Faktor manufaktur yang perlu diperhatikan ketika mengendalikan kualitas suatu produk meliputi kondisi bahan mentah, proses pembuatan, dan produk jadi. Penelitian ini dilakukan dengan memfokuskan pada satuan fraksinasi, satuan ini merupakan interaksi beberapa faktor pembentuk asam kaprat. Tujuan dari penelitian ini adalah untuk mengetahui faktor apa saja yang mempunyai pengaruh paling besar terhadap produksi asam kaprat.
Dengan mengetahui faktor-faktor yang paling berpengaruh maka dapat dicari kondisi optimum untuk memperoleh asam kapri yang optimal. Dalam penelitian untuk mencari faktor-faktor yang mempengaruhi melalui analisis varians tiga faktor, terlihat ada dua faktor yang sangat berpengaruh yaitu tekanan fraksinasi dan. Penelitian yang berjudul “Pengendalian Kualitas Asam Kaprat 99 Menggunakan Metode Analisis Varians” ini bertujuan untuk menjawab permasalahan pengendalian kualitas asam kaprat pada proses produksi.
Ujian ini juga merupakan wujud Tri Dharma Perguruan Tinggi dan menjadi syarat penting untuk memenuhi angka kredit (KUM) bagi pegawai. Staf dan rekan PUSKOM Universitas Medan Area yang membantu penulis menyelesaikan penelitian ini.
BABI
PENDAHULUAN
Sejarah Perusahaan
Karena besarnya permintaan pasar terhadap oleokimia ini, maka didirikanlah PT SLNAR OLEOCHEMICAL INTERNATIONAL yang memproduksi produk samping asam lemak dan gliserin yang merupakan kerjasama antara investor Indonesia yaitu Sinar Mas Group dan investor Jepang. Menguasai teknologi pengolahan RBDPO, RBDPS dan PKO untuk produk samping asam lemak dan gliserin, 30% saham. Sinar Oleochemical International bergerak di bidang industri pengolahan minyak sawit yaitu RBDPO, RBDPS dan PKO menjadi asam lemak dan gliserin sebagai hasil samping yang keduanya adalah: i.
Uraian proses pembuatan yang akan diuraikan disini adalah proses pembuatan pembuatan asam lemak pada bagian-bagian proses pembuatannya. Proses awal asam lemak merupakan proses hidrolisis disebut juga dengan proses pembelahan, dimana bahan baku (raw material) dicampur dengan air dalam suatu kolom dan diberi tekanan 48 – 52 kg/cm2 dengan suhu antara 255 °C. - 260°C Dengan bahan baku dari PKO digunakan untuk produksi asam lemak murni, sedangkan bahan baku CPO, RBDPb dan RBDPS digunakan untuk produksi asam lemak yang ikatan rangkapnya terpisah.
Pada proses distilasi ini, HF A dipanaskan pada suhu ± 250 °C dalam kondisi vakum (tekanan 5 torr) sehingga menghasilkan asam lemak murni dengan kandungan warna dibawah APHA 70. Tahapan proses yang berlangsung diawali dengan lemak minyak inti sawit asam ( PKOFA ) yang menjadi asam kaprat 99 merupakan bahan baku yang digunakan dalam proses fraksinasi yaitu DI 00 yang berasal dari sisa hasil fraksionasi kolom ke 3.

Pengendalian Mutu
BAB IV
Desain Acak Scmpurna
Rancangan acak lengkap adalah rancangan yang perlakuannya diterapkan secara acak seluruhnya pada satuan percobaan. Dengan cara ini, tidak ada batasan pengacakan seperti pemblokiran dan alokasi unit percobaan. Namun desain ini hanya dapat digunakan jika permasalahan yang dibahas mempunyai satuan percobaan yang homogen.
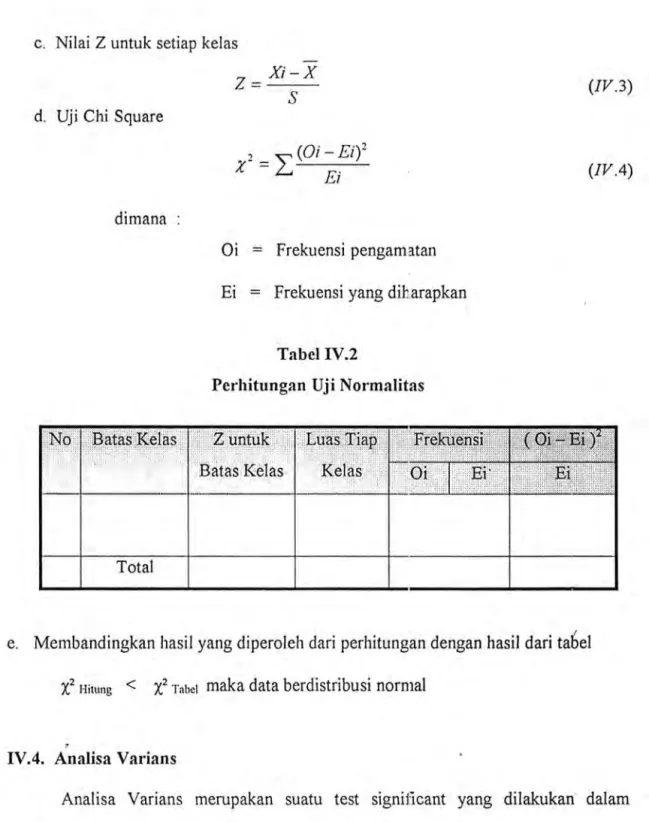
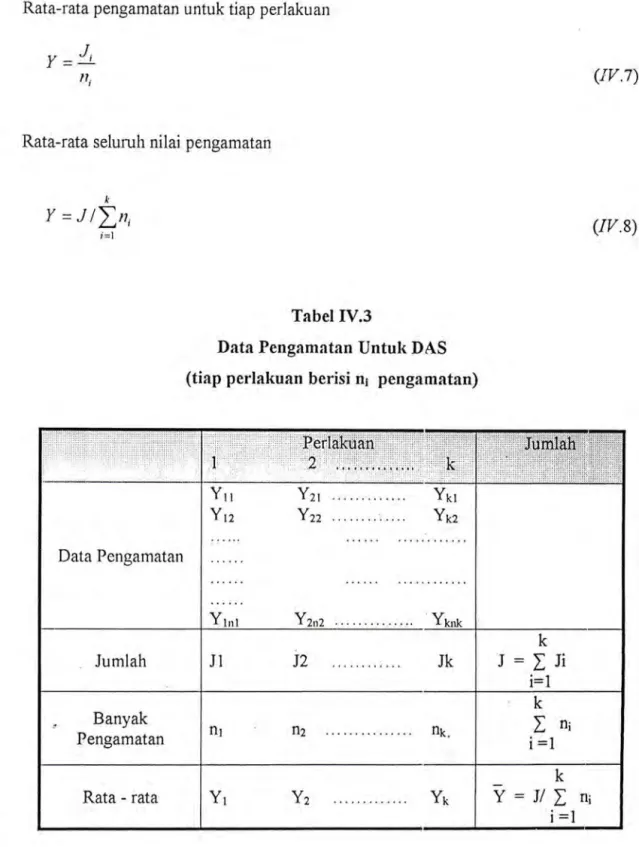
Untuk menganalisis data yang diperoleh berdasarkan rancangan percobaan khususnya rancangan acak lengkap, rancangan tersebut ditinjau dengan observasi pada setiap satuan percobaan. Yij artinya nilai teramati dari satuan percobaan ke-j akibat perlakuan kc i, sehingga untuk keperluan analisis data i: tercantum seperti pada Tabel lV.3. Yij = variabel yang akan dianalisis, misalnya berdistribusi normal μ = mean keseluruhan atau mean sebenarnya.
Eij = error, berupa pengaruh acak yang berasal dari satuan percobaan ke-j karena diberi perlakuan ke-i. Seringkali data yang dikumpulkan tidak atau terkesan kurang bermanfaat untuk keperluan analisis permasalahan yang sedang dihadapi. Rancangan percobaan merupakan serangkaian langkah lengkap yang harus dilakukan sebelum melakukan percobaan guna memperoleh data-data yang diperlukan sehingga akan menghasilkan analisis yang obyektif dan kesimpulan yang dapat diterapkan pada permasalahan yang sedang dibahas.
Parameter Level Faktor Penelitian
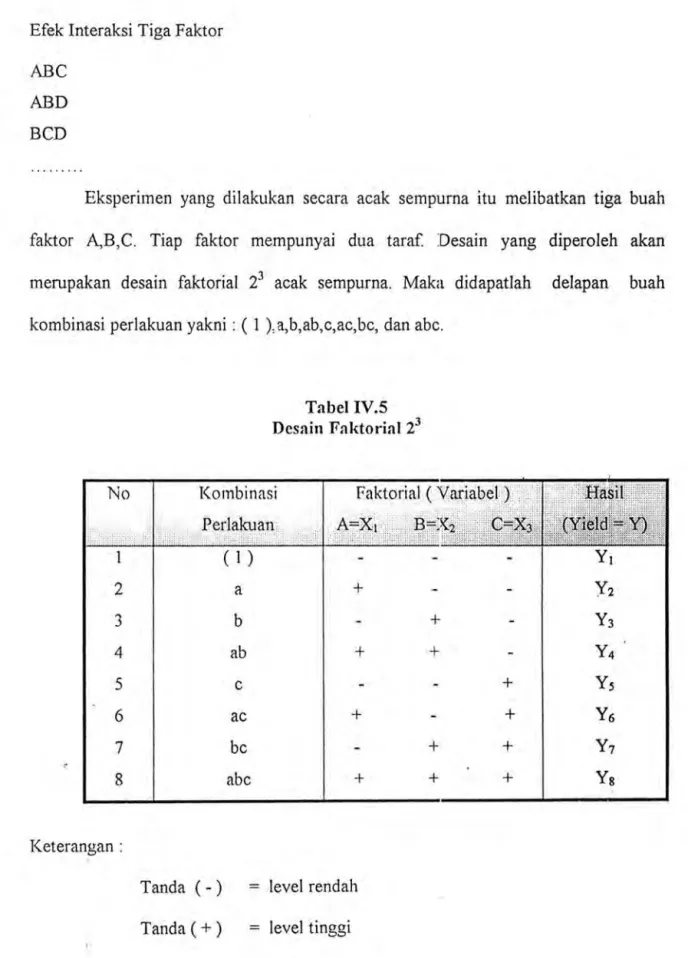
Untuk mengetahui secara bersama-sama pengaruh beberapa faktor yang berbeda, dimana setiap faktor terdiri dari beberapa tingkatan, digunakan percobaan faktorial. Percobaan faktorial adalah percobaan yang seluruh tingkatan suatu faktor tertentu digabungkan atau disilangkan dengan seluruh tingkatan faktor dalam percobaan tersebut. Metode Yates dapat digunakan untuk menghitung kontras dan jumlah kuadrat (TI<) untuk setiap kombinasi perlakuan pada Eksperimen 23.
Untuk mengoptimalkan faktor-faktor yang mempengaruhi respon Y, digunakan metode cross climbing paling curam. Dasar pekerjaannya adalah melakukan percobaan sederhana pada bagian permukaan respon yang mempunyai luas kecil dan dianggap bidang. Kemudian persamaan medan tersebut ditentukan dan kemudian percobaan harus dilakukan sedemikian rupa sehingga bergerak menuju optimal atau mendekati optimal pada permukaan respon.
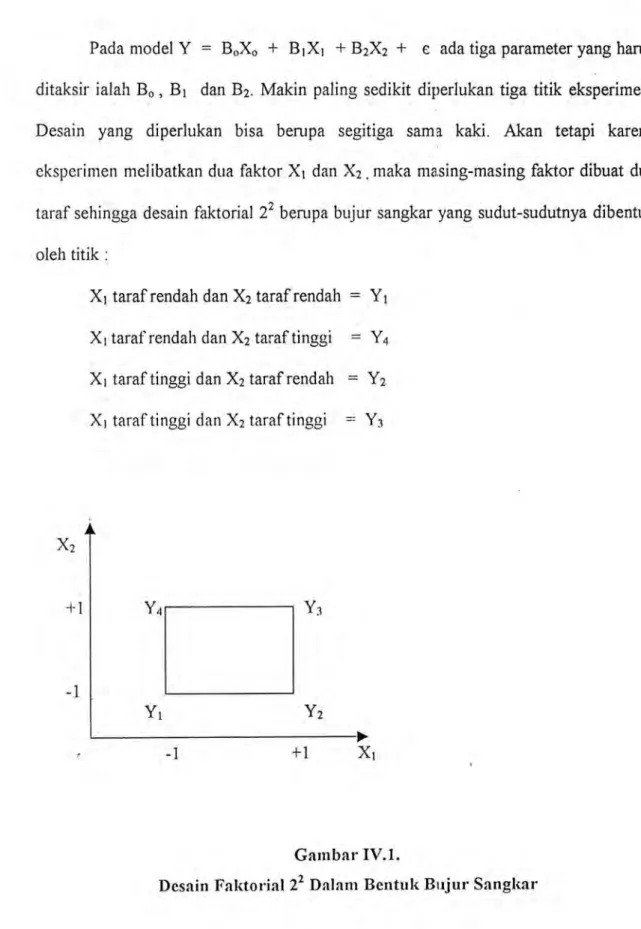
Jika karena alasan tertentu kejelasan model respons tidak sama dengan urutan di atas (untuk dimensi dua), maka mungkin kita harus mengambil model urutan kedua yang memiliki bentuk umum: X1X2 = adalah interaksi antara variabel faktor X1 dan X2. Y melibatkan tiga variabel, sehingga model persamaan permukaan orde pertama adalah atm1 :. X1X3 = interaksi antar variabel X1 dan X3 X2X3 = interaksi antar variabel X2 dan X3. Namun karena percobaan tersebut mencakup dua faktor X1 dan X2. kemudian masing-masing faktor dibangun dalam dua tingkat, sehingga desain faktornya adalah persegi 22 yang sudut-sudutnya dibentuk oleh titik-titik.
Mengambil X1 dan ini, sistem persamaan normal kuadrat terkecil berubah menjadi berikut. Jika derajat kebebasan dari residu adalah satu, maka tidak ada pengujian yang baik untuk mengetahui signifikansi koefisien dalam model, sehingga tidak ada informasi yang dapat diperoleh tentang seberapa baik medan dapat mendekati permukaan respons. Jika dalam pengujian ini hanya koefisien b0 yang signifikan (pada taraf signifikansi a) dan F-statistik untuk koefisien lebih besar dari F-statistik goodness-of-fit, maka persamaan model I yang diperoleh merupakan pendekatan yang masuk akal terhadap bidang respon menggunakan percobaan pertama dengan n titik tengah.
Untuk tujuan mengoptimalkan faktor-faktor yang mempengaruhi, arah eksperimen selanjutnya yang akan dilakukan ditentukan. Dari gambar di atas terlihat Y sedang menuju ke arah optimal dan bergerak ke arah pojok kiri atas. Dimana X1 bernilai +1 atau -1 tergantung arah garis normal pada kontur dan X2 ditentukan oleh persamaan seperti terlihat pada gambar di bawah ini.
BAB V
Metode Lintas Pendakian Tercuram
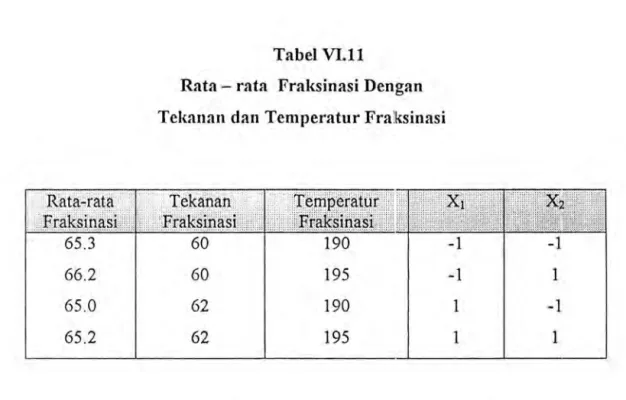
Mengambil nilai rata-rata fraksinasi pada satuan fraksinasi (jawaban Y) setiap tingkatan, dapat disederhanakan sebagai berikut. Dengan menggunakan persamaan diatas, harga X1 dan Untuk menentukan koefisien bo, b1, b1 sebagai estimasi Bo, Br dan B2, dibuat tabel sebagai berikut.
1 untuk residu, tidak ada pengujian yang baik untuk menguji signifikansi koefisien dalam model dan tentu saja tidak ada informasi yang dapat diperoleh mengenai seberapa baik bidang tersebut dapat memperkirakan permukaan respons. Salah satu upaya untuk mengatasinya adalah dengan mengambil dua titik atau lebih yang berada di tengah-tengah persegi percobaan. Dengan mereplikasi pada titik yang sama, perkiraan kesalahan eksperimen dapat diperoleh dan respons rata-rata di pusat memberikan perkiraan kesesuaian bidang.
Untuk menentukan arah percobaan selanjutnya yang akan dilakukan, kontur respon digambar dengan akar. Kelima titik pada daftar di atas membuat kontur seperti gambar di bawah ini, yaitu garis sejajar. Dari gambar grafik di atas terlihat Y bergerak menuju harga optimal di pojok kanan atas.
Dengan mengikuti garis normal pada kontur dan bergerak menuju permukaan normal hingga mencapai puncaknya. Dengan adanya arah ini, percobaan berikut dapat dilakukan dengan pusat faktorial di titik I 0,33), yang menghasilkan empat titik percobaan berikutnya. Tampaknya kotak di atas telah dipindahkan ke kanan atas dibandingkan dengan kotak asli yang berpusat (0,0).
Oleh karena itu, percobaan berikut dilakukan dengan menggunakan tekanan fraksinasi 61 torr dan 63 torr, sedangkan suhu fraksinasi adalah 192,13°C dan 197,13°C. Catat tanggapannya dan analisis data yang diperoleh untuk menentukan arah percobaan baru. Melalui persamaan tersebut diperoleh kondisi optimal untuk variabel-variabel yang mempengaruhi satuan fraksinasi sebagai berikut.
BAB VII
Kesimpulan
BAB VIII
Untuk memenuhi standar kualitas dan spesifikasi yang diinginkan, setiap proses produksi asam kaprat harus diawasi secara ketat dan tidak berdampak negatif terhadap kualitas asam kaprat. Untuk menjamin keandalan kualitas asam kaprat, perusahaan harus menerapkan metode pengendalian kualitas yang mampu mengidentifikasi secara dini tingkat penyimpangan yang terjadi. Selain itu, peningkatan pemantauan terhadap personel operator yang tersedia dan pemanfaatan laboratorium seri kendali mutu secara maksimal.
Dari hasil penelitian ini sebaiknya dilakukan kondisi optimal pada Unit Fraksinasi yaitu pada Tekanan (minimum 61 torr; maksimum 63 torr) dan Temperatur (minimum 192.13°C; maksimum 197.13°C). tingkat fraksinasi.