STUDY PEMELIHARAAN SISTEM TURBIN UAP
DENGAN KAPASITAS 1200 KW PUTARAN TURBIN
5294 RPM
DI PKS. SINARMAS
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
RAJA KUTANA GINTING NIM. 050401001
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas berkat yang dilimpahkan sehingga penulis dapat menyelesaikan Tugas Sarjana.
Dalam menyelesaikan Tugas Sarjana ini, penulis banyak mendapat dukungan dari berbagai pihak. Maka pada kesempatan ini dengan ketulusan hati penulis ingin menghaturkan rasa terima kasih yang sebesar-besarnya kepada :
1. Kedua orang tua dan keluarga tercinta, (Ayah) Ir. Yansen Ginting dan (Ibu) Osmarida Purba yang senantiasa memberikan kasih sayang, dukungan, motivasi, dan nasihat yang tak ternilai harganya. Serta kepada Kakanda dan adik.
2. Bapak Ir. Alfian Hamsi,MSc , selaku dosen pembimbing yang telah banyak meluangkan waktunya membimbing, memotivasi, dan membantu penulis dalam menyelesaikan Tugas Sarjana ini.
3. Bapak/Ibu Staff Pengajar dan Pegawai di Departemen Teknik Mesin Fakultas Teknik USU.
4. Seluruh rekan-rekan mahasiswa Departemen Teknik Mesin, teristimewa kepada kawan-kawan seperjuangan Angkatan 2005.
Penulis menyadari bahwa masih banyak kekurangan baik dalam penulisan maupun penyajian Tugas Sarjana ini. Untuk itu penulis sangat mengharapkan saran-saran yang membangun dari semua pihak demi kesempurnaan Tugas Sarjana ini dikemudian hari.
Akhir kata, dengan segala kerendahan hati penulis memanjatkan doa kepada Tuhan Yang Maha Esa semoga Tugas Sarjana ini bermanfaat untuk kita semua.
Medan, May 2010 Penulis
ABSTRAK
DAFTAR ISI
BAB I PENDAHULUAN 1
1.1 Latar Belakang 1
1.2 Tujuan Penulisan 2
1.3 Batasan Masalah 2
1.4 Metode Penulisan 3
1.5 Sistematika Penulisan 3
BAB II TINJAUAN PUSTAKA 5
2.1 Sejarah Perkembangan Pemeliharaan (Maintenance) 5
2.1.1 Dasar-dasar Perencanaan Pemeliharaan 7
2.1.2 Strategi Pemeliharaan (Maintenance Strategy) 8
2.1.3 Pembagian Sistem Pemeliharaan 8
2. 2 Tugas-tugas Bagian Pemeliharaan 12
2. 3 Bahagian-bahagian yang berhubungan dengan Pemeliharaan 18
2. 4 Instruksi-instruksi Umum Dalam Pemeliharaan 21
2.4.1 Pentingnya Pekerjaan Pemeliharaan 22
2.4.2 Pemeliharaan Mesin yang Beroperasi Terus Menerus
22
2.4.3 Pemeliharaan Langsung dan Tidak Langsung 23
2.4.4 Man Power 23
2.4.5 Man Hour 24
2.4.6 Equipment, Tool, Material dan Consumable 25
BAB III METODOLOGI 26
3.1 Perencanaan Pemeliharaan (Planning) 26
Maintenance Plan) 26
3.1.2 Perencanaan Jangka Menengah (Middle Term
Maintenance Plan) 27
3.1.3 Perencanaan Tahunan (Yearly Maintenance Plan) 27
3.1.4 Perencanaan Bulanan (Monthly Maintenance Plan) 27
3.1.5 Perencanaan Mingguan (Weekly Maintenance Plan) 28
3.1.6 Perencanaan Harian (Daily Maintenance Plan) 28
3.2 Jenis – jenis Kegiatan Pemeliharaan 29
3.3 Komponen-komponen Utama Sistem Turbin 32
BAB IV HASIL PERHITUNGAN VARIABEL OPERASIONAL
MAINTANANCE 39
4.1 Inpeksi Pada Turbin Uap di PT. SINARMAS 39
4.1.1 Hubungan biaya dengan manhour untuk pekerjaan
inspeksi 39
4.1.2 Hubungan biaya dengan manpower untuk pekerjaan
inspeksi 42
4.1.3 Hubungan biaya dengan tool untuk pekerjaan inspeksi 44
4.1.4 Hubungan biaya dengan equipment untuk pekerjaan
inspeksi 45
4.1.5 Hubungan biaya dengan material/spare part untuk
pekerjaan inspeksi 45
4.1.6 Hubungan biaya dengan consumable untuk pekerjaan
inspeksi 48
4.2 Overhaul Pada Turbin Uap di PT. SINARMAS 51
4.2.1 Hubungan biaya dengan manhour untuk pekerjaan
Overhaul 52
4.2.2 Hubungan biaya dengan manpower untuk pekerjaan
4.2.3 Hubungan biaya dengan tool untuk pekerjaan
Overhaul 58
4.2.4 Hubungan biaya dengan equipment untuk pekerjaan
Overhaul 59
4.2.5 Hubungan biaya dengan material/spare part untuk
pekerjaan Overhaul 59
4.2.6 Hubungan biaya dengan consumable untuk pekerjaan
Overhaul 62
4.3 Evaluasi Variabel Inspeksi dan Overhaul 66
4.3.1 Probabilitas kerusakan pada sistem turbin 66
4.3.2 Variabel alternatif Preventive Maintenance 69
4.3.3 Hubungan antara performance dan kerusakan 70
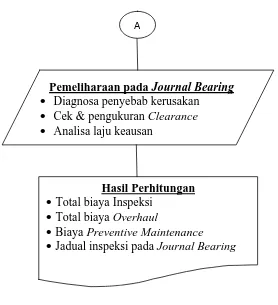
4.4 Teknik Pemeliharaan Bantalan Turbin 74
4.4.1 Dasar teori 74
4.4.2 Tahapan pelaksanaan Corective Maintenance 75
BAB V KESIMPULAN DAN SARAN 93
5.1 Kesimpulan 93
5.2 Saran 94
DAFTAR TABEL
Tabel 4.1. Tanggal hari kerja inspeksi 40
Tabel 4.2. Jumlah manpower tenaga kerja ahli (dispatch engineer) 42
Tabel 4.3. Jumlah manpower dari karyawan PT. SINARMAS 43
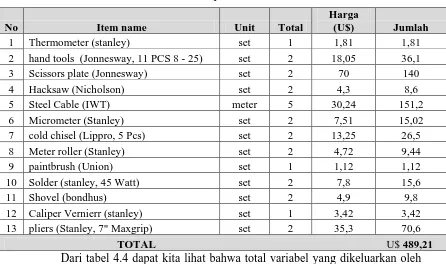
Tabel 4.4. Total biaya untuk tool inspeksi 44
Tabel 4.5. Total biaya untuk equipment 45
Tabel 4.6. Material/Spare part untuk pekerjaan inspeksi 45
Tabel 4.7. Consumable untuk pekerjaan inspeksi 49
Tabel 4.8. Tanggal kerja overhaul 53
Tabel 4.9. Jumlah manpower tenaga kerja ahli (dispatch engineer) 55
Tabel 4.10. Jumlah dari karyawan dari PT. SINARMAS 56
Tabel 4.11. Total variabel untuk tool 58
Tabel 4.12. Total variabel untuk equipment 59
Tabel 4.13. Total variabel untuk material/spare part 59
Tabel 4.14. Total variabel untuk consumable 63
Tabel 4.15. Trouble and accident pada sistema turbin uap dengan
kapasitas 1200 kW dan putaran 5294 Rpm 66
Tabel 4.16. Probabilitas kerusakan yang terjadi 67
Tabel 4.17. Variabel alternatif Preventive Maintenance 69
Tabel 4.18. Jumlah kerusakan VS Performance / Level Condition 70
Tabel 4.19. Pertambahan panjang umur mesin dengan menggunakan
sistem Preventive Maintenance 72
Tabel 4.20. Jumlah kerusakan Performance / Level Condition 72
Tabel 4.21. Sifat fisis material 76
Tabel 4.22. Data – data poros dan bantalan 77
Tabel 4.23. Massa jenis material 77
Tabel 4.24. Koefisien keausan 84
DAFTAR GAMBAR
Gambar 1.1 Kerangka konsep 2
Gambar 2.1. Diagram Maintenance Strategy 8
Gambar 3.1. Miniatur turbin uap 32
Gambar 3.2. Bagian utama turbin uap 33
Gambar 3.3. Poros turbin 34
Gambar 3.4. Nozzle block 35
Gambar 3.5. Sudu gerak 35
Gambar 3.6. Jenis bantalan turbin uap 36
Gambar 3.7. Diagram alir teknik pemeliharaan sistem turbin uap 38
Gambar 4.1. Grafik total variabel untuk inspeksi 51
Gambar 4.2. Grafik total variabel untuk overhaul 65
Gambar 4.3. Grafik variabel Preventive Maintenance VS
Breakdown Maintenance 70
Gambar 4.4. Hubungan Kerusakan VS Performance 71
Gambar 4.5. Sistem Preventive Maintenance (PM) setiap 72
bulan VS Breakdown Maintenance (BM) 73
Gambar 4.6. Pelumasan pada poros turbin 74
Gambar 4.7. Dimensi bantalan journal 76
Gambar 4.8. Mekanisme gesekan dipermukaan bantalan 78
Gambar 4.9. Radius Curvarture 80
Gambar 4.10. Nodal solution Von Misses 88
Gambar 4.11. Nodal solution Displacement keselurahan 89
Gambar 4.12. Nodal solution Displacement arah X 90
Gambar 4.13. Nodal solution Displacement arah Y 90
Gambar 4.14. Nodal solution Displacement arah Z 91
DAFTAR NOTASI
A Luas penampang m2
D1 Diameter dalam bantalan mm
D2 Diameter luar bantalan mm
Ft Gaya tangensial kg
Mt Momen torsi kg/mm
Ni Daya Netto kW
n Putaran poros turbin rpm
Ng Daya yang dibutuhkan generator listrik kW
ηG Effisiensi generator ηm Effisiensi mekanis
W Beban kg
Fr Gaya radial kg
Vr Kecepatan poros m/s
R Diameter bantalan mm
N Contact modulus N/m2
a Contact radius m
M Friction Moment Nmm
µ Friction Coefficient
Fgesek Gaya gesek pada bantalan
Q Energi panas Watt
Vol Volume bantalan m3
C Massa jenis bantalan J/kgoC
t Waktu detik
s sliding distance m
Wr Wear volume mm3
ABSTRAK
BAB I PENDAHULUAN
1.1. Latar Belakang
Kecanggihan teknologi dibidang mesin-mesin industri semakin lama
semakin meningkat sesuai dengan kebutuhan, sehingga secara otomatis menuntut
adanya suatu sistem pemeliharaan (Maintenance) yang dapat mengurangi tingkat
kerusakan dan memperpanjang umur suatu mesin. Sehingga diharapkan sistem
pemeliharaan (Maintenance) tersebut akan dapat memberikan
keuntungan-keuntungan, baik ditinjau dari segi biaya-biaya yang dikeluarkan untuk
pemeliharaan ataupun waktu yang dibutuhkan untuk melakukan pemeliharaan.
Hal ini juga akan berpengaruh terhadap tinggi rendahnya kapasitas produksi
sebuah mesin.
Dalam hal ini PT. SINARMAS yang bergerak pada produksi minyak kelapa
sawit (Crude Palm Oil) menggunakan turbin uap sebagai pembangkit tenaga .
Dengan demikian perlu adanya suatu sistem pemeliharaan (Maintenance) pada
turbin uap tesebut, guna menjaga agar proses produksi minyak kelapa sawit dapat
berjalan dengan baik.
Turbin uap adalah salah satu komponen yang digunakan sebagai pembangkit
tenaga. Dimana turbin uap tersebut dapat merubah energi potensial uap (fluida
kerjanya) menjadi energi kinetik dan energi kinetik ini kemudian dirubah menjadi
energi mekanis dalam bentuk putaran pada poros turbin. Energi mekanis inilah
yang akhirnya dirubah oleh generator menjadi energi listrik.
Dengan melihat hal diatas, maka dapat disimpulkan bahwa komponen
dasar pembangkit listrik tersebut adalah turbin uap. Atas dasar inilah yang
membuat penulis berkeinginan untuk membahas tentang perlunya pemeliharaan
(Maintenance) pada turbin uap, sebab apabila turbin uap tiba-tiba rusak atau
berhenti maka setiap proses akan berhenti dan pengolahan minyak kelap sawit
akan tidak berproduksi secara maksimal. Hal tersebut akan menimbulkan kerugian
1.2. Tujuan Penulisan
Tujuan utama dari penulisan tugas sarjana ini adalah untuk menentukan
waktu dan biaya Alternatif Preventive Maintenance yang menguntungkan dan
untuk membandingkan sistem manajemen Preventive Maintenance dengan
manajemen Breakdown Maintenance pada sistem turbin uap di PT.SINARMAS.
Dimana hal tersebut dapat ditinjau dari segi umur pemakaian dan biaya
pemeliharaannya yang diperoleh berdasarkan data-data yang ada, sehingga kita
dapat menentukan sistem manajemen pemeliharaan (Maintenance) yang lebih
menguntungkan.
1.3. Batasan Masalah
Adapun batasan masalah yang akan dibahas oleh penulis adalah mengenai
sistem pemeliharaan (Preventive Maintenance) dari sebuah turbin uap di
PT.SINARMAS. Dari sistem pemeliharaan (Preventive Maintenance) tersebut
akan dibahas tentang besarnya biaya, Man Power, Man hour, Tool, Material,
Consumable dan Evaluasi biaya Preventive Maintenance.
Gambar 1. Kerangka konsep
• Data Spesifikasi Turbin Uap
• Analisis Biaya Operasional Maintenance
Variabel Input:
• Data Material
• Data Consumable
• Main Power
• Main Hour
Hasil yang diperoleh:
• Total biaya Inspeksi
• Total biaya Overhaul
• Biaya Preventive Maintenance Permasalahan :
Pada tugas sarjana ini penulis tidak membahas Preventive Maintenance
secara keseluruhan yang ada pada PT. SINARMAS, tetapi hanya membahas
Preventive Maintenance pada sistem turbin uap saja. Pembatasan ini
dimaksudkan untuk membatasi permasalahan yang akan dibahas sehingga lebih
fokus dan sistematis. Outline dari penulisan skripsi ini dapat dilihat pada gambar
1
1.4. Metode Penulisan
Adapun metode penulisan yang dilakukan oleh penulis dalam penulisan
Tugas Sarjana ini adalah sebagai berikut :
1. Metode Wawancara
Penulis melakukan tanya jawab langsung dengan staf maupun operator
yang bersangkutan untuk mendapatkan informasi yang lengkap tentang
topik yang akan dibahas.
2. Metode Observasi
Penulis melakukan peninjauan langsung pada proses yang berkaitan
dengan system manajemen Preventive Maintenance pada PT.
SINARMAS
3. Metode Kepustakaan
Penulis berusaha mencari dan mempelajari buku-buku referensi yang
berhubungan dengan topik yang dibahas, baik yang diperoleh dari
perusahaan maupun dari perpustakaan yang ada di kampus.
1.5. Sistematika Penulisan
Secara umum tugas sarjana ini terdiri atas 5 (lima) bab. Untuk
mempermudah mengetahui isi tugas sarjana ini, dapat diuraikan secara ringkas
BAB I : PENDAHULUAN
Bab ini memberikan gambaran menyeluruh mengenai Tugas Akhir
yang meliputi, pembahasan tentang latar belakang, maksud dan
tujuan, batasan masalah, metode penulisan, dan sistematika
penulisan.
BAB II : TINJAUAN PUSTAKA
Berisikan tentang pengertian pemeliharaan, tugas-tugas bagian
pemeliharaan, dan instruksi-instruksi umum dalam pemeliharaan.
BAB III : METODOLOGI
Merupakan penjelasan tentang Inspeksi Pada Turbin Uap,
Perencanaan Pemeliharaan (Planning), Jadwal Pemeliharaan
(Scheduling), Perawatan yang dilakukan pada
komponen-komponen Utama Turbin (Main Equipment Maintenance) dan
Perawatan yang dilakukan pada komponen-komponen Pendukung
Turbin Uap (Auxiliary Equipment Maintenance).
BAB IV : HASIL PERHITUNGAN BIAYA OPERASIONAL MAINTENANCE
Berisikan pembahasan tentang sistem Preventive Maintenance
dengan sistem Breakdown Maintenance pada turbin air yang
meliputi : hubungan biaya dengan Manpower, Manhour, Tool,
Material, Consumable, Evaluasi biaya Preventive Maintenance dan
hubungan antara umur mesin dengan kerusakan yang terjadi.
BAB V : KESIMPULAN DAN SARAN
BAB II
TINJAUAN PUSTAKA
2.1 Sejarah Perkembangan Pemeliharaan (Maintenance)
Pada generasi I, sebelum perang dunia II pemeliharaan peralatan di
Jepang menggunakan cara pemeliharaan lama (metode klasik) yaitu dengan
menggunakan sistem Breakdown Maintenance (BM). Dimana pemeliharaan
dilakukan setelah timbul kerusakan. Hal ini masih dapat dilakukan dikarenakan
oleh :
1. Mekanisasi industri tidak tinggi, sehingga Down Time bukan masalah.
2. Peralatan sangat sederhana dengan tingkat keandalan tinggi, (karena
rancangan dibuat berlebihan) dan mudah dirawat.
3. Tidak membutuhkan maintenance secara matematis, kecuali pembersihan
dan pelumasan, sehingga skill yang dibutuhkan rendah.
4. Preventive bukan prioritas utama
Generasi II, yaitu pada saat perang dunia II industri-industri di jepang
mulai mengalami kesulitan dengan kerusakan yang dihadapi. Hal ini disebabkan
oleh :
1. Meningkatnya mekanisasi peralatan, akibat dari meningkatnya kebutuhan
2. Sejak tahun 1950-an jenis mesin dan peralatan industri makin banyak dan
kompleks.
3. Down time menjadi perhatian utama, sehingga mulai tercipta konsep
Preventive Maintenance (1960) dan pelaksanaan overhaul dilakukan
secara periodik pada interval yang tetap
4. Peningkatan ongkos pemeliharan terhadap ongkos operasi, sehingga
meningkat pada sistem perencanaan dan penjadualan.
Dengan demikian pemeliharaan hanya akan segera dilakukan setelah
insinyur pemeliharaan tidak punya waktu untuk memberikan ide-ide yang baik
bagi pengembangan dasar dalam usaha untuk meminimalkan kerusakan tersebut.
Sehingga pada generasi III yaitu sejak pertengahan tahun 1970-an, dengan
adanya peningkatan proses perubahan di industri jepang maupun dunia yang
memacu adanya sistem pemeliharaan Preventive Maintenance sebagai sistem
pemeliharaan yang tepat dan yang sering digunakan hingga saat ini, dan sejarah
pemeliharaan Breakdown Maintenance telah ditinggalkan.
Pengertian pemeliharaan (Maintenance) menurut JIS adalah semua
pengaturan dan kegiatan yang diperlukan untuk menjaga/memelihara suatu
peralatan pada kondisi siap pakai/siap operasi atau dengan memperbaikinya
sehingga bebas dari kerusakan. Sedangkan tujuan pemeliharaan dapat dibagi atas
beberapa tujuan, yaitu :
a. Berdasarkan pengertiannya, Tujuan pemeliharaan dibagi atas :
1. Tujuan pemeliharaan dalam arti sempit
Tujuannya adalah adalah suatu kegiatan untuk menjaga/memelihara
suatu peralatan/mesin dapat beroperasi dengan keadaan baik dan bebas
dari penurunan mutu baik peralatan/mesin maupun produk yang
dihasilkan.
2. Tujuan pemeliharaan dalam arti luas
Tujuannya adalah semua kegiatan yang dibutuhkan untuk menunjang
kelancaran produksi dan meningkatkan produktivitasnya yaitu dengan
cara :
1. Menyempurnakan peralatan/mesin
2. Menyempurnakan mutu produk
3. Penyerahan dan penyelesaian tepat waktu
4. Meningkatkan efisiensi dan biaya pemeliharaan yang ekonomis
5. Mengurangi kecelakaan dan meningkatkan moral kerja.
1. Memelihara keberadaan peralatan dan mesin agar siap pakai dalam kurun
waktu tertentu (Availability).
2. Menjaga kemampuan peralatan dan mesin demi melaksanakan fungsinya
dalam kedaan dan waktu tertentu (Reability).
3. Menyempurnakan bagian peralatan dan mesin agar mudah dipelihara
dalam kondisi pemeliharaan yang spesifik dan jangka waktu tertentu
(Maintainability).
2.1.1 Dasar-dasar Perencanaan Pemeliharaan
Dasar rencana kerja pemeliharaan merupakan rencana pokok (Master
Plan) yang terdiri dari dasar strategis pemeliharaan jangka panjang, yaitu :
1. Rencana kerja pemeliharaan untuk jangka waktu 10 tahun, yang meliputi :
a. Rencana kerja pemeliharaan pencegahan (Preventive Maintenance)
b. Rencana kerja untuk penyempurnaan (Improvement)
c. Rencana kerja pembelian material dalam skala besar (Refractory
Material).
2. Rencana kerja pemeliharaan tahunan
a. Rencana kerja pemeliharaan tahunan yang diambil dari rencana
kerja jangka panjang (Time Based)
b. Rencana kerja pemeliharaan yang dibuat untuk perhitungan
biaya/estimasi anggaran untuk satu tahun fiskal
c. Rencana pembaharuan (Renewal Plan) dan rekondisi peralatan
d. Rencana kerja yang dikontrakkan.
e. Rencana pembelian material seperti spare part, minyak pelumas,
dll.
3. Rencana kerja pemeliharaan bulanan, yang meliputi :
a. Rencana kerja pemeliharaan berdasarkan kondisi peralatan
b. Rencana pekerjaan pemeliharaan yang tertunda pada bulan lalu
c. Rencana perbaikan peralatan dari hasil koordinasi seksi operasi
4. Rencana kerja pemeliharaan mingguan dan harian, yang meliputi :
a. Rencana kerja pemeliharaan berdasarkan kondisi (Condition
Based).
b. Rencana kerja pemeliharaan dari hasil koordinasi seksi operasi dan
seksi pemeliharaan yang dilakukan sebelum memulai pekerjaan.
2.1.2 Strategi Pemeliharaan (Maintenance Strategy)
Pada dasarnya strategi pemeliharaan (Maintenance Strategy) ada dua macam
yaitu, pemeliharaan yang direncanakan (Planned Maintenance) dan pemeliharaan
diluar dari perencanaan (Unplanned Maintenance), dimana perencanaan
pemeliharaan (Planned Maintenance) dilakukan secara rutin (Preventive
Maintenance) dengan jadual pemeliharaan yang telah ditentukan (Scheduled
Maintenance) ataupun (Predictive Maintenance) sedangkan pemeliharaan diluar
perencanaan (Unplanned Maintenance) adalah merupakan pemeliharaan darurat
yang tidak diinginkan (Emergency Maintenance) yang terjadi diluar dugaan tetapi
harus segera diperbaiki kembali (Corrective Maintenance), sebab hal tersebut
sangat berpengaruh dalam proses produksi. Untuk lebih jelasnya dapat dilihat
pada diagram berikut :
2.1.3 Pembagian Sistem Pemeliharaan
Sistem pemeliharaan secara garis besar terdiri dari beberapa macam, yaitu:
a. Sistem Pemeliharaan Rutin (Preventive Maintenance)
Prinsip kerja dari sistem pemeliharaan rutin (Preventive Maintenance)
adalah melakukan pemeliharaan untuk mencegah atau mengurangi laju penurunan
mutu mesin/peralatan sebelum mengalami kerusakan yang dilakukan dengan
metode :
a. Pemeliharaan secara berkala (Time Based )
b. Pemeliharaan peramalan dengan pengukuran (Conditional Based)
Biaya perbaikan ini akan dapat diminimalkan apabila kita telah
mengetahui kerusakan secara dini. Tipe pemeriksaan dan pemeliharaan preventif
ini dibuat dengan mempertimbangkan ketersediaan tenaga kerja, suku cadang,
bahan untuk perbaikan dan faktor lainnya. Keuntungan melakukan pemeriksaan
dan perbaikan secara priodik pada mesin-mesin adalah dapat diramalkannya total
perbaikan pada seluruh equipment di suatu pabrik oleh para insinyur
pemeliharaan. Selanjutnya, kesalahan atau kerusakan dapat diramalkan lebih awal
dengan melihat fenomena kenaikan getaran mesin atau dari performa mesin yang
menurun, sehingga dengan demikian harus segera dilakukan perbaikan sebelum
timbul kerusakan yang lebih parah lagi.
Untuk pendeteksian keadaan yang tidak normal dari mesin/peralatan sedini
mungkin dilakukan oleh group inspeksi yang berada di bawah bagian
pemeliharaan. Bantuan dan laporan dari orang produksi akan sangat membantu
bagian pemeliharaan, sehingga dapat dibuat perencanaan pemeliharaan yang
maksimal. Seksi pemeliharaan atau inspeksi adalah merupakan bagian dari sistem
pemeliharaan rutin. Seksi ini melakukan pemeriksaan rutin pada mesin-mesin dan
pada saat terjadinya pembongkaran mesin seperti menyiapkan inspeksi dan
membuat rencana perbaikan atau penggantian, termasuk pengontrolan biaya dan
pengembangan teknis dari peralatan tersebut. Pengurangan kemungkinan
kerusakan mesin/peralatan merupakan tujuan yang paling penting dalam dari
Bila pemeliharaan rutin dilakukan dengan baik, maka beberapa mesin
cadangan yang ada akan tidak terpakai, sehingga umur mesin akan bertambah
panjang hingga perbaikan hanya perlu dilakukan pada saat dilakukannya
pembongkaran mesin-mesin berskala besar di pabrik tersebut, maka mesin
cadangan boleh dikurangi yang artinya hal tersebut akan dapat mengurangi biaya
pemeliharaan. Data-data dan informasi sehubungan dengan kerusakan dan
perbaikan mesin/peralatan akan tersimpan dengan sistematis dan ini merupakan
data dasar untuk merumuskan rencana-rencana pemeliharaan selanjutnya dan
peningkatan fasilitas yang dilakukan oleh bagian pemeliharaan dan bagian
inspeksi. Data ini merupakan masukan yang sangat akurat untuk bagian
pergudangan yang mengurusi suku cadang dan bahan untuk pemeliharaan rutin.
b. Sistem Pemeliharaan Setelah Rusak (Breakdown Maintenance)
Pada awalnya semua industri menggunakan sistem ini. Prinsip kerjanya
yaitu jika ada mesin/peralatan yang sudah rusak, baru pemeliharaan akan
dilakukan sesegera mungkin. Jika industri memakai sistem ini maka kerusakan
mesin akan berulang berkali-kali dan frekuensi kerusakannya sama setiap
tahunnya.
Industri yang menggunakan sistem ini dianjurkan untuk menyediakan
cadangan mesin (stand by machine) bagi mesin-mesin yang vital. Sifat lain dari
sistem ini adalah data dan file informasi, dimana data dan file informasi perbaikan
mesin/peralatan harus tetap dijaga. Pada sistem ini untuk pembongkaran tahunan
tidak ada karena pada saat dilakukan penyetelan atau perbaikan, unit-unit
cadanganlah yang dipakai. Dan hal ini memerlukan tenaga kerja tetap yang sangat
banyak dibandingkan dengan sistem lain. Sistem Breakdown Maintenance ini
sudah banyak ditinggalkan oleh industri-industri karena sudah ketinggalan zaman
karena tidak sistematik secara keseluruhannya dan banyak mengeluarkan biaya
c. Sistem Pemeliharaan Ulang (Corrective Maintenance )
Dengan meningkatnya sistem perkembangan bahan sehingga tidak sejalan
dengan perkembangan pemeliharaan sistem preventive. Untuk mengatasi hal
tersebut maka dianjurkan untuk melakukan sistem pemeliharaan ulang (Corrective
Maintenance). Setelah beberapa tahun pemeliharaan rutin dilaksanakan di pabrik
dan dari data-data inspeksi yang dilakukan maka dapat diperoleh umur dan biaya
pemeliharaan dari masing-masing mesin/peralatan. Dari informasi ini kita dapat
menentukan prioritas unit mana yang harus segera di perbaiki. Bagian inspeksi
dan perencanaan bekerja sama dengan bagian produksi dan pekerja lapangan akan
menginformasikan kondisi masing-masing mesin dengan cara sebagai berikut :
1. Bagaimana perencanaan aslinya dan apakah kinerja berubah setelah
masa pemeliharaan yang lama, suku cadang mana yang mudah rusak.
2. Adakah cara lain untuk mencegah kerusakan tersebut.
3. Mencari dimana letak permasalahan dari sistem tersebut.
4. Menetapkan umur dari masing-masing mesin dan peralatan untuk
menangkal munculnya masalah yang lebih besar lagi.
Selanjutnya data-data perbaikan dan pemeriksaan rutin akan
memungkinkan kita mendeteksi kemungkinan terjadinya kerusakan dan
mempersiapan kerja untuk jenis pekerjaan tersebut. Ini akan menghasilkan
prosedur perbaikan yang tepat dan dapat meminimalkan waktu yang di pakai
untuk pekerjaan tersebut. Sifat-sifat yang menonjol dari sistem pemeliharaan
ulang adalah efisien dan erat hubungan diantara bagian perencana, bagian inspeksi
dan pekerja seperti ahli bahan, insinyur mesin, kimia dan lain-lain. Disinilah
masalah yang muncul di lapangan dapat diatasi berkat adanya kerjasama dari
seluruh bagian-bagian yang ada di pabrik.
Meminimalkan frekuensi kerusakan pabrik setiap bulan dapat dilakukan
dengan cara menjaga kualitas bahan, memodifikasi rancangan mesin, proses, dan
lain-lain. Informasi dari penyediaan barang (Supplier) mengenai
barang-barang/bahan yang terbaru akan sangat membantu perencanaan selanjutnya, tetapi
keperluan pabrik. Tugas dari seorang insinyur bagian pemeliharaan tidak hanya
sebatas memelihara mesin dan peralatan yang ada saja, tetapi juga bertugas untuk
memaksimumkan keuntungan pabrik dengan mengurangi jumlah kerusakan
mesin/peralatan dan juga mengurangi biaya pemeliharaan. Hal ini dilakukan
dengan mempelajari/mengembangkan teknologi yang terbaru. Konsep
pembiayaan pada pengembangan bahan untuk suku cadang mesin/peralatan
tertentu sangatlah penting dan orang yang ahli bahan harus bekerja sama dengan
bagian pemeliharaan.
Awalnya pada pemeliharaan ulang, tenaga kerja tambahan dan penanaman
modal diperlukan, tetapi modal tersebut akan kembali dalam waktu yang singkat
dengan dinaikkannya pelayanan, berkurangnya kerusakan, penurunan biaya
perbaikan, dan bertambah panjangnya umur fasilitas-fasilitas tersebut. Dengan
demikian kondisi masing-masing mesin/peralatan sudah sangat terjamin.
d. Sistem Pemeliharaan Produktif (Produktif Maintenance )
Sistem pemeliharaan yang baik adalah berbeda untuk masing-masing
pabrik. Hal ini disebabkan masing-masing pabrik berbeda pemakaian bahan dan
energinya begitu juga dengan hasil produksinya. Sistem pemeliharaan ini dimulai
dengan mengoptimumkan sistem pemeliharaan itu sendiri berkait dengan
beberapa kondisi yang dialami pabrik tersebut, ini adalah konsep pemeliharaan
produktif. Pengurangan kerusakan yang tidak diinginkan merupakan elemen yang
penting bagi semua sistem pemeliharaan. Pengurangan ini dapat diperoleh dengan
kerja sama yang baik diantara bagian perencana dengan bagian inspeksi.
Tujuan dari pemeliharaan ini adalah untuk merencanakan pemeliharaan
dari masing-masing fasilitas yang ada sesuai dengan umur masa pakainya, dan
dengan mengurangi biaya pemeliharaan tahunan, dengan cara pendekatan inspeksi
dan pekerjaan perbaikan pada waktu diadakannya pembongkaran mesin tahunan
atau pemeliharaan yang lain-lain. Optimasi perencanaan biaya pemeliharaan
untuk pekerjaan lapangan pada saat pembongkaran mesin dan pekerjaan
Keperluan memasang mesin cadangan/peralatan ditentukan oleh hasil dari konsep
pemeliharaan produktif. Biaya tambahan untuk unit-unit cadangan dapat
dilakukan dengan membandingkan biaya investasi dengan uang yang kembali bila
kiat memakai sistem pemeliharaan rutin untuk seluruh mesin yang ada dalam
pabrik tersebut. Secara umum, mesin-mesin/peralatan yang besar dan mahal
diharapkan dapat berjalan secara rutin pada masa-masa pemeliharaan tersebut,
hingga mesin/peralatan cadangan dapat ditiadakan.
2. 2 Tugas-tugas Bagian Pemeliharaan
Adapun tugas-tugas dasar dari seksi pemeliharaan dibagi atas beberapa
bagian yaitu sebagai berikut :
a. Bagian perencanaan dan penugasan
b. Bagian pemeriksaan dan pengawasan
c. Bagian pengawasan bahan
d. Bagian pekerjaan lapangan
e. Bagian pekerjaan bengkel.
a. Bagian Perencanaan dan Penugasan
Tugas-tugas bagian perencana dan penugasan adalah :
1. Menerima dan mengumpul semua permintaan-permintaan kerja.
2. Mendaftarkan dan mengklassifikasikan semua permintaan-permintaan
kerja yang diterima.
3. Menyiapkan permintaan-permintaan kerja pemeliharaan tersebut.
4. Mempelajari dan membuat pembagian kerja, dan penempatan pekerja
pada lokasi yang sesuai.
5. Menyiapkan dan membuat perintah-perintah kerja.
6. Mengecek dan menyiapkan bahan-bahan yang diperlukan.
7. Menyetujui semua permintaan-permintaan kerja diatas dan juga
permintaan kerja harian.
nya.
9. Mengecek laporan dari pekerjaan yang sudah selesai
10. Menerima dan menyimpan catatan jam kerja yang sebenarnya dan
juga catatan equipment yang ada di pabrik termasuk bahan-bahan
yang dipakai.
11. Melaporkan pada bahagian gudang perubahan pemakaian suku
cadang, bahan habis pakai, dan pelumas yang dipakai pada
pekerjaan-pekerjaan pemeliharaan.
12. Menerima dan menyimpan laporan status bahan dan permintaan
pembelian bahan dari bahagian gudang.
13. Menyiapkan, menjaga, dan mengatur rencana untuk perbaikan,
pemeliharaan atau pembongkaran secara besar-besaran.
14. Menjaga kestabilan dan mengkoordinasi biaya pemeliharaan tahunan.
15. Menganalisa kinerja pemeliharaan keseluruhan.
16. Menyiapkan dan menyetujui laporan-laporan.
17. Mengusulkan perbaikan atau modifikasi dari equipment dan fasilitas
nya kepada orang-orang teknik.
b. Bagian Pemeriksaan dan Pengawasan
Tugas-tugas pada bagian pemeriksaan dan pengawasan dibedakan atas :
(1). Untuk pembongkaran mesin yang regular (umum), atau periodik yaitu :
a) Menyiapkan, menjaga dan mempertimbangkan kembali
program-program pembongkaran mesin periodik atau regular. Pemeriksaan
atau bahan khusus dari bahagian teknikal atau perencanaan sangat
diharapkan.
b) Menyiapkan, melaksanakan pemeriksaan, dan permintaan
pembongkaran mesin di bengkel.
c) Menerima permintaan pemeriksaan dari bahagian produksi dan dari
bahagian-bahagian lain yang terkait. Siapkan, laksanakan
kepada bahagian yang memerlukan nya
d) Menyiapkan, melaksanakan langkah-langkah awal dari
masing-masing pekerjaan pemeliharaen dan perbaikan, juga menyiapkan
laporan akhir pemeriksaan dan masing-masing pekerjaan
pemeliharaan tersebut.
e) Membuat saran yang diperlukan kepada bahagian perencanaan dan
bengkel sehubungan dengan tatacara perbaikan equipment yang ada
di pabrik termasuk bahan-bahan yang dipakai.
f) Membuat tatacara atau aturan pelaksanaan pekerjaan dalam keadaan
darurat dan pembahagian kerjanya.
g) Membuat aturan pemeriksaan equipment dalam keadaan darurat.
h) Menyiapkan laporan pemeriksaan
i) Menyimpan catatan kerusakan-kerusakan mesin untuk semua
equipment dalam pabrik dan mencatat item-item pemeliharaan
yang besar-besar dari equipment dan sistim pepipaan.
j) Menganalisa dan menyarankan tatacara pemeliharaan yang sesuai
berdasarkan catatan data-data dari mesin-mesin tersebut.
k) Meminta dan menerima bahan-bahan yang dipakai pada sewaktu
pemeriksaan dilakukan dan juga bahan habis pakai.
l) Mempelajari dan mengusulkan perbaikan atau modifikasi peralatan
pabrik dan fasilitas-fasilitas nya, agar lebih baik sesuai dengan yang
diperlukan oleh bahagian teknik.
m) Mempelajari dan membuat rencana pemeriksaan tahunan dan
menjaga biaya pemeriksaan tahunan agar tetap stabil untuk
pemeliharaan yang regular, perbaikan mesin dan pembongkaran
tahunan.
n) Menganalisa semua hasil-hasil pemeriksaan dan membuat
laporan-laporan inspeksi dan saran-saran.
Pemeriksaan yang khusus artinya seperti pemeriksaan-pemeriksaan
tanpa merusak (NDT), analisa getaran, pemeriksaan bahan, dan lainnya,
adapun hal-hal yang perlu diperhatikan dalam pemeriksaan khusus adalah
:
a) Menyiapkan, menjaga dan memikirkan kembali rencana-rencana
pemeriksaan khusus dan tatacaranya.
b) Menerima permintaan pekerjaan khusus, melaksanakan
pekerjaan-pekerjaan tersebut dan melaporkan hasilnya kebahagian
perencanaan, bahagian pemeriksaan, bahagian produksi dan
bahagian-bahagian lain yang berhubungan.
c) Mempelajari dan menyiapkan saran-saran untuk pemeriksaan
khusus kebahagian perencanaan, pemeriksaan, bengkel dan
lain-lain.
d) Mempelajari dan menyiapkan tatacara pemeriksaan khusus dalam
keadaan darurat.
e) Merencanakan dan membuat tatacara pemeriksaan khusus untuk
equipment pabrik dan fasilitas nya.
f) Meminta dan menerima bahan-bahan dan bahan habis pakai.
g) Merencanakan dan membuat rencana pemeriksaan tahunan dan
menjaga agar biaya pemeriksaan tahunan tetap stabil.
h) Menganalisa semua hasil-hasil pemeriksaan khusus.
i) Menjaga dan meningkatkan kemampuan teknik dari para pekerja.
j) Menerima permintaan suku cadang termasuk yang baru dan yang
lama.
c. Bagian Pengawasan Bahan
Tugas-tugas yang harus dilaksanakan oleh bagian pengawasan bahan
adalah :
a) Mempelajari, Merencanakan, dan melaksanakan tatacara pengawasan
pada pemeliharaan ditinjau dari metode statistik untuk semua
pemakaian bahan.
b) Menerima dan memeriksa semua permintaan-permintaan bahan untuk
pemeliharaan dan pekerjaan-pekerjaan perbaikan dari bahagian
perencanaan dan pemeriksaan, beberapa permintaan bahan mungkin
dapat disetujui oleh bahagian lapangan atau bahagian bengkel.
c) Menerima dan mempelajari kembali catatan-catatan permintaan harian
dan bulanan dari bahagian pergudangan.
d) Menerima dari bahagian gudang perintah pembelian suku cadang,
bahan habis pakai, pelumas dan bahan-bahan lain nya.
e) Mempelajari dan menyiapkan spesifikasi bahan, dan permintaan
pembelian bahan untuk suku cadang yang baru, bahan habis pakai,
pelumas dan lain-lain, atau pergantian suku cadang, bahan habis pakai
dan pelumas. Mensyahkan permintaan pembelian bahan dan juga
spesifikasi bahan tersebut.
f) Memberi nasihat pada bahagian bengkel yang mengerjakan perbaikan
suku cadang, pabrikasi dan juga modifikasi.
g) Menyimpan spesifikasi teknik dan informasi-informasi pasar yang
tentang bahan-bahan yang terbaru.
h) Meninjau dan mempertimbangkan kembali agar simpanan suku
cadang, bahan habis pakai, dan pelumas seminimum mungkin tersedia
di gudang. Juga meninjau kembali jumlah dari pemesanan bahan.
i) Meninjau dan merubah spesifikasi bahan, suku cadang, bahan habis
pakai dan pelumas.
d. Bagian Pekerjaan Lapangan
Yang dimaksud dengan pekerjaan lapangan ialah seperti pembersihan,
penyetelan, perbaikan, pembangkaran mesin, pekerjaan modifikasi di lapangan
dan sebagainya, adapun tugas-tugas lainnya yang harus dikerjakan oleh pekerja
a) Menerima permintaan kerja, permintaan bahan, perintah kerja dan
pembagian kerja dari bahagian pemeriksaan dan perencanaan.
b) Mempelajari dan menyiapkan tatacara pekerjaan secara detail dan
perintah-perintah kerja yang diperlukan.
c) Mengatur dan mengkoordinasikan semua pekerjaan yang diterima dari
bahagian perencanaan dan pemeriksaan.
d) Mengalokasikan para pekerja pada masing-masing pekerjaan.
e) Menyiapkan dan meminta ijin masuk ke pabrik, ijin bekerja di
mesin-mesin yang berbahaya, dan ijin keselamatan kerja dari bahagian produksi.
f) Menerima semua ijin-ijin tersebut dari bahagian produksi.
g) Menerima semua suku cadang, bahan habis pakai, dan bahan-bahan lain
yang diperlukan dari bahagian gudang.
h) Membuat permintaan bahan tambahan untuk suku cadang, bahan habis
pakai, pelumas dan juga bahan lain yang diperlukan.
i) Menyiapkan dan mengantarkan semua yang diperlukan, seperti suku
cadang, bahan habis pakai, bahan-bahan lain, peralalan dan
fasilitas-fasilitas kelapangan.
j) Meminta pemeriksaan yang sudah selesai disyahkan oleh bahagian
pemeriksaan.
k) Untuk pekerjaan yang besar dan rumit yang melibatkan pekerjaan bengkel,
listrik, atau instrumentasi, yang memimpin pekerjaan ini haruslah orang
yang bahagian nya paling banyak jenis pekerjaan nya.
l) Menghitung dan menjumlahkan total jam kerja, bahan habis pakai untuk
setiap pekerjaan.
m) Menjumlahkan dan menyimpan semua jam kerja dan membuat jam kerja
yang sebenarnya dalam sebulan dari masing-masing pekerjaan.
e. Bagian Pekerjaan Bengkel
Pekerjaan bengkel meliputi penyetelan, perbaikan, pembongkaran mesin
a) Merencanakan, melakukan, dan mengawasi program pemeliharaan
didalam bengkel dan menjaga peralatan-peralatan termasuk suku cadang,
bahan habis pakai.
b) Menerima permintaan kerja, permintaan bahan, perintah kerja, pembagian
tugas pada equipment, sistem perpipaan, fasilitas kantor, kenderaan dan
fasilitas-fasilitas lain nya.
c) Membagi, mengatur dan mengkoordinasi semua pekerjaan-pekerjaan yang
ada dibengkel sesuai dengan permintaan kerja.
d) Merencanakan dan membagi tugas untuk pekerjaan-pekerjaan seperti
pembongkaran mesin, pemeliharaan dan pembongkaran pabrik tahunan.
e) Merencana dan membagi tugas untuk pekerjaan-pekerjaan dalam keadaan
darurat.
f) Menerima semua suku cadang, bahan habis pakai, pelumas dan bahan-
bahan lain yang diperlukan dari bahagian gudang.
g) Mempelajari dan menyiapkan permintaan-permintaan bahan tambahan
seperti suku cadang, bahan habis pakai, pelumas dan bahan-bahan lainnya
bila diperlukan.
h) Menyiapkan laporan perbaikan dan melaporkan ke bahagian yang
bertanggung jawab.
i) Menghitung dan menjumlahkan jam kerja total dan biaya bahan habis
pakai untuk masing-masing pekerjaan.
j) Menjumlahkan, mengklasifikasikan dan membuat laporan jumlah jam
kerja yang sebenarnya dalam sebulan untuk semua pekerjaan.
k) Mempelajari dan meningkatkan catatan-catatan pekerjaan harian tersebut.
2. 3 Bahagian-bahagian yang berhubungan dengan pemeliharaan
Adapun bahagian-bahagian yang berhubungan dalam pemeliharaan
diantaranya adalah; bagian produksi, teknikal, keselamatan kerja, penyimpanan
masing-masing bahagian adalah sebagai berikut :
a. Produksi
1. Mengawasi kondisi operasi pabrik. Menentukan dan meminta pekerjaan
pemeliharaan dengan berkonsultasi pada bahagian-bahagian lain yang
terkait.
2. Mensyahkan permintaan-permintaan pekerjaan-pekerjaan pemeliharaan
dan pekerjaan pengawasan.
3. Memastikan semua persiapan untuk kerja pemeliharaan semua baik dan
memberi ijin masuk pabrik, ijin masuk kedaerah berbahaya, dan
keselamatan kerja untuk kerja-kerja pemeliharaan.
4. Melaksanakan semua persiapan yang diperlukan untuk merawat seperti
mengisolasi, mencuci equipment dan pipa-pipa, juga melakukan analisa
keselamatan kerja.
5. Memintakan pada bagian keselamatan kerja orang yang ahli pada
menyiapkan pekerjaan-pekerjaan pemeliharaan yang diperlukan.
6. Meneliti dan membantu para pekerja saat mereka melakukan pekerjaan
lapangan.
7. Menerima laporan pekerjaan yang sudah selesai dan melakukan
pengetesan ulang.
8. Menanda tangani dan mensyahkan laporan pekerjaan yang sudah selesai
tersebut.
b. Teknikal
1. Menerima informasi-informasi secara periodik, pekerjaan modifikasi,
dan biaya-biaya pemeliharaan dari bagian perencanaan pemeliharaan.
2. Mempelajari hal-hal yang dapat meningkatkan efisiensi operasi pabrik
dan dapat menurunkan waktu, biaya dari pemeliharaan.
3. Mempelajari dan menyiapkan modifikasi pabrik melalui penyelidikan
diskusi-diskusi diantara bagian-bagian yang terkait.
4. Menyimpan data-data teknik dari semua mesin-mesin pabrik dengan
baik.
5. Menyelidiki dan menjaga informasi-informasi terakhir dari teknologi
produksi dan pemeliharaan.
c. Keselamatan Kerja.
1. Menjaga keselamatan kerja pada saat berada dipabrik khususnya pada
daerah-daerah yang berbahaya dan mudah terbakar, dan patuhi
larangan-larangan yang ada dan pastikan bekerja secara aman.
2. Menyiapkan dan memberi peringatan-peringatan keselamatan pada
masing-masing equipment termasuk untuk kerja pemeriksaan, sebelum
pekerjaan dimulai.
3. mempelajari dan membuat saran untuk meningkatkan peralatan, fasilitas,
peralatan keselamatan kerja dan bahan-bahan yang baru.
4. Menghadiri atau Mengunjungi pekerjaan-pckerjaan pemeliharaan atau
pemeriksaan, jika pckcrjaan tersebut berbahaya.
5. Meminta alat pemadam kebakaran tambahan untuk bagian pendukung
jika diperlukan.
d. Penyimpanan bahan/material (gudang)
1. Bahan-bahan yang diperlukan untuk operasi disimpan didalam gudang,
bahan-bahan ini termasuk untuk keselamatan kerja, pemeliharaan,
administrasi, keperluan-keperluan lain, suku cadang, bahan habis pakai,
pelumas, bahan kimia, bahan mentah dan lain-lain.
2. Menerima, menyimpan dan mensyahkan bahan-bahan yang ada, dan
melaporkan kebahagian pembelian dan gudang.
3. Mempelajari dan meneliti stock minimum, dan pembelian dan semua
bahan-bahan, melaporkan ke bahagian pengawasan bahan atau bagian
4. Memeriksa semua bahan-bahan yang ada di gudang secara periodik.
5. Menyimpan catatan atau buku gudang.
e. Pembelian
1. Menerima semua permintaan bahan dan kontrak untuk pembelian.
2. Menyiapkan dan mensyahkan dokumen-dokumen tender.
3. Menerima dan mengevaluasi penawaran dari luar dengan berkonsultasi
pada bagian-bagian lain yang terkait.
4. Memilih suplier dan menentukan biaya pembelian dengan melibatkan
bagian-bagian lain yang terkait.
5. Mensyahkan permintaan pembelian.
6. Memeriksa lama waktu pengiriman barang.
7. Mensyahkan laporan pembelian pada bagian-bagian yang terkait
termasuk bagian keuangan.
8. Mensyahkan tagihan pembayaran kebagian keuangan.
9. Menyelidiki dan mencari informasi-informasi pasar yang terbaru
mengenai harga-harga equipment , bahan, dan pelaksana kerja
(kontraktor).
f. Keuangan.
1. Menerima semua permintaan-permintaan bahan dari pekerjaan-pekerjaan
pemeliharaan.
2. Menerima laporan jumlah jam kerja pemeliharaan dalam sebulan.
3. Mencatat dan mengklasifikasikan item (1) dan (2) diatas untuk
masing-masing equipment .
4. Menerima, mencatat dan membagikan biaya-biaya pemeliharaan kepada
bagian-bagian lain yang terkait.
5. Laporkan hasil bulanan item (c) dan (d) ke bagian-bagian yang terkait.
6. Menerima permintaan pembelian dan melaporkan bukti pembayaran
kepada bagian keuangan dan bagian lain yang berurusan dengan
2.4 Instruksi-instruksi Umum Dalam Pemeliharaan
Instruksi-instruksi umum dalam pemeliharaan sebuah pabrik dapat dilihat
dari segi pentingnya pekerjaan pemeliharaan, pemeliharaan mesin yang beroperasi
secara terus menerus (continue), pemeliharaan langsung dan tidak langsung,
Manpower, Manhour, Equipment, Tool, Material dan Consumable.
2.4.1 Pentingnya Pekerjaan Pemeliharaan
Pentingnya pekerjaan pemeliharaan bagi sebuah perusahaan di zaman
sekarang ini adalah sangat mutlak. Sebab dengan melakukan pekerjaan
pemeliharaan tersebut sebuah perusahaan akan dapat memperoleh
keuntungan-keuntungan sebagai berikut :
1. Meminimalkan frekuensi kerusakan dan pengeluaran biaya untuk
perbaikan termasuk upah. Secara otomatis, penurunan kerusakan akan
mengakibatkan naiknya eksistensi pabrik dan makin berkurangnya
pembiayaan untuk perbaikan.
2. Dapat ditentukannya pemeliharaan rutin terhadap item-item dari bagian
mesin/peralatan yang benar-benar penting yang dapat berakibat fatal
untuk keseluruhan pabrik tersebut.
3. Penaksiran biaya-biaya dan waktu pemeliharaan yang seefektif mungkin.
4. Memperpanjang umur pabrik dan dapat meramalkan
kerusakan-kerusakan yang akan terjadi.
Diperoleh data dan pengumpulan informasi dari hasil pekerjaan
pemeliharaan pabrik secara harian, mingguan, bulanan maupun tahunan yang
merupakan dasar informasi atau pertimbangan untuk sistem pemeliharaan kemasa
depan yang lebih baik. Informasi tersebut dapat berupa data teknik,
gambar-gambar, dan informasi teknik lainnya juga merupakan data mentah yang penting.
2.4.2 Pemeliharaan Mesin yang Beroperasi Terus Menerus
Produksi yang tinggi dari sebuah pabrik yang beroperasi secara kontinu
itu sendiri tetapi juga keuntungan bagi pabrik-pabrik lainnya yang Saling
berhubungan (saling membutuhkan).
Untuk mendapatkan operasi pabrik yang paling ekonomis maka
faktor-faktor berikut ini penting untuk diperhatikan, yaitu :
1. Memastikan kapasitas operasi pabrik sesuai dengan perencanaannya
dan juga pemeliharaannya.
2. Menjaga kesinambungan operasi dan pemeliharaan.
3. Mengefisienkan operasi dan pemeliharaan
2.4.3 Pemeliharaan Langsung dan Tidak Langsung
Pemeliharaan langsung adalah pekerjaan yang berhubungan dengan
pemeliharaan dan perbaikan dari equipment produksi. Dalam definisi ini
termasuk item-item sebagai berikut :
1. Pembongkaran berskala besar dari equipment dan unit-unit produksi.
2. Perbaikan berskala besar dari sebuah equipment yang penting, dalam
keadaan terjadwal maupun tidak
3. Pemeliharaan skala kecil. Pemeliharaan rutin seperti perbaikan dan
penyetelan yang kecil-kecil, pemeriksaan, pekerjaan servis yang
terjadwal maupun tidak.
Pemeliharaan tidak langsung dapat didefenisikan sebagai pekerjaan
Pemeliharaan/pemeliharaan yang berhubungan dengan equipment produksi, tetapi
tidak langsung mempengaruhi operasi itu sendiri.
1. Peremajaan dari equipment produksi seperti mengecat dan
mengisolasi.
2. Memperbaharui fasilitas-fasilitas, menukar equipment , mengatur
tataletak equipment , dan memindahkan equipment .
3. Penambahan-penambahan kecil seperti pemasangan peralatan untuk
mesin-mesin cadangan.
katalog, mengevaluasi, memonitor, dan mengkontrol beban pekerjaan
pemeliharaan disesuaikan dengan keperluan pabrik dan ketersediaan tenaga kerja
yang ada.
2.4.4 Manpower
Manpower adalah jumlah tenaga kerja/pekerja yang diperlukan untuk suatu
pekerjaan. Hal ini sangat penting untuk diketahui agar pekerjaan lebih efektif.
Setiap pabrik akan mempunyai persoalan sendiri-sendiri dan berbeda antara yang
satu dengan yang lainnya. Hubungan antara banyaknya Manpower dengan jumlah
waktu operasi personal dan kaitan antara pegawai-pegawai pemeliharaan yang
bisa diperoleh merupakan kajian yang sangat penting.
Pada prinsipnya sedikit tenaga kerja (Manpower) dengan kapasitas dan
kualitas kerja yang memuaskan adalah tujuan dari pemeliharaan yang maksimal.
Tiap-tiap tenaga kerja untuk bisa menyelesaikan satu objek pekerjaan tidaklah
sama kecekatan hasil pekerjaannya. Sehingga bila perbedaan-perbedaan itu dikaji
maka akan diperoleh gambaran tentang waktu penyelesaian persatuan unit kerja
pemeliharaan mesin untuk personal yang berbeda-beda. Dengan demikian dapat
diperoleh rata-rata waktu yang diperlukan pekerja (dengan kualifikasi pendidikan
dan pengalaman yang sama) untuk tiap satuan hasil kerja. Hal tersebut diatas
sangat penting untuk diperhitungkan guna memperhitungkan stadart biaya harian
pekerja yang lebih efisien.
2.4.5 Manhour
Manhour adalah waktu yang diperlukan untuk mengerjakan suatu
pekerjaan dan biasanya dalam satu jam. Dalam memperhitungkan waktu yang
diperlukan untuk suatu pekerjaan sangat bergantung pada pengalaman yang ada.
Karena pengalaman memerlukan waktu yang lama, maka ada dua metode yang
bisa digunakan, yaitu :
1. Waktu untuk pekerjaan khusus
2. Memakai data standart yang berasal dari perusahaan-perusahaan atau dari
Indikator yang biasa ditemukan adalah persentase jam kerja yang
terjadual. Tenaga kerja pemeliharaan pada umumnya tersedia untuk
pekerjaan-pekerjaan yang sudah terjadual selama seminggu. Seorang perencana harus
mengetahui dan mencatat jumlah Manpower yang ada (yang dibutuhkan) dan
Manhour yang diperlukan untuk suatu pekerjaan pemeliharaan. Untuk mengontrol
(mengoptimalkan dan meningkatkan daya guna kerjanya) maka bagian perencana
juga melakukan pengawasan yang dapat mencakup setiap pekerjaan
pemeliharaan.
2.4.6 Equipment, Tool, Material dan Consumable
Equipment adalah peralatan-peralatan yang besar yang digunakan untuk
pekerjaan pemeliharaan, seperti : crane, mobil derek, dan lain-lain. Tool adalah
peralatan kerja, seperti : tang, martil,obeng, dan lain-lain. Material adalah
bahan-bahan yang tidak habis pakai, seperti : packing, bantalan , dan lain-lain.
Consumable adalah bahan-bahan yang habis pakai, seperti : minyak gemuk, oli,
sabun, dan lain-lain.
Masing-masing peralatan biasanya disimpan atau ditempatkan pada
tempat-tempat yang strategis terhadap lokasi pekerjaan pemeliharaan, agar pada
saat peralatan tersebut diperlukan dengan cepat, dapat langsung dipergunakan.
Sehingga tidak memakan waktu yang lama untuk mengambil atau mencari
peralatan tersebut. Setiap pemakaian peralatan tersebut harus memiliki laporan
baik secara lisan maupun tulisan, guna menjaga pekerjaan dapat berjalan dengan
BAB III METODOLOGI
3.1 Perencanaan Pemeliharaan (Planing)
Perencanaan pemeliharaan (Planing) merupakan rencana pokok (Master
Plan) yang dibuat oleh bagian/seksi perencanaan. Dalam hal ini PKS.
SINARMAS memiliki perencanaan pemeliharaan (Planing) yang diklasifikasikan
berdasarkan jangka waktu pemeliharaannya, yaitu sebagai berikut :
a. Perencanaan jangka panjang (Long Term Maintenance Plan)
b. Perencanaan jangka menengah (Middle Term Maintenance Plan)
c. Perencanaan tahunan (Yearly Maintenance Plan)
d. Perencanaan bulanan (Monthly Maintenance Plan)
e. Perencanaan mingguan (Weekly Maintenance Plan)
f. Perencanaan harian (Daily Manitenance Plan)
3.1.1 Perencanaan Jangka Panjang (Long Term Maintenance Plan)
Perencanaan jangka panjang (long term maintenance plan) adalah
perencanaan yang dibuat untuk kegiatan pemeliharaan dalam kurun waktu yang
lama yaitu perencanaan diatas 10 tahun. Pada PKS. SINARMAS jangka panjang
tersebut dibuat untuk jangka waktu 17 tahun. Dimana pekerjaan pemeliharaan
dalam kurun waktu tersebut meliputi kegiatan : Renewal (RW), Replacement with
new one (RN), Replacement with the repair one (RR), Repair (RP), Semi Precise
Inspection (SPI), Repair-Revarnish-Measurement (RM), Modification (M),
General Inspection (GI), Precise Inspection (PI), Visual Check (VC), Repainting
(RT), Cleaning (C), Measurement and Adjustment (MA), Ordinary Inspection
(OI), Chemical Flushing (FC) dan Overhaul (OH) . Dengan adanya perencanaan
jangka panjang tersebut maka untuk perencanaan yang lebih rinci lagi dibuatlah
perencanaan jangka menengah (middle term maintenance plan) yang tetap
3.1.2 Perencanaan jangka menengah (Middle Term Maintenance Plan)
Perencanaan jangka menengah (middle term maintenance plan) adalah
perencanaan yang dibuat dalam kurun waktu diatas 5 tahun. Perencanaan jangka
menengah ini merupakan bagian/rincian dari perencanaan jangka panjang. Pada
PKS. SINARMAS , jenis pekerjaan pemeliharaan yang dilakukan dalam
perencanaan jangka menengah ini adalah : Renewal (RW), Replacement with new
one (RN), Replacement with the repair one (RR), Repair (RP), Semi Precise
Inspection (SPI), Repair-Revarnish-Measurement (RM), Modification (M),
General Inspection (GI), Precise Inspection (PI), Visual Check (VC), Repainting
(RT), Cleaning (C), Measurement and Adjustment (MA), Ordinary Inspection (OI)
dan Chemical Flushing (FC). Kemudian untuk perencanaan yang lebih rinci lagi
dibuatlah perencanaan tahunan (yearly maintenance plan) yang tetap beracuan
pada perencanaan jangka menengah.
3.1.3 Perencanaan Tahunan (Yearly Maintenance Plan)
Perencanaan tahunan (yearly maintenance plan) merupakan bagian/rincian
dari perencanaan jangka menengah (Middle Term Maintenance Plan). Tujuan
utama dibuatnya perencanaan ini adalah untuk dapat menentukan jadual pekerjaan
pemeliharaan tahunan (yearly maintenance schedule) Pada PKS. SINARMAS,
jenis pekerjaan pemeliharaan yang dilakukan dalam perencanaan tahunan ini
adalah meliputi : Replacement with new one (RN), Replacement with the repair
one (RR), Repair (RP), Semi Precise Inspection (SPI),
Repair-Revarnish-Measurement (RM), Modification (M), General Inspection (GI), Precise
Inspection (PI), Visual Check (VC), Repainting (RT), Cleaning (C), Measurement
Tabel 3.1 Perencanaan jangka tahunan (yearly maintenance plan)
Perencaan Tahunan (Yearly Maintenance Plan)
No. Jenis inspeksi Keterangan
1 Cover of turbine Mengganti cover turbin
2 Wheel dan blades Memeriksa dan membersihkan wheel dan blades
3 Packing rings Memeriksa dan menganti packing rings
4 Stationary blades Memeriksa stationary blades
5 Nozzle Memeriksa dan membersihkan nozzle
6 Steam end bearing Memeriksa steam end bearing
7 Exhaust end bearing Memeriksa exhaust end bearing
8 Trip valve Memeriksa trip valve dari erosi dan kebocaran
9 Overspeed trip Memeriksa dan mengatur overspeed trip
10 Woodward governor Membersihkan woodward governor
11 Drain oil, flush Menggati drain oil dan flush
12 Journal bearings Memeriksa clearance dari journal bearings
dengan menggunakan plastigauge, bila
diperlukan diganti
13 Komponen-komponen
tubin
Melakukan inspeksi pada komponen – komponen
turbin yang mempengaruhi performasi dan
keselamatan.
3.1.4 Perencanaan Bulanan (Monthly Maintenance Plan)
Perencanaan bulanan (Monthly Maintenance Plan) adalah bagian/rincian
dari perencanaan tahunan (yearly maintenance plan) dengan tujuan untuk dapat
memperjelas jadual pekerjaan pemeliharaan bulanan (monthly maintenance
schedule) yang akan dilaksanakan. Dimana pekerjaan pemeliharaan bulanan ini
meliputi : Repair (RP), Modification (M), Visual Check (VC) Cleaning (C) dan
Tabel 3.2 Perencanaan bulanan (monthly maintenance plan)
Perencanaan Bulanan (Monthly Maintenance Plan)
No. Jenis inspeksi Keterangan
1 Gland seal Memeriksa dari keausan dan kebocaran,
menggati bila diperlukan
2 Oil baffles Memeriksa dari keausan dan clearance sesuai
dengan standar.
3 Overspeed trip device Memeriksa kondisi kelayakan, dilakukan tes
sesuai dengan pengaturan pabrik
4 Governor linkage and
cap
Memeriksa pengatur dan kondisi dari seluruh
koneksi governor linkage and cap
5 Governor Melumasi governor dari keausan
6 Lubrication system Membersihkan dan menganti oli, filter oli.
7 Coupling Memeriksa keselarasan coupling gear
8 Gauges and instruments Memeriksa semua gauges dan instrumen dalam
kondisi operasi yang baik
9 Star-up Memeriksa alat – alat pendukung penggerak
mula turbin
10 Operation Ketika beroperasi, memeriksa seluruh sistem
kontrol, pelumasan dan gland seal sesuai dengan
kebutuhan
11 Vibration and noise
level
Memeriksa vibrasi dan tingkat kebisingan sesuai
dengan standar
3.1.5 Perencanaan Mingguan (Weekly Maintenance Plan)
Perencanaan mingguan (Weekly Maintenance Plan) adalah merupakan
jadual pekerjaan pemeliharaan mingguan (weekly maintenance schedule) telah
ditentukan sebelumnya pada jadual bulanan (monthly maintenance schedule).
Sehingga dengan demikian dapat dilihat jelas pekerjaan pemeliharaan apa saja
yang harus dilaksanakan setiap minggunya.
Tabel 3.3 Perencanaan mingguan (weekly maintenance plan)
Perencaan Mingguan (Weekly Maintenance Plan)
No. Jenis inspeksi Keterangan
1 Governor Oil Memeriksa oli pada governor
2 Coupling Grease Memeriksa pelumas coupling
3 Oil level Memeriksa ketinggian oli pada tangki,
menambah jika dibutuhkan
4 Governor valve dan
emergency valve
Memastikan gerak katup governor dan katup
darurat terbebas dari hambatan
5 Auto starting of oil
pump
Memeriksa start dan stop pompa oli bekerja
otomatis
3.1.6 Perencanaan Harian (Daily Maintenance Plan)
Perencanaan harian (Daily Maintenance Plan) merupakan jadual pekerjaan
pemeliharaan yang dilakukan setiap hari oleh operator yang bertugas. Pekerjaan
yang dilakukan dalam inpeksi harian ialah :
Tabel 3.4 Perencanaan harian (daily maintenance plan)
Perencanan Harian (Daily Maintenance Plan)
No. Jenis inspeksi Keterangan
1 Minyak pelumas Memeriksa sirkulasi minyak pelumas
2 Inlet Steam Memeriksa tekanan inlet steam
4 Exahaust Steam Memeriksa tekanan exahaust steam
5 Inlet pendingin Membuang sisa air kondensasi
6 Bearing / Bulgear Memeriksa temperatur
3.2 Jenis – jenis Kegiatan Pemeliharaan
Pada PKS. SINARMAS, pekerjaan pemeliharaan dapat dibedakan
berdasarkan jenis kegiatan yang dilakukan yaitu sebagai berikut :
a. Renewal (RW)
b. Replacement with new one (RN)
c. Replacement with the repair one (RR)
d. Repair (RP)
e. Semi Precise Inspection (SPI)
f. Repair, Revarnish, Measurement (RM)
g. Modification (M)
h. General Inspection (GI)
i. Precise Inspection (PI)
j. Visual Check (VC)
k. Repainting (RT)
l. Cleaning (C)
m. Measurement and Adjustment (MA)
n. Ordinary Inspection (OI)
o. Chemical Flushing (FC)
a. Renewal (RW)
Renewal (RW) adalah merupakan kegiatan (proses) pembaruan secara
umum atau menyeluruh dari sebuah sistem operasi (peralatan/mesin) sebelum
peralatan/mesin tersebut mengalami kerusakan. Pentingnya pengerjaan ini
(Unplanned Maintenance) atau pemeliharaan darurat yang tidak diinginkan
(Emergency Maintenance).
b. Replacement with new one (RN)
Replacement with new one (RN) adalah merupakan kegiatan
mengganti sebuah peralatan/mesin dengan yang baru dengan tujuan dapat
memaksimalkan kinerja peralatan/mesin tersebut.
c. Replacement with the repair one (RR)
Replacement with the repair one (RR) adalah merupakan kegiatan
pemeliharaan untuk mengganti sebuah komponen peralatan/mesin yang sudah
mengalami kerusakan.
d. Repair (RP)
Repair (RP) adalah merupakan kegiatan perbaikan dari
komponen-komponen peralatan/mesin tanpa menggantinya dengan yang baru.
e. Semi Precise Inspection (SPI)
Semi Precise Inspection (SPI) adalah merupakan kegiatan inspeksi
khusus terhadap sebuah sistem operasi (peralatan/mesin) sebelum melakukan
Precise Inspection (PI).
f. Repair, Revarnish, Measurement (RM)
Repair, Revarnish, Measurement (RM) adalah merupakan kegiatan
perbaikan yang disertai dengan pengecatan dan pengukuran dari sebuah
g. Modification (M)
Modification (M) adalah kegiatan yang dilakukan untuk
memodifikasi/merombak bentuk fisik dari komponen-komponen
peralatan/mesin dengan cara menggerinda atau mengelas bagian yang
diinginkan.
h. General Inspection (GI)
General Inspection (GI) adalah merupakan kegiatan inspeksi yang
dilakukan secara umum terhadap komponen-komponen peralatan/mesin.
i. Precise Inspection (PI)
Precise Inspection (PI) adalah kegiatan yang dilakukan setelah
dilakukannya Semi Precise Inspection (SPI), inspeksi ini dilakukan secara
khusus terhadap komponen-komponen peralatan/mesin tertentu.
j. Visual Check (VC)
Visual Check (VC) adalah kegiatan patrol yang dilakukan untuk
melihat atau mencatat informasi-informasi penting tentang kondisi suatu
sistem operasi peralatan/mesin (apakah dalam kondisi normal atau tidak).
k. Repainting (RT)
Repainting (RT) adalah merupakan kegiatan yang sering disebut
sebagai kegiatan peremajaan peralatan/mesin yaitu pengecatan kembali
l. Cleaning (C)
Cleaning (C) adalah merupakan kegiatan pembersihan pada
komponen-komponen peralatan/mesin yang bersifat mudah kotor, ataupun
tersumbat.
m. Measurement and Adjustment (MA)
Measurement and Adjustment (MA) adalah merupakan kegiatan
pengukuran terhadap tekanan maupun suhu pada komponen-komponen
peralatan/mesin, dan untuk melakukan penyesuaian terhadap spesifikasi
peralatan/mesin tersebut.
n. Ordinary Inspection (OI)
Ordinary Inspection (OI) adalah merupakan kegiatan inspeksi biasa
tanpa adanya kerusakan atau gangguan pada komponen peralatan/mesin.
o. Chemical Flushing (FC)
Chemical Flushing (FC) adalah kegiatan pembilasan dengan
menggunakan zat kimia yang bertujuan untuk dapat melihat
kerusakan-kerusakan halus seperti pengikisan atau kavitasi oleh air yang terjadi pada
komponen peralatan/mesin.
Dari semua jenis kegiatan pemeliharaan yang dilakukan diatas adalah
merupakan kegiatan yang mencakup pada seluruh komponen turbin uap, baik
komponen utama turbin (Main Equipment) ataupun komponen pendukung turbin
(Auxiliary Equipment). Untuk pelaksanaan kegiatan pemeliharaan tersebut perlu
adanya perencanaan (Planing) kemudian jadual kerja (Scheduling) sehingga
3.3 Komponen-komponen Utama Sistem Turbin Uap
Untuk melihat komponen-komponen utama pada turbin dapat dilihat pada
gambar berikut ini :
Gambar 3.1 Miniatur turbin uap
Keterangan
1. Sentinel warning system
2. High – efficiency blanding
3. Keyed and shrunk wheel on shaff
4. Unique, angle-type carbon ring packing
5. Industrial – type babbitt-lined journal bearings
6. High-capacity thrust bearing for positive rotor location
7. Nonsparking, bolt-type overspeed trip
9. Oil rings
10. Trip lever
11. Governor valve steam
12. Stationary, replaceable, nonsparking labyrinths bearing case oil seals
13. Oil rings
14. Internal oil reservoir
Gambar 3.2 Bagian utama turbin uap
Secara umum, dapat kita lihat bahwa sistem turbin uap dibagi atas 5
1. Steam turbine
2. Governor dan turbin control
3. Steam supply dan drainage system
4. Cooling system
5. Oil pressure system
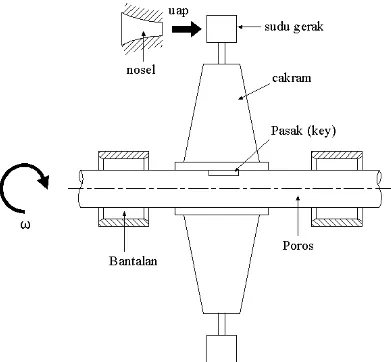
1. Poros
Poros mempunyai fungsi sebagai penghubung yang memindahkan daya dan
putaran turbin serta tempat pemasangan cakram dan sudu, sehingga beban yang
akan dialami poros ini adalah:
a) Beban lentur yang berasal dari berat sudu-sudu dan cakram.
b) Beban puntir yang berasal dari cakram
Putaran poros ini merupakan hasil dari perubahan energi poternsial menjadi energi
kinetik yang diberikan uap yang bertekanan tinggi menuju sudu-sudu gerak,
sehingga secara otomatis dengan bentuk sudu-sudu gerak yang aerodinamis maka
menjadikan sudu tersebut dapat berputar dan putaran ini diteruskan keporos turbin
dan kemudian keporos rotor pada generator.
2. Nosel
Nosel adalah suatu laluan yang penampangnya bervariasi dimana pada nosel
tersebut energi potensial uap dikonversikan menjadi energi kinetik berupa
pancaran uap ke sudu gerak turbin. Dalam hal ini digunakan total jumlah lubang
nozel 16 buah.
Gambar 3.4 Nozzle block 3. Sudu gerak
Sudu gerak merupakan bagian turbin yang akan diberikan pancaran uap. Sudu
gerak tersebut yang akan menghasilkan putaran pada poros turbin. Jumlah sudu
gerak 177 buah. Sudu gerak merupakan bagian utama dari turbin yang berputar
akibat tekanan uap dari nozle kemudian menuju inlet valve dan akhirnya mengalir
kearah sudu-sudu gerak melalui pengaturan (pembukaan) guide vane. Sudu gerak
inilah yang dihubungkan lagi keporos turbin, sehingga turbin dapat berputar dan