View of Aplikasi Six Sigma dan Full Factorial Pada Proses Curing di PT X
Teks penuh
Gambar
Dokumen terkait
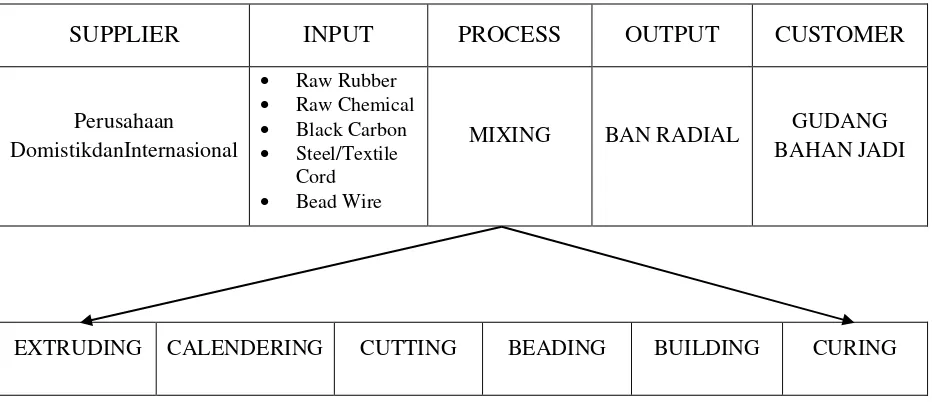
terbesar berada pada proses terakhir yaitu proses pembakaran (1230) sebesar 26,06%. Jenis cacat yang ada pada proses pembakaran 1230 pada metode dust press.
Berdasarkan uraian di atas, maka penelitian ini perlu dilakukan untuk menganalisa upaya pengendalian kualitas yang diterapkan oleh PT.X, mengetahui jenis cacat apa saja
Pada analisis FMEA, terdapat 11 penyebab yang mengakibatkan terjadinya cacat pada proses produksi yaitu kain terlalu tipis, kain yang sudah berlubang dari supplier,
Dengan menggunakan metode FMEA maka dapat diperoleh dan dipilih 3 faktor penyebab cacat yang memiliki nilai RPN terbesar dari setiap cacat dominan, sehingga dapat
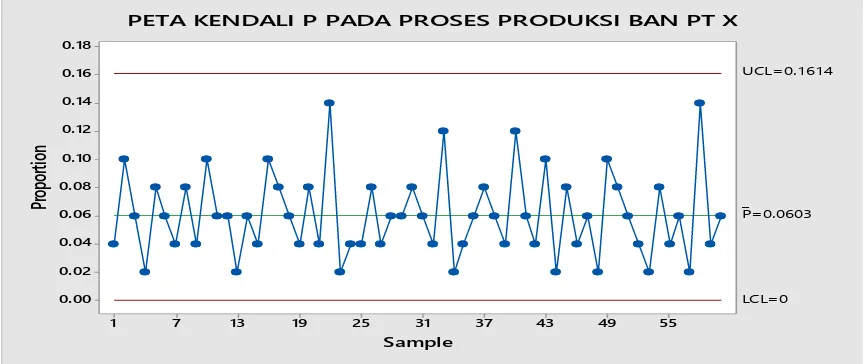
Suatu proses dikatakan terkendali secara statistik (in control) jika titik-titik pengamatan berada di dalam batas kendali dan memiliki pola yang acak. Peta kendali terdiri
Fungsi proses Jenis Cacat Efek yang ditimbulkan S Penyebab kegagalan O Kontrol yang dilakukan D Tindakan yang dilakukan RPN Winding Gulungan Tidak Rapih
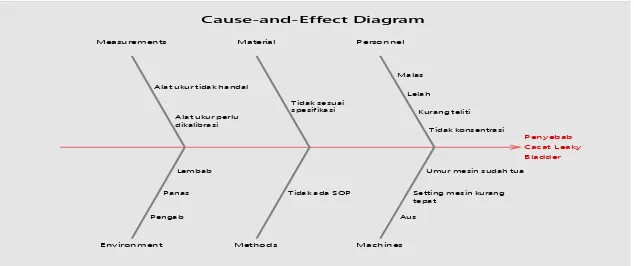
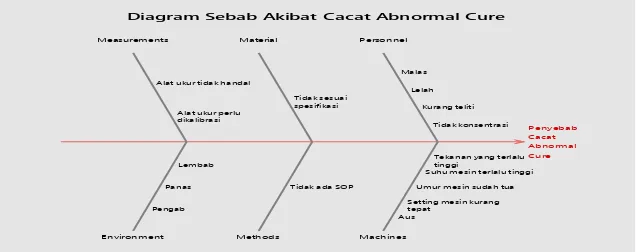
Faktor peinyeibab cacat produik manholei coveir and framei beirdasarkan diagram fishbonei adalah faktor manuisia peikeirja yang keihilangan fokuis saat beikeirja kareina suihui ruiangan
Usulan perbaikan untuk mengurangi tingkat produk cacat dan meningkatkan level sigma secara bertahap dengan solusi diadakannya pelatihan dan pengawasan kepada pekerja, menjadwalkan
