commit to user
PENGARUH KECEPATAN SPINDEL, KECEPATAN PEMAKANAN DAN
KEDALAMAN PEMAKANAN TERHADAP TINGKAT KEKASARAN
PERMUKAAN BENDA KERJA HASIL PEMESINAN BUBUT CNC PADA
BAJA ST 40
S K R I P S I
Oleh :
RULI ADRIANTO
X 2508514
FAKULTAS KEGURUAN DAN ILMU PENDIDIKAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
ii
PENGARUH KECEPATAN SPINDEL, KECEPATAN PEMAKANAN DAN
KEDALAMAN PEMAKANAN TERHADAP TINGKAT KEKASARAN
PERMUKAAN BENDA KERJA HASIL PEMESINAN BUBUT CNC PADA
BAJA ST 40
Oleh :
RULI ADRIANTO
X 2508514
Skripsi
Ditulis dan diajukan untuk memenuhi syarat
mendapatkan gelar Sarjana Pendidikan
Program Pendidikan Teknik Mesin
Jurusan Pendidikan Teknik dan Kejuruan
FAKULTAS KEGURUAN DAN ILMU PENDIDIKAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user
iii
PERSETUJUAN
Skripsi ini telah disetujui untuk dipertahankan di hadapan Tim Penguji Skripsi Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta.
Persetujuan Pembimbing
Pembimbing I
Drs. Suhardi HW, M.T NIP.19460604 197501 1 001
Pembimbing II
Yuyun Estriyanto ST., MT.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
iv
SURAT PERNYATAAN
Dengan ini penulis menyatakan bahwa dalam penulisan skripsi ini tidak terdapat karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu perguruan tinggi dan menurut sepengetahuan penulis juga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain kecuali secara tertulis mengacu dalam naskah dan disebutkan dalam daftar pustaka.
Surakarta, 25 Juni 2010 Penulis,
commit to user
v
PENGESAHAN
Skripsi ini telah dipertahankan di hadapan Tim Penguji Skripsi Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta dan diterima untuk memenuhi persyaratan mendapatkan gelar Sarjana Pendidikan.
Pada hari : Jumat
Tanggal : 25 Juni 2010
Tim Penguji Skripsi :
Nama Terang Tanda Tangan
Ketua : Drs. Bambang Prawiro, M.M. ...
Sekretaris : Drs. Bambang Dwi Wahyudi ... Anggota I : Drs. Suhardi, M.T. ...
Anggota II : Yuyun Estriyanto, S.T., M.T. ...
Disahkan oleh
Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta Dekan,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
vi ABSTRAK
Ruli Adrianto. PENGARUH KECEPATAN SPINDEL, KECEPATAN PEMAKANAN, DAN KEDALAMAN PEMAKANAN TERHADAP TINGKAT KEKASARAN PERMUKAAN BENDA KERJA HASIL PEMESINAN BUBUT
CNC PADA BAJA ST 40. Skripsi, Surakarta: Fakultas Keguruan dan Ilmu
Pendidikan. Universitas Sebelas Maret Surakarta, Juli 2010.
Tujuan penelitian ini adalah untuk mengetahui: (1) Ada tidaknya pengaruh variasi kecepatan spindel terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40. (2) Ada tidaknya pengaruh variasi kecepatan pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40. (3) Ada tidaknya pengaruh variasi kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40. (4) Ada tidaknya pengaruh bersama (interaksi) antara kecepatan spindel dan kecepatan pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40. (5) Ada tidaknya pengaruh bersama (interaksi) antara kecepatan spindel dan kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40. (6) Ada tidaknya pengaruh bersama (interaksi) antara kecepatan pemakanan dan kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40. (7) Ada tidaknya pengaruh bersama (interaksi) antara kecepatan spindel, kecepatan pemakanan, dan kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40. (8) Pengaruh bersama (interaksi) antara kecepatan spindel, kecepatan pemakanan, dan kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40 yang menghasilkan kekasaran paling kecil.
Penelitian ini dilakukan di Laboratorium CNC Program Studi Pendidikan
Teknik Mesin JPTK FKIP UNS dengan menggunakan mesin CNC LATHE TURN
MASTER TMC 320 dengan control SIEMENS 802 S.. Dan Laboratorium Material D3 Teknik Mesin UGM sebagai tempat pengujian tingkat kekasaran. Penelitian ini menggunakan metode eksperimen. Populasi yang dipakai adalah baja ST 40. Sedangkan sampelnya adalah baja ST 40 dengan ukuran panjang (p) = 100mm dan diameter (d) = 38mm. Teknik analisis data pada penelitian ini menggunakan analisis variansi tiga jalan yang sebelumnya telah dilakukan uji prasyarat yaitu uji normalitas dan uji homogenitas.
Dari hasil penelitian ini dapat disimpulkan bahwa : (1) Ada pengaruh yang signifikan dengan taraf signifikansi 1 % yaitu pada variasi kecepatan spindel terhadap besarnya nilai kekasaran material baja ST 40 hasil proses pemesinan CNC LATHE TURN MASTER TMC 320. Ini dapat dilihat pada hasil uji analisis data
yang menyatakan bahwa Fobservasi = 224,18 lebih besar daripada Ftabel = 5,01
(Fobservasi > Ftabel). (2) Ada pengaruh yang signifikan dengan taraf signifikansi 1 %
commit to user
vii
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
viii MOTTO
“Tuntutlah ilmu tapi jangan melupakan ibadah, dan kerjakanlah ibadah tapi tidak
boleh lupa pada ilmu”
(HR. Muslim)
commit to user
ix
PERSEMBAHAN
Dengan segala kerendahan hati dan ketulusan jiwa
sebuah karya kecil ini kupersembahkan kepada:
Bapak dan Ibu tercinta dengan kasih sayangnya serta dorongan spiritual maupun material tak terhingga sampai terselesaikannya
skripsi ini.
Mas Nerro atas motivasinya
Teman-teman seperjuangan PTM Kualifikasi Guru
Sahabat-sahabatku
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
x
KATA PENGANTAR
Puji syukur penulis panjatkan ke hadirat Allah SWT, karena atas rahmat-Nya, skripsi ini akhirnya dapat diselesaikan, untuk memenuhi sebagian persyaratan mendapatkan gelar Sarjana Pendidikan.
Penulis menyadari bahwa dalam penyusunan skripsi ini menghadapi hambatan dan kesulitan. Namun dengan bantuan berbagai pihak, hambatan dan kesulitan tersebut dapat teratasi. Oleh karena itu penulis menyampaikan terima kasih kepada pihak-pihak yang dengan sepenuh hati memberi bantuan, dorongan, motivasi, bimbingan, dan pengarahan, sehingga penyusunan skripsi ini dapat terselesaikan.
Ucapan terima kasih penulis sampaikan kepada :
1. Dekan Fakultas Keguruan dan Ilmu Pendidikan UNS beserta seluruh stafnya. 2. Ketua Jurusan Pendidikan Teknik dan Kejuruan FKIP UNS
3. Ketua Program Studi Pendidikan Teknik Mesin JPTK FKIP UNS. 4. Bapak Drs. Bambang Dwi Wahyudi selaku Pembimbing Akademik.
5. Bapak Drs. Suhardi, MT. selaku Koordinator Skripsi bidang teknik (produksi) dan Pembimbing I.
6. Bapak Yuyun Estriyanto, ST., MT. selaku Pembimbing II.
7. Bapak Herman Saputro, MPd., MT. atas semua ilmu dan bimbingannya. 8. Segenap dosen Program Studi Pendidikan Teknik Mesin JPTK FKIP UNS. 9. Kepada seluruh pihak yang telah membantu, yang tidak dapat penulis sebutkan
satu per satu. Terima kasih atas dukungan dan kerjasamanya.
Menyadari bahwa terbatasnya ilmu pengetahuan yang dimiliki menyebabkan kurang sempurnanya penyusunan skripsi ini. Oleh karena itu, diharapkan kritik dan saran yang bersifat membangun dari pembaca demi kesempurnaan skripsi ini. Harapan penulis semoga skripsi ini dapat bermanfaat.
Surakarta, Juni 2010
perpustakaan.uns.ac.id digilib.uns.ac.id
BAB V SIMPULAN, IMPLIKASI DAN SARAN A. Simpulan ... 47
B. Implikasi ... 48
C. Saran ... 50
DAFTAR PUSTAKA ... 51
commit to user
xiii
DAFTAR TABEL
Halaman
Tabel 1. Ketidakteraturan suatu profil ... 10
Tabel 2. Standarisasi Simbol Nilai Kekasaran ... 12
Tabel 3. Variasi Parameter Sampel Penelitian ... 18
Tabel 4. Hasil Uji Komposisi Baja ST 40 ... 25
Tabel 5. Pengumpulan Data ... 27
Tabel 6. Data Panjang Pemakanan Untuk Setiap Spesimen Pengujian ... 28
Tabel 7. Tabel Jumlah AB ... 34
Tabel 8. Tabel Jumlah AC ... 34
Tabel 9. Tabel Jumlah BC ... 34
Tabel 10. Tabel Jumlah ABC ... 34
Tabel 11. Tabel Rangkuman Analisis Variansi Tiga Jalan. ... 36
Tabel 12. Data Hasil Pengukuran Tingkat Kekasaran Material Baja ST 40 37 Tabel 13. Rerata Hasil Pengukuran Tingkat Kekasaran Material Baja ST 40 38 Tabel 14. Hasil Uji Normalitas dengan Metode Liliefors . ... 43
perpustakaan.uns.ac.id digilib.uns.ac.id
Gambar 2. Kecepatan Pemakanan dan Kedalaman Pemakanan ... 9
Gambar 3. Profil Permukaan ... 11
Gambar 4. Skema Paradigma Penelitian ... 14
Gambar 5. Rekomendasi Vc untuk material pahat CT 3000 ... 20
Gambar 6. Rekomendasi Parameter Pemesinan ... 21
Gambar 7. Rekomendasi Parameter Pemesinan ... 22
Gambar 8. Mesin CNC LATHE TRUN MASTER TMC 320 ... 24
Gambar 9. Pahat Insert TNMG 160404 FG CT 3000 ... 24
Gambar 10. SURFCODER SE-1700 ... 25
Gambar 11. Spesimen dengan Stoper ... 28
Gambar 12. Spesimen Hasil Proses Pemesinan ... 30
Gambar 13. Grafik Histogram Variasi Kecepatan Spindel Dengan Kedalaman Pemakanan Pada Kecepatan Pemakanan 0,07 Mm/Rev Terhadap Tingkat Kekasaran Material Baja ST 40 Hasil Proses Pemesinan CNC LATHE TURN MASTER TMC 320 ... 39
Gambar 14. Grafik Histogram Variasi Kecepatan Spindel Dengan Kedalaman Pemakanan Pada Kecepatan Pemakanan 0,07 Mm/Rev Terhadap Tingkat Kekasaran Material Baja ST 40 Hasil Proses Pemesinan CNC LATHE TURN MASTER TMC 320 ... 39
commit to user
xv
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Data Hasil Pengujian Kekasaran Permukaan ... 53
Lampiran 2. Uji Normalitas Kolom B1 dan C1 ... 58
Lampiran 3. Uji Normalitas Kolom B1 dan C2 ... 59
Lampiran 4. Uji Normalitas Kolom B1 dan C3 ... 60
Lampiran 5. Uji Normalitas Kolom B2 dan C1 ... 61
Lampiran 6. Uji Normalitas Kolom B2 dan C2 ... 62
Lampiran 7. Uji Normalitas Kolom B2 dan C3 ... 63
Lampiran 8. Uji Normalitas Kolom B3 dan C1 ... 64
Lampiran 9. Uji Normalitas Kolom B3 dan C2 ... 65
Lampiran 10. Uji Normalitas Kolom B3 dan C3 ... 66
Lampiran 11. Uji Normalitas Baris A1 ... 67
Lampiran 12. Uji Normalitas Baris A2 ... 79
Lampiran 13. Uji Normalitas Baris A3 ... 71
Lampiran 14. Uji Homogenitas Antar Baris ... 73
Lampiran 15. Uji Homogenitas Antar Kolom ... 75
Lampiran 16. Uji Analisis dengan Anava Tiga Jalan ... 77
Lampiran 17. Surat-surat Perijinan ... 83
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
1 BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Dunia industri saat ini, terutama dalam bidang manufaktur, mengalami perkembangan yang sangat pesat. Terutama dalam perkembangan teknologi. Tuntutan yang paling utama bukan hanya kualitas barang yang tinggi, tapi juga waktu proses yang singkat. Sehingga diharapkan proses produksi dapat dilakukan secara cepat, dalam jumlah yang banyak dan tentunya dengan kualitas yang sesuai tuntutan. Beberapa komponen, bahkan hampir seluruh barang teknik dikerjakan dengan menggunakan mesin karena dengan menggunakan mesin, proses produksi menjadi lebih cepat. Dengan proses produksi yang cepat maka akan meningkatkan efisiensi kerja sehingga pada akhirnya biaya produksi akan menjadi lebih efektif.
Untuk itu diperlukan sebuah mesin yang mampu memenuhi semua tuntutan-tuntutan dalam industri manufaktur. Salah satunya adalah mesin CNC. Dalam industri manufaktur, penggunaan mesin CNC mengalami peningkatan yang cukup besar mengingat produk yang dihasilkan memiliki tingkat kualitas yang jauh lebih baik bila dibandingkan dengan mesin konvensional. Dengan menggunakan mesin CNC, tingkat kepresisian atau ketepatan ukuran yang tinggi dapat tercapai. Kelebihan lain dari mesin CNC adalah dalam memproduksi barang dengan jumlah besar. Dengan menggunakan program dan setingan yang sama, maka produk yang dihasilkan akan sama pula meskipun diulang berkali-kali. Selain itu waktu pengerjaan dapat jauh berkurang, karena untuk produksi massal, seting mesin, seting alat potong dan pembuatan program cukup dilakukan sekali pada awal pengerjaan saja. Karena pertimbangan-pertimbangan tersebut, maka mesin CNC banyak digunakan pada produksi massal yang menuntut keseragaman dan kecepatan. (Lilih, 2001).
commit to user
pada bearing. Selain ukurannya harus sesuai, komponen tersebut juga harus memiliki tingkat kekasaran tertentu. Hal ini dimaksudkan agar komponen tersebut dapat berfungsi secara maksimal dan memiliki umur pakai yang tinggi. Permukaan dengan tingkat kekasaran yang tinggi, terutama pada bagian yang banyak terjadi kontak, akan menyebabkan terjadinya gaya gesekan yang cukup tinggi yang pada akhirnya akan menyebabkan keausan. Untuk itulah, pada setiap gambar kerja biasanya disyaratkan tingkat kekasaran tertentu pada bagian tertentu dari komponen tersebut.
Pada proses pemesinan konvensional, cara yang digunakan untuk mendapatkan setingan kekasaran tertentu adalah dengan mencoba-coba, atau dengan feeling. Biasanya dilakukan dengan memperbesar atau memperkecil kecepatan spindel, kecepatan pemakanan dan kedalaman pemakanan. Tentunya hasilnya tidak dapat dipastikan, tergantung dari skill dan pengalaman operator. Cara coba-coba tersebut tidak cocok untuk kita terapkan dalam proses pemesinan dengan mesin CNC. Karena kecepatan spindel, kecepatan pemakanan dan kedalaman pemakanan harus ditentukan di awal proses pada saat penyetingan dan pemrograman.
Dari latar belakang permasalahan tersebut, maka perlu untuk diadakan penelitian tentang variasi parameter pemotongan dan pengaruhnya terhadap tingkat kekasaran hasil proses pemesinannya. Oleh sebab itu penelitian ini mengambil judul :
“PENGARUH KECEPATAN SPINDEL, KECEPATAN PEMAKANAN
DAN KEDALAMAN PEMAKANAN TERHADAP TINGKAT
KEKASARAN PERMUKAAN BENDA KERJA HASIL PEMESINAN
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
3
B. Identifikasi Masalah
Berdasarkan latar belakang masalah diatas, dapat di identifikasi permasalahan yang dihadapi untuk mendapatkan optimasi proses pemesinan pada mesin bubut CNC. Agar kekasaran permukaan yang diinginkan dapat dicapai dalam waktu yang paling singkat perlu diketahui :
1. Faktor – faktor apa saja yang berpengaruh pada proses pemesinan bubut. 2. Pengaruh masing – masing faktor terhadap kekasaran permukaan hasil proses
pemesinan.
3. Faktor apa yang paling berpengaruh terhadap kekasaran permukaan hasil proses pemesinan.
C. Batasan Masalah
Agar penelitian yang dilakukan dapat mengarah tepat pada sasaran dan tidak menyimpang dari tujuan penelitian, maka peneliti memfokuskan masalah dengan membatasi pada hal :
1. Proses pemesinan menggunakan mesin CNC LATHE TURN MASTER TMC 320 dengan sistem kontrol SIEMENS 802 S.
2. Pahat yang digunakan adalah TNMG 160404 FG CT 3000.
3. Pengujian kekasaran permukaan menggunakan SURFCODER SE-1700. 4. Kecepatan Spindel dalam satuan rpm.
5. Kecepatan Pemakanan dalam satuan mm/putaran. 6. Kedalaman Pemakanan dalam satuan mm.
commit to user
D. Perumusan Masalah
Berdasarkan identifikasi masalah dan pembatasan masalah tersebut dapat ditentukan perumusan masalah sebagai berikut :
1. Adakah pengaruh kecepatan spindel terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40?
2. Adakah pengaruh kecepatan pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40?
3. Adakah pengaruh kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40?
4. Adakah pengaruh bersama (interaksi) antara kecepatan spindel dan kecepatan pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40?
5. Adakah pengaruh bersama (interaksi) antara kecepatan spindel dan kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40?
6. Adakah pengaruh bersama (interaksi) antara kecepatan pemakanan dan kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40?
7. Adakah pengaruh bersama (interaksi) antara kecepatan spindel, kecepatan pemakanan dan kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40?
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
5
E. Tujuan Penelitian
Berdasarkan perumusan masalah tersebut, tujuan dari penelitian ini adalah untuk mengetahui :
1. Ada tidaknya pengaruh variasi kecepatan spindel terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
2. Ada tidaknya pengaruh variasi kecepatan pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
3. Ada tidaknya pengaruh variasi kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
4. Ada tidaknya pengaruh bersama (interaksi) antara kecepatan spindel dan kecepatan pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
5. Ada tidaknya pengaruh bersama (interaksi) antara kecepatan spindel dan kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
6. Ada tidaknya pengaruh bersama (interaksi) antara kecepatan pemakanan dan kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
7. Ada tidaknya pengaruh bersama (interaksi) antara kecepatan spindel, kecepatan pemakanan dan kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
commit to user
F. Manfaat Penelitian
1. Manfaat Teoritis
a. Membuktikan teori tentang pengaruh kecepatan spindel, kecepatan pemakanan
dan kedalaman pemakanan terhadap kekasaran permukaan hasil proses
pemesinan.
b. Sebagai masukan dan pertimbangan bagi perkembangan penelitian sejenis
dimasa yang akan datang.
c. Menjadi bahan pustaka bagi Program Pendidikan Teknik Mesin Fakultas
Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta.
2. Manfaat Praktis
a. Dapat digunakan sebagai acuan dalam menentukan setingan kecepatan
spindel, kecepatan pemakanan dan kedalaman pemakanan yang paling optimal
untuk mendapatkan kekasaran yang diinginkan dalam proses pemesinan bubut
CNC pada baja ST 40.
b. Dapat digunakan sebagai acuan dalam menentukan urutan proses pemesinan
dan pemrograman yang paling efisien, terutama dalam pemilihan kecepatan
pemakanan dan kedalaman pemakanan, dalam proses pemesinan bubut CNC
pada baja ST 40.
c. Menjadi masukan bagi pengguna mesin bubut CNC dalam peningkatan
kualitas dan kuantitas produk hasil proses pemesinan serta peningkatan
perpustakaan.uns.ac.id digilib.uns.ac.id
Pengertian singkat mesin CNC (Computer Numerically Controlled)
adalah, suatu mesin yang dikontrol oleh komputer dengan menggunakan
bahasa numeric (perintah gerakan yang menggunakan kode angka dan huruf).
Misalnya pada program ditulis M03 S1000 maka spindel akan berputar
dengan kecepatan 1000 rpm. Dan bila kita tulis M05 maka spindel akan
berhenti. (Lilih, 2001).
b. Prinsip Kerja Mesin Bubut CNC
Prinsip kerja mesin bubut CNC sama dengan mesin bubut konvensional,
yaitu benda kerja berputar pada sumbunya, sedangkan pahat yang terpasang
bergerak kearah horisontal atau melintang. Untuk arah gerakan persumbuan
tersebut diberi lambang persumbuan yaitu : sumbu X bergerak kearah
horisontal dan sumbu Y bergerak kearah melintang. (Lilih, 2001).
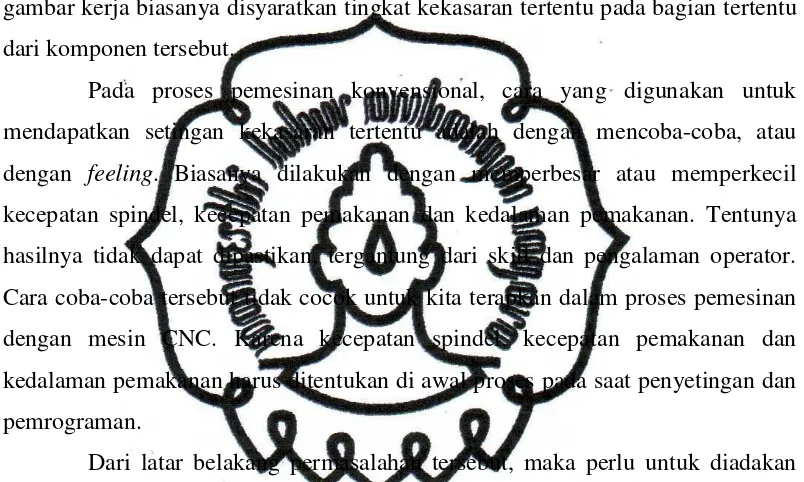
2. Kecepatan Spindel
Kecepatan spindel selalu dihubungkan dengan sumbu utama (spindel)
dan benda kerja. Kecepatan putar dinotasikan sebagai putaran per menit (rotations
per minute, rpm). Akan tetapi yang diutamakan dalam proses bubut adalah
kecepatan potong (cutting speed atau v) atau kecepatan benda kerja yang dilalui
oleh pahat/keliling benda kerja (lihat Gambar 1). Secara sederhana kecepatan
potong dapat digambarkan sebagai keliling benda kerja dikalikan dengan
kecepatan putar atau :
commit to user
Dimana :
V = Kecepatan Potong ( Cs ), mm / menit. d = Diameter Benda Kerja, mm.
n = Kecepatan Spindel ( Putaran Benda Kerja ), rpm.
Gambar 1. Kecepatan Potong (Cs)
Dengan demikian kecepatan potong ditentukan oleh diameter benda kerja. Selain kecepatan potong ditentukan oleh diameter benda kerja faktor bahan benda kerja dan bahan pahat sangat menentukan harga kecepatan potong. Pada dasarnya pada waktu proses bubut kecepatan potong ditentukan berdasarkan bahan benda kerja dan pahat. Harga kecepatan potong sudah tertentu, misalnya untuk benda kerja Mild Steel dengan pahat dari HSS, kecepatan potongnya antara 20 sampai 30 m/menit.
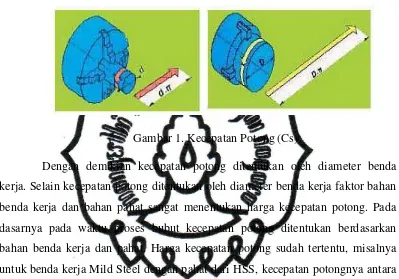
3. Kecepatan Pemakanan
Kecepatan pemakanan, f (feed), adalah jarak yang ditempuh oleh pahat
setiap benda kerja berputar satu kali (Gambar 2), sehingga satuan f adalah
mm/putaran. Gerak makan ditentukan berdasarkan kekuatan mesin, material
benda kerja, material pahat, bentuk pahat dan terutama kehalusan permukaan yang
diinginkan. Gerak makan biasanya ditentukan dalam hubungannya dengan
kedalaman potong (a). Gerak makan tersebut berharga sekitar 1/3 sampai 1/20 a,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
9
Gambar 2. Kecepatan Pemakanan dan Kedalaman Pemakanan
4. Kedalaman Pemakanan
Kedalaman potong, a (depth of cut), adalah tebal bagian benda kerja yang
dibuang dari benda kerja, atau jarak antara permukaan yang dipotong terhadap
permukaan yang belum terpotong (Gambar 2). Ketika pahat memotong sedalam
a, maka diameter benda kerja akan berkurang 2a, karena bagian permukaan benda
kerja yang dipotong ada di dua sisi, akibat dari benda kerja yang berputar.
5. Kekasaran
Permukaan adalah batas yang memisahkan antara benda padat dengan
sekelilingnya. Jika ditinjau dengan skala kecil pada dasarnya konfigurasi
permukaan merupakan suatu karakteristik geometri golongan mikrogeometri.
Sementara itu yang tergolong makrogeometri adalah permukaan secara
keseluruhan yang membuat bentuk atau rupa yang spesifik misalnya permukaan
poros, lubang, sisi dan lain-lain yang tercakup pada elemen geometri ukuran,
bentuk dan posisi. (Taufiq Rochim, 1982).
Karakteristik suatu permukaan memegang peranan penting dalam
perancangan komponen mesin atau peralatan. Banyak hal di mana karakteristik
permukaan perlu dinyatakan dengan jelas misalnya dalam kaitannya dengan
commit to user
mesin dan sebagainya. Akan tetapi karena terjadi berbagai penyimpangan selama
proses pembuatan maka permukaan geometric ideal (geometrically ideal surface),
yaitu permukaan yang dianggap mempunyai bentuk yang sempurna, tidaklah
dapat dibuat.
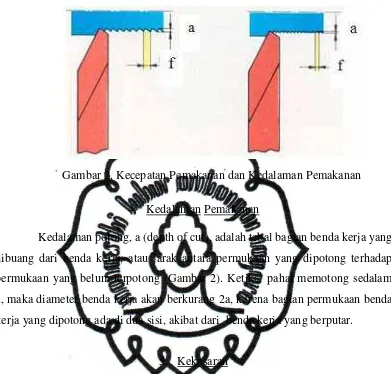
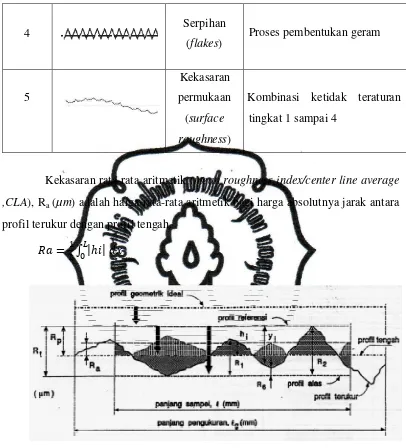
Ketidakteraturan konfigurasi suatu permukaan bila ditinjau dari profilnya
dapat diuraikan menjadi beberapa tingkat seperti yang terlihat pada tabel 1.
Tingkat pertama merupakan ketidakteraturan makrogeometri yaitu keseluruhan
permukaan yang membuat bentuk. Tingkat kedua yaitu yang disebut dengan
gelombang (waviness), merupakan ketidakteraturan yang periodik dengan panjang
gelombang yang jelas lebih besar dari kedalamannya (amplitude). Tingkat ketiga
yaitu alur (groove) dan tingkat keempat adalah serpihan (flaw) dan keduanya lebih
dikenal dengan istilah kekasaran (roughness).
Tabel 1. Ketidakteraturan suatu profil (konfigurasi penampang permukaan)
Tingkat
Profil terukur (bentuk grafik hasil
pengukuran)
Istilah Contoh tingkat kemungkinan penyebabnya
1
Kesalahan bentuk
(form error)
Kesalahan bidang pembibing mesin perkakas dan benda kerja, kesalahan pencekaman benda kerja.
2 Gelombang
(waviness)
Kesalahan bentuk perkakas,
penyenteran perkakas, getaran
dalam proses permesinan
3 Alur
(grove)
Jejak atau bekas pemotongan
(bentuk ujung pahat, gerak
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
11
4 Serpihan
(flakes)
Proses pembentukan geram
5
Kekasaran permukaan
(surface
roughness)
Kombinasi ketidak teraturan tingkat 1 sampai 4
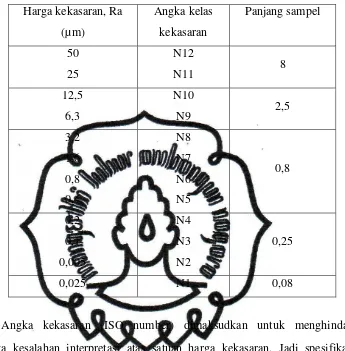
Kekasaran rata-rata aritmetik (mean roughness index/center line average
,CLA), Ra (µm) adalah harga rata-rata aritmetik bagi harga absolutnya jarak antara
profil terukur dengan profil tengah.
| |
Gambar 3. Profil Permukaan
Harga kekasaran rata-rata (Ra) maksimal yang diijinkan ditulis diatas
simbol segitiga. Satuan yang digunakan harus sesuai dengan satuan panjang yang
digunakan dalam gambar teknik (metrik atau inchi). Jika angka kekasaran Ra
minimum diperlukan, dapat dituliskan dibawah angka kekasaran maksimum.
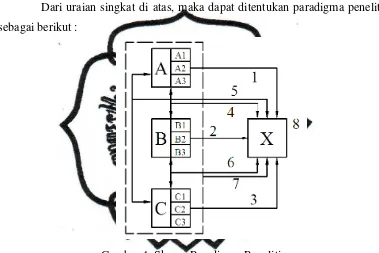
Angka kekasaran dapat di klarifikasikan menjadi 12 angka kelas kekasaran seperti
commit to user
Tabel 2. Standarisasi Simbol Nilai Kekasaran
Harga kekasaran, Ra
Angka kekasaran (ISO number) dimaksudkan untuk menghindari
terjadinya kesalahan interpretasi atas satuan harga kekasaran. Jadi spesifikasi
kekasaran dapat langsung dituliskan nilainya atau dengan menuliskan angka
kekasaran ISO. Panjang sampel pengukuran disesuaikan dengan angka kekasaran
yang dimiliki oleh suatu permukaan. Apabila panjang sampel tidak dicantumkan
didalam penulisan symbol berarti panjang sampel 0,8 mm (bila diperkirakan
proses permesinannya halus sampai sedang) dan 2,5 mm (bila diperkirakan proses
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
13
B. Penelitian Yang Relevan
Penelitian yang akan dilakukan ini merujuk pada penelitian yang telah dilakukan sebelumnya :
Pengaruh Kecepatan Spindel dan Kedalaman Pemakanan Terhadap Tingkat Kekasaran Logam Paduan Aluminium (Al 5005) Hasil Proses Mesin Bubut CNC. (Yusuf Wahyu Wibowo,2008).
Dalam penelitian ini ada dua variabel bebas yaitu kecepatan spindel dan kedalaman pemakanan. Untuk kecepatan spindel digunakan tiga variasi yaitu 460 rpm, 755 rpm dan 1255 rpm. Sedangkan untuk kedalaman pemakanan juga menggunakan tiga variasi yaitu 0,5 mm, 1 mm dan 1,5 mm.
Dari penelitian tersebut diambil kesimpulan bahwa variasi kecepatan spindel memberikan pengaruh terhadap tingkat kekasaran permukaan logam paduan aluminium hasil proses mesin bubut CNC. Begitu juga dengan variasi kedalaman pemakanan. Sedangkan variasi kecepatan spindel dan variasi kedalaman pemakanan tidak memberikan pengaruh. Kekasaran permukaan yang paling kecil dihasilkan pada kecepatan spindel 1255 rpm dengan kedalaman pemakanan 0,5 mm dan yang paling besar pada kecepatan spindel 460 rpm dan kedalaman pemakanan 1,5 mm.
C. Kerangka Pemikiran
Dalam proses pemesinan, terutama dengan mesin perkakas, tingkat kekasaran permukaan hasil proses merupakan salah satu faktor yang harus diperhatikan. Fungsi dari komponen yang dibuat tersebut bukan hanya ditentukan oleh ketepatan ukuran, tetapi juga oleh tingkat kekasaran yang sesuai dengan tuntutan. Tingkat kekasaran disini bukan berarti harus serendah mungkin, tetapi disesuaikan dengan fungsi dari bagian komponen tersebut.
commit to user
dalam penelitian ini akan divariasi menjadi tiga, yaitu 460 rpm, 1250 rpm dan 2000 rpm. Kecepatan pemakanan juga akan divariasi menjadi tiga, yaitu 0,07 mm/rev, 0,11 mm/rev dan 0,2 mm/rev. Sedangkan kedalaman pemakanan divariasi menjadi tiga, yaitu 0,25 mm, 0,5 mm dan 1 mm. Untuk melakukan pengukuran terhadap tingkat kekasaran yang dihasilkan, digunakan alat pengukur kekasaran, yaitu Surftest.
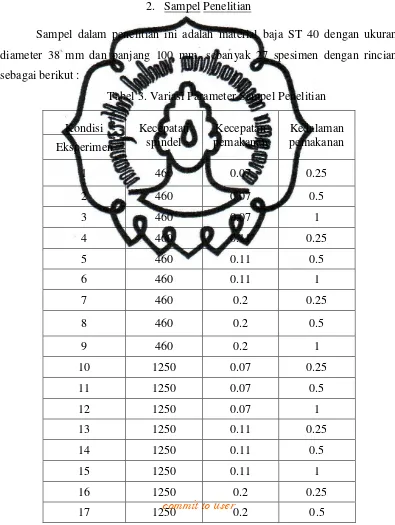
Dari uraian singkat di atas, maka dapat ditentukan paradigma penelitian sebagai berikut :
Gambar 4. Skema Paradigma Penelitian Keterangan :
A : Variasi Kecepatan Spindel. B : Variasi Kecepatan Pemakanan. C : Variasi Kedalaman Pemakanan. X : Tingkat Kekasaran Permukaan.
1 : Pengaruh Variasi Kecepatan Spindel Terhadap Tingkat Kekasaran Permukaan.
2 : Pengaruh Variasi Kecepatan Pemakanan Terhadap Tingkat Kekasaran Permukaan.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
15
4 : Pengaruh Interaksi Variasi Kecepatan Spindel dan Kecepatan Pemakanan Terhadap Tingkat Kekasaran Permukaan.
5 : Pengaruh Interaksi Variasi Kecepatan Spindel dan Kedalaman Pemakanan Terhadap Tingkat Kekasaran Permukaan.
6 : Pengaruh Interaksi Variasi Kecepatan Pemakanan dan Kedalaman .Pemakanan Terhadap Tingkat Kekasaran Permukaan.
7 : Pengaruh Interaksi Variasi Kecepatan Spindel, Kecepatan Pemakanan dan Kedalaman Pemakanan Terhadap Tingkat Kekasaran Permukaan.
8 : Tingkat Kekasaran Permukaan Terendah.
D. Hipotesis Penelitian
Berdasarkan tinjauan pustaka dan kerangka pemikiran diatas, dapat diambil kesimpulan sementara sebagai berikut :
1. Ada pengaruh kecepatan spindel terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
2. Ada pengaruh kecepatan pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
3. Ada pengaruh kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
4. Ada pengaruh bersama (interaksi) antara kecepatan spindel dan kecepatan pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
5. Ada pengaruh bersama (interaksi) antara kecepatan spindel dan kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
6. Ada pengaruh bersama (interaksi) antara kecepatan pemakanan dan kedalaman pemakanan terhadap tingkat kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
17 BAB III
METODOLOGI PENELITIAN
A. Tempat dan Waktu Penelitian
1. Tempat Penelitian
Penelitian ini dilaksanakan di Laboratorium CNC Program Pendidikan
Teknik Mesin, Jurusan Pendidikan Teknik dan Kejuruan UNS sebagai tempat
pengerjaan proses pemesinan dengan mesin Bubut CNC, Laboratorium Politeknik
Manufaktur Ceper sebagai tempat pengujian komposisi material uji dan
Laboratorium material D3 Teknik Mesin UGM sebagai tempat pengujian tingkat
kekasaran.
2. Waktu Penelitian
Karena penelitian ini merupakan bagian dari penelitian dosen, sehingga
penelitian ini telah dilaksanakan pada bulan Juli 2009. Adapun jadwal penelitian
adalah sebagai berikut :
a. Pelaksanaan penelitian pada bulan Juli 2009 – November 2009
b. Seminar proposal penelitian pada tanggal 10 Maret 2010
c. Revisi proposal penelitian pada tanggal 11 Maret – 14 Maret 2010
d. Perijinan proposal penelitian pada tanggal 15 Maret 2010
e. Penulisan laporan penelitian pada tanggal 16 Maret 2010 – 10 Juni 2010
B. Metode Penelitian
Tujuan penelitian ini adalah untuk mengetahui pengaruh kecepatan
spindel, kecepatan pemakanan dan kedalaman pemakanan terhadap tingkat
kekasaran permukaan benda kerja hasil pemesinan bubut CNC pada baja ST 40.
Untuk mendapatkan kebenaran ilmiah, pendekatan yang digunakan dalam
penelitian ini adalah pendekatan eksperimen. Penelitian dengan pendekatan
eksperimen adalah suatu penelitian untuk berusaha mencari pengaruh variabel
tertentu terhadap variabel lain dalam suatu kondisi yang terkontrol secara ketat.
commit to user
C. Populasi dan Sampel
1. Populasi Penelitian
Populasi adalah keseluruhan subyek penelitian. (Suharsimi Arikunto, 2002
: 108). Dalam penelitian ini, populasinya adalah baja ST 40.
2. Sampel Penelitian
Sampel dalam penelitian ini adalah material baja ST 40 dengan ukuran
diameter 38 mm dan panjang 100 mm, sebanyak 27 spesimen dengan rincian
sebagai berikut :
Tabel 3. Variasi Parameter Sampel Penelitian
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
19
18 1250 0.2 1
19 2000 0.07 0.25
20 2000 0.07 0.5
21 2000 0.07 1
22 2000 0.11 0.25
23 2000 0.11 0.5
24 2000 0.11 1
25 2000 0.2 0.25
26 2000 0.2 0.5
27 2000 0.2 1
Masing-masing variasi parameter spesimen penelitian diambil replikasi
sebanyak tiga kali, sehingga jumlah datanya adalah 81.
D. Teknik Pengumpulan Data
1. Identifikasi Variabel
Definisi variabel penelitian adalah sebagai objek penelitian, atau apa yang
menjadi titik perhatian suatu penelitian (Suharsimi Arikunto, 1993 : 91). Dalam
penelitian ini dilakukan pengukuran terhadap keberadaan suatu variabel dengan
instrument penelitian. Kemudian dilakukan analisis untuk mencari hubungan
antara variabel yang satu dengan variabel yang lain.
Variabel yang ada dalam penelitian ini adalah :
a. Variabel Bebas
Variabel bebas adalah himpunan sejumlah gejala yang memiliki berbagai
aspek atau unsur, yang berfungsi mempengaruhi atau menentukan munculnya
variabel lain yang disebut dengan variabel terikat. Munculnya atau adanya
variabel ini tidak dipengaruhi atau tidak ditentukan oleh ada atau tidaknya
commit to user
Demikian dapat pula terjadi bahwa jika variabel bebas berubah, maka akan muncul variabel terikat yang berbeda atau yang lain.
Varibel bebas yang digunakan dalam penelitian ini merupakan parameter pemesinan yang didasarkan kemampuan pahat dan mesin yang digunakan. Adapun variabel-variabel yang digunakan yaitu:
1) Kecepatan Potong (Vc)
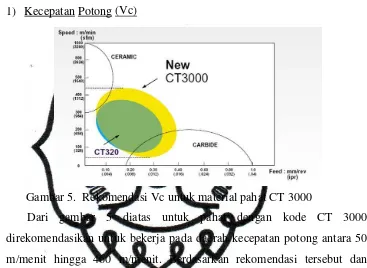
Gambar 5. Rekomendasi Vc untuk material pahat CT 3000
Dari gambar 5 diatas untuk pahat dengan kode CT 3000
direkomendasikan untuk bekerja pada daerah kecepatan potong antara 50
m/menit hingga 460 m/menit. Berdasarkan rekomendasi tersebut dan
kemampuan mesin yang digunakan maka dipilihlah kecepatan potong
sebagai berikut
a) Putaran Rendah
Untuk putaran rendah digunakan putaran spindel sebesar 460 rpm.
Sehingga kecepatan potong maksimal yang digunakan adalah
100
= 460 x 3,14 x 37 1000 = 53,4 m/menit
b) Putaran Tengah
Untuk putaran tengah digunakan putaran spindel sebesar 1250
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
21
100
= 1250 x 3,14 x 37
1000 = 145,2 m/menit
c) Putaran Tinggi
Untuk putaran tengah digunakan putaran spindel sebesar 2000
rpm. Sehingga kecepatan potong maksimal yang digunakan adalah:
100
= 2000 x 3,14 x 37 1000 = 232,4 m/menit
Pemilihan ketiga variabel kecepatan diatas berdasarkan kemampuan
mesin yang digunakan dimana mesin belum menggunakan motor step
untuk mengatur putaran spindel sehingga kita hanya dapat memililih
putaran spindel yang tersedia.
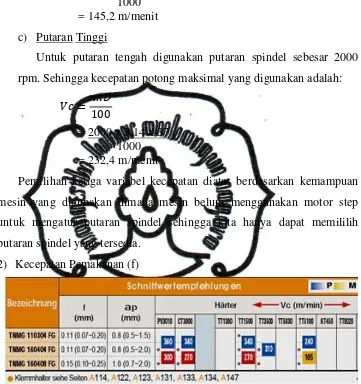
2) Kecepatan Pemakanan (f)
Gambar 6. Rekomendasi Parameter Pemesinan
Dari gambar 6 untuk pahat jenis TNMG 160404 direkomendasikan
menggunakan kecepatan pemakanan sebesar 0,07 mm/rev hingga 0,2
mm/rev. Sehingga untuk percobaan ini menggunakan kecepatan
pemakanan :
a) Kecepatan pemakanan rendah
Untuk kecepatan pemakanan rendah digunakan kecepatan
pemakanan 0,07 mm/rev.
commit to user
Untuk kecepatan pemakanan tengah digunakan kecepatan pemakanan 0,11 mm/rev sesuai dengan rekomendasi dari pahat yang digunakan.
c) Kecepatan pemakanan tinggi
Untuk kecepatan pemakanan tinggi digunakan kecepatan
pemakanan 0,2 mm/rev.
3) Kedalaman pemakanan
Gambar 7. Rekomendasi Parameter Pemotongan
Dari gambar 7 untuk pekerjaan finishing maka kedalaman pemakanan
yang direkomendasikan maksimal sebesar 1 mm. Sehingga untuk
percobaan ini menggunakan parameter kedalaman pemakanan sebagai
berikut :
a) Kedalaman pemakanan rendah
Kedalamanan pemakanan rendah yang digunakan yaitu sebesar
0,25 mm.
b) Kedalaman pemakanan tengah
Kedalamanan pemakanan tengah yang digunakan yaitu sebesar
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
23
c) Kedalaman pemakanan tinggi
Kedalamanan pemakanan tinggi yang digunakan yaitu sebesar
1 mm.
b. Variabel Terikat
Variabel terikat merupakan variabel yang dipengaruhi atau yang menjadi
akibat karena adanya variabel bebas. Dengan kata lain ada atau tidaknya variabel
terikat tergantung ada atau tidaknya variabel bebas. Dalam penelitian ini variabel
terikatnya adalah tingkat kekasaran permukaan, dalam hal ini adalah Ra
(kekasaran rata-rata aritmetik) dengan satuan µm.
c. Variabel Kontrol
Variabel kontrol dalam penelitian ini adalah :
1) Material yang digunakan adalah ST40.
2) Mesin bubut CNC yang digunakan pada penelitian ini adalah CNC
LATHE TURN MASTER TMC 320 dengan sistem controlnya
SIEMENS 802 S.
3) Alat ukur kekasaran yang digunakan adalah SURFCODER SE-1700.
4) Pahat yang digunakan adalah TNMG 160404 FG CT 3000, produksi
TAEGUTEC.
2. Instrument Penelitian
Instrument – instrument yang digunakan dalam penelitian ini adalah :
a. Mesin Bubut CNC
Mesin bubut CNC yang digunakan pada penelitian ini adalah CNC
LATHE TURN MASTER TMC 320 dengan sistem controlnya SIEMENS 802 S.
Mesin ini masih menggunakan gear box untuk mengatur kecepatan putaran
spindel. Mesin ini memiliki 5 buah tool holder yang dapat dipasang pahat sesuai
commit to user
Gambar 8. Mesin CNC LATHE TRUN MASTER TMC 320 b. Pahat Bubut
Pahat yang digunakan adalah TNMG 160404 FG CT 3000, produksi
TAEGUTEC. Kode CT 3000 pada bagian akhir menunjukkan bahwa pahat ini
masuk dalam grade Cermet yang dibuat dari titanum karbida atau karbon
nitridapahat ini memiliki kekerasan 93 HRA. Pahat jenis ini biasa dipakai untuk
finising pada proses permesinan material-material seperti karbon & alloy steel,
stainless steel dan besi cor.
Gambar 9. Pahat Insert TNMG 160404 FG CT 3000
c. Alat Uji Kekasaran
Untuk mengetahui kekasaran yang dihasilkan dari proses pemesinan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
d. Material
Material yan
baja ST 40. Berikut ini
tersebut :
T
Sum
Gambar 10. SURFCODER SE-1700.
ang digunakan sebagai spesimen uji dalam pe
kut ini adalah hasil pengujian komposisi unsur pe
Tabel 4. Hasil Uji Komposisi Baja ST 40
Unsur Prosentase (%)
umber: Uji komposisi di PT. Itokoh Ceperindo
25
penelitian adalah
commit to user
Baja ST 40 dipilih dalam penelitian ini, karena material tersebut sering dipakai sebagai bahan pembuatan komponen-komponen mesin. Baja ini tergolong
dalam baja karbon rendah (kandungan karbon di bawah 0,2 %) dan sering disebut
mild steel. Baja ini memiliki karakteristik kekuatan rendah, keuletannya tinggi dan
tidak mampu dikeraskan dengan proses perlakuan panas kecuali proses surface
hardening. Baja ini memiliki sifat keuletan yang tinggi maka baik untuk
dilakukan proses pemesinan.
3. Desain Eksperimen
Desain eksperimen adalah langkah-langkah lengkap yang perlu diambil
jauh sebelum eksperimen dilakukan supaya data yang semestinya diperlukan
dapat diperoleh, sehingga akan membawa kepada analisa obyektif dan kesimpulan
yang berlaku untuk persoalan-persoalan yang sedang dibahas. (Sudjana, 1995: 1)
Pada penelitian ini terdapat tiga variabel bebas yang kemudian pada desain
eksperimen ini disebut faktor. Faktor pertama mempunyai tiga taraf yaitu variasi
kecepatan spindel 460 rpm, 1250 rpm dan 2000 rpm. Faktor kedua mempunyai
tiga taraf yaitu variasi kecepatan pemakanan 0.07 mm/rev, 0.12 mm/rev dan 0.17
mm/rev. Dan faktor ketiga mempunyai tiga taraf, yaitu variasi kedalaman
pemakanan 0.25 mm, 0.5 mm dan 1 mm. Kombinasi perlakuan dilakukan dengan
mengkombinasikan masing-masing taraf faktor A dengan taraf-taraf pada faktor B
dan juga taraf-taraf pada faktor C. Sehingga pada eksperimen ini diperlukan 27
kondisi eksperimen atau 27 kombinasi perlakuan yang berbeda-beda. Kemudian
pada masing-masing perlakuan dilakukan 3 kali replikasi, sehingga tiap perlakuan
diperoleh 3 data. Sehingga dari eksperimen ini akan diperoleh 81 data. Berikut ini
perpustakaan.uns.ac.id digilib.uns.ac.id
Langkah-langkah dalam pelaksanaan eksperimen ini adalah sebagai
berikut :
a. Persiapan Bahan
Proses persiapan bahan yang dilakukan yaitu meliputi :
1) Pengujian Komposisi
Proses ini bertujuan untuk mengatahui komposisi dari unsur-unsur
material yang digunakan. Pengujian dilaksakan di PT Itokoh Ceperindo
Klaten.
2) Pemotongan dan Facing
Proses ini bertujuan untuk membuat benda kerja memiliki ukuran
yang sama sehingga diharapkan perlakuan yang diterima oleh setiap
spesimen akan sama. Benda kerja dipotong dengan panjang 105 mm dan
commit to user
3) Pembuatan Stoper
Pembuatan stopper dimaksudkan untuk mempermudah
penyetingan / pemasangan spesimen pada mesin. Sehingga panjang
spesimen yang keluar dari chuck selalu sama.
Gambar 11. Spesimen dengan Stoper
b. Proses pemesinan
Proses pemesinan dilakukan setiap satu menit, kemudian material dan
pahat dilepas dari pencekam untuk dilakukan pengujian kekasaran permukaan
hasil pemesinan dan keausan pahat. Proses pemesinan dilakukan kembali setelah
pengujian kekasaran permukaan dan keausan pahat selesai dilakukan dengan
memasang benda kerja ke cekam dengan posisi seperti awal (dengan melihat
tanda yang ada pada benda kerja dan cekam). Panjang pemakanan untuk setiap
spesimen pengujian adalah sebagai berikut :
Tabel 6. Data Panjang Pemakanan Untuk Setiap Spesimen Pengujian
perpustakaan.uns.ac.id digilib.uns.ac.id
Proses pengujian untuk spesimen dengan panjang yang cukup panjang
dilakukan beberapa kali dengan tujuan untuk mengurangi lendutan yang terjadi
pada spesimen. Untuk itu panjang awal semua spesimen sudah ditetapkan
sebelumnya yaitu sepanjang 100 mm dengan panjang spesimen yang keluar dari
chuck sepanjang 70 mm. Sehingga untuk material dimana panjang pengujiannya
lebih dari 65 mm akan menggunakan beberapa spesimen hingga panjang yang
dibutuhkan diperoleh.
Untuk pemotongan awal dilakukan penyayatan setebal 0,5 mm hingga
commit to user
tidak oleng. Pemakanan awal menggunakan pahat khusus yang memang digunakan untuk facing dan tidak menggunakan pahat untuk pengujian.
Gambar 12. Spesimen Hasil Proses Pemesinan
c. Pengujian kekasaran permukaan
Pengujian kekasaran permukaan dilakukan dengan menggunakan
SURFCODER SE-1700. Dengan pengambilan sampel dilakukan pada 5 titik di
sepanjang permukaan hasil pemotongan pada benda kerja. Dengan adanya
replikasi sebanyak 3 kali maka jumlah sampel untuk setiap spesimen yaitu 15
buah dan jumlah sampel keseluruhan spesimen adalah 405 titik. Pengujian
dilakukan dengan panjang sampel pengukuran (cut of) sepanjang 0,8 mm dan
pengulangan 3 kali.
d. Analisis data
Pada bagian ini dilakukan kegiatan yang meliputi pengumpulan data,
pengaturan data, perhitungan serta penyajian data dalam suatu lay out tertentu
yang sesuai dengan desain yang dipilih untuk suatu percobaan yang dipilih. Selain
itu dilakukan perhitungan dan penyajian data dan teknik yang digunakan dalam
analisis data adalah teknik statistik deskriptif, yaitu teknik analisis data yang
didalamnya berisis interpretasi hasil penelititan dalam bentuk tabel, grafik dan
diagram.
Analisa yang dilakukan yaitu untuk mengetahui parameter pemesinan apa
yang paling berpengaruh terhadap kekasaran permukaan dengan menggunakan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
31
e. Kesimpulan
Setelah dilakukan. percobaan dan analisis, kita bisa menarik kesimpulan dengan cara membandingkan dengan teori yang ada.
E. Teknik Analisis Data
Teknik analisis data dalam penelitian ini menggunakan analisis variansi tiga jalan dengan sel sama. Tujuan analisis variansi tiga jalan adalah untuk menguji signifikansi efek tiga variabel (faktor) bebas A, B dan C terhadap variabel terikat. Kecuali itu, juga bertjuan untuk menguji signifikansi interaksi AB, AC, BC dan ABC terhadap variabel terikat. (Budiyono, 2009 : 235).
1. Uji Persyaratan Analisis Data
a. Uji Normalitas
Uji ini bertujuan untuk mengetahui apakah data pada variabel-variabel
penelitian berasal dari populasi yang berdistribusi normal atau tidak, Uji
normalitas yang digunakan dalam penelitian ini adalah uji normalitas Liliefors (S).
Adapun prosedur yang dilakukan adalah sebagai berikut :
1) Tentukan hipotesis
Ho = Sampel berasal dari populasi berdistribusi normal.
Hi = Sampel tidak berasal dari populasi berdistribusi normal.
2) Tentukan taraf nyata α = 0,01.
3) Menentukan harga S dengan rumus :
(
)
SD : Simpangan baku atau Deviasi Standar.
n : Jumlah baris.
Xi2 : Jumlah keseluruhan kolom pangkat dua.
ΣXi2 : Hasil pangkat dua Xi2 kemudian dijumlahkan keseluruhan.
commit to user Ho ditolak apabila Lo mak > L tabel. Hi diterima apabila Lo mak < L tabel.
(Sumber: Budiyono, 2000:169)
b. Uji Homogenitas
Untuk menguji persyaratan homogenitas digunakan uji Bartlet, adapun prosedur yang harus ditempuh adalah sebagai berikut :
1) Tentukan hipotesis
Ho : S12= S22 …. = Sk2 ; Hi : Tidak semua variansi sama. 2) Tentukan taraf nyata α = 0,01.
3) Untuk uji Bartlet digunakan statistik uji :
b =
4) Daerah kritik ( Daerah penolakan Ho ) DK = {b | b < bk (α;n1,n2,n3,….,nk)}
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
33
Ho diterima apabila b > bk (α;n1,n2,n3,….,nk).
(Sumber: Sudjana, 1996: 261).
2. Analisis Data
Langkah-langkah dalam Uji Hipotesis dengan Anava Tiga Jalan adalah
sebagai berikut :
1) Menentukan Hipotesis
Pada analisis variansi tiga jalan, ada 7 pasang hipotesis (H0 dan H1) yang
dapat diuji, yaitu :
a) H0A : #$= 0 untuk setiap i= 1, 2, 3;
H1A : paling sedikit ada satu #$ yang tidak nol.
b) H0B : %&= 0 untuk setiap i= 1, 2, 3;
H1B : paling sedikit ada satu %& yang tidak nol.
c) H0C : '(= 0 untuk setiap i= 1, 2, 3;
H1C : paling sedikit ada satu '( yang tidak nol.
d) H0AB : #% $&= 0 untuk setiap i= 1, 2, 3; dan j= 1, 2, 3;
H1AB : paling sedikit ada satu #% $& yang tidak nol.
e) H0AC : #' $(= 0 untuk setiap i= 1, 2, 3; dan k= 1, 2, 3;
H1AC : paling sedikit ada satu #' $(yang tidak nol.
f) H0BC : %' &(0 untuk setiap j= 1, 2, 3; dan k= 1, 2, 3;
H1BC : paling sedikit ada satu %' &( yang tidak nol.
g) H0ABC : #%' $&(0 untuk setiap i= 1, 2, 3; j= 1, 2, 3; dan k= 1, 2, 3;
H1ABC : paling sedikit ada satu #%' $&( yang tidak nol.
2) Memilih taraf signifikasi tertentu (α = 0,01).
3) Komputasi
commit to user
Mendefinisikan notasi jumlah Ai, Bj, Ck, ABij, BCjk, ACik dan ABCijk, seperti pada table-tabel berikut :
Tabel 7. Tabel Jumlah AB Faktor A
(Kec. Spindel)
Faktor B (Kec. Pemakanan)
Total 0.07 mm/men 0.11 mm/men 0.2 mm/men
460 rpm AB11 AB12 AB13 A1
1250 rpm AB21 AB22 AB23 A2
2000 rpm AB31 AB32 AB33 A3
Total B1 B2 B3 G
Tabel 8. Tabel Jumlah AC Faktor A
Tabel 9. Tabel Jumlah BC Faktor B
Tabel 10. Tabel Jumlah ABC
c1 … cr
b1 … bq … b1 … bq
a1 ABC111 … ABC 1q1 … ABC 11r … ABC 1qr
perpustakaan.uns.ac.id digilib.uns.ac.id
berdasarkan sifat-sifat tertentu dapat dirumuskan sebagai berikut :
commit to user
membagi Rerata Kuadrat (RK) yang bersesuaian dengan Rerata Kuadrat Galat (RKG). Selanjutnya rangkuman analisis variansi tiga jalan adalah sebagai berikut :
Tabel 11. Tabel Rangkuman Analisis Variansi Tiga Jalan
Sumber JK Dk RK Fobs F p
A JKA p-1 RKA Fa F* <# atau > #
B JKB q-1 RKB Fb F* <# atau > #
C JKC r-1 RKC Fc F* <# atau > #
AB JKAB (p-1)(q-1) RKAB Fab F* <# atau > #
AC JKAC (p-1)(r-1) RKAC Fac F* <# atau > #
BC JKBC (q-1)(r-1) RKBC Fbc F* <# atau > #
ABC JKABC (p-1)(q-1)(r-1) RKABC Fabc F* <# atau > #
Galat JKG N-pqr RKG - - -
Total JKT N-1 - - - -
Keterangan : p adalah probabilitas amatan; F* adalah nilai yang diperoleh
dari tabel.
perpustakaan.uns.ac.id digilib.uns.ac.id
Seperti telah diuraikan pada Bab III, penelitian ini merupakan penelitian eksperimen yang melibatkan tiga faktor. Faktor A adalah perlakuan variasi kecepatan spindel yaitu: 460 rpm, 1250 rpm, dan 2000 rpm. Faktor B adalah variasi kecepatan pemakanan (feed) yaitu: 0,07 mm/rev, 0,11 mm/rev, dan 0,2 mm/rev. Sedangkan faktor C adalah variasi kedalaman pemakanan yaitu: 0,25 mm, 0,5 mm, dan 1 mm. Faktor A,B dan C merupakan variabel bebas. Dan sebagai variabel terikatnya adalah tingkat kekasaran permukaan logam hasil proses pemesinan CNC LATHE TURN MASTER TMC 320 pada material baja ST 40. Sehingga data dapat dideskripsikan sebagai berikut :
Tabel 12. Data Hasil Pengukuran Tingkat Kekasaran Material Baja ST 40
commit to user
Data hasil pengukuran tingkat kekasaran material baja ST 40 hasil proses pemesinan CNC LATHE TURN MASTER TMC 320 seperti telah ditunjukkan dalam Tabel 11 di atas, diperoleh atas dasar pengukuran tingkat tingkat kekasaran material baja ST 40 dengan menggunakan alat SURFCODER SE-1700 Roughness
Tester di Laboratorium Material D3 Teknik Mesin UGM.
Pada Tabel 12 dapat dilihat bahwa data pengaruh variasi kecepatan pemakanan dan kedalaman pemakanan terhadap tingkat kekasaran material baja ST 40 disusun berdasarkan kolom, sedangkan pengaruh variasi kecepatan spindel terhadap tingkat kekasaran material baja ST 40 disusun berdasarkan baris. Untuk jelasnya dapat dilihat pada Tabel 13.
Tabel 13. Rerata Hasil Pengukuran Tingkat Kekasaran Material Baja ST 40
Taraf
Dari tabel diatas didapat bahwa tingkat kekasaran paling rendah terjadi
pada interaksi kecepatan spindel 1250 rpm, kecepatan pemakanan 0,07 mm/rev
dan kedalaman pemakanan 0,25 mm yaitu sebesar 1,30 µm sedangkan tingkat
kekasaran paling tinggi terjadi pada interaksi kecepatan spindel 460 rpm,
kecepatan pemakanan 0,2 mm/rev dan kedalaman pemakanan 1 mm yaitu sebesar
4,80 µm
Untuk memahami lebih jelas perbandingan pengaruh dari masing-masing
variasi kecepatan spindel, kecepatan pemakanan dan kedalaman pemakanan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
39
Gambar 13. Grafik Histogram Variasi Kecepatan Spindel Dengan Kedalaman Pemakanan Pada Kecepatan Pemakanan 0,07 Mm/RevTerhadap Tingkat Kekasaran Material Baja ST 40 Hasil Proses Pemesinan CNC LATHE TURN
MASTER TMC 320
Gambar 14. Grafik Histogram Variasi Kecepatan Spindel Dengan Kedalaman Pemakanan Pada Kecepatan Pemakanan 0,11 Mm/RevTerhadap Tingkat Kekasaran Material Baja ST 40 Hasil Proses Pemesinan CNC LATHE TURN
MASTER TMC 320
460 rpm 1250 rpm 2000 rpm
K
460 rpm 1200 rpm 2000 rpm
commit to user
Gambar 15. Grafik Histogram Variasi Kecepatan Spindel Dengan Kedalaman Pemakanan Pada Kecepatan Pemakanan 0,2 Mm/Rev Terhadap Tingkat Kekasaran Material Baja ST 40 Hasil Proses Pemesinan CNC LATHE TURN
MASTER TMC 320
B. Uji Persyaratan Analisis
Karena penelitian ini merupakan penelitian kuantitatif, maka data yang diperoleh sebelum dianalisis dengan uji Analisis Variansi tiga jalan, maka dilakukan uji pendahuluan atau uji prasyarat analisis yang meliputi uji normalitas dan uji homogenitas.
1. Uji Normalitas
Uji normalitas dipakai untuk menguji apakah data hasil penelitian yang
didapatkan mempunyai distribusi yang normal atau tidak. Untuk uji ini dilakukan
dengan menggunakan uji normalitas Lilliefors, dengan taraf signifikansi 1 %.
Selanjutnya mencari harga Lmaks{|F(Zi) - S(Zi)|} pada masing-masing kelompok
perlakuan. Kemudian harga Lmaks dikonsultasikan dengan harga LTabel yang
didapatkan pada Tabel dengan N = 15 dan diperoleh LTabel sebesar 0,257. Jika
hasil perhitungan mendapatkan harga Lmaks lebih kecil dari harga LTabel, maka data
berdistribusi normal. Adapun keputusan uji normalitas data selengkapnya adalah
tersebut dalam Tabel 14.
460 rpm 1200 rpm 2000 rpm
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
41
Tabel 14. Hasil Uji Normalitas dengan Metode Liliefors
Sumber Perlakuan Data Hasil Uji Keputusan
Kolom B1C1 Lobs= 0 < L0.01; 9 = 0,311 Sampel berasal dari populasi
pengukuran tingkat kekasaran material baja ST 40 hasil proses pemesinan CNC
LATHE TURN MASTER TMC 320 dalam penelitian ini secara keseluruhan
berasal dari populasi yang berdistribusi normal. Perhitungan selengkapnya ada
commit to user
2. Uji Homogenitas
Uji homogenitas digunakan untuk menguji kesamaan beberapa buah
rata-rata. Pada penelitian ini, digunakan metode Bartlett untuk uji homogenitas. Dan
pengambilan kesimpulan dengan taraf signifikansi 1 %. Jika didapatkan harga
bhitung lebih kecil dari harga bTabel {b(0,01)(27) = 0,8869}, berarti data yang
didapatkan berasal dari sampel yang tidak homogen. Namun bila didapatkan harga
bhitung lebih besar dari harga bTabel {b(0,01)(27) = 0,8869}, berarti data yang
didapatkan berasal dari sampel yang homogen. Data hasil pengujian homogenitas
dengan Metode Bartlet yang telah dilakukan adalah bhitung = 0,999. Karena
bhitung > btabel, maka data yang didapatkan berasal dari sampel yang homogen.
Perhitungan selengkapnya dapat dilihat pada lampiran 14 dan 15.
C. Pengujian Hipotesis
Untuk mengetahui ada tidaknya pengaruh variasi kecepatan spindel,
kecepatan pemakanan dan kedalaman pemakanan terhadap tingkat kekasaran
material baja ST 40 hasil proses pemesinan CNC LATHE TURN MASTER
TMC 320, perlu dilakukan suatu pengujian statistik. Dalam penelitian ini, uji
statistik yang digunakan adalah analisis variansi tiga jalan. Hasil pengujian
analisis variansi tiga jalan tersebut adalah sebagai indikator ada tidaknya pengaruh
variasi kecepatan spindel, kecepatan pemakanan dan kedalaman pemakanan
terhadap tingkat kekasaran material baja ST 40 hasil proses pemesinan CNC
LATHE TURN MASTER TMC 320.
Kemudian untuk melihat besarnya pengaruh masing-masing variabel
serta interaksi antara ketiga variabel tersebut dapat ditunjukkan pada Tabel 15,
yaitu Tabel ringkasan hasil uji F untuk anava tiga jalan sebagai berikut
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
43
Tabel 15. Ringkasan Hasil Uji F Untuk Anava Tiga Jalan
Sumber JK Dk RK Fobs F p
A : Variasi kecepatan spindel.
B : Variasi kecepatan pemakanan.
C : Variasi kedalaman pemakanan.
AB : Pengaruh bersama (interaksi) antara variasi kecepatan spindel dan
kecepatan pemakanan.
AC : Pengaruh bersama (interaksi) antara variasi kecepatan spindel dan
kedalaman pemakanan.
BC : Pengaruh bersama (interaksi) antara variasi kecepatan pemakanan dan
kedalaman pemakanan.
ABC : Pengaruh bersama (interaksi) antara variasi kecepatan spindel, kecepatan
pemakanan, dan kedalaman pemakanan.
Berdasarkan Tabel 12 dan rangkuman hasil Uji F untuk anava tiga jalan
pada Tabel 15 dapat diambil keputusan uji sebagai berikut :
a. Variasi Kecepatan Spindel Terhadap Tingkat Kekasaran Material Baja ST 40
(Faktor A)
Tabel 15 menunjukkan bahwa Fobservasi = 224,18 dan Ftabel = 5,01. Karena
Fobservasi > Ftabel, maka hipotesis pertama dapat diterima dengan taraf
commit to user
b. Variasi Kecepatan Pemakanan Terhadap Tingkat Kekasaran Material Baja ST 40 (Faktor B)
Tabel 15 menunjukan bahwa Fobservasi = 577,19 dan Ft = 5,01. Karena
Fobservasi > Ftabel, maka hipotesis kedua dapat diterima dengan taraf signifikansi
1 %.
c. Variasi Kedalaman Pemakanan Terhadap Tingkat Kekasaran Material Baja ST
40 (Faktor C)
Tabel 15 menunjukkan bahwa Fobservasi = 12870,31 dan Ftabel = 5,01.
Karena Fobservasi > Ftabel, maka hipotesis ketiga dapat diterima dengan taraf
signifikansi 1 %.
d. Interaksi Variasi Kecepatan Spindel dan Kecepatan Pemakanan Terhadap
Tingkat Kekasaran Material Baja ST 40 (Faktor AB)
Tabel 15 menunjukkan bahwa Fobservasi = 32,04 dan Ftabel = 3,68. Karena
Fobservasi > Ftabel, maka hipotesis keempat dapat diterima dengan taraf
signifikansi 1 %.
e. Interaksi Variasi Kecepatan Spindel dan Kedalaman Pemakanan Terhadap
Tingkat Kekasaran Material Baja ST 40 (Faktor AC)
Tabel 15 menunjukkan bahwa Fobservasi = 7,44 dan Ftabel = 3,68. Karena
Fobservasi > Ftabel, maka hipotesis kelima dapat diterima dengan taraf
signifikansi 1 %.
f. Interaksi Variasi Kecepatan Pemakanan dan Kedalaman Pemakanan Terhadap
Tingkat Kekasaran Material Baja ST 40 (Faktor BC)
Tabel 15 menunjukkan bahwa Fobservasi = 11,42 dan Ftabel = 3,68. Karena
Fobservasi > Ftabel, maka hipotesis keenam dapat diterima dengan taraf
signifikansi 1 %.
g. Interaksi Variasi Kecepatan Spindel, Kecepatan Pemakanan, dan Kedalaman
Pemakanan Terhadap Tingkat Kekasaran Material Baja ST 40 (Faktor ABC)
Tabel 15 menunjukkan bahwa Fobservasi = 13,28 dan Ftabel = 2,83. Karena
Fobservasi > Ftabel, maka hipotesis ketujuh dapat diterima dengan taraf
signifikansi 1 %.
h. Interaksi Variasi Kecepatan Spindel, Kecepatan Pemakanan, dan Kedalaman
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
45
Dari tabel 12 didapat bahwa tingkat kekasaran paling rendah terjadi pada interaksi kecepatan spindel 1250 rpm, kecepatan pemakanan 0,07 mm/rev dan kedalaman pemakanan 0,25 mm yaitu sebesar 1,30 µm.
D. Pembahasan Hasil Analisis Data
Analisa variansi yang dilakukan terhadap data yang diperoleh dapat dilihat pada tabel anava harga Fobservasi dibandingkan dengan harga Ftabel. Bila Fobservasi > Ftabel maka sumber perlakuan mempunyai pengaruh terhadap variabel yang diselidiki dan bila lebih kecil maka sumber perlakuan tidak atau sedikit memberi pengaruh pada variabel respon dengan α yang telah ditentukan.
a. Variasi Kecepatan Spindel Terhadap Tingkat Kekasaran Material Baja ST 40 (Faktor A)
Dari Tabel 15 didapatkan Fobservasi = 224,18 dan Ftabel = 5,01 sehingga
Fobservasi > Ftabel. Dapat disimpulkan bahwa variasi kecepatan spindel
berpengaruh secara signifikan dengan taraf signifikansi 1 % terhadap tingkat
kekasaran material baja ST 40 hasil proses pemesinan CNC LATHE TURN
MASTER TMC 320.
b. Variasi Kecepatan Pemakanan Terhadap Tingkat Kekasaran Material Baja ST
40 (Faktor B)
Dari Tabel 15 didapatkan Fobservasi = 577,19 dan Ftabel = 5,01 sehingga
Fobservasi > Ftabel. Dapat disimpulkan bahwa variasi kecepatan pemakanan
berpengaruh secara signifikan dengan taraf signifikansi 1 % terhadap tingkat
kekasaran material baja ST 40 hasil proses pemesinan CNC LATHE TURN
MASTER TMC 320.
c. Variasi Kedalaman Pemakanan Terhadap Tingkat Kekasaran Material Baja ST
40 (Faktor C)
Dari Tabel 15 didapatkan Fobservasi = 12870,31 dan Ftabel = 5,01 sehingga
Fobservasi > Ftabel. Dapat disimpulkan bahwa variasi kedalaman pemakanan
berpengaruh secara signifikan dengan taraf signifikansi 1 % terhadap tingkat
kekasaran material baja ST 40 hasil proses pemesinan CNC LATHE TURN
MASTER TMC 320.
d. Interaksi Variasi Kecepatan Spindel dan Kecepatan Pemakanan Terhadap
commit to user
Dari Tabel 15 didapatkan Fobservasi = 32,04 dan Ftabel = 3,68 sehingga Fobservasi > Ftabel. Dapat disimpulkan bahwa interaksi variasi kecepatan spindel dan kecepatan pemakanan berpengaruh secara signifikan dengan taraf signifikansi 1 % terhadap tingkat kekasaran material baja ST 40 hasil proses pemesinan CNC LATHE TURN MASTER TMC 320.
e. Interaksi Variasi Kecepatan Spindel dan Kedalaman Pemakanan Terhadap Tingkat Kekasaran Material Baja ST 40 (Faktor AC)
Dari Tabel 15 didapatkan Fobservasi = 7,44 dan Ftabel = 3,68 sehingga
Fobservasi > Ftabel. Dapat disimpulkan bahwa interaksi variasi kecepatan spindel
dan kedalaman pemakanan berpengaruh secara signifikan dengan taraf
signifikansi 1 % terhadap tingkat kekasaran material baja ST 40 hasil proses
pemesinan CNC LATHE TURN MASTER TMC 320.
f. Interaksi Variasi Kecepatan Pemakanan dan Kedalaman Pemakanan Terhadap
Tingkat Kekasaran Material Baja ST 40 (Faktor BC)
Dari Tabel 15 didapatkan Fobservasi = 11,42 dan Ftabel = 3,68 sehingga
Fobservasi > Ftabel. Dapat disimpulkan bahwa interaksi variasi kecepatan
pemakanan dan kedalaman pemakanan berpengaruh secara signifikan dengan
taraf signifikansi 1 % terhadap tingkat kekasaran material baja ST 40 hasil
proses pemesinan CNC LATHE TURN MASTER TMC 320.
g. Interaksi Variasi Kecepatan Spindel, Kecepatan Pemakanan, dan Kedalaman
Pemakanan Terhadap Tingkat Kekasaran Material Baja ST 40 (Faktor ABC)
Dari Tabel 15 didapatkan Fobservasi = 13,28 dan Ftabel = 2,83 sehingga
Fobservasi > Ftabel. Dapat disimpulkan bahwa interaksi variasi kecepatan spindel,
kecepatan pemakanan, dan kedalaman pemakanan berpengaruh secara
signifikan dengan taraf signifikansi 1 % terhadap tingkat kekasaran material
baja ST 40 hasil proses pemesinan CNC LATHE TURN MASTER TMC
320.
h. Interaksi Variasi Kecepatan Spindel, Kecepatan Pemakanan, dan Kedalaman
Pemakanan yang menghasilkan rata-rata tingkat kekasaran permukaan terkecil
Dari tabel 12 didapat bahwa tingkat kekasaran paling rendah dicapai
pada interaksi kecepatan spindel 1250 rpm, kecepatan pemakanan 0,07
perpustakaan.uns.ac.id digilib.uns.ac.id mengacu pada perumusan masalah, maka dapat disimpulkan beberapa hal sebagai berikut :
1. Ada pengaruh yang signifikan dengan taraf signifikansi 1 % yaitu pada variasi kecepatan spindel terhadap besarnya nilai kekasaran material baja ST 40 hasil proses pemesinan CNC LATHE TURN MASTER TMC 320. Ini dapat dilihat pada hasil uji analisis data yang menyatakan bahwa Fobservasi = 224,18 lebih besar daripada Ftabel = 5,01 (Fobservasi > Ftabel).
2. Ada pengaruh yang signifikan dengan taraf signifikansi 1 % yaitu pada variasi kecepatan pemakanan terhadap besarnya nilai kekasaran material baja ST 40 hasil proses pemesinan CNC LATHE TURN MASTER TMC 320. Ini dapat dilihat pada hasil uji analisis data yang menyatakan bahwa Fobservasi = 577,19 lebih besar daripada Ftabel = 5,01 (Fobservasi > Ftabel).
3. Ada pengaruh yang signifikan dengan taraf signifikansi 1 % yaitu pada variasi kedalaman pemakanan terhadap besarnya nilai kekasaran material baja ST 40 hasil proses pemesinan CNC LATHE TURN MASTER TMC 320. Ini dapat dilihat pada hasil uji analisis data yang menyatakan bahwa Fobservasi = 12870,31 lebih besar daripada Ftabel = 5,01 (Fobservasi > Ftabel).