No. Dok.: FM-GKM-TI-TS-01-06A; Tgl. Efektif : 1 Februari 2012 Rev.: 0; Halaman : 1 dari 1 ANALISIS PENENTUAN LEVEL FAKTOR UNTUK MEMINIMISASI JUMLAH KECACATAN PRODUK CRUMB RUBBER SIR 20 DENGAN
MENGGUNAKAN METODE RESPONSE SURFACE PADA PT. HADI BARU
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh ADE IRSYAD 0 8 0 4 0 3 2 1 8
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
2012
KATA PENGANTAR
Puji syukur penulis panjatkan pada Allah SWT, karena atas Rahmat dan Karunia-Nya, penulis dapat menyelesaikan Tugas Sarjana ini dengan baik dan tepat waktu.
Tugas Sarjana berjudul “Analisis Penentuan Level Faktor untuk Meminimisasi Jumlah Kecacatan Produk Crumb Rubber SIR 20 dengan Menggunakan Metode Response Surface pada PT. Hadi Baru” ini merupakan sarana bagi penulis untuk melakukan studi terhadap salah satu permasalahan nyata dalam perusahaan sehingga dapat memberi masukan pada perusahaan.
Penulis menyadari dalam penulisan Tugas Sarjana ini belum sepenuhnya sempurna dan masih ada kekurangan. Oleh karena itu, kritik dan saran yang membangun dari pembaca sangat diharapkan untuk menyempurnakan Tugas Sarjana ini. Akhir kata, penulis berharap agar Tugas Sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
Medan, Oktober 2012
UCAPAN TERIMAKASIH
Dalam penulisan Tugas Sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Kedua orang tua penulis (Nazaruddin dan Suprapti), Bude Wati serta saudara-saudara penulis (Razak, Puan dan Manda) yang telah mendukung penulis dalam materi, doa dan semangat. Semoga harapan dan cita-cita kita semua terwujud dengan doa, kerja keras dan kerjasama.
2. Bapak Ir. A. Jabbar M. Rambe, M.Eng dan Ibu Ir. Anizar, M.Kes selaku Dosen Pembimbing dalam Pelaksanaan Tugas Sarjana yang telah memberikan banyak pengarahan kepada penulis dalam pelaksanaan Tugas Sarjana ini.
3. Bapak Ir. Ukurta Tarigan, MT dan Bapak Ikhsan Siregar, ST, M.Eng selaku Dosen Pembanding dalam Pelaksanaan Tugas Sarjana yang telah memberikan banyak pengarahan kepada penulis dalam pelaksanaan Tugas Sarjana ini.
4. Ibu Ir. Rosnani Ginting, MT dan Bapak Ir. Mangara M. Tambunan, M.Sc selaku Koordinator Tugas Akhir Departemen Teknik Industri USU.
5. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara.
6. Bapak Sofjan Ismail selaku Direktur Pabrik, Bapak Ishak dan Bapak Ikhsan selaku Pembimbing Lapangan dan semua pihak PT. Hadi Baru yang telah bersedia mengizinkan penulis untuk melakukan penelitian dan membantu penulis untuk memperoleh informasi yang dibutuhkan.
7. Fieley Khorman yang selalu menjadi motivator dengan memberikan do’a, semangat dan perhatian yang luar biasa kepada penulis.
8. Keluarga Losot (Rija, Behek, Marlae, Margret), Kurtak, Benect, Cardo, Adel, Yana, Arma dan seluruh rekan-rekan ex D-IV ’05 (Ayo kita buktikan kawan!!! Kita pasti bisa!!! Merdeka!!!).
9. Belu, Dompu dan Vixi, yang selalu menemani penulis dalam susah dan senang kehidupan penulis.
DAFTAR ISI
BAB HALAMAN
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... iii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iv
KATA PENGANTAR ... v
UCAPAN TERIMA KASIH ... vi
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvi
ABSTRAK ... xvii
I. PENDAHULUAN ... I-1 1.1. Latar Belakang Masalah ... I-1 1.2. Rumusan Masalah ... I-3 1.3. Tujuan Penelitian ... I-4 1.4. Batasan dan Asumsi Penelitian ... I-4 1.5. Manfaat Penelitian ... I-5 1.6. Sistematika Penulisan Tugas Sarjana ... I-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN II. GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-2 2.3. Organisasi dan Manajemen ... II-3 2.3.1. Struktur Organisasi ... II-3 2.3.2. Uraian Tugas dan Tanggung Jawab ... II-4 2.3.3. Tenaga Kerja dan Kerja Perusahaan ... II-11 2.4. Proses Produksi ... II-13 2.4.1. Spesifikasi Produk ... II-13 2.4.2. Bahan Baku, Bahan Tambahan dan Bahan Penolong ... II-14 2.4.2.1. Bahan Baku ... II-15 2.4.2.2. Bahan Tambahan ... II-16 2.4.2.3. Bahan Penolong ... II-17 2.4.3. Uraian Proses Produksi ... II-18 2.4.4. Mesin dan Peralatan ... II-22 2.4.4.1. Mesin Produksi ... II-22 2.4.4.2. Peralatan (Equipment) ... II-23
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 3.2. Stratifikasi ... III-1 3.3. Pareto Diagram ... III-2 3.4. Fish Bone (Cause and Effect Diagram) ... III-3 3.5. Response Surface Methodology ... III-5 3.6. Model Orde Pertama ... III-8 3.7. Metode Steepest Descent... III-12 3.8. Model Orde Kedua ... III-14 3.9. Central Composite Design ... III-16 3.10. Teori Mengenai Desain Eksperimen ... III-21 3.10.1. Tujuan Desain Eksperimen ... III-23 3.10.2. Prinsip Dasar Dalam Desain Eksperimen ... III-24 3.10.2.1. Replikasi ... III-25 3.10.2.2. Pengacakan ... III-26 3.10.2.3. Kontrol Lokal ... III-26 3.10.3. Langkah-langkah Membuat Desain Percobaan ... III-26
DAFTAR ISI (LANJUTAN)
BAB HALAMAN IV. METODOLOGI PENELITIAN ... IV-1 4.1. Lokasi dan Waktu Penelitian ... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Populasi dan Sampel yang Digunakan ... IV-1 4.3.1. Populasi ... IV-1 4.3.2. Sampel ... IV-2 4.4. Teknik Sampling yang Digunakan ... IV-2 4.5. Identifikasi Variabel Penelitian ... IV-2 4.6. Prosedur Penelitian... IV-3 4.7. Sumber Data ... IV-4 4.8. Metode Pengumpulan Data ... IV-5 4.9. Instrumen Penelitian ... IV-6 4.10. Pengolahan Data ... IV-6 4.11. Analisis Pemecahan Masalah ... IV-8
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 5.2. Pembuatan Pareto Diagram ... V-2 5.3. Pembuatan Fish Bone ... V-4 5.4. Pengumpulan Data Model Orde Pertama ... V-5 5.4.1. Penentuan Faktor Penelitian ... V-6 5.4.2. Penentuan Titik Setting Faktor ... V-6 5.4.3. Penetapan Range Faktor ... V-7 5.4.4. Jumlah Produk Cacat Crumb Rubber SIR 20 dalam
Rentang Produksi Selama 1 Hari ... V-7 5.5. Pengolahan Data untuk Orde Pertama ... V-10 5.5.1. Penentuan Koefisien b0, b1, b2 dan b3 ... V-10 5.5.2. Uji Ketidaksesuaian Model Orde Pertama ... V-15 5.6. Steepest Descent ... V-16 5.7. Penentuan Model Orde Kedua ... V-19
5.7.1. Penentuan Koefisien b0, b1, b2, b3, b11, b22,
b33, b12, b13, b23 ... V-19 5.7.2. Pembuatan Contour Plot ... V-28 5.7.3. Uji Ketidaksesuaian Model Orde Kedua... V-29
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 5.8. Penentuan Titik Optimum Faktor ... V-31
VI. ANALISIS PEMECAHAN MASALAH ... VI-1 6.1. Analisis Stratifikasi dan Pareto Diagram ... VI-1 6.2. Analisis Fish Bone ... VI-1 6.3. Analisis Model Orde Pertama ... VI-2 6.4. Analisis Steepest Descent ... VI-3 6.5. Analisis Model Orde Kedua ... VI-5 6.6. Analisis Contour Plot ... VI-6 6.7. Analisis Penentuan Titik Optimum Faktor ... VI-7
VII. KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-3
DAFTAR TABEL
TABEL HALAMAN 1.1. Spesifikasi Standar Mutu Crumb Rubber SIR 20 ... I-2 1.2. Jumlah Kecacatan Enam Bulan Terakhir ... I-3 2.1. Jenis SIR melalui Uji Laboratorium ... II-3 2.2. Perincian Tenaga Kerja PT. Hadi Baru s.d Bulan April 2012 ... II-12 2.3. Standar Spesifikasi Produk ... II-14 2.4. Mesin yang Digunakan ... II-22 2.5. Peralatan yang Digunakan ... II-23 3.1. Perhitungan Uji Ketidaksesuaian untuk Model Orde
Pertama ... III-11 3.2. Faktor dan Level dalam Desain Eksperimen ... III-13 3.3. Perhitungan Pergerakan Level pada Metode Steepest
Descent ... III-14 3.4. Perhitungan Uji Ketidaksesuaian untuk Model Orde
Kedua ... III-18 5.1. Stratifikasi Jumlah Kecacatan Produk ... V-2 5.2. Urutan Jenis Kecacatan ... V-3
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN 5.3. Simbol Faktor ... V-6 5.4. Range Faktor ... V-7 5.5. Jumlah Produk Cacat (Per 1 Hari Produksi) ... V-9 5.6. Perhitungan Uji Ketidaksesuaian untuk Model Orde
Pertama ... V-16 5.7. Cara Perhitungan Pergerakan Level pada Metode Steepest
Descent ... V-17 5.8 Perhitungan Pergerakan Level pada Metode Steepest
Descent ... V-18 5.9. Nilai Faktor setelah Steepest Descent ... V-19 5.10. Nilai α untuk Masing - masing Faktor ... V-21 5.11. Jumlah Produk Cacat (Per 1 Hari Produksi) ... V-23 5.12. Perhitungan Uji Ketidaksesuaian untuk Model Orde kedua ... V-31 6.1. Perhitungan Pergerakan Level pada Metode Steepest
DAFTAR GAMBAR
GAMBAR HALAMAN 2.1. Struktur Organisasi PT. Hadi Baru ... II-6 3.1. Diagram Pareto ... III-3 3.2. Model Diagram Sebab Akibat ... III-4 3.3. Central Composite Design ... III-17 4.1. Kerangka Konseptual ... IV-3 4.2. Blok Diagram Prosedur Penelitian ... IV-4 5.1. Pareto Diagram ... V-3 5.2. Fish Bone ... V-5 5.3. Desain 2k ... V-10 5.4. Grafik Steepest Descent ... V-19 5.5. Central Composite Design ... V-20 5.6. Contour Plots Terhadap Jumlah Cacat ... V-28 6.1. Fish Bone ... VI-2
ABSTRAK
Minimisasi jumlah kecacatan produk crumb rubber SIR 20 dilakukan dengan melakukan eksperimen terhadap faktor yang bersifat controllable, yaitu setting mesin. Faktor yang terpilih dari hasil analisis pareto diagram dan fish bone adalah temperatur burner 1 (x1), temperatur burner 2 (x2) dan lama waktu pengepressan (x3).
Metode RSM terdiri dari 2 rancangan eksperimen. Rancangan orde I pertama merupakan tahap screening test, dan rancangan orde II merupakan tahap minimisasi. Dari hasil orde I diperoleh persamaan: Y = 268.065 + 4.375 x1 + 4.375 x2 – 4.375 x3. Dan dari hasil orde II diperoleh persamaan: Y = 75.166 – 3.475x1 – 4.292x2 – 3.475x3 + 2.15x12 + 8.291x22 + 1.902x32 – 26.25x1x3. Pengujian yang dilakukan terhadap kedua persamaan tersebut menghasilkan kesesuaian.
Penentuan level optimum faktor memberikan hasil yaitu: temperatur burner 1: 137 ˚C, temperatur burner 2: 117 ˚C dan lama waktu pengepressan: 29 detik.
ABSTRAK
Minimisasi jumlah kecacatan produk crumb rubber SIR 20 dilakukan dengan melakukan eksperimen terhadap faktor yang bersifat controllable, yaitu setting mesin. Faktor yang terpilih dari hasil analisis pareto diagram dan fish bone adalah temperatur burner 1 (x1), temperatur burner 2 (x2) dan lama waktu pengepressan (x3).
Metode RSM terdiri dari 2 rancangan eksperimen. Rancangan orde I pertama merupakan tahap screening test, dan rancangan orde II merupakan tahap minimisasi. Dari hasil orde I diperoleh persamaan: Y = 268.065 + 4.375 x1 + 4.375 x2 – 4.375 x3. Dan dari hasil orde II diperoleh persamaan: Y = 75.166 – 3.475x1 – 4.292x2 – 3.475x3 + 2.15x12 + 8.291x22 + 1.902x32 – 26.25x1x3. Pengujian yang dilakukan terhadap kedua persamaan tersebut menghasilkan kesesuaian.
Penentuan level optimum faktor memberikan hasil yaitu: temperatur burner 1: 137 ˚C, temperatur burner 2: 117 ˚C dan lama waktu pengepressan: 29 detik.
Kata Kunci : crumb rubber, RSM, pareto diagram, fish bone diagram.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
parameter yang bermacam-macam yang menjadi tolok ukur bagi perusahaan untuk memperbaiki mutu sehingga harus dianalisis mana parameter yang paling menghasilkan produk cacat paling banyak dan kemudian dianalisis lebih lanjut penyebab utama kecacatan tersebut.
PT. Hadi Baru adalah perusahaan industri pengolahan Crumb Rubber dimana perusahaan ini menggunakan bahan baku berupa getah karet yang dapat menghasilkan bahan setengah jadi yaitu berupa karet remah dengan mutu yang bervariasi, yaitu SIR 5, SIR 10 dan SIR 20, untuk spesiikasi produk dengan mutu SIR 20 mencapai 98% dari total produksi.
Beberapa faktor yang menentukan mutu crumb rubber yaitu kadar kotoran, kadar abu, kadar zat menguap, kadar nitrogen dan kadar PRI. Spesifikasi standar mutu untuk produk crumb rubbeer SIR 20 dapat dilihat pada Tabel 1.1.
Tabel 1.1. Spesifikasi Standar Mutu Crumb Rubber SIR 20 Variabel Uji Spesifikasi Standar Kadar kotoran (%) 0,08 – 0,14
Kadar abu (%) 0,5 – 0,7
Kadar zat menguap (%) 0,18 – 0,35
Kadar PRI 70 – 80
Kadar nitrogen (%) 0,2 – 0,3
sumber: PT. Hadi Baru
Kenyataan di lapangan menunjukkan masih terdapat produk diluar standard toleransi yang ditetapkan. Tingkat kecacatan ini bersifat fluktuatif untuk setiap periode tertentu. Hal ini dapat mengakibatkan perusahaan akan mengalami
penurunan laba di dalam memasarkan produknya. Biaya yang dibutuhkan perusahaan untuk menjalankan produksinya semakin meningkat sedangkan kerugian yang dialami juga meningkat. Perekonomian di perusahaan tersebut akan mengalami dampak buruk dalam jangka waktu panjang. Perusahaan sangat menginginkan untuk dapat mengurangi tingkat kecacatan yang terjadi dengan cara mencari faktor-faktor yang berpengaruh agar dapat meminimalkan tingkat kecacatan tersebut. Dalam hal ini faktor-faktor yang dianalisis adalah faktor yang bersifat controlable, yaitu faktor setting mesin yyang ada di lantai produksi.
Tabel 1.2. Jumlah Kecacatan Enam Bulan Terakhir
Bulan Jumlah Kecacatan (Ton)
November 2011 221,76
Desember 2011 274,68
Januari 2012 365,40
Februari 2012 250,74
Maret 2012 238,14
April 2012 223,02
sumber: PT. Hadi Baru
1.2. Rumusan Masalah
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah untuk meminimisasi jumlah kecacatan produk crumb rubber SIR 20 dengan menggunakan metode Response Surface.
Sedangkan tujuan khusus penelitian ini adalah:
1. Membuat stratifikasi untuk menggolongkan jenis kecacatan dengan jumlah yang cacat.
2. Membuat Pareto Diagram untuk melihat jenis kecacatan mana yang harus diatasi.
3. Membuat Fish Bone untuk menganalisis penyebab kecacatan.
4. Menentukan fungsi linier sebagai pendekatan untuk mencari daerah optimum yang akan digunakan sebagai wilayah percobaan.
5. Menentukan level percobaan didaerah optimum.
6. Menentukan fungsi kuadratis sebagai pendekatan untuk mencari level optimum faktor.
1.4. Batasan dan Asumsi Penelitian Batasan masalah yang ditetapkan yaitu:
1. Penelitian dilakukan pada bagian produksi crumb rubber. 2. Produk yang diamati adalah produk crumb rubber SIR 20.
3. Produk cacat yang diamati adalah produk yang di luar spesifikasi perusahaan.
4. Variabel input yang diteliti berupa faktor-faktor yang merupakan hasil analisis Fish Bone Diagram.
5. Variabel respon yang akan ditentukan kondisi terbaiknya adalah jumlah produk cacat.
6. Penentuan jenis kecacatan yang akan dianalisis menggunakan Pareto Diagram.
7. Jumlah data yang digunakan untuk analisis Pareto Diagram sesuai dengan produksi untuk 1 bulan (bulan Mei 2012).
8. Teknik sampling yang digunakan adalah Systematic Sampling. Sedangkan asumsi yang digunakan dalam penelitian ini adalah:
1. Keterampilan karyawan dalam mengoperasikan mesin dan peralatan produksi normal, dan konstan dalam interval waktu yang ditetapkan.
2. Faktor-faktor yang bersifat uncontrolable (manusia dan metode) tidak berpengaruh signifikan terhadap jumlah kecacatan produk yang dihasilkan. 3. Tidak ada perubahan secara tiba-tiba dalam proses produksi.
4. Metode kerja yang digunakan sudah standar.
5. Kondisi lingkungan pabrik dalam keadaan stabil dan normal 6. Keadaan perlengkapan serta mesin dianggap baik.
1.5. Manfaat Penelitian
- Upaya mendapatkan pengalaman dalam menerapkan konsep-konsep ilmiah selama menjalani perkuliahan dan membandingkannya dengan permasalahan yang ada di perusahaan.
- Pengembangan konsep berpikir dalam menganalisis suatu masalah dengan pendekatan ilmiah dan mencari solusi yang mungkin diterapkan.
b. Bagi Perusahaan
- Membantu pihak perusahaan bagian produksi dalam melakukan evaluasi terhadap tingginya jumlah kecacatan pada produk crumb rubber SIR 20. - Membantu pihak perusahaan dalam rangka meningkatkan laba setelah
rancangan yang baru dibuat. c. Bagi Universitas
- Hasil penelitian dapat menjadi sumber referensi tambahan dalam bidang akademik.
- Dapat mempererat kerja sama antara perusahaan dengan Departemen Teknik Industri serta memperkenalkan Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
1.6. Sistematika Penulisan Tugas Sarjana
Sistematika yang digunakan dalam penulisan tugas sarjana ini adalah sebagai berikut:
BAB I PENDAHULUAN
Berisi latar belakang masalah, perumusan masalah, tujuan dan manfaat penelitian, pembatasan masalah dan asumsi penelitian, alat dan bahan yang digunakan serta sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Memaparkan secara umum perusahaan yang menjadi objek penelitian diantaranya sejarah perusahaan, organisasi dan manajemen, uraian proses produksi dan mesin serta peralatan yang digunakan.
BAB III LANDASAN TEORI
Menampilkan teori-teori yang digunakan dalam analisis pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Menjelaskan tahapan-tahapan penelitian mulai dari persiapan hingga penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengumpulkan data primer dan sekunder yang diperoleh dari penelitian serta melakukan pengolahan data yang membantu dalam pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Memberikan kesimpulan yang diperoleh dari hasil pemecahan masalah dan saran-saran yang bermanfaat bagi perusahaan yang bersangkutan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Perusahaan ini memiliki luas ± 10 Ha yang berlokasi di Jalan Medan-Binjai Km 16,75 Desa Sumber Melati Kecamatan Sunggal Kabupaten Deli Serdang.
PT. Hadi Baru didirikan tanggal 1 Agustus 1964 di hadapan notaris, Roesli SH, di Medan dengan akte No. 97/HB/1/1961 tertanggal 17 Januari 1961 dengan nama Perusahaan Dagang dan Perindustrian Hadi disingkat PT. Hadi. Sejak tanggal 3 Oktober 1963 terjadi perubahan pengurusan dari pemegang saham yang juga di hadapan notaris, Roesli, SH, di Medan dengan akte No. 55. Lalu terjadi lagi perubahan pengurus serta anggaran dasar melalui akte No. 29 di hadapan notaris Panusunan Batubara, SH di Medan pada tanggal 18 Januari 1964, nama perusahaan menjadi PT. Hadi Baru dan telah didaftarkan pada Departemen Kehakiman No. J.A. 5/19/8 tanggal 29 Januari 1964 dan diumumkan dalam lembaran berita Negara Republik Indonesia No. 37 tanggal 8 Mei 1964.
Menteri Perdagangan Republik Indonesia dengan surat keputusan No. 288/Kp/IX/1970 tertanggal 14 September 1970.
Produksi crumb rubber di PT.Hadi Baru terdiri dari SIR 5, SIR 10 dan SIR 20. Hasil produksi dari PT.Hadi Baru seluruhnya diekspor ke luar negeri seperti: Amerika Serikat, Jerman, Kanada dan Eropa.
2.2. Ruang Lingkup Bidang Usaha
PT. Hadi Baru bergerak di bidang usaha manufacturing produk crumb rubber dengan mutu SIR 20 mencapai 98% dari total produksi. Selain itu, PT. Hadi Baru juga menghasilkan crumb rubber dengan mutu SIR 5 dan SIR 10.
Kualitas crumb rubber yang dihasilkan tersebut berdasarkan syarat- syarat spesifikasi sebagai berikut:
1. Kadar kotoran (dirt content)
Kadar kotoran menjadi kriteria paling penting dalam spesifikasi mutu crumb rubber karena berpengaruh pada ketahanan retak dan kelenturan barang- barang yang terbuat dari karet nantinya.
2. Kadar abu (ash content)
Spesifikasi kadar abu berguna untuk melindungi konsumen terhadap penambahan bahan- bahan pengisi ke dalam karet pada waktu pengolahan. 3. Kadar zat menguap (volatile content)
Spesifikasi ini berguna untuk menjamin karet yang disajikan cukup kering. 4. Plasticity Retention Index (PRI)
Spesifikasi ini menggambarkan ketahanan bahwa karet yang disajikan cukup plastis.
5. Kadar nitrogen
Spesifikasi ini untuk menjamin jumlah maksimal nitrogen yang boleh terdapat pada karet.
Jenis SIR melalui uji laboratorium dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jenis SIR melalui Uji Laboratorium (berlaku sejak 1977)
Spesifikasi SIR 5 SIR 10 SIR 20
Kadar kotoran (dirt content) %, max 0,05 0,10 0,14 Kadar abu (ash content) %, max 0,50 0,70 0,70 Kadar zat menguap (volatile content) %, min 0,18 0,18 0,18 Plasticity retention Index (PRI), min 70,00 70,00 70,00
Kadar nitrogen %, max 0,30 0,30 0,30
Sumber : PT. HADI BARU
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
pimpinan tertinggi sampai pada bawahan masing-masing. Struktur organisasi perusahaan seperti yang terlihat pada Gambar 2.1.
2.3.2. Uraian Tugas dan Tanggung Jawab
Menggerakkan suatu organisasi berarti dibutuhkan orang-orang yang memegang jabatan tertentu, dimana masing-masing orang melaksanakan tugas, wewenang dan tanggung jawab yang sesuai dengan jabatannya. Dalam uraian tugas, wewenang dan tanggung jawab untuk masing-masing bagian sesuai dengan struktur organisasi perusahaan. Tanggung jawab yang diberikan harus seimbang dengan wewenang yang diterima.
Uraian tugas dan wewenang dari masing-masing bagian pada PT. Hadi Baru adalah sebagai berikut :
1. Direktur Utama
Direktur utama bertanggung jawab atas penetapan tujuan perusahaan secara umum, merumuskan kebijakan dasar dan mengatur pelaksanaan umum perusahaan.
Tugas dan tanggung jawabnya adalah :
a. Memimpin direktur-direktur lain dan mengkoordinir pekerjanya dalam memajukan perusahaan.
b. Merencanakan strategi perusahaan, memimpin aktivitas-aktivitas pembelian, pemasaran, administrasi, serta pengkoordiniran tugas-tugas tersebut.
Direktur Utama
Direktur Produksi
Manajer Pabrik Ka. Pembelian
Ka. Personalia Ka. Keuangan
Ka. Eksport
Ka. Personalia Ka. Penerimaan Ka. Produksi Ka. Laboratorium Ka. Bengkel
Kr. Gilingan Kr. Drier Kr. Gudang Ekspor
Gambar 2.1. Struktur Organisasi PT. HADI BARU
Universitas
Sumatera
2. Kepala Keuangan
Kepala keuangan bertanggungjawab atas perumusan kebijakan-kebijakan, mengembangkan dan mengawasi anggran belanja dan manajemen sistem pelaporan perusahaan.
Tugas dan tanggung jawabnya adalah :
a. Merumuskan dan mengawasi pelaksanaan rencana keuangan dan anggaran belanja, pelaporan akuntasi keuangan, pengolahan dana dan perkasiran, serta pajak dan asuransi
b. Mengelola keuangan perusahaan untuk menjamin provosi atas dana untuk kebutuhan jangka panjang dan jangka pendek ekonomis.
c. Memelihara hubungan kerja yang baik dengan bank atau badan-badan lain yang berhubungan dengan aspek keuangan perusahaan.
3. Direktur Produksi.
Direktur produksi bertanggung jawab atas pengaturan, perencanaan, koordinasi dan mengawasi semua fasilitas pekerjaan yang berhubungan dengan pabrik untuk menjamin tercapainya tujuan perusahaan.
Tugas dan tanggung jawabnya adalah :
a. Mempersiapkan, memonitor dan mengontrol semua anggaran biaya dan pemakaian tenaga kerja di pabrik.
b. Mengatur pelaksanaan pekerjaan dan koordinasi bidang enginneering sesuai dengan seksi-seksi dan prioritas pekerjaan pabrik.
4. Kepala Bagian Personalia Pabrik
Tugas dan tanggung jawab kepala bagian ini adalah:
a. Mengelola secara profesional dan efisien administrasi dan keuangan di pabrik, sehingga dapat membantu pimpinan pabrik dalam pengawasan administrasi dan memimpin pegawai di bidang administrasi, pembukuan dan keuangan pabrik.
b. Bertanggung jawab atas tugas-tugas administrasi dan personalia. 5. Kepala Bagian Penerimaan
Kepala Bagian Penerimaan bertanggung jawab atas pengadaan material dan pengendalian bahan menurut sistem perusahaan, serta penyimpanan material agar semua kebutuhan perusahaan dipenuhi serta kelancaran produksi terjamin.
6. Kepala Bagian Produksi
Kepala Bagian Produksi bertanggung jawab atas segala pelaksanaan serta pengawasan terhadap segala kegiatan produksi mulai dari awal hingga produk siap untuk dipasarkan seperti penerimaan bahan baku, analisa proses kontrol kualitas produksi sehingga produk yang dihasilkan sesuai dengan yang diinginkan.
7. Kepala Bagian Laboratorium
Kepala Bagian Laboratorium bertanggung jawab atas segala hasil penelitian sampel dari produk yang akan dipasarkan.
8. Kepala Bagian Bengkel
Kepala Bagian Bengkel bertanggung jawab atas pengaturan, pengawasan terhadap perawatan seluruh peralatan dan mesin pabrik, program preventif maintenance, menyusun laporan jadwal turn around serta sistem kontrol anggaran dan informasi data pemakaian alat dan suku cadang.
9. Krani Gilingan
Tugas dan tanggung jawab Krani gilingan adalah:
a. Mengawasi pekerja/buruh yang sedang bekerja agar dapat bekerja secara efektif dan efisien.
b. Bertanggung jawab atas pekerjaan yang ada pada Bagian Penggilingan. c. Memberikan laporan tentang pekerjaan secara rutin kepada Kepala Bagian
Produksi. 10. Krani Drier
Tugas dan tanggung jawab Krani drier adalah:
a. Mengawasi pekerja/buruh yang sedang bekerja agar dapat bekerja secara efektif dan efisien.
b. Bertanggung jawab atas pekerjaan yang ada pada Bagian Drier.
c. Memberikan laporan tentang pekerjaan secara rutin kepada Kepala Bagian Produksi.
11. Krani Gudang Ekspor
Krani Gudang Ekspor bertanggung jawab atas pencatatan jumlah produk jadi yang masuk dan keluar serta pemeriksaan spesifikasi barang di gudang.
Kepala bagian Pembelian bertanggung jawab atas pengadaan bahan baku dan suku cadang mesin serta keperluan-keperluan umum lainnya.
13.Kepala bagian Ekspor
Kepala bagian ekspor bertangggung jawab atas semua pelaksanaan dan pengkordinasian aktivitas pemasaran semua produk perusahaan, serta pengembangan strategi dan kebijaksanaan yang berkenaan dengan kegiatan ekspor, seperti: merencanakan penjualan crum rubber serta menawarkan produk kepada pembeli, mengikuti perkembangan pasar produk dan sebagainya.
14 Kepala Bagian Keuangan
Kepala Bagian Keuangan bertanggung jawab mengatur perencanaan keuangan dan bertindak sebagai kasir bagi setiap pengadaan kebutuhan perusahaan. Kepala Bagian Keuangan juga bertanggung jawab atas segala pengembangan serta pengaturan masalah pembukuan perusahaan. Tugas dan tanggung jawabnya adalah:
a. Mengkordinir kecukupan seluruh aktiva, keuangan dan transaksi perusahaan.
b. Mengatur segala persiapan keadaan keuangan, mengawasi keefektifan, efesiensi, sistem informasi manajemen, metode dan prosedurnya.
c. Menganalisa perbandingan pelaksanaan perusahaan dengan perencanaan standar dan laporan-laporan.
d. Mengarsip semua dokumen yang menyangkut administrasi keuangan. 15.Kepala Personalia Kantor
Kepala Personalia kantor bertanggung jawab atas semua perencanaan, pengarahan, pengawasan aktivitas personil dan urutan administrasi karyawan dalam pewrusahaan. Tugas dan tanggung jawabnya adalah:
a. Mengembangkan dan menganjurkan standar garis pedoman kebijakan dan prosedur pengarahan personil, kenaikan golongan dan pemecatan.
b. Menetapkan dan mengurus gaji serta melakukan pengamatan dan pengumpulan data tentang prsetasi kerja personil.
c. Mengatur penerimaan dan seleksi pegawai yang dibutuhkan perusahaan serta hal-hal yang menyangkut perburuan.
16. Kepala Bagian Administrasi
Kepala bagian Umum bertanggung jawab atas pengurusan dan perbaikan terhadap pengoperasian dalam bidang tata usaha administrasi, aktiva perusahaan dalam kantor dan mengenai penyimpanan dookumen perusahaan dan pelyanan secara umum.
2.3.3. Tenaga Kerja dan Kerja Perusahaan
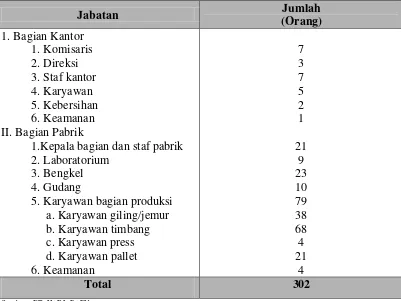
Tenaga kerja pada PT. Hadi Baru pada bulan Desember 2008 berjumlah 302 orang, yang terdiri atas tenaga kerja pria dan wanita dengan tingkat pendidikan yang bervariasi dari SD, SLTP, SMU, dan Sarjana. Karyawan di PT. Hadi Baru rata-rata adalah lulusan SD yaitu buruh pabrik yang bertindak sebagai tenaga kasar pada perusahaan tersebut. Status kepegawaian dari keseluruhan tenaga kerja pada perusahaan ini terdiri dari :
produksi.
Contoh : pegawai kantor, satpam, dll
2. Karyawan harian tetap, yaitu karyawan yang terlibat langsung dalam proses produksi.
Contoh : karyawan bagian penimbangan, karyawan bagian penjemuran, karyawan bagian penggilingan, dll.
Perincian tenaga kerja dapat dilihat pada Tabel 2.2.
Tabel 2.2. Perincian Tenaga Kerja PT. Hadi Baru s.d Bulan April 2012
Jabatan Jumlah
Jam kerja di PT. Hadi Baru dapat dibedakan menjadi dua bagian, yaitu : 1. Jam kerja kantor
a. Hari Senin s.d. Jumat : Pukul 07.00 – 15.00 WIB Istirahat : Pukul 11.00 – 12.00 WIB
b. Hari Sabtu : Pukul 08.00 – 13.00 WIB 2. Jam Kerja Pabrik
a. Karyawan Non-Shift, yaitu: karyawan bagian penimbangan bahan baku, pembuatan pallet dan laboratorium
Hari Senin s.d. Sabtu : Pukul 07.00 – 15.00 Istirahat : Pukul 11.00 – 12.00
b. Karyawan Shift, yaitu karyawan bagian pencincangan dan pembersihan, penggilingan, pembutiran, pengeringan, dan pengepressan.
Shift I : Pukul 07.00 – 14.00
Shift II : Pukul 14.00 – 21.00
2.4. Proses Produksi 2.4.1. Spesifikasi Produk
Produk utama dari perusahaan ini adalah crumb rubber dengan mutu SIR 20 berdasarkan spesifikasi permintaan dari pembeli.
Kualitas crumb rubber yang dihasilkan tersebut berdasarkan syarat-syarat spesifikasi sebagai berikut:
1. Kadar kotoran (Dirt Content)
Kadar kotoran menjadi kriteria penting dalam spesifikasi mutu crumb rubber karena berpengaruh pada ketahanan terak dan kelenturan barang-barang yang terbuat dari karet nantinya.
BAB III
LANDASAN TEORI
3.1. Pengendalian Kualitas 1
Pengendalian kualitas merupakan suatu sistem verifikasi dan penjagaan/perawatan dari suatu tingkat/derajat kualitas produk atau proses yang dikehendaki dengan perencanaan yang seksama, pemakaian peralatan yang sesuai, inspeksi yang terus-menerus serta tindakan korektif bilamana diperlukan. Jadi pengendalian kualitas tidak hanya kegiatan inspeksi ataupun menentukan apakah produk itu diterima (accepted) atau ditolak (rejected).
Pengendalian kualitas dilakukan mulai dari proses input, transformasi dan output dari suatu kegiatan baik itu perusahaan, pabrik ataupun industri jasa lainnya.
3.2. Stratifikasi
Stratifikasi yang berarti pengelompokkan digunakan untuk mengetahui/melihat secara lebih terperinci pengelompokkan faktor-faktor yang akan mempengaruhi karakteristik mutu. Di dalam pengendalian kualitas, stratifikasi bertujuan untuk:
1. Mencari faktor-faktor penyebab utama kualitas secara mudah. 2. Membantu pembuatan pareto diagram.
3. Mempelajari secara menyeluruh masalah yang dihadapi.
1
Ginting, Rosnani. 2007. Sistem Produksi. Yogyakarta : Graha Ilmu.
Stratifikasi di dalam pengendalian kualitas secara umum dapat dilakukan dengan berdasarkan 2 aspek pokok yaitu:
1. Berdasarkan sumber. 2. Berdasarkan hasil.
Pemilihan dasar stratifikasi ini dilakukan dengan melihat tujuan dari pemecahan masalah dan ketelitian yang diinginkan. Stratifikasi berdasarkan sumber dilakukan apabila diduga faktor penyebab utama dari perbedaan kualitas adalah sumber sedangkan stratifikasi berdasarkan hasil dilakukan bila ingin dilihat perbedaan karakteristik dari hasil.
3.3. Pareto Diagram
Pareto diagram adalah suatu diagram yang menggambarkan urutan masalah menurut bobotnya yang dinyatakan dengan frekuensinya. Kegunaannya adalah untuk:
1. Menentukan jenis persoalan utama.
2. Membandingkan masing-masing jenis persoalan terhadap keseluruhan. 3. Menunjukkan tingkat perbaikan yang berhasil dicapai.
4. Membandingkan hasil perbaikan masing-masing jenis persoalan sebelum dan setelah perbaikan.
2. Tentukan jangka waktu pengumpulan data yang akan dibahas untuk memudahkan melihat perbandingan sebelum dan sesudah penanggulangan (jangka waktu harus sama).
3. Atur masing-masing penyebab (sesuai dengan stratifikasi) secara berurutan sesuai besarnya nilai dan gambarkan dalam grafik kolom. Penyebab dengan nilai lebih besar terletak di sisi kiri, kecuali ”dan lain-lain” terletak di paling kanan.
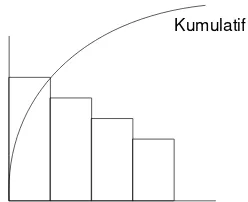
4. Gambarkan grafik garis yang menunjukkan jumlah persentase (total 100%) pada bagian atas grafik kolom dimulai dengan nilai yang terbesar dan di bagian bawah/keterangan kolom tersebut.
5. Pada bagian atas adatu samping berikan keterangan/nama diagram dan jumlah unit seluruhnya.
Kumulatif
Gambar 3.1. DiagramPareto.
3.4. Fish Bone (Cause and Effect Diagram)
Fish Bone atau diagram sebab-akibat adalah diagram yang disusun dari garis-garis dan simbol yang dirancang untuk menunjukkan hubungan antara penyebab dan akibat dari suatu masalah. Diagram ini dibuat oleh Dr. Kaoru
Ishikawa pada tahun 1943 dan kadang-kadang juga dikenal sebagai diagram Ishikawa.
Diagram sebab-akibat adalah diagram yang menunjukkan kumpulan dari sekelompok sebab-sebab (yang disebut sebagai faktor) serta akibat yang timbul (yang disebut sebagai karakteristik mutu) yaitu masalah yang dihadapi.
Diagram sebab-akibat ini digunakan untuk menyelidiki akibat-akibat yang buruk dari suatu masalah untuk dicari solusinya atau akibat-akibat yang baik untuk dipelajari penyebab-penyebabnya. Untuk setiap akibat, bisa terdiri dari banyak penyebab.
Prinsip yang dipakai untuk membuat diagram sebab-akibat ini adalah sumbang saran (brainstorming). Untuk mempermudah menemukan faktor penyebab, pada umumnya faktor-faktor tersebut dikelompokkan dalam 5 faktor utama yaitu man, machine, material, method serta environment.
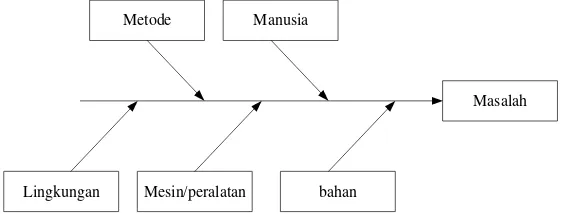
Langkah pertama dalam membuat Diagram Sebab-akibat adalah tim proyek mengidentifikasi akibat atau masalah kualitas. Ini ditempatkan di sisi kanan kertas yang besar oleh pemimpin team. Kemudian penyebab-penyebab utama diidentifikasi dan ditempatkan di diagram.
Masalah Manusia
Metode
bahan Mesin/peralatan
Lingkungan
Langkah selanjutnya adalah mencari faktor-faktor yang lebih terperinci yang berpengaruh pada faktor utama tersebut. Tulis faktor tersebut di kiri dan kanan panah penghubung tadi dan buatlah panah di bawah faktor tersebut menuju garis penghubung.
Dari diagram yang sudah lengkap cari penyebab utama dengan menganalisa data yang ada. Bila analisa data tidak dapat dilakukan, pilihlah faktor-faktor yang diduga sangat berpengaruh dalam menentukan urutan menggambarkan pada diagram.
Cause-Effect diagram mempunyai kegunaan yang cukup banyak baik dalam peningkatan kualitas maupun dalam hal-hal lain. Beberapa kegunaan dari Cause-Effect diagram adalah:
1. Sebagai alat untuk training.
2. Sebagai alat untuk mengarahkan diskusi pada faktor-faktor yang dominan. 3. Dapat dijadikan petunjuk dalam pengumpulan dan pencatatan data.
4. Dapat menunjukkan tingkat kemampuan dari pekerja.
3.5. Response Surface Methodology
Response Surface Methodology atau Metode Permukaan Respon adalah suatu metodologi yang terdiri dari suatu grup teknik statistik untuk membangun model empiris dan mengeksploitasi model. 2
Suatu eksperimen yang melibatkan k buah faktor antara lain : x1,x2,...,xk, dimana k buah faktor disebut sebagai variabel bebas, prediktor ataupun variabel kontrol, dan menghasilkan Y, dimana Y adalah suatu variabel terikat, variabel tak
2 G. E. P. Box, Empirical Model-Building and Response Surfaces (New York, 1987).
bebas ataupun variabel respon. Semua variabel ini dapat diukur dan diketahui bahwa Y adalah merupakan respon dari x1,x2,...,xk, maka dikatakan bahwa Y adalah fungsi dari x1,x2,...,xk, dan secara umum ditulis dalam bentuk Y = f(x1,x2,...,xk). Fungsi tersebut dikatakan sebagai response surface. 3
Response Surface Methodology (RSM) memiliki beberapa kegunaan antara lain :
1. Menunjukkan bagaimana variabel respon y dipengaruhi oleh variabel bebas x di wilayah yang secara tertentu diperhatikan.
2. Menentukan pengaturan variabel bebas yang paling tepat dimana akan memberikan hasil yang memenuhi spesifikasi dari respon yang berupa hasil, kekotoran, warna, tekstur, dan lain sebagainya.
3. Mengeksplorasi ruang dari variabel bebas x untuk mendapatkan hasil maksimum dan menentukan sifat dasar dari nilai maksimum.
Untuk melaksanakan response surface methodology (RSM), ada tahap-tahap perencanaan yang dilakukan, dimana definisi perencanaan adalah proses, cara atau kegiatan merencanakan, menyusun dan menguraikan langkah-langkah pelaksanaan suatu kegiatan.
Adapun tahap-tahap perencanaan untuk memulai pelaksanaan response surface methodology (RSM) antara lain : 4
2. Setelah arah penelitian selanjutnya diperoleh, kemudian ditentukan level faktor untuk pengumpulan data selanjutnya.
3. Menentukan model persamaan orde kedua. Penentuan model dilakukan dengan melakukan desain eksperimen dengan level yang telah ditetapkan setelah metode steepest descent dilakukan.
4. Menentukan titik optimum dari faktor-faktor yang diteliti.
Salah satu pertimbangan penting yang muncul dalam RSM adalah bagaimana menentukan faktor dan level yang dapat cocok dengan model yang akan dikembangkan. Jika faktor dan level yang dipilih dalam suatu eksperimen tidak tepat maka kemungkinan terjadinya ketidakcocokan model akan sangat besar dan jika itu terjadi maka penelitian yang dilakukan bersifat bias.
Response Surface Methodology (RSM) erat kaitannya dengan desain eksperimen karena dalam pelaksanaannya data yang dikumpulkan adalah melalui desain eksperimen. Beberapa alasan mengapa desain eksperimen sangat diperlukan, antara lain : 5
1. Variabel input yang penting yang memepengaruhi respon sering merupakan salah satu variabel yang tidak akan diubah.
2. Hubungan antara variabel respon dan berbagai variabel input mungkin dipengaruhi oleh variabel yang tidak tercatat dimana variabel tersebut mempengaruhi respon dan variabel input. Hal tersebut dapat membangun suatu korelasi yang salah.
3. Data operasi masa lalu sering mengandung celah dan mengandung informasi tambahan yang penting.
5 G. E. P. Box, Ibid, hal 5.
3.6. Model Orde Pertama
Model orde pertama adalah persamaan polinomial yang memiliki pangkat satu atau berbentuk linier. Tahap awal dari RSM adalah menentukan model orde pertama, persamaan atau modelnya adalah:
Y = b0x0 + b1x1 + ... + bixi Dimana: Y = respon
xi = prediktor
bi = koefisien prediktor
Tujuan dari pembuatan model orde pertama adalah sebagai pendekatan untuk mencari daerah optimal yang akan digunakan dalam eksperimen. Untuk membangun model orde pertama, terlebih dahulu dilakukan pengumpulan data dengan desain eksperimen.
Adapun langkah-langkah yang diperlukan untuk menentukan model orde pertama antara lain: 6
1. Menentukan terlebih dahulu desain eksperimen yang akan digunakan untuk kemudian dilakukan percobaan.
2. Model desain eksperimen dan hasil percobaan kemudian dihitung dengan melakukan pendekatan matriks agar diperoleh koefisen model orde pertama.
pergerakan steepest descent. Interval yang terlalu kecil diantara level dapat membuat peneliti untuk menyimpulkan bahwa faktor yang dipilih tidak penting dan mengabaikannya dalam pertimbangan.
Desain dikatakan sebagai desain orde pertama karena memberikan kecocokan yang efisien dan pengecekan terhadap model orde pertama. Model ini dipilih karena peneliti percaya, tapi tidak secara pasti, bahwa ada jarak tertentu dari titik optimum. Pada keadaan tersebut, ada kemungkinan bahwa karakteristik lokal yang utama dari permukaan adalah kemiringan dan permukaan lokal kira-kira diperlihatkan oleh model orde pertama dimana memiliki kemiringan b1 pada arah x1, kemiringan b2 pada arah x2, dan seterusnya. Jika gagasan ini benar, maka adalah mungkin untuk mengikuti arah dari penurunan ataupun kenaikan dari respon pada lereng bukit.
Eksperimen pertama yang dilakukan mempunyai 2 tujuan, yaitu:
1. Menetapkan persamaan linier Y = b0x0 + b1x1 + ... + bixi sebagai penafsiran terhadap fungsi disekitar titik awal.
2. Untuk menguji apakah pendekatan linier telah cocok dengan batas dari kesalahan eksperimen.
Setelah desain eksperimen dilakukan, data yang dikumpulkan akan digunakan untuk menaksir koefisien b0, b1, ..., bn.
Langkah-langkah dalam penentuan koefisien prediktor antara lain7: 1. Daftarkan nilai dari prediktor xiu dan nilai respon yu seperti tabel dibawah ini:
7 Cochran, W. G., dan Cox, G. M. Ibid, hal 336.
X Y x01 x11 … xk1 y1 x02 x12 … xk2 y2
. . … . .
x0n x1n … xkn yn
Susunan dari nilai xiu disebut sebagai matriks X dan nilai pada kolom yu disebut vektor Y.
2. Membuat persamaan normal dengan bentuk (ij) X’X dan (iy) X’Y. Susunan kuadrat (ij) disebut matriks X’X dan kolom (iy) disebut vektor X’Y.
(ij) = X'X (iy) = X'Y
Untuk menentukan apakah model yang dibangun telah cocok dengan data yang telah dikumpulkan maka dilakukan uji ketidaksesuaian terhadap model orde pertama. Ketidaksesuaian menyatakan deviasi respon terhadap model yang dibangun. Dalam uji ini juga mengukur besar kekeliruan eksperimen yang telah dilakukan. Uji ketidaksesuaian dapat dihitung dengan menggunakan perhitungan sebagai berikut:
Tabel 3.1. Perhitungan Uji Ketidaksesuaian untuk Model Orde Pertama
df SS MS Fhit Ftabel
df = degree of freedom (derajat kebebasan), diasosiasikan dengan bagian yang dibutuhkan dalam membangun model.
SS = Sum of Square (jumlah kuadrat), menyatakan jumlah kuadrat pengaruh suatu perlakuan berhubungan hasil pengamatan.
MS = Mean Square (rata kuadrat), menyatakan perbandingan SS dengan df. k = jumlah variabel independen ; = respon perlakuan i
n = jumlah perlakuan ; = respon perlakuan titik pusat i bi = koefisien b ke i ; = rata - rata respon di titik pusat
iy = hasil perkalian X’Y ; v1 = df pembilang ri = replikasi perlakuan i ; v2 = df error
= nilai fungsi perlakuan i
3.7. Metode Steepest Descent
Metode Steepest Descent pertama sekali diusulkan oleh Box dan Wilson pada tahun 1951 dan telah dikembangkan lebih lanjut oleh Box dan lainnya. Metode Steepest Descent adalah suatu prosedur pergerakan fungsi pada titik yang diberikan yaitu x dengan arah kemiringan negatif yang akan memberikan nilai maksimum lokal dari fungsi yang diminimisasi. Setiap faktor yang dilibatkan pada penelitian awal, ketika penelitian berakhir, penafsiran polinomial terhadap fungsi respon permukaan disesuaikan terhadap hasil dan digunakan untuk menentukan arah eksperimen berikutnya. Apabila pendekatan ini digunakan untuk memaksimalkan suatu fungsi maka dinamakan metode steepest ascent sedangkan apabila digunakan untuk meminimumkan suatu fungsi maka disebut steepest descent.
Sebagaimana dalam pendekatan satu faktor, nilai maksimum ditemukan melalui berbagai seri eksperimen dan hasil yang diperoleh adalah melalui percobaan yang terdahulu, ketika suatu percobaan telah selesai, wilayah dari percobaan berikutnya diubah ke level yang lain. Level selanjutnya yang dipilih adalah level yang memberikan respon yang memberikan hasil minimum.
koordinat x menuju posisi P dengan koordinat (x’1, x’2,..., x’k), sehingga respon f(x’1, x’2,..., x’k) akan menjadi minimum.
Dalam kalkulus minimisasi nilai x’1 melalui persamaan berikut:
i nilai fungsi ketika fungsi berada pada titik asal dan x0 dengan ketetapan bernilai 1.
Dari fungsi linier diatas diperoleh bahwa:
i
demikian perubahan xi pada pergerakan steepest descent adalah proporsional terhadap bi. Perhitungan pergerakan titik level suatu percobaan pada metode steepest descent adalah sebagai berikut:
f(x) = b0x0 + b1x1 + b2x2 + b3x3
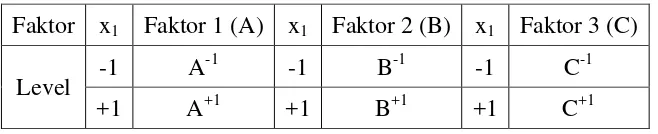
Dari persamaan linier diatas diperoleh nilai bi melalui turunan parsial sebagai berikut: b1 = b1; b2 = b2; b3 = b3, dimana persamaan linier diperoleh dari desain eksperimen dengan faktor dan level dapat dilihat pada Tabel 3.2. Faktor dan Level dalam Desain Eksperimen.
Tabel 3.2. Faktor dan Level dalam Desain Eksperimen Faktor x1 Faktor 1 (A) x1 Faktor 2 (B) x1 Faktor 3 (C)
Level -1 A
-1
-1 B-1 -1 C-1
+1 A+1 +1 B+1 +1 C+1
Perhitungan pergerakan steepest descent untuk persamaan fungsi diatas
adalah sebagai berikut:
Tabel 3.3. Perhitungan Pergerakan Level pada Metode Steepest Descent
Keterangan x1 x2 x3
(1) Perubahan relatif pada unit desain (bi) b1 b2 b3 (2) Unit origin (1 unit desain) (A+1-A-1)/2 (B+1-B-1)/2 (C+1-C-1)/2 (3) Perubahan relatif pada unit origin (1)1 * (2)1 (1)2 * (2)2 (1)3 * (2)3 (4) Perubahan per n pada variabel i (∆) (3)1 / (3)1 (3)2 / (3)1 (3)3 / (3)1
Pergerakan steepest descent Hasil Percobaan
(5) Level awal (origin=o) (A+1-A-1)/2 (B+1-B-1)/2 (C+1-C-1)/2
(6) Level pergerakan (origin + n ∆) o1 + n ∆ o2 + n ∆ o3 + n ∆ yn
Tujuan dari penerapan metode steepest descent adalah untuk menentukan titik origin level percobaan berikutnya. Dasar dari penentuan titik origin level percobaan berikutnya adalah berdasarkan hasil percobaan dengan level yang diperoleh dari pergerakan steepest descent dengan jumlah cacat paling rendah.
Penentuan level origin menggunakan teknik interpolasi sebagai berikut:
2
Y = b0x0 + b1x1 + b2x2 + b3x3 + b11x12 + b22x22 + b33x32 + b12x1x2 + b13x1 x3 + b23x2x3
Dimana: Y = respon xi = prediktor
bi = koefisien prediktor
Tujuan dari pembuatan model orde kedua adalah untuk menentukan titik yang memberikan respon yang optimum. Alasan pembuatan model orde kedua dibangun karena percobaan pertama yang dilakukan sebelumnya bertujuan untuk mencari daerah optimal yang akan digunakan dalam eksperimen berikutnya sehingga wilayah optimum yang diperkirakan akan dieksplorasi lebih jauh dapat diperkirakan dengan model yang lebih kompleks.
Adapun langkah-langkah yang diperlukan untuk menentukan model orde kedua antara lain:8
a. Melakukan eksperimen dengan Central Composite Design.
b. Model desain eksperimen dan hasil percobaan kemudian dihitung dengan melakukan pendekatan matriks agar diperoleh koefisen model orde kedua.
Untuk membangun model orde kedua, terlebih dahulu dilakukan pengumpulan data dengan desain eksperimen. Untuk menentukan koefisien regeresi pada model orde kedua, tiap variabel xi harus memiliki sekurang-kurangnya 3 level berbeda. Hal ini mengindikasikan bahwa desain faktorial 3k dapat digunakan, dimana tiga level dikodekan sebagai -1, 0 dan 1. Akan tetapi, ada kerugian dari penggunaan desain faktorial 3k yaitu dengan lebih dari 3
variabel, percobaan menjadi sangat besar. Untuk alasan tersebut Box dan Wilson (1951) mengembangkan suatu desain yang dapat cocok dengan desain model orde kedua. Pengembangan desain eksperimen awal untuk membangun model orde kedua dinamakan Central Composite Design, dimana terdapat beberapa kombinasi perlakuan tambahan yang ditambahkan ke dalam desain eksperimen 2k. Pertanyaan yang menarik sering ditanyakan adalah apakah model orde pertama cukup merepresentasikan fungsi respon dimana pada desain orde pertama tidak ada replikasi sehingga tidak ada perkiraan terhadap error. Mengenai hal ini pada asumsi bahwa model yang memadai disediakan oleh model orde kedua yang memberikan jawaban bahwa tidak ada alasan untuk meragukan representasi model orde pertama ketika pada uji ketidaksesuaian ternyata model orde kedua sesuai dengan fungsi respon sehingga model orde pertama dapat diterima merepresentasikan fungsi respon.
3.9. Central Composite Design
Central Composite Design adalah suatu rancangan percobaan dengan faktor yang terdiri dari 2 level yang diperbesar titik-titk lebih lanjut yang memberikan efek kuadratik.9 Desain ini dimulai dengan level yang sama dengan desain 2k, ditambah dengan level tambahan yang terdiri dari center points dan star points (α). Total kombinasi level yang terdapat pada central composite design adalah 2k + 2k + 1, dimana k adalah jumlah faktor.
x x
x
x x
x
x1
x2
x3
o
Ilustrasi central composite design dapat dilihat pada gambar 3.3. Central Composite Design.
Gambar 3.3. Central Composite Design
● = Titik level desain 2k
x = Titik tambahan untuk central composite design o = Center Points / Titik origin
α = Star Points
Secara umum, CCD terdiri dari beberapa titik antara lain:
1. Titik cube, jumlah titik yaitu: 2k dan membentuk koordinat (±1, ±1, ±1). 2. Titik star, jumlah titik yaitu: 2k dan membentuk koordinat (±α, 0, 0), (0, ±α,
0) dan (0, 0, ±α).
3. Titik center, jumlah titik yaitu: nc0 dan membentuk koordinat (0, 0, 0). Beberapa hal yang menjadi pertimbangan dalam menentukan jumlah titik center antara lain:
1. Menghasilkan desain yang bagus untuk informasi fungsi
2. Meminimasi error.
3. Memberikan deteksi yang bagus untuk uji ketidaksesuaian model orde dua. 4. Memberikan rangsangan terhadap desain yang robust.
Setelah desain eksperimen dilakukan, data yang dikumpulkan akan digunakan untuk menaksir koefisien b0, b1, ..., bi. Cara yang digunakan untuk menentukan koefisien prediktor sama dengan cara yang digunakan sewaktu menentukan koefisien prediktor pada model orde pertama.
Untuk menentukan apakah model yang dibangun telah cocok dengan data yang telah dikumpulkan maka dilakukan uji ketidaksesuaian terhadap model orde kedua. Ketidaksesuaian menyatakan deviasi respon terhadap model yang dibangun. Dalam uji ini juga mengukur besar kekeliruan eksperimen yang telah dilakukan. Uji ketidaksesuaian dapat dihitung dengan menggunakan perhitungan sebagai berikut:
Tabel 3.4. Perhitungan Uji Ketidaksesuaian untuk Model Orde Kedua
Total n1 + n2 - 1
∑
df = degree of freedom (derajat kebebasan), diasosiasikan dengan bagian yang dibutuhkan dalam membangun model.
SS = Sum of Square (jumlah kuadrat), menyatakan jumlah kuadrat pengaruh suatu perlakuan berhubungan hasil pengamatan.
MS = Mean Square (rata kuadrat), menyatakan perbandingan SS dengan df. k = jumlah variabel independen ; N = jumlah perlakuan
Persamaan diatas dapat diselesaikan dengan pendekatan matriks sehingga dapat membentuk persamaan matriks sebagai berikut:
2b11 b12 b13 x1 -b1
b12 2b22 b23 x2 = -b2
b13 b23 2b33 x3 -b1
x1 2b11 b12 b13 -1 -b1 x2 = b12 2b22 b23 x -b2 x3 b13 b23 2b33 -b1
Ada hal yang harus dilakukan ketika model yang dibangun terdapat ketidaksesuaian sebelum dilanjutkan dengan penentuan titik optimum yaitu: pemilihan ulang faktor dalam eksperimen dimana faktor yang dipilih adalah faktor yang secara signifikan berpengaruh terhadap respon, dan dengan melakukan transformasi respon, dimana transformasi respon dapat secara serempak menyederhanakan hubungan fungsional dan memperbaiki kebutuhan yang berkenaan dengan asumsi distribusi.
Beberapa transformasi yang sering digunakan antara lain: 1. Logaritma
Y’ = log Y
Digunakan apabila efek – efek bersifat multiplikatif atau apabila simpangan baku berbanding lurus dengan rata – rata.
2. Akar kuadrat
Digunakan apabila ragam berbanding lurus dengan rata – rata (misalnya jika data asli Y merupakan sampel dari populasi berdistribusi Poisson).
3. Arc sinus Y’ = arc sin
Jika μ = rata – rata populasi dan ragam berbanding lurus dengan μ (1 – μ) (misalnya jika data asli merupakan sampel dari populasi berdistribusi binom). 4. Kebalikan
Y’ = 1/Y
Digunakan jika simpangan baku berbanding lurus dengan rata – rata kuadrat.
3.10. Teori Mengenai Desain Eksperimen
Desain eksperimen yaitu suatu rancangan percobaan dengan tiap langkah tindakan yang betul-betul terdefinisikan sedemikian sehingga informasi yang berhubungan dengan atau diperlukan untuk persoalan yang sedang diteliti dapat dikumpulkan. 10
Seperti yang telah kita ketahui bahwa statistika berkaitan dengan pengembangan dan penggunaan metoda serta teknik untuk pengumpulan, penyajian, pengolahan, analisis, dan pengambilan kesimpulan mengenai sekumpulan data sehingga ketidak pastian dari pada kesimpulan berdasarkan data itu dapat diperhitungkan dengan menggunakan ilmu hitung probabilatas. Dalam hai ini, perlu diingat bahwa analisa hanyalah bersifat eksak apabila asumsi-asumsi, umumnya mengenai bentuk distribusi, semuanya dipenuhi. Akan tetapi pada kenyataannya hal ini kadang-kadang tidak terjadi atau sukar untuk
10
Sudjana, Ibid, hal 6.
dibuktikan dipenuhi, sehingga dalam banyak hal sering bergantung pada kecakapan memilih metode analisis yang tepat untuk sesuatu persoalan, termasuk ke dalamnya cara-cara perencanaan untuk memperoleh data yang diperlukan. Sering terjadi bahwa data yang dikumpulkan ternyata tidak atau kurang berfaedah untuk keperluan analisis persoalan yang harus dihadapi. Untuk mengatasi hal ini, sebuah cara harus ditempuh yang dikenal dengan nama desain eksperimen, yaitu suatu rancangan percobaan (dengan tiap langkah tindakan yang betul-betul terdefinisikan) sedemikian hingga informasi yang berhubungan dengan atau diperlukan untuk persoalan yang sedang diamati dapat dikumpulkan. Dengan kata lain, desain sebuah eksperimen merupakan langkah-langkah lengkap yang perlu diambil jauh sebelum eksperimen dilakukan agar supaya data yang semestinya diperlukan dapat diperoleh sehingga akan membawa pada analisis objektif dan kesimpulan yang berlaku untuk persoalan yang sedang dibahas.
Sebagai contoh misalnya untuk menentukan pengaruh minyak dan oli dalam pembentukan mesin, maka akan timbul pertanyaan-pertanyaan berikut: 1. Bagaimana pengaruh minyak yang diukur?
2. Karakteristik apa yang harus dianalisis?
3. Faktor-faktor apa sajakah yang mempengaruhi karakteristik yang harus dianalisis tersebut?
4. Faktor-faktor manakah yang penting untuk dianalisis? 5. Berapa kali eksperimen harus dilakukan?
8. Perlukah eksperimen kontrol dilakukan untuk dijadikan perbandingan? 9. Bagaimana eksperimen harus dilakukan?
Contoh diatas memperlihatkan bahwa suatu desain untuk mengerjakan eksperimen perlu dibuat selengkap mungkin dan dilakukan dengan sebaik-baiknya.
3.10.1 Tujuan Desain Eksperimen
Desain suatu eksperimen bertujuan untuk memperoleh atau mengumpulkan informasi sebanyak-banyaknya yang diperlukan dan berguna dalam melakukan penyelidikan persoalan yang akan dibahas. Meskipun demikian, dalam rangka usaha mendapatkan semua informasi yang berguna itu, hendaknya desain dibuat sesederhana mungkin. Penyelidikan juga hendaknya dilakukan seefisien mungkin mengingat waktu, biaya, tenaga dan bahan yang harus digunakan. Hal ini juga penting mengingat pada kenyataan bahwa desain yang sederhana akan mudah dilaksanakan, dan data yang diperoleh berdasarkan desain demikian akan dapat cepat dianalisis, disamping juga akan bersifat ekonomis. Jadi jelas hendaknya, bahwa desain eksperimen berusaha untuk memperoleh informasi yang maksimum dengan menggunakan biaya minimum.
3.10.2. Prinsip Dasar Dalam Desain Eksperimen
Untuk memahami desain eksperimen yang akan diuraikan selanjutnya, maka perlu dimengerti prinsip-prinsip dasar yang lazim digunakan dan dikenal.
Prinsip-prinsip tersebut ialah yang biasa dinamakan replikasi, rendemisasi atau pengacakan dan kontrol lokal.
Sebelum memberikan penjelasan ketiga prinsip dasar diatas, terlebih dahulu akan dijelaskan pengertian tentang perlakuan, kekeliruan eksperimen dan unit eksperimen.
1. Perlakuan
Perlakuan diartikan sebagai sekumpulan dari pada kondisi-kondisi eksperimen yang akan digunakan terhadap unit eksperimen dalam ruang lingkup desain yang dipilih.Perlakuan ini bisa berbentuk tunggal atau terjadi dalam bentuk kombinasi.
2. Unit eksperimen
Unit eksperimen dimaksudkan sebagai unit terhadap mana perlakuan tunggal (yang mungkin merupakan gabungan beberapa faktor) dikenakan dalam sebuah replikasi eksperimen dasar. Dalam contoh misalnya, seekor sapi merupakan unit eksperimen dalam percobaan menyelidiki efek makanan terhadap sapi.
3. Kekeliruan eksperimen
dan pengaruh gabungan dari semua faktor tambahan yang mempengaruhi karakteristik yang sedang dipelajari.
3.10.2.1.Replikasi
Replikasi dairtikan sebagai pengulangan eksperimen dasar. Dalam kenyataannya replikasi diperlukan oleh karena beberapa hal sebagai berikut:
1. Memberikan tafsiran kekeliruan eksperimen yang dapat dipakai untuk menentukan panjang interval konfidens (selang kepercayaan) atau dapat digunakan sebagai satuan dasar pengukuran untuk penetapan taraf signifikan daripada perbedaan-perbedaan yang diamati.
2. Menghasilkan tafsiran yang lebih akurat untuk kekeliruan eksperimen. 3. Memungkinkan kita untuk memperoleh taksiran yang lebih baik mengenai
efek rata-rata sesuatu faktor.
Jumlah replikasi dianggap telah cukup baik bila memenuhi persamaan berikut: (t - 1) (r - 1) ≥ 15
Dimana t = jumlah perlakuan s r = jumlah replikasi
3.10.2.2.Pengacakan
Umumnya pengacakan diperlukan untuk prosedur pengujian, asumsi-asumsi tertentu perlu diambil dan memenuhi agar supaya pengujian yang dilakukan menjadi benar. salah satu diantaranya adalah bahwa pengamatan-pengamatan (jadi juga kekeliruan ) berdistribusi secara independen.
3.10.2.3.Kontrol Lokal
Kontrol lokal merupakan sebagian daripada keseluruhan prinsip desain yang harus dilaksanakan. Biasanya merupakan langkah-langkah atau usaha-usaha yang berbentuk penyeimbang, pemblokan, dan pengelompokan unit-unit eksperimen yang digunakan dalam desain. Jika replikasi dan pengecekan pada dasarnya memungkinkan berlakunya uji keberartian, maka kontrol menyebabkan desain lebih efisien, yaitu menghasilkan proses pengujian dengan kuasa yang lebih tinggi.
3.10.3. Langkah-langkah Membuat Desain Percobaan
Meskipun tiap ahli statistik akan menempuh langkah-langkah desain menurut keadaan persoalan yang dihadapi dan pertimbangannya sendiri-sendiri, tetapi pada dasarnya akan mengandung hal-hal pokok sebagaimana telah dirumuskan oleh Kempthorne, sebagai berikut:
1. Pernyataan mengenai masalah atau persoalan yang dibahas. 2. Perumusan hipotesis.
4. Pemeriksaan semua hasil yang mungkin dan latar belakang atau alasan-alasan agar supaya eksperimen setepat mungkin memberi informasi yang diperlukan.
5. Mempertimbangkan semua hasil yang mungkin ditinjau dari prosedur statistika yang diharapkan berlaku untuk itu, dalam rangkja menjamin dipernuhinya syarat-syarat yang diperlukan dalam prosedur tersebut.
6. Melakukan eksperimen.
7. Penggunaan teknis statistika terhadap data hasil eksperimen.
8. Mengambil kesimpulan dengan jalan menggunakan atau
memperhitungkan derajat kepercayaan yang wajar menjadi satuan-satuan yang dinilai.
9. Penilaian seluruh penelitian, dibandingkan dengan penelitian-penelitian lain mengenai masalah- masalah yang sama.
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian dilakukan pada bagian produksi crumb rubber PT. Hadi Baru di Jalan Medan-Binjai Km 16,75 Desa Sumber Melati Kecamatan Sunggal Kabupaten Deli Serdang. Penelitian dilaksanakan pada bulan Mei 2012.
4.2 Jenis Penelitian
Penelitian yang dilakukan adalah penelitian yang bersifat eksperimental. Pada penelitian ini dilakukan percobaan di bagian produksi crumb rubber dengan faktor-faktor yang dipilih yang berpengaruh terhadap kecacatan produk crumb rubber. Percobaan dilakukan untuk memperoleh level faktor terbaik sehingga dapat digunakan sebagai standar pada proses produksi crumb rubber dan mampu mengurangi tingkat kecacatan produk.
4.3. Populasi dan Sampel yang Digunakan 4.3.1. Populasi
Populasi adalah keseluruhan obyek penelitian atau obyek yang diteliti. Populasi dalam penelitian ini adalah semua produk crumb rubber SIR 20 yang diproduksi di PT. Hadi Baru.
Sampel adalah sebagian yang diambil dari keseluruhan objek yang diteliti dan dianggap mewakili seluruh populasi. Sampel pada penelitian ini didapat dari bagian produksi crumb rubber SIR 20.
4.4. Teknik Sampling yang Digunakan
Pemilihan teknik pengambilan sampel merupakan upaya penelitian untuk mendapatkan sampel yang dapat mewakili populasinya. Sampel diambil dengan menggunakan teknik systematic sampling, dimana penarikan sampel dilakukan tiap 9 unit produk yang telah selesai diproses. Dasar penggunaan teknik systematic sampling adalah karena kebijakan perusahaan yang mengambil sampel dari tiap 9 produk untuk diuji spesifikasinya.
4.5. Identifikasi Variabel Penelitian
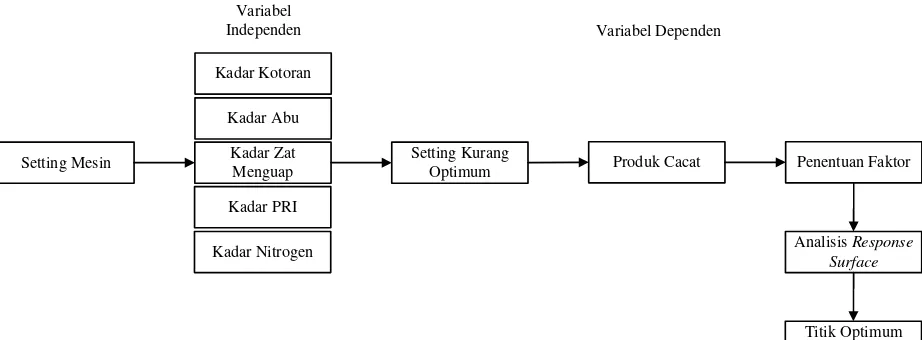
Penentuan variabel penelitian didasarkan atas studi pendahuluan terhadap objek studi dan studi kepustakaan yang berkaitan dengan permasalahan yang dihadapi. Sesuai dengan objek penelitian dan metode yang akan digunakan, variabel-variabel penelitian yang akan diamati terdiri dari 2 unsur utama, yaitu: 1. Variabel Independen (Variabel Bebas)
Variabel bebas merupakan variabel penelitian yang mempengaruhi dan menjadi sebab perubahan atau timbulnya variabel terikat. Dalam hal ini, variabel bebas berupa faktor-faktor yang mempengaruhi kecacatan produk crumb rubber SIR 20, yaitu kadar kotoran, kadar abu, kadar zat menguap, kadar PRI, dan kadar nitrogen.
2. Variabel Dependen (Variabel Terikat)
Variabel terikat merupakan variabel yang dipengaruhi atau yang menjadi akibat dari variabel bebas. Dalam hal ini variabel terikat adalah jumlah produk crumb rubber SIR 20 yang cacat.
Adapun kaitan variabel terikat dengan variabel bebas dituangkan dalam bentuk kerangka konseptual pada Gambar 4.1.
Variabel Dependen
Gambar 4.1. Kerangka Konseptual
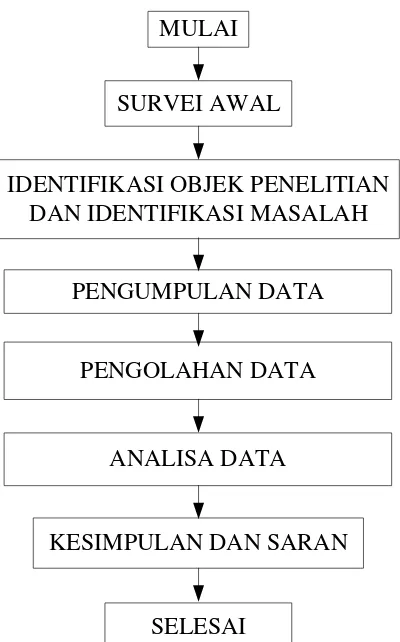
4.6. Prosedur Penelitian
MULAI
SURVEI AWAL
IDENTIFIKASI OBJEK PENELITIAN DAN IDENTIFIKASI MASALAH
PENGUMPULAN DATA
PENGOLAHAN DATA
ANALISA DATA
KESIMPULAN DAN SARAN
SELESAI
Gambar 4.2. Blok Diagram Prosedur Penelitian
4.7. Sumber Data
Pada pengumpulan data untuk penelitian ini berasal dari data primer dan data sekunder yaitu:
1. Data Primer
Data primer yang dibutuhkan dalam penelitian ini adalah data yang diperoleh melalui observasi terhadap perancangan eksperimen yang dilakukan di bagian produksi crumb rubber dimana data yang dikumpulkan adalah pada masing-masing interaksi perlakuan taraf faktor dari faktor apa saja yang mempengaruhi proses produksi crumb rubber.
2. Data Sekunder
Data sekunder yang dibutuhkan untuk melaksanakan penelitian ini adalah data jumlah kecacatan produksi crumb rubber berdasarkan jenis kecacatan yang menjadi standar mutu perusahaan untuk analisis penyebab kecacatan dan kondisi proses yang dijadikan acuan oleh perusahaan.
4.8. Metode Pengumpulan Data
Teknik pengumpulan data dalam penelitian ini adalah :
1. Teknik observasi, yakni melakukan prosedur pengujian terhadap jumlah produk crumb rubber cacat sebagai variabel respon berdasarkan perlakuan yang diberikan. Observasi dilakukan untuk memperoleh data variabel respon yang terpilih dan merupakan salah satu parameter kualitas produk.
2. Teknik wawancara, yaitu dengan melakukan wawancara dan diskusi dengan pihak perusahaan untuk mendapatkan informasi yang diperlukan guna menunjang pencapaian tujuan. Wawancara dan diskusi dengan pihak perusahaan dibutuhkan sebagai studi pendahuluan untuk mengetahui dan menyusun variabel-variabel yang berpengaruh terhadap proses produksi crumb rubber.
4.9. Instrumen Penelitian
Dalam penelitian ini instrumen yang digunakan yaitu:
- kadar PRI (Platicity Retention Index), menggunakan Plastimeter Wallace. - kadar abu dan kadar kotoran, menggunakaninstrumen reaksi kimia. - kadar nirogen dan kadar zat menguap, menggunakan oven.
4.10. Pengolahan Data
Pengolahan data yang dilakukan adalah:
1. Pembuatan Stratifikasi berdasarkan jenis kecacatan yang telah ditentukan. 2. Pembuatan Pareto Diagram
Langkah pembuatan Pareto Diagram:
a. Menggambarkan tipe kecacatan berdasarkan persentase tertinggi ke terendah.
b. Menganalisis Pareto Diagram berdasarkan aturan Pareto 80 : 20 3. Pembuatan Fish Bone Diagram (Diagram Sebab Akibat)
Langkah pembuatan Fish Bone Diagram :
a. Buat diagram sebab akibat dari hasil analisis dengan Pareto Diagram
b. Tentukan semua penyebab yang mungkin yang menyebabkan jenis kecacatan paling dominan.
c. Tentukan mana faktor yang digunakan untuk eksperimen . 4. Analisis dengan Metode Response Surface
Langkah Analisis dengan Metode Response Surface :
a. Penentuan faktor yang digunakan berdasarkan hasil analisis Pareto Diagram dan variabel respons yang dalam hal ini adalah jumlah kecacatan dari data stratifikasi dengan jumlah tertinggi.
b. Penentuan model orde pertama
Dalam hal ini, orde pertama merupakan model matematis untuk perolehan titik optimal pada langkah selanjutnya. Dalam hal ini dilakukan pendekatan matriks.
c. Uji ketidaksesuaian model orde pertama.
Uji ketidaksesuaian terhadap model orde pertama dilakukan sebagai dasar untuk melangkah ke arah wilayah titik optimum faktor. Uji ini bertujuan melihat kesesuaian model yang dibangun terhadap data hasil eksperimen. Dalam hal ini digunakan software MINITAB 16 untuk menganalisis uji kesesuaian model.
d. Melakukan metode steepest descent
Metode steepest descent dilakukan dengan menggunakan data yang diperoleh dari koefisien model orde pertama dimana hasil percobaan yang menghasilkan cacat yang paling minimum digunakan sebagai dasar acuan untuk penentuan level dari faktor Central Composite Design.
e. Penentuan orde kedua