perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
i
OPTIMASI PARAMETER PROSES PEMESINAN CNC MILLING
TERHADAP KEKASARAN PERMUKAAN BAJA ST 40
DENGAN METODE TAGUCHI
SKRIPSI
Oleh :
FAJAR RAHMADI
X 2508506
FAKULTAS KEGURUAN DAN ILMU PENDIDIKAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user
ii
OPTIMASI PARAMETER PROSES PEMESINAN CNC MILLING
TERHADAP KEKASARAN PERMUKAAN BAJA ST 40
DENGAN METODE TAGUCHI
Oleh :
FAJAR RAHMADI
X 2508506
Skripsi
Ditulis dan diajukan untuk memenuhi syarat
mendapatkan gelar Sarjana Pendidikan
Program Studi Pendidikan Teknik Mesin
Jurusan Pendidikan Teknik dan Kejuruan
FAKULTAS KEGURUAN DAN ILMU PENDIDIKAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
iii
PERSETUJUAN
Skripsi ini telah disetujui untuk dipertahankan di hadapan Tim Penguji Skripsi Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta.
Persetujuan Pembimbing
Pembimbing I
Drs. Suhardi.HW, M.T NIP.19460604 197501 1 001
Pembimbing II
commit to user
iv
SURAT PERNYATAAN
Dengan ini penulis menyatakan bahwa dalam penulisan skripsi ini tidak terdapat karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu perguruan tinggi dan menurut sepengetahuan penulis juga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain kecuali secara tertulis mengacu dalam naskah dan disebutkan dalam daftar pustaka.
Surakarta, Juli 2010 Penulis,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
v
PENGESAHAN
Skripsi ini telah dipertahankan di hadapan Tim Penguji Skripsi Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta dan diterima untuk memenuhi persyaratan mendapatkan gelar Sarjana Pendidikan.
Pada hari :
Tanggal : Juli 2010
Tim Penguji Skripsi :
Nama Terang Tanda Tangan
Ketua : Dr. Muhammad Akhyar, M.Pd. ...
Sekretaris : Nyenyep Sriwardani, S.T., M.T. ... Anggota I : Drs. Suhardi, M.T. ...
Anggota II : Danar Susilo Wijayanto, S.T., M.Eng. ...
Disahkan oleh
Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta Dekan,
commit to user
vi ABSTRAK
Fajar Rahmadi. OPTIMASI PARAMETER PROSES PEMESINAN CNC MILLING TERHADAP KEKASARAN PERMUKAAN BAJA ST 40
DENGAN METODE TAGUCHI. Skripsi, Surakarta: Fakultas Keguruan dan
Ilmu Pendidikan. Universitas Sebelas Maret Surakarta, Juni 2010.
Tujuan penelitian ini adalah untuk : (1) Mengetahui pengaruh kecepatan
spindle, terhadap tingkat kekasaran permukaan logam hasil proses pemesinan CNC milling type ZK 7040 pada material baja ST 40. (2) Mengetahui pengaruh
kecepatan pemakanan, terhadap tingkat kekasaran permukaan logam hasil proses
pemesinan CNC milling type ZK 7040 pada material baja ST 40. (3) Mengetahui
pengaruh kedalaman pemakanan, terhadap tingkat kekasaran permukaan logam
hasil proses pemesinan CNC milling type ZK 7040 pada material baja ST 40. (4)
Mengetahui pengaruh cairan pendingin, terhadap tingkat kekasaran permukaan
logam hasil proses pemesinan CNC milling type ZK 7040 pada material baja ST
40. (5) Mengetahui parameter mana yang menghasilkan nilai kekasaran optimal
pada proses pemesinan CNC milling type ZK 7040 pada material baja ST 40,
dengan menggunakan metode taguchi.
Penelitian ini dilakukan di Laboratorium CNC Program Studi Pendidikan
Teknik Mesin JPTK FKIP UNS dengan menggunakan mesin CNC Milling type
ZK 7040 dengan control SIEMENS SINUMERIK 802S. Laboratorium Bahan
Teknik Program Diploma Teknik Mesin Fakultas Teknik Universitas Gadjah
Mada Yogyakarta sebagai tempat pengujian tingkat kekasaran permukaan.
Metode optimasi yang digunakan dalam penelitian ini adalah metode Taguchi.
ANAVA TAGUCHI (Analisis Varian Taguchi) digunakan untuk mengetahui
karakteristik performansi dari parameter pemesinan. Analisis data dalam
penelitian dibantu menggunakan software Qualitek. Populasi yang dipakai adalah
baja ST 40. Sampel diambil dengan teknik “kuota random sampling”.
Hasil penelitian ini adalah: (1) Kondisi optimal parameter pemesinan
yang berpengaruh terhadap kekasaran permukaan adalah pada kecepatan putaran
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
vii
commit to user
viii MOTTO
Dan, Dia telah mengajarkan kepadamu apa yang belum kamu ketahui.
Dan adalah karunia Allah itu sangat besar. (QS. An-Nisa : 113)
Rabb-mu tiada meninggalkan kamu dan tiada (pula) benci kepadamu. Dan
sesungguhnya akhir itu lebih baik bagimu daripada permulaan.
(QS.Ad-Dhuha : 3-4)
Laki-laki yang tidak dilalaikan oleh perniagaan dan tidak (pula) oleh jual
beli dari mengingati Allah,…..( QS. An-Nur :37)
Hai manusia, sesungguhnya hanya janji Allah adalah benar, maka
sekali-kali janganlah kehidupan dunia memperdayakan kamu dan sesekali-kali-sekali-kali
janganlah syaiton yang pandai menipu, memperdayakan kamu tentang
Allah. (QS. Fathir :2)
(Ingatlah) ketika kamu memohon pertolongan kepada Rabb-mu, lalu
diperkenankannya bagimu. (QS. Al-Anfal :9)
Baik belum tentu benar, benar belum tentu baik. Baik dalam hal yang
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
ix
PERSEMBAHAN
Karya ini kupersembahkan kepada: Allah SWT, yang selalu melimpahkan kemudahan dan kelancaran Ibu dan Bapak tersayang Istriku tercinta Anakku tersayang Teman- teman PTM 2008
commit to user
x
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT, karena atas rahmatNya, skripsi ini akhirnya dapat diselesaikan, untuk memenuhi sebagian persyaratan mendapatkan gelar Sarjana Pendidikan.
Penulis menyadari bahwa dalam penyusunan skripsi ini menghadapi hambatan dan kesulitan. Namun dengan bantuan berbagai pihak, hambatan dan kesulitan tersebut dapat teratasi. Oleh karena itu penulis menyampaikan terima kasih kepada pihak-pihak yang dengan sepenuh hati memberi bantuan, dorongan, motivasi, bimbingan, dan pengarahan, sehingga penyusunan skripsi ini dapat terselesaikan.
Ucapan terima kasih penulis sampaikan kepada :
1. Dekan Fakultas Keguruan dan Ilmu Pendidikan UNS beserta seluruh stafnya. 2. Ketua Jurusan Pendidikan Teknik dan Kejuruan FKIP UNS.
3. Ketua Program Studi Pendidikan Teknik Mesin JPTK FKIP UNS. 4. Bapak Bambang Prawiro, MM selaku Pembimbing Akademik.
5. Bapak Drs. Suhardi, MT selaku Koordinator Skripsi bidang teknik (produksi) dan Pembimbing I.
6. Bapak Danar Susilo Wijayanto ST., M.Eng. selaku Pembimbing II. 7. Bapak Herman Saputro S.Pd., M.T. atas semua ilmu dan bimbingannya. 8. Segenap dosen Program Studi Pendidikan Teknik Mesin JPTK FKIP UNS. 9. Kepada seluruh pihak yang telah membantu, yang tidak dapat penulis
sebutkan satu per satu. Terima kasih atas dukungan dan kerjasamanya.
Menyadari bahwa terbatasnya ilmu pengetahuan yang dimiliki menyebabkan kurang sempurnanya penyusunan skripsi ini. Oleh karena itu, diharapkan kritik dan saran yang bersifat membangun dari pembaca demi kesempurnaan skripsi ini. Harapan penulis semoga skripsi ini dapat bermanfaat.
Surakarta, Juli 2010
perpustakaan.uns.ac.id digilib.uns.ac.id
HALAMAN PERSETUJUAN ... iii
HALAMAN SURAT PERNYATAAN ... iv
HALAMAN PENGESAHAN ... v
BAB II. LANDASAN TEORI A. Tinjauan Pustaka ... 6
1. Mesin CNC Milling ... 6
2. Proses Pemesinan ... 6
3. Fluida Pemotongan (Cutting Fluids) ... 12
4. Metrologi Konfigurasi Permukaan ... 14
5. Metode Taguchi ... 18
commit to user
xii
C. Kerangka Pemikiran ... 26
D. Hipotesis ... 27
BAB III. METODOLOGI PENELITIAN A. Tempat dan Waktu Penelitian ... 28
BAB IV. HASIL DAN PEMBAHASAN A. Hasil Eksperimen... 48
B. Hasil Pengolahan Data ... 51
1. Analisis Varian Taguchi (ANAVA Taguchi) Kekasaran Permukaan ... 52
2. Prediksi Nilai Kekasaran Permukaan ... 53
3. Interval Kepercayaan Kekasaran Permukaan Rata-rata ... 54
4. Analisis Signal to Noise Ratio (Rasio S/N) ... 54
5. Analisis Varian Taguchi (ANAVA Taguchi) Rasio S/N Kekasaran Permukaan ... 56
6. Prediksi Rasio S/N Kekasaran Permukaan ... 57
7. Interval Kepercayaan Rasio S/N Kekasaran Permukaan ... 57
C. Interpretasi Hasil Eksperimen ... 58
1. Kecepatan Spindel (Spindle Speed) ... 58
2. Kecepatan Pemakanan (Feed) ... 59
3. Kedalaman Pemakanan (Depth of Cut) ... 60
4. Kondisi Pemotongan (Cutting Condition) ... 61
D. Pembahasan dan Analisis Hasil Eksperimen ... 62
1. Analisis Hasil Kekasaran Permukaan ... 62
2. Eksperimen Konfirmasi Rata-rata Kekasaran Permukaan ... 62
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
xiii BAB V. KESIMPULAN DAN SARAN
A. Simpulan ... 65
B. Implikasi ... 66
C. Saran ... 67
DAFTAR PUSTAKA ... 68
commit to user
xiv
DAFTAR TABEL
Tabel 1. Blok Pemrograman NC ... 11
Tabel 2. Ketidakteraturan suatu Profil (Konfigurasi Penampang Permukaan) ... 16
Tabel 10. Desain Eksperimen Parameter dan Level ... 48
Tabel 11. Penelitian Taguchi Orthogonal Array L9 ... 48
Tabel 12. Hasil Pengukuran Kekasaran Permukaan ... 50
Tabel 13. Respon Kekasaran Permukaan Rata-rata Spindle Speed ... 51
Tabel 14. Respon Kekasaran Permukaan Rata-rata Feed, Depth of Cut dan Cutting Condition ... 51
Tabel 15. Respon Kekasaran Rata-rata Keseluruhan Parameter ... 51
Tabel 16. Analisis Varian (ANAVA) ... 52
Tabel 17. Respon Kekasaran Permukaan Rata-rata Rasio S/N Spindle Speed ... 55
Tabel 18. Respon Kekasaran Permukaan Rata-rata Rasio S/N Feed ... 55
Tabel 19. Respon Kekasaran Permukaan Rata-rata Rasio S/N Depth of Cut dan Cutting Condition ... 55
Tabel 20. Respon Kekasaran Permukaan Rata-rata Rasio S/N Keseluruhan Parameter ... 56
Tabel 21. Analisis Varian (ANAVA) Rasio S/N Kekasaran Permukaan ... 56
Tabel 22. Kondisi Optimum dan Performansi ... 62
Tabel 23. Hasil Pengukuran Ra Optimum ... 62
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
xv
DAFTAR GAMBAR
Gambar 1 Klasifikasi Proses Freis ... 7
Gambar 2 Komponen Kecepatan Potong pada Proses Milling ... 8
Gambar 3 Analogi Pembentukan Beram ... 9
Gambar 4 Mesin CNC Freis ... 10
Gambar 5 Profil Kekasaran Permukaan ... 15
Gambar 6 Benda Hasil Pengerjaan ... 33
Gambar 7 Eksperimen Konfiguration L-9 (3^4) ... 34
Gambar 8 Data Inner Array dan Result ... 35
Gambar 9 Data Faktor dan Level ... 35
Gambar 10 Pemilihan Karakteristik Kualitas ... 36
Gambar 11 Pengisian Hasil Pengukuran Kekasaran Permukaan ... 36
Gambar 12 Analisis Perhitungan Data ... 37
Gambar 13 Data Rasio S/N ... 37
Gambar 14 Analisis Respon Rata-Rata Kekasaran Permukaan ... 38
Gambar 15 ANAVA Rasio S/N ... 38
Gambar 16 Kondisi Optimum Masing-Masing Faktor ... 38
Gambar 17 Mesin CNC MILL MASTER ZK 7040 ... 41
Gambar 18 Pahat (Insert) Milling XOMT 060204 ... 42
Gambar 19 Tool Holder dan Dimensinya ... 43
Gambar 20 SURFCODER SE-1700 Roughness Tester ... 43
Gambar 21 Diagram Alir Penelitian ... 47
Gambar 22 Pengaruh Kecepatan Spindel terhadap Kekasaran Permukaan dan Rasio S/N ... 58
Gambar 23 Pengaruh Kecepatan Pemakanan terhadap Kekasaran Permukaan dan Rasio S/N. ... 59
Gambar 24 Pengaruh Kedalaman Pemakanan terhadap Kekasaran Permukaan dan Rasio S/N ... 60
commit to user
xvi
DAFTAR LAMPIRAN
Lampiran 1. Data Pengujian Data Kekasaran Permukaan ... 70
Lampiran 2. Perhitungan Analisis Varian Rata-Rata Kekasaran Permukaan .. 71
Lampiran 3. Perhitungan Analisis Varian Rasio S/N Rata-Rata Kekasaran Permukaan ... 75
Lampiran 4. Surat Ijin Research di Laboratorium Bahan Teknik D3 Fakultas Teknik UGM ... 81
Lampiran 5. Surat Permohonan Ijin Research/Try Out ... 82
Lampiran 6. Surat Permohonan Ijin Menyusun Skripsi ... 83
Lampiran 7. Surat Ijin Research di Laboratorium CNC ... 84
Lampiran 8. Surat Keterangan Uji Kekasaran di UGM ... 85
Lampiran 9. Surat Ijin Research di Laboratorium CNC ... 86
Lampiran 10 Tabel Nilai Uji F ... 87
Lampiran 11. Presensi Seminar Proposal Skripsi ... 88
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
xvii
NOMENKLATUR
Simbol Arti Satuan
a Kedalaman pemakanan [mm]
d Diameter luar [mm]
f Kecepatan pemakanan [mm/rev]
HRA Nilai kekerasan Rockwell A [-]
KA Jumlah level faktor [-]
Kr Sudut potong utama [ 0]
L Lebar [mm]
l0 Panjang pemotongan [mm]
lt Panjang total pemotongan [mm]
MS Mean Square (jumlah kuadrat rata-rata) [-]
N Jumlah data keseluruhan [-]
n Putaran poros utama [rpm]
P Panjang [mm]
Ra Kekasaran rata-rata aritmetik [µm]
SS Sum of Square (jumlah kuadrat) [-]
T Tinggi [mm]
T Jumlah keseluruhan nilai data [-]
tc Waktu pemotongan [min]
w Lebar pemotongan benda kerja [mm]
y Nilai data [-]
Z Kecepatan menghasilkan geram [mm]
z Jumlah gigi [-]
commit to user
1
BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Proses pemesinan milling merupakan salah satu proses pemesinan yang banyak digunakan untuk pembuatan suatu komponen. Dalam proses pemesinan milling, waktu yang dibutuhkan untuk membuat komponen harus seminimal
mungkin agar tercapai kapasitas produksi yang tinggi. Parameter proses pemotongan yang maksimum akan menghasilkan laju pemakanan material (material removal rate) yang tinggi, namun juga mengakibatkan kekasaran permukaan (Ra) yang tinggi pula.
Penelitian di bidang operasi mesin perkakas telah dimulai pada awal abad XIX oleh F.W. Taylor yang melakukan eksperimen selama 26 tahun dengan lebih dari 30.000 eksperimen dan menghasilkan 400 ton beram (Jerard et al, 2001). Eksperimen tersebut bertujuan menghasilkan solusi sederhana atas permasalahan intrisik dalam menentukan kondisi pemotongan yang aman dan efisien. F.W. Taylor percaya bahwa solusi tersebut secara empiris dapat diselesaikan kurang dari setengah menit oleh mekanik yang handal lewat pengalaman mereka. Mekanik-mekanik tersebut meskipun sanggup bekerja dengan memuaskan, namun mereka kesulitan menularkan pengetahuannya secara sistematis dan kuantitatif kepada orang lain. Operator seringkali hanya menggunakan estimasi atau trial and error dalam memilih besaran cutting speed, feedrate dan depth of cut, padahal
besaran tersebut berpengaruh terhadap kualitas hasil pemesinan serta produktivitas. Operasi end milling adalah salah satu upaya untuk meneliti nilai optimum dari beragam tipe operasi mesin perkakas yang banyak dipakai. Operasi dan proses pemesinan terutama yang menggunakan mesin CNC semakin memberikan beragam pilihan besaran parameter dalam kode numeriknya. Operator perlu mendapatkan informasi kuantitatif korelasi antar parameter untuk menghasilkan kualitas surface finish yang baik.
commit to user
2
kekasaran permukaan benda yang dihasilkan oleh proses pemesinan. Metode Taguchi (Taguchi Method) adalah salah satu metode yang banyak digunakan untuk mengetahui kondisi optimal dari parameter pemesinan terhadap kekasaran permukaan benda kerja, sehingga diharapkan terjadi perbaikan kualitas dan proses suatu barang.
Optimasi parameter proses pemesinan pada mesin milling perlu dilakukan agar kekasaran permukaan yang diinginkan dapat dicapai dalam waktu yang paling singkat. Operator mesin perkakas hingga kini masih dihadapkan pada masalah penentuan parameter pemesinan seperti cutting speed, feedrate dan depth of cut yang optimum terutama pada operasi finishing. Penelitian ini diharapkan
dapat memberikan kontribusi berupa tolok ukur parameter optimal suatu operasi pemesinan. Operasi pemesinan yang dipilih adalah proses endmilling surface dengan metode Taguchi. Analisis data metode Taguchi dibantu menggunakan software Qualitek.
B. Identifikasi Masalah
Berdasarkan latar belakang masalah tersebut, terdapat beberapa permasalahan utama yang berhubungan dengan kekasaran pada proses pemesinan CNC Milling. Masalah–masalah tersebut antara lain :
1. Penentuan parameter pemesinan seperti spindle speed, federate, dan depth of cut yang optimum terutama pada operasi pemesinan CNC milling.
2. Pengaruh penambahan coolant terhadap kekasaran permukaan logam.
3. Penentuan parameter pemotongan sesuai material benda kerja (struktur dan kekerasan) dan karakteristik alat potong (geometri, jumlah mata sayat, dan material alat potong).
C. Batasan Masalah
Agar pembahasannya tidak terlalu luas dan menyimpang dari permasalahan, maka lingkup penelitian ini dibatasi sebagai berikut :
commit to user
dibahas.
2. Parameter kondisi pemotongan didasarkan pada rekomendasi pahat (insert) dan mesin CNC Milling ZK 7040.
3. Parameter pemesinan terdiri atas: kecepatan putaran spindel (n) (rpm), kecepatan pemakanan (f) (mm/rev), kedalaman pemakanan (a) (mm), dan kondisi pemotongan (basah dan kering).
4. Analisis hanya dilakukan pada parameter pemesinan yang diaplikasikan. 5. Proses pengukuran dilakukan hanya pada kekasaran permukaan.
6. Analisis kekasaran permukaan dilakukan pada kekasaran permukaan rata-rata (Ra).
D. Perumusan Masalah
Berdasarkan identifikasi masalah dan pembatasan masalah tersebut dapat ditentukan perumusan masalah sebagai berikut:
1. Adakah pengaruh kecepatan spindle terhadap tingkat kekasaran permukaan logam hasil proses pemesinan CNC milling type ZK 7040 pada material baja
ST 40?
2. Adakah pengaruh kecepatan pemakanan terhadap tingkat kekasaran
permukaan logam hasil proses pemesinan CNC milling type ZK 7040 pada
material baja ST 40?
3. Adakah pengaruh kedalaman pemakanan terhadap tingkat kekasaran
permukaan logam hasil proses pemesinan CNC milling type ZK 7040 pada
material baja ST 40?
4. Adakah pengaruh cairan pendingin terhadap tingkat kekasaran permukaan
logam hasil proses pemesinan CNC milling type ZK 7040 pada material baja
ST 40?
5. Dengan menggunakan metode Taguchi, parameter manakah yang
menghasilkan nilai kekasaran optimal pada proses pemesinan CNC milling
commit to user
4
E. Tujuan Penelitian
Berdasarkan masalah yang telah dirumuskan, penelitian ini memiliki tujuan yaitu :
1. Mengetahui pengaruh kecepatan spindle terhadap tingkat kekasaran permukaan logam hasil proses pemesinan CNC milling type ZK 7040 pada
material baja ST 40.
2. Mengetahui pengaruh kecepatan pemakanan terhadap tingkat kekasaran
permukaan logam hasil proses pemesinan CNC milling type ZK 7040 pada
material baja ST 40.
3. Mengetahui pengaruh kedalaman pemakanan terhadap tingkat kekasaran
permukaan logam hasil proses pemesinan CNC milling type ZK 7040 pada
material baja ST 40.
4. Mengetahui pengaruh cairan pendingin terhadap tingkat kekasaran
permukaan logam hasil proses pemesinan CNC milling type ZK 7040 pada
material baja ST 40.
5. Mengetahui parameter mana yang menghasilkan nilai kekasaran optimal pada
proses pemesinan CNC milling type ZK 7040 pada material baja ST 40,
dengan menggunakan metode Taguchi.
F. Manfaat Penelitian
1. Manfaat Praktis
a. Dapat digunakan sebagai referensi dalam menentukan optimasi parameter
pemotongan untuk mendapatkan kekasaran yang diinginkan dalam proses
pemesinan CNC milling.
b. Memberikan kontribusi ilmiah kepada komunitas industri berupa tolok ukur
parameter optimal operasi pemesinan milling dengan end milling CNC.
c. Menjadi masukan bagi pengguna mesin CNC milling dalam peningkatan
kualitas dan kuantitas produk hasil proses pemesinan serta peningkatan
commit to user
2. Manfaat Teoritis
a. Sebagai masukan dan pertimbangan bagi perkembangan penelitian sejenis di
masa yang akan datang.
b. Menjadi bahan pustaka bagi Program Studi Pendidikan Teknik Mesin Jurusan
Pendidikan Teknik dan Kejuruan Fakultas Keguruan dan Ilmu Pendidikan
commit to user
Production. Kedua mesin CNC tersebut mempunyai prinsip kerja yang sama, namun berbeda dalam penggunaan dan penerapannya. Mesin CNC Milling TU
(Training Unit) yang dilengkapi dengan EPS (External Programming Sistem),
digunakan untuk latihan dasar pengoperasian dan pemograman CNC, serta
pengerjaan yang ringan. Mesin CNC Milling Production digunakan untuk
produksi massal, sehingga diperlukan perlengkapan yang lebih, misal: sistem
chuck otomatis, pembuka pintu pembuang beram otomatis, dan lain-lain.
2. Proses Pemesinan
a. Proses Freis (Milling Process)
1) Klasifikasi Proses Freis
Mesin milling adalah mesin perkakas dengan gerak utama berputar
dilakukan oleh alat potong atau milling cutter. Pahat freis (milling cutter)
termasuk pahat bermata potong jamak dengan jumlah mata potong sama
dengan jumlah gigi pahat freis, tetapi dalam perkembangannya pahat
freis ada yang bermata potong tunggal dan penggunaannya tergantung
dari kebutuhan seperti yang digunakan di mesin CNC. Sesuai dengan
jenis pahat yang digunakan, dikenal tiga macam proses freis (Taufiq,
Rochim: 1982), yaitu:
a) Proses freis datar (slab milling)
Disebut peripheral milling, yaitu proses freis dimana sumbu rotasi
dari pahat (tool) sejajar dengan permukaan benda kerja.
commit to user
Proses freis tegak, yaitu proses freis dimana sumbu rotasi pahatnya vertikal terhadap permukaan benda kerja.
c) End Milling
Pahat potong (cutter) pada end milling, biasanya berputar pada sumbu vertikal terhadap benda kerja, area kerja pahat berada pada akhir permukaan dari pahat pemotong dan pada batas keliling dari badan pahat pemotong.
(a) Slab milling (b) Face milling (c) End milling
Gambar 1. Klasifikasi Proses Freis (Kalpakjian, S, Schmid: 1992)
Proses facing atau proses roughing dilakukan pada proses pemesinan awal, untuk mendapatkan posisi peletakan material kerja yang rata, sehingga diharapkan saat proses pemesinan dilakukan maka akan lebih seragam. Dalam penggunaan pahat sisipan (insert), baik dalam pemasangan maupun dalam pemilihan bentuk juga memiliki pengaruh yang cukup besar terhadap tekstur dari permukaan benda yang dilakukan proses pemesinan.
commit to user
8
Gambar 2. Komponen Kecepatan Potong Pada Proses Milling (Kalpakjian, S, Schmid: 1992)
Gambar 2 menunjukkan, pada proses up milling, beram yang dihasilkan sangat tipis di awal mula proses permesinan, dimana gigi pahat (tooth) pertama kali bersentuhan, lalu berangsur-angsur menebal hingga pahat selesai melakukan proses. Untuk proses down milling, ketebalan beram (chip) maksimum terjadi dekat pada titik dimana gigi pahat kontak bekerja, karena gerak relatif pahat cenderung menarik benda kerja ke arah pahat.
Proses freis tidak menghasilkan beram dengan ketebalan yang tetap, melainkan berbentuk koma dengan ketebalan beram yang berubah. Tebal beram dipengaruhi oleh gerak pemakanan per gigi (feed per tooth) dan sudut
posisi (φ) yang dapat berubah, karena perubahan sudut potong. Analogi proses terbentuknya beram pada proses freis adalah bila setumpuk kartu dijajarkan dan diatur sedikit miring yang membentuk sudut geser φ, kemudian
commit to user
Gambar 3. Analogi Pembentukan Beram 2) Prinsip kerja mesin CNC milling
Mesin milling adalah mesin perkakas dengan gerak utama berputar dilakukan oleh alat potong atau cutter milling, gerak makannya dilakukan oleh benda kerja yang terpasang pada meja kerja.
Mesin CNC milling ini menggunakan sistem persumbuan dengan dasar koordinat kartesius :
“apabila tiga jari kanan diatur sedemikian rupa sehingga letaknya saling tegak lurus, maka jari tengah menunjukkan sumbu Z, jari telunjuk menunjukkan sumbu Y, dan ibu jari menunjukkan sumbu X”
Mesin frais vertikal dapat menunjukkan bahwa sumbu Z adalah arah tegak, sumbu Y adalah arah melintang meja, dan sumbu X adalah arah memanjang meja.
commit to user
10
3) Mesin Freis CNC
Gambar 4. Mesin CNC Freis
CNC (Computer Numerically Control) adalah suatu mesin yang dikontrol oleh komputer dengan menggunakan bahasa numerik. Bahasa numerik yaitu perintah gerakan dengan menggunakan kode huruf dan angka, misalnya, jika pada program ditulis kode M-03 S1000 maka spindel akan berputar dengan kecepatan 1000 rpm dan jika program ditulis kode M-05, maka spindel akan berhenti.
Pengoperasian mesin CNC dilaksanakan dengan layanan progam NC, proses pengoperasian mesin CNC dikontrol komputer dengan memasukkan data numerik. Sistem CNC beroperasi secara otomatis dan dapat menginterpretasikan kode-kode numerik yang berupa huruf, angka ataupun simbol untuk membuat suatu bentuk benda kerja. Program NC adalah suatu urutan perintah yang disusun secara terperinci setiap blok per blok untuk memberi tahu mesin CNC tentang apa yang harus dilakukan.
commit to user
gerakan persumbuan sesuai bentuk benda kerja. Kode bahasa dalam mesin CNC dikenal dengan kode G dan M. Kode G adalah kode untuk pergerakan pahat dan kode M adalah kode untuk kode operasional mesin. Tabel 1 menunjukkan contoh blok program NC.
Tabel 1. Blok Pemrograman NC
G /M X Y Z F S
Blok I M03 - - - - S1000
Blok II G01 10 0 0 30
Tabel 1 dapat menjelaskan bahwa pada blok I, kode M-03 memerintahkan
spindel mesin berputar, dan S1000 artinya spindel berputar dengan kecepatan
1000 rpm. Pada blok II, kode G01 artinya memerintahkan pahat bergerak
dengan pemakanan, X10 menunjukkan arah gerakan pemakanan ke sumbu X
sejauh 10 mm, dan F30 menunjukkan kecepatan pemakanan ke arah sumbu X
sebesar 30 mm/menit.
4) Elemen-elemen Dasar Proses Freis
Elemen-elemen dasar proses pemesinan sangat berpengaruh dalam
analisis optimasi hasil dari produk yang akan dibuat. Elemen-elemen ini
dianalisis dengan tujuan menemukan suatu formulasi yang bisa dipakai untuk
keperluan proses permesinan serta perkembangan dalam hal efisiensi dan
optimasi dari proses permesinan. Beberapa elemen dasar proses permesinan
di antaranya:
a) Kecepatan potong (cutting speed) :
Kecepatan potong merupakan kecepatan pemakanan pahat dalam
satuan m/menit atau ft/menit.
= 1000 ;(m min )⁄
b) Kecepatan pemakanan (feed. f) :
Gerak pemakanan merupakan kecepatan gerak pahat dalam satuan
commit to user
12
c) Rata-rata gerak pemakanan (feedrate, v)
Rata-rata gerak pemakanan merupakan kecepatan linier pahat sepanjang benda kerja dalam satuan mm/menit atau inci/menit.
v = f N
d) Kedalaman pemotongan (depth of cut,a)
Ketebalan pemakanan merupakan kedalaman penyayatan yang dilakukan oleh pahat dalam satuan mm atau inci.
e) Waktu pemotongan (cutting time)
Waktu pemotongan merupakan waktu yang diperlukan untuk melakukan penyayatan sepanjang benda kerja dalam satuan detik atau menit.
= ; (min)
Dimana; = + +
f) Kecepatan penghasilan beram :
Kecepatan penghasilan beram merupakan volume material yang terbuang per satuan waktu dalam satuan mm3/menit atau inci3/menit.
= 1000. . ; (mm min )⁄
g) Kecepatan spindle (N)
Kecepatan spindle merupakan putaran dari spindle yang juga
merupakan putaran benda kerja dalam satuan rpm.
3. Fluida Pemotongan (Cutting Fluids)
Penggunaan fluida pemotongan selama proses pemesinan telah diawali
oleh F.W. Taylor sejak tahun 1883 (Jerrad, R.B., Fussel, K. Barry., Ercan, T.
Mustafa: 2001). Penggunaan fluida pemotongan pada proses pemesinan
menunjukkan, bahwa kecepatan potong (cutting speed) dapat meningkat hingga
40% dengan menggunakan air sebagai pendingin. Air dapat menyebabkan korosi
commit to user
karena kemampuan pembasahannya (wetting ability) yang rendah dalam kondisi temperatur yang sangat tinggi.
Fluida pemotongan atau sering disebut pendingin (coolant) berfungsi untuk mengontrol temperatur pemotongan dan untuk pelumasan. Aplikasi fluida pemotongan adalah memperbaiki kualitas benda kerja selama mengalami proses pemotongan secara terus menerus oleh pahat (tool) dan juga memperbaiki umur pahat. Diskripsi beberapa karakteristik pendingin atau pelumas dapat dijelaskan sebagai berikut:
a. Dari bahan utama minyak (oil based) 1) Straight oil (100% petroleum oil)
Straight oil adalah pendingin dari bahan minyak yang
mengandung 100% petroleum oil. Straight oil mempunyai kemampuan pelumasan yang sangat baik atau menciptakan lapisan sebagai efek bantalan antara benda kerja dan pahat, melindungi dari karat (rust), dan memperbaiki umur pahat, tetapi straight oil mempunyai sifat melepaskan panas yang buruk dan meningkatkan resiko kebakaran.
2) Soluble oil (60-90% petroleum oil)
Soluble oil (hampir sama dengan emulsi, minyak emulsif atau
minyak larut air) terdiri dari campuran 60-90% minyak bumi, emulsifier, dan bahan tambahan lain. Konsentrat ini dicampur dengan air untuk menjadi fluida pemotongan yang dipakai untuk pengerjaan logam. Soluble oil dapat meningkatkan kemampuan pendinginan dan pelumasan
yang baik meskipun campuran minyak dan air, menciptakan lapisan film minyak yang melindungi komponen yang bergerak. Soluble oil adalah pendingin dari bahan minyak yang bercampur dengan air, sehingga akan menimbulkan masalah karat (rust) atau korosi, masalah kesehatan timbulnya bakteri, dan kabut asap yang dibentuk bisa menciptakan lingkungan kerja yang tidak aman.
b. Fluida pemotongan dari bahan kimia
commit to user
14
dan semi sintetis, fluida pemotongan dari bahan kimia memiliki sifat lebih stabil serta kemampuan untuk melumasi.
1) Sintetis (0% petroleum oil)
Sintetis merupakan cairan pendingin yang tidak mengandung minyak atau mineral yang lain, secara umum terdiri dari pelumas kimia (chemical lubricant) dan inhibitor karat yang larut dalam air. Sintetis didesain untuk memiliki kemampuan pendinginan yang lebih cepat, pelumasan yang lebih baik, mencegah korosi dan mudah dilakukan perawatan. Sintetis dianjurkan untuk proses pemesinan dengan kecepatan tinggi.
2) Semisintetis (2-30% petroleum oil)
Semisintetis merupakan cairan pendingin yang masih mengandung 2-30% minyak bumi. Cairan pendingin jenis ini di dalam penggunaannya masih harus dicampur dengan air. Semisintetis merupakan cairan pendingin yang mempunyai sifat relatif tidak beracun, transparan, tidak mudah terbakar, ketahanan korosi yang baik, memiliki sifat pendinginan dan pelumasan yang baik, waktu penggunaan lama, serta dapat digunakan di hampir semua proses pemesinan. Semisintetis juga mempunyai sifat yang merugikan, yaitu menghasilkan efek kabut, berbusa, mudah terkontaminasi oleh cairan lain.
4. Metrologi Konfigurasi Permukaan
a. Konfigurasi Permukaan
Metrologi geometri adalah ilmu dan teknologi untuk melakukan
pengukuran karakteristik geometri suatu produk dengan alat ukur dan cara
yang sesuai yang sedemikian rupa sehingga data pengukuran dan analisis
datanya menghasilkan harga yang dianggap sebagai nilai yang paling dekat
dengan geometri yang sesungguhnya dari komponen yang bersangkutan.
Metrologi geometri meliputi ukuran, bentuk, posisi, dan kekasaran
commit to user
Permukaan adalah batas yang memisahkan antara benda padat dengan sekelilingnya. Konfigurasi permukaan merupakan suatu karakteristik geometri golongan mikrogeometri. Mikrogeometri adalah permukaan secara keseluruhan yang membuat bentuk atau rupa yang spesifik misalnya permukaan poros, lubang, sisi, dan lain-lain yang tercakup pada elemen geometri ukuran, bentuk, dan posisi.
Karakteristik suatu permukaan memegang peranan penting dalam perancangan komponen mesin atau peralatan. Karakteristik suatu permukaan perlu dinyatakan dengan jelas, misalnya dalam kaitannya dengan gesekan, keausan, pelumasan ketahanan lelah, perekatan dua atau lebih komponen mesin dan sebagainya. Surface roughness memainkan peranan yang cukup penting kaitannya dengan ketahanan kontak (contact resistance).
Gambar 5. Profil Kekasaran Permukaan (Taufiq Rochim: 2001)
commit to user
16
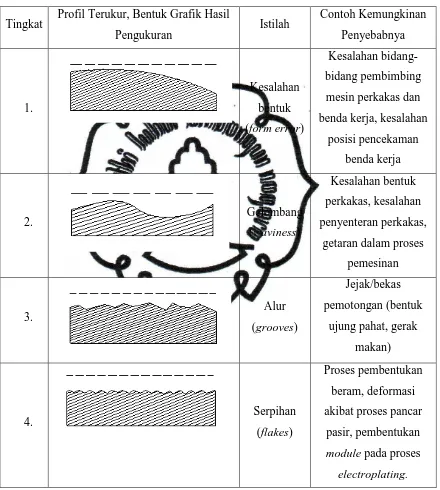
ketiga, yaitu alur (groove) dan tingkat keempat adalah serpihan (flaw) dan keduanya lebih dikenal dengan istilah kekasaran (roughness).
Tabel 2. Ketidakteraturan Suatu Profil (Konfigurasi Penampang Permukaan)
Tingkat Profil Terukur, Bentuk Grafik Hasil
commit to user
Kekasaran permukaan (surface roughness) dibedakan menjadi dua, yaitu: 1) Ideal surface roughness
Ideal surface roughness adalah kekasaran ideal (terbaik) yang bisa
dicapai dalam suatu proses permesinan dengan kondisi ideal.
2) Natural surface roughness
Natural surface roughness adalah kekasaran alamiah yang terbentuk
dalam proses pemesinan karena adanya berbagai faktor yang mempengaruhi proses pemesinan tersebut.
Faktor-faktor yang mempengaruhi kekasaran ideal di antaranya: 1) Getaran yang terjadi pada mesin
2) Ketidaktepatan gerakan bagian-bagian mesin 3) Ketidakteraturan feed mechanism
4) Adanya cacat pada material 5) Gesekan antara chip dan material b. Parameter Kekasaran Permukaan
1) Profil geometrik ideal adalah profil pemukaan yang sempurna, dapat berupa garis lurus, lengkung atau busur.
2) Profil terukur (measured profil), merupakan profil permukaan terukur. 3) Profil referensi adalah profil yang digunakan sebagai acuan untuk
menganalisis ketidakteraturan konfigurasi permukaan.
4) Profil akar/alas yaitu profil referensi yang digeserkan ke bawah, sehingga menyinggung titik terendah profil terukur.
5) Profil tengah adalah profil yang digeserkan ke bawah sedemikian rupa sehingga jumlah luas bagi daerah-daerah di atas profil tengah sampai profil terukur adalah sama dengan jumlah luas daerah-daerah di bawah profil tengah sampai ke profil terukur.
Profil-profil di atas dapat didefinisikan menjadi beberapa parameter permukaan, yaitu yang berhubungan dengan dimensi pada arah tegak dan arah memanjang. Dimensi arah tegak dikenal beberapa parameter, yaitu: 1) Kekasaran total (peak to valley height/total height), Rt (µm), adalah jarak
commit to user
18
2) Kekasaran perataan (depth of surface smoothness/peak to mean line), Rp (µm), adalah jarak rata-rata antara profil referensi dengan profil terukur. 3) Kekasaran rata-rata aritmetik (mean roughness index/center line average,
CLA), Ra (µm), adalah harga rata-rata aritmetik dibagi harga absolutnya jarak antara profil terukur dengan profil tengah.
= 1! " |ℎ%| &'
4) Kekasaran rata-rata kuadratik (root mean square height), Rq (µm), adalah akar bagi jarak kuadrat rata-rata antara profil terukur dengan profil tengah.
5) Kekasaran total rata-rata, Rz (µm), merupakan jarak rata-rata profil alas ke profil terukur pada lima puncak tertinggi dikurangi jarak rata-rata profil alas ke profil terukur pada lima lembah terendah.
5. Metode Taguchi
Desain eksperimen adalah evaluasi secara serentak dua atau lebih faktor
atau parameter terhadap kemampuannya untuk mempengaruhi rata-rata hasil atau
variabilitas hasil gabungan dari karakteristik produk atau proses tertentu. Untuk
mengetahui pengaruh faktor atau parameter terhadap rata-rata hasil secara efektif,
selanjutnya dianalisis untuk menentukan faktor mana yang berpengaruh serta
mengetahui hasil maksimal yang dapat diperoleh.
Metode Taguchi merupakan salah satu metode yang mulai banyak
digunakan saat ini. Metode Taguchi dicetuskan oleh Dr. Genichi Taguchi pada
tahun 1949 saat mendapatkan tugas untuk memperbaiki sistem telekomunikasi di
Jepang. Metode Taguchi merupakan suatu metodologi baru dalam bidang teknik
yang bertujuan untuk memperbaiki kualitas produk dan proses dalam waktu yang
bersamaan menekan biaya dan sumber seminimal mungkin. Sasaran metode
Taguchi adalah menjadikan produk kokoh (robust) atau tidak sensitif terhadap
berbagai faktor gangguan (noise), karena itu sering disebut sebagai desain kokoh
commit to user
Definisi kualitas menurut Taguchi adalah kerugian yang diterima oleh masyarakat sejak produk tersebut dikirimkan. Filosofi Taguchi terhadap kualitas terdiri dari tiga buah konsep, yaitu:
a. Kualitas harus didesain ke dalam produk dan bukan sekedar memeriksanya. b. Kualitas terbaik dicapai dengan meminimumkan deviasi dari target. Produk
harus didesain, sehingga kokoh (robust) terhadap faktor lingkungan yang tidak dapat dikontrol.
c. Biaya kualitas harus diukur sebagai fungsi deviasi dari standar tertentu dan kerugian harus diukur pada seluruh sistem.
Metode Taguchi merupakan off-line quality control artinya pengendalian kualitas yang preventif, sebagai desain produk atau proses sebelum sampai pada produksi di tingkat produksi (shop floor). Off-line quality control dilakukan pada saat awal dalam siklus kehidupan produk yaitu perbaikan pada awal untuk menghasilkan produk. Keuntungan atau kelebihan metode Taguchi adalah :
a. Desain eksperimen Taguchi lebih efisien, karena memungkinkan untuk melaksanakan penelitian yang melibatkan banyak faktor dan jumlah.
b. Desain eksperimen Taguchi memungkinkan diperolehnya suatu proses yang menghasilkan produk yang konsisten dan kokoh terhadap faktor yang tidak dapat dikontrol.
c. Metode Taguchi menghasilkan kesimpulan mengenai respon faktor-faktor dan level faktor-faktor kontrol yang menghasilkan nilai optimum.
Desain eksperimen Taguchi dibagi menjadi tiga tahap utama yang menyangkut semua pendekatan eksperimen, yaitu:
a. Tahap Perencanaan
Tahap perencanaan merupakan tahap terpenting, dimana seorang peneliti harus menentukan ke mana penelitian ini akan dibawa. Adapun kegiatan yang termasuk dalam tahap ini adalah:
1) Perumusan masalah
Perumusan masalah digunakan untuk mengidentifikasi atau merumuskan masalah yang akan diselidiki dalam eksperimen.
commit to user
20
Tujuan yang melandasi eksperimen harus dapat menjawab apa yang telah dinyatakan dalam perumusan masalah, yaitu mencari sebab yang menjadi akibat dari masalah yang kita amati.
3) Penentuan variabel terikat
Variabel terikat adalah variable yang perubahanya tergantung pada variabel lain. Variabel terikat inilah yang nantinya akan menjadi tujuan penelitian.
4) Identifikasi faktor-faktor (variabel bebas)
Variabel bebas (faktor) adalah variabel yang perubahanya tidak tergantung pada variabel lain. Pada tahap ini akan dipilih faktor-faktor mana saja yang akan diselidiki pengaruhnya terhadap variabel tak bebas. 5) Pemisahan faktor kontrol dan faktor gangguan
Faktor kontrol adalah faktor yang nilainya dapat diatur atau dikendalikan. Faktor gangguan adalah faktor yang nilainya tidak dapat diatur atau dikendalikan.
6) Penentuan jumlah level dan nilai faktor
Penentuan jumlah level penting untuk ketelitian hasil eksperimen dan ongkos penelitian. Semakin banyak level yang diteliti, maka akan semakin akurat hasil yang diperoleh tetapi akan semakin mahal.
7) Perhitungan derajat kebebasan
Penghitungan derajat kebebasan dilakukan untuk menghitung jumlah minimum eksperimen yang dilakukan untuk menyelidiki faktor yang diamati.
8) Pemilihan matriks orthogonal
Pemilihan matriks orthogonal sangat tergantung dari jumlah level dan derajat kebebasan yang digunakan. Matriks orthogonal yang digunakan tidak boleh kurang dari derajat kebebasan yang dipilih.
b. Tahap Pelaksanaan Eksperimen
commit to user
1) Jumlah replikasi
Replikasi adalah pengulangan kembali perlakuan yang sama dalam suatu percobaan dengan kondisi yang sama. Tujuan replikasi adalah:
a) Menambah ketelitian eksperimen
b) Mengurangi tingkat kesalahan pada eksperimen
c) Memperoleh harga taksiran kesalahan eksperimen, sehingga memungkinkan dilaksanakannya uji signifikan hasil eksperimen 2) Pengacakan
Secara umum pengacakan dimaksudkan untuk:
a) Meratakan pengaruh faktor yang tidak dapat dikendalikan pada semua unit eksperimen.
b) Memberikan kesempatan yang sama pada semua unit eksperimen untuk menerima suatu perlakuan, sehingga diharapkan ada kehomogenan pengaruh dari setiap perlakuan yang sama.
Pelaksanaan eksperimen Taguchi adalah melakukan pekerjaan berdasarkan setting faktor pada matrik ortogonal dengan jumlah eksperimen sesuai dengan jumlah replikasi dan urutan seperti pada randomisasi.
c. Tahap Analisis
Pada tahap analisis dilakukan pengumpulan dan pengolahan data yang meliputi pengumpulan data, pengaturan data, perhitungan serta penyajian dalam bentuk lay out tertentu. Qualitek-4 adalah sebuah software yang digunakan dalam menganalisis data pada penelitian dengan metode Taguchi. Tahapan analisis dalam software Qualitek-4 secara teoritis dapat dijabarkan sebagai berikut:
1) Analisis varian Taguchi (ANAVA Taguchi)
commit to user
22
kolom. Teknik analisis data dalam perhitungan menggunakan analisis varian Taguchi sebagai berikut: (Irwan Soejanto: 2009)
a) Jumlah kuadrat total (SST)
(()= * +,
-./0
dimana : N = jumlah percobaan
y = data yang diperoleh dari percobaan b) Jumlah kuadrat faktor (sum of square)
((1 = 2* 34.
nAi = jumlah percobaan level ke i faktor A T = jumlah keseluruhan nilai data
N = jumlah data keseluruhan c) Jumlah kuadrat karena rata-rata
((; = . +<,
d) Jumlah kuadrat error (((=)
((= = (()− ((;− ((>? @A
e) Rata-rata kuadrat (mean square)
B( =((1 1
2) Uji F
Hasil analisis varian tidak membuktikan adanya perbedaaan
perlakuan dan pengaruh faktor dalam percobaan, pembuktian dilakukan
dengan uji F. Uji hipotesis F dilakukan dengan membandingkan variasi
yang disebabkan oleh masing-masing faktor dan variansi error. Variansi
commit to user
C1 =B(((1
=
3) Pooling up
Pooling up dirancang Taguchi untuk mengestimasi variansi
error pada analisis varian. Dengan adanya pooling up, estimasi yang
dihasilkan akan menjadi lebih baik. Pooling up dilakukan dengan menjumlahkan faktor yang tidak berpengaruh menjadi error. Pooling up dilakukan mulai dari nilai jumlah kuadrat (SS) yang paling kecil. Pooling up dilakukan hingga ditemukan faktor yang berpengaruh, biasanya sama
dengan atau lebih dari setengah variabel bebas yang digunakan. 4) Rasio S/N (rasio signal to noise)
Rasio S/N digunakan untuk memilih faktor yang memiliki kontribusi pada pengurangan variansi suatu respon. Rasio S/N merupakan rancangan untuk transformasi pengulangan data ke dalam suatu nilai yang merupakan ukuran variasi yang timbul. Rasio S/N digunakan untuk mengetahui faktor mana yang berpengaruh pada hasil eksperimen. Rasio S/N yang digunakan dalam penelitian ini, yaitu: Semakin kecil semakin baik (smaller the better). Karakteristik kualitas dengan batas nol dan non negatif. Nilai semakin kecil (mendekati nol) adalah yang diinginkan.
S/N = −10 log[ 1/ ∑ +K./K ,] 5) Interpretasi hasil eksperimen
Langkah-angkah untuk menginterpretasikan hasil eksperimen dengan menggunakan metode Taguchi dapat dilakukan dengan cara sebagai berikut:
commit to user
24
Pada analisis varian nilai rata-rata kuadrat (MS) untuk suatu faktor sebenarnya adalah (misalkan faktor A):
SS’A = SSA – (VA).(MSE)
persen kontribusi adalah:
L =((′((1
) &100%
Persen kontribusi digunakan untuk menghitung kontribusi faktor maupun interaksi faktor yang signifikan dan error. Jika persen kontribusi error ≤15% berarti tidak ada faktor yang berpengaruh terabaikan. Jika persen kontribusi error ≥50% artinya bahwa terdapat faktor yang berpengaruh terabaikan dan error yang hadir telalu besar.
b) Interval kepercayaan (convidence interval; CI)
Interval kepercayaan (convidence interval; CI) dalam analisis hasil eksperimen Taguchi dihitung dalam tiga kondisi:
(1) Interval kepercayaan untuk level faktor (CI1)
OP0 = QC(R;ST;SU)B(V
V1 = derajat kebebasan faktor
Ve = derajat kebebasan error
Mse = rata-rata kuadrat error
N = jumlah yang di uji pada kondisi tertentu
W16 = dugaan rata-rata faktor A pada perlakuan level
ke K
commit to user
(2) Interval kepercayaan untuk perkiraan rata-rata
OP0 = ±QC(R;0;SU)&B(=& 3
1
= 5
Dimana neff adalah jumlah pengamtan efektif
= = jumlah derajat kebebasan dalam perkiraan rata − ratajumlah total eksperimen
(3) Interval kepercayaan untuk eksperimen konfirmasi
OP0 = ±QC(R;0;SU)&B(=& 3
1 = +
1 i5
Dimana : r = jumlah replikasi yang dilaksanakan
d. Eksperimen Konfirmasi
Eksperimen konfirmasi adalah percobaan yang dilakukan untuk
memeriksa kesimpulan yang didapat. Tujuan eksperimen konfirmasi adalah
untuk memverifikasi: 1) Dugaan yang dibuat pada saat model performansi
penentuan faktor dan interaksinya, dan 2) setting parameter (faktor) yang
optimum hasil analisis percobaan pada performansi yang diharapkan.
B. Penelitian yang Relevan
Dari penelitian sebelumnya banyaknya parameter dan hubungan antar
parameter terkait proses milling yang telah diteliti. Zhang J.Z., et al. (2007).
menggunakan Taguchi design methods untuk mengoptimalkan kualitas
permukaan hasil CNC face milling. Penelitian yang dilakukan oleh Zhang J.Z., et
al, kecepatan pemakanan, kecepatan putar, dan kedalaman potong digunakan
sebagai faktor pengontrol. Faktor pengganggu yang digunakan adalah temperatur
operasi dan kondisi pahat akibat aus. Kekasaran permukaan paling minimum
dapat dicapai pada kecepatan putar 3500 rpm, kecepatan makan 762 mm/min, dan
kedalaman makan 1,52 mm. Penelitian tersebut menunjukan bahwa proses
pemesinan milling terdapat beberapa parameter yang berpengaruh pada kekasaran
permukaan komponen di antaranya kecepatan potong, kecepatan putaran,
commit to user
26
jenis material bahan baku, jenis pahat, material pahat, dimensi pahat, geometri pahat, penggunaan cairan pendingin, dan faktor-faktor lain pada proses pemesinan seperti adanya getaran, defleksi pahat, temperatur operasi, dan keausan pahat.
Parameter pemesinan yang erat kaitannya dengan kekasaran permukaan adalah cairan pendingin. Penggunaan cairan pendingin akan menurunkan gesekan permukaan pada interface pahat dan benda kerja, sehingga kekasaran permukaan yang dihasilkan lebih kecil dibanding tanpa cairan pendingin. Oleh karena itu, untuk menghasilkan kekasaran permukaan yang lebih kecil, proses pemesinan lebih baik menggunakan cairan pendingin.
C. Kerangka Pemikiran
Tingkat kekasaran dari suatu benda hasil pengerjaan pada mesin-mesin perkakas merupakan syarat mutlak yang harus diperhitungkan dalam proses produksi untuk dapat menigkatkan kualitas produknya. Selain itu, diperlukan cara agar mesin perkakas tersebut menghasilkan produk dengan jumlah banyak dalam waktu singkat, sehingga biaya produksi dapat ditekan serendah-rendahnya. Operator mesin perkakas hingga kini masih dihadapkan pada masalah penentuan parameter pemesinan seperti spindle speed dan feed yang optimum terutama pada operasi finishing.
Operator seringkali hanya menggunakan estimasi atau trial and error dalam memilih besaran cutting speed, feed dan depth of cut, padahal besaran tersebut berpengaruh terhadap kualitas hasil pemesinan serta produktivitas. Dengan demikian diperlukan upaya untuk meneliti nilai optimum dari beragam tipe operasi mesin perkakas yang banyak dipakai. Salah satunya adalah operasi end milling. Operasi ini terutama yang menggunakan mesin CNC semakin
memberikan beragam pilihan besaran parameter dalam kode numeriknya. Operator perlu mendapatkan informasi kuantitatif korelasi antar parameter untuk menghasilkan kualitas surface finish yang baik.
commit to user
merupakan parameter yang sangat berpengaruh pada proses pemesinan. Material yang digunakan dalam penelitian ini adalah baja karbon rendah ST 40. Kecepatan spindle dalam penelitian ini divariasi menjadi tiga, yaitu 500 rpm, 1500 rpm, dan
2500 rpm. Kecepatan pemakanan juga divariasi menjadi tiga, yaitu 0,07 mm/rev, 0,12 mm/rev, dan 0,2 mm/rev. Kedalaman pemakanan divariasi menjadi tiga, yaitu 0,5 mm, 1,0 mm, dan 1,5 mm. Kondisi pemotongan divariasi menjadi tiga, dry (kering), dromus, dan minyak. Untuk melakukan pengukuran terhadap tingkat
kekasaran yang dihasilkan, digunakan alat pengukur kekasaran, yaitu surftest.
D. Hipotesis Penelitian
Berdasarkan rumusan masalah dan analisis kerangka pemikiran di atas dapat diambil hipotesis sebagai berikut :
1. Ada pengaruh kecepatan spindle terhadap tingkat kekasaran permukaan logam hasil proses pemesinan CNC milling type ZK 7040 pada material baja
ST 40.
2. Ada pengaruh kecepatan pemakanan terhadap tingkat kekasaran permukaan
logam hasil proses pemesinan CNC milling type ZK 7040 pada material baja
ST 40.
3. Ada pengaruh kedalaman pemakanan terhadap tingkat kekasaran permukaan
logam hasil proses pemesinan CNC milling type ZK 7040 pada material baja
ST 40.
4. Ada pengaruh cairan pendingin terhadap tingkat kekasaran permukaan logam
hasil proses pemesinan CNC milling type ZK 7040 pada material baja ST 40.
5. Didapat kekasaran optimal dari parameter proses CNC milling type ZK 7040
pada material baja ST 40, pada kecepatan spindle 2500 rpm, kecepatan
commit to user
28 BAB III
METODOLOGI PENELITIAN
A. Tempat dan Waktu Penelitian
1. Tempat Penelitian
Tempat penelitian sebagai berikut:
a. Laboratorium CNC Program Studi Pendidikan Teknik Mesin, Jurusan
Pendidikan Teknik dan Kejuruan, Fakultas Keguruan dan Ilmu Pendidikan,
Universitas Sebelas Maret Surakarta untuk proses pembentukan benda uji dan
pelaksanaan proses pemesinan.
b. Laboratorium Bahan Teknik, Program Diploma Teknik Mesin, Fakultas
Teknik, Universitas Gadjah Mada Yogyakarta untuk melakukan pengujian
kekasaran permukaan logam.
c. PT. Itokoh Ceperindo untuk melakukan uji komposisi baja ST 40.
2. Waktu Penelitian
Jadwal penelitian sebagai berikut:
a. Pelaksanaan penelitian pada bulan Maret 2010 s/d April 2010
b. Seminar proposal penelitian pada tanggal 10 Maret 2010
c. Revisi proposal penelitian pada tanggal 11 Maret s/d 14 Maret 2010
d. Perijinan penelitian pada tanggal 15 Maret 2010
e. Penulisan laporan penelitian pada tanggal 16 Maret 2010 s/d 31 Juni 2010
B. Metode Penelitian
Penelitian ini menggunakan metode eksperimen. Penelitian eksperimen
adalah penelitian yang dilakukan dengan mengadakan manipulasi terhadap obyek
penelitian serta adanya kontrol. Penelitian eksperimen merupakan penelitian
dengan perlakuan (treatment), artinya metode penelitian yang digunakan, untuk
mencari pengaruh perlakuan tertentu terhadap yang lain dalam kondisi yang
terkendalikan. Metode penelitian eksperimen yang dipakai adalah metode
commit to user
eksperimen yang bertujuan untuk memperbaiki kualitas produk dan proses dalam waktu yang bersamaan, sehingga bisa menekan biaya dan sumber daya seminimal mungkin. Metode ini digunakan untuk memberikan formulasi lay out pengujian, mengetahui kondisi optimal dari parameter pemesinan, dan mengetahui pengaruh performansi dari parameter pemesinan terhadap kekasaran permukaan. Langkah-langkah penyusunan metode Taguchi sebagai berikut:
1. Definisi karakteristik kualitas
Karakteristik kualitas yang akan digunakan adalah smaller–the-better. Hal ini karena diinginkan nilai kekasaran permukaan dan keausan pahat yang paling kecil adalah nilai yang paling baik.
2. Pemilihan faktor terkendali & tidak terkendali (noise)
Faktor terkendali adalah faktor yang ditetapkan (atau dapat dikendalikan) selama tahap perancangan. Faktor tidak terkendali (noise) adalah faktor yang tidak dapat dikendalikan. Pada percobaan ini faktor terkendali yang digunakan yaitu:
a. Kecepatan potong b. Kecepatan pemakanan c. Kedalaman pemakan d. Kondisi pemotongan
Faktor tidak terkendali (noise) yang digunakan adalah kekasaran permukaan. 3. Penentuan jumlah level dan nilai level faktor
commit to user
30
Tabel 3. Faktor dan Level Percobaan
Parameter
Kondisi pemotongan Dry / kering
Minyak
nabati Dromus
4. Perhitungan derajat kebebasan
Perhitungan derajat kebebasan dilakukan untuk menghitung jumlah
minimum percobaan yang harus dilakukan untuk menyelidiki faktor yang
diamati.
Tabel 4. Derajat kebebasan
Faktor Interaksi Derajat Kebebasan (DoF) Jumlah Derajat
Kebebasan
5. Pemilihan matriks orthogonal (orthogonal array)
Matriks orthogonal adalah suatu matrik yang elemen–elemennya
disusun menurut baris dan kolom. Kolom merupakan faktor yang dapat
diubah dalam eksperimen. Baris merupakan kombinasi level dari faktor
dalam eksperimen. Penelitian ini menggunakan 3 level percobaan dan terdiri
commit to user
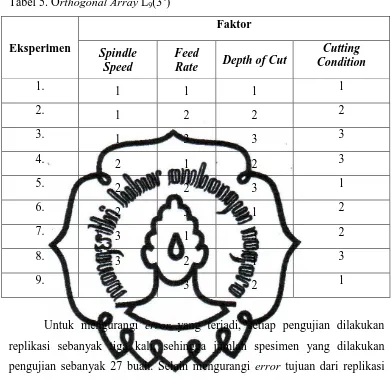
Untuk mengurangi error yang terjadi, setiap pengujian dilakukan
replikasi sebanyak tiga kali, sehingga jumlah spesimen yang dilakukan
pengujian sebanyak 27 buah. Selain mengurangi error tujuan dari replikasi
yang dilakukan adalah agar nilai yang diperoleh diharapkan mendekati nilai
sebenarnya dari kekasaran permukaan yang terjadi.
6. Pelaksanaan eksperimen
Eksperimen dilakukan pada mesin CNC Milling type ZK 7040 dengan
kontrol SIEMENS SINUMERIK 802S dengan pisau insert XOMT 060204
TT9030, produksi TAEGUTEC satu mata sayat dengan diameter 12 mm.
Langkah-langkah eksperimen sebagai berikut:
1) Uji komposisi dan uji kekerasan material baja ST 40.
2) Pengerjaan material benda uji berbentuk balok dengan ukuran
panjang = 85 mm, lebar = 45 mm, tinggi = 45 mm.
Langkah-langkah proses pengerjaan material benda uji sebagai berikut:
commit to user
32
b) Mempersiapkan yang diperlukan untuk pengerjaan pemesinan c) Memasang benda uji pada ragum dengan tepat dan pisau frais d) Memulai proses pengerjaan pembuatan benda uji
3) Melaksanakan syarat-syarat mesin CNC bekerja, yaitu: a) Mesin menyala (switch on)
b) Mencapai titik acuan (reference point) c) Pergeseran titik nol (zero offset) d) Penetapan data pahat (tool data)
e) Memasukkan data mesin (machine data)
f) Memasukkan program CNC (part programming)
4) Memasang benda uji pada ragum, kemudian dimulai proses pemesinan dengan memasukkan program yang telah dibuat sebelumnya.
Perintah pemograman CNC sebagai berikut: G54
Keterangan: (…) menunjukkan variabel yang akan diuji sesuai level pada desain eksperimen.
commit to user
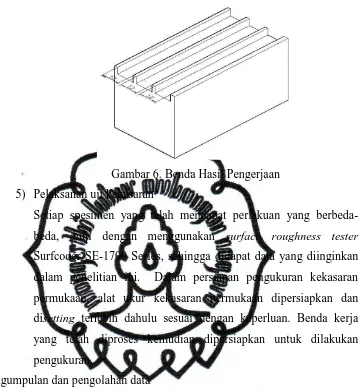
Gambar 6. Benda Hasil Pengerjaan 5) Pelaksanan uji kekasaran
Setiap spesimen yang telah mendapat perlakuan yang berbeda-beda, diuji dengan menggunakan surface roughness tester Surfcoder SE-1700 Series, sehingga didapat data yang diinginkan dalam penelitian ini. Dalam persiapan pengukuran kekasaran permukaan, alat ukur kekasaran permukaan dipersiapkan dan disetting terlebih dahulu sesuai dengan keperluan. Benda kerja yang telah diproses kemudian dipersiapkan untuk dilakukan pengukuran.
7. Pengumpulan dan pengolahan data
Metode pengumpulan data yang digunakan adalah metode observasi. Observasi sebagai teknik pengumpulan data mempunyai ciri yang spesifik bila dibandingkan dengan teknik yang lain. Teknik pengumpulan data dengan cara observasi digunakan pada penelitian ini, karena berkenaan dengan proses kerja.
8. Analisis data
commit to user
34
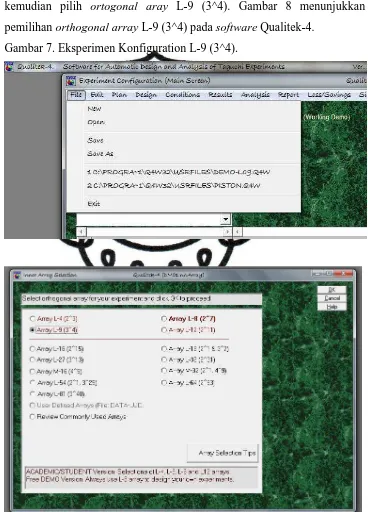
diagram. Qualitek merupakan perangkat lunak yang digunakan untuk menganalisis data pada penelitian dengan metode Taguchi. Menurut... Langkah-langkah penggunaan software Qualitek:
1. Membuat dokumen baru untuk L-9 (3^4), dengan cara klik File New, kemudian pilih ortogonal aray L-9 (3^4). Gambar 8 menunjukkan pemilihan orthogonal array L-9 (3^4) pada software Qualitek-4.
commit to user
2. Mengisi data inner array dan result dengan cara mengklik edit factor & level. Gambar 8 menunjukkan pengisian data inner array dan result pada software Qualitek-4.
Gambar 8. Data Inner Array dan Result
3. Mengisi data faktor dan Level seperti ditunjukkan pada Gambar 9, kemudian menekan perintah OK.
Gambar 9. Data Faktor dan Level
commit to user
36
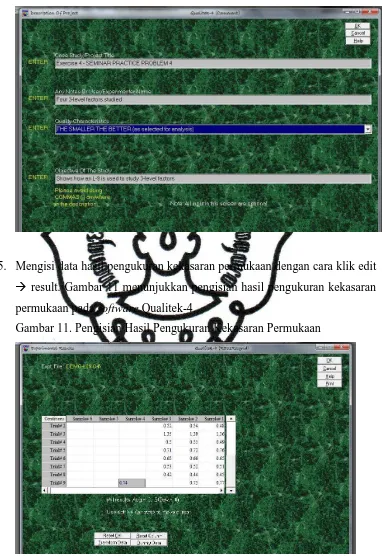
Gambar 10. Pemilihan Karakteristik Kualitas
5. Mengisi data hasil pengukuran kekasaran permukaan dengan cara klik edit result. Gambar 11 menunjukkan pengisian hasil pengukuran kekasaran permukaan pada software Qualitek-4.
Gambar 11. Pengisian Hasil Pengukuran Kekasaran Permukaan
commit to user
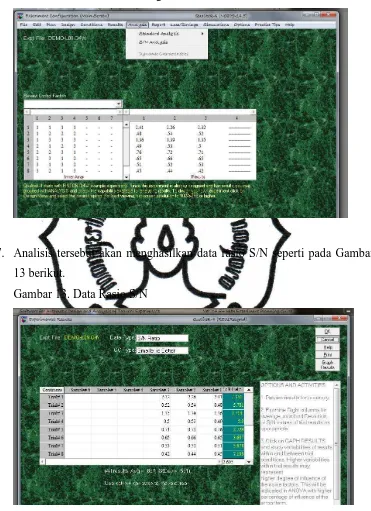
Gambar 12. Analisis Perhitungan Data
7. Analisis tersebut akan menghasilkan data rasio S/N seperti pada Gambar 13 berikut.
Gambar 13. Data Rasio S/N
commit to user
38
Gambar 14. Analisis Respon Rata-Rata Kekasaran Permukaan
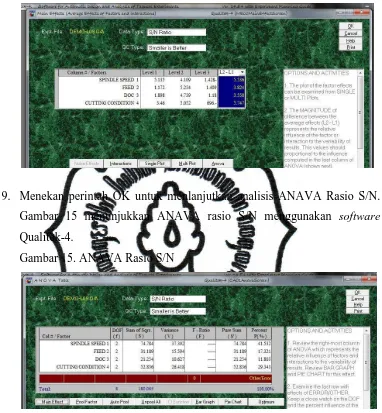
9. Menekan perintah OK untuk menlanjutkan analisis ANAVA Rasio S/N. Gambar 15 menunjukkan ANAVA rasio S/N menggunakan software Qualitek-4.
Gambar 15. ANAVA Rasio S/N
10.Menekan perintah OK untuk mengetahui kondisi optimum masing-masing faktor. Gambar 16 menunjukkan penghitungan kondisi optimum masing-masing faktor pada software Qualitek-4.
commit to user
9. Eksperimen konfirmasi
Eksperimen konfirmasi dilakukan untuk membandingkan hasil prediksi metode Taguchi dengan hasil yang diperoleh dari pengujian sebenarnya. Pengujian eksperimen konfirmasi dilakukan dengan menggunakan kombinasi optimum parameter pemesinan.
10. Interpretasi hasil
Interpretasi hasil merupakan langkah yang dilakukan setelah percobaan dan analisis telah dilakukan. Dalam bagian ini diperlihatkan data hasil penelitian yang telah dilakukan pengolahan data sebelumnya, sehingga bisa ditarik kesimpulan setelah dilakukan pembandingan dengan teori yang ada.
C. Populasi dan Sampel
1. Populasi Penelitian
Populasi adalah keseluruhan subyek penelitian. (Arikunto Suharsimi,
2002:108). Dalam penelitian ini, populasinya adalah keseluruhan spesimen yaitu
ST 40 dengan panjang spesimen pada Tabel 6.
Tabel 6. Kebutuhan Panjang Spesimen
Kecepatan Spindel (rpm)
Kecepatan
Pemakanan (mm/rev) Panjang Spesimen (mm)
commit to user
40
2. Sampel Penelitian
Teknik pengambilan sampel yang digunakan dalam penelitian ini adalah
kuota random sampling yaitu jumlah sampel diambil secara acak sesuai dengan kuota yang dibutuhkan. Sampel dalam penelitian ini adalah material baja karbon
rendah (ST 40). Spesimen berupa balok dengan dimensi p= 85 mm l= 45 mm dan
t= 45 mm.
D. Teknik Pengumpulan Data
1. Identifikasi Variabel
Variabel penelitian adalah segala sesuatu yang berbentuk apa saja yang
ditetapkan oleh peneliti untuk dipelajari, sehingga diperoleh informasi tentang hal
tersebut, kemudian ditarik kesimpulannya (Sugiyono: 2006). Di dalam suatu
variabel terdapat satu atau lebih gejala, yang mungkin pula terdiri dari berbagai
aspek atau unsur sebagai bagian yang tidak terpisahkan. Dari pengertian di atas
secara garis besar variabel dalam penelitian ini ada dua variabel yang akan
dijelaskan sebagai berikut:
a. Variabel Bebas
Variabel bebas atau disebut juga variabel independen merupakan
variabel yang mempengaruhi timbulnya variabel dependen (terikat)
(Sugiyono: 2006). Variabel bebas tidak dipengaruhi oleh ada atau tidaknya
variabel lain. Jika tanpa variabel bebas, maka tidak akan ada variabel terikat.
Hal demikian dapat pula terjadi bahwa jika variabel bebas berubah, maka
akan muncul variabel terikat yang berbeda atau yang lain. Penelitian ini
variabel bebasnya atau yang disebut parameter sebagai berikut:
1) Kecepatan putaran spindle (spindle speed)
2) Kecepatan pemakanan (feed)
3) Kedalaman pemakanan (depth of cut)
commit to user
b. Variabel Terikat
Variabel terikat merupakan variabel yang dipengaruhi atau yang menjadi akibat, karena adanya variabel bebas (Sugiyono: 2006). Dengan kata lain ada atau tidaknya variabel terikat tergantung ada atau tidaknya variabel bebas. Penelitian ini variabel terikatnya adalah: kekasaran permukaan (Surface Roughness)
2. Instrumen Penelitian
Instrumen – instrumen yang digunakan dalam penelitian ini adalah :
a. Mesin Freis CNC
Mesin freis CNC yang digunakan pada penelitian ini adalah CNC
MILL MASTER ZK 7040 dengan sistem kontrolnya SIEMENS 802 S
(baseline).
commit to user
42
b. Pahat (Insert) dan Toolholder
Pahat (insert) milling yang digunakan adalah Taegutmill XOMT
060204 TT9030, produksi TAEGUTEC-INGERSOLL-Imc. Kode TT9030
pada bagian akhir menunjukkan bahwa pahat ini masuk dalam kategori pahat
dengan dilapisi PVD dan TiAlN. Toolholder yang dipakai untuk proses
pemesinan adalah TSF-D.53-W.75-06 produk dari
TAEGUTEC-INGERSOLL-Imc. dengan 1 mata pahat.
commit to user
Gambar 19. Tool Holder dan Dimensinya (Ingersoll Cutting Tools, Technical Information, 2009)
Tabel 7. Rekomendasi Parameter Pemotongan (Ingersoll Cutting Tools, Technical Information, 2009)
c. Alat Uji Kekasaran
Surfcoder SE-1700 Roughness Tester digunakan untuk mengetahui
kekasaran yang dihasilkan dari proses pemesinan.
commit to user
44
d. Material
Material yang digunakan sebagai spesimen uji dalam penelitian adalah baja ST 40 dengan tingkat kekerasan 44,70 HRA (142,50 BHN). Tabel 8 menunjukkan hasil pengujian komposisi unsur penyusun material baja ST 40: Tabel 8. Nilai Pengujian Kekerasan Rockwell A
commit to user
Ralat Nisbi = ! " × 100%
= %44,70,8' × 100% = 1,80%
Keseksamaan = !1 − " × 100%
= %1 −0,8044,7' × 100%
= 98%
Tabel 9. Hasil Uji Komposisi Baja ST 40
Unsur Prosentase (%)
Fe 98,10
C 0,129
Si 0,283
Mn 0,490
P > 0,094
S 0,031
Ni 0,115
Cr 0,114
Mo 0,082
Cu 0,392
Mg 0,001
V 0,010
Ti 0,007
Nb 0,019
Al 0,043
W 0,045
Hasil Uji Komposisi di PT. Itokoh Ceperindo (2009)
Baja ST 40 dipilih dalam penelitian ini, karena material tersebut sering