130
120 130
X2= 118,33 X1= 128,33
Uji beda dilakukan untuk mengetahui apakah data hasil eksperimen optimal mampu menaikkan rata-rata nilai ( 0 ) sudut kembali pada uji ketahanan kusut kain arah pakan terhadap hasil Standar Industri (LTB).
Hipotesis :
H0 : Hasil eksperimen tidak mampu menaikkan rata – rata nilai ( 0 ) sudut kembalipada kondisioptimal terhadap kondisi standar industri.
H1 :Hasil eksperimenmampu menaikkan rata – rata nilai ( 0 )sudut kembal pada kondisi optimalterhadap kondisi standar industri.
Tingkat signifikansi : α = 5 %
Kriteria pengujian :
H0 diterima apabila -ttabel ≤ thitung≤ ttabel H0 ditolak apabila thitung> ttabel
Membandingkan nilai thitungdengan ttabel . = 5% ; t tabel = t (n1+n2-2) = 2,13 n1 = 3 dan n2 = 3
(125 130 130) 128,33 3 1 1 x1 xi1 n
(120 115 120) 18,33 3 1 1 x2 xi2 n
(
11
,
08
2
,
79
2
,
79
)
8
,
33
2
1
)
x
(
1
1
2 1 1 1 12x
in
s
2
(
2
,
79
11
,
08
2
,
79
)
8
,
33
1
)
x
(
1
1
2 2 2 1 22 ix
n
s
1 2 2 1 2 1 2 2 1 1 2 1(
2
)
1
1
x
to
2 2n
n
n
n
n
n
S
n
S
n
x
3 3 ) 2 3 3 ( 3 3 33 , 8 ). 1 3 ( 33 , 8 ). 1 3 ( 118,33 -128,33 to x = 6 36 77 , 5 10 to= 4,24Kesimpulan: karena t hitung = 4,24, maka dapat disimpulkan bahwa nilai t hitung>
ttabel = 4,24> 2,13, artinya ada kenaikkan nilai rata-rata ( 0 )sudut kembali pada uji
ketahanan kusut kain arah pakan optimal terhadapstandar industri. 4. KESIMPULAN.
1. Faktor-faktor yang berpengaruh signifikan terhadap nilai sudut kembali kain arah lusi pada uji ketahanan kusut kain kapas adalah Konsentrasi Yoritex F – RCC Conc, Temperatur Curing dan Waktu Curing.
Faktor yang berpengaruh signifikan terhadap nilai sudut kembali kain arah pakanpada uji ketahanan ketahanan kusut kain kapas adah adalah Konsentrasi Yoritex F – RCC Conc, Konsentrasi Yoritex F – UR dan Waktu Curing..
2. Kombinasi level faktor optimal untuk menghasilkan nilai sudut kembali kain arah lusi dan pakan adalahA3 B1 C3 D2 yaitu padaKonsentrasi Yoritex F – RCC Conc 65
g/l, Konsentrasi Yoritex F – UR 16 g/l, Temperatur Curing1500 C dan Waktu Curing 4 menit. Kondisi optimal mampu memaximalisasi nilai sudut kembali kain arah lusi dan pakan terhadapstandar industri sebesar 6,670 dan 10 0.
DAFTAR PUSTAKA
[1] Anathasia A, 2004,Mukena Cotton Tahan Kusut Dan Bebas Jamur Dengan DMDHEU Dan Asam Bensoat. Jurnal kumpulan makalah seminar Texchem Studen Science Fair2004.
[2] Anonim, Ultra Low formaldehyde Reactant Resin, PT. Yurkshira Indonesia In Bandung.
[3] Anonim, 2012, Perpustakaan Kecil Seputar Tekstil,blogsport.com. serat kapas dan srat batang, html.
[4] Arifin Pararaja, 2008,Mengenal Serat Kapas/Cotton Fiber,
http://smk3ae.wordpress.com/2008/08/25
[5] Arni, 2001, Peranan Waktu Proses Pada Penyempurnaan Resin Anti Kusut, Penelitian, Akademi Teknologi Warga Surakarta, Surakarta
[6] Belavendram, N 1995, Quality by design : Taguchi Techniques for Industrial Experimentation, Prentice Hall, International, New York
[7] Dinur ,2000 , Pengaruh Variasi Konsentrasi Katalis dan Waktu Proses , Penelitian , Puslit AkademiTeknologi Warga Surakarta, Surakarta
[8] Glen SPeace, 1993, Taguchi Mettods, Addison-Wesley Publish Company
[9] Hashem M and P Hauser , 2003, Wrinkle Recovery for Cellulosic Fabric by Means of Ionic Crosslingking,Textile Research Journal. 73 (9)
[10] Hendrodyantopo,1998, Teknologi Penyempurnaan, STTT, Bandung
[11] Kuang.M., Wang,C., Chen C.C., 2004, Crosslinking of Cotton Cellulose in the precence of Alpha Amino Acids, Textile Research Journal. 74(12)
[12] Lickfield G.C., Yang Charles , Drew JM, Asplan R,2000, Abrasion Resistance of Durable Press Finish Cotton. National Textile Center .
[13] Maskur, 2004, Tirai Tahan Api dan Tahan Kotor dari Kain Poliester 100 %,Jurnal kumpulan makalah seminar Texchem Studen Science Fair2004.
[14] Montgomery D 1997, Design and Analysis Exsperimen, Fourth edition, Arizona State University
[15] Morton .W.E., 1995, Physical Properties of TextileFiber, Textile Intitute BookCraft, MidsomerNorton,UK.
[16] Murdoko, et al 1980, Evaluasi Tekstil Bagian Fisika, Institut Teknologi Tekstil, Bandung. [17] Rasjid, D 1980 , Teknologi Pengelantangan Pencelupan Pencapan. Institut Teknologi Tekstil,
Bandung
[18] Rasti, 2002, Pengaruh Katalis pada Penyempurnaan Anti Kusut pada Kain Kapas, ATW, Surakarta.
[19] Ross, PJ 1998, Taguchi Techniques For Quality Engenering, Mc Graw-Hill Inc, New York [20] Saadijah,2006, Proses Esterifikasi Pada Kain Kapas Dengan Turunan KarboksilatUntuk
Menaikkan Ketahanan Kusut Kapas , Akta Kimindo Vol. 2 No.1 Oktober 2006, 57 – 62. Analitik.chem.its.ac.id
[21] Selly, 2004, Sarung Bantal Tahan Kotor Dan Anti Kusut, Jurnal Kumpulan Makalah Seminar Texchem Studen Science Fair2004.
[22] SNI, 08-0292-1989, Cara Pengukuran sifat Ketahan Kekusutan Kain, Badan Standarisasi Nasional
[23] Soejanto,I 2009, Desain Eksperimen dengan Metode Taguchi, Graha ilmu, Surabaya
[24] Subiyati 2004, Peninjauan Kualitas KainPada Hasil Celupan Tenun Troso, Penelitian, Puslit Akademi Teknologi Warga Surakarta, Sukoharjo
[25] Subiyati 2009,Pengaruh Urea dan Waktu Steam pada Pencelupan Kain Kapas dengan Zat Warna Reaktif Panas, Penelitian, Puslit Akademi Teknologi Warga Surakarta, Sukoharjo