4. Aliran Fluida dan
Penguapan Logam pada Pengelasan
Pada bab ini akan dijelaskan aliran fluida pada busur las dan kolam las.
Pengaruh aliran fluida kolam las terhadap geometri hasil las akan dibahas.
Penguapan elemen paduan dari kolam las dan pengaruhnya terhadap komposisi logam las akan disajikan. Terakhir, pengaruh fluks aktif terhadap penetrasi las di GTAW akan dibahas.
2.1 ALIRAN FLUIDA DI BUSUR
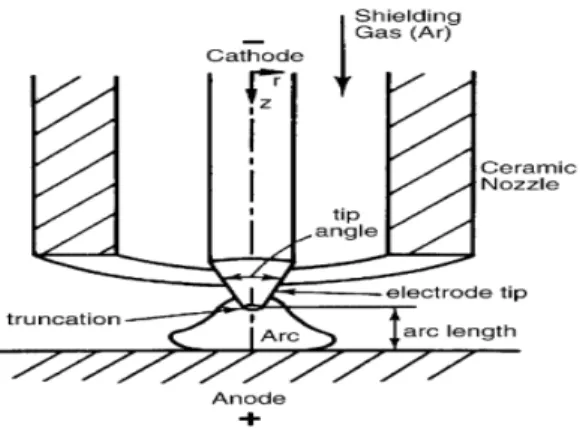
Gambar 4.1 menunjukkan busur gas-tungsten di GTAW dengan elektroda DC negatif (1). Bentuk ujung elektroda dicirikan oleh sudut ujung (disebut juga sudut disertakan atau sudut simpul) dan sejauh mana titik tajam dihilangkan, yaitu pemotongan.
2.1.1 Kekuatan Penggerak Aliran Fluida
Busur las adalah gas ionik, yaitu plasma, dengan arus listrik yang melewatinya.
Gaya penggerak aliran fluida pada busur adalah gaya elektromagnetik atau gaya Lorentz. Gaya apung dapat diabaikan. Secara matematis, Lorentz
gaya F = J × B, dengan J adalah vektor rapat arus dan B adalah vektor fluks magnet. Vektor rapat arus J searah dengan arus listrik
mengalir. Menurut aturan tangan kanan untuk medan magnet, jika ibu jarimenunjuk ke arah arus, vektor fluks magnet B adalah ke arah di mana jari-jari melingkari jalur arus. Vektor F, J, dan B saling tegak lurus. Menurut kaidah tangan kanan gaya elektromagnet, F searah keluar dan tegak lurus telapak tangan jika ibu jari menunjuk ke arah J dan jari-jari terentang dan menunjuk ke arah B.
2.1.2 Pengaruh Geometri Ujung Elektroda
Busur las kurang lebih berbentuk lonceng. Sudut ujung elektroda tungsten pada GTAW diketahui mempunyai pengaruh yang signifikan terhadap bentuknya
97
Gambar 4.1 Busur las gas-tungsten. Dicetak ulang dari Tsai dan Kou (1). Hak Cipta 1990 dengan izin dari Elsevier Science.
busur (Bab 2)—cenderung menjadi lebih menyempit seiring dengan perubahan ujung elektroda dari tajam menjadi tumpul. Perubahan bentuk ujung elektroda mengubah aliran fluida dalam plasma busur, yang selanjutnya mengubah bentuk busur.
A. Elektroda Tajam
Misalnya kasus GTAW dengan elektroda DC negatif. Arus listrik menyatu dari benda kerja yang lebih besar ke ujung elektroda yang lebih kecil.
Cenderung tegak lurus terhadap permukaan ujung elektroda dan permukaan benda kerja, seperti diilustrasikan pada Gambar 4.2a. Arus listrik menginduksi medan magnet, dan arahnya keluar dari bidang kertas (seperti yang ditunjukkan oleh panah tampak depan) di sebelah kiri dan masuk ke dalam kertas (seperti yang ditunjukkan oleh panah tampak belakang) di sebelah kiri. Kanan. Medan magnet dan medan arus listrik yang konvergen bersama-sama menghasilkan gaya ke bawah dan ke dalam F untuk mendorong gas ionik sepanjang permukaan kerucut ujung elektroda.
Momentum ke bawah cukup kuat untuk menyebabkan gas ionik bersuhu tinggi mengenai permukaan benda kerja dan berputar ke luar sepanjang permukaan benda kerja, sehingga menghasilkan busur berbentuk lonceng, seperti diilustrasikan pada Gambar 4.2b.
Aliran fluida pada busur las telah dipelajari dengan simulasi komputer (1–6). Tsai dan Kou (1) menyelidiki pengaruh geometri ujung elektroda terhadap panas dan aliran fluida di busur GTAW. Gambar 4.3 (kiri) menunjukkan perbedaan kerapatan arusdistribusi dalam busur 200-A sepanjang 2 mm yang dihasilkan oleh elektroda berdiameter 3,2 mm
(A)
Gambar 4.2 Busur yang dihasilkan oleh elektroda tungsten dengan ujung yang tajam: (a) Gaya Lorentz (F); (b) aliran fluida.
Gambar 4.3 Medan rapat arus (kiri) dan medan gaya Lorentz (kanan) pada busur dihasilkan oleh elektroda tungsten dengan sudut ujung 60°. Dimodifikasi dari Tsai dan Kou (1).
dengan ujung sudut 60°. Arus listrik di dekat ujung elektroda pada dasarnya tegak lurus terhadap permukaan. Gaya elektromagnetik, ditunjukkan pada Gambar 4.3 (kanan), mengarah ke bawah dan ke dalam sepanjang permukaan kerucut ujung elektroda. Seperti yang ditunjukkan pada Gambar 4.4, gaya ini menghasilkan pancaran berkecepatan tinggi dengan kecepatan maksimum lebih dari 200 m/s dan pancaran tersebut dibelokkan secara radial ke luar sepanjang permukaan benda kerja. Lendutan pancaran suhu tinggi ini menyebabkan isoterm terdorong keluar sepanjang permukaan benda kerja, sehingga menghasilkan busur berbentuk lonceng.
ALIRAN FLUIDA DI BUSUR99 Tungsten Tungsten
Gambar 4.4 Medan kecepatan dan suhu pada busur dihasilkan oleh elektroda tungsten dengan sudut ujung 60°. Isoterm dari kanan ke kiri adalah 11.000, 13.000, 15.000, 17.000, 19.000, dan 21.000 K. Dimodifikasi dari Tsai dan Kou (1).
B. Elektroda Ujung Datar
Sebaliknya, dengan elektroda ujung datar, tidak ada lagi ujung elektroda yang berfungsi sebagai titik katoda tetap, tempat arus listrik masuk ke elektroda. Akibatnya, titik katoda bergerak secara acak dan cepat di ujung elektroda datar. Diameter rata-rata waktu dari area yang dicakup oleh titik bergerak dapat dianggap sebagai ukuran titik katoda efektif. Tanpa permukaan berbentuk kerucut di ujung elektroda, gaya Lorentz yang dihasilkan masih ke dalam dan ke bawah tetapi gaya Lorentz ke bawah.ponent berkurang, seperti diilustrasikan pada Gambar 4.5a. Akibatnya, busur yang dihasilkan diperkirakan akan lebih menyempit, seperti yang ditunjukkan pada Gambar 4.5b.
Gambar 4.6 (kiri) menunjukkan distribusi rapat arus pada busur 200-A sepanjang 2 mm yang dihasilkan oleh elektroda berdiameter 3,2 mm dengan ujung datar dan titik katoda berdiameter 2,4 mm. Gaya elektromagnetik yang ditunjukkan pada Gambar 4.6 (kanan) lebih kecil yang mengarah ke bawah dibandingkan dengan elektroda 60° (Gambar 4.3). Seperti ditunjukkan pada Gambar 4.7, isoterm tidak terlalu terdorong ke luar sehingga busur yang dihasilkan menjadi lebih menyempit.
C. Kepadatan Daya dan Distribusi Kepadatan Arus
Distribusi pada permukaan anoda ini dapat diukur dengan metode split- anode (7-10). Angka
Gambar 4.8 menunjukkan distribusi busur gas-tungsten 100-A, panjang 2,7 mm yang diukur dengan Lu dan Kou (10). Distribusi ini sering kali didekati dengan distribusi Gaussian berikut:
Gambar 4.5 Busur yang dihasilkan oleh elektroda tungsten dengan ujung datar: (a) Gaya Lorentz (F); (b) aliran fluida.
Gambar 4.6 Medan rapat arus (kiri) dan medan gaya Lorentz (kanan) pada busur dihasilkan oleh elektroda tungsten dengan ujung datar. Dimodifikasi dari Tsai dan Kou (1).
dimana q adalah rapat daya, Q adalah perpindahan daya ke benda kerja, a adalah radius efektif distribusi rapat daya, j adalah rapat arus, I adalah arus pengelasan, dan b adalah radius efektif dari distribusi rapat arus.
Gambar 4.7 Medan kecepatan dan suhu dalam busur dihasilkan oleh elektroda tungstendengan ujung datar. Isoterm dari kanan ke kiri adalah 11.000, 13.000, 15.000, 17.000, 19.000, dan 21.000 K. Dimodifikasi dari Tsai dan Kou (1).
Gambar 4.8 Busur las gas-tungsten: (a) distribusi kepadatan daya; (b) distribusi rapat arus. Dicetak ulang dari Lu dan Kou (10). Atas perkenan American Welding Society.
Jari-jari efektif mewakili lokasi di mana q atau j turun hingga 5% dari nilai maksimumnya. Persamaan (4.1) identik dengan Persamaan (2.20).
Lee dan Na (6) mempelajari, dengan simulasi komputer, pengaruh panjang busur dan sudut ujung elektroda pada busur gas-tungsten. Gambar 4.9 menunjukkan bahwa distribusi daya dan kepadatan arus pada anoda (benda kerja) mendatar dan melebar seiring bertambahnya panjang busur.
Gambar 4.9 Pengaruh panjang busur pada busur las gas-tungsten: (a) distribusi kepadatan daya; (b) distribusi kerapatan arus. Dimodifikasi dari Lee dan Na (6).
2.2 ALIRAN FLUIDA DI KOLAM LAS 2.2.1 Kekuatan Penggerak Aliran Fluida
Gaya penggerak aliran fluida di kolam las meliputi gaya apung, gaya Lorentz, tegangan geser yang disebabkan oleh gradien tegangan permukaan pada permukaan kolam las, dan tegangan geser yang bekerja pada permukaan kolam oleh plasma busur. Tekanan busur adalah gaya lain yang bekerja pada permukaan kolam, tapipengaruhnya terhadap aliran fluida kecil, terutama di bawah 200 A (11, 12), yang biasanya terjadi pada GTAW. Gaya penggerak aliran fluida di kolam las, ditunjukkan pada Gambar 4.10, dijelaskan selanjutnya.
A. Kekuatan Apung
Massa jenis logam cair (r) berkurang dengan meningkatnya suhu (T).
Karena sumber panas terletak di atas pusat permukaan kolam, maka logam cair lebih hangat di titik a dan lebih dingin di titik b. Titik b berada di dekat batas kolam, yang suhunya paling rendah pada titik leleh. Seperti terlihat pada Gambar 4.10a, gravitasi menyebabkan zat cair menjadi lebih berat
Gambar 4.10 Gaya penggerak konveksi kolam las: (a, b) gaya apung; (c, d) gaya Lorentz; (e, f ) tegangan geser yang disebabkan oleh gradien tegangan permukaan; (g, h) tegangan geser yang disebabkan oleh busur plasma.
logam di titik b tenggelam. Akibatnya, logam cair jatuh sepanjang batas kolam dan naik sepanjang sumbu kolam, seperti yang ditunjukkan pada Gambar 4.10b.
B. Angkatan Lorentz
Pengelasan busur gas-tungsten dengan elektroda DC negatif digunakan sebagai contoh untuk tujuan diskusi. Arus listrik pada benda kerja menyatu menuju elektroda tungsten (tidak diperlihatkan) dan karenanyadekat bagian tengah permukaan kolam. Medan arus konvergen ini, bersama dengan medan magnet yang diinduksinya, menyebabkan gaya Lorentz ke bawah dan ke dalam, seperti ditunjukkan pada Gambar 4.10c. Dengan demikian, logam cair terdorong ke bawah sepanjang sumbu kolam dan naik sepanjang batas kolam, seperti yang ditunjukkan pada Gambar 4.10d. Daerah pada permukaan kolam yang dilalui arus listrik disebut titik anoda (pb2, dimana b adalah jari-jari efektif distribusi rapat arus).
Semakin kecil titik anoda, semakin banyak medan arus yang berkumpul dari benda kerja (melalui kolam las) ke titik anoda, dan karenanya semakin besar gaya Lorentz yang mendorong logam cair ke bawah.
C. Tegangan Geser yang Diinduksi oleh Gradien Tegangan Permukaan Dengan tidak adanya zat aktif permukaan, tegangan permukaan (g) logam cair menurun seiring dengan meningkatnya suhu (T), yaitu,∂G /∂T< 0.
Seperti yang ditunjukkan pada Gambar 4.10e,logam cair yang lebih hangat yang tegangan permukaannya lebih rendah di titik a ditarik keluar oleh logam cair yang lebih dingin yang tegangan permukaannya lebih tinggi di titik b. Dengan kata lain, tegangan geser ke arah luar diinduksikan pada permukaan kolam oleh gradien tegangan permukaan sepanjang permukaan kolam. Hal ini menyebabkan logam cair mengalir dari tengah permukaan kolam ke tepi dan kembali ke bawah permukaan kolam, seperti ditunjukkan pada Gambar 4.10f. Konveksi yang digerakkan oleh tegangan permukaan disebut juga konveksi termokapiler atau konveksi Marangoni.
D. Tegangan Geser yang Diinduksi oleh Plasma Jet
Plasma yang bergerak keluar dengan kecepatan tinggi di sepanjang permukaan kolam (Gambar 4.4) dapat memberikan tegangan geser ke luar pada permukaan kolam, seperti yang ditunjukkan pada Gambar 4.10g.
Tegangan geser ini menyebabkan logam cair mengalir dari pusat permukaan kolam ke tepi kolam dan kembali ke bawah permukaan kolam, seperti ditunjukkan pada Gambar 4.10h.
Kekuatan pendorong ini dimasukkan dalam persamaan yang mengatur atau sebagai kondisi batas dalam pemodelan komputer aliran fluida di kolam las.
(13). Oreper dkk. (14) mengembangkan model aliran fluida dua dimensi pertama untuk kolam las busur stasioner dengan bentuk yang diketahui.
Kou dan Sun (15) mengembangkan model serupa tetapi memungkinkan penghitungan bentuk kolam yang tidak diketahui. Kou dan Wang (16-18) mengembangkan model aliran fluida tiga dimensi pertama untuk menggerakkan kolam las busur dan laser. Banyak model komputer telah dikembangkan kemudian untuk aliran fluida di kolam las.
2.2.2 Konveksi Daya Apung
Gambar 4.11 menunjukkan konveksi daya apung dalam kolam las stasioner dari paduan aluminium yang dihitung oleh Tsai dan Kou (19). Logam cair naik sepanjang sumbu kolam dan turun di sepanjang batas kolam. Kecepatan maksimumnya berada di sepanjang sumbu kolam dan hanya sekitar 2 cm/s.
Permukaan kolam berada sedikit di atas permukaan benda kerja karena pemuaian logam saat dipanaskan dan dicairkan.
2.2.3 Konveksi Paksa Didorong oleh Gaya Lorentz A. Bidang Aliran
Gambar 4.12 menunjukkan hasil perhitungan Tsai dan Kou (20) untuk kolam las stasioner pada paduan aluminium. Logam cair jatuh sepanjang sumbu kolam dan naik sepanjang batas kolam (Gambar 4.12a). Arus listrik menyatu dari benda kerja ke tengah permukaan kolam (Gambar 2).4.12b).
Gaya Lorentz mengarah ke dalam dan ke bawah (Gambar 4.12c), sehingga mendorong
Gambar 4.11 Konveksi daya apung di kolam las aluminium. Dari Tsai dan Kou (19).
Gambar 4.12 Konveksi pada kolam las aluminium disebabkan oleh gaya Lorentz: (a) medan aliran; (b) bidang rapat arus; (c) Medan gaya Lorentz. Dimodifikasi dari Tsai dan Kou (20).
cairan ke bawah sepanjang sumbu kolam. Kecepatan maksimumnya, sekitar 40 cm/s, adalah satu tingkat lebih besar dibandingkan kecepatan apung konveksi (Gambar 4.11). Parameter yang digunakan untuk perhitungan antara lain 150 A untuk arus pengelasan, 1800 W untuk daya input, 2 mm untuk radius efektif distribusi rapat daya, dan 4 mm untuk radius efektif distribusi rapat arus.
B. Penetrasi Dalam yang Disebabkan oleh Kekuatan Lorentz
Gaya Lorentz (Gambar 4.12) membuat kolam las jauh lebih dalam dibandingkan dengan gaya apung (Gambar 4.11). Cairan yang didorong ke bawah oleh gaya Lorentz membawa panas dari sumber panas ke dasar kolam dan menyebabkan penetrasi yang dalam.
C. Simulasi Fisik Pengaruh Gaya Lorentz
Kou dan Sun (15) mengelas logam Woods (paduan dengan titik leleh rendah) dengan batang tembaga yang dipanaskan dan bersentuhan dengannya, seperti yang ditunjukkan pada Gambar 4.13a. Lasan menjadi jauh lebih dalam ketika arus 75-A dialirkan ke kolam las (tidak ada busur api dan pemanasan resistansi yang dapat diabaikan), seperti yang ditunjukkan pada Gambar 4.13b. Hal ini menegaskan pengaruh gaya Lorentz terhadap penetrasi las.
2.2.4 Konveksi Marangoni A. Model Heiple
Heiple dkk. (21-25) mengusulkan bahwa, ketika zat aktif permukaan terdapat dalam logam cair dalam jumlah kecil namun signifikan,
∂G /∂T dapat diubah dari negatif menjadi positif, sehingga membalikkan konveksi Marangoni dan membuat kolam las
menjadi
lebih dalam.
Contoh aktif
permukaan
Gambar 4.13 Lasan pada logam Woods dihasilkan di bawah pengaruh (a) gaya apung dan (b) gaya Lorentz. Dimodifikasi dari Kou dan Sun (15).
Agen dalam baja dan baja tahan karat adalah S, O, Se, dan Te. Gambar 4.14 menunjukkan data tegangan permukaan dari dua jenis baja tahan karat dengan suhu berbeda, satu dengansekitar 160 ppm lebih banyak belerang dibandingkan yang lain (26). Gambar 4.15 menunjukkan dua las laser YAG yang dibuat pada pelat baja tahan karat 304 setebal 6,4 mm (1/4 inci.-) pada 3000 W dan 3,39 mm/s (8 ipm). Pelat dengan lasan yang lebih dangkal mengandung sekitar 40 ppm sulfur dan pelat dengan lasan yang lebih dalam mengandung sekitar 140 ppm sulfur (27).
Model Heiple dijelaskan pada Gambar 4.16. Dengan tidak adanya zat aktif permukaan (Gambar 4.16a–c), logam cair yang lebih hangat dengan tegangan permukaan lebih rendah di dekat pusat permukaan kolam ditarik keluar oleh logam cair yang lebih dingin dengan tegangan permukaan lebih tinggi di tepi kolam.
Sebaliknya, dengan adanya zat aktif permukaan (Gambar 4.16d–f), logam cair yang lebih dingin dengan tegangan permukaan lebih rendah di tepi permukaan kolam ditarik ke dalam oleh logam cair yang lebih hangat dengan tegangan permukaan lebih tinggi di dekatnya. bagian tengah permukaan kolam. Pola aliran pada Gambar 4.16e mendukung perpindahan panas konvektif dari sumber panas ke dasar kolam.
Dengan kata lain, logam cair membawa panas
2000 1900 1800 1700 1600
1400 1600 1800 2000 2200
Suhu (oC)
Gambar 4.14 Data tegangan permukaan dari dua jenis baja tahan karat 316 dengan suhu berbeda, yang satu mengandung sulfur 160 ppm lebih banyak dibandingkan yang lain.
Dimodifikasi dari Heiple dan Burgardt (26).
Gambar 4.15 Las laser YAG pada dua baja tahan karat 304 dengan (a) belerang 40 ppm dan (b) belerang 140 ppm. Dari Limmaneevichitr dan Kou (27).
baja tahan karat sulfur rendah
baja tahan karat sulfur tinggi
Ketegangan Permukaan (mN/m)
jarak, l suhu, T
(A)
(B )
(C) arah
pengelasan
1 2
suhu,T (d) (e) (F)
Gambar 4.16 Model Heiple untuk konveksi Marangoni di kolam las: (a, b, c) baja belerang rendah; (d, e, f) baja sulfur tinggi.
Gambar 4.17 Konveksi Marangoni dengan aliran permukaan luar dalam kolam NaNO3. Dicetak ulang dari Limmaneevichitr dan Kou (28). Atas perkenan American Welding Society.
sumber panas ke dasar kolam lebih efektif, sehingga meningkatkan penetrasi las.
B. Simulasi Fisik Konveksi Marangoni
Limmaneevichitr dan Kou (28) menginduksi konveksi Marangoni dalam kolam transparan NaNO3 dengansinar laser CO2 yang tidak fokus. NaNO3 memiliki ∂g/∂T = -0,056 dyn/cm/°C. Karena jangkauan transmisinya dari 0,35 hingga 3 mm, NaNO3 tidak tembus cahaya terhadap laser CO2 (panjang gelombang 10,6 mm) seperti halnya kolam las logam yang tidak tembus cahaya terhadap busur. Gambar 4.17
1 2
12 a
k u 2
1
1 2
tegangan permukaan,
2 1
tegangan permukaan,
menunjukkan pola aliran yang diinduksi oleh sinar laser CO2 dengan daya 2,5 W dan diameter 3,2 mm (28). Permukaan kolam berada tepat di bawah dua anak panah yang menunjukkan arah aliran pada permukaan kolam. Faktanya, dua sel yang berputar berlawanan adalah dua perpotongan antara pola aliran berbentuk donat dan bidang meridian kolam. Aliran permukaan ke luar jauh lebih cepat daripada aliran balik ke dalam, yang merupakan ciri khas konveksi Marangoni.
Ketika diameter balok berkurang, konveksi menjadi lebih kuat dan menembus lebih dalam.
Perlu dicatat bahwa dalam pengelasan sinar laser mode konduksi (tanpa lubang kunci), permukaan kolam dapat menjadi cekung karena konveksi Marangoni dan tegangan permukaan (29) dan, pada kenyataannya, hal ini telah terbukti terjadi secara eksperimental. (30) dan dengan simulasi komputer (31). Namun, permukaan cekung kolam NaNO3 hanyalah sebuah kebetulan; lelehannya membasahi dinding wadah dan meniskus membuat permukaan kolam menjadi cekung.
Limmaneevichitr dan Kou (32) menambahkan C2H5COOK ke kumpulan NaNO3 dan membalikkan arah konveksi Marangoni. C2H5COOK adalah zat aktif permukaan NaNO3 dan, seperti S, mengurangi tegangan permukaan baja cair,ini mengurangi tegangan permukaan NaNO3, ∂g /∂C menjadi -22 dyn/(cm/mol %) (33). Kumpulan NaNO3 yang ditunjukkan pada Gambar 4.18 mengandung 2% mol C2H5COOK dan aliran permukaannya ke dalam. Pembalikan aliran ini disebabkan karena tegangan permukaan di bagian tengah permukaan kolam kini lebih tinggi dibandingkan di tepi kolam. Di tengah permukaan kolam, konsentrasi C2H5COOK lebih rendah karena terurai di bawah pemanasan sinar laser CO2.
Blok NaNO3 padat, baik murni maupun dengan C2H5COOK, dilas dengan sinar laser CO2 yang tidak fokus. Seperti yang ditunjukkan pada Gambar 4.19, lasan pada NaNO3 murni bersifat dangkal dan lebar (32). Hal ini disebabkan karena konduktivitas termal NaNO3 rendah dan perpindahan panas didominasi oleh aliran permukaan luar ke kolam
Gambar 4.18 Konveksi Marangoni dengan aliran permukaan ke dalam dalam kolam NaNO3 yang mengandung 2 mol % C2H5COOK sebagai zat aktif permukaan. Dicetak ulang dari Limmaneevitchitr dan Kou (32). Atas perkenan American Welding Society.
Gambar 4.19 Pengelasan laser pada blok padat NaNO3 murni (lingkaran terbuka) dan NaNO3 dengan2 mol % C2H5COOK (kotak padat). Dicetak ulang dari Limmaneevichitr dan Kou (32). Atas perkenan American Welding Society.
Gambar 4.20 Besi cair dengan berbagai kadar belerang: (a) tegangan permukaan;
(b) koefisien suhu tegangan permukaan. Dicetak ulang dari Pitscheneder dkk. (36).
Atas perkenan American Welding Society.
Tepian Pengelasan pada NaNO3 dengan 2 mol % C2H5COOK lebih dalam dan sedikit sempit, yang konsisten dengan aliran permukaan ke dalam yang diamati selama pengelasan.
C. Analisis Termodinamika Tegangan Permukaan
Sahoo dkk. (34) dan McNallan dan DebRoy (35) menghitung tegangan permukaan logam cair berdasarkan data termodinamika. Gambar 4.20 menunjukkan tegangan permukaan besi cair sebagai fungsi suhu dan kandungan sulfur (36). Untuk Fe murni,
∂G/∂T negatif pada semua suhu. Namun untuk Fe yang mengandung sulfur, ∂G /∂T bisa menjadi positif pada suhu yang lebih rendah, yang konsisten dengan pengukuran tegangan permukaan oleh Sundell et al. (37).
Berdasarkan data tegangan permukaan pada Gambar 4.20, Pitscheneder dkk. (36) menghitung konveksi Marangoni di kolam las baja stasioner.
Gambar 4.21 menunjukkan hasil untuk daya laser sebesar 5200 W dan waktu penyinaran 5 detik.
Gambar 4.21 Konveksi dalam kolam las laser stasioner dari baja dengan (a) 20 ppm sulfur dan (b) 150 ppm sulfur. Dicetak ulang dari Pitscheneder dkk. (36). Atas perkenan American Welding Society.
Untuk baja yang hanya mengandung 20 ppm sulfur, aliran permukaan luar membawa panas dari sumber panas ke tepi kolam dan menghasilkan lapisan yang dangkal dan lebar.kolam (Gambar 4.21a). Sebaliknya, untuk baja yang mengandung sulfur 150 ppm, aliran permukaan ke dalam berbelok ke bawah untuk menyalurkan panas ke dasar kolam dan menghasilkan kolam yang jauh lebih dalam (Gambar 4.21b). Di area kecil dekat garis tengah permukaan kolam, suhunya di atas 2000 K dan aliran permukaannya keluar karena ∂g /∂T negatif (Gambar 4.20).
Perlu dicatat bahwa Zacharia dkk. (38) menunjukkan bahwa simulasi komputer didasarkan pada hal yang positif
∂G /∂T untuk baja cair pada semua temperatur dapat memperkirakan kedalaman kolam secara berlebihan.
2.2.5 Konveksi Paksa Didorong oleh Plasma Jet
Matsunawa dan Shinichiro (39, 40) menunjukkan bahwa tegangan geser plasma yang disebabkan oleh busur panjang di GTAW dapat melebihi gaya Lorentz di GTAW.
150 detik 180 detik 210 detik
Panjang Busur 2 mm panjang busur 8 mm
5 0 5 mm 5 0 5m m
Gambar 4.22 Las busur gas-tungsten stasioner pada baja ringan dibuat dengan busur 2 mm (kiri) dan busur 8 mm (kanan) selama 150, 180, dan 210 detik. Dimodifikasi dari Matsunawa dkk. (39).
2 panjang busur mm
(A)
panjang busur 8 mm (B)
Gambar 4.23Las GTA stasioner pada baja tahan karat 304 dengan sulfur 18 ppm dan sulfur 77 ppm dibuat dengan panjang busur (a) 2 mm dan (b) 8 mm.
Dimodifikasi dari Matsunawa dkk. (39).
kolam las dan gradien tegangan permukaan sepanjang permukaan kolam.
Gambar 4.22 menunjukkan dua rangkaian las busur gas-tungsten stasioner pada baja ringan dengan waktu pengelasan 150, 180, dan 210 detik, satu dengan panjang busur 2 mm dan yang lainnya dengan panjang busur 8 mm (39, 40).
Las busur 8 mm jauh lebih lebar dan dangkal dibandingkan las busur 2 mm.
Untuk busur yang lebih panjang dan lebar, gaya Lorentz di kolam las menjadi lebih kecil karena distribusi kerapatan arus yang lebih datar dan lebar di permukaan kolam (Gambar 4.9b). Gradien tegangan permukaan juga lebih kecil karena distribusi densitas daya yang lebih datar dan lebih luas (Gambar 4.9a).
Namun, lokasi tegangan geser maksimum bergeser ke luar, sehingga memungkinkan tegangan geser bekerja pada sebagian besar permukaan kolam.
Seperti ditunjukkan pada Gambar 4.23, dengan panjang busur 2 mm, las busur gas-tungsten jauh lebih dalam pada baja tahan karat 304 yang mengandung 77 ppm sulfur (39, 40).
S: 18 ppm S: 77 ppm
5 mm
S: 18 ppmS: 77 ppm
< 0 =0
(A)
(B)
Gambar 4.24 Bentuk kolam las dan isoterm pada baja tahan karat 304 dengan sulfur 50 ppm dihitung berdasarkan (a) aliran laminar dan (b) aliran turbulen.
Dicetak ulang dari Hong dkk. (42).
diharapkan karena belerang membuat ∂g/∂T menjadi kurang negatif atau bahkan positif. Namun, dengan busur yang lebih panjang yaitu 8 mm, lasan menjadi dangkal terlepas dari tingkat sulfurnya. Hal ini lebih lanjut menunjukkan bahwa konveksi paksa yang digerakkan oleh busur plasma mendominasi las yang dibuat dengan busur sepanjang 8 mm.
2.2.6 Pengaruh Turbulensi
Choo dan Szekely (41) pertama kali mempertimbangkan turbulensi pada kolam las busur gas-tungsten dan menunjukkan bahwa turbulensi dapat mempengaruhi kedalaman kolam secara signifikan. Hong dkk. (42) menunjukkan bahwa model aliran fluida berdasarkan laminar dapat memprediksi kedalaman kolam secara berlebihan, seperti yang ditunjukkan pada Gambar 4.24a untuk las GTA pada baja tahan karat 304. Namun ketika turbulensi dipertimbangkan, viskositas efektif meningkat (meff>m) dan konveksi melambat. Selanjutnya, konduktivitas termal efektif (keff> k) meningkat dan efek konveksi pada bentuk kolam pun menurun. Akibatnya, kedalaman kolam yang dihitung berkurang dan lebih sesuai dengan kedalaman yang diamati, seperti yang ditunjukkan pada Gambar 4.24b.
2.3 EVAPORASI LOGAM 2.3.1 Hilangnya Unsur Paduan
Karena pemanasan yang intens pada permukaan kolam, penguapan dari kolam las dapat menjadi signifikan dengan beberapa elemen paduan. Hilangnya Mg akibat penguapan busur.
Gambar 4.25 Hilangnya magnesium dalam las laser paduan Al-Mg. Dicetak ulang dari Pastor dkk. (45). Atas perkenan American Welding Society.
Ini Dari las laser paduan aluminium telah dilaporkan (43-45), dan Gambar 4.25 adalah contoh (45). Karena paduan Al-Mg diperkuat dengan larutan melalui paduan dengan Mg, hilangnya Mg dapat mengakibatkan penurunan kekuatan tarik logam las secara signifikan. Demikian pula, Gambar 4.26 menunjukkan kerugian Mn yang disebabkan oleh penguapan pada pengelasan laser baja tahan karat (46).
Gambar 4.27 menunjukkan tekanan uap beberapa logam (47). Jelas bahwa Mg memiliki tekanan uap yang jauh lebih tinggi daripada Al pada suhu berapa pun; yaitu, Mgmempunyai kecenderungan lebih besar untuk menguap dibandingkan Al. Hal ini menjelaskan hilangnya Mg dari las laser pada paduan aluminium. Jelas juga bahwa Mn memiliki tekanan uap yang jauh lebih tinggi daripada Fe, yang menjelaskan hilangnya Mn dari pengelasan laser pada baja tahan karat. Persamaan Langmuir telah digunakan untuk memprediksi laju penguapan logam dari permukaan kolam las (47). Namun, menurut DebRoy dkk.
(48–51), ia dapat memprediksi secara berlebihan dengan faktor 10 atau lebih.
2.3.2 Ledakan Tetesan Logam
Penguapan juga dapat terjadi ketika tetesan logam berpindah dari kawat pengisi ke kolam las melalui busur, mengingat suhu yang sangat tinggi dari kawat pengisi.
Gambar 4.26 Kehilangan mangan pada pengelasan laser pada baja tahan karat. Dicetak ulang dari DebRoy (46).
1x102 1x100 1x10-2 1x10-4 1x10-6 1x10-8
800 1000 1200 1400 1600 1800 2000 Suhu (K)
Gambar 4.27Tekanan uap beberapa logam sebagai fungsi suhu.
Perpindahan logam yang tidak stabil telah dilaporkan di GMAW dengan kabel pengisi Al–Mg dan Al–Mg–Zn (52). Faktanya, fotografi berkecepatan tinggi mengungkap ledakan tetesan logam dalam penerbangan, yang mengakibatkan banyak percikan. Angka
4.27 menunjukkan bahwa Zn memiliki tekanan uap yang lebih tinggi dibandingkan Mg. Jelas sekali, tekanan uap Mg dan Zn yang tinggi kemungkinan besar berkontribusi terhadap ledakan tersebut.
2.4 GTAW FLUX AKTIF
Penggunaan fluks dalam GTAW terbukti secara dramatis meningkatkan penetrasi las pada baja dan baja tahan karat (53–58). Fluks biasanya terdiri dari oksida dan halida, dan dicampur dengan aseton atau sejenisnya untuk membentuk pasta dan
Zn Mg
Li M
N Fe
Tekanan uap (mm Hg) Al
Gambar 4.28 Las busur gas–tungsten dari baja tahan karat 316L setebal 6 mm: (a) tanpa fluks; (b) dengan fluks. Dicetak ulang dari Howse dan Lucas (56).
dicat sebagai lapisan tipis pada area yang akan dilas. Gambar 4.28 menunjukkan las busur gas-tungsten yang dibuat, tanpa dan dengan fluks, pada baja tahan karat 316L setebal 6 mm yang mengandung S rendah (0,005% berat) (56).
Howse dan Lucus (56) mengamati bahwa busur menjadi lebih menyempit ketika fluks digunakan. Akibatnya, mereka mengusulkan bahwa penetrasi yang lebih dalam disebabkan oleh penyempitan busur dan fluks yang menguap menyempitkan busur dengan menangkap elektron di wilayah terluar busur yang lebih dingin. Untuk arus pengelasan yang sama, semakin banyak busur yang menyempit, semakin kecil luasnya (pb2, dimana b adalah jari-jari efektif distribusi rapat arus) pada permukaan kolam untukdimana medan arus berkumpul dari benda kerja (melalui kolam las), dan karenanya semakin besar gaya Lorentz (F pada Gambar 4.10c) dan penetrasi yang lebih dalam.
Tanaka dkk. (57), bagaimanapun, mengusulkan bahwa aliran permukaan ke dalam dengan adanya oksigen dari fluks yang mengandung oksida menyebabkan penetrasi lebih dalam. Mereka mengelas baja tahan karat 304 dengan busur gas-tungsten yang mengandung sedikit S (0,002% berat), dengan He sebagai pelindung dan TiO2 sebagai fluks (TiO2 adalah bahan utama dalam beberapa fluks komersial). Mereka mengamati aliran permukaan ke dalam dan penurunan tegangan permukaan yang signifikan ketika fluks digunakan. Seperti disebutkan sebelumnya, ∂g/∂T dapat menjadi positif dan menyebabkan aliran permukaan ke dalam dengan adanya zat aktif permukaan seperti oksigen.
Mereka mengamati gradien suhu yang curam di permukaan kolam yang disebabkan oleh aliran permukaan ke dalam. Analisis spektroskopi busur menunjukkan bahwa plasma bercahaya biru tampaknya sebagian besar terdiri dari uap logam (Cr, Fe, dll.) dari kolam las. Gradien suhu yang lebih curam di permukaan kolam yang lebih kecil menunjukkan penguapan logam yang lebih terlokalisasi dan karenanya busurnya lebih menyempit, yang juga membantu meningkatkan penetrasi.
REFERENSI
1. Tsai, MC, dan Kou, S., Int. J. Perpindahan Massa Panas, 33: 2089, 1990.
2. Ushio, M., dan Matsuda, F., Trans. JWM, 11:7, 1982.
3. Ushio, M., dan Matsuda, F., J. Jpn. Las. Perkumpulan, 6:91, 1988.
4. McKelliget, J., dan Szekely, J., Metall. Trans. A, 17A: 1139, 1986.
5. Choo, RTC, Szekely, J., dan Westhoff, RC, Weld. J., 69: 346, 1990.
6. Lee, S.-Y., danNa, S.-J., Las. J., 75: 269, 1996.
7. Nestor, OH, J. Aplikasi. Fis., 33: 1638 (1962).
8. Schoeck, PA, dalam Perkembangan Modern dalam Perpindahan Panas, Ed. W.
Ibele, Akademik, New York, 1963, hal. 353.
9. Tsai, N., Ph.D. Tesis, MIT, Cambridge, MA, 1983.
10. Lu, M., dan Kou, S., Las. J., 67: 29s, 1988.
11. Lawson, WHS, dan Kerr, HW, Welding Research Internasional, Vol. 6, hal. 1 tahun 1976.
12. Lin, ML, dan Eagar, TW, Weld. J., 64: 63s, 985.
13. Kou, S., Fenomena Transportasi dalam Pemrosesan Material, Wiley, New York, 1996, hlm.3–115.
14. Oreper, GM, Eagar, TW, dan Szekely, J., Weld. J., 62: 307s, 1983.
15. Kou, S., dan Sun, DK, Metall. Terjemahan, 16A: 203, 1985.
16. Kou, S., dan Wang, YH, Weld. J., 65: 63s, 1986.
17. Kou, S., dan Wang, YH, Metall. Terjemahan, 17A: 2265, 1986.
18. Kou, S., dan Wang, YH, Metall. Terjemahan, 17A: 2271, 1986.
19. Tsai, MC, dan Kou, S., Perpindahan Panas Numerik, 17A: 73, 1990.
20. Tsai, MC, dan Kou, S., Las. J., 69: 241s, 1990.
21. Heiple, CR, dan Roper, JR, Weld. J., 61: 97-an, 1982.
22. Heiple, CR, dan Roper, JR, dalam Tren Penelitian Pengelasan di Amerika Serikat, Ed. SA David, Masyarakat Logam Amerika, Metals Park, OH, 1982, hlm.489–520.
23. Heiple, CR, Roper, JR, Stagner, RT, dan Aden, RJ, Weld. J., 62: 72-an, 1983.
24. Heiple, CR, Burgardt, P., dan Roper, JR, dalam Pemodelan Proses Pengecoran dan Pengelasan, Vol. 2, Ed. JA Dantzig dan JT Berry, TMS-AIME, Warrendale, PA, 1984, hlm.193–205.
25. Heiple, CR, dan Burgardt, P., Weld. J., 64: 159-an, 1985.
26. Keene, BJ, Mills, KC, dan Brooks, RF, Mater. Sains. Teknologi., 1: 568–571, 1985;
Heiple, CR, dan Burgardt, P., Buku Panduan ASM, Vol. 6: Pengelasan, Pematrian dan Penyolderan, ASM International, Materials Park, OH, 1993, hal. 19.
27. Limmaneevichitr, C., dan Kou, S., penelitian yang tidak dipublikasikan, University of Wisconsin, Madison, WI, 2000.
28. Limmaneevichitr, C., dan Kou, S., Weld. J., 79: 126p, 2000.
29. Duley, WW, Pengelasan Laser, Wiley, New York, 1999, hal. 76.
30. Mazumder, J., dan Voekel, D., dalam Pemrosesan Bahan Tingkat Lanjut Laser—
Ilmu Pengetahuan dan Aplikasi, Vol. 1, Ed. A. Matsunawa dan S. Katayama, Masyarakat Suhu Tinggi Jepang, Osaka, Jepang, 1992, hlm. 373–380.
31. Tsai, MC, dan Kou, S., Internal J. Metode Numerik Fluida, 9: 1503, 1989.
32. Limmaneevichitr, C., dan Kou, S., Weld. J., 79: 324p, 2000.
33. Smechenko, VK, dan Shikobalova, LP, Zh. Fis. Khim., 21: 613, 1947.
34. Sahoo, P., DebRoy, T., dan McNallan, MJ, Metall. Trans. B., 19B: 483–491, 1988.
35. McNallan, MJ, dan DebRoy, T., Metall. Trans. B, 22B: 557–560, 1991.
36. Pitscheneder, W., DebRoy, T., Mundra, K., dan Ebner, R., Weld. J., 75: 71-80-an, 1996.
37. Sundell, RE, Correa, SM, Harris, LP, Solomon, HD, dan Wojcik, LA, Laporan 86SRD013, General Electric Company, Schenectady, NY, Desember 1986.
38. Zacharia, T., David, SA, Vitek, JM, dan DebRoy, T., Weld. J., 68: 510-an–519-an, 1989.
39. Matsunawa, A., dan Shinichiro, Y., dalam Tren Terkini dalam Sains dan Teknologi Pengelasan-teknologi, Eds. SA David dan JM Vitek, ASM International, Materials Park, OH, 1990, hlm.31–35.
40. Matsunawa, A., dalam International Trends in Welding Science and Technology, Eds.
SA David dan JM Vitek, ASM International, Materials Park, OH, 1993, hlm.3–16.
41. Choo, RTC, dan Szekely, J., Weld. J., 73: 25s, 1994.
42. Hong, K., Weckman, DC, Strong, AB, dan Zheng, W., Sains dan Teknologi Pengelasan dan Penyambungan, sedang dicetak; Weckman, DC, dalam Tren Penelitian Pengelasan, Eds.
JM Vitek, SA David, JA Johnson, HS Smartt, dan T. DebRoy, ASM Interna- nasional, Material Park, OH, hal. 3 tahun 1999.
43. Bulan, DW, dan Metzbower, EA, Weld. J., 62: 53s, 1983.
44. Cieslak, MJ, dan Fuerschbach, PW, Metall. Terjemahan, 19B: 319, 1988.
45. Pastor, M., Zhaq, H., Martukanitz, RP, dan Debroy, T., Weld. J, 78: 207-an, 1999.
46. DebRoy, T., dalam Tren Internasional dalam Sains dan Teknologi Pengelasan, Eds.
SA David dan JM Vitek, ASM International, Materials Park, OH, 1993, hal. 18.
47. Block-Bolten, A., dan Eagar, TW, Metall. Terjemahan, 15B: 461, 1984.
48. Mundra, K., dan DebRoy, T., Weld. J., 72: 1s, 1991.
49. Mundra, K., dan DebRoy, T., Metall. Terjemahan, 24B: 146, 1993.
50. Yang, Z., dan DebRoy, T., Metall. Terjemahan, 30B: 483, 1999.
51. Zhao, H., dan DebRoy, T., Metall. Terjemahan, 32B: 163, 2001.
52. Woods, RA, Las. J., 59: 59s, 1980.
53. Gurevich, SM, Zamkov, VN, dan Kushnirenko, NA, Avtomat Svarka, Automat. Las., 9:1, 1965.
54. Gurevich, SM, dan Zamkov, VN, Automat. Las., 12:13, 1966.
55. Paskell, T., Lundin, C., dan Castner, H., Weld, J., 76: 57, 1997.
56. Howse, DS, dan Lucas, W., Sci. Teknologi. Las. Gabung., 5: 189, 2000.
57. Tanaka, M., Shimizu, T., Terasaki, H., Ushio, M., Koshi-ishi, F., dan Yang, C.-L., Sci. Teknologi. Las. Gabung., 5: 397, 2000.
58. Kuo, M., Sun, Z., dan Pan, D., Sci. Teknologi. Las. Bergabunglah., 6: 17, 2001.
BACAAN LEBIH LANJUT
1. Szekely, J., Fenomena Aliran Fluida dalam Pengolahan Logam, Akademik, New York, 1979.
2. Kou, S., Fenomena Transportasi dan Pemrosesan Material, Wiley, New York, 1996.
3. Lancaster, JF, Fisika Pengelasan, Pergamon, Oxford, 1984.
MASALAH
4.1 Hasil percobaan menunjukkan bahwa rasio kedalaman-lebar las baja tahan karat meningkat seiring dengan bertambahnya sudut ujung elektroda. Bagaimana pengaruh sudut terhadap jari-jari efektif arus listrik pada permukaan kolam (titik anoda)? Bagaimana radius ini mempengaruhi konveksi kolam las dan rasio kedalaman-lebar las?
4.2 Hasil percobaan menunjukkan bahwa rasio kedalaman-lebar las baja tahan karat menurun seiring dengan bertambahnya panjang busur. Jelaskan mengapa.
4.3 Telah disarankan bahwa kemampuan las baja tahan karat dapat ditingkatkan dengan mengoksidasi permukaan dengan menempatkannya pada suhu tinggi dalam lingkungan pengoksidasi. Dari segi penetrasi, setuju atau tidak, dan apa alasannya?
4.4 Dua pemanas baja tahan karat dengan komposisi nominal yang sama tetapi kandungan sulfurnya berbeda secara signifikan dilas dengan GTAW autogenous. Sisi lasan mana yang lebih dalam dan mengapa?
4.5 Dua las GTA dari baja tahan karat 304 yang sama dibuat, satu dengan gas pelindung Ar dan yang lainnya dengan Ar ditambah gas SO2 700 ppm. Lasan manakah yang lebih dalam dan mengapa?
4.6 Pertimbangkan konveksi Marangoni dalam simulasi kolam las NaNO3seperti yang ditunjukkan pada Gambar 4.17. Ketika diameter sinar laser dikurangi dengan kekuatan yang sama dari 5,9 menjadi 1,5 mm, apakah konveksi Marangoni di kolam menjadi lebih cepat atau lebih lambat dan mengapa?
4.7 Dalam pengelasan berkas elektron dengan mode peleburan permukaan, yaitu mengemudigaya aliran diharapkan mendominasi?
4.8 Dalam pengelasan sinar laser mode konduksi dari lembaran baja tahan karat 201 setebal 7 mm, kecepatan pengelasan adalah 3 mm/s. Daya ditingkatkan dari 400 menjadi 600 W.
Ditemukan bahwa: (a) laju penguapan Mn meningkat, (b) volume kolam las bertambah besar secara signifikan, dan (c) penurunan konsentrasi Mn pada logam las yang dihasilkan menurun. . Konsentrasi Mn seragam pada logam las yang dihasilkan. Menjelaskan
(c) berdasarkan (a) dan (b).
4.9 (A)Sebutkan empat kekuatan pendorong yang berbeda untuk konveksi kolam las.
(B)Pada GMAW dengan spray metal transfer, apakah ada tambahan tenaga penggerak untuk konveksi kolam las selain empat pada (a)? Jika ya, jelaskan apa yang dimaksud dan buat sketsa pola aliran di kolam yang disebabkan oleh gaya ini saja.
4.10 Parafin telah digunakan untuk mempelajari konveksi kolam las Marangoni. Tegangan permukaan parafin cair menurun dengan meningkatnya suhu, dan konveksi didominasi oleh efek tegangan permukaan.
Gambar P4.10
Tipis irisan parafin diapit di antara dua potong kaca, dan permukaan atasnya bersentuhan dengan ujung dua besi solder panas untuk menghasilkan kolam las yang menembus ke bawah ke dalam irisan tipis, seperti yang ditunjukkan pada Gambar P4.10. Buat sketsa dan jelaskan pola aliran dan bentuk kolam.