Finally, this document also includes recommendations that will help further improvements within Mr. All recommendations are interconnected with the 5S approach and waste elimination initiatives discussed in this document as additional improvement methods.
Introduction and Background
Background
Introduction
Current Process Analysis
According to the action manual written by J. Hiba and first published in 1998, improving working conditions and productivity in the garment industry; which is based on manual labor production, time and energy is lost every time an employee handles or moves a product, meaning that unnecessary material handling or movement is a waste of time and energy and essentially adds to the cost of production. Handling activities are closely related to the number of tasks in production and any material handling or movement not closely related to these activities must be identified and eliminated.
Problem Investigation
Need Requirement
Problem Statement
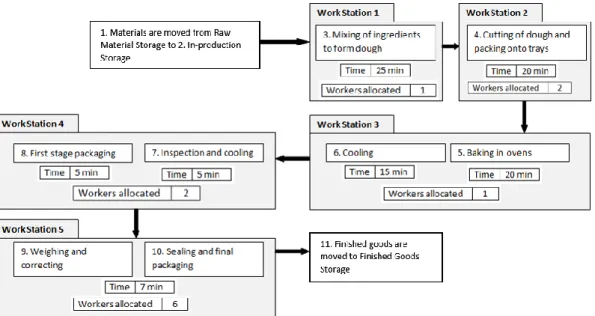
Build-up of work in progress also occurred due to an inconsistent number of lots moving through the production process as they tend to accumulate through the process, again mainly due to the current structuring of workstations.
Project Rationale
Project Approach, Scope and Deliverables
Scope
Approach
Deliverables
Literature Review
- Facility Layout
- Types of Facility Layouts
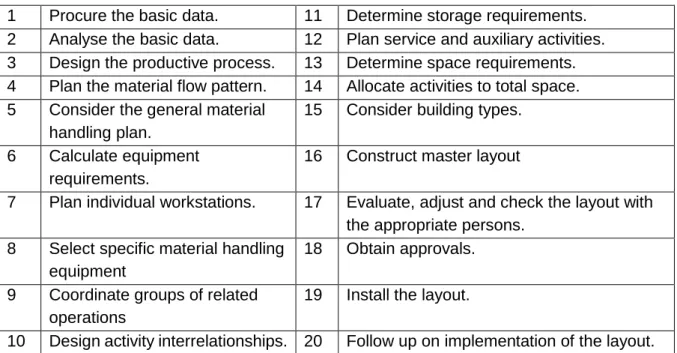
- Approach to Planning a Facility Layout
- Facility Planning Methods
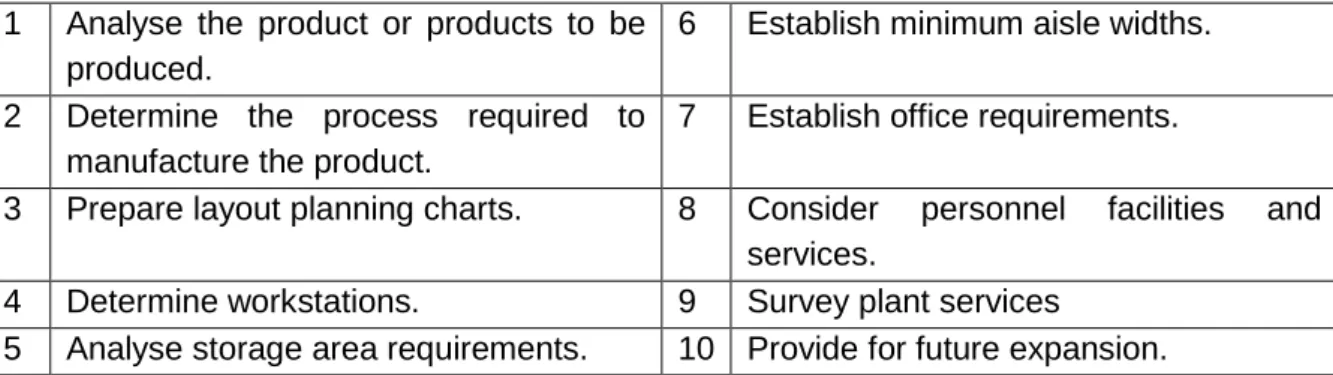
- Apple’s Plant Layout Procedure
- Reed’s Plant Layout Procedure
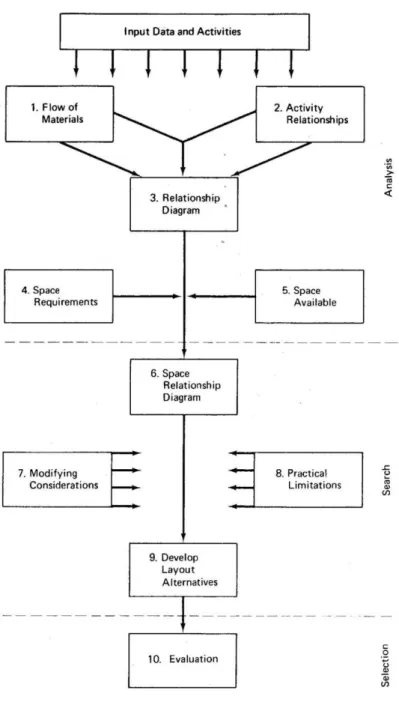
- Muther’s Systematic Layout Planning (SLP) Procedure
- The Use of Muther’s Systematic Layout Planning in Previous Projects
- Facility Layout Planning using Design Algorithms
- The Pairwise Exchange Method
- The Craft Method
- The Graph-Based Method
- The Blocplan Method
- Mixed Integer Programming
- A Kanban System as an Industrial Engineering Supporting Tool
New requirements or changes within the facility must be taken into account and the facility plan adjusted accordingly. The goal of this method is usually based on the distance traveled within the facility and aims to reduce or minimize these distances.
Development of Supplementary Industrial Engineering Methods
Thus, factory workers and other employees must be trained to be aware of what to do and how to use the designated spaces to support the facility to be upgraded. There are seven key wastes of lean manufacturing that affect any work environment that must be identified and eliminated. A value-added activity refers to any task or process that changes the nature of the product, in other words its form or characteristics.
The purpose of the principle of seven wastes is therefore to eliminate these non-valuable activities that do not contribute to the formation of the final product. These two counterproductive activities can be eliminated through the design and implementation of improved facility structure, due to a more structured and standardized environment. A Mini Business refers to a daily meeting between employees who usually work together, to create a production plan for the day based on demand and to discuss the goals to be achieved each day.
The alternative layouts should incorporate these two keys for both implementations to be successful and contribute to a significant improvement of the facility.
Data Analysis
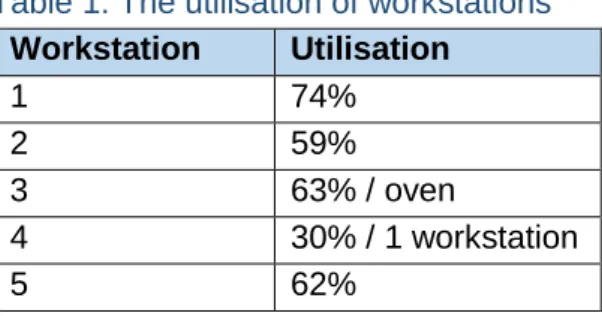
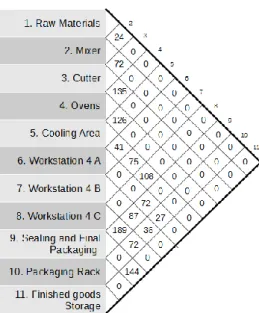
Quantitative Measurement of Flow
A from-to chart visually represents movements that can easily be used to make decisions about department or workstation placements, improving workflow. In order to make it easier to interpret the amount of movement, trips below 50 are marked with green, trips between 50 and 100 with yellow and an excessive number of trips above 100 with red. Note that travel between the packing stand and sealing and final packaging is marked as zero, as these movements are considered internal workstation movements.
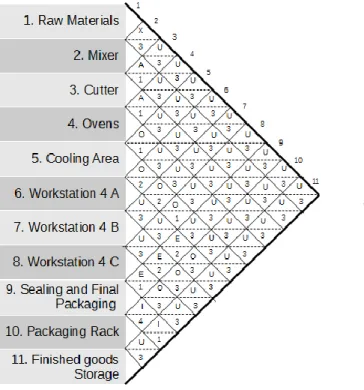
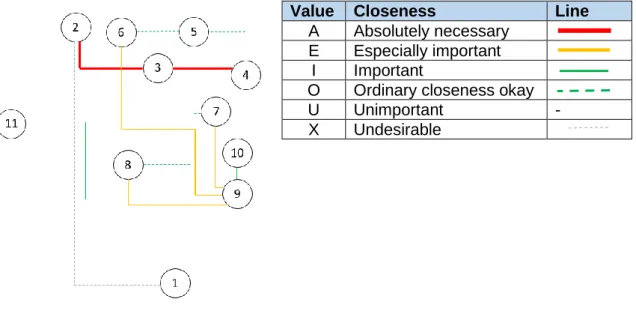
Qualitative Measurement of Flow
Conclusion
Layout Design Development
- Activity Relationships
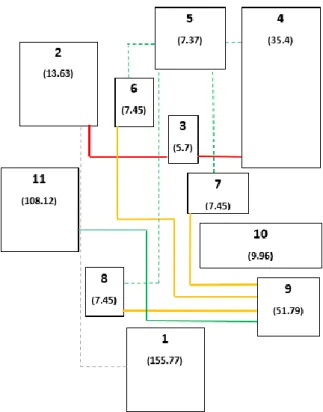
- Space Requirements
- Facility Layout Constraints
- Important Flow Considerations
- Other Considerations
- Description of Layout Alternatives
- Layout One
- Layout Two
- Layout Three
- Layout Four
The activity equipment space allocation includes only the equipment used in the production of various cookies. This includes both the design and the total available area of the factory space. So they decided to eliminate one of the six individual racks and thus create space for possible better movement within the building.
Currently they also do not have a fixed waiting position before baking, so a space will have to be made available for them in each of the alternative layout designs. The next part of the document briefly describes each alternative layout designed as a solution to the Mr. Biscuit facility after which it will be discussed in detail during evaluation. This was done to move the workstation four tables from the center of the facility floor and create a larger area in which to move back trolleys around.
The cold room remains in its original location as in the current layout of the facility to provide maneuvering space for box trucks, as workstation four now occupies part of that space.

Evaluation of Alternative Layouts
- Application of the Graph-Based Method as Evaluation Criteria
- Layout One
- Physical Evaluation
- Flow Evaluation
- Graph Evaluation
- Layout Two
- Physical Evaluation
- Flow Evaluation
- Graph Evaluation
- Layout Three
- Physical Evaluation
- Flow Evaluation
- Graph Evaluation
- Layout Four
- Physical Evaluation
- Flow Evaluation
- Graph Evaluation
- Solution Selection: Layout Alternative Four
One of the significant changes in the design of layout one, and also within the other layouts, was the grouping of all the tables that make up workstation four. This may be due to another possible problem arising from this layout due to the location of the third part of workstation five. 16 on the next page shows the long flow paths of the trolley operator as well as the shortened flow path of the crates between workstations four and five.
Because workplace four is almost in the middle of the facility floor again, the cooling room has been moved to its original location to create space for the movements of the box truck. The location of workstation four also forms a linear flow of work-in-progress, as it is one of the middle operations in the manufacturing process. Finally, the cooling room is again positioned diagonally between the ovens and workstation four, shortening the path in this part of the process.
The total area used for the production flow has been reduced due to the specific position of the workstations.
Solution Validation
Layout four's face-adjacent graph and arc weight score of 986 clearly show it has a path reduction advantage over all other alternatives. This made it clear that format four represents the most improved format of all alternative formats. Another way to validate that layout four's design is an improvement over the current facility layout is to evaluate the current facility layout through the graph-based method used as criteria to evaluate the alternative layout options.
The current layout of the facility scored an arc weight score of only 758, making it the lowest scoring layout among all the layout alternatives, especially when compared to layout four's score of 986. This means that any of the layout alternatives would have been an improvement on it current layout, but according to the graph-based method, layout four would result in the best improvement. It should be noted that if this layout four is accepted as a solution by Mr.
During the design of the layout plan, four sufficient spaces were provided for the activities of these workers.
Proposed Implementation
The design of layout alternative four has been shown to be an improvement over the current plant layout in terms of structuring of workstations, the flow of material paths and the potential reduction of resulting waste. 9 Unplug properly and move all the dust furnaces into the finished goods storage area, where space had to be provided for them earlier. 10 The packaging rack next to workstation five should be the first item to be moved to its new position so that it does not cause any disturbance while other.
One of the six individual racks that make up this storage area will also be removed from the facility during this move. This means that the six employees who help implement the new classification must receive an overtime rate of 1.5 times the normal salary for the overtime worked. It should also be made clear how to use the new fixed allocated areas for crates and carts to maintain a clean and tidy facility.
Thus, some production time will have to be spent explaining and presenting the new system to all Mr.
Recommendations
After all the physical work involved in the implementation has been completed, the new flow system must be implemented with the facility workers. The means by which a Kanban system is recommended for this project is in relation to the movement of crates in the factory. Currently empty crates are taken from a stack of crates in the factory and then used at workstation four to fill them with bags of semi-packed cookies, which are then sent to workstation five.
During this process, employees of workstation four waste their time searching for the product-specific packaging bags on the packaging racks, sometimes not being sure which one to take, because they do not always know what type of biscuits are waiting for them next. One way to eliminate this wasted time is through the use of a Production Kanban, a physical visual map that will tell workstation four what packaging material to use next. The packaging bags then act as the kanban itself, eliminating the need for an operator from workstation four to search for the packaging, at least after picking up the empty crates from workstation five.
By doing so, workers do not have to waste time asking every other worker during production what happens next, and also how a worker at workstation five will know which packaging bags to put in the boxes for workstation four.
Conclusion
As mentioned in the development of complementary improvement methods, Mini Business is a daily meeting in the morning between employees who usually work together to determine the production plan for the day based on demand and discuss the goals to be achieved. achieved every day. At this meeting, a schedule of what needs to be done for the day will be drawn up. Facility planning is an advanced industrial engineering tool used to improve any facility.
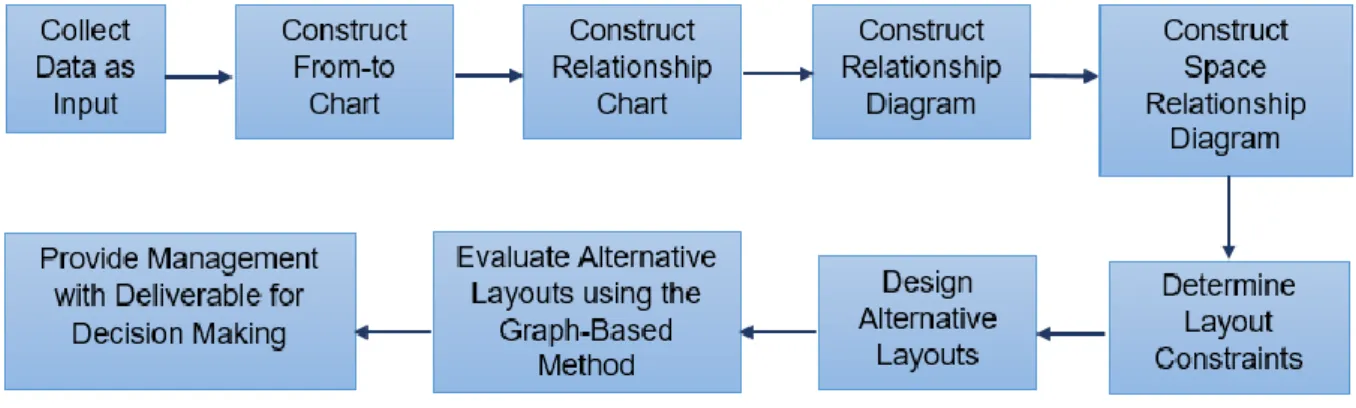
From the literature review done in this paper, Muther's Systematic Layout Planning (SLP) approach along with the Graph-Based Method has been chosen to be applied in this project to determine the necessary requirements for the layouts to be designed and its evaluation. to formulate. At the end of the evaluation process, layout four was identified as the most appropriate solution to the problem, even though all alternatives showed different measures for improvement. A suggested implementation process is also provided as a means to implement the newly chosen facility layout as easily and in the shortest possible time.
Layout alternative four will be presented to management with all its improvement aspects in the hope that they will decide to accept and implement this improved layout in their facility with the aim of obtaining a more productive and capable production system in the future.