RESUME PROSES MANUFAKTUR
RESUME PROSES MANUFAKTUR
W
WEE LDILDI NG PRONG PROCECE SSSSEE SS
Disusun Oleh :
Disusun Oleh :
Aprilia
Aprilia Nanda
Nanda Pratiwi
Pratiwi
H1E016016
H1E016016
Afrizal
Afrizal Faturochman
Faturochman
H1E016025
H1E016025
Reinys
Reinys Christy
Christy
H1E016032
H1E016032
Rizky
Rizky Cahyo
Cahyo Guntoro
Guntoro
H1E016035
H1E016035
KEMENTRIA
KEMENTRIAN RISET, N RISET, TEKNOLOGI, DAN PENDIDIKAN TINGGI UNIVERSITASTEKNOLOGI, DAN PENDIDIKAN TINGGI UNIVERSITAS JENDERAL SOEDIRMAN
JENDERAL SOEDIRMAN FAKULTAS TEKNIK FAKULTAS TEKNIK JURUSAN TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI
PURBALINGGA PURBALINGGA
2017 2017
CHAPTER 30
CHAPTER 30
WELDING PROCESSES
WELDING PROCESSES
30.1
30.1 ARC WELDINGARC WELDING
Pengelasan busur/
Pengelasan busur/ Arc Arc Welding Welding (AW) adalah proses pengelasan fusi di mana (AW) adalah proses pengelasan fusi di mana penggabungan
penggabungan logam logam dicapai dicapai dengan dengan panas panas busur busur listrik listrik antara antara elektroda elektroda dan dan pekerjaan.pekerjaan. Busur listrik adalah pelepasan arus listrik melintasi celah di sirkuit. Hal ini didukung oleh Busur listrik adalah pelepasan arus listrik melintasi celah di sirkuit. Hal ini didukung oleh adanya kolom gas terionisasi termal (disebut plasma) yang melaluinya arus mengalir. Untuk adanya kolom gas terionisasi termal (disebut plasma) yang melaluinya arus mengalir. Untuk memulai busur dalam proses AW, elektroda dibawa ke dalam kontak dengan pekerjaan dan memulai busur dalam proses AW, elektroda dibawa ke dalam kontak dengan pekerjaan dan kemudian segera dipisahkan darinya dengan jarak dekat. Energi listrik dari busur yang kemudian segera dipisahkan darinya dengan jarak dekat. Energi listrik dari busur yang terbentuk menghasilkan suhu 5500
terbentuk menghasilkan suhu 5500ooC (10.000C (10.000ooF) atau lebih tinggi, cukup panas untukF) atau lebih tinggi, cukup panas untuk melelehkan logam apapun. Sekumpulan logam cair, yang terdiri dari logam dasar (s) dan melelehkan logam apapun. Sekumpulan logam cair, yang terdiri dari logam dasar (s) dan logam pengisi (jika digunakan) dibentuk di dekat ujung elektroda. logam pengisi (jika digunakan) dibentuk di dekat ujung elektroda.
Gerakan elektroda relatif terhadap pekerjaan dilakukan oleh tukang las (pengelasan Gerakan elektroda relatif terhadap pekerjaan dilakukan oleh tukang las (pengelasan manual) atau dengan cara mekanis (yaitu, pengelasan mesin, pengelasan otomatis, atau manual) atau dengan cara mekanis (yaitu, pengelasan mesin, pengelasan otomatis, atau pengelasan
pengelasan robot). Produktivitas robot). Produktivitas juga juga menjadi menjadi masalah. masalah. Hal Hal ini ini sering sering diukur diukur sebagai sebagai waktuwaktu busur (juga disebut busur tepat waktu) pro
busur (juga disebut busur tepat waktu) proporsi jam kerja yang dilakukan pengelasan busur:porsi jam kerja yang dilakukan pengelasan busur:
Persamaan ini dapat diterapkan pada tukang las atau ke stasiun kerja mekanis. Untuk Persamaan ini dapat diterapkan pada tukang las atau ke stasiun kerja mekanis. Untuk pengelasan
pengelasan manual, manual, waktu waktu busur busur biasanya biasanya sekitar sekitar 20%. 20%. Periode Periode istirahat istirahat yang yang seringsering dibutuhkan oleh tukang las untuk mengatasi kelelahan dalam pengelasan busur manual, yang dibutuhkan oleh tukang las untuk mengatasi kelelahan dalam pengelasan busur manual, yang memerlukan koordinasi
memerlukan koordinasi handeyehandeye dalam kondisi stres. Waktu busur meningkat menjadi sekitar dalam kondisi stres. Waktu busur meningkat menjadi sekitar 50% (lebih atau kurang, tergantung pada operasi) untuk pengelasan mesin, otomatis, dan 50% (lebih atau kurang, tergantung pada operasi) untuk pengelasan mesin, otomatis, dan robot.
1. GENERAL TECHNOLOGY OF ARC WELDING
Elektroda. Elektroda yang digunakan dalam proses AW diklasifikasikan sebagai elektroda yang dapat dikonsumsi atau tidak dapat dikonsumsi. Elektroda yang dapat dikonsumsi menyediakan sumber logam pengisi pada pengelasan busur. Elektroda ini tersedia dalam dua bentuk utama: batang (juga disebut sticks) dan kawat. Batang pengelasan biasanya berukuran 225 sampai 450 mm (9-18 inci) dan diameter 9,5 mm (3/8 inci) atau kurang. Kabel las yang dapat dikonsumsi memiliki keuntungan sehingga dapat terus dimasukkan ke dalam kolam las dari spul yang berisi kawat panjang, sehingga menghindari interupsi yang sering terjadi bila menggunakan tongkat pengelasan. Dalam bentuk batang dan kawat, elektroda dikonsumsi oleh busur selama proses pengelasan dan ditambahkan ke sambungan las sebagai logam pengisi.
Elektroda nonconsumable terbuat dari tungsten (atau karbon, jarang), yang tahan cair oleh busur. Meskipun namanya, elektroda nonconsumable (penguapan adalah mekanisme utama) secara bertahap habis selama proses pengelasan. Untuk proses AW yang menggunakan elektroda nonconsumable, logam pengisi yang digunakan dalam operasi harus dipasok dengan menggunakan kawat terpisah yang dimasukkan ke dalam kolam pengelasan.
Arc Shielding. Pada suhu tinggi dalam pengelasan busur, logam yang bergabung secara kimia reaktif terhadap oksigen, nitrogen, dan hidrogen di udara. Sifat mekanik sambungan las dapat terdegradasi secara serius oleh reaksi ini. Perisai busur dilakukan dengan menutup ujung elektroda, busur, dan kolam las cair dengan selimut gas atau fluks, atau keduanya, yang menghambat pemaparan logam las ke udara.
Gas perisai umum meliputi argon dan helium, keduanya inert. Dalam pengelasan logam besi dengan proses AW tertentu, oksigen dan karbon dioksida digunakan, biasanya dikombinasikan dengan Ar dan / atau He, untuk menghasilkan atmosfir pengoksidasi atau untuk mengendalikan bentuk pengelasan.
Fluks adalah zat yang digunakan untuk mencegah pembentukan oksida dan kontaminan lain yang tidak diinginkan, atau melarutkannya dan memudahkan pemindahan. Selama pengelasan, fluks meleleh dan menjadi terak cair, meliputi operasi dan melindungi logam las cair. Terak mengeras pada pendinginan dan harus dilepas kemudian oleh chipping . Flux biasanya diformulasikan untuk melayani beberapa fungsi tambahan: (1) memberikan atmosfir pelindung untuk pengelasan, (2) menstabilkan busur, dan (3) mengurangi percikan. Metode aplikasi fluks berbeda untuk setiap proses. Teknik pengiriman meliputi (1)
menuangkan fluks granular ke operasi pengelasan, (2) menggunakan stik elektroda yang dilapisi dengan material fluks dimana lapisan meleleh selama pengelasan untuk menutupi operasi, dan (3) menggunakan elektroda tabung di mana fluks terkandung di inti dan dilepaskan saat elektroda habis dikonsumsi. Teknik ini dibahas lebih lanjut dalam deskripsi proses AW individual.
Sumber Daya Pada Arc Welding. Arus arus searah (DC) dan alternating current (AC) digunakan dalam pengelasan busur. Mesin AC lebih murah untuk dibeli dan dioperasikan, namun umumnya terbatas pada pengelasan logam besi. Peralatan DC dapat digunakan pada semua logam dengan hasil yang baik dan umumnya dicatat untuk pengendalian busur yang lebih baik. Dalam semua proses pengelasan busur, kekuatan untuk menggerakkan operasi adalah produk arus yang dilewati busur dan voltase (E). Kekuatan ini diubah menjadi panas, tapi tidak semua panas dipindahkan ke permukaan pekerjaan. Konveksi, konduksi, radiasi, dan percikan menyebabkan kerugian yang mengurangi jumlah panas yang dapat digunakan. Efek kerugian dinyatakan oleh faktor perpindahan panas f1
(Bagian 29.3).
Proses dengan nilai f1 terendah pada Tabel 30.1 adalah las busur tungsten gas, yang menggunakan elektroda nonconsumable. Faktor peleburan f2 (Bagian 29.3) selanjutnya mengurangi panas yang tersedia untuk pengelasan. Keseimbangan daya yang dihasilkan pada pengelasan busur didefinisikan oleh
dimana E = tegangan, V; I = arus, A; dan istilah lainnya didefinisikan dalam Bagian 29.3. Unit RH adalah watt (arus dikalikan dengan voltase), yang sama dengan J / detik. Ini dapat dikonversi ke Btu / detik dengan mengingat bahwa 1 Btu = 1055 J, dan dengan demikian 1 Btu / detik = 1055 watt.
Contoh Soal AW
2. AW PROCESSES
—
CONSUMABLE ELECTRODESShielded Metal Arc Welding. Pengelasan busur logam terlindung/Shielded metal arc welding (SMAW) adalah proses AW yang menggunakan elektroda konsumsi yang terdiri dari batang logam pengisi yang dilapisi bahan kimia yang memberikan fluks dan perisai. Tongkat pengelasan (SMAW kadang disebut stick welding ) biasanya berdiameter 225 sampai 450 mm (9-18 in) dan 2,5 sampai 9,5 mm (3 / 32-3 / 8 in). Lapisan ini terdiri dari bubuk selulosa (yaitu bubuk kapas dan kayu) yang dicampur dengan oksida, karbonat, dan bahan lainnya, yang disatukan oleh pengikat silikat.
Selama operasi, ujung logam dari tongkat pengelasan (berlawanan dengan ujung pengelasan) dijepit di dudukan elektroda yang terhubung ke sumber listrik. Arus biasanya digunakan dalam kisaran SMAW antara 30 dan 300 A pada tegangan 15 sampai 45 V. Pemilihan parameter daya yang tepat bergantung pada logam yang dilas, jenis elektroda dan panjang, dan kedalaman penetrasi las yang diperlukan. Catu daya, kabel penghubung, dan pemegang elektroda bisa dibeli seharga beberapa ribu dolar.
Pengelasan busur logam yang dilas biasanya dilakukan secara manual. Aplikasi umum meliputi konstruksi, jaringan pipa, struktur mesin, pembuatan kapal, fabrikasi job shop, dan perbaikan kerja.
Kerugian dari pengelasan busur logam terlindung sebagai operasi produksi adalah penggunaan tongkat elektroda habis pakai. Saat tongkat itu habis, mereka harus diganti secara berkala. Hal ini mengurangi waktu busur dengan proses pengelasan ini. Keterbatasan lainnya adalah level saat ini yang bisa digunakan. Karena panjang elektroda bervariasi selama operasi dan panjang ini mempengaruhi pemanasan resistansi elektroda, level arus harus dijaga dalam
jarak yang aman atau lapisan akan terlalu panas dan meleleh sebelum waktunya saat memulai tongkat pengelasan baru. Beberapa proses AW lainnya mengatasi keterbatasan panjang tongkat pengelasan di SMAW dengan menggunakan elektroda kawat yang diberi makan secara terus menerus.
Gas Metal Arc Welding. Pengelasan busur gas logam/Gas Metal Arc Welding (GMAW) adalah proses AW dimana elektroda adalah kawat logam kosong yang dapat dikonsumsi, dan perisai dilakukan dengan membanjiri busur dengan gas. Bare wire diumpankan secara terus menerus dan otomatis dari spul melalui senapan las, seperti yang diilustrasikan pada Gambar 30.4. Diameter kawat berkisar antara 0,8 sampai 6,5 mm (1 / 32-1 / 4 in) digunakan dalam GMAW. Gas yang digunakan untuk melindungi meliputi gas inert seperti argon dan helium, dan gas aktif seperti karbondioksida. Gas inert digunakan untuk pengelasan paduan aluminium dan baja tahan karat, sedangkan CO2 biasa digunakan untuk pengelasan baja karbon rendah dan menengah.
Berbagai logam yang digunakan GMAW dan variasi dari proses itu sendiri telah menimbulkan berbagai nama untuk pengelasan busur gas logam. Ketika proses pertama kali
diperkenalkan pada akhir 1940-an, itu diterapkan pada pengelasan aluminium dengan menggunakan gas inert (argon) untuk perisai busur. Nama yang digunakan untuk proses ini adalah pengelasan MIG (untuk las gas inert logam). Bila proses pengelasan yang sama diterapkan pada baja, ditemukan bahwa gas inert mahal dan CO2 digunakan sebagai pengganti. Karenanya pengelasan CO2 digunakan. Penyempitan di GMAW untuk pengelasan baja telah menyebabkan penggunaan campuran gas, termasuk CO2 dan argon, dan bahkan
oksigen dan argon.
GMAW banyak digunakan dalam operasi fabrikasi di pabrik untuk pengelasan berbagai logam besi dan nonferrous. Karena menggunakan kawat las kontinyu daripada tongkat pengelasan, ia memiliki keunggulan signifikan dibanding SMAW dalam hal waktu busur bila dilakukan secara manual. Untuk alasan yang sama, juga cocok untuk otomatisasi pengelasan busur. Fitur lain dari GMAW termasuk penghapusan penghilangan terak (karena tidak ada fluks yang digunakan), tingkat deposisi yang lebih tinggi daripada SMAW, dan fleksibilitas yang baik.
Fluks-Cored Arc Welding. Flux-cored arc welding (FCAW) adalah proses pengelasan busur dimana elektroda merupakan tabung konsumsi kontinyu yang mengandung fluks dan bahan lainnya pada intinya. Ada dua versi FCAW: (1) terlindung diri dan (2) terlindung dari gas. Pada versi pertama FCAW yang akan dikembangkan, perisai busur disediakan oleh inti fluks, sehingga mengarah pada las fluks buang biji yang terlindungi
sendiri. Versi kedua FCAW, yang dikembangkan terutama untuk baja pengelasan, memperoleh perisai busur dari gas yang disediakan secara eksternal, mirip dengan las busur gas. Versi ini disebut pengelasan busur fluks berventi lasi gas. Karena menggunakan elektroda yang mengandung fluksnya sendiri bersamaan dengan gas perisai terpisah, ini bisa dianggap sebagai hibrida dari SMAW dan GMAW.
FCAW memiliki kelebihan yang mirip dengan GMAW, karena terus memberi makan elektroda. Ini digunakan terutama untuk baja pengelasan dan baja tahan karat pada kisaran ketebalan stok yang lebar. Hal ini dicatat karena kemampuannya untuk menghasilkan sambungan las berkualitas sangat tinggi yang halus dan seragam.
Electrogas Welding. Pengelasan Electrogas/ Electrogas Welding (EGW) adalah proses AW yang menggunakan elektroda konsumsi kontinyu (baik kawat berinti fluks atau bare wire dengan gas perisai yang disediakan secara eksternal) dan sepatu cetakan untuk menampung logam cair.
Aplikasi utama pengelasan electrogas adalah baja (baja karbon rendah dan menengah-rendah, paduan menengah-rendah, dan baja tahan karat tertentu) dalam pembangunan tangki penyimpanan besar dan dalam pembuatan kapal. Ketebalan stok dari 12 sampai 75 mm
(0,5-3,0 in) berada dalam kapasitas EGW. Sepatu molding yang dirancang khusus terkadang harus dibuat untuk bentuk sendi yang terlibat.
Submerged Arc Welding. Pengelasan busur terendam/Submerged Arc Welding (SAW) adalah proses pengelasan busur yang menggunakan elektroda bare wire yang kontinu dan dapat dikonsumsi, dan perisai busur disediakan oleh penutup fluks granular. Operator pengelasan di SAW tidak perlu memakai perisai wajah yang agak rumit yang diperlukan pada operasi lainnya (kacamata pengaman dan sarung tangan pelindung tentu saja diperlukan). Bagian fluks yang terdekat dengan busur dilelehkan, dicampurkan dengan logam las cair untuk menghilangkan kotoran dan kemudian mengeras di atas sambungan las untuk membentuk gelas seperti terak. Butir flag dan butiran fluks yang tidak biasa di atas memberikan perlindungan yang baik dari atmosfer dan isolasi termal yang baik untuk area lasan, menghasilkan pendinginan yang relatif lambat dan sambungan las berkualitas tinggi, yang dicatat untuk ketangguhan dan keuletan. Seperti yang digambarkan dalam sketsa kami, fluks yang tidak terpakai yang tersisa setelah pengelasan dapat dipulihkan dan digunakan kembali. Terak padat yang menutupi lasan harus terlepas, biasanya dengan cara manual.
Pengelasan busur terendam banyak digunakan dalam fabrikasi baja untuk bentuk struktur (misalnya dilas I-balok); jahitan longitudinal dan melingkar untuk pipa berdiameter besar, tangki, dan bejana tekan; dan komponen las untuk mesin berat. Dalam jenis aplikasi ini, pelat baja setebal 25 mm (1.0 inci) dan yang lebih berat dilas secara rutin oleh proses ini. Baja rendah karbon, paduan rendah, dan baja tahan karat dapat segera dilas dengan SAW; tapi bukan baja karbon tinggi, baja perkakas, dan sebagian besar logam nonferrous.
3. AW PROCESSES
—
NONCONSUMABLE ELECTRODESGas Tungsten Arc Welding. Gas tungsten arc welding (GTAW) adalah proses AW yang menggunakan elektroda tungsten nonconsumable dan gas inert untuk perisai busur. Istilah pengelasan TIG (tungsten inert gas welding) sering diterapkan pada proses ini (di
Eropa, pengelasan WIG adalah istilah - simbol kimia untuk tungsten adalah W, untuk Wolfram). GTAW bisa diimplementasikan dengan atau tanpa filler metal. Bila logam pengisi digunakan, ditambahkan ke kolam pengelasan dari batang atau kawat yang terpisah, dilelehkan dengan panas busur alih-alih ditransfer melintasi busur seperti pada proses AW elektroda habis. Tungsten adalah bahan elektroda yang baik karena titik lelehnya yang tinggi yaitu 3410oC (6170oF). Gas perisai khas meliputi argon, helium, atau campuran unsur gas ini.
GTAW berlaku untuk hampir semua logam dalam berbagai ketebalan stok. Ini juga dapat digunakan untuk menggabungkan berbagai kombinasi logam berbeda. Aplikasi yang paling umum adalah untuk aluminium dan stainless steel. Dalam aplikasi pengelasan baja,
GTAW umumnya lebih lambat dan lebih mahal daripada proses AW elektroda konsumsi, kecuali bila ada bagian tipis yang dilibatkan dan diperlukan lasan berkualitas tinggi. Keuntungan dari GTAW dalam aplikasi yang sesuai termasuk lasan berkualitas tinggi, tidak ada spatter las karena tidak ada logam pengisi yang ditransfer melintasi busur, dan sedikit atau tanpa pembersih pasak karena tidak ada fluks yang digunakan.
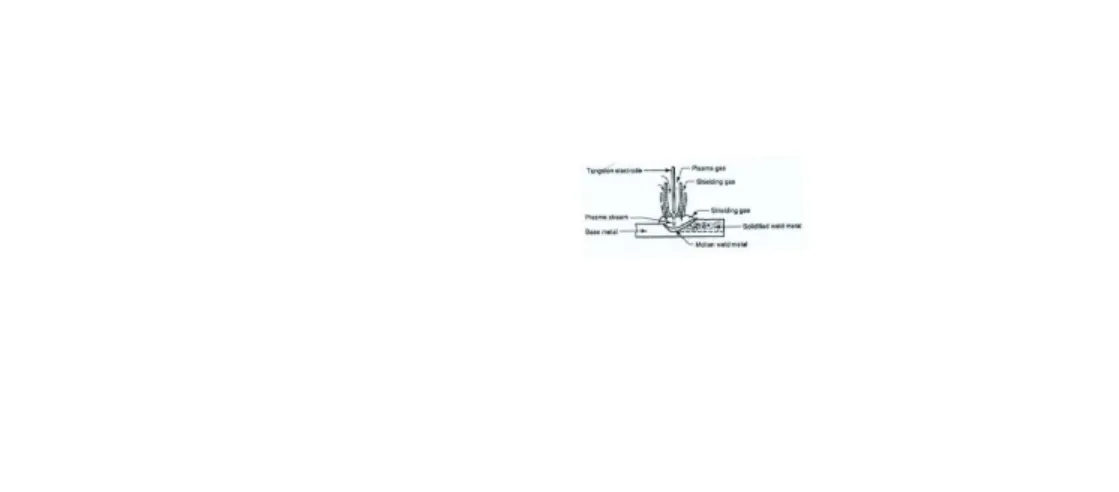
Pengelasan busur plasma
Pengelasan busur plasma merupakan bentuk khusus dari pengelasan busur tungsten gas dengan mengarahkan busur plasma ke daerah las-an. Dalam gambar 1.8 terlihat bahwa pemanasan gas dilakukan dengan mengkonsentrasikan busur melalui lubang halus (nosel), dan melalui lubang tersebut dialirkan pula gas mulia (misalnya, argon atau campuran hidrogen). Dalam pengelasan ini juga digunakan gas pelindung seperti argon,
Gambar 1.8 Pengelasan busur plasma
Suhu plasma sekitar 28.000OC atau lebih besar, cukup panas untuk mencairkan setiap logam yang dikenal. Panas ini diperoleh akibat terkonstrasinya daya sehingga dihasilkan pancaran plasma dengan densitas energi yang sangat tinggi.
Karena memiliki konsentrasi energi sangat tinggi pada daerah yang kecil, maka busur plasma sering digunakan untuk proses pemotongan logam dengan ketebalan mencapai 100 mm atau lebih.
Pengelasan busur yang lain
Pengelasan busur yang telah dijelaskan sebelumnya merupakan proses pengelasan yang memiliki nilai komersial sangat tinggi. Beberapa pengelasan busur yang lain, akan dibahas disini karena memiliki prinsip kerja yang khusus, yaitu :
- pengelasan busur karbon (carbon arc welding, CAW ), dan - pengelasan lantak (stud welding, SW ).
Pengelasan busur karbon, adalah proses pengelasan busur elektrode tak terumpan yang pertama kali dikembangkan. Proses busur karbon digunakan sebagai sumber panas
pembrasingan dan untuk mengendapkan bahan tahan aus di atas permukaan logam yang lain. Saat ini elektrode karbon telah digantikan dengan tungsten.
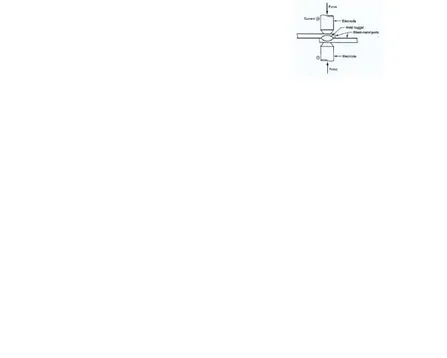
Pengelasan lantak, digunakan untuk mengelas ujung logam pada bidang datar. Alatnya berbentuk pistol, memegang ujung batang logam yang akan dilas. Bila picu ditekan, ujung logam terangkat untuk membentuk busur kemudian ditekan kembali kecairan logam, seperti ditunjukkan dalam gambar 1.9.
Gambar 1.9 Pengelasan lantak
Pengelasan Resistansi Listrik
Pada pengelasan ini, permukaan lembaran logam yang akan disambung ditekan satu sama lain dan arus yang cukup besar kemudian dialirkan melalui logam sehingga menimbulkan panas pada sambungan. Panas tertinggi muncul di daerah yang memiliki resistansi listrik tertinggi, yaitu pada permukaan kontak ke dua lembaran logam. Komponen-komponen utama dalam pengelasan resistansi listrik ditunjukkan dalam gambar 13.9 untuk operasi pengelasan titik. Komponen –komponen tersebut termasuk benda kerja yang akan dilas (biasanya lembaran logam), dua buah elektrode yang saling berhadapan, dan sumber listrik
arus bolak-balik . Hasil dari operasi tersebut dalam daerah lebur antara dua bagian benda kerja, dalam pengelasan titik disebut manik las (weld nugget ).
Gambar 1.10 Pengelasan resistansi listrik
Dalam pengelasan ini tidak digunakan gas pelindung, fluks, atau logam pengisi, dan
elektrode yang menghubungkan daya listrik merupakan elektrode tak terumpan. Pengelasan risistansi listrik diklasifikasikan sebagai pengelasan lebur karena panas yang timbul melebur permukaan kontak ke dua lembaran logam tersebut. Namun demikian, terdapat
pengecualian, beberapa pengelasan resistansi listrik menggunakan suhu di bawah titik lebur logam yang disambung, jadi tidak terjadi proses peleburan.
Sumber panas pada pengelasan resistansi listrik
Energi panas yang diberikan pada operasi pengelasan tergantung pada aliran arus listrik, resistansi rangkaian, dan panjang waktu arus dialirkan, seperti rumus berikut ini.
H = I 2R t
dimana : H = panas yang dihasilkan, W-sec. atau J (1 J= 1/1055 Btu); I = arus listrik, A;
R = resistansi listrik, ;
t = waktu, detik (sec.)
Arus yang digunakan dalam pengelasan resistansi listrik ini sangat besar (umumnya, 5000 sampai dengan 20.000 A), tetapi tegangan relatif rendah (biasanya di bawah 10 V). Panjang waktu arus dialirkan pada umumnya sangat singkat, untuk pengelasan titik sekitar 0,1
sampai dengan 0,4 detik.
Alasan mengapa diperlukan arus sangat besar, adalah :
- bilangan kuadrat dalam rumus di atas menyatakan bahwa arus mempunyai pengaruh yang besar terhadap besarnya panas yang dihasilkan,
- resistansi listrik dalam rangkaian sangat rendah (sekitar 0,0001 ). Resistansi listrik dalam rangkaian merupakan penjumlahan antara : - resistansi pada kedua elektrode,
- resistansi pada kedua lembaran benda kerja,
- resitansi permukaan kontak antara elektrode dan benda kerja,
- resitansi permukaan kontak antara benda kerja dengan benda kerja yang lain.
Kondisi yang ideal bila resistansi terbesar dihasilkan oleh permukaan kontak ke dua benda kerja, sehingga panas tertinggi dihasilkan pada lokasi ini, sesuai dengan yang diharapkan. Resistansi pada permukaan kontak ini tergantung pada penyelesaian
permukaan, kebersihan (tidak ada cat, minyak, dan pengotoran yang lain), daerah kontak, dan tekanan.
Contoh soal :
Operasi pengelasan titik resistansi listrik dilakukan pada dua lembar baja tebal 0,062 in, menggunakan arus listrik sebesar 12.000 A untuk durasi 0,23 detik. Resistansi listrik adalah 0,0001, dan manik las-an (weld nugget ) yang dihasilkan memiliki diameter 0,25 in dan tebal 0,1 in. Energi lebur (unit melting energy ) untuk logam U m= 155 Btu/in3. Berapa persen panas yang dihasilkan digunakan untuk melakukan pengelasan, dan berapa persen yang terserap oleh logam sekitarnya ?
Jawab :
Panas yang dihasilkan dalam operasi ini :
H= I 2 Rt= (12.000)2(0,0001) (0,23) = 3312 Watt-sec. = (3312)/1055 Btu = 3,14 Btu.
Volume dari manik las-an :
V = 0,1 /4 .(0,25) 2 = 0,00491 in3
Panas yang dibutuhkan untuk melebur manik las-an ini : H m = V U m = 0,00491 (155) = 0,761 Btu
Jadi panas yang digunakan untuk melakukan pengelasan = 0,761/3,14 x 100 % = 24 %, sehingga panas yang diserap oleh logam sekitarnya = 76 %.
Keberhasilan dalam pengelasan resistansi listrik tergantung pada tekanan dan panas. Fungsi tekanan yang utama dalam pengelasan ini adalah :
- menekan elektrode ke permukaan benda kerja, dan permukaan benda kerja dengan benda kerja yang lain agar terjadi kontak, sehingga dapat dialiri arus listrik;
- menekan permukaan kontak menjadi satu agar diperoleh sambungan bila suhu pengelasan telah dicapai.
Kelebihan pengelasan resistansi listrik adalah : - tidak menggunakan logam pengisi,
- kecepatan produksi tinggi,
- tidak diperlukan operator dengan ketrampilan tinggi, karena mesin dijalankan secara automatis,
- memiliki kemampuan ulang (repeatability ) dan keandalan yang baik. Sedang kelemahan dari pengelasan resistansi listrik ini, adalah : - biaya investasi tinggi, karena harga peralatan mahal,
- hanya dapat mengerjakan sambungan tumpang (lap joint )
Proses Pengelasan Resistansi Listrik
Terdapat beberapa proses pengelasan resistansi listrik yang sering digunakan dalam industri, yaitu :
- pengelasan titik resistansi listrik (resistance spot welding, RSW ),
- pengelasan kampuh resistansi listrik (resistance seam welding, RSEW ), - pengelasan proyeksi resistansi listrik (resistance projection welding, RPW ), - pengelasan resistansi listrik yang lain.
Pengelasan titik resistansi listrik; merupakan pengelasan resistansi listrik yang paling banyak digunakan, seperti dalam produksi massal automobil, alat-alat rumah tangga, furnitur logam, dan produk-produk lain yang terbuat dari lembaran logam.
Pada proses pengelasan ini peleburan bidang kontak pada lembaran logam sambungan tumpang dicapai dengan menggunakan elektrode yang saling berhadapan. Ketebalan lembaran logam yang disambung sekitar 0,125 in. (3mm) atau kurang, biasanya dilakukan pada sederetan las-an titik, dalam kondisi sambungan las-an tidak kedap udara. Ukuran dan bentuk las-an titik ditentukan oleh ujung elektrode, pada umumnya berbentuk bulatan; tetapi kadang-kadang berbentuk yang lain seperti segi enam, segi empat, dan bentuk-bentuk yang lain. Manik las-an yang dihasilkan pada umumnya memiliki diameter 0,2 sampai dengan 0,4 in. (5 sampai dengan 10 mm), dan HAZ berada disekelilingnya. Operasi pengelasan titik ditunjukkan dalam gambar 13.10 dengan tahapan sebagai berikut :
(1) benda kerja diletakkan diantara elektrode terbuka; (2) elektrode ditutup dan gaya tekan diberikan;
(3) arus listrik dialirkan (disebut waktu las);
(4) arus listrik diputus, tekanan tetap atau ditambah (arus yang kecil kadang-kadang digunakan sesaat menjelang akhir tahapan ini, untuk menghilangkan tegangan sisa dari daerah las-an); (5) elektrode dibuka, dan benda kerja yang telah dilas dipindahkan
Gambar 1.11 (a) Tahapan siklus pengelasan titik, (b) Gaya tekan dan arus listrik yang terkait selama siklus pengelasan
Material elektrode yang biasa digunakan terdiri dari dua kelompok, yaitu : - paduan tembaga, dan
- komposisi logam tahan api seperti kombinasi tembaga dan tungsten.
Kelompok yang kedua memiliki sifat tahan aus yang tinggi, sehingga banyak digunakan dalam proses manufaktur. Perkakas akan selalu mengalami keausan secara bertahap bila digunakan berulang-ulang. Dalam praktek, elektrode didesain dengan saluran air pendingin. Karena penggunaan dari pengelasan titik semakin meluas, maka berbagai mesin dan metode telah dikembangkan untuk melakukan operasi pengelasan titik, termasuk :
- mesin pengelasan titik lengan-pemutus (rocker-arm spot welding machine), - mesin pengelasan titik jenis tekan ( press type spot welding machine), dan - pistol pengelasan titik mampu jinjing ( portable spot welding guns).
Pengelas titik lengan-pemutus, seperti ditunjukkan dalam gambar 13.11, memiliki elektrode bawah stasioner dan elektrode atas dapat digerakkan ke atas dan ke bawah untuk pembebanan dan pelepasan benda kerja. Elektrode atas dihubungkan dengan lengan-pemutus yang gerakannya dapat dikendalikan dengan mengoperasikan pedal kaki. Mesin yang modern dapat diprogram untuk mengendalikan gaya dan arus listrik selama siklus
kerja. Pengelas titik ini merupakan jenis pengelas titik stasioner, dimana benda kerja dibawa ke mesin.
Gambar 1.12 Pengelas titik lengan-pemutus
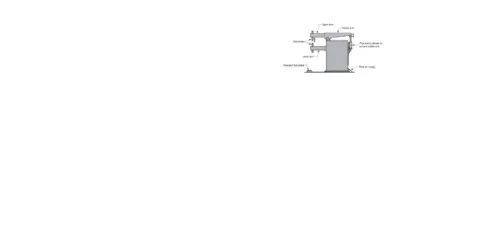
Pengelas titik jenis tekan, digunakan untuk benda kerja yang besar. Elektrode atas memiliki gerakan garis lurus yang disiapkan untuk penekanan vertikal, dengan daya pneumatik atau hidraulik. Tekanan yang digunakan lebih besar dan biasanya diprogam untuk siklus kerja yang lebih kompleks. Sama seperti pengelas titik lengan-pemutus, pada pengelas titik jenis tekan, mesin juga diletakkan stasioner sedang benda kerja dibawa ke mesin.
Pistol pengelasan titik mampu jinjing, merupakan mesin pengelas titik dengan pistol pengelas yang dapat dijinjing; digunakan untuk pengelasan benda kerja besar yang sulit dipindahkan. Peralatan pistol terdiri dari elektrode saling berhadapan yang memiliki mekanisme penjepit. Setiap unit memiliki bobot yang ringan sehingga dapat dioperasikan dengan tenaga manusia atau robot industri. Pistol dihubungkan dengan sumber daya menggunakan kabel listrik fleksibel (untuk mengalirkan arus listrik) dan selang udara (untuk gerakan penjepit pneumatik). Air pendingin untuk elektrode, bila diperlukan, dapat juga disiapkan melalui selang air. Pistol pengelasan titik mampu jinjing banyak digunakan dalam perakitan akhir automobil untuk mengelas lembaran logam bodi mobil.
30.3 Pengelasan gas oxyfuel
Oxyfuelgaswelding (OFW) adalah istilah yang digunakan untuk menggambarkan kelompok operasi FW yang membakar berbagai bahan bakar yang dicampur dengan oksigen untuk melakukan pengelasan. Proses OFW menggunakan beberapa jenis gas, yang merupakan perbedaan utama di antara anggota kelompok ini. Oxyfuelgas juga biasa digunakan dalam memotong obor untuk memotong dan memisahkan pelat logam dan bagian lainnya (Bagian 26.3.5). Proses OFW yang paling penting adalah pengelasan oxyacetylene.
30.3.1 pengelasan oxy acetylene
Pengelasan Oxyacetylene (OAW) adalah proses pengelasan fusi yang dilakukan oleh nyala suhu tinggi dari pembakaran asetilena dan oksigen. Nyala api diarahkan oleh obor las. Logam pengisi kadang-kadang ditambahkan, dan tekanan kadang-kadang
diaplikasikan pada OAW di antara permukaan bagian yang kontak. Operasi OAW yang khas digambarkan pada Gambar 30.21.
Bila logam pengisi digunakan, biasanya untuk mofarod dengan diameter berkisar antara 1,6 sampai 9,5 mm (1 / 16-3 / 8in). Komposisi pengisi harus serupa dengan logam dasar.
Pengisi ini sering dilapisi dengan fluks yang membantu membersihkan permukaan dan pencegahanoksidasi, sehingga menciptakan sambungan las yang lebih baik.
Acetylene (C2H2) adalah bahan bakar yang paling populer di antara kelompok OFW karena mampu menghasilkan suhu yang lebih tinggi daripada yang lain sampai 3480? C (6300? F). Nyala api dalam OAW dihasilkan oleh reaksi kimia asetilen dan oksigen dalam dua tahap Tahap pertama didefinisikan oleh reaksi
produk yang keduanya mudah terbakar, yang mengarah ke reaksi tahap kedua :
Dua tahap pembakaran terlihat pada nyala oxyacetylene yang dipancarkan dari obor. Bila campuran asetilena dan oksigen berada pada rasio 1: 1, seperti yang dijelaskan pada Persamaan (30.4), maka dihasilkan pergeseran netral ditunjukkan pada Gambar 30.22. Reaksi tahap pertama dilihat sebagai kerucut dalam api (yang berwarna putih cerah), sedangkan reaksi tahap kedua dipamerkan oleh amplop luar (yang hampir tidak berwarna namun dengan tinges mulai dari biru sampai oranye). Suhu maksimum api tercapai di ujung kerucut dalam; suhu tahap kedua agak di bawah kerucut dalam. Selama pengelasan,
amplop luar menyebar dan menutupi permukaan kerja yang bergabung, sehingga melindungi mereka dari atmosfer sekitarnya.
Total panas yang terbebaskan selama dua tahap pembakaran adalah 55, 106 J / m3
(1470Btu / ft 3) asetilena. Namun, karena distribusi suhu di dalam nyala api, cara nyala api menyebar di atas permukaan kerja, dan kerugian pada udara, kepadatan listrik dan faktor perpindahan panas pada pengelasan oxyacetylene relatif rendah; f1 = 0,10 sampai 0,30. Senter oxyacetylene memasok 0.3m3 asetilen per jam dan dengan laju volume oksigen yang sama untuk operasi OAW pada baja setebal 4,5 mm. Panas yang dihasilkan oleh pembakaran dipindahkan ke permukaan kerja dengan faktor perpindahan panas f1 = 0,20. Jika 75% panas dari nyala api terkonsentrasi di area melingkar pada permukaan kerja berdiameter 9,0 mm, temukan (a) laju panas yang terbebaskan selama pembakaran, (b) tingkat panas yang dipindahkan ke permukaan kerja, dan (c) kerapatan daya rata-rata di daerah melingkar.
Kerapatan daya di lingkaran ditemukan dengan membagi panas yang tersedia menurut area lingkaran:
Kombinasi asetilena dan oksigen sangat mudah terbakar, dan lingkungan dimana OAW dilakukan oleh karena itu berbahaya. Beberapa bahaya berhubungan secara khusus dengan asetilena. C2H2 murni adalah gas tak berwarna dan tak berbau. Untuk alasan keamanan, asetilena komersial diolah agar berbau bawang putih khas. Salah satu
keterbatasan fisik gas adalah tidak stabil pada tekanan di atas 1 atm (0,1 MPa atau 15lb / in2). Dengan demikian, silinder penyimpanan asetilen dikemas dengan bahan pengisi berpori (seperti asbes, kayu balsa, dan bahan lainnya) yang jenuh dengan aseton (CH3COCH3). Asetilena larut dalam aseton cair; Faktanya, aseton larut sekitar 25 kali volume asetilena sendiri, sehingga memberikan keamanan yang sangat cepat sehingga menghemat gas pengelasan ini. Tukang las memakai pelindung mata dan kulit (kacamata, sarung tangan, dan pakaian pelindung) sebagai alat bantu pengaman tambahan, dan
benang ulir yang berbeda merupakan standar pada asetilena dan oxygencylinders dan juga harus memperhitungkan kebocoran gas metalik. Pemeliharaan peralatan yang tepat sangat penting. OAWequipment relatif murah dan portable. Oleh karena itu, proses yang serbaguna dan ekonomis yang sesuai dengan kuantitas dan kuantitas produksi. Ini benar-benar
menggunakan lembaran tipis dan stok lebih tebal dari 6,4 mm (1/4 inci) karena kelebihan pengelasan busur dalam aplikasi semacam itu. Meskipun OAW dapat dimekanisasi,
biasanya dilakukan secara manual dan karenanya bergantung pada keterampilan tukang las untuk menghasilkan sambungan las berkualitas tinggi.
30.3.2 GAYA ALTERNATIF UNTUK PENGELASAN OXYFUEL
Beberapa anggota lunak kelompok OFW didasarkan pada gas selain asetilena. Sebagian besar bahan bakar alternatif tercantum dalam Tabel 30.2, bersamaan dengan suhu
pembakaran dan pembakarannya yang memanas. Sebagai perbandingan, asetilena termasuk dalam daftar. Meskipun oxyacetylene adalah bahan bakar O FW yang paling umum, masing-masing gas lainnya dapat digunakan dalam aplikasi tertentu-biasanya terbatas pada pengelasan logam lembaran dan logam dengan suhu leleh rendah, dan
mematri (Bagian31.1). Selain itu, beberapa pengguna memilih gas alternatif ini untuk alasan keamanan.
Bahan bakar yang paling banyak bersaing dengan asetilena dalam suhu pembakaran dan nilai pemanasan adalah metilasetilen-propadiena. Ini adalah bahan bakar yang
dikembangkan oleh Dow Chemical Company yang dijual dengan nama dagang MAPP (kami parut untuk Dow untuk singkatannya). MAPP (C3H4) memiliki karakteristik pemanasan yang serupa dengan asetilena dan dapat disimpan di bawah tekanan sebagai cairan, sehingga menghindari masalah penyimpanan khusus yang terkait dengan C2H2.
Bila hidrogen dibakar dengan oksigen sebagai bahan bakar, prosesnya disebut
oxyhydrogen welding (OHW). Seperti ditunjukkan pada Tabel 30.2, suhu pengelasan di OHWis di bawah yang memungkinkan pengelasan oksyacetylene. Selain itu, warna nyala api tidak terpengaruh oleh perbedaan campuran hidrogen dan oksigen, dan oleh karena itu lebih sulit bagi tukang las menyesuaikan obor.
Bahan bakar lain yang digunakan di OFWinclude propana dan gas alam. Propane (C3H8) lebih erat terkait dengan operasi mematri, solder, dan pemotongan daripada pengelasan. Gas alam sebagian besar terdiri dari etana (C2H6) dan metana (CH4). Bila dicampur
dengan oksigen, ia mencapai suhu tinggi dan biasanya lebih sering terjadi di toko-toko kecil. Pressure Gas Welding Ini adalah proses OFW khusus, dibedakan berdasarkan jenis
aplikasi daripada bahan bakar gas. Pressure gaswelding (PGW) adalah proses pengelasan fusi dimana koalesensi diperoleh di atas permukaan kontak keseluruhan dari dua bagian dengan memanaskannya dengan campuran bahan bakar yang sesuai (biasanya gas oxyacetylene) dan kemudian memberikan tekanan untuk mengikat permukaan. Aplikasi khas diilustrasikan pada Gambar30.23. Bagian dipanaskan sampai mencair dimulai pada permukaan. Senter pemanas kemudian ditarik, dan bagian-bagiannya disatukan dan dipegang pada tekanan tinggi sementara solidifikasi terjadi. Tidak ada logam pengisi yang digunakan di PGW.
30.4 PROSES PENGELASAN FUSI LAINNYA
Proses pengelasan pengelompokan tidak dapat diklasifikasikan sebagai pengikat busur, resistansi, atau pengelasan oxyfuel. Masing-masing proses lainnya menggunakan teknologi unik untuk mengembangkan panas agar mencair; dan biasanya, aplikasi itu unik.
Pengelasan Elektron-Beam Welding Electron-beam welding (EBW) adalah proses
pengelasan fusi dimana panas untuk pengelasan dihasilkan oleh aliran elektron intensitas tinggi yang sangat fokus yang menimpa permukaan kerja. Peralatannya mirip dengan yang digunakan untuk mesin berkas elektron (Bagian 26.3.2). Senjata berkas elektron beroperasi pada voltase tinggi untuk mempercepat elektron (mis., Khas 10-150 kV), dan arus balok rendah (diukur dalam mililter). Kekuasaan di EBW tidak luar biasa, tapi kepadatan tenaga. Kepadatan daya tinggi dicapai dengan memfokuskan berkas elektron pada area kerja permukaan yang sangat kecil, sehingga PD power density berbasis
dimana PD = densitas daya, W / mm2 (W / in2, yang dapat dikonversi ke Btu / detik-in2 dengan membagi pada 1055.); f1 = faktor perpindahan panas (nilai khas untuk rentang EBW dari 0,8-0,95 [9]); E = tegangan akselerasi, V; I = arus balok, A; dan A = luas permukaan
kerja di mana berkas elektron difokuskan, mm2 (in2). Area las yang khas untuk rentang EBW dari 13? 10? 3 sampai 2000? 10? 3 mm2 (20? 10? 6 sampai 3000? 10? 6 in2). Prosesnya dimulai pada 1950-an di bidang kekuatan atom. Ketika pertama kali
dikembangkan, pengelasan harus dilakukan di ruang vakum untuk meminimalkan
terganggunya berkas elektron dengan molekul udara. Persyaratan ini, dan masih, adalah ketidaknyamanan serius dalam produksi, karena waktu yang dibutuhkan untuk
mengevakuasi ruang sebelum pengelasan. Waktu pompa, seperti yang disebut, bisa memakan waktu selama satu jam, tergantung ukuran ruang dan tingkat vakum yang dibutuhkan. Saat ini, teknologi EBW telah berkembang ke tempat beberapa operasi
dilakukan tanpa ruang hampa. Tiga kategori dapat dibedakan: (1) pengelasan vakum tinggi (EBW-HV), di mana pengelasan dilakukan dalam ruang hampa yang sama dengan balok; (2) pengelasan vakum menengah (EBW-MV), di mana operasi dilakukan di ruang terpisah dimana hanya sebagian vakum yang dicapai; dan (3) pengelasan nonvakum (EBW-NV), di mana pengelasan dilakukan pada atau di dekat tekanan atmosfir. Waktu pemompaan selama bongkar muat kerja dikurangi dalam EBWand vakum sedang diminimalkan pada nonvakumEBW, namun ada beberapa kelemahan dalam usaha ini. Pada kedua operasi ini, peralatan harus mencakup satu atau lebih pemisah vakum (lubang kecil yang sangat kecil yang menghalangi arus listrik atau jarak tempuh) ke generator pendeteksi panas (yang memerlukan vakum tinggi) dari ruang kerja. Selain itu, pada EBW nonvakum, kerja keras untuk mengatasi tekanan pada senapan mekanis, kira-kira13mm (0,5 inci) tanpa akhir. Akhirnya, pada kondisi di bawah ambang batas, rasio kedalaman dan lebar yang dicapai
oleh EBW-HV.
Setiap logam yang dapat dilas busur dapat dilas dengan EBW, dan juga logam tahan api dan logam sulit las yang tidak sesuai untuk AW. Ukuran kerja berkisar dari foil tipis hingga plat tebal. EBW banyak digunakan di industri otomotif, dirgantara, dan nuklir. Dalam industri otomotif, perakitan EBW meliputi manifold aluminium, konverter torsi baja, konverter
katalitik, dan komponen transmisi. Dalam aplikasi ini dan lainnya, pengelasan berkas elektron dicatat untuk lasan berkualitas tinggi dengan profil deepand / atau sempit, zona yang terkena dampak terbatas, dan distorsi termal rendah. Kecepatan pengelasan tinggi dibandingkan dengan operasi pengelasan kontinyu lainnya. Tidak ada logam pengisi yang digunakan, dan tidak ada fluks atau gas pelindung yang dibutuhkan. Kekurangan EBW meliputi biaya peralatan yang tinggi, kebutuhan akan persiapan dan kesesuaian sendi yang tepat, dan keterbatasan yang terkait dengan melakukan proses dalam ruang hampa, seperti yang telah kita bahas sebelumnya. Selain itu, ada masalah keamanan karena EBW
menghasilkan sinar-X dari mana manusia harus dilindungi.
Laser-Beam Welding Laser-beam welding (LBW) adalah proses pengelasan fusi di mana koalesensi dicapai oleh energi sinar terkonsentrasi dan terkonsentrasi yang terfokus pada sambungan yang akan dilas. Istilah laser adalah akronim untuk amplifikasi cahaya dengan merangsang emisi radiasi. Teknologi yang sama digunakan untuk mesin sinar laser (Bagian 26.3.3). LBW biasanya dilakukan dengan gas pelindung (mis., Helium, argon, nitrogen, dan karbon dioksida) untuk mencegah oksidasi. Logam pengisi biasanya tidak ditambahkan.
LBW menghasilkan lasan dengan kualitas tinggi, penetrasi yang dalam, dan zona yang terkena dampak sempit. Fitur ini serupa dengan yang dicapai dalam pengelasan berkas elektron, dan kedua prosesnya sering dibandingkan. Ada beberapa keuntungan dari BBLR di atas EBW: tidak ada ruang vakum yang diperlukan, tidak ada sinar-X yang dipancarkan, dan sinar laser dapat difokuskan dan diarahkan oleh lensa optik dan cermin. Di sisi lain, BBLR tidak memiliki kemampuan untuk deepwelds dan ratiosof tinggi-lebar-lebar.
Kedalaman maksimum pengelasan laser sekitar 19 mm (0,75 inci), sedangkan EBW dapat digunakan untuk kedalaman las 50 mm (2 in) atau lebih; dan rasio kedalaman-ke-lebar di BBLR biasanya terbatas pada sekitar 5: 1. Karena energi yang sangat terkonsentrasi di area kecil sinar laser, prosesnya sering digunakan untuk bergabung dengan bagian-bagian kecil.
Electroslag Welding Proses ini menggunakan peralatan dasar yang sama seperti pada beberapa operasi pengelasan busur, dan menggunakan busur untuk memulai pengelasan. Namun, ini bukan proses AW karena arcis tidak digunakan saat pengelasan. Pengelasan Electroslag (ESW) adalah proses pengelasan fusi dimana koalesensi dicapai dengan pelarut cair konduktif panas yang bekerja pada bagian dasar dan logam pengisi. Seperti ditunjukkan pada Gambar 30.24, konfigurasi umum ESW mirip dengan pengelasan gas elektro. Hal ini dilakukan dalam orientasi vertikal (ditunjukkan di sini untuk pengelasan butt), menggunakan sepatu cetak berpendingin air untuk menampung terak cair dan logam las. Pada awal
proses, fluks konduksi butiran dimasukkan ke dalam rongga. Ujung elektroda konsumsi diposisikan di dekat bagian bawah rongga, dan anarcis dihasilkan untuk sementara waktu untuk mulai mencairkan fluks. Begitu kolam terak telah dibuat, busurnya padam dan arusnya melewati elektroda ke logam dasar melalui terak konduktif, sehingga hambatan listriknya menghasilkan panas untuk mempertahankan proses pengelasan. Karena kepadatan terak kurang dari logam cair, tetap di atas untuk melindungi weldpool. Solidifikasi terjadi dari bawah, sementara logam cair tambahan disuplai dari atas oleh elektroda dan ujung-ujung bagian dasarnya. Prosesnya berangsur-angsur berlanjut sampai mencapai puncak sendi.
Thermit Welding Thermit adalah nama merek dagang untuk termite, campuran serbuk aluminium dan oksida besi yang menghasilkan reaksi eksotermik saat dinyalakan. Ini digunakan dalam bom pembakar dan untuk pengelasan. Sebagai proses pengelasan, penggunaan Thermit berasal dari sekitar tahun 1900. Thermit welding (TW) adalah proses pengelasan fusi dimana panas untuk koalesensi dihasilkan oleh logam leleh panas dari reaksi kimia Thermit. Logam pengisi diperoleh dari logam cair; dan meskipun prosesnya digunakan untuk bergabung, ia memiliki lebih banyak persamaan daripada pengecoran. Serbuk campuran halus dari aluminium dan oksida besi (dalam campuran 1: 3), bila dinyalakan pada suhu sekitar 1300 ° C (2300? F), menghasilkan reaksi kimia berikut ini:
Suhu dari reaksi adalah sekitar 2500 ° C (4500? F), menghasilkan besi cair yang
dipanaskan super ditambah aluminium oksida yang mengapung ke atas sebagai terak dan melindungi besi dari atmosfer. Pada pengelasan Thermit, besi super panas (atau baja jika campuran serbuk diformulasikan dengan tepat) terdapat di acrucible yang terletak di atas sambungan yang akan dilas, seperti yang ditunjukkan oleh diagram proses TW pada Gambar30.25. Setelah ada tindakan yang lengkap (sekitar 30an, terlepas dari jumlah Thermit yang terlibat), wadahnya disadap dan logam cair mengalir ke cetakan yang dibuat khusus untuk mengelilingi sambungan las. Karena logam yang masuk sangat panas, ia melelehkan ujung bagian dasar, menyebabkan koalesensi pada solidifikasi. Setelah
pendinginan, mereka yang lama dipatahkan, dan anak tangga pasir gerbang dilepas dengan obor oxyacetylene atau metode lainnya.
Pengelasan Thermit memiliki aplikasi untuk bergabung dengan rel kereta api (seperti yang digambarkan pada gambar kami), dan perbaikan retakan pada tuang baja besar dan tempa seperti cetakan ingot, poros berdiameter besar, bingkai untuk mesin, dan kemudi kapal. Permukaan lasan dalam aplikasi ini seringkali cukup halus sehingga tidak diperlukan penyelesaian selanjutnya.
30.5 PENGATURAN WILAYAH NEGARA
Dalam pengelasan keadaan padat, penggabungan bagian permukaan dicapai dengan (1) tekanan saja, atau (2) panas dan tekanan. Untuk beberapa proses solid-state, waktu juga merupakan faktor. Jika kedua panas dan tekanan digunakan, jumlah panasnya sendiri tidak cukup untuk menyebabkan pencairan permukaan kerja. Dengan kata lain, perpaduan
bagian-bagian tidak akan terjadi hanya dengan menggunakan panas yang diterapkan secara eksternal dalam proses ini. Dalam beberapa kasus, kombinasi panas dan tekanan, atau cara tertentu di mana tekanan saja diterapkan, menghasilkan energi yang cukup untuk menyebabkan peleburan permukaan faying yang dilekatkan. Logam pengisi tidak
ditambahkan dalam pengelasan solid-state.
30.5.1 PERTIMBANGAN UMUM DALAM PENGELOLAAN SOLID-STATE
Dalam sebagian besar proses solid-state, ikatan metalurgi dibuat dengan sedikit atau tidak ada pencairan logam dasar. Untuk ikatan metalurgi dua logam yang sama atau berbeda, kedua logam harus dibawa ke dalam kontak intim sehingga kekuatan atom kohesif mereka saling menarik. Pada kontak fisik normal antara dua permukaan, kontak intim semacam itu dilarang oleh adanya film kimia, gas, minyak, dan sebagainya. Agar ikatan atom berhasil, film dan zat lainnya harus dilepas. Dalam pengelasan fusi (dan juga proses penggabungan lainnya seperti mematri dan pematerian), film dilarutkan atau dibakar oleh suhu tinggi, dan ikatan atom dibentuk oleh peleburan dan pemadatan logam dalam proses ini. Tapi dalam pengelasan solid-state, film dan kontaminan lainnya harus dilepas dengan cara lain untuk memungkinkan ikatan metalurgi dilakukan. Dalam beberapa kasus, pembersihan di
permukaan dilakukan sebelum proses pengelasan; Sementara dalam kasus lain, tindakan pembersihan dilakukan sebagai bagian integral dari bagian permukaan yang
menyatukannya. Sebagai rangkuman, alat pengaman penting untuk pengelasan solid-state yang berhasil adalah bahwa kedua permukaan harus sangat bersih, dan harus dibawa ke kontak fisik yang sangat dekat satu sama lain untuk memungkinkan ikatan atom.
Proses pengelasan yang tidak melibatkan peleburan memiliki beberapa keunggulan
dibanding proses pengelasan fusi. Jika tidak terjadi pencairan, maka tidak ada zona yang terkena panas, sehingga logam yang mengelilingi sendi mempertahankan sifat aslinya. Banyak proses ini menghasilkan sambungan las yang mencakup keseluruhan antarmuka kontak antara dua bagian, bukan pada titik atau lapisan yang berbeda, seperti pada
kebanyakan operasi pengelasan fusi. Juga, beberapa dari proses ini cukup sesuai untuk mengikat logam yang berbeda, tanpa kekhawatiran tentang ekspansi termal relatif,
konduktivitas, dan masalah lain yang biasanya muncul saat logam yang berbeda dilelehkan dan kemudian dipadatkan saat bergabung.
30.5.2 SOLID STATE-WELDING PROCESSES
Kelompok pengelasan solid-state mencakup proses bergabung tertua dan juga beberapa yang paling modern. Setiap proses dalam kelompok ini memiliki cara unik untuk
menciptakan ikatan di permukaan faying. Kami memulai liputan kami dengan menempa pengelasan, proses pengelasan pertama.
Forge Welding Forge pengelasan signifikansi bersejarah dalam pengembangan teknologi manufaktur. Prosesnya berasal dari sekitar 1000 SM, ketika pandai besi dunia kuno belajar menggabungkan dua buah logam (Historical Note 30.1). Forge welding adalah proses
pengelasan dimana komponen yang akan digabungkan dipanaskan sampai suhu kerja yang panas dan kemudian dipalsukan bersama dengan palu atau cara lainnya. Pertimbangkan keterampilan yang dibutuhkan oleh para perajin yang mempraktikkannya untuk mencapai pengelasan yang baik dengan standar sekarang. Prosesnya mungkin menarik bagi sejarah; Namun, ini adalah kepentingan komersial kecil hari ini kecuali variannya yang dibahas di bawah ini.
Cold Welding Cold welding (CW) adalah proses pengelasan solid-state yang dilakukan dengan menerapkan tekanan tinggi antara permukaan kontak yang bersih pada suhu kamar. Permukaan faying harus sangat bersih agar CW bisa bekerja, dan pembersihan biasanya dilakukan dengan cara degreasing dan kawat menyikat gigi segera sebelum bergabung. Juga, setidaknya satu dari logam yang dilas, dan sebaiknya keduanya, harus sangat lentur dan bebas dari pengerasan kerja. Logam seperti aluminium lunak dan tembaga dapat dengan mudah dilas dengan dingin. Kekuatan kompresi yang diterapkan dalam proses menghasilkan kerja dingin dari bagian logam, mengurangi ketebalan hingga 50%; tetapi juga menyebabkan deformasi plastik terlokalisasi di permukaan yang berkontak, menghasilkan koalesensi. Untuk bagian kecil, kekuatan dapat diterapkan dengan alat
sederhana yang dioperasikan dengan tangan. Untuk pekerjaan yang lebih berat, penekanan kuat diperlukan untuk mengerahkan kekuatan yang diperlukan. Tidak ada panas yang
diaplikasikan dari sumber luar di CW, namun proses deformasi menaikkan suhu kerja. Aplikasi CW termasuk membuat koneksi listrik.
Pengelasan Roll Welding Roll adalah variasi dari pengelasan las atau pengelasan dingin, tergantung pada apakah pemanasan eksternal pada bagian kerja dilakukan sebelum proses berlangsung. Rollwelding (ROW) adalah proses pengelasan solid-state dimana tekanan yang cukup untuk menyebabkan koalesensi diterapkan dengan cara gulungan, baik dengan atau tanpa aplikasi panas eksternal. Prosesnya diilustrasikan pada Gambar 30.26. Jika t idak ada panas eksternal yang disertakan, prosesnya disebut pengelasan cold-roll; Jika panas dipasok, istilah pengelasan hot-roll digunakan. Aplikasi pengelasan roll meliputi baja
stainless cladding hingga baja paduan ringan atau rendah untuk ketahanan terhadap korosi, membuat strip bimetalik untuk mengukur suhu, dan menghasilkan '' sandwich '' koin untuk mint A.S.
Pengelasan tekanan panas (HPW) adalah variasi lain dari forge welding di mana koalesensi terjadi dari penerapan tekanan dan tekanan yang cukup untuk
menyebabkan deformasi logam dasar yang cukup besar.
Pengelasan difusi (DFW) adalah proses pengelasan solid-state yang dihasilkan dari penerapan panas dan tekanan, biasanya dalam atmosfir yang terkendali, dengan waktu
yang cukup memungkinkan difusi dan koalesensi terjadi.
Explosion welding (EXW) adalah proses pengelasan solid-state dimana perpaduan dua permukaan metalik yang cepat disebabkan oleh energi peledak yang meledak. Pengelasan gesekan (FRW) adalah proses pengelasan solidstate dimana koalesensi
dicapai dengan panas gesekan dikombinasikan dengan tekanan.
Pengelasan ultrasonik (USW) adalah proses pengelasan solid-state dimana dua komponen disatukan bersamaan dengan gaya penjepitan sederhana, d an tegangan geser osilasi frekuensi ultrasonik diterapkan pada antarmuka untuk menyebabkan koalesensi.
30.6 WELD QUALITY
Tujuan dari setiap proses pengelasan adalah menggabungkan dua atau lebih komponen ke dalam struktur tunggal.
Sisa Tegangan dan Distorsi Pemanasan dan pendinginan yang cepat di daerah-daerah yang dilokalisasi selama pengelasan fusi, terutama pengelasan busur, menghasilkan ekspansi termal dan kontraksi yang menyebabkan tegangan sisa pada weldment.
Situasi pengelasan rumit disebabkan oleh beberapa factor, antara lain:(1) pemanasan sangat terlokalisasi, (2) peleburan logam dasar terjadi di daerah ini, dan (3) lokasi pemanasan dan pencairan bergerak (paling tidak dalam pengelasan busur).
Tekanan residu yang diinduksi secara termal dan distorsi yang menyertainya
merupakan masalah potensial dalam hampir semua proses pengelasan fusi dan dalam operasi pengelasan solid-state tertentu dimana pemanasan signifikan terjadi. Berikut adalah beberapa
teknik untuk meminimalkan warping dalam weldment: (1) Perlengkapan pengelasan dapat digunakan untuk menahan pergerakan komponen secara fisik selama pengelasan. (2) Heat sink dapat digunakan untuk menghilangkan panas dengan cepat dari bagian-bagian dari
bagian las untuk mengurangi distorsi. (3) Pengelasan tack pada banyak titik sepanjang
sambungan dapat menciptakan struktur yang kaku sebelum pengelasan lapisan kontinyu. (4) Kondisi pengelasan (kecepatan, jumlah logam pengisi yang digunakan, dll.) Dapat dipilih untuk mengurangi warping. (5) Bagian dasar dapat dipanaskan untuk mengurangi tingkat tegangan termal yang dialami oleh bagian-bagiannya. (6) Perlakuan panas penahan tekanan dapat dilakukan pada unit las, baik dalam tungku untuk pengelasan kecil, atau dengan
menggunakan metode yang dapat digunakan di lapangan untuk bangunan besar. (7) Des ain yang tepat dari weldment itu sendiri dapat mengurangi tingkat warping.
Cacat yang timbul saat pengelasan:
Retakan Celah. Gangguan tipe fraktur baik pada lasan itu sendiri atau pada logam dasar yang bersebelahan dengan lasan.
Gigi berlubang. Ini termasuk berbagai porositas dan susut susut. Porositas terdiri dari rongga kecil pada logam las yang terbentuk oleh gas yang terperangkap saat
pemadatan.
Inklusi padat. Ini adalah bahan padat nonmetalik yang terperangkap di dalam lasan logam.
Fusi tidak sempurna. Cacat yang terkait adalah kurangnya penetrasi yang berarti fusi belum menembus cukup dalam ke akar sendi.
Bentuk yang tidak sempurna atau kontur tidak dapat diterima.
Miscellaneous cacat. Kategori ini mencakup pencetakan busur, di mana tukang las tanpa sengaja memungkinkan elektroda menyentuh logam dasar di samping sendi, meninggalkan bekas luka di permukaan; dan sengatan listr ik yang berlebihan, di mana tetesan percikan logam cair meleleh ke permukaan bagian dasar.
Metode Inspeksi dan Pengujian Berbagai metode pemeriksaan dan pengujian tersedia untuk memeriksa kualitas sambungan las. Prosedur standar telah dikembangkan dan ditentukan selama bertahun-tahun oleh masyarakat teknik dan perdagangan seperti American Welding Society (AWS).
Kategori pemeriksaan dan pengujian setelah pengelaan:
1. Inspeksi visual tidak diragukan lagi metode pengelasan las yang paling banyak digunakan. Inspektur secara visual memeriksa pengelasan untuk (1) kesesuaian dengan spesifikasi dimensi pada gambar bagian, (2) warping, dan (3) retakan, rongga,
fusi yang tidak lengkap, dan cacat lainnya yang terlihat. Inspektur pengelasan juga menentukan apakah tes tambahan diperlukan, biasanya dalam kategori tidak rusak. 2. Evaluasi tak rusak (NDE) mencakup berbagai metode yang tidak merusak
spesimen diperiksa. Tes penetrasi pewarna dan penetrasi fluoresen adalah metode untuk mendeteksi cacat kecil seperti retak dan rongga yang terbuka ke permukaan. Pencelupan fluoresen sangat terlihat saat terkena sinar ultraviolet, dan penggunaannya lebih sensitif daripada pewarna.
3. Metode pengujian yang merusak dimana lasan dihancurkan baik selama pengujian atau untuk mempersiapkan spesimen uji. Mereka termasuk tes mekanis da n metalurgi.
30.7 WELDABILITY
Weldability adalah kapasitas logam atau kombinasi logam yang dilas menjadi struktur yang sesuai, dan untuk sambungan las yang dihasilkan memiliki sifat metalurgi yang dibutuhkan untuk melakukan dengan memuaskan pada layanan yang dimaksud.
Faktor-faktor yang mempengaruhi kemampuan Weldability meliputi (1) proses pengelasan, (2) sifat logam dasar, (3) logam pengisi, dan (4) kondisi permukaan. Proses pengelasannya cukup signifikan.
30.8 PERHITUNGAN DESAIN DALAM PENGELASAN
Jika sebuah rakitan dilas secara permanen, perancang harus mengikuti panduan tertentu (disusun dari [2], [3], dan sumber lainnya):
Desain untuk pengelasan. Pedoman yang paling mendasar adalah bahwa produk harus dirancang sejak awal sebagai perakitan las, dan bukan sebagai casting atau tempa atau bentuk lain yang terbentuk.
Bagian minimal Rakitan las harus terdiri dari beberapa bagian yang paling sedikit. Sebagai contoh, biasanya lebih hemat biaya untuk melakukan operasi lentur sederhana pada suatu bagian daripada mengelas sebuah rakitan dari pelat datar dan lembaran.
Panduan berikut ini berlaku untuk pengelasan:
Kesesuaian yang baik dari bagian-bagian yang dilas penting untuk mempertahankan kontrol dimensi dan meminimalkan distorsi. Machining terkadang dibutuhkan untuk mencapai fit up yang memuaskan.
Perakitan harus menyediakan ruang akses agar senapan las bisa mencapai area pengelasan.
Bila mungkin, desain perakitan harus memungkinkan pengelasan datar dilakukan, karena ini adalah posisi pengelasan tercepat dan paling nyaman.
Pedoman desain berikut berlaku untuk resistance spot welding:
Baja lembaran rendah karbon sampai 3,2 mm (0,125 in) adalah logam ideal untuk pengelasan titik resistan.
Kekuatan dan kekakuan tambahan dapat diperoleh pada komponen logam lembaran datar besar dengan: (1) bagian pengelasan pengelasan tempat ke dalamnya, atau (2) membentuk flensa dan emboss ke dalamnya.
Rakitan dilas spot harus menyediakan akses untuk elektroda untuk mencapai area pengelasan.
Tumpang tindih yang cukup dari bagian logam lembaran diperlukan untuk ujung elektroda untuk membuat kontak yang tepat pada pengelasan spot. Misalnya, untuk baja lembaran rendah karbon, jarak tumpang tindih harus berkisar dari sekitar enam kali ketebalan stok untuk lembaran tebal 3,2 mm (0,125 in) sampai ketebalan sekitar 20 kali untuk lembaran tipis, seperti 0,5 mm (0,020 in).