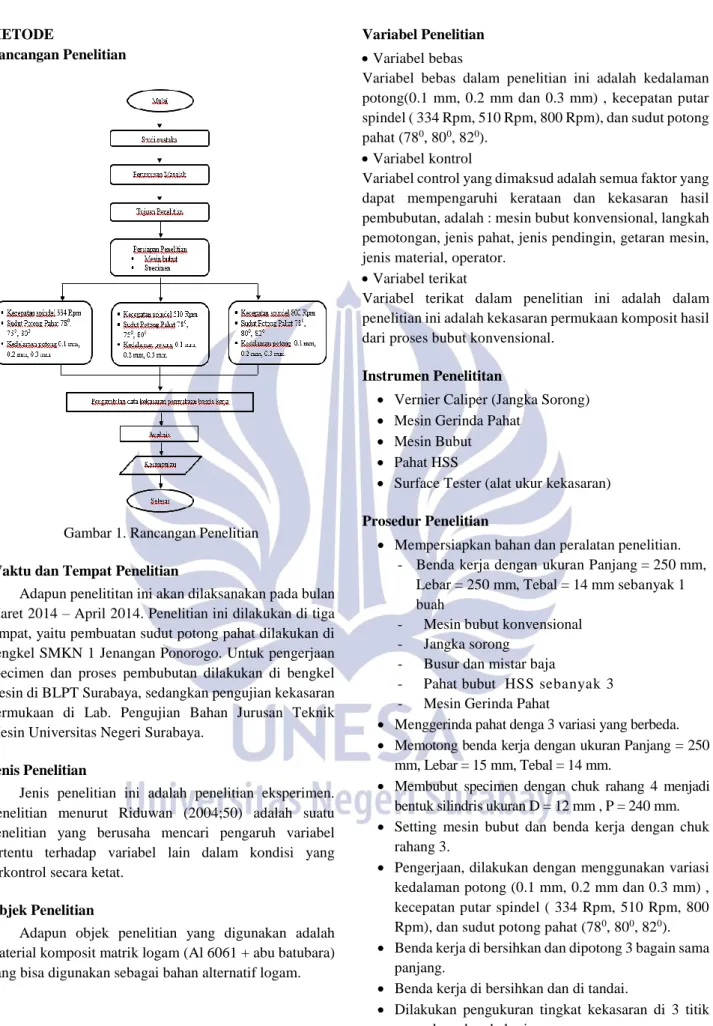
Pengaruh Kedalaman Potong, Kecepatan Putar Spindel, Sudut Potong Pahat Terhadap Kekasaran Permukaan Hasil Bubut Konvensional Bahan Komposit
Teks penuh
Gambar

Dokumen terkait
PENGARUH SUDUT POTONG PAHAT TERHADAP GAYA PEMOTONGAN PADA PROSES BUBUT BEBERAPA.. MATERIAL DENGAN
Skripsi berjudul “Kekasaran Permukaan pada Proses Pembubutan Baja Karbon Rendah ST 37 Akibat Variasi Kecepatan Potong, Sudut Potong Bantu dan Sudut Bebas pada
Skripsi berjudul “Kekasaran Permukaan pada Proses Pembubutan Baja Karbon Rendah ST 37 Akibat Variasi Kecepatan Potong, Sudut Potong Bantu dan Sudut Bebas pada
Menyatakan dengan sesungguhnya bahwa laporan skripsi yang berjudul “ Analisis Pengaruh Kecepatan Potong, Gerak Makan Dan Kedalaman Potong Terhadap Kekasaran Permukaan
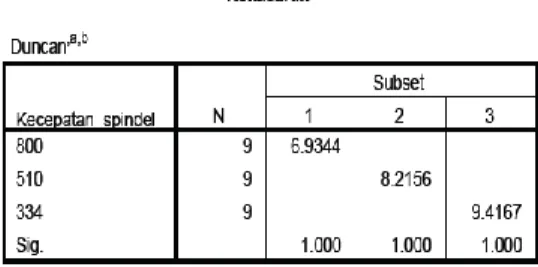
Data hasil pengujian kekasaran permukaan pada proses pemesinan menggunakan mesin frais konvensional dengan pengaruh kecepatan spindel dan kedalaman pemakanan dapat
Pengaruh Kecepatan Potong, Gerak Makan, Dan Kedalaman Potong Terhadap Getaran Pahat Pada Proses Bubut Dengan Tail Stock; Yusca Permana Setya, 061910101024; 2011: 48
Taufik Hidayat (2015) dalam penelitian tentang “Pengaruh Kedalaman Pemakanan, Jenis Pendingin, Dan Kecepatan Spindel Terhadap Kekasaran Permukaan Benda Kerja Pada
2013 Pengaruh Jenis Pahat, Sudut Pahat Dan Kedalaman Pemakanan Terhadap Tingkat Kekasaran Dan Kekerasan Pada Proses Bubut Rata Baja St 42, Jurusan Teknik Mesin Universitas Negeri
