Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Pendidikan Dasar dan Menengah Kementerian Pendidikan dan Kebudayaan Republik Indonesia. Menindaklanjuti Instruksi Presiden Nomor 9 Tahun 2016 tentang Revitalisasi Sekolah Menengah Kejuruan, Kementerian Pendidikan dan Kebudayaan menjadikan Inpres ini sebagai momentum untuk meletakkan dasar-dasar pendidikan vokasi di Indonesia. Inpres ini juga menekankan pentingnya sekolah menengah kejuruan dalam menyiapkan tenaga terampil dan berkarakter sehingga mampu mengisi ruang pembangunan dan mendorong percepatan kemajuan Indonesia.
Kami berharap buku ini bermanfaat dan menjadi referensi dalam upaya peningkatan mutu sekolah menengah kejuruan pada khususnya dan masyarakat Indonesia pada umumnya. Mengikuti Instruksi Presiden No. 9 Tahun 2016 tentang Revitalisasi Sekolah Menengah Kejuruan, Kementerian Pendidikan dan Kebudayaan menjadikan Instruksi Presiden ini sebagai dorongan untuk meletakkan dasar-dasar pendidikan vokasi di Indonesia. Inpres ini juga telah menekankan pentingnya SMK dalam menyiapkan sumber daya manusia yang terampil dan berkarakter sehingga mampu mengisi kesenjangan pembangunan dan mendorong percepatan kemajuan Indonesia.
PENDAHULUAN
Pengajaran pembelajaran pabrik diharapkan dapat menghasilkan lulusan yang memenuhi kebutuhan dunia usaha dan dunia industri (DUDI). Learning factory melibatkan proses pembelajaran untuk menghasilkan produk dan jasa yang bernilai jual sehingga menciptakan nilai tambah bagi sekolah (Direktorat Pembinaan SMK, 2008). Melalui proses teaching factory dihasilkan barang dan jasa yang mempunyai nilai tambah dengan kualitas yang dapat diserap dan diterima masyarakat.
Konsep pabrik pembelajaran adalah menggabungkan pembelajaran dan lingkungan kerja yang realistis serta menciptakan pengalaman belajar yang sesuai. Pengajaran pembelajaran pabrik berfokus pada integrasi industri dan akademik melalui kurikulum, pendekatan pengajaran/pelatihan. Efektif artinya konsep teaching factory dapat mengantarkan siswa mencapai tahap kompeten, yaitu tahap dimana siswa layak diberi wewenang karena dianggap kompeten.
ARAH IMPLEMENTASI
Penerapan konsep teaching factory menciptakan jembatan sebagai penghubung antara dunia pendidikan dan dunia industri, sehingga tercipta check and balance proses pendidikan di lembaga pendidikan dengan dunia usaha yang berorientasi pada kebutuhan pasar. Lembaga pendidikan vokasi yang akan menerapkan konsep teaching factory sebagai konsep pembelajaran umumnya belum mengetahui harus memulai dari mana. Konsep pembelajaran teaching factory merupakan upaya yang dilakukan SMK untuk meningkatkan mutu dan kinerja kelulusan.
Melalui kegiatan pembelajaran pengajaran pabrik diharapkan akan muncul nilai-nilai kewirausahaan yang tertanam dalam jiwa siswa, seperti kejujuran, kreativitas, inovasi dan lain-lain. Konsep pembelajaran teaching factory merupakan upaya yang dilakukan SMK untuk meningkatkan mutu dan kinerja kelulusan. Melalui kegiatan pembelajaran pengajaran pabrik diharapkan akan muncul nilai-nilai kewirausahaan yang tertanam dalam jiwa siswa, seperti kejujuran, kreativitas, inovasi dan lain-lain.
SISTEMATIKA TEACHING FACTORY
Kompetensi Teaching Factory: Kemampuan memecah atau merinci suatu produk/jasa menjadi unsur-unsur kompetensi pembelajaran praktis. Motivasi : Motivasi yang tinggi dalam menjalankan learning factory (fokus pada solusi, bukan fokus pada masalah). Inovasi (manfaat bagi “pengguna”): Kemampuan berinovasi, menerapkan dan mengintegrasikan aktivitas learning factory (mampu melihat ekspektasi pasar).
Sumber daya manusia di sekolah dan sumber daya manusia di perusahaan/industri harus dibangun menjadi tim dalam proses produksi pabrik pendidikan. Pendanaan proses pembelajaran dan pengajaran pada proses produksi pabrik untuk efisiensi anggaran (RAPBS/RKAS: Rencana Anggaran Pendapatan dan Belanja Sekolah/Rencana Kerja dan Anggaran Sekolah). Rencana blok yang berkesinambungan ini merupakan salah satu unsur utama pengajaran dalam metode pembelajaran pabrik.
ROTASI
Arti kata “berkelanjutan” mempunyai arti adanya suatu jadwal dimana kegiatan praktek berlangsung secara terus menerus agar mahasiswa memperoleh manfaat yang sebesar-besarnya, dengan harapan agar mahasiswa mencapai kompetensi (memiliki keterampilan, pengetahuan dan sikap). Beban mengajar adalah jumlah kegiatan yang harus diikuti siswa dalam seminggu, satu semester, dan satu tahun studi. Pengelola paket keterampilan menyerahkan jadwal blok kelompok mata pelajaran produktif kepada wakil direktur kurikulum.
Langkah selanjutnya yang perlu dilakukan adalah menganalisis relevansi produk dengan kompetensi yang perlu dicapai siswa sesuai dengan jenjangnya. Langkah selanjutnya yang perlu dilakukan adalah menganalisis relevansi produk dengan kompetensi yang perlu dicapai siswa sesuai dengan jenjangnya. LKS yang dibuat diintegrasikan dengan persyaratan kompetensi inti, produk, dan ketersediaan waktu belajar siswa.
Lembaga ini mampu menghasilkan lulusan yang berkompeten dan unggul sesuai standar industri atau mempunyai daya saing di industri. Dalam konteks learning factory, job sheet memuat gambar atau rangkaian materi untuk menyampaikan pencapaian kompetensi siswa yang hasil akhirnya berupa produk/jasa. Untuk menjamin kompetensi mahasiswa, maka lembar kerja mempunyai persyaratan kualifikasi yang untuk mencapai mutu setinggi-tingginya harus dilaksanakan secara berulang-ulang.
Jenjang ini bertujuan untuk membekali dan memantapkan pemahaman mahasiswa terhadap suatu program kompetensi sebelum mahasiswa menyelesaikan magang. Tingkat kedua ini bertujuan untuk membekali dan memantapkan keterampilan mahasiswa dalam menyusun rencana kerja. Tingkat ketiga bertujuan untuk membekali dan memantapkan kemampuan peserta didik agar memiliki kompetensi sesuai standar kebutuhan. a) Pada tingkat ini siswa mampu menerapkan pemahaman dan keterampilannya dalam menghasilkan produk melalui praktik;
Mahasiswa melaksanakan kegiatan praktik dengan mempertimbangkan budaya kerja perusahaan atau industri, yaitu dengan mempertimbangkan aspek efisiensi dalam setiap proses; Karena mengingat perilaku industri, maka dituntut siswa mempunyai kemampuan kerjasama yang baik dalam kelompok; Implementasinya melibatkan pelibatan pelajar dalam aspek sasaran penyampaian, biaya, kualitas dan efisiensi yang berkaitan dengan harapan dan kepuasan pelanggan.
MONITORING DAN EVALUASI
Evaluasi teaching factory dilakukan untuk mengetahui kelebihan dan kekurangan dari penerapan teaching factory yang dilakukan di SMK agar dapat diketahui ke arah mana pengembangannya. Alat komunikasi Learning Factory - Brosur/leaflet/alat lainnya (website, CD, dll) - Template/contoh produk/model. Hasil evaluasi menggunakan instrumen dianalisis sehingga diperoleh nilai setiap parameter kemudian digambarkan menggunakan grafik laba-laba atau grafik radar pada MS Excel sehingga diperoleh hasil sebagai berikut:
Evaluasi terhadap learning factory hendaknya dilakukan secara berkala agar learning factory dapat maju dan berkembang dengan baik. Pabrik Pengajaran. Prosiding Konferensi dan Pameran Tahunan Masyarakat Amerika untuk Pendidikan Teknik 2001, San Luis Obispo, 3563.
DAFTAR PUSTAKA
Arahan Presiden Republik Indonesia nomor 9 tahun 2016 tentang revitalisasi sekolah menengah kejuruan dalam rangka peningkatan kualitas dan daya saing sumber daya manusia Indonesia. Pedoman Praktik Kewirausahaan Kelembagaan Peraturan Menteri Perindustrian Republik Indonesia Nomor 3 Tahun 2017 Tentang Pembinaan dan Pengembangan Sekolah Menengah Kejuruan Berbasis Kompetensi Terkait dan Pencocokan Industri. Peraturan Menteri Perindustrian Republik Indonesia Nomor 3 Tahun 2017 Tentang Pembinaan dan Pengembangan Sekolah Menengah Kejuruan Berbasis Kompetensi yang Terkait dan Cocok dengan Industri.
Bagian-bagian lembar kerja adalah persiapan kerja (WP) atau persiapan kerja, kemudian gambar kerja dan diagram, serta lembar hasil praktikum. Gambar kerja/diagram digunakan untuk menjelaskan proses yang benar dan hasil yang baik, lembar skor digunakan untuk mengukur proses yang baik dan hasil yang baik, unsur-unsur lembar skor adalah (1) Delapan sampai dua belas tahap pembelajaran, sampai dengan kedalaman pembelajaran ditemukan standar yaitu lurus-cepat-pasti.
POROS GERINDA
RING POROS GERINDA
Kecepatan motor tidak sesuai dengan diameter material dan kecepatan potong serta lebih besar dari perhitungan. Rotasi mesin, posisi pahat benar 1 Proses pembubutan lancip tidak sesuai prosedur 0 2.7. Rotasi mesin beveling, posisi pahat, arah. Penggunaan alat yang tidak sesuai dengan aturan atau petunjuk penggunaan alat, sehingga mengakibatkan alat rusak bahkan pecah.
1 Benda kerja telah dibuat dengan ukuran sesuai toleransi 4 2 Benda kerja telah dibuat dengan ukuran yang menyimpang dari toleransi 1. 1 Benda kerja telah dibuat dengan ukuran sesuai gambar kerja dan dalam keadaan baik 4 2 Benda kerja telah dibuat dengan ukuran sesuai gambar kerja dan kurang baik 3 3 Benda kerja dibuat dengan ukuran tidak sesuai gambar kerja tetapi bagus 2. 1 Benda kerja dibuat sesuai ukuran toleransi 4 2 Benda kerja dibuat untuk ukuran yang menyimpang dari toleransi 1.
1 Benda kerja dikerjakan dengan kekasaran permukaan sesuai gambar teknik. 4 2 Benda kerja dikerjakan dengan simpangan kekasaran permukaan sebesar. 5 Benda kerja dikerjakan dengan kekasaran permukaan yang menyimpang empat atau lebih dari tingkat kekasaran di bawahnya.
3&7,))8.3&36()6
Lembar kerja jenis ini terdiri dari gabungan beberapa kompetensi inti dari lebih dari satu mata pelajaran/mata pelajaran, yang terdiri dari beberapa bagian yaitu Persiapan Kerja (WP) untuk memberikan ilmu yang dikandungnya, kemudian Gambar Kerja/Bagan Alir untuk penjelasan proses dan hasil. benar, unsur-unsur yang diperlukan: (a) Tidak ada tahapan pembelajaran.
3&7,))8463.)'8;36/
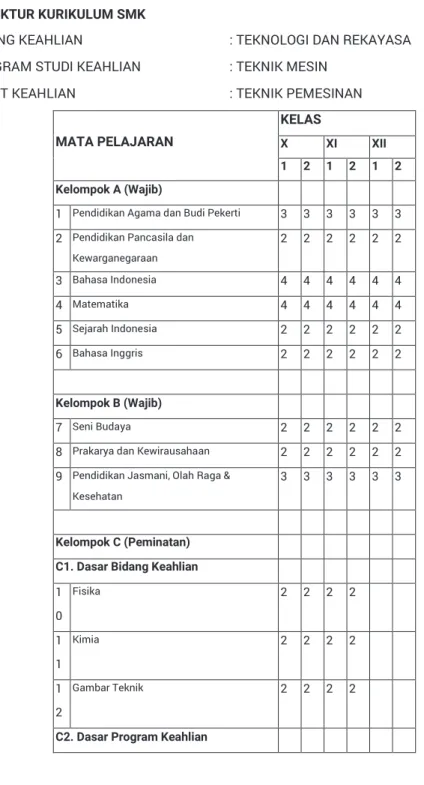
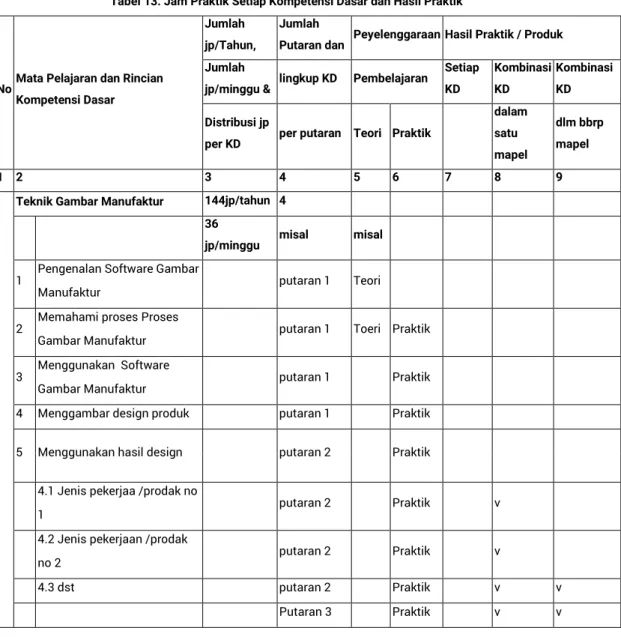
LKS jenis ini terdiri dari gabungan beberapa kompetensi inti lebih dari satu mata pelajaran/produk/lembaga. Di bawah ini adalah contoh penyusunan denah blok untuk kelas XI a Prod
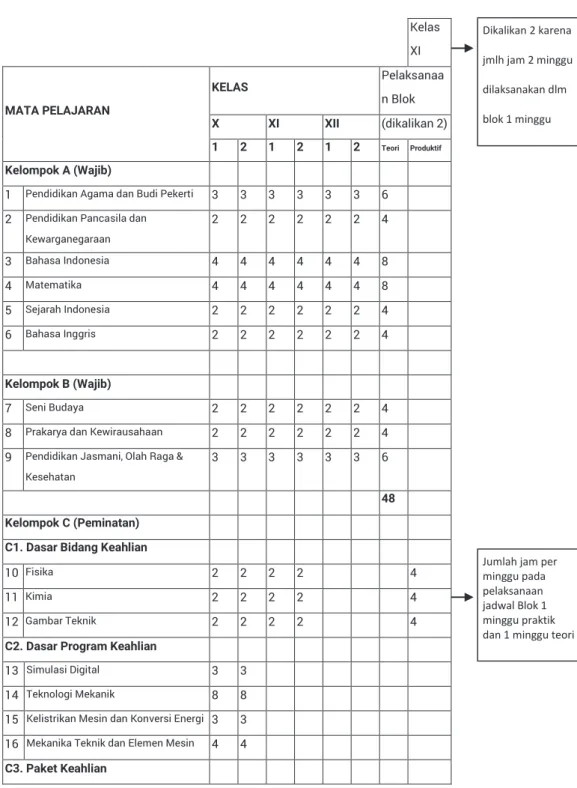
Sesuai dengan model umum, pembelajaran akan dilaksanakan dengan model 1 minggu pada kelompok produksi dan 1 minggu pada kelompok teori, artinya jumlah jam dalam 2 minggu akan dilaksanakan secara bersamaan dalam satu minggu, yaitu jumlah jam setiap mata pelajaran harus dikalikan 2 ( x 2. Mata pelajaran praktik (C3) untuk kelas
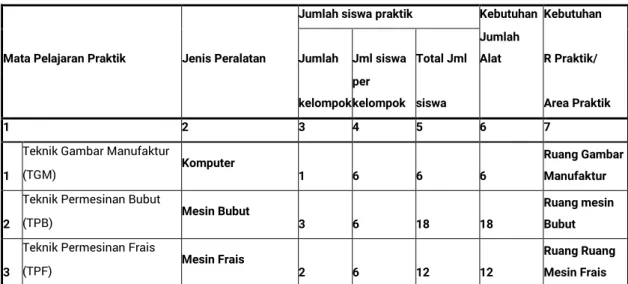
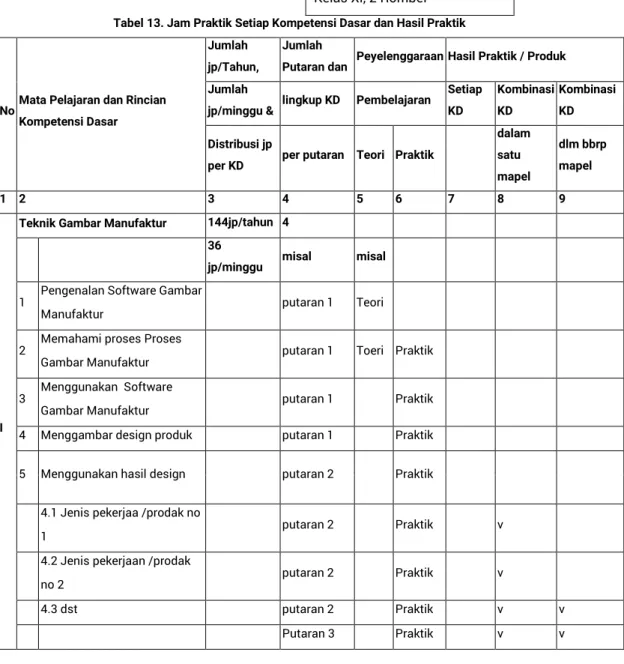
Dengan membandingkan hasil pada kolom 4 dan kolom 7, maka dapat disimpulkan bahwa perencanaan pembelajaran sesuai jadwal blok sudah sesuai/sesuai dengan yang tercantum dalam kurikulum. Pada saat penerapan blok jadwal dalam pembelajaran Teaching Factory, perbandingan antara jumlah alat utama dengan jumlah siswa per kelompok latihan sebaiknya 1 berbanding 1 (satu siswa – satu alat). Alat inti adalah peralatan yang harus digunakan dan dikuasai siswa untuk memperoleh keterampilan yang dibutuhkan.
Peralatan penunjang adalah jenis peralatan yang digunakan untuk menunjang berfungsinya peralatan utama praktikum dengan baik, yang jumlahnya sebanding dengan kerja peralatan utama, lamanya penggunaan peralatan pendukung dan pengelolaan kegiatan praktik.