Segala puji bagi Tuhan Yang Maha Esa, karena berkat rahmat-Nya penulis dapat menyelesaikan Laporan Praktek Kerja ini. Tn. Syaiful Fadhli selaku dosen pembimbing lapangan yang meluangkan waktunya untuk membimbing penulis selama melakukan praktik lapangan di PT. Syelfa, Alma, Neti, Kristin dan kawan-kawan di program studi teknik lingkungan yang mendampingi penulis hingga menyelesaikan laporan ini.
Akhir kata, penulis berharap semoga Tuhan Yang Maha Esa berkenan membalas segala kebaikan semua pihak yang telah membantu.
1 BAB I
- Latar Belakang
- Maksud
- Tujuan
- Ruang Lingkup Kegiatan
- Tahapan Pelaksanaan Praktik Kerja
- Sistematika Penulisan BAB I PENDAHULUAN
Di PT, terjadi 102 kecelakaan industri pada kategori kecelakaan pertolongan pertama, 11 kecelakaan industri pada kategori cedera medis, dan 17 kecelakaan industri pada kategori cedera absensi. Oleh karena itu, data kecelakaan industri pada tahun 2020 belum ada, sedangkan pada tahun 2021 terdapat tiga kecelakaan industri kategori pertolongan pertama dan tiga kecelakaan industri kategori cedera medis (Hakatax, 2022a). Kecelakaan industri yang terus terjadi selama lima tahun terakhir menunjukkan bahwa tujuan Program K3 Zero Accident yang dicanangkan perusahaan masih belum tercapai.
Tujuan dilaksanakannya kerja praktek ini adalah investigasi kecelakaan kerja pada proses sanforisasi, sektor finishing, PT. Studi literatur dilakukan dengan menggunakan literatur dari website, jurnal, buku, standar dan peraturan terkait K3 dan metode investigasi kecelakaan kerja. Pengumpulan data yang diperlukan untuk penyelidikan kecelakaan kerja diklasifikasikan menjadi 2 jenis data yaitu data primer dan data sekunder yang dapat dilihat pada Tabel 1.1.
Sumber data primer diperoleh dari survei dengan metode 5W1H, 5Mengapa dan diagram Ishikawa berupa observasi dan wawancara, sedangkan sumber data sekunder diperoleh dari dokumentasi perusahaan berupa data kecelakaan industri 10 tahun terakhir, proses kegiatan produksi. , prosedur dan instruksi kerja. Data yang terkumpul dianalisis dan pada akhirnya diidentifikasi akar penyebab kecelakaan kerja tersebut sehingga dapat diberikan rekomendasi perbaikan untuk mencegah terulangnya kecelakaan serupa.
GAMBARAN UMUM LOKASI KERJA PRAKTIK
LANDASAN TEORI
ANALISIS DAN PEMBAHASAN
KESIMPULAN DAN SARAN
7 BAB II
- Sejarah Perusahaan
- Sertifikasi
- Visi dan Misi Perusahaan
- Struktur Organisasi
- Alur Proses Produksi
- Jumlah Karyawan dan Pengaturan Jam Kerja
- Fasilitas Kerja
- Denah Pabrik dan Kapasitas Produksi
- Program K3 dan Pelatihan
- Alat Pemadam Api, P3K, Kesiagaan, dan Tanggap Darurat
- Data Kecelakaan Kerja
- Sektor Finishing PT. Hakatex
Limbah yang dihasilkan dari proses ini adalah kebisingan, limbah cair dan uap panas; dan .. e) pengeringan (Gambar 2.6) adalah proses pengeringan materi abu-abu. Pencucian (Gambar 2.7) merupakan suatu proses pencucian yang bertujuan untuk menghilangkan kotoran atau zat-zat yang tidak diinginkan pada kain. Hakatex, Alat Pemadam Api Ringan (APAR) sebanyak 29 buah, terdiri dari jenis powder dan haloalkane, serta 12 buah alat pemadam api berat (APAB), terdiri dari 8 unit troli dan 4 unit hydrant, akan tersedia pada Juli 2022 (Gambar 2.14).
Daftar lokasi troli APAB ditunjukkan pada Tabel 2.6, sedangkan lokasi hidran kebakaran ditunjukkan pada Tabel 2.7. Jumlah karyawan pada sektor finishing berjumlah 30 orang, tersebar dalam 3 shift seperti terlihat pada Tabel 2.11.

37 BAB III
- Definisi dan Prinsip K3
- Tujuan K3
- Aspek dan Faktor K3
- Metode 5W1H
- Metode 5Whys (Lima Mengapa)
- Metode Fishbone Diagram
- Klasifikasi Cedera
- Faktor Ergonomi
- Penanganan Manual Dorong dan Tarik
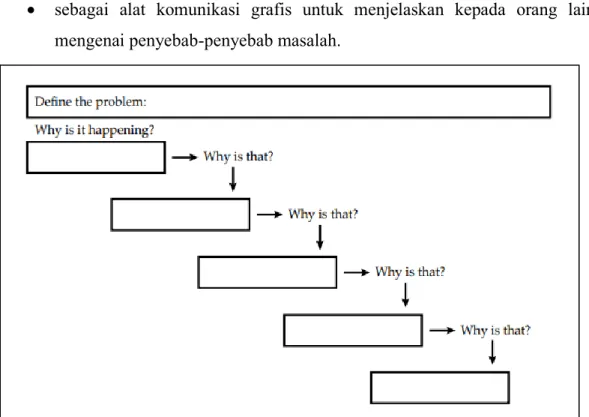
Berdasarkan undang-undang no. 1 Tahun 1970 tentang keselamatan kerja, tujuan K3 yang mengacu pada mesin, peralatan, landasan tempat kerja, dan lingkungan kerja adalah untuk mencegah kecelakaan dan penyakit akibat kerja, menjamin perlindungan sumber daya produksi guna meningkatkan efisiensi dan produktifitas. (Indonesia, 1970). Juga dikenal sebagai diagram mengapa-mengapa, ini adalah teknik pertanyaan berulang (Gambar 3.1) yang digunakan untuk mengeksplorasi hubungan sebab-akibat yang mendasari suatu masalah tertentu (Serrat, 2009). Tujuan utama dari teknik ini adalah untuk mengidentifikasi akar penyebab suatu malfungsi atau masalah dengan mengulangi pertanyaan “Mengapa?” lima kali.
Hal ini melibatkan penghitungan jumlah cedera yang terjadi selama periode waktu tertentu, biasanya satu bulan atau satu tahun, dan mengklasifikasikan cedera tersebut untuk memberikan wawasan yang berguna mengenai frekuensi berbagai jenis cedera dan akibat penyakit (McGolrick, 2016). Kategori LTI, MTI, dan FAI populer digunakan untuk memeriksa data cedera/penyakit karena keduanya memisahkan kejadian yang dihasilkan. Namun demikian, kategori LTI tetap menggabungkan seluruh cedera dengan hilangnya waktu kerja, terlepas dari apakah kecelakaan tersebut mengakibatkan kematian, cacat tetap, cacat jangka panjang atau jangka pendek, seperti pada Gambar 3.3.
LTI adalah cedera atau penyakit akibat kerja yang mengakibatkan hilangnya waktu kerja paling sedikit satu hari atau shift; cacat permanen; atau kematian;. Cedera Kerja Terbatas (RWI), yaitu cedera yang mengakibatkan pembatasan tugas atau jam kerja kurang dari satu minggu; MTI didefinisikan sebagai cedera atau penyakit yang mengakibatkan pengobatan pada tingkat tertentu yang diberikan oleh dokter atau profesional medis lainnya sesuai resep dokter;
FAI adalah cedera yang memerlukan perawatan darurat dan kunjungan tindak lanjut untuk observasi selanjutnya dan hanya melibatkan cedera ringan, misalnya tergores, terbakar, dan lain-lain, yang biasanya tidak memerlukan perawatan medis, dan biasanya orang tersebut dapat kembali beraktivitas normal. langsung. Peraturan Penanganan Manual, yang ditetapkan oleh pemerintah Inggris pada tahun 1992, merupakan undang-undang kesehatan dan keselamatan yang dibuat untuk melindungi pekerja dari penanganan manual yang berbahaya dan untuk membantu mengurangi penyakit akibat gangguan muskuloskeletal. Peraturan tersebut mengatur tindakan manual yang melibatkan pengangkutan atau penopang beban, termasuk mengangkat, menurunkan, mendorong, menarik, membawa atau memindahkan beban (Lee, 2023).
Gaya dorong atau tarikan awal yang digunakan untuk menggerakkan suatu benda atau mengubah arah biasanya memerlukan gaya yang lebih besar daripada gaya yang digunakan untuk menjaga agar benda tetap bergerak (Tabel 3.1). Posisi tangan juga mempunyai pengaruh, jadi usahakan untuk tidak meletakkan tangan pada beban yang jauh di bawah tinggi pinggang atau di atas tinggi bahu (Gambar 3.5) (CCOHS, 2022; Lee, 2023). Penanganan oleh dua orang atau lebih (Gambar 3.6) memungkinkan terjadinya aktivitas di luar kemampuan satu orang, atau dengan kata lain mengurangi risiko cedera pada satu pekerja.
50 BAB IV
- Investigasi Kecelakaan Kerja
- Kronologis Kecelakaan Kerja
- Analisis Investigasi Metode 5W1H
- Analisis Investigasi Metode 5Whys
- Analisis Investigasi Metode Fishbone
- Analisis Faktor Ergonomi
- Rekomendasi Perbaikan
Melihat kejadian tersebut, Pa Asep membantu Pa Dadang melepas sepatu karetnya dan segera mengobatinya dengan kotak P3K yang tersedia. Namun Pa Asep langsung melaporkan kejadian tersebut kepada pengelolanya sehingga ia segera menjemput Pa Dadang di rumahnya dan membawanya ke Rumah Sakit Trauma (BPJS) RSU Bina Sehat. Akibat dipukul dengan batang besi, jari kaki kanan Pa Dadang robek hingga harus dijahit 3 jahitan.
Kecelakaan kerja ini membuat Pa Dadang tidak bisa masuk kerja selama 1 bulan atau 25 hari kerja. Dari kejadian saat senja hari, di lokasi kejadian di mesin sanfor, kecelakaan terjadi saat hendak mengganti wadah kain, dimana pelaku tidak sengaja menyentuh besi kompas dan akhirnya terjatuh pada kaki kanannya. Informasi penting yang diperoleh dengan cara ini adalah bekerja sendiri, karena biasanya pekerjaan di bagian sanfor dilakukan secara berpasangan (dua orang).
Karena agar pekerjaan lebih efektif dan cepat (istilah besinya bisa dilepas dan dipasang) kenapa istilah besinya tidak dipindahkan. Informasi tambahan yang diperoleh dari metode penyelidikan ini adalah istilah besi yang digunakan dapat dipindahkan (dilepas dan dipasang). Dari hasil pantauan, jangka sorong besi memang kurang stabil pada bagian kaki-kaki karena jarak ke kaki terdekat lebih pendek dan lebih ringan dibandingkan bagian atas.
Jika Anda menyentuh atau memberikan gaya pada tepi/ujung atas, kompas besi akan jatuh karena pusat gravitasinya tidak berada di bawah. Kajian metode tulang ikan sangat bermanfaat secara detail seperti kondisi lingkungan, perilaku manusia/pekerja dan peraturan yang ada di PT. Namun pada petunjuk kerja pada bagian sanforize (HK03-K3M-IKA-FNS-005) tidak dijelaskan bahwa pekerjaan tersebut harus dilakukan minimal oleh 2 orang.
Berat total satu wadah kain penuh (termasuk kain dari 1 batch pemrosesan) dapat dihitung sebagai berikut. Dibandingkan dengan berat maksimum yang diperbolehkan untuk mendorong dan menarik dengan aman (Tabel 3.1), berat kontainer kain penuh yang dipindahkan dari Pa Dadang melebihi batas aman. Setelah dilakukan penelusuran dan analisa informasi, maka dapat disimpulkan bahwa penyebab utama terjadinya kecelakaan kerja yang menimpa Pa Dadang adalah pekerjaan yang terlalu berat jika dilakukan sendiri dan kompas (alat) besi yang tidak stabil.

55 BAB V
- Kesimpulan
Analisis risiko keselamatan dan kesehatan manufaktur sehubungan dengan pembuatan suku cadang mobil untuk poros pelindung lengan. Keputusan Menteri Ketenagakerjaan Republik Indonesia Nomor 386 Tahun 2014 tentang Pedoman Penyelenggaraan Bulan Keselamatan dan Kesehatan Kerja Nasional. Diunduh dari https://safetyrisk.net/classifications-of-workplace-injuries-why-are-we-deluding-ourselves/ diakses 12 Agustus WIB.
Menunjuk pegawai yang mempunyai keahlian di bidang kimia untuk mengikuti pelatihan pemadaman kebakaran Kelas D. Melaksanakan rapid test terhadap seluruh pegawai. pekerja yang absen lebih dari 3 hari karena sakit 12.
PROSEDUR
ALAT PELINDUNG DIRI HK02-K3-TIM-002
- TUJUAN
- RUANG LINGKUP
- REFERENSI
- DEFINISI
- PROSEDUR KERJA
- Kategori dan Standar APD Alat pelindung diri dapat
- Pelatihan
- Pemantauan APD
Sumber identifikasi dapat menggunakan daftar aspek dan bahaya yang ada dan/atau observasi lapangan, atau dapat diperoleh dari LDKB. Kevlar, serat resin, fiberglass, cetakan plastik dan berguna untuk melindungi kepala dari benturan benda keras. Pekerja menggunakan pelindung mata/wajah untuk melindungi mata/wajah dari debu, silau, bahan kimia yang menyebabkan cedera dan iritasi.
Alat pelindung telinga ini wajib digunakan di area dengan intensitas suara di atas ambang batas (di atas 85 dB) hingga di bawah ambang batas. Hal yang perlu diperhatikan dalam memilih pelindung telinga adalah nilai NRR (noise reduction rate) dari pelindung pendengaran tersebut. Alat pelindung telinga ini juga sebaiknya digunakan pada situasi darurat yang meningkatkan intensitas kebisingan (di atas 85 dBa) di area kerja, misalnya akibat kerusakan mesin.
Pelindung pernafasan digunakan ketika bekerja di udara yang terkontaminasi oleh gas, debu atau uap kimia. Sarung Tangan Kain - Sarung Tangan Karet Sarung tangan digunakan untuk melindungi tangan dari bahan kimia dan bahan. Tim ISO & K3 wajib memberikan pelatihan penggunaan APD kepada karyawan dan karyawan wajib mengikuti pelatihan penggunaan APD yang diselenggarakan oleh Tim ISO.
APD baru akan diberikan jika APD sebelumnya telah dinyatakan rusak atau tidak layak pakai oleh ISO & Team.
6 . LAMPIRAN
PENYELIDIKAN INSIDEN, KETIDAKSESUAIAN, TINDAKAN
HK02-K3-TIM-005
- TUJUAN & RUANG LINGKUP
- REFERENSI
- DEFINISI
- PROSEDUR KERJA
- KETIDAKSESUAIAN
- TINDAKAN PERBAIKAN Berdasarkan analisa penyebab
- EVALUASI
- LAPORAN PENYAKIT AKIBAT KERJA
- PELAPORAN TINDAK LANJUT KECELAKAAN,
Prosedur ini akan menjelaskan dengan baik bagaimana cara melaporkan, menyelidiki dan mengambil tindakan perbaikan dan pencegahan untuk mencegah kecelakaan serupa terulang kembali. Selama proses investigasi, tim harus menentukan jenis insiden yang terjadi, jumlah kerugian (jika ada), penyebab kecelakaan, dan merekomendasikan tindakan perbaikan dan tindakan yang harus diambil. Ketua Tim/Manajer yang sesuai harus memberikan pendapat atas laporan kecelakaan untuk kecelakaan yang melibatkan departemennya. 4.1.7 Direktur Tata Usaha harus memberikan pendapat atas laporan kecelakaan hanya untuk kecelakaan besar (meninggal dunia/kerusakan materiil besar/kerusakan lingkungan yang melibatkan wilayah luas).
INSTRUKSI KERJA
SANFORIZE
HK03-K3M-IKA-FNS-005
PERSIAPAN SEBELUM PROSES
PADA SAAT PELAKSANAAN PROSES 1. Tarik roda untuk dipasangkan
Periksa pesanan yang akan diproses oleh Sanfor meliputi: nomor pesanan, nama pola, jenis kain, lebar kain, permintaan penyusutan, kombinasi dan kuantitas. Jika kain sudah keluar, ikat ujungnya dan tarik ke depan bagian Flamer (roda harus sudah siap terlebih dahulu). Setelah selesai, ikat ujung kain dengan benang dan buka sebelum dimasukkan ke dalam klip.
Setelah kain keluar dari bagian silinder besar flamer, ikat ujungnya dengan tali agar terpasang kembali. Bila sudah agak dingin, tambahkan air di atas bagian roller silinder yang dilengkapi sabuk karet dengan cara membuka keran dan menutup katup pembuangan. Setelah Flamer dan sabuk karet cukup dingin, matikan mesin dengan menekan tombol merah pada panel.