17 Bead appearance and cross-section of weld with different defocused distances in SS400 by hybrid welding··· 76 Fig. 20 Photographs of bead appearance and cross-section with flow rate of shield gas in SS400 by hybrid welding··· 79 Fig.

연구 배경
아크 용접과 레이저를 결합한 하이브리드 레이저 아크 용접이 제안되었으며, 이는 용가재 사용을 통해 우수한 Gap Bridging 능력을 가지며 출력 대비 저렴한 비용을 갖는다(4, 5). 그러나 하이브리드 용접에는 여러 가지 장점 외에도 해결해야 할 문제도 있습니다.
MIG 용접의 원리
이에 비해 MIG 용접의 경우 역극성이 주로 사용된다. 그러므로 부피 전달은 궁극적으로 용접 전류에 따라 달라집니다.
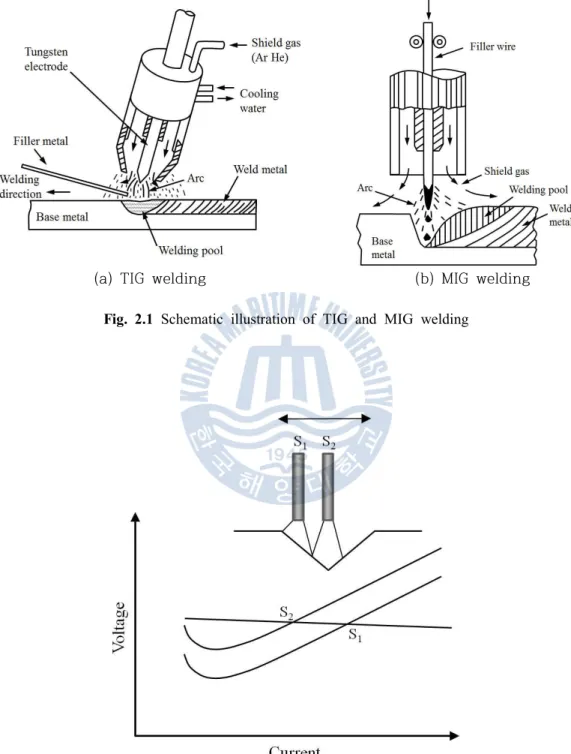
MIG 아크열원의 용접모드 특성
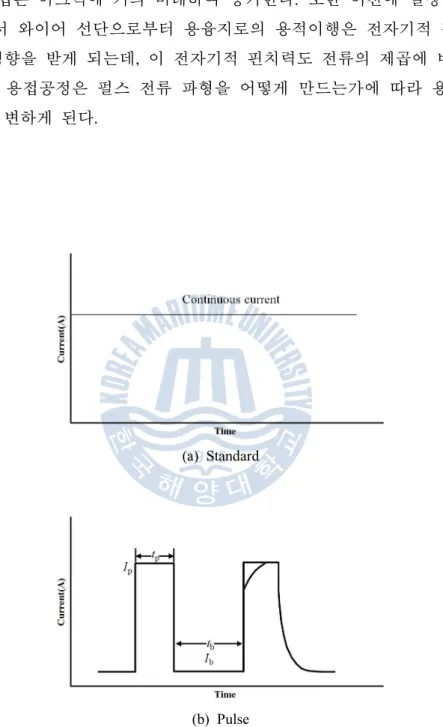
아크 용접에서 아크 힘은 전류와 전압의 제곱의 곱에 비례하며, 용접부의 관통력은 아크 힘에 거의 비례하여 증가합니다. 따라서 아크 용접 공정 중 용접 현상은 펄스 전류 파형이 어떻게 생성되는지에 따라 크게 달라집니다.
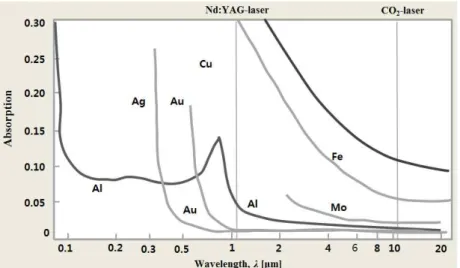
레이저 열원의 특성
레이저 열원에 의한 용접 메카니즘
이러한 레이저로 용접할 때 발생하는 한 가지 문제는 레이저 유도 플라즈마의 형성입니다. 이러한 플라즈마를 방치하면 조사된 레이저의 일부가 플라즈마에 의해 흡수 및 산란되어 용융된 영역에 가해지는 에너지의 양이 줄어들어 재료의 용융 및 키홀 형성을 방지할 수 있습니다.
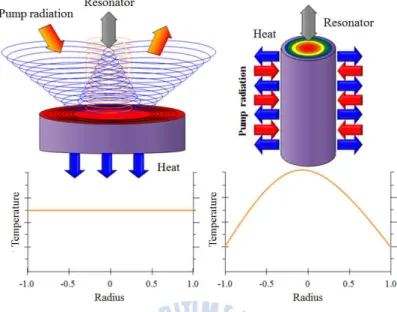
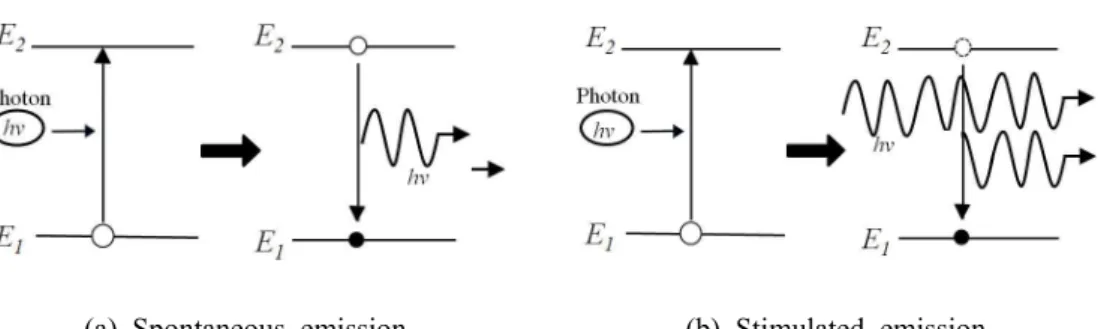
레이저의 기본 발진원리 및 디스크 레이저 특성
입사된 다이오드 레이저는 전면 포물면 거울에서 반사되어 디스크에 방사되며, 디스크 표면에서 재반사가 발생합니다. 디스크 모양의 레이저 매체는 포물면 거울의 중심점에 위치합니다.
레이저-아크 하이브리드 용접의 구성 및 특성
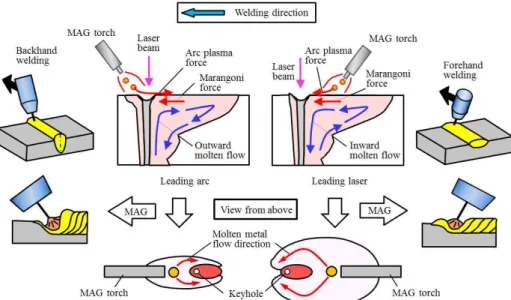
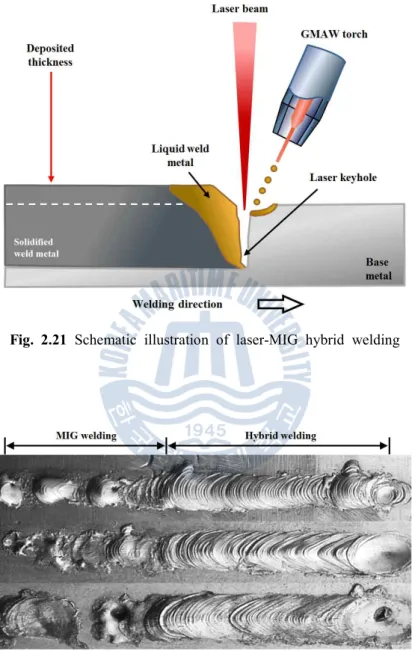
레이저-아크 하이브리드 용접의 구성과 원리
하이브리드 용접 중에 전기 아크와 고에너지 밀도 레이저 빔이 상호 작용하는 동안 잠금 장치 내부의 전자 밀도가 증가하여 열전자 방출이 매우 쉬워집니다. 이러한 원리로 인해 레이저-아크 하이브리드 용접은 고속에서도 안정적인 아크 용접이 가능하며 건강한 용접을 형성합니다.
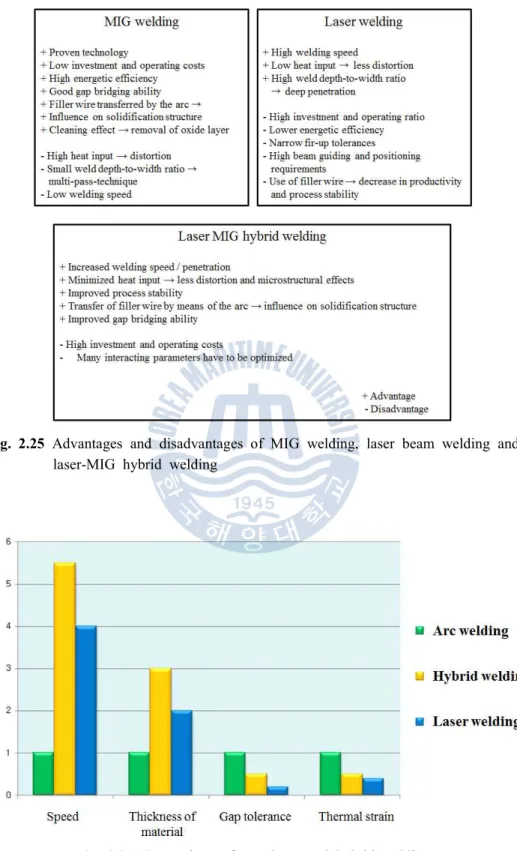
레이저-아크 하이브리드 용접의 특성
또한, 레이저 용접은 국부 가열로 인해 용접부의 열이 모재에 즉시 전달되어 용접부가 급속히 냉각되어 경도가 높아지기 때문에 취성이 증가하는 단점이 있다(43,44). 열변형량은 아크 용접 시 더 컸으며, 하이브리드 용접 시에는 레이저에 의한 아크 직경 수축과 빠른 용접 속도로 인해 레이저 용접과 약간 더 크거나 비슷한 값을 보였다.
레이저-아크 하이브리드 용접의 매개변수
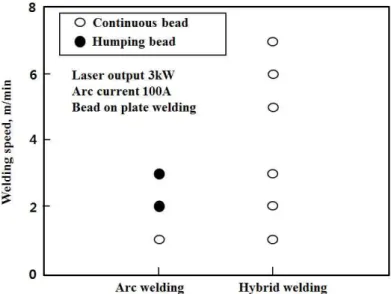
출력밀도가 일정한 레이저빔의 경우 용접속도에 따라 침투깊이가 결정되기 때문에 하이브리드 용접에서는 용접속도가 중요한 변수 중 하나이다. 이를 통해 하이브리드 용접 시 과도한 아크 전류를 사용하게 되면 레이저빔의 손실률이 증가하고 침투 깊이에 부정적인 영향을 미치게 된다.
실험방법
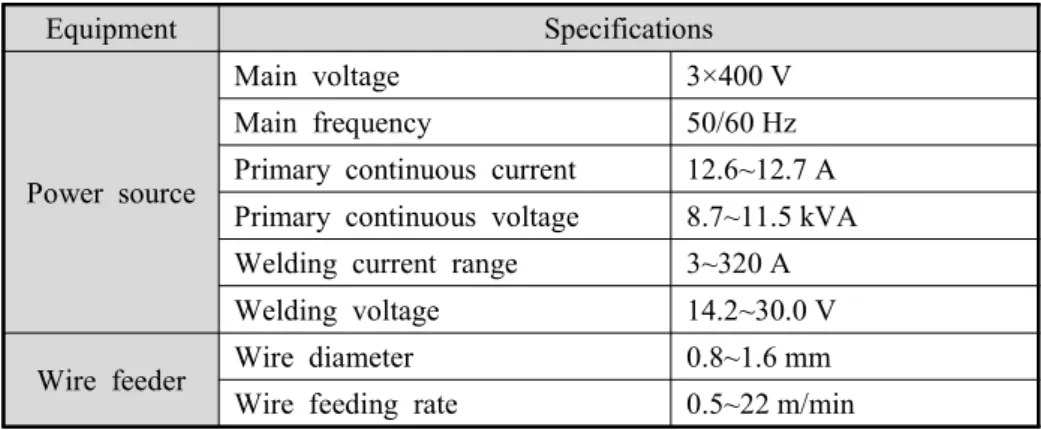
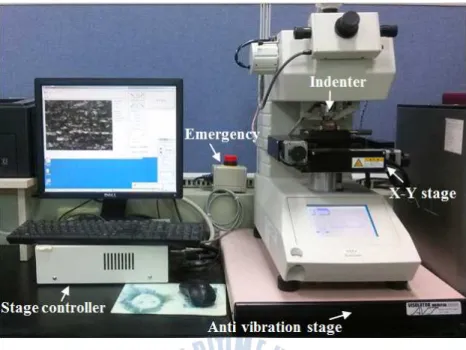
실험장치
실험에 사용된 금형은 하이브리드 용접 시 움직임과 큰 입열로 인한 시편의 열변형을 방지하기 위해 사용되었다. 용접시 발생하는 연기 및 스패터를 에어커튼을 이용하여 제거하여 광학계의 오염을 방지하였습니다.
실험 및 분석방법
- 실험방법
- 분석방법
모재의 조직, 용접부, 열영향부 및 용접부에 존재할 수 있는 결함을 조사하기 위해 광학현미경을 이용하여 미세조직 관찰을 실시하였다. 일반적으로 용접부는 용융 및 응고 과정을 거치기 때문에 모재와는 다른 기계적 특성을 갖습니다.
아크 용접시의 용입 특성
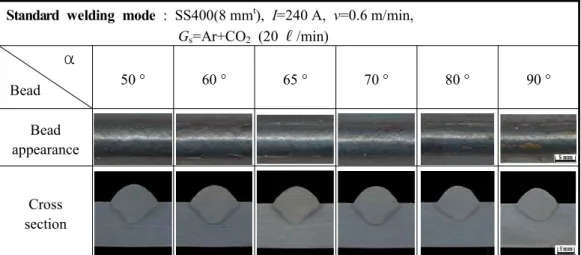
- 용접모드에 따른 토치각도의 영향
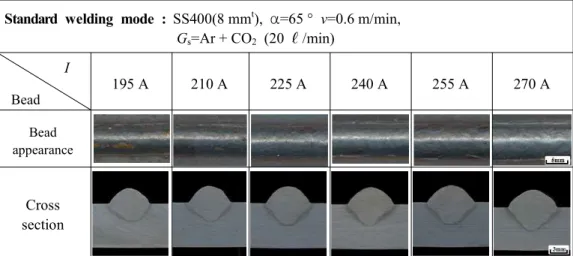
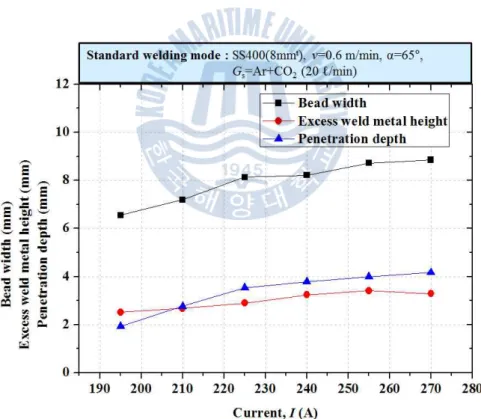
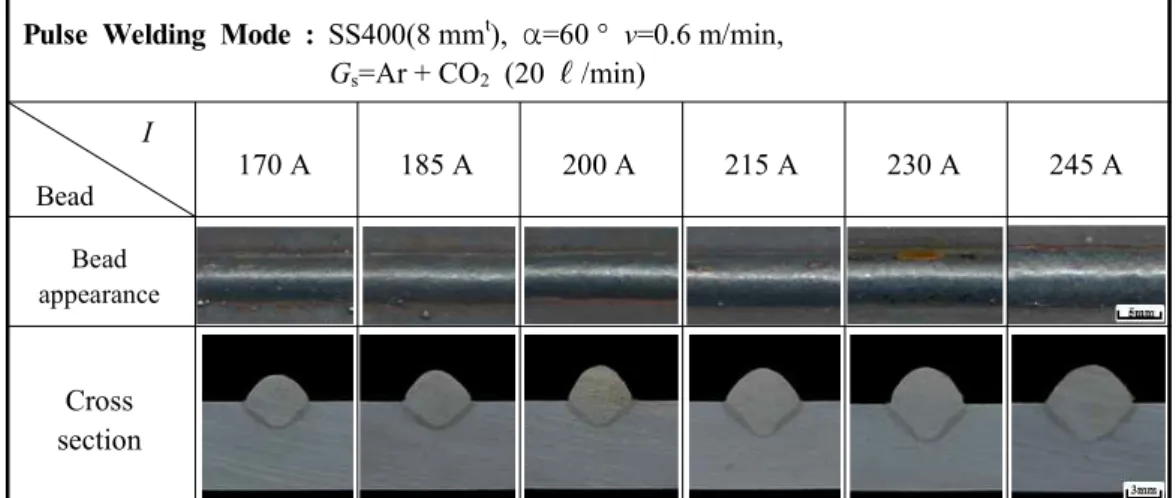
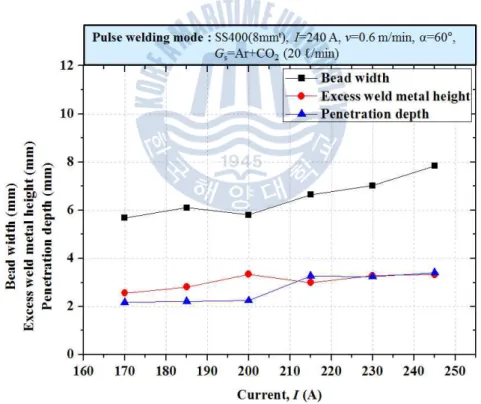
- 용접모드에 따른 용접전류의 영향
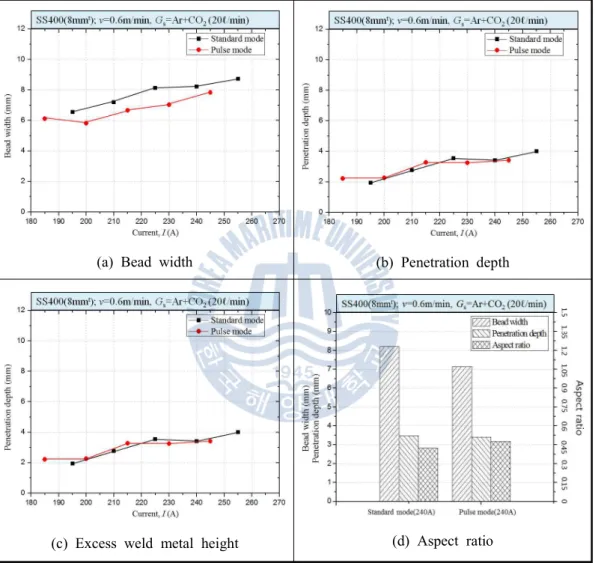
- 스탠다드 및 펄스 용접모드 비교
- 실드가스 종류에 따른 영향
표준용접조건의 경우 모든 전류범위에서 용입깊이가 깊으나 비드폭이 넓고 입열량이 많아 응력이 증가하여 시편의 변형이 발생하였다. 침투깊이는 표준모드와 펄스모드에서 큰 차이 없이 유사한 값을 나타냈으며, 오버레이 높이는 230A보다 낮을 때 펄스모드에서 더 높았으나 그 이상에서는 비슷한 값을 보였다.
레이저 용접시의 용입 특성
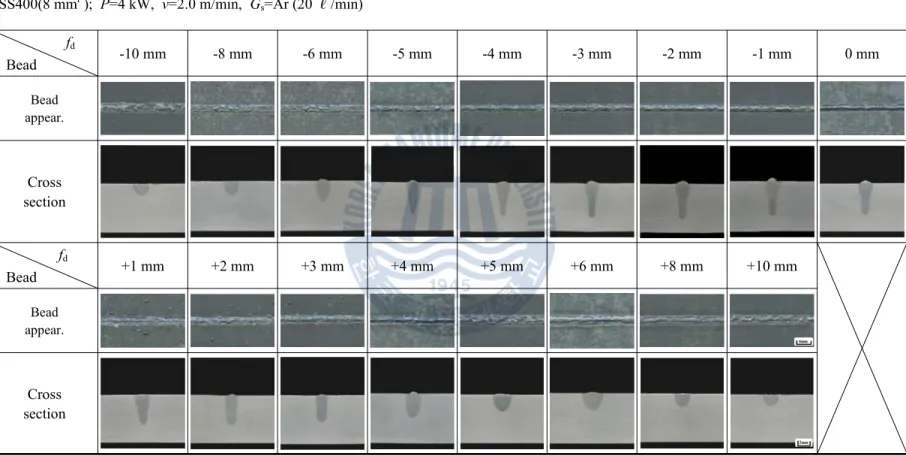
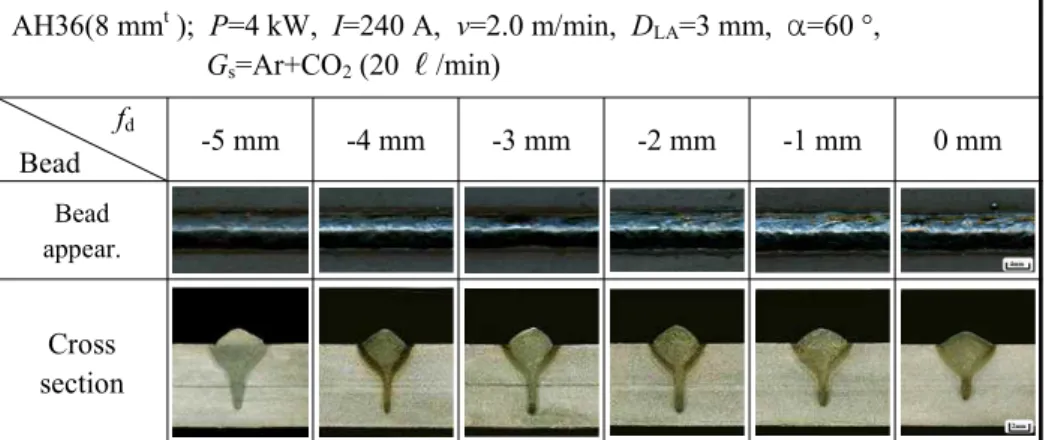
- 비초점 거리의 영향
- 레이저 출력 및 속도 변화
따라서 본 실험에서는 하이브리드 용접의 적용을 목적으로 레이저 용접시 출력과 속도의 변화에 따른 용입현상과 용입용접이 일어나는 조건을 이해하기 위해 비드용접을 수행하였다. 5kW 출력에서는 1m/min의 속도로 용입용접을 하였으며, 6kW 출력에서는 1~1.5m/min의 속도로 용입용접을 하였으며, 그 이상의 속도에서는 속도가 증가하면 단위 시간당 입력이 증가합니다. 열량이 감소했기 때문에 침투 깊이도 비례적으로 감소했습니다.
레이저 - 아크 하이브리드 용접시의 용입 특성
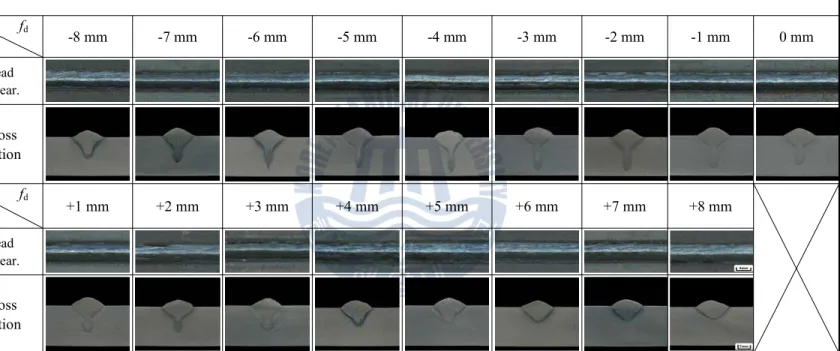
- 비초점 거리의 영향
- 실드가스의 영향
- 공정변수에 따른 비드용접특성
- 맞대기 용접특성
이 스패터 발생으로 인해 아크가 불안정해지고 비드가 불균일하게 형성되는 것으로 생각됩니다. 이러한 벌지 비드가 형성되는 조건입니다.
강종 및 두께 변화에 따른 레이저 - 아크 하이브리드 용접특성
- 비초점 거리에 따른 용입 특성
- 공정변수에 따른 비드용접특성
- 맞대기 용접특성
다른 조건에 비해 언더컷 면적이 상대적으로 작고 균일한 백 비드가 형성되어 있다. 또한, 입열량이 많아 용탕과 모재 사이의 젖음성이 향상되어 비드 양면에서 융착이 일어나지 않았다.
용접부의 기계적 성질 및 조직적 특성
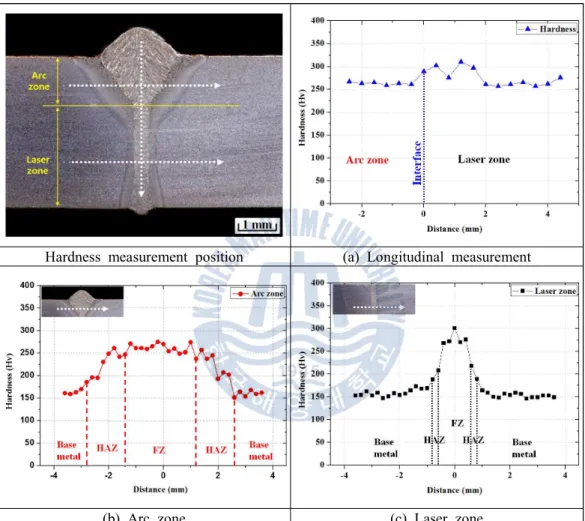
- 용접부의 경도분포
- 용접부의 미세조직
- 용접부의 인장특성
아크 영역의 거친 HAZ를 살펴보면 페라이트, 베이나이트 및 소량의 마르텐사이트로 구성되어 있음을 알 수 있습니다. 또한 레이저 영역의 열영향부는 이러한 오스테나이트 안정화 원소의 작용으로 거친 HAZ에서 저온 상분율이 증가하여 아크 영역과 유사한 최대 경도값을 갖는 것으로 생각된다.
결 론
Dilthey U and Reich F, "Applications of the laser-GMA hybrid welding process in steel and aluminum vehicle construction", Proc. Square-Groove Butt joint of 10kW Class Fiber Lase-MAG Arc Hybrid Welding”, Journal of The Japan Welding Society, Vol.