commit to user
i
DENGAN METODE TAGUCHI
SKRIPSI
Oleh :
NUR FIRSTIAWAN
K2508068
FAKULTAS KEGURUAN DAN ILMU PENDIDIKAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user
ii
PERNYATAAN KEASLIAN TULISAN
Saya yang bertanda tangan di bawah ini:
Nama : Nur Firstiawan
NIM : K2508068
Jurusan/ Program Studi : PTK/ Pendidikan Teknik Mesin
Menyatakan bahwa skripsi saya berjudul “OPTIMASI PARAMETER PROSES
PEMESINAN CNC MILLING TERHADAP KEKASARAN PERMUKAAN
KAYU JATI DENGAN METODE TAGUCHI” ini benar-benar merupakan
hasil karya saya sendiri. Selain itu, sumber informasi yang dikutip dari penulis
telah disebutkan dalam teks dan dicantumkan dalam daftar pustaka.
Apabila pada kemudian hari terbukti atau dapat dibuktikan skripsi ini hasi jiplaka,
saya bersedia menerima sanksi atas perbuatan saya.
Surakarta, 27 September 2012
Yang membuat pernyataan,
commit to user
iii
DENGAN METODE TAGUCHI
Oleh :
NUR FIRSTIAWAN
K2508068
Skripsi
Ditulis dan diajukan untuk memenuhi syarat
mendapatkan gelar Sarjana Pendidikan
Program Studi Pendidikan Teknik Mesin
Jurusan Pendidikan Teknik dan Kejuruan
FAKULTAS KEGURUAN DAN ILMU PENDIDIKAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user
iv
PERSETUJUAN
Skripsi ini telah disetujui untuk dipertahankan di hadapan Tim Penguji
Skripsi Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret
Surakarta.
Surakarta, 27 September 2012
Pembimbing I
Danar Susilo Wijayanto, S.T., M.Eng.
NIP. 19790124 200212 1 002
Pembimbing II
Budi Harjanto, S.T., M.Eng.
commit to user
v
Skripsi ini telah dipertahankan di hadapan Tim Penguji Skripsi Fakultas
Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta dan diterima
untuk memenuhi persyaratan mendapatkan gelar Sarjana Pendidikan.
Pada hari : Kamis
Tanggal : 27 September 2012
Tim Penguji Skripsi :
Nama Terang Tanda Tangan
Ketua : Yuyun Estriyanto, S.T., M.T. ...
Sekretaris : Drs. Bambang Prawiro, MM. ...
Anggota I : Danar Susilo Wijayanto, S.T., M.Eng. ...
Anggota II : Budi Harjanto, S.T., M.Eng. ...
Disahkan oleh
Fakultas Keguruan dan ilmu Pendidikan
Universitas Sebelas Maret
an. Dekan
Pembantu Dekan I
commit to user
vi ABSTRACT
Nur Firstiawan. THE OPTIMIZATION OF CNC MILLING PARAMETERS TO THE TEAK WOOD SURFACE ROUGHNESS USING THE TAGUCHI METHOD. Thesis, Surakarta: The Faculty of Teacher Training and Education. Sebelas Maret University, September 2012.
The purpose of this research is to know: (1) Effect of spindle speed
variation, feedrate, depth of cut and direction of the wood grain pieces
(longitudinal, radial and tangential) to the level of surface roughness result type
CNC milling machining process ZK 7040 at teak wood material. (2) Knowing
which parameters that produce optimal roughness values on CNC milling
machining process on the material type ZK 7040 at teak wood material, using the
Taguchi method.
Teak wood machining process using CNC milling machine type 7040 with
the ZK control SIEMENS SINUMERIK 802S in SMK SAKTI Gemolong. The
testing of moisture content done in Laboratory of Materials, Civil Engineering,
Sebelas Maret University. Surface roughness test was done in
metrology
laboratory
, Mechanical Engineering Diploma Program, Vocational School,Gadjah Mada University. Optimization methods used in this study the Taguchi
method. TAGUCHI ANOVA (Analysis of Taguchi Varian) in Minitab 15 software
help to determine the performance characteristics of the machining parameters.
The results of CNC milling machining process on the material type ZK
7040 teak was: (1) higher spindle speed, will produce a surface roughness values
less is at level 3 = 3000 rpm; highe feedrate, will produce a surface roughness
values greater is at level 3 = 1200 mm/min; higher depth of cut,will produce
value greater surface roughness is at level 3 = 6 mm, and more dry wood on the
variation of direction wood grain pieces, would result in the value of the smaller
surface roughness is at level 3 = direction tangential cutting. (2) Parameters that
yield optimal surface roughness values are at 3000 rpm spindle rotation speed,
feedrate 400 mm/min, depth of cut 2 mm and tangential cutting direction. The
commit to user
vii
Key words: Wood machining, CNC milling, surface roughness, and Taguchi
commit to user
viii
ABSTRAK
Nur Firstiawan. OPTIMASI PARAMETER PROSES PEMESINAN CNC MILLING TERHADAP KEKASARAN PERMUKAAN KAYU JATI
DENGAN METODE TAGUCHI. Skripsi, Surakarta: Fakultas Keguruan dan
Ilmu Pendidikan. Universitas Sebelas Maret Surakarta, September 2012.
Tujuan penelitian ini adalah untuk mengetahui: (1) Pengaruh variasi
kecepatan spindle, laju pemakanan, kedalaman pemakanan, dan arah potong serat
kayu (longitudinal, radial, dan tangensial) terhadap tingkat kekasaran permukaan
hasil proses pemesinan CNC milling type ZK 7040 pada material kayu jati. (2)
Mengetahui parameter manakah yang menghasilkan nilai kekasaran optimal pada
proses pemesinan CNC milling type ZK 7040 pada material kayu jati, dengan
menggunakan metode Taguchi.
Proses pemesinan kayu jati menggunakan mesin CNC milling type ZK
7040 dengan control SIEMENS SINUMERIK 802S dilaksanakan di SMK SAKTI
Gemolong. Pengujian kadar air dilakukan di Laboratorium Bahan, Teknik Sipil,
Universitas Sebelas Maret. Pengujian kekasaran permukaan dilaksanakan di
Laboratorium Bahan Teknik, Program Diploma Teknik Mesin, Sekolah Vokasi,
Universitas Gadjah Mada. Metode optimasi yang digunakan dalam penelitian ini
adalah metode Taguchi. ANAVA TAGUCHI (Analisis Varian Taguchi) dibantu
software Minitab 15 untuk mengetahui karakteristik performansi dari parameter
pemesinan.
Hasil penelitian proses pemesinan CNC milling type ZK 7040 pada
material kayu jati ini adalah: (1) Semakin tinggi kecepatan spindle, akan
menghasilkan nilai kekasaran permukaan yang semakin kecil yaitu pada level 3 =
3000 rpm; semakin tinggi laju pemakanan, akan menghasilkan nilai kekasaran
permukaan yang semakin besar yaitu pada level 3 = 1200 mm/min; semakin tinggi
kedalaman pemakanan, akan menghasilkan nilai kekasaran permukaan yang
semakin besar yaitu pada level 3 = 6 mm; dan semakin kering kayu pada variasi
arah potong serat kayu, akan menghasilkan nilai kekasaran permukaan yang
semakin kecil yaitu pada level 3 = arah pemotongan tangensial. (2) Parameter
commit to user
ix
memiliki pengaruh paling besar dengan delta S/N rasio sebesar 3,78 dan arah
potong serat kayu memiliki kontribusi paling kecil yaitu dengan delta S/N rasio
sebesar 1,92. (3) Hasil kekasaran yang optimal adalah 4,12 ± 0,42 µm.
Kata Kunci: Pemesinan kayu, CNC milling, kekasaran permukaan, dan metode
commit to user
x
HALAMAN MOTTO
Barang siapa menuntut ilmu, maka Allah akan memudahkan baginya jalan
menuju surga. Dan tidaklah berkumpul suatu kaum di salah satu dari
rumah-rumah Allah, mereka membaca kitabullah dan saling mengajarkannya di antara
mereka, kecuali akan turun kepada meraka ketenangan, diliputi dengan rahmah,
dikelilingi oleh para malaikat, dan Allah akan menyebut-nyebut mereka kepada
siapa saja yang ada di sisi-Nya. Barang siapa nerlambat-lambat dalam amalannya,
niscaya tidak akan bisa dipercepat oleh nasabnya. (H.R Muslim)
Musuh yang paling berbahaya di atas dunia ini adalah penakut dan bimbang.
Teman yang paling setia, hanyalah keberanian dan keyakinan yang teguh.
(Andrew Jackson)
Kaca, porselen dan nama baik, adalah sesuatu yang gampang sekali pecah, dan tak
akan dapat direkatkan kembali tanpa meninggalkan bekas yang nampak.
(Benjamin Franklin)
Hiduplah seperti pohon kayu yang lebat buahnya; hidup di tepi jalan dan
dilempari orang dengan batu, tetapi dibalas dengan buah.
(Abu Bakar Sibli)
Teman sejati adalah ia yang meraih tangan anda dan menyentuh hati anda.
commit to user
xi
Syukurku pada-Mu, karya ini kupersembahkan untuk :
Ø “Bapak dan Ibu”
Terima kasih atas segala do’a, ketulusan, pengorbanan dan motivasinya,
semoga anakmu bisa membahagiakanmu kelak.
Ø “Sahabat-sahabatku PTM 2008”
Terima kasih atas kebersamaannya selama ini.
Ø “Rachmasari C”
Terima kasih atas semua perhatiannya dan dorongan semangatnya,
semoga mas cepet lulus dan dapat kerja
commit to user
xii
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT yang memberi
kenikmatan dan karunia-Nya kepada penulis, sehingga penulis dapat
menyelesaikan proposal skripsi ini. Dalam menyusun proposal skripsi ini penulis
mendapat bantuan dari banyak pihak, oleh karena itu penulis mengucapkan terima
kasih kepada yang terhormat:
1. Bapak Prof. Dr. M. Furqon Hidayatullah, M.Pd. selaku Dekan Fakultas
Keguruan dan Ilmu Pendidikan UNS beserta seluruh staf.
2. Bapak Drs. Sutrisno, ST., M.Pd. selaku ketua Jurusan Pendidikan Teknik
dan Kejuruan Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas
Maret Surakarta.
3. Bapak Yuyun Estriyanto, ST., M.T. selaku ketua Progam Studi Pendidikan
Teknik Mesin Jurusan Pendidikan Teknik dan Kejuruan Fakultas
Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret Surakarta.
4. Budi Harjanto S.T., M.Eng. selaku koordinator skripsi Progam Studi
Pendidikan Teknik Mesin Jurusan Pendidikan Teknik dan Kejuruan
Fakultas Keguruan dan Ilmu Pendidikan Universitas Sebelas Maret
Surakarta.
5. Danar Susilo Wijayanto, S.T., M.Eng. selaku Dosen pembimbing I, yang
telah membimbing dan mengarahkan penulis dalam menyusun proposal
skripsi.
6. Budi Harjanto S.T., M.Eng. selaku Dosen pembimbing II, yang telah
membimbing dan mengarahkan penulis dalam menyusun proposal skripsi
7. Seluruh pihak yang tidak dapat penulis sebutkan satu per satu. Terima
kasih atas dukungan dan kerjasamanya.
Penulis menyadari bahwa proposal skripsi ini masih banyak kekurangan,
sehingga proposal skripsi ini belum sempurna. Untuk itu penulis berharap adanya
kritik dan saran yang sifatnya membangun demi kebaikan laporan ini.
Surakarta, September 2012
commit to user
xiii
Halaman
HALAMAN JUDUL... i
PERNYATAAN KEASLIAN TULISAN ... ii
HALAMAN PENGAJUAN ... iii
HALAMAN PERSETUJUAN ... iv
HALAMAN PENGESAHAN... v
HALAMAN ABSTRAK... vi
commit to user
xiv
B. Kerangka Berfikir ... 31
C. Hipotesis ... 32
BAB III METODE PENELITIAN A. Tempat dan Waktu Penelitian ... 33
BAB IV. HASIL PENELITIAN DAN PEMBAHASAN A. Hasil Pengujian Kadar Air ... 51
B. Hasil Eksperimen ... 52
C. Hasil Pengolahan Data ... 55
D. Interpretasi Hasil Eksperimen ... 69
E. Pembahasan dan Analisis Hasil Eksperimen ... 71
BAB V. SIMPULAN, IMPLIKASI, DAN SARAN A. Simpulan ... 75
B. Implikasi ... 76
C. Saran ... 77
DAFTAR PUSTAKA ... 79
commit to user
xv
Tabel Halaman
1. Susunan Pemrograman NC ... 7
2. Ketidakteraturan Suatu Profil (Konfigurasi Penampang Permukaan) ... 20
3. Jadwal Kegiatan Penelitian ... 36
4. Faktor dan Level Percobaan ... 37
5. Orthogonal Array L9(34) ... 38
6. Faktor dan Level Percobaan ... 48
7. Derajat Kebebasan ... 48
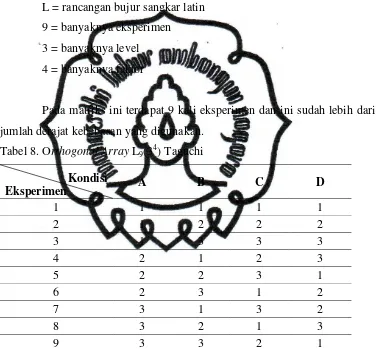
8. Orthogonal Array L9(34) Taguchi ... 49
9. Data Eksperimen Sesuai pada Tabel Orthogonal Array ... 52
10. Hasil Uji Kadar Air Kering Udara ... 54
11. Desain Orthogonal Array L9 (34) ... 55
12. Hasil Pengukuran Kekasaran Permukaan (Ra) ... 57
13. Analisis Varians Rata-rata Kekasaran Permukaan ... 58
14. Hasil Perhitungan Minitab 15 ... 79
15. Analisis Varians Rasio S/N ... 73
16. Hasil Pengukuran Kekasaran Optimal ... 73
17. Interpretasi Hasil Eksperimen Konfirmasi dan Eksperimen Taguchi ... 75
18. Berat Kayu sebelum dan sesudah Dioven ... 82
19. Respon Rata-rata Kekasaran Permukaan dari Pengaruh Faktor ... 84
20. Analisis Varians Rata-rata Kekasaran Permukaan ... 86
commit to user
xvi
22. Respon S/Nratio Kekasaran Permukaan dari Pengaruh Faktor ... 90
23. Analisis Varians Rasio S/N ... 93
commit to user
xvii
Gambar Halaman
1. Sistem Persumbuan CNC Milling ... 7
2. Pahat Flat ... 10
3. Pahat Toroid ... 11
4. Pahat Ball Nose ... 11
5. Bagian-bagian Kayu ... 14
6. Sketsa Arah Potong Serat Kayu ... 16
7. Arah Potong Serat Kayu ... 16
8. Potongan Kayu ... 18
9. Jenis-jenis Potongan Kayu ... 18
10. Motif Potongan Kayu ... 19
11. Profil Kekasaran Permukaan ... 21
12. Jarum Detektor ... 22
13. Surfcoder SE-1700 Roughness Tester... 22
14. Diagram Fishbone atau Ishikawa ... 25
15. Mesin CNC Milling Type ZK 7040 ... 41
16. Pahat Ball Nose HSS 2F ... 41
17. Surfcoder SE-1700 Roughness Tester... 42
18. Prosedur Desain Parameter Taguchi ... 47
19. Timbangan Digital .... ... 50
20. Specimen Kayu Jati.... ... 51
commit to user
xviii
22. Diagram Garis dari Respon Faktor Utama ... 62
23. Worksheet Minitab 15 ... 63
24. Create Taguchi Design ... 63
25. Taguchi Design – Design ... 64
26. Taguchi Design – Factors ... 65
27. Taguchi Design – Options ... 66
28. Worksheet Hasil Percobaan ... 66
29. Analyze Taguchi Design ... 67
30. Analyze Taguchi Design – Graphs ... 67
31. Analyze Taguchi Design – Analysis ... 68
32. Analyze Taguchi Design – Options ... 68
33. Analyze Taguchi Design – Storage ... 69
34. Proses Pengovenan Kayu ... 117
35. Proses Pemesinan ... 117
36. Hasil Roughing ... 118
37. Hasil Finishing ... 118
38. Proses Pengukuran Kekasaran ... 119
39. Replika 1.1 ... 120
40. Replika 1.2 ... 120
41. Replika 1.3 ... 120
42. Replika 2.1 ... 121
43. Replika 2.2 ... 121
44. Replika 2.3 ... 121
commit to user
xix
47. Replika 3.3 ... 122
48. Replika 4.1 ... 123
49. Replika 4.2 ... 123
50. Replika 4.3 ... 123
51. Replika 5.1 ... 124
52. Replika 5.2 ... 124
53. Replika 5.3 ... 124
54. Replika 6.1 ... 125
55. Replika 6.2 ... 125
56. Replika 6.3 ... 125
57. Replika 7.1 ... 126
58. Replika 7.2 ... 126
59. Replika 7.3 ... 126
60 Replika 8.1 ... 127
61. Replika 8.2 ... 127
62. Replika 8.3 ... 127
63. Replika 9.1 ... 128
64. Replika 9.2 ... 128
commit to user
xx
DAFTAR LAMPIRAN
Lampiran Halaman
1. Perhitungan Uji Kadar Air Kering Udara... ... 82
2. A. Pengaruh Level Faktor terhadap Ra (Kekasaran Rata-rata) ... 83
B. Analisa Varian Taguchi ... 84
3. A. Menghitung Rasio S/N ... 87
B. Pengaruh Level Faktor terhadap Ra (Kekasaran Rata-rata) ... 89
C. Analisa Varian Taguchi ... 90
4. Hasil Pengukuran Kekasaran Permukaan ... 94
5. Tabel 24. Appendiks ... 103
6. Surat- surat Perijinan dan Keterangan ... 105
commit to user
1
A. Latar Belakang Masalah
Salah satu kayu yang banyak diminati adalah jati (Tectona gradis, L.f.),
karena penampilan dekoratifnya yang menarik, kuat, dan awet. Kayu jati diekspor
ke negara lain dalam bentuk kerajinan dan mebel (Yunita, 2001). Martawijaya et
al., (1995) mengatakan bahwa permintaan masyarakat akan produk-produk yang
terbuat dari kayu jati tetap tinggi karena kayu jati diketahui mempunyai sifat-sifat
yang baik sehingga cocok untuk berbagai macam keperluan, mulai sebagai bahan
bangunan dan konstruksi, kayu lapis indah, meubel dan furnitur, barang kerajinan
sampai dengan obat-obatan (Utomo, 2006: 1).
Indonesia merupakan salah satu eksportir kayu dan furniture terbesar di
dunia. Namun secara kualitas produk Indonesia masih kalah bersaing dengan
produk dari negara lain, salah satunya Malaysia. Rendahnya penguasaan teknologi
dan pemahaman sifat mekanik pada kayu menjadi salah satu penyebabnya.
Pemakaian bahan baku dan pengerjaan kayu yang tidak sesuai dengan standar
spesifikasi dan jenis kayu membuat produk menjadi tidak sesuai kualitas yang
diinginkan (Gumilang, 2011).
Menurut pernyataan Darmawan (1997), pengerjaan kayu (wood working)
bertujuan untuk mengkonversi kayu solid maupun panel kayu menjadi produk
berdaya guna, bernilai, dan berestetika tinggi lewat serangkaian proses. Industri
pengerjaan kayu, khususnya industri furniture membutuhkan persyaratan kualitas
bahan baku lebih tinggi dibanding dengan industri kayu komposit lainnya
(Sucipto, 2009: 1). Komposit yang sering digunakan dalam industri kayu adalah
sejenis komposit matriks polimer (PMCs) dengan material serbuk
kayu/Polyethylene sebagai alternatif pengganti logam.
Kualitas suatu produk proses pemesinan sangat dipengaruhi oleh ketepatan
geometri dan kekasaran permukaan benda yang dihasilkan. Dalam penelitian ini,
dampak kecepatan pemotongan (cutting speed), laju pemakanan (feed rate),
kedalaman pemotongan (depth of cut) dan arah pemakanan terhadap kekasaran
commit to user
2
Taguchi digunakan untuk menganalisis faktor apa yang paling berpengaruh dan
kondisi optimal parameter pemesinan seperti apa yang akan menghasilkan
kekasaran permukaan yang terbaik (Rahmadi, 2010). Salah satu keunggulan
metode Taguchi adalah desain eksperimen taguchi lebih efisien karena
memungkinkan untuk melaksanakan penelitian yang melibatkan banyak faktor
dan jumlah (Soejanto, 2009: 16)
Pada proses pemesinan konvensional, cara yang digunakan untuk
mendapatkan nilai kekasaran tertentu adalah dengan trial and error dalam
memilih kecepatan spindel, laju pemakanan, kedalaman pemakanan, dan arah
pemakanan. Besaran tersebut berpengaruh terhadap kualitas hasil pemesinan serta
produktivitas. Cara trial and error tersebut tidak cocok diterapkan dalam proses
pemesinan dengan mesin CNC karena waktu proses produksi tidak efisien.
Menurut Nasuha dalam koran Sindonews (Selasa, 28 Pebruari 2012). Untuk bisa menghasilkan satu jenis ukiran saja, cukup butuh waktu lama, karena harus disertai dengan ketelatenan dan kesabaran. Sebab yang diukir adalah jenis kayu jati. Kalau sampai ada yang rusak sedikit akan berpengaruh terhadap hasil ukiran secara keseluruhan. “Minimal satu minggu baru bisa menghasilkan satu kursi atau meja. Jadi, tidak mudah dan butuh waktu lama,” tegas Nasuha.
Pada proses pemesinan milling, waktu yang dibutuhkan untuk membuat
komponen dituntut seminimal mungkin agar tercapai kapasitas produksi dan
kualitas produk yang tinggi. Oleh karena itu, parameter proses pemesinan milling
yang optimum perlu untuk diketahui. Dari latar belakang permasalahan tersebut,
maka peneliti mengambil judul: “OPTIMASI PARAMETER PROSES
PEMESINAN CNC MILLING TERHADAP KEKASARAN PERMUKAAN
KAYU JATI DENGAN METODE TAGUCHI”.
B. Identifikasi Masalah
Berdasarkan latar belakang masalah di atas, terdapat beberapa
permasalahan yang berhubungan dengan kekasaran permukaan kayu pada proses
commit to user
1. Permintaan masyarakat cukup tinggi akan produk-produk yang terbuat dari
kayu jati karena penampilan dekoratifnya yang menarik, kuat, dan awet.
2. Membutuhkan waktu cukup lama untuk menghasilkan satu jenis ukiran kayu
jati.
kecepatan spindle (spindle speed), laju pemakanan (feed rate), kedalaman
pemotongan (depth of cut).
6. Pengaruh arah potong serat kayu (arah longitudinal, arah radial, dan arah
tangensial) terhadap kekasaran permukaan kayu jati.
7. Penentuan parameter pemotongan CNC Milling sesuai material benda kerja
(struktur dan kekerasan) dan karakteristik alat potong (geometri, jumlah mata
sayat, dan material alat potong).
C. Batasan Masalah
Agar penelitian yang dilakukan pembahasannya tepat pada sasaran dan
tidak terlalu menyimpang dari permasalahan, maka peneliti membatasi pada hal:
1. Materi uji adalah kayu jati yang berumur + 10 tahun, pada kondisi kering
udara.
2. Sifat fisis dan mekanik kayu tidak dibahas hingga detail.
3. Parameter pemesinan terdiri atas: kecepatan putaran spindel (n) (rpm), laju
pemakanan (f) (mm/min), kedalaman pemakanan (a) (mm).
4. Arah potong serat kayu yang diaplikasikan, yaitu arah longitudinal, arah
radial, dan arah tangensial.
5. Pengukuran kekasaran permukaan dilakukan pada permukaan datar (flat).
6. Pahat potong yang digunakan adalah Ball Nose HSS two flute lenght
commit to user
4
7. Analisis hanya dilakukan pada parameter pemesinan CNC Milling yang
diaplikasikan.
8. Analisis kekasaran permukaan dilakukan pada kekasaran permukaan rata-rata
(Ra).
9. Proses pemesinan tanpa menggunakan cairan pendingin (coolant).
10. Kayu yang digunakan sebagai material tidak memiliki mata kayu.
D. Perumusan Masalah
Berdasarkan identifikasi masalah dan pembatasan masalah di atas dapat
ditentukan perumusan masalah sebagai berikut:
1. Bagaimanakah pengaruh kecepatan spindle terhadap tingkat kekasaran
permukaan kayu hasil pemesinan CNC Milling pada material kayu jati?
2. Bagaimanakah pengaruh laju pemakanan terhadap tingkat kekasaran
permukaan kayu hasil pemesinan CNC Milling pada material kayu jati?
3. Bagaimanakah pengaruh kedalaman pemakanan terhadap tingkat kekasaran
permukaan kayu hasil pemesinan CNC Milling pada material kayu jati?
4. Bagaimanakah pengaruh arah potong serat kayu terhadap tingkat kekasaran
permukaan kayu hasil pemesinan CNC Milling pada material kayu jati?
5. Parameter manakah yang menghasilkan nilai kekasaran permukaan optimal
pada pemesinan CNC Milling pada material kayu jati dengan menggunakan
metode Taguchi?
E. Tujuan Penelitian
Berdasarkan perumusan masalah di atas, tujuan penelitian ini adalah:
1. Mengetahui pengaruh kecepatan spindle terhadap tingkat kekasaran
permukaan kayu hasil pemesinan CNC Milling pada material kayu jati.
2. Mengetahui pengaruh laju pemakanan terhadap tingkat kekasaran permukaan
kayu hasil pemesinan CNC Milling pada material kayu jati.
3. Mengetahui pengaruh kedalaman pemakanan terhadap tingkat kekasaran
commit to user
4. Mengetahui pengaruh arah potong serat kayu terhadap tingkat kekasaran
permukaan kayu hasil pemesinan CNC Milling pada material kayu jati.
5. Mengetahui parameter manakah yang menghasilkan nilai kekasaran
permukaan optimal pada pemesinan CNC Milling pada material kayu jati,
dengan menggunakan metode Taguchi.
F. Manfaat Penelitian
1. Manfaat Teoritis
a. Sebagai masukan dan pertimbangan bagi perkembangan penelitian
sejenis di masa yang akan datang.
b. Menjadi bahan pustaka bagi Program Studi Pendidikan Teknik Mesin
Jurusan Pendidikan Teknik dan Kejuruan Fakultas Keguruan dan Ilmu
Pendidikan Universitas Sebelas Maret Surakarta.
2. Manfaat Praktis
a. Dapat digunakan sebagai acuan dalam menentukan optimasi parameter
pemesinan untuk mendapatkan nilai kekasaran yang diinginkan dalam
proses pemesinan CNC Milling.
b. Memberikan kontribusi ilmiah kepada industri mebel berupa tolok ukur
parameter pemesinan CNC Milling yang optimal.
c. Menjadi masukan bagi operator mesin CNC Milling dalam peningkatan
kualitas dan kuantitas produk hasil proses pemesinan serta peningkatan
commit to user
6
BAB II
KAJIAN PUSTAKA
A. Kajian Teori dan Hasil Penelitian yang Relevan
1. Kajian Teori
a. Mesin CNCMilling
1) Pengertian Mesin CNCMilling
Mesin Computer Numerical Control (CNC) Milling adalah mesin
milling yang diprogram secara numerik dengan komputer (Darmanto,
2007: 5). Mesin CNC milling merupakan hasil pengembangan dari mesin
milling konvensional. Mesin ini memiliki kelebihan dibanding dengan
mesin milling konvensional (Subagio, 2008: 42), di antaranya:
a) Ketelitian tinggi (Accurate)
b) Ketepatan tinggi (Presice)
c) Produktifitas tinggi (Productive)
d) Dapat mengerjakan bentuk yang kompleks
Mesin CNC ini digolongkan menjadi dua bagian, yaitu: Mesin
CNC Milling Training Unit dan Mesin CNC Milling Production Unit.
Kedua tipe mesin CNC tersebut prinsip kerjanya sama. Perbedaannya
hanya pada penerapan dan penggunaannya. Mesin CNC Milling Training
Unit digunakan untuk pekerjaan yang ringan, sedangkan Mesin CNC
Milling Production Unit digunakan untuk pekerjaan massal. Mesin CNC
Milling dikendalikan komputer, sehingga semua gerakan berjalan secara
otomatis sesuai dengan perintah yang diberikan melalui program yang
disebut G-Code.
2) Prinsip Kerja Mesin CNC Milling
Mesin CNC milling menggunakan sistem persumbuan dengan
dasar sistem koordinat Kartesius (arah jarum jam). Untuk menjelaskan
commit to user
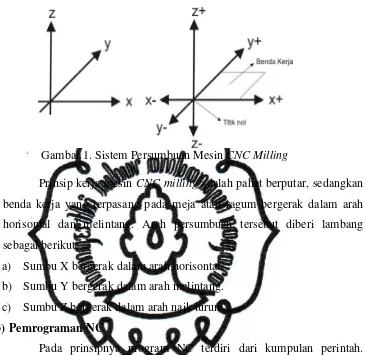
Gambar 1. Sistem Persumbuan Mesin CNC Milling
Prinsip kerja mesin CNC milling adalah pahat berputar, sedangkan
benda kerja yang terpasang pada meja atau ragum bergerak dalam arah
horisontal dan melintang. Arah persumbuan tersebut diberi lambang
sebagai berikut:
a) Sumbu X bergerak dalam arah horisontal.
b) Sumbu Y bergerak dalam arah melintang.
c) Sumbu Z bergerak dalam arah naik turun.
3) Pemrograman NC
Pada prinsipnya program NC terdiri dari kumpulan perintah.
Perintah tersebut ditransfer oleh pengendalian menjadi impuls–impuls
pengendali untuk mesin perkakas. Bahasa program NC adalah format
perintah dalam satu baris blok dengan menggunakan kode huruf, angka
dan simbol. Mesin CNC mempunyai perangkat komputer yang disebut
Machine Control Unit (MCU) yakni suatu perangkat yang berfungsi
menterjemahkan bahasa kode ke dalam bentuk gerakan persumbuan sesuai
bentuk benda kerja. Kode-kode bahasa dalam mesin CNC dikenal dengan
kode G dan M, kode ini telah distandarkan dalam ISO 1056, DIN 66025,
BS 3635 dan RS 274D. Tabel 1 ini contoh blok program NC:
Tabel 1. Susunan Pemrograman NC
G /M X Y Z F S
Blok I M03 - - - - S1000
Blok II G01 X10 Y0 Z0 50
commit to user
8
Tabel 1 menjelaskan bahwa pada blok I, kode M03 memerintahkan
spindel mesin berputar dan S1000 artinya spindel berputar dengan
kecepatan 1000 rpm. Pada blok II, kode G01 artinya memerintahkan
bergerak dengan penyayatan, X10 menunjukkan arah gerakan penyayatan
kesumbu X sejauh 10 mm, dan F50 menunjukkan laju pemakanan ke arah
sumbu X sebesar 50 mm/menit.
4) Variabel Proses Pemotongan Mesin CNC Milling
Pada proses pemotongan dengan menggunakan Mesin CNC milling
terdapat beberapa variabel/parameter. Variabel-variabel pemesinan akan
berpengaruh langsung pada kualitas dan kapasitas hasil produk.
Variabel-variabel ini akan dianalisis untuk mendapatkan kualitas dan kapasitas
produktivitas yang optimal. Variabel-variabel ini akan dioptimasi guna
mendapatkan hasil produk yang diinginkan. Beberapa variabel/parameter
permesinan ini antara lain:
a) Kecepatan Putar Spindel (Spindle Speed)
Gerak utama mesin CNC milling adalah gerak berputar oleh
pisau milling. Putaran spindle merupakan putaran dari spindle utama
mesin yang juga merupakan putaran pisau atau pahat dalam satuan
rpm. Jumlah kecepatan putaran mesin yang digunakan tergantung dari
kecepatan potong dan diameter pisau milling.
2
=
Ė nnn(rpm)
Keterangan: Vs = kecepatan potong (mm/menit)
d = diameter pisau atau pahat (mm)
S = kecepatan spindel (rpm)
b) Kecepatan potong (Cutting Speed)
Kecepatan potong adalah jarak yang ditempuh oleh salah satu
mata potong atau pisau dalam mm/menit. Kecepatan potong
merupakan suatu harga yang diperlukan dalam menentukan kecepatan
commit to user
potong ditentukan oleh jenis alat potong dan jenis benda kerja yang
dipotong:
1000 S d
Vs=p ´ ´ (mm/menit)
c) Pemakanan (Feed Rate)
Pemakanan atau penyayatan pada mesin CNC milling dapat
dilakukan searah jarum jam atau berlawanan dengan jarum jam.
Proses penyayatan pada mesin CNC milling memiliki kesamaan pada
proses bubut, rumus empirik gaya dan momen puntir dalam proses
milling juga ditentukan oleh tebal geram yang terpotong. Geram yang
terjadi pada proses pemakanan di mesin CNCmilling berbentuk koma.
Ukuran pemakanan (feed) dapat dihitung dengan satuan feed
tiap putaran, ini tergantung bahan apa yang akan disayat oleh tiap
mata pisau milling.
6 = (mm/rev)
Keterangan: f = laju makan (mm/rev)
6 = rata- rata kecepatan pemakanan (mm/menit)
n = jumlah putaran (rpm)
d) Kedalaman Pemakanan(Depth of Cut)
Kedalaman pemakanan merupakan kedalaman pemotongan
yang dilakukan oleh pahat/ pisau.
= ( ) (mm atau inchi)
Keterangan: Do = diameter awal benda kerja (mm atau inchi)
commit to user
10
b. Pahat
Pahat adalah suatu alat yang digunakan untuk menyayat atau
memotong bagian dari benda kerja yang ingin dihilangkan. Ada berbagai
jenis pahat yang digunakan pada mesin CNC milling sesuai dengan
kebutuhan dan keinginan dari operator mesin. Tetapi secara umum pahat
pada mesin CNC milling dapat dibedakan menjadi 3 macam yaitu: Flat,
Toroid dan Ball Nose.
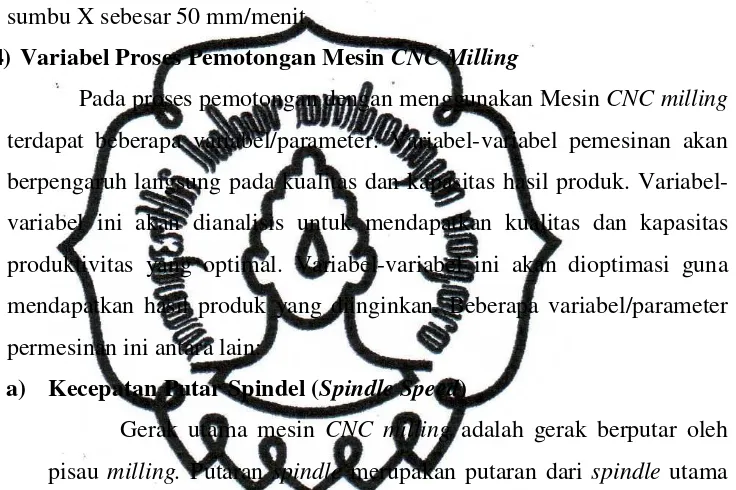
1) Pahat Flat
Pahat flat mempunyai permukaan datar dan runcing pada bagian sisi
ujungnya, pahat ini biasanya digunakan untuk meratakan permukaan pada
benda kerja. Pahat flat juga cocok digunakan untuk proses roughing
(pemakanan kasar) ini dikarenakan ujung pahat yang runcing, sehingga
lebih tajam apabila digunakan untuk menyayat benda kerja.
Gambar 2. Pahat Flat (Sumber: Kiswanto dan Zulhendri, 2007)
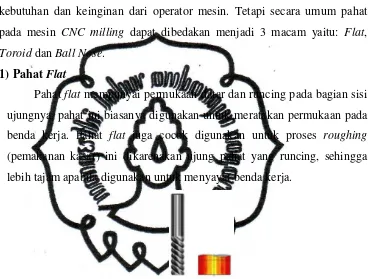
2) Pahat Toroid
Pahat toroid mempunyai permukaan yang datar dan pada bagian sisi
tepinya terdapat radius, sehingga pahat ini dapat digunakan untuk proses
roughing dan dapat digunakan untuk proses semi finishing. Permukaannya
yang datar dapat digunakan untuk meratakan permukaan benda kerja yang
membutuhkan bentuk datar. Ujungnya yang terdapat radius dapat
commit to user
Gambar 3. Pahat Toroid (Sumber: Kiswanto dan Zulhendri, 2007)
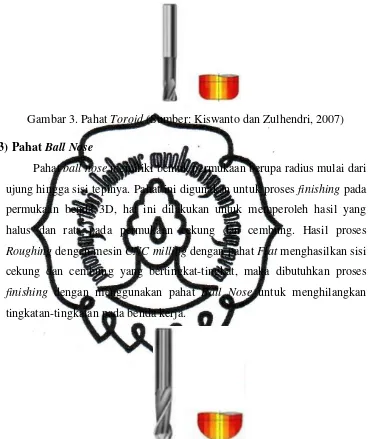
3) Pahat Ball Nose
Pahat ball nose memiliki bentuk permukaan berupa radius mulai dari
ujung hingga sisi tepinya. Pahat ini digunakan untuk proses finishing pada
permukaan benda 3D, hal ini dilakukan untuk memperoleh hasil yang
halus dan rata pada permukaan cekung dan cembung. Hasil proses
Roughing dengan mesin CNCmilling dengan pahat Flat menghasilkan sisi
cekung dan cembung yang bertingkat-tingkat, maka dibutuhkan proses
finishing dengan menggunakan pahat Ball Nose untuk menghilangkan
tingkatan-tingkatan pada benda kerja.
Gambar 4. Pahat Ball Nose (Sumber: Kiswanto dan Zulhendri, 2007)
c. Kayu
1) Macam-macam Jenis Produk Kayu Olahan
Sekarang ini banyak sekali produk yang terbuat dari bahan kayu,
seperti : mainan anak-anak, benda-benda furniture, peralatan sekolah,
dan lain-lain. Tetapi tidak semua jenis kayu yang bagus untuk diolah.
commit to user
12
a) Kayu Jati
Kayu jati merupakan jenis kayu yang paling banyak diminati
karena serat dan teksturnya yang paling indah. Karakteristiknya yang
kuat, stabil serta tahan lama menjadikan kayu ini pilihan utama dalam
bahan material bangunan. Kayu jati juga termasuk kelas awet dan kuat
I dan II. Kayu jati juga kayu yang tahan dari jamur, rayap dan
serangga lainnya karena kandungan minyak yang terdapat pada kayu.
b) Kayu Merbau
Kayu merbau merupakan salah satu jenis kayu yang cukup
kuat dan keras. Kayu merbau juga stabil sebagai alternatif
perbandingan dengan kayu jati. Termasuk juga dalam kelas awet dan
kuat I dan II. Merbau juga sudah terbukti terhadap ancaman berbagai
jenis serangga. Warna kayu merbau cokelat kemerahan dan terkadang
ada highlight kuning. Kayu merbau biasanya difinishing dengan
melamin warna gelap atau tua.
c) Kayu Mahoni
Kayu mahoni mempunyai tekstur yang cukup halus, seratnya
indah dan berwarna merah muda sampai merah tua. Biasanya
digunakan sebagai elemen dekorasi ruangan. Termasuk kayu dengan
kelas awet III tetapi mempunyai kelas kuat II dan III.
d) Kayu Bangkirai
Kayu bangkirai merupakan jenis kayu yang cukup awet dan
kuat, dimana kayu bangkirai ini mempunyai kualitas kelas awet I, II,
III dan mempunyai kelas kuat I,II. Sifat kerasnya juga disertai sifat
kegetasan yang tinggi pula, hingga mudah muncul retak rambut
dipermukaannya. Pada kayu ini sering ditemukan pin hole. Retak
rambut dan pin hole ini dapat ditutupi dengan wood filler. Pin hole
tidak mengurangi kekuatan dari kayu bangkirai ini sendiri. Kekuatan
dari kayu bangkirai bisa digunakan sebagai material konstruksi berat
commit to user e) Kayu Kamper
Kayu kamper sejak lama sudah menjadi alternatif bahan
bangunan yang harganya lebih terjangkau. Meski tidak setahan kayu
jati dan sekuat bangkirai, kamper mempunyai serat yang halus dan
indah sehingga sering menjadi pilihan bahan membuat pintu panil dan
jendela. Karena tingkat kegetasannya lebih rendah dibandingkan
dengan kayu bangkirai maka retak rambut jarang ditemui. Karena
tidak sekeras bangkirai, kecenderungan berubah bentukpun juga besar,
sehingga tidak disarankan untuk pintu dan jendela yang terlalu lebar
itu tidak tahan terhadap cuaca, sehingga tidak disarankan untuk
dipakai diluar ruangan. Kayu meranti merah termasuk dalam kelas
awet III, IV tetapi mempunyai kelas kuat II, IV.
g) Kayu Sonokeling
Kayu sonokeling mempunyai serat kayu yang sangat indah,
berwarna ungu berloreng hitam atau hitam keunguan yang berbelang
dengan coklat kemerahan. Kayu sonokeling selain indah dan kuat juga
awet sehingga dapat dipergunakan sebagai material konstruksi
bangunan. Kayu ini termasuk dalam kelas Awet I dan Kelas Kuat II.
h) Kayu Sungkai
Kayu sungkai teksturnya cukup halus, seratnya indah dan
berwarna kuning pucat. Kayu sungkai sering digunakan sebagai bahan
dari elemen dekoratif. Kayu sungkai mempunyai kelas Awet III dan
commit to user
14
i) Kayu Kelapa
Kayu kelapa adalah salah satu sumber kayu alternatif baru
yang berasal dari perkebunan kelapa yang sudah tidak dapat
menghasilkan lagi (berumur 60 tahun ke atas) sehingga harus ditebang
agar bisa diganti dengan bibit yang baru. Pohon kelapa termasuk
dalam jenis palem. Struktur pohon kelapa berupa serat yang berbentuk
garis-garis pendek. Pada pohon kelapa tidak ditemukan alur serat
lurus dan serat mahkota.
2) Kayu Jati
Menurut pernyataan Sumarna (2002) nama ilmiah dari jati
adalah Tectona grandis, Linn F. Salah satu kegunaan yang
mengagumkan dari kayu jati adalah kemampuannya bertahan di segala
macam kondisi cuaca. Furniture yang digunakan untuk exterior tidak
memerlukan cat ataupun pernis. Badai salju, hujan yang lebat maupun
panas tropis tidak dapat mengalahkan kekuatan jati. Jati adalah salah satu
dari beberapa kayu di dunia yang mempunyai minyak alami untuk
menangkal air dan menjaga kayu dari kerutan, retak ataupun pecah. Jati
sangat tahan terhadap lapuk dan secara alami tahan terhadap rayap
(Utomo, 2006: 3).
a) Struktur Kayu
commit to user
b)Sifat-sifat Kayu Jati
Menurut Mandang dan Pandit (2002), Jati merupakan kayu yang
agak keras dan agak berat. Bagian teras berwarna kuning emas
kecoklatan sampai coklat kemerahan, mudah dibedakan dari gubal yang
berwarna putih agak keabu-abuan. Kayu bercorak dekoratif yang indah
karena mempunyai lingkaran tumbuh yang jelas yang dapat dilihat baik
pada bidang lintang, radial maupun tangensial. Tekstur kayu agak kasar
sampai kasar dan tidak rata. Arah serat lurus, bergelombang sampai agak
berpadu. Berat jenis kayu rata-rata 0,67 (0,62 s/d 0,75) dengan kelas
awet I-II, dan kelas kuat II (Utomo, 2006: 4).
Martawijaya et al. (1995) berpendapat bahwa kayu jati mudah
dikerjakan, baik dengan mesin maupun dengan alat tangan. Jika alat-alat
yang digunakan cukup tajam dapat dikerjakan sampai halus, tetapi
bidang transversal harus dikerjakan dengan hati-hati karena kayunya
agak rapuh. Kayu jati dapat divernis dan dipelitur dengan baik (Utomo,
2006: 4).
c) Kekerasan Kayu
Kekerasan kayu adalah suatu ukuran kekuatan kayu menahan gaya
yang membuat takik atau lekukan padanya. Hal ini merupakan suatu
pertimbangan menentukan suatu jenis kayu untuk digunakan sebagai
lantai rumah, balok pengerasan, pelincir sumbu, dan lain-lain. Kekerasan
dalam arah sejajar serat pada umumnya melampaui kekerasan kayu
dalam arah yang lain (Dumanauw, 1990: 25).
d)Kadar Air Kayu
Kadar air kayu (Ka) adalah banyaknya air yang terkandung pada
sepotong kayu (Dumanauw, 1990: 30). Pengujian untuk mengetahui
kadar air kayu dilakukan dengan menyiapkan benda uji yang ditimbang
berat awal (Wb), kemudian dimasukkan ke dalam oven dengan suhu 103
± 2 °C selama 24 jam dan ditimbang kembali untuk mengetahui berat
commit to user
16
Ka = H H
H x 100% Keterangan: Ka = kadar air (%)
Wb = berat awal sebelum dioven (gram)
Wo = berat kering tanur (setelah dioven) (gram)
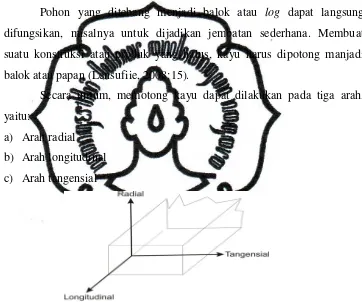
e) Pemotongan Kayu
Pohon yang ditebang menjadi balok atau log dapat langsung
difungsikan, misalnya untuk dijadikan jembatan sederhana. Membuat
suatu konstruksi atau produk yang halus, kayu harus dipotong manjadi
balok atau papan (Lensufiie, 2008:15).
Secara umum, memotong kayu dapat dilakukan pada tiga arah,
yaitu:
a) Arah radial
b) Arah longitudinal
c) Arah tangensial
Gambar 6. Sketsa Arah Potong Serat Kayu (Sumber: Lensufiie, 2008:16)
commit to user
Kekuatan kayu yang menahan beban ternyata lebih besar pada arah
sumbu longitudinal daripada arah-arah yang lain. Demikian pula aliran zat
cair lebih cepat dan lebih mudah pada arah longitudinal daripada arah
sumbu radial dan tangensial. Sebaliknya, kembang susut kayu yang
terbesar terdapat pada arah tangensial. Muai termal kayu juga berbeda arah
tangensial, radial dan longitudinal. Arah tangensial adalah garis singgung
cincin pertumbuhan, arah radial adalah tegak lurus pada
cincin-cincin pertumbuhan, sedangkan arah longitudinal adalah sejajar serat-serat
(Gambar 7).
Muai termal arah tangensial dan radial lebih besar daripada arah
longitudinal, karena muai termal arah longitudinal hampir tidak tergantung
pada berat jenis. Penyusutan dan kekuatan arah tangensial, radial dan
longitudinal juga tidak sama. Pada arah tangensial dan radial penyusutan
cukup tinggi, sedangkan pada arah longitudinal tidak tinggi. Kekuatan
arah longitudinal ± 20 kali kekuatan tarik arah radial, karena perpatahan
terjadi dalam sel trachied yang memanjang. Berat jenis meningkat untuk
kadar lembab tertentu, berarti meningkatnya ketebalan sel dinding dan
kenaikannya sebanding dengan kekuatan longitudinal. Kekuatan dalam
arah melintang akan meningkat untuk kadar lembab tertentu, karena makin
padat kayu makin kecil kemungkinan untuk patah dalam arah sejajar
dengan sel trachied yang kosong.
Pemotongan kayu bulat untuk menjadi papan atau balok biasanya
menggunakan gergaji pita (belt saw). Ada beberapa posisi potong kayu
commit to user
18
Gambar 8. Potongan Kayu (Sumber: Lensufiie, 2008:16)
Dari gambar 8, diperoleh empat jenis potongan papan dan tiga
jenis potongan balok, yaitu:
Gambar 9. Jenis Potongan Kayu (Sumber: Lensufiie, 2008:17)
Kayu yang dipotong menjadi papan memiliki tiga motif, seperti
terlihat pada gambar di bawah, yaitu:
a) Papan tengah kayu
b) Papan potongan tangensial
c) Papan potongan radial
Keterangan:
a. Papan Flat Sawn Tangensial
b. Papan Quarter Sawn Semi Radial
c. Papan Quarter Sawn Radial/ Rift Sawn
d. Papan Tengah/ Hati
e. Balok Radial Sawn
f. Balok Quarter Sawn Semi Radial
commit to user
Gambar 10. Motif Potongan Kayu (Sumber: Lensufiie, 2008:17)
Papan potongan tangensial memiliki motif yang lebih bagus,
sedangkan papan potongan radial memiliki struktur kayu yang lebih kuat.
d. Metrologi Konfigurasi Permukaan
Metrologi geometri adalah ilmu dan teknologi untuk melakukan
pengukuran karakteristik geometri suatu produk dengan alat ukur. Cara
pengkurannya pun harus dilakukan sesuai prosedur, sehingga data
pengukuran dan analisis data menghasilkan harga yang dianggap sebagai
nilai terdekat dengan geometri yang sesungguhnya. Metrologi geometri
meliputi ukuran, bentuk, posisi, dan kekasaran permukaan pada produk.
Permukaan adalah batas yang memisahkan antara benda padat dengan
sekelilingnya. Konfigurasi permukaan merupakan suatu karakteristik
geometri golongan mikrogeometri. Makrogeometri adalah permukaan secara
keseluruhan yang membuat bentuk atau rupa yang spesifik misalnya
permukaan poros, lubang, sisi dan lain-lain yang tercakup pada elemen
geometri ukuran, bentuk dan posisi (Rochim, 2001: 52).
Karakteristik suatu permukaan memegang peranan penting dalam
perancangan komponen mesin atau peralatan. Biasanya karakteristik suatu
permukaan perlu dinyatakan dengan jelas, misalnya dalam kaitannya dengan
gesekan, keausan, pelumasan ketahanan lelah, perekatan dua atau lebih Keterangan:
1) Papan tengah kayu
commit to user
20
komponen mesin dan sebagainya. Surface roughness memegang peranan
yang cukup penting dengan ketahanan kontak (contact resistance).
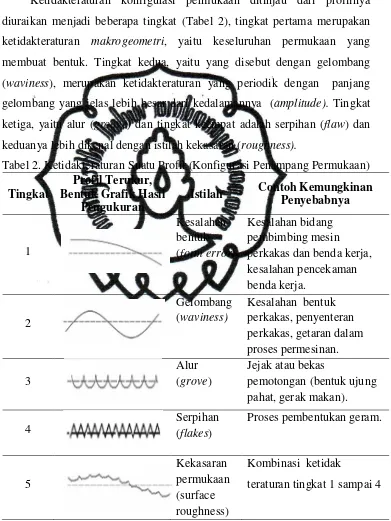
Ketidakteraturan konfigurasi permukaan ditinjau dari profilnya
diuraikan menjadi beberapa tingkat (Tabel 2), tingkat pertama merupakan
ketidakteraturan makrogeometri, yaitu keseluruhan permukaan yang
membuat bentuk. Tingkat kedua, yaitu yang disebut dengan gelombang
(waviness), merupakan ketidakteraturan yang periodik dengan panjang
gelombang yang jelas lebih besar dari kedalamannya (amplitude). Tingkat
ketiga, yaitu alur (groove) dan tingkat keempat adalah serpihan (flaw) dan
keduanya lebih dikenal dengan istilah kekasaran (roughness).
Tabel 2. Ketidakteraturan Suatu Profil (Konfigurasi Penampang Permukaan)
(Sumber: Rochim, 2001: 55)
commit to user
Kekasaran permukaan (surface roughness) dibedakan menjadi dua,
yaitu:
1) Ideal surface roughness
Ideal surface roughness adalah kekasaran ideal (terbaik) yang bisa
dicapai dalam suatu proses permesinan dengan kondisi ideal.
2) Natural surface roughness
Natural surface roughness adalah kekasaran alamiah yang
terbentuk dalam proses pemesinan karena adanya berbagai faktor yang
mempengaruhi proses pemesinan tersebut.
Faktor-faktor yang mempengaruhi kekasaran ideal di antaranya:
a) Getaran yang terjadi pada mesin
b) Ketidaktepatan gerakan bagian-bagian mesin
c) Ketidakteraturan feed mechanism
d) Adanya cacat pada material
e) Gesekan antara chip dan material
Gambar 11. Profil Kekasaran Permukaan (Sumber: Rochim, 2001: 56)
Parameter amplitudo kekasaran permukaan yang dipakai di industri
ada macam tipe, seperti roughness average (Ra), root-mean-square
roughness (Rq), dan maximum peak-to-valley roughness (Ry atau Rmax).
Parameter yang digunakan dalam penelitian ini adalah Ra, karena parameter
ini dianggap paling cocok untuk proses pemesinan dan lebih sensitif
terhadap penyimpangan yang terjadi pada proses pemesinan (Daniel, 2010).
commit to user
22
dari tinggi profil kekasaran sepanjang pengamatan seperti gambar 12.
Menurut Taufiq Rochim (2001), Ra adalah harga rata-rata aritmetik dibagi
harga absolutnya jarak antara profil terukur dengan profil tengah
dirumuskan sebagai berikut:
� 1 | |Š μm
n
Dimana : Ra = simpangan rerata perhitungan dari rata-rata garis
L = panjangnya sampling
y = ordinat kurva profil
Penelitian ini menggunakan alat ukur Surface Roughness Tester.
Bekerjanya alat ukur ini karena adanya detektor yang berupa jarum untuk
meraba permukaan yang akan diukur.
Jarum Detektor
Gambar 12. Jarum Detektor
Pendeteksian dapat dilakukan 3 parameter, Ra, Rz, dan Rmax dalam
spesifikasi DIN ato ISO/JIS. Dalam metode DIN ketiga parameter dapat
ditentukan dari profil kekasaran yang ditampilkan. Menurut ISO/JIS model
parameter Ra dapat ditentukan dari profil kekesatan, sedangkan parameter
Rz dan Rmax ditentukan tidak melalui tampilan. Hasil pengukuran tersebut
akan muncul pada layar monitor alat tersebut berupa grafik maupun angka.
commit to user
e. Metode Taguchi
Salah satu pengendalian kualitas secara Off-line Quality Control
adalah Metode Taguchi dengan penggagasnya adalah Genichi Taguchi.
Dalam penelitiannya, Taguchi menggunakan desain percobaan yaitu
rancangan fraksional factorial (Wuryandari, et al., 2009: 81). Metode
Taguchi adalah metode eksperimen yang bertujuan untuk memperbaiki
kualitas produk dan proses dalam waktu yang bersamaan menekan biaya
dan sumber daya seminimal mungkin sehingga dicapai kondisi yang optimal
dan efisien (Soejanto, 2009). Cara yang digunakan dalam desain
eskperimen Taguchi adalah Orthoginal array untuk mempelajari layout
desain parameter dan Signal to Noise Ratio (S/N Ratio) untuk indikator
kualitas dan meminimalkan sensitivitas karakteristik kualitas. Taguchi
menyusun Orthogonal Array (OA) untuk tata letak eksperimennya. Tabel
OA dapat digunakan untuk menentukan kontribusi setiap faktor yang
berpengaruh terhadap kualitas dan dapat diketahui tingkat faktor yang
memberikan hasil yang optimal. Dengan OA untuk tata letak
eksperimennya, maka tidak semua perlakuan dijalankan atau dengan kata
lain, runnya dapat dipersingkat sehingga biaya, waktu dan materi percobaan
dapat dikurangi.
Keunggulan atau kelebihan metode Taguchi adalah (Soejanto, 2009:
16-17):
1) Desain eksperimen Taguchi lebih efisien, karena memungkinkan untuk
melaksanakan penelitian yang melibatkan banyak faktor dan jumlah.
2) Desain eksperimen Taguchi memungkinkan diperolehnya suatu proses
yang menghasilkan produk yang konsisten dan kokoh terhadap faktor
yang tidak dapat dikontrol.
3) Metode Taguchi menghasilkan kesimpulan mengenai respon
faktor-faktor dan level faktor-faktor-faktor-faktor kontrol yang menghasilkan nilai optimum.
Ada tiga tahapan utama desain eksperimen Taguchi dengan
commit to user
24
1) Tahap Perencanaan
Tahap perencanaan merupakan tahap terpenting seorang peneliti
harus menentukan ke mana penelitian ini akan dibawa. Adapun kegiatan
yang termasuk dalam tahap ini adalah:
a) Perumusan Masalah
Perumusan masalah digunakan untuk mengidentifikasi atau
merumuskan masalah yang akan diselidiki dalam eksperimen.
b) Tujuan Eksperimen
Tujuan eksperimen merupakan tujuan yang melandasi
eksperimen untuk menjawab apa yang telah dinyatakan dalam
perumusan masalah, yaitu mencari sebab yang menjadi akibat dari
masalah yang diamati.
c) Penentuan Variabel Terikat
Variabel terikat adalah variabel yang perubahannya tergantung
pada variabel lain. Variabel inilah nantinya akan menjadi tujuan
penelitian.
d) Identifikasi Faktor-faktor (Variabel Bebas)
Variabel bebas adalah variabel yang mempengaruhi variabel
terikat, baik secara positif atau negatif. Pada tahap ini akan dipilih
faktor-faktor mana saja yang akan diselidiki pengaruhnya terhadap
variabel tak bebas. Diagram Ishikawa (fishbone diagram) merupakan
metode yang paling sering digunakan untuk mengidentifikasi
faktor-faktor yang potensial. Pengaruh utama (variabel bebas) diurutkan
penyebabnya yang mungkin berpengaruh pada variabel bebas yang
diamati. Akibat ada di sebelah kanan dan sebab berada di sebelah
commit to user
Gambar 14. Diagram Ishikawa faktor-faktor yang Berpengaruh pada Kekasaran Permukaan
e) Pemisahan Faktor Kontrol dan Faktor Gangguan
Faktor kontrol adalah faktor yang nilainya dapat diatur atau
dikendalikan. Faktor gangguan adalah faktor yang nilainya tidak dapat
diatur atau dikendalikan.
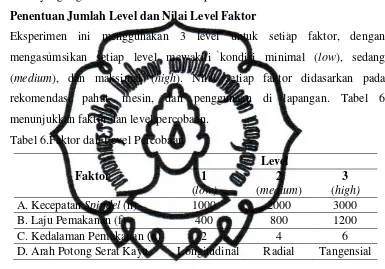
f) Penentuan Jumlah Level dan Nilai Level Faktor
Tahap penentuan jumlah level untuk ketelitian hasil
eksperimen dan biaya penelitian menjadi yang terpenting. Semakin
banyak level yang diteliti, maka akan semakin akurat data yang
dihasilkan tetapi akan semakin tinggi biayanya.
g) Perhitungan Derajat Kebebasan
Penghitungan derajat kebebasan dilakukan untuk menghitung
jumlah minimum eksperimen yang dilakukan untuk menyelidiki
faktor yang diamati.
h) Pemilihan Matriks Ortogonal
Pemilihan matriks orthogonal sangat tergantung dari jumlah
commit to user
26
ortogonal yang dipilih akan mempengaruhi total jumlah derajat
kebebasan.
2) Tahap Pelaksanaan Eksperimen
Tahap pelaksanaan eksperimen Taguchi adalah melakukan
pekerjaan berdasarkan setting faktor pada matriks ortogonal dengan
jumlah eksperimen sesuai dengan jumlah replikasi dan urutan seperti
pada randomisasi.
Langkah-langkah eksperimen yang akan dilaksanakan
dalam tahap pelaksanaan eksperimen meliputi:
a) Jumlah Replikasi
Replikasi adalah pengulangan kembali perlakuan yang sama
dalam suatu percobaan dengan kondisi yang sama. Replikasi
dilakukan untuk tujuan:
(1) Menambah ketelitian eksperimen.
(2) Mengurangi tingkat kesalahan pada eksperimen.
(3) Memperoleh harga taksiran kesalahan eksperimen, sehingga
memungkinkan dilaksanakannya uji signifikan hasil eksperimen.
b) Pengacakan (randomisasi)
Secara umum pengacakan dimaksudkan untuk:
(1) Meratakan pengaruh faktor yang tidak dapat dikendalikan pada
semua unit eksperimen.
(2) Memberikan kesempatan yang sama pada semua unit eksperimen
untuk menerima suatu perlakuan, sehingga diharapkan ada
kehomogenan pengaruh dari setiap perlakuan yang sama.
(3) Mendapatkan hasil pengamatan yang bebas satu sama lain.
3) Tahap Analisis
Pada tahap analisis dilakukan pengumpulan dan pengolahan
data yang meliputi pengumpulan data, pengaturan data, perhitungan serta
commit to user
a) Analisis Varian Taguchi (ANAVA Taguchi)
Anava merupakan teknik yang digunakan dalam menganalisis
data yang telah disusun dalam perencanaan eksperimen secara statistik.
Anava digunakan untuk membantu mengidentifikasi kontribusi faktor,
sehingga akurasi perkiraan model dapat ditentukan. Anava untuk matriks
ortogonal dilakukan berdasarkan perhitungan jumlah kuadrat untuk
masing-masing kolom.
(1) Jumlah Kuadrat Total (SST)
SS = y
Dimana : N = jumlah percobaan
y = data yang diperoleh dari percobaan
(2) Jumlah Kuadrat Faktor (Sum Square)
nAi : jumlah percobaan level ke-i faktor A
T : jumlah keseluruhan nilai data
N : jumlah data keseluruhan
(3) Jumlah Kuadrat karena Rata-rata
commit to user
28
b) Uji F
Hasil analisis varian tidak membuktikan adanya perbedaaan
perlakuan dan pengaruh faktor dalam percobaan, pembuktian dilakukan
dengan uji F. Uji hipotesis F dilakukan dengan membandingkan variasi
yang disebabkan oleh masing-masing faktor dan variansi error. Variansi
error adalah variansi setiap individu dalam pengamatan yang timbul
karena faktor-faktor yang tidak dapat dikendalikan.
FƑ =MSƑ SS4
c) Stategi Pooling up
Strategi Pooling up dirancang Taguchi untuk mengestimasi
variansi error pada analisis varian. Dengan adanya pooling up, estimasi
yang dihasilkan akan menjadi lebih baik. Pooling up dilakukan dengan
menjumlahkan faktor yang tidak berpengaruh menjadi error. Pooling up
dilakukan mulai dari nilai jumlah kuadrat (SS) yang paling kecil. Pooling
up dilakukan hingga ditemukan faktor yang berpengaruh, biasanya sama
dengan atau lebih dari setengah variabel bebas yang digunakan.
d) Rasio S/N (rasio signal to noise)
Rasio S/N digunakan untuk memilih faktor yang memiliki
kontribusi pada pengurangan variansi suatu respon. Rasio S/N
merupakan rancangan untuk transformasi pengulangan data ke dalam
suatu nilai yang merupakan ukuran variasi yang timbul. Penggunaan
rasio S/N untuk mengetahui faktor mana yang berpengaruh pada hasil
eksperimen. Rasio S/N yang digunakan pada penelitian ini adalah
semakin kecil semakin baik (smaller the better), karakteristik kualitas
dengan batas nol dan non negatif. Nilai semakin kecil (mendekati nol)
adalah yang diinginkan.
commit to user 4) Interpretasi Hasil Eksperimen
Langkah-langkah untuk menginterpretasikan hasil eksperimen
dengan menggunakan metode Taguchi dapat dilakukan dengan cara
sebagai berikut:
a) Prosen Kontribusi
Persen kontribusi merupakan porsi masing-masing faktor
dan atau interaksi faktor yang signifikan terhadap total fariasi yag
diamati. Persen kontribusi merupakan fungsi dari jumlah kuadrat
(SS) dari masing-masing faktor yang signifikan.
Pada analisis varian nilai rata-rata kuadrat (MS) untuk suatu
faktor sebenarnya adalah (misalkan faktor A):
SS’A = SSA – (VA).(MSe)
Prosen kontribusi adalah:
ρ= SS′Ƒ
SS x100%
Pada prosen kontribusi akan dihitung prosen kontribusi
maupun interaksi faktor yang signifikan dan error. Jika prosen
kontribusi error ≤15% berarti tidak ada faktor yang berpengaruh
terabaikan. Jika prosen kontribusi error ≥50% artinya bahwa
terdapat faktor yang berpengaruh terabaikan dan error yang hadir
telalu besar.
b) Interval Kepercayaan (Convidence Interval; CI)
Interval kepercayaan (convidence interval; CI) dalam
analisis hasil eksperimen Taguchi dihitung dalam tiga kondisi:
(1) Interval kepercayaan untuk level faktor (CI1)
CI = Fα; ; MS4 n
µƑ0= A0± CI
commit to user
(2) Interval kepercayaan untuk perkiraan rata-rata
CI = ± F(α;; )xMS4x 1 n4ff
Dimana: neff adalah jumlah pengamatan efektif
n4ff = jumlah total eksperimen
jumlah derajat kebebasan dalam perkiraan rata− rata
(3) Interval kepercayaan untuk eksperimen konfirmasi
CI = ± F(α;; )xMS4x 1 n4ff+
1 r
Dimana : r adalah jumlah replikasi yang dilaksanakan
5) Eksperimen Konfirmasi
Tujuan eksperimen konfirmasi adalah untuk melakukan validasi
terhadap kesimpulan yang diperoleh selama tahap analisis. Eksperimen
konfirmasi juga digunakan untuk memverifikasi: 1) Dugaan yang dibuat
commit to user
Setting parameter (faktor) yang optimum hasil analisis percobaan pada
performansi yang diharapkan (Soejanto, 2009: 196).
2. Hasil Penelitian yang Relevan
Penelitian yang dilakukan oleh Moshat, Datta, Bandyopadhyay dan Pal
(2010) menyoroti optimalisasi parameter proses pemesinan CNC milling untuk
memberikan permukaan akhir yang baik serta tingkat removal materi yang tinggi
atau material removal rate (MRR). Metode yang digunakan dalam penelitian ini
adalah metode Taguchi. Bahan yang digunakan untuk proses pemesinan yaitu
Aluminum. Variabel bebas yang diaplikasikan dalam penelitiannya adalah
kecepatan putaran spindel, laju pemakanan, kedalaman pemakanan. Variabel
terikatnya kekasaran permukaan dan tingkat removal/penghapusan materi. Hasil
penelitiannya didapatkan kekasaran permukaan yang optimal dengan kecepatan
putaran spindel 300 rpm, laju pemakanan 70 mm/min, kedalaman pemakanan 0,8
mm dengan MPR 428,803 mm3/min.
Optimasi parameter proses pemesinan CNC Milling terhadap kekasaran
permukaan dengan metode Taguchi telah diteliti Fajar Rahmadi (2010). Metode
yang digunakan dalam penelitian ini adalah metode Taguchi. Variabel bebas yang
diaplikasikan pada proses pemesinan milling adalah kecepatan putaran spindel,
laju pemakanan, kedalaman pemakanan, dan penggunaan cairan pendingin. Hasil
penelitiannya adalah menentukan kondisi parameter pemesinan yang paling
optimal terhadap nilai kekasaran permukaan. Kekasaran permukaan yang optimal
diperoleh dengan kecepatan putaran spindel 2500 rpm, laju pemakanan sebesar
0,12 mm/rev, kedalaman pemakanan 1 mm, dan kondisi pemotongan dengan
menggunakan jenis minyak. Penelitian tersebut menunjukkan bahwa ada beberapa
pengaruh untuk mendapatkan kekasaran permukaan yang optimal pada proses
pemesinan milling di antaranya kecepatan putaran spindel, laju pemakanan,
kedalaman pemakanan, dan penggunaan cairan pendingin.
Ardiansyah (2011) melakukan penelitian tentang pengaruh parameter
commit to user
32
menggunakan metode Taguchi dengan variabel bebas kecepatan potong, laju
makan, kedalaman pemakanan dan arah pemakanan. Dari hasil analisis varian
yang dilakukan oleh Ardiansyah bahwa arah pemakanan memiliki pengaruh
paling besar terhadap kekasaran permukaan baik kayu nangka maupun mahoni.
Kondisi parameter pemesinan paling baik untuk kayu nangka diperoleh pada
kecepatan potong rendah, kecepatan makan rendah, kedalaman tinggi dan arah
pemakanan 0° Kondisi parameter pemesinan paling baik untuk kayu mahoni
diperoleh pada kecepatan potong tinggi, kecepatan makan rendah, kedalaman
sedang dan arah pemakanan 0°. Penelitian Ardiansyah menunjukkan bahwa ada
beberapa pengaruh parameter permesinan pada kayu di antaranya kecepatan
potong, kecepatan pemakanan, kedalaman pemakanan, dan arah pemakanan.
Penelitian yang dilakukan oleh Patel K.P. (2012) mengenai analisis
eksperimen kekasaran permukaan pada proses pemesinan CNC Milling 3 Axis.
Penelitiannya menggunakan dengan metode Taguchi untuk mendapatkan
parameter pemotongan yang optimal. Variabel bebas yang digunakan adalah
kecepatan pemakanan, kecepatan spindel, diameter pahat, dan kedalam
pemakanan. Variabel terikatnya adalah kekasaran permukaan. Proses pemesinan
milling dilakukan tanpa cairan pendingin dan material yang digunakan aluminium.
Analisis eksperimen konfirmasi menunjukkan bahwa desain parameter Taguchi
diperoleh parameter pemotongan yang optimal, yaitu: kecepatan pemakanan 500
mm\min, kecepatan spindel 5000 rpm, diameter pahat ¢12 mm, dan kedalam
pemakanan 0,25 mm. Penelitian yang dilakukan Patel K.P. (2012) bertujuan
mengurangi variabilitas proses dan meminimalkan cacat produk dengan
menggunakan sejumlah kecil eksperimental dan biaya untuk mencapai produk
berkualitas. Penelitian Patel K.P. (2012) juga menunjukkan bagaimana
menggunakan desain parameter Taguchi untuk mengoptimalkan kinerja mesin
dengan biaya minimum.
Penelitian yang dilakukan Didik Wagiyanto (2012) tentang pengaruh
kecepatan spindel dan kecepatan pemakanan terhadap kekasaran permukaan kayu
commit to user
faktorial dengan variabel bebas kecepatan spindel dan kecepatan pemakanan.
Variabel terikatnya adalah kekasaran permukaan. Hasil penelitiannya
menyimpulkan bahwa semakin tinggi kecepatan spindle, akan menghasilkan nilai
kekasaran permukaan yang semakin kecil; semakin tinggi laju pemakanan, akan
menghasilkan nilai kekasaran permukaan yang semakin besar. Tingkat kekasaran
permukaan terkecil terjadi pada interaksi feedrate 0,2 mm/rev dan kecepatan
spindle 3000 rpm yaitu sebesar 2,07 µm, sedangkan tingkat kekasaran permukaan
terbesarl terjadi pada interaksi feedrate 0,6 mm/rev dan kecepatan spindle 1000
rpm yaitu sebesar 26,43 µm.
Penelitian-penelitian di atas menunjukkan bahwa tingkat kekasaran
permukaan hasil proses pemesinan CNC milling dipengaruhi oleh beberapa
parameter pemotongan, yaitu: kecepatan spindle, kecepatan pemakanan,
kedalaman pemakanan, penggunaan cairan pendingin, jenis material bahan baku,
jenis pahat, material pahat, dimensi pahat, geometri pahat, dan faktor-faktor lain.
Pada penelitian ini dipilih empat parameter pemesinan CNC Milling yang terdiri
dari kecepatan spindle, laju pemakanan, kedalaman pemakanan, dan arah potong
serat kayu. Pemilihan parameter pemesinan CNC Milling inilah yang bisa
dilakukan optimasi oleh operator bengkel mesin CNC dengan mengkombinasikan
parameter tersebut.
B. Kerangka Berfikir
Dalam dunia industri proses produksi dituntut untuk dapat bekerja dengan
cepat, tepat dan akurat. Kualitas produksi harus sesuai dengan permintaan pasar
guna memenuhi kebutuhan konsumen. Kebutuhan yang semakin meningkat
mendesak pembaruan dalam bidang industri furniture/mebel guna menghasilkan
kapasitas dan kualitas produksi yang tinggi, sehingga menghasilkan produk
berkulitas dengan jumlah banyak dalam waktu yang singkat dan juga berusaha
menekan biaya produksi serendah-rendahnya.
Kualitas suatu produk proses pemesinan sangat dipengaruhi oleh ketepatan