Normalitas merupakan pengujian untuk mengetahui apakah suatu populasi mempunyai sebaran teoritis tertentu. Dalam hal ini uji goodness of fit digunakan untuk memeriksa apakah data berdistribusi normal atau tidak. Dalam riset pasar, uji goodness-of-fit adalah dasar untuk pengujian lain yang memerlukan asumsi tentang normalitas atau non-normalitas data, seperti pengujian perbedaan.
-Langkah-langkah pengujian rank sum test : 1. Jika jumlah data yang disimpan lebih besar dari 15 maka digunakan metode distribusi normal.
Perencanaan Proses
PERENCANAAN PROSES
- TUJUAN PRAKTIKUM
- TEORI DASAR 1 Perencanaan Proses
- Bill of Material (BOM)
- Lembar Rencana Proses
- Assembly Chart (AC)
- Operation Process Chart (OPC)
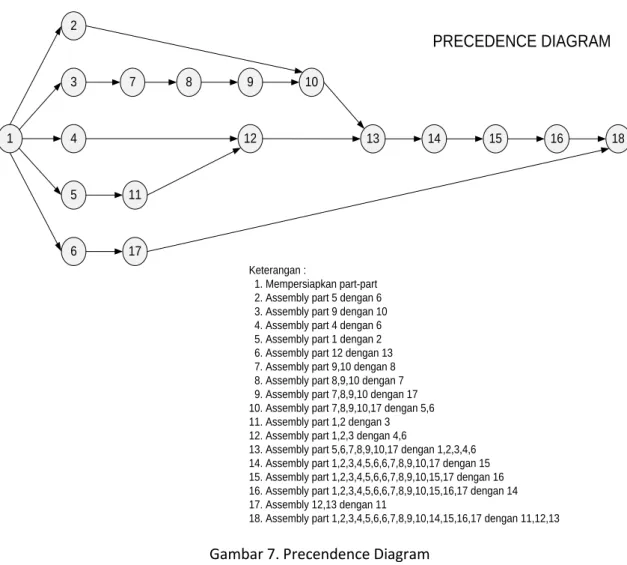
- Precedence Diagram (PD)
- REFERENSI
- Perencanaan Proses d. Meja Kerja
- PELAKSANAAN PRAKTIKUM
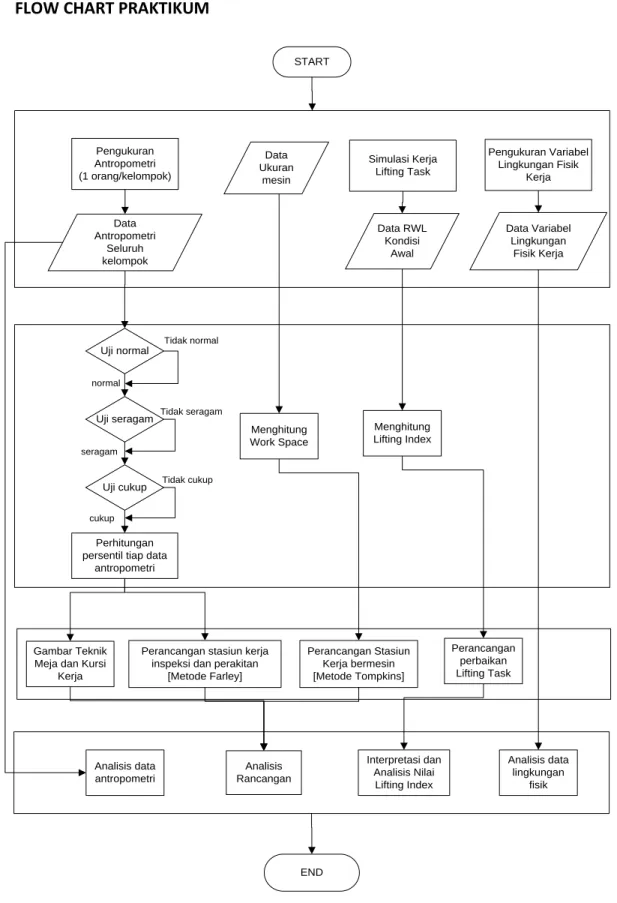
- FLOW CHART PRAKTIKUM
- TATA TULIS LAPORAN
- Tujuan Praktikum I Flow Chart Laporan
- Analisis
- Kesimpulan dan Saran VI. Lampiran
Bill of Materials (BOM) adalah definisi produk akhir yang terdiri dari daftar barang, komponen atau bahan yang diperlukan untuk merakit, mencampur atau memproduksi produk akhir. Jika dilihat dari komponen penyusun produknya, BOM terbagi menjadi dua jenis yaitu Single-Level Bill of Materials dan Multi-Level Bill of Materials. Contoh multi level tree dapat dilihat pada Gambar 1, sedangkan contoh multi level bill of material dapat dilihat pada Tabel 2.
Jika operasi diulangi pada material yang sama atau pada material berbeda, simbol yang ditunjukkan pada Gambar 4 dan Gambar 5 digunakan.
PERANCANGAN & PERBAIKAN METODE KERJA
- TUJUAN PRAKTIKUM 1 Tujuan Umum
- Tujuan Khusus
- GARIS BESAR PRAKTIKUM
- DASAR TEORI
- Perancangan Metode Kerja
- Perancangan & Perbaikan Metode Kerja (material) dan lingkungan kerjanya (environment), sehingga sistem kerja yang dihasilkan lebih efektif
- Peta-Peta Kerja
- Perancangan & Perbaikan Metode Kerja besarnya tugas yang dibebankan dan waktu pengerjaan masing-masing gerakan pada kedua
- Studi Gerakan
- Prinsip Ekonomi Gerakan
- Metode Identifikasi Masalah
- 2.1 7 Jenis Pemborosan
- 2.2 8 Langkah Pemecahan Masalah
- 2.3 7 Tools
- 2.4 5 Why
- REFERENSI
- KEBUTUHAN BAHAN & PERALATAN
- Perancangan & Perbaikan Metode Kerja
- PELAKSANAAN PRAKTIKUM 1) Praktikan melakukan proses perakitan
- Pengumpulan Data (Peta-peta Kerja Awal) 1 Perakitan
- Lampiran
Peta kerja yang ada dikelompokkan menjadi 2 bagian besar yaitu peta kerja umum dan lokal. Peta kerja umum digunakan untuk menganalisis suatu aktivitas kerja secara umum, yang secara umum mencakup sebagian besar fasilitas produksi dalam produksi suatu produk. Peta kerja ini menggambarkan keseluruhan proses produksi, serta interaksi antar stasiun kerja dan antar kelompok kegiatan operasional.
Proses pembuatan ini dijelaskan oleh elemen gerak operator yang lebih detail dibandingkan kartu pekerjaan umum.
PERANCANGAN STASIUN KERJA
DASAR TEORI
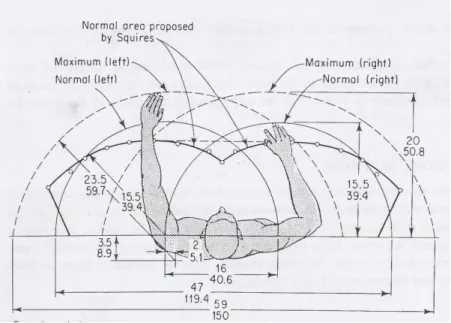
- Antropometri
- Stasiun Kerja
- Biomekanika
- Lingkungan Fisik
Antropometri adalah ilmu yang berkaitan dengan pengukuran dimensi tubuh manusia dan ciri-ciri khusus tubuh lainnya yang relevan dengan perancangan alat/benda yang digunakan manusia. Permasalahan variasi dimensi antropometri seringkali menjadi faktor dalam menghasilkan suatu desain sistem kerja yang “cocok” bagi pengguna. Dimensi tubuh manusia sendiri dipengaruhi oleh beberapa faktor yang harus diperhatikan dalam menentukan sampel data yang akan diambil.
Dalam perancangan agar sesuai dengan populasi pengguna/pekerja, konsep persentil banyak digunakan untuk mempermudah perancangan. Penggunaan konsep persentil dimaksudkan untuk memberikan aspek keselamatan dan kenyamanan manusia pada alat atau sistem kerja yang dirancang. Persentil pada dasarnya menunjukkan persentase penduduk dalam suatu populasi yang memiliki dimensi tubuh sama dengan atau kurang dari nilai tersebut.
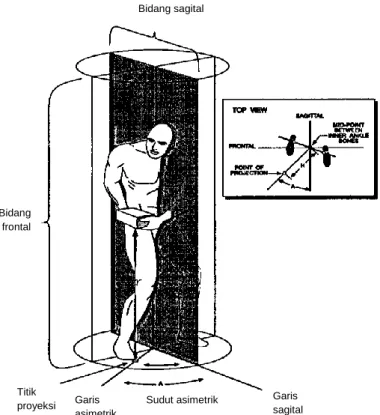
Apabila pekerjaan tersebut merupakan gabungan dari unsur-unsur kerja yang sesuai dengan kedua jenis tempat kerja di atas, maka unsur-unsur pekerjaan tersebut dapat difasilitasi dengan menerapkan desain tempat kerja duduk/berdiri. Untuk menentukan dimensi area kerja (work area) pada workstation duduk atau berdiri, biasanya digunakan dua metode yaitu metode Farley dan Tompkins. Garis asimetris adalah garis horizontal yang menghubungkan titik tengah garis yang menghubungkan kedua pergelangan kaki bagian dalam dan titik tengah proyeksi beban di lantai.
Garis sagital adalah garis yang melewati bagian tengah kedua pergelangan kaki bagian dalam dan berada pada bidang sagital. Ketika merencanakan sistem kerja, lingkungan fisik di sekitar tempat kerja harus diperhitungkan, karena kondisi lingkungan kerja fisik sangat mempengaruhi kinerja kerja seseorang.

- Pengambilan Data Antropometri
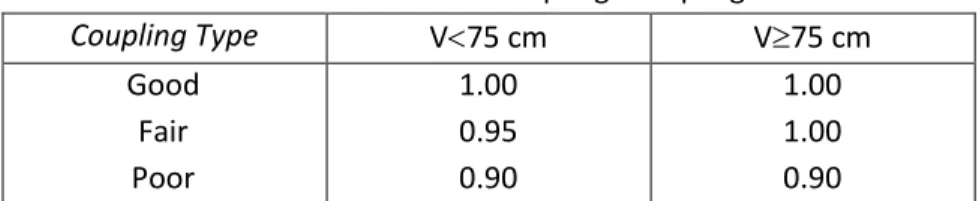
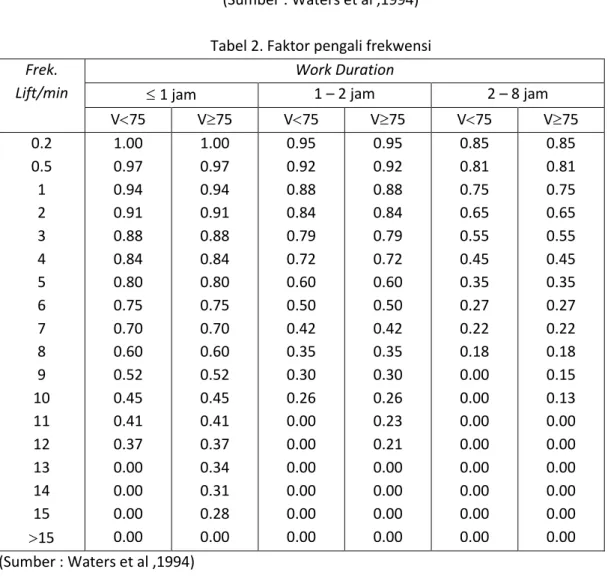
- Simulasi pengangkatan untuk perhitungan RWL
- Pengukuran Variabel Lingkungan Fisik Kerja
Metode antropometri: Bagian Faktor Manusia Faktor Kesehatan, Keselamatan & Kemanusiaan, Desain ergonomis untuk orang-orang di tempat kerja. Tugas Akhir: Analisa manual material handling dan faktor pengganda vertikal dan jarak pada NIOSH Loading Equation. Untuk memenuhi kriteria stasiun kerja yang baik maka perlu dilakukan perancangan dengan memperhatikan aspek manusia dalam bekerja (human centered design).
Perancangan stasiun kerja dilakukan dengan mempertimbangkan antropometri dan biomekanik kerja, serta lingkungan fisik tempat kerja. Perhatikan baik-baik cara mengukur dan membaca hasil tersebut, agar data yang diperoleh benar-benar valid. Lakukan pengukuran variabel untuk setiap faktor pengali dengan titik acuan sebagai titik pusat di antara kedua tumit.
TATA TULIS LAPORAN Lembar Pengesahan
Panjang kelas = luas kelas/jumlah kelas fk = frekuensi kumulatif data pada kelas ke-i fi = frekuensi data pada kelas ke-i.
Perancangan
Tunjangan ruang, ruang operator, rak peralatan, ruang WIP (Work In Process) dan ruang produk jadi.
Analisis
Perancangan & Perbaikan Metode Kerja duduk duduk tegak dengan lengan atas merapat ke badan dan
Ukur jarak mendatar dari pinggang bagian luar sebelah kiri ke pinggang bagian luar sebelah kanan. 5. Ukur jarak mendatar dari siku bagian luar sisi kiri hingga pinggang bagian luar. siku di sisi kanan. Standing Eye Level Ukur jarak vertikal dari lantai ke sudut mata bagian dalam (di pangkal hidung).
Tinggi Bahu Berdiri Ukur jarak vertikal dari lantai ke bahu yang menonjol saat subjek berdiri tegak. Tinggi siku berdiri Ukur jarak vertikal dari lantai sampai titik pertemuan lengan atas dan lengan bawah. Panjang lengan bawah Dengan seseorang berdiri tegak, dengan tangan di samping, ukur jarak dari siku ke pergelangan tangan.
Subjek berdiri tegak dengan betis, bokong, dan punggung menempel ke dinding, serta lengan direntangkan horizontal di depannya. Rentang Tangan Ukur jarak mendatar dari ujung jari terpanjang tangan kiri sampai ujung jari terpanjang tangan kanan. 7 Tebal paha Subyek duduk tegak, ukur jarak dari permukaan tempat duduk sampai pangkal paha.
8 Ketebalan dada Subjek uji berdiri tegak, mengukur secara horizontal jarak dari dada (solar plexus) ke punggung. Posisi awal lengan bawah ditekuk sejauh mungkin ke kiri lalu diputar sejauh mungkin ke kanan.
Perancangan Stasiun Kerja
PENGUKURAN WAKTU BAKU & PERFORMANSI KERJA
Pengukuran Waktu Baku dan Performansi Kerja
- Pengukuran Waktu Kerja
- Pengukuran Konsumsi Energi
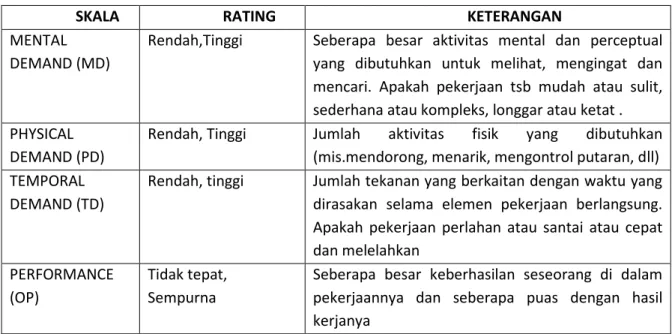
- Pengukuran Beban Kerja Psikologis
- PELAKSANAAN PRAKTIKUM Praktikum terdiri dari
- Pengukuran Waktu Kerja
- Pengukuran Konsumsi Energi dan Beban Mental
- Perhitungan Waktu Baku pada OPC
- FLOW CHART PRAKTIKUM
- TATA TULIS LAPORAN
Ketepatan waktu pada hakikatnya adalah upaya untuk menentukan lamanya waktu kerja untuk menyelesaikan suatu pekerjaan tertentu yang dibutuhkan oleh operator normal (terlatih) yang bekerja pada tingkat yang wajar dalam sistem kerja terbaik (dan standar) pada saat itu. Sutalaksana dkk [1979] merinci langkah-langkah yang harus diikuti dalam mengukur waktu dengan menggunakan metode stopwatch. Faktor penyesuaian diperhitungkan ketika pengukur yakin bahwa operator bekerja dalam kondisi yang tidak biasa, sehingga hasil perhitungan waktu siklus harus terlebih dahulu disesuaikan atau dinormalisasi untuk menghasilkan waktu siklus rata-rata yang wajar.
Denyut jantung, atau detak jantung, merupakan variabel penting dan mendasar baik dalam penelitian lapangan maupun laboratorium. Indeks ini merupakan selisih antara detak jantung pada waktu kerja tertentu dengan detak jantung saat istirahat. Pendekatan kuantitatif terhadap hubungan antara pengeluaran energi dan detak jantung menggunakan analisis regresi digunakan untuk menentukan hubungan antara pengeluaran energi dan detak jantung.
Perhitungan waktu standar dilakukan untuk menyelesaikan OPC yang telah dibuat pada modul 2. Setiap kelompok memilih 1 operator untuk workstation tertentu (workstation ditentukan oleh asisten). Praktisi yang bertugas sebagai operator stasiun kerja bor, mill dan turner akan melakukan proses bongkar muat. Untuk menghitung konsumsi energi akan digunakan data detak jantung yang diperoleh pada modul sebelumnya (modul 3).
Setiap kelompok akan menghitung waktu standar untuk setiap proses pemrosesan di OPC. Untuk menghitung waktu standar, praktisi mempertimbangkan waktu siklus, waktu bongkar muat material, penyesuaian dan kelonggaran.
Pengukuran Waktu Baku dan Performansi Kerja 2.4 Analisis berdasarkan rumus Murrel mengenai waktu pemulihan / istirahat untuk tiap jenis
Kesimpulan dan Saran
PERAMALAN PRODUKSI
- DASAR TEORI 1 Peramalan
- Klasifikasi Metode Peramalan
- Peramalan Produksi
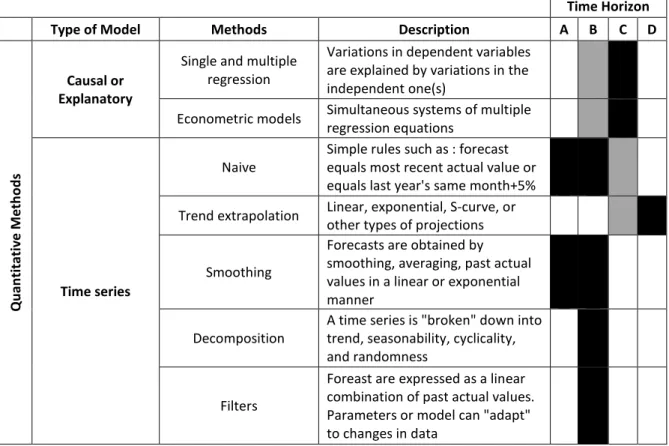
- Teknik-Teknik Peramalan Kuantitatif Berikut adalah beberapa metode peramalan kuantitatif
- Ukuran-Ukuran Kesalahan Peramalan
- Peramalan Produksi Tabel di bawah ini menunjukkan beberapa ukuran statistik untuk menghitung kesalahan yang sering
- Peramalan Produksi VII. DATA PRAKTIKAN
- Lampiran
- Perancangan Sistem Produksi
Berbagai kriteria yang dapat digunakan untuk memilih metode peramalan yang tepat (Wheelwright dan Makridakis, 1980) antara lain: Beberapa pola yang dapat diidentifikasi dari data yang akan digunakan dalam peramalan, yaitu: (Wheelwright dan Makridakis, 1980). Model time series menggunakan faktor waktu hanya sebagai variabel independen atau sebagai variabel yang mempengaruhi hasil ramalan.
Beberapa metode peramalan yang termasuk dalam kategori ini antara lain metode rata-rata bergerak, pemulusan eksponensial, metode dekomposisi, dll. Metode peramalan yang dapat dijadikan model sebab akibat adalah metode regresi dan pendekatan Box-Jenkins (ARMA). Kemudahan penggunaan berkaitan dengan waktu yang dibutuhkan untuk menghasilkan nilai prediksi dan daya tarik intuitif dari metode prediksi.
Daya tarik intuitif berkaitan dengan kemudahan pengguna hasil peramalan dalam memahami metode peramalan yang digunakan dan seberapa baik nilai perkiraan yang dihasilkan berdasarkan sudut pandang pengguna. Pada Tabel 1 terdapat metode prediksi yang dikelompokkan berdasarkan beberapa kriteria yang telah dibahas sebelumnya. Informasi yang terdapat pada Tabel 1 dapat digunakan untuk memilih metode peramalan yang sesuai dengan kondisi yang dihadapi. Berdasarkan rumus di atas, perkiraan pemulusan eksponensial tunggal dihitung berdasarkan hasil perkiraan ditambah kesalahan perkiraan periode sebelumnya.
Hitung hasil perkiraan akhir dengan mengalikan data yang diperoleh dari langkah 4 dengan indeks musiman yang sesuai. Tujuan dari teknik peramalan adalah untuk memperoleh perkiraan nilai masa depan.
PERANCANGAN SISTEM PRODUKSI
DASAR TEORI 1 Line Balancing
- Istilah Dalam Line Balancing
- Waktu Operasi (T i ), adalah waktu standar untuk menyelesaikan suatu operasi
- Production Speed / Production Rate (R p ), adalah kecepatan untuk memproduksi suatu barang dengan memperhatikan permintaan (demand) dalam setahun dengan waktu operasi dalam setahun
- Waktu Stasiun (Station Time), merupakan waktu yang diberikan kepada setiap stasiun kerja untuk melakukan pekerjaannya dan sudah memperhitungkan waktu repositioning (Groover, 2001, p531)
- Waktu Menganggur (Idle Time), yaitu waktu menganggur selama jam kerja (berth working time), yang disebabkan antara lain hujan (faktor alam), menunggu muatan, menunggu dokumen, alat
- Metode Line Balancing
Nilai teknisnya bersifat aditif, artinya waktu untuk menyelesaikan dua tugas atau lebih secara berurutan merupakan penjumlahan waktu untuk menyelesaikan tugas individu tersebut. Batasan zonasi positif berarti bahwa item pekerjaan tertentu harus ditempatkan berdekatan satu sama lain pada stasiun kerja yang sama. Saat menentukan waktu siklus, waktu stasiun lainnya harus diperhitungkan, sehingga waktu siklus harus sama atau lebih besar dari waktu pengoperasian maksimum untuk menghindari kemacetan (Groover, 2001, hal. 531). 5) Waktu stasiun adalah waktu yang tersedia bagi setiap stasiun kerja untuk menyelesaikan pekerjaannya, termasuk waktu shift (Groover, 2001, p. 531).
Waktu idle terjadi jika stasiun kerja yang ditugaskan kepadanya memerlukan waktu lebih sedikit daripada waktu siklus yang diberikan. Para ahli yang meneliti bidang ini mengutip beberapa teori tentang keseimbangan garis. Melakukan beban operasional pada stasiun kerja, dimulai dari operasi dengan bobot posisi tertinggi hingga bobot posisi terendah, dengan kriteria total waktu operasi lebih kecil dari waktu siklus.
Prinsip dasar metode ini adalah mengkombinasikan proses-proses berdasarkan operasi-operasi secara berurutan dari waktu pemrosesan terbesar hingga elemen dengan waktu operasi terkecil. Pendekatan ini mencakup unsur-unsur yang mempunyai tingkat keterkaitan yang sama pada sejumlah kolom/wilayah.
Kesimpulan dan Saran VII. Lampiran
Perencanaan dan Pengendalian Produksi
PERENCANAAN DAN PENGENDALIAN PRODUKSI
- Perencanaan dan Pengendalian Produksi
- MPS (Master Production Schedule)
- RCCP (Rough Cut Capacity Planning)
- Material Requirement Palnning (MRP)
- Capacity Requirement Planning (CRP)
- Kesimpulan dan Saran VII. Lampiran
Saat menentukan metode mana yang sesuai dalam RCCP, ukuran batch diasumsikan batch demi batch. Metode RPA digunakan untuk produk manufaktur dengan lead time yang relatif lama (misalnya: pesawat terbang, tank, alat berat, dll). Tujuan MRP adalah merencanakan barang-barang pada saat dibutuhkan, lebih awal dan tidak terlambat (just in time).
Tentukan persyaratan kotor untuk setiap tingkat produk. level 0 ditentukan untuk setiap periode oleh JIP).