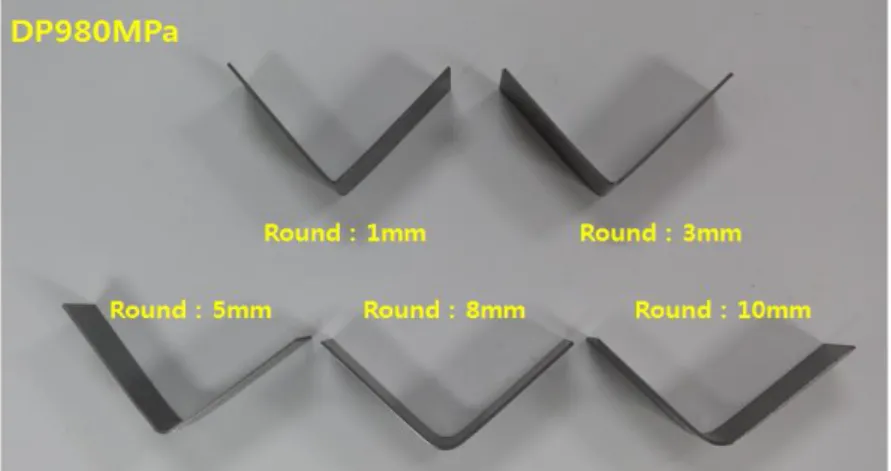
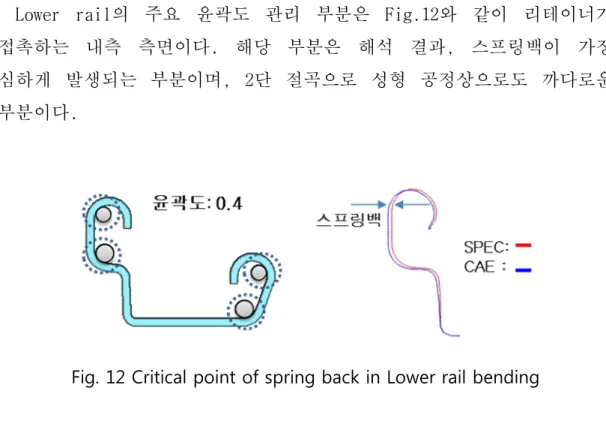
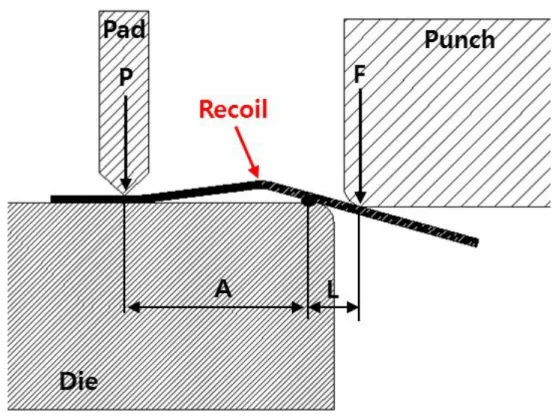
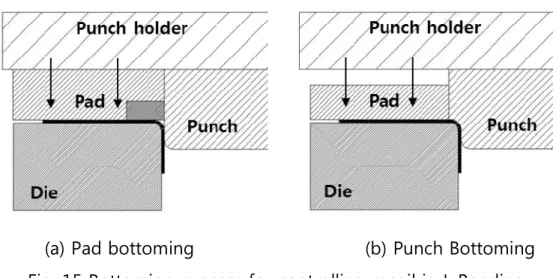
Fig.1 Seat and seat rail in car Fig.2 Development trends in seat rail Fig.3 Tensile test sample. Fig.12 Critical point of springback in Bottom rail bending Fig.13 FE model for various L Bending processes. Fig.16 Comparison of normal blow and 20% overhang in analysis results for various L Bending processes.
서 론
초고장력강판 레일 성형은 주로 롤 성형법이나 냉간 프레스 성형법으로 이루어집니다. 롤 성형법은 긴 포자 형성에 유리하지만, 생산성이 낮기 때문에 냉간 프레스 성형법이 선호된다[5]. 냉간프레스 성형과 관련된 기존 연구는 대부분 대칭형 시트레일의 성형에 관한 연구이며, 비대칭형 시트레일의 성형에 관한 연구는 거의 없다.
본 론
소재 인장 시험
초고장력강은 성형이 어렵고 각 생산 배치의 재료 특성 및 두께 분포가 스프링백 분포로 이어지기 때문에 각 생산 배치를 조사해야 합니다. 시트레일 성형공정의 특성상 롤링방향(0°)에 수직으로 굽힘이 이루어지기 때문에 인장시험은 이 방향으로 진행하였다. 4개 배치 각각에 대한 시험 측정 결과를 표 2에 나타내었으며, 두께, 강도, 신율의 차이를 확인하였다.
성형해석 유효성 평가
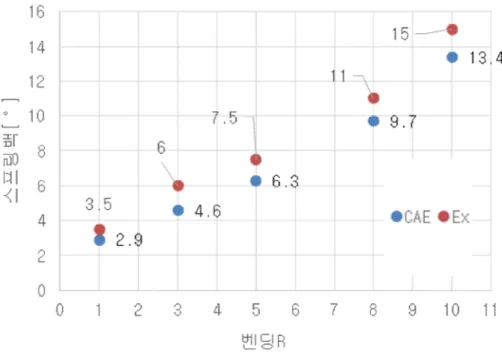
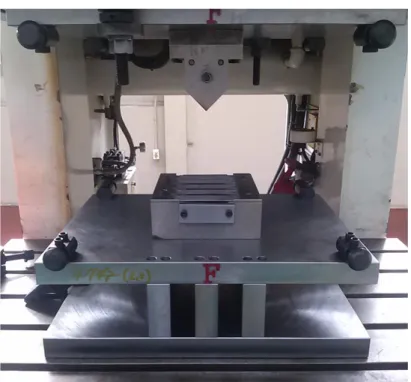
Table 3과 같이 성형해석조건은 PAM-STAMP 2G 프로그램을 이용하여 수행하였으며, 간단한 금형을 제작하여 200톤 프레스에 구동시켜 V-bend 실험을 수행하였다. 조건 변경이 용이하도록 V-벤드 펀치의 탈부착 구조를 적용하였습니다. 분석데이터와 실제 시료의 반동을 비교 측정한 결과는 Figure 8과 같다.
Lower Rail 성형 공정 설계
- 공정 Lay–out 설계
- 성형 해석
- 비대칭 L 밴딩 성형 해석
- 바닥면 플래팅 공정 성형 해석 및 실험
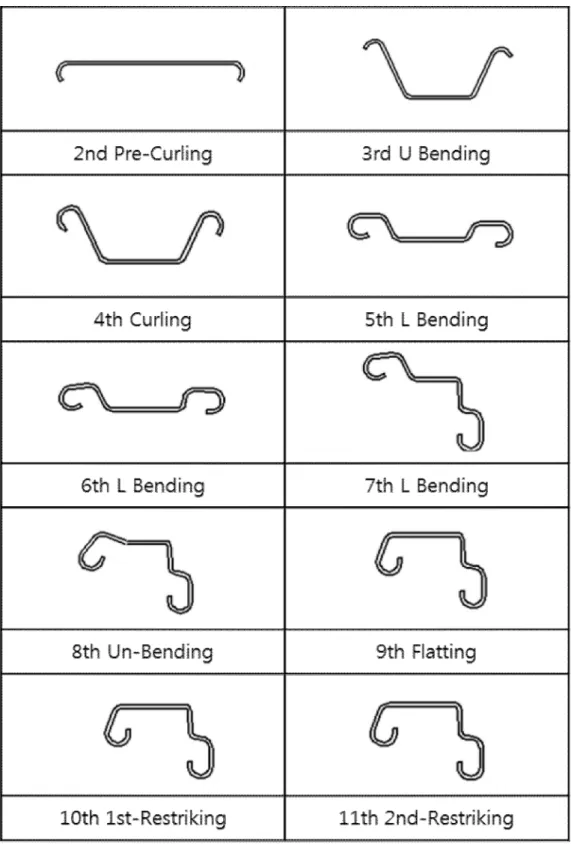
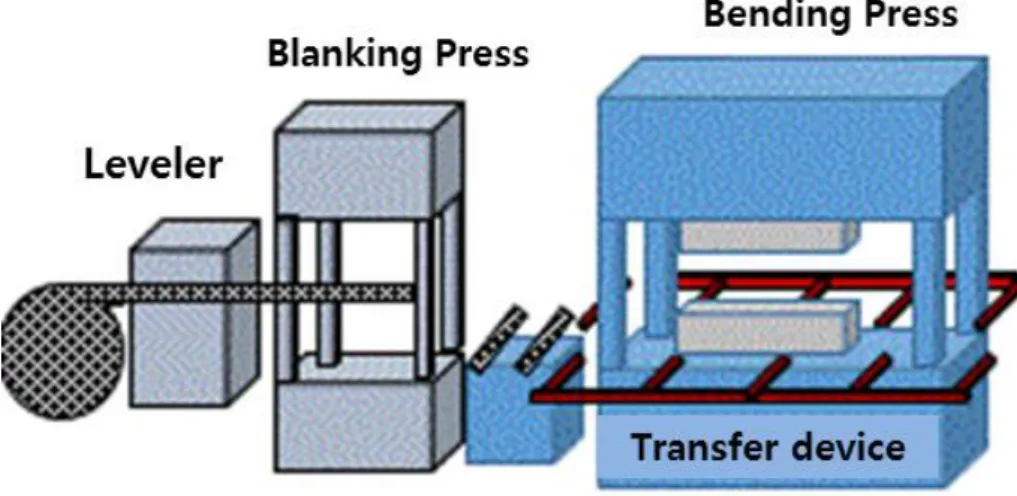
자동화 금형의 종류는 장기 생산성과 수익성에 따라 전동식으로 결정하였으며, 프레스의 개략도는 Fig. 9와 같다. 3단계의 경우 L-bend가 U-bend로 변형되었다. 대칭적인 디자인을 만들기 위해 벤딩하였고, 8단계와 9단계를 거쳐 원설계를 수행하였다. 따라서 Fig. 10(b)와 같이 단면별 스프링의 길이방향을 비교하여 처짐량을 확인하였다. b) 편향량을 평가하기 위한 하부 레일의 단면 그림.
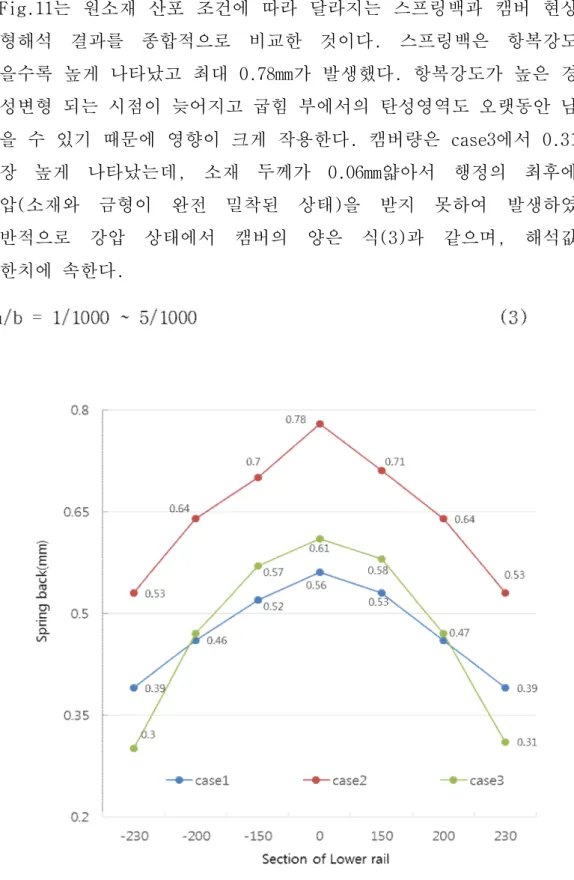
무화과. 도 11은 원료 유통조건에 따라 달라지는 리바운드 및 캠버 현상에 대한 주조해석 결과를 종합적으로 비교한 것이다. 일반적으로 감압조건에서의 캠버량은 식 (3)과 같으며, 해석값은 상한에 속한다. 분석결과 이 부분은 리바운드가 가장 많이 일어나는 부분이며, 2단 벤딩이기 때문에 캐스팅 공정상 어려운 부분이다.
도 10의 7공정은 제품의 구조상 비대칭적인 성형이 불가피하므로 사전에 주조방법에 대한 검토가 필요하다. 대칭형 형성을 촉진하기 위해 3단 L-벤드를 U-벤드로 전환하여 레이아웃을 구상하였고, 8단 UN-벤드와 9단 스퀘어를 추가하여 형태를 복원하였다. 분석과 실험을 통해 산설과정을 검증하였으며, Fig. 도 17은 지층해석 및 실험과정을 나타내며, 분석 및 실험은 다음과 같은 과정으로 진행하였다.
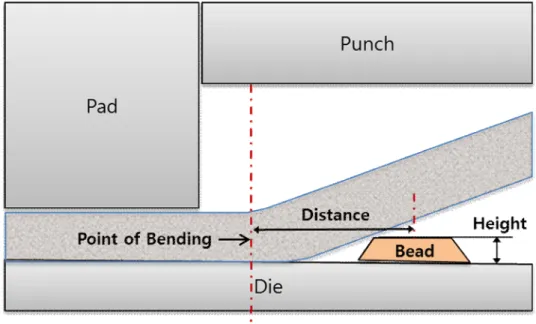
그림과 같이 도 18(a)에 도시된 바와 같이 커버에 비드를 설치하였고, 비드의 높이와 위치에 다양한 인자를 주어 최적의 조건을 구하였다. 분석은 PAM-STAMP 2G 프로그램을 이용하여 수행하였고, Fig. 분석 결과를 18(b)에 나타내었다. 해석결과를 바탕으로 비드의 높이가 0.3mm일 때 굽힘점으로부터의 거리에 따른 윤곽 변화를 확인하기 위해 간단한 금형을 제작하고 그림 3과 같이 실험을 진행하였다.
정확한 주조를 위해 금형의 평탄도를 0.01mm 수준으로 가공하였으며, 보편적으로 사용되는 STD11 소재를 사용하였습니다. 펀치와 다이에 인성을 부여하기 위한 담금질. 공정 검증을 위해 양산금형으로 제작된 하부레일의 치수정밀도를 측정하였다.
스케일 평가 후 비접촉식 3차원 측정기로 정밀한 측정을 진행하였습니다. 3차원 측정장비로는 OGP SmartScope ZIP 300 모델을 사용하였고, 50개의 샘플을 대상으로 성능평가를 실시하였다.
본 연구에서는 인장강도 980 MPa의 첨단 고강도 강판을 이용한 자동차 시트의 비대칭 언더레일 주조 공정을 개발하였다. 분석과 실험을 통해 반동 예측과 주요 공정 개선을 통해 최적의 공정 조건을 제시하였습니다. 실험과 주조해석 결과를 비교하여 최적화된 공정조건을 도출하였다.
위의 모든 사항을 충족함으로써 본 연구에서는 초고장력강용 비대칭 바닥 레일 제조 공정의 효율성을 입증했습니다.

- Lower Rail 치수정밀도 평가
- 작동력 평가
- 유격 평가
- 강도 평가
결 론
The following conclusions were drawn from the following research. Kwon, "Process Design of Automotive Seat Rail Parts Using Ultra-High Strength, DP980 Steel", Journal of the Korean Society of Manufacturing Process Engineers, Vol.17, No.2, pp. Lee, D.C.Ko, B.H.Kim "A Study on the Forming of Car Front End Part with Ultra High Strength Steel of DP980", Transactions of Materials Processing Vol.18 No.1, pp.39 – 44.
14] J.H.Kwak "Evaluation of Springback and Forming Properties of Ultra High Strength Steels Subjected to Blank Holding Force Control", M.Sc. 15] J.S.Lee “Moldability and fracture behavior of 98OMPa hot rolled steels composed of low temperature transformation microstructure”, M.Sc. 16] S.K.Park “Effect of Anisotropy on Springback Prediction in Forming of High Strength Steel Sheet”, M.Sc.
A Study on the Forming Process of Asymmetric Seat Rail from 980 MPa Ultra High Strength Steel. Since the seat accounts for 3 to 5% of the vehicle's weight, research has been continuously conducted to develop lightweight sheet metal components using ultra-high strength steel. Among them, the seat rail is the most actively studied part of the UHSS application.
Therefore, in this study, we developed an efficient process by anticipating the problems that occur in 980Mpa asymmetric development of bottom rails using cold press molding technology.