ABSTRAK
PRARANCANGAN PABRIK
ALIL KLORIDA DARI PROPILEN DAN KLORIN KAPASITAS 30.000 TON/TAHUN
Oleh Dian Wulan Suri
Alil klorida merupakan bahan intermediate yang digunakan sebagai bahan baku pembuat resin, pestisida, herbisida, bahan baku industri farmasi, dan PCB pada alat-alat elektronika.
Kebutuhan Alil Klorida meningkat dari tahun-ketahun yang masih dipenuhi dari impor karena di Indonesia belum ada pabrik yang Alil Klorida.
Pabrik Alil Klorida dengan bahan baku Propilen diperoleh dari PT Chandra Asri Petrochemical Tbk dan Klorin yang diperoleh dari PT. Sulfindo Adiusaha dan PT. Asahimas Chemical. Pabrik ini direncanakan memproduksi Alil Klorida sebanyak 30.000 ton/tahun, dengan waktu operasi 24 jam/hari, 330 hari/tahun. Proses produksi Alil Klorida dilakukan dengan beberapa tahap :
1. Tahap periapan bahan baku
2. Tahap Klorinasi 3. Tahap separasi
Penyediaan kebutuhan utilitas pabrik Alil Klorida berupa sistem pengolahan dan penyediaan air, sistem penyediaan steam, sistem penyediaan udara tekan dan sistem pembangkit tenaga listrik. Bentuk perusahaan adalah Perseroan Terbatas (PT), menggunakan struktur organisasi Line and Staff (garis), dengan jumlah karyawan sebanyak 143 orang.
Dari analisis ekonomi diperoleh :
Fixed Capital Investment(FCI) = Rp 246.286.589.021
Working Capital Investment(WCI) = Rp 43.462.339.239
Total Capital Investment(TCI) = Rp 289.748.928.260
General Expenses(GE) = Rp 76.559.747.548
Break Even Point(BEP) = 14 %
Shut Down Point(SDP) = 5 %
Pay Out Time after tax(POT)a = 1,249 tahun
Return on Investment after tax(ROI)a = 59,57 %
Discounted cash flow(DCF) = 51,424%
DAFTAR PUSTAKA
Brown, G.G., 1950, “Unit Operations”, Modern Asia Edition, John Wiley and Sons,
Inc., New York.
Brownell, L.E. and Young, E.H., 1959, “Process Equipment Design”, John Wiley and
Sons, Inc., New York.
Coulson, J.M. and Richardson, J.F., 1989, “An Introduction to Chemical Engineering Design”, Pergamon Press Ltd., Singapore.
Couper, R. James.2003. Process Engineering Economic.Marcel Dekker, New York.
Couper,dkk.2010. Chemical Process equipment selection and design.Butterworth-Heinemann.London.
Cussler, E.L., 1997, “Diffusion and Mass Transfer in Fluid Systems”, 2 ed.,
Cambridge University Press, Cambridge.
Evans, F.L., 1979, “Equipment Design Handbook for Refineries and Chemical Plant”, vol.
1& 2, Gulf Publishing Co., Houston
Fogler, H.S., 1992, “ Elements of Chemical Reaction Engineering”, 2nd ed. Prentice Hall International., Inc.
Foust, .S., 1990,” Principles of Unit Operations”, 2nded., John Wiley and Sons., Inc., New York.
Groggins, 1955,” Unit Processes in Organic Synthesis”, 5th ed., International student ed., London.
Kern, D.G. 1950, “Process Heat Transfer,” Mc. Graw Hill Kogakusha Ltd., Tokyo
Kirk, R.E. and Othmer, D.F., 1951, “Ensyclopedia of Chemical Technology”,
Interscience Ensyclopedia, Inc., New York.
Ludwig, E.E., 1965,” Applied Process Design for Chemical and Petrochemical”, vol.
I-III, Gulf Publishing Co., Houston.
Perry, et all, 1984,” Perry’s Chemical Engineering Hand Book”, 6th ed., Mc Graw Hill Kogakusha Ltd., London.
Peter, M.S. and Timmerhous, K.O., 1980,” Plant Design and Economic for Chemical
Engineering”, 2nded., Mc Graw Hill Kogakusha Ltd., Tokyo.
Smith, J.M., 1981, “Chemical Engineering Kinetics”, 3 ed., McGraw-Hill Book Co., Tokyo
Smith, J.M. and Van Ness, H.C., 2001, “Introduction to Chemical Engineeering
Thermodynamics”, 6 ed., McGraw-Hill Co., New York.
Thakore dan Bhatt.2008. Introduction to process engineering and design.MC, New york Graw-Hill Education
Treybal, R.E., 1985, “ Mass Transfer Operations”, 3th ed., Mc Graw Hill Book Co.,
Singapore.
Ulrich, G.D., 1984, “A Guide to Chemical Engineering Process Design and
Economic”, John Wiley and Sons, Inc., New York.
Wallas, S.M., 1959, “Reaction Kinetics for Chemical Engineering”, Mc Graw Hill
Kogakusha Ltd., Tokyo.
Yaws, C.L., 1999, “Chemical Properties Handbook”, McGraw-Hill Company, New York.
US. Patent No. US 2002/00445784 A1
US. Patent No.4.244.892
122
BAB IX. INVESTASI DAN EVALUASI EKONOMI
Pra-Rancangan Pabrik Alil Klorida Kapasitas 30.000 Ton/Tahun
IX. INVESTASI DAN EVALUASI EKONOM
I
Suatu pabrik layak didirikan jika telah memenuhi beberapa syarat antara lain
keamanan terjamin dan dapat mendatangkan keuntungan. Investasi pabrik
merupakan dana atau modal yang dibutuhkan untuk membangun sebuah pabrik
yang siap beroperasi termasuk untuk start up dan modal kerja. Suatu pabrik yang
didirikan tidak hanya berorientasi pada perolehan profit, tapi juga berorientasi
pada pengembalian modal yang dapat diketahui dengan melakukan uji kelayakan
ekonomi pabrik.
9.1 Investasi
Investasi total pabrik merupakan jumlah dari fixed capital investment,working
capital investment,manufacturing costdangeneral expenses.
1. Fixed Capital Investment(Modal Tetap)
Fixed Capital Investment merupakan biaya yang diperlukan untuk
mendirikan fasilitas-fasilitas pabrik secara fisik. FCI terdiri dari biaya
langsung (Direct Cost) dan biaya tidak langsung (Indirect Cost). Fixed
capital investment pada prarancangan pabrik Alil Klorida ditunjukkan
123
BAB IX. INVESTASI DAN EVALUASI EKONOMI
Pra-Rancangan Pabrik Alil Klorida Kapasitas 30.000 Ton/Tahun
Tabel 9.1 Fixed Capital Investment FIXED CAPITAL INVESTMENT
1. Direct Cost
- Purchased equipment-delivered Rp 51.860.865.233 - Purchased equipment installation Rp 15.558.259.570 - Instrumentation dan controls Rp 7.779.129.785 - Piping(Biaya perpipaan) Rp 20.744.346.093 - Electrical (installed) Rp 15.558.259.570
- Buildings Rp 20.744.346.093
- Yard improvement Rp 5.186.086.523
- Service facilities Rp 25.930.432.617
- Tanah
Rp 2.593.043.262
TotalDirect Cost Rp 165.954.768.747
2. Indirect Cost
- Engineering and supervision Rp 16.595.476.875 - Construction expenses Rp 16.595.476.875
- Biaya tak terduga Rp 27.226.294.275
- Contractor fee Rp 6.638.190.750
- Plant star up Rp 13.276.381.500
Total indiret Cost Rp 80.331.820.274
Fixed Capital Investment Rp 246.286.589.021
2. Working Capital Investment(Modal Kerja)
WCI industri terdiri dari jumlah total uang yang diinvestasikan untuk stok
bahan baku dan persediaan; stok produk akhir dan produk semi akhir
dalam proses yang sedang dibuat; uang diterima (account receivable);
124
BAB IX. INVESTASI DAN EVALUASI EKONOMI
Pra-Rancangan Pabrik Alil Klorida Kapasitas 30.000 Ton/Tahun
dan bahan baku; uang terbayar (account payable); dan pajak terbayar
(taxes payable). WCI untuk prarancangan pabrik Alil Klorida adalah
Rp 43.462.339.239
3. Manufacturing Cost(Biaya Produksi)
Modal digunakan untuk biaya produksi, yang terbagi menjadi tiga macam
yaitu biaya produksi langsung, biaya tetap dan biaya tidak langsung.
Biaya produksi langsung adalah biaya yang digunakan untuk pembiayaan
langsung suatu proses, seperti bahan baku, buruh dan supervisor,
perawatan dan lain-lain. Biaya tetap adalah biaya yang tetap dikeluarkan
baik pada saat pabrik berproduksi maupun tidak, biaya ini meliputi
depresiasi, pajak dan asuransi. Biaya tidak langsung adalah biaya yang
dikeluarkan untuk mendanai hal-hal yang secara tidak langsung membantu
proses produksi. Biaya produksi untuk pabrik Alil Klorida ditunjukkan
125
BAB IX. INVESTASI DAN EVALUASI EKONOMI
Pra-Rancangan Pabrik Alil Klorida Kapasitas 30.000 Ton/Tahun
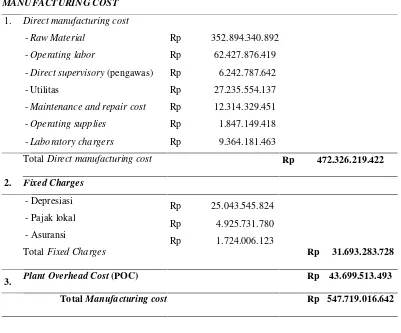
Tabel 9.2Manufacturing cost MANUFACTURING COST
1. Direct manufacturing cost
-Raw Material Rp 352.894.340.892
-Operating labor Rp 62.427.876.419
-Direct supervisory(pengawas) Rp 6.242.787.642
- Utilitas Rp 27.235.554.137
-Maintenance and repair cost Rp 12.314.329.451
-Operating supplies Rp 1.847.149.418
-Laboratory chargers Rp 9.364.181.463
TotalDirect manufacturing cost Rp 472.326.219.422
2. Fixed Charges
TotalFixed Charges Rp 31.693.283.728
3. Plant Overhead Cost(POC) Rp 43.699.513.493
TotalManufacturing cost Rp 547.719.016.642
4. General Expenses(Biaya Umum)
Selain biaya produksi, ada juga biaya umum yang meliputi administrasi,
sales expenses, penelitian dan finance. Besarnya general expenses pabrik
Sodium Hidroksida ditunjukkan pada Tabel 9.3.
Tabel 9.3 General Expenses
126
BAB IX. INVESTASI DAN EVALUASI EKONOMI
Pra-Rancangan Pabrik Alil Klorida Kapasitas 30.000 Ton/Tahun
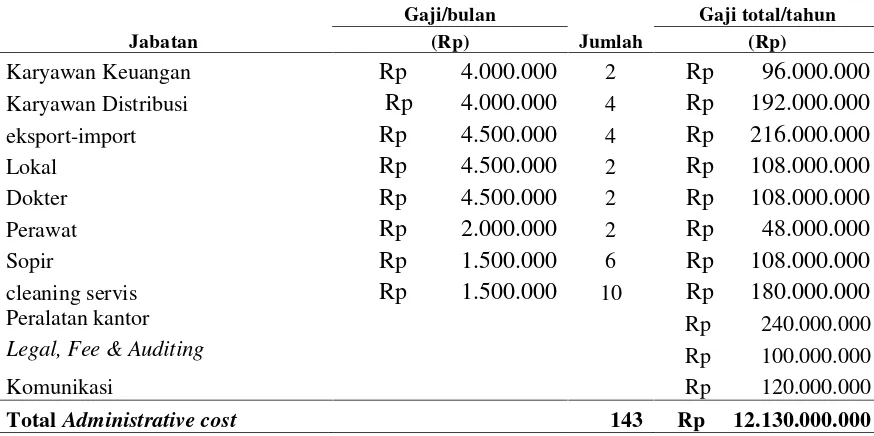
Tabel 9.4 Biaya Administrasi
Direktur utama Rp 100.000.000 1 Rp 1200.000.000 Direktur Teknik dan Produksi Rp 75.000.000 1 Rp 900.000.000 Direktur Keuangan dan Umum Rp 55.000.000 1 Rp 660.000.000
Staff Ahli Rp 20.000.000 2 Rp 480.000.000
Sekretaris Rp 7.500.000 2 Rp 180.000.000
Manager personalia dan umum Rp 25.000.000 1 Rp 300.000.000 Manager Keuangan Rp 25.000.000 1 Rp 300.000.000 Manager Teknik dan Produksi Rp 40.000.000 1 Rp 480.000.000 Manager Pemasaran dan distribusi Rp 40.000.000 1 Rp 480.000.000 Kepala Seksi Personalia Rp 5.000.000 1 Rp 60.000.000 Kepala Seksi Umum Rp 5.000.000 1 Rp 60.000.000 Kepala Seksi Keuangan Rp 8.500.000 1 Rp 102.000.000 Kepala Seksi Akunting Rp 8.500.000 1 Rp 102.000.000 Kepala Seksi Pengadaan Rp 6.500.000 1 Rp 78.000.000 Kepala Seksi Teknik Rp 10.000.000 1 Rp 120.000.000 Kepala Seksi Produksi Rp 10.000.000 1 Rp 120.000.000 Kepala Seksi Pemasaran Rp 8.000.000 1 Rp 96.000.000 Kepala Seksi Distribusi Rp 8.000.000 1 Rp 96.000.000 Karyawan shift, terdiri dari :
Karyawan Proses Rp 5.500.000 16 Rp 1.056.000.000 Karyawan Utilitas Rp 5.500.000 31 Rp 2.112.000.000 Karyawan keamanan Rp 1.500.000 16 Rp 288.000.000 Karyawan Lab & Pengendalian
proses Rp 5.500.000 8 Rp 528.000.000
Karyawan non shift, terdiri dari:
127
BAB IX. INVESTASI DAN EVALUASI EKONOMI
Pra-Rancangan Pabrik Alil Klorida Kapasitas 30.000 Ton/Tahun
Tabel 9.4 Biaya Administrasi (lanjutan)
Jabatan Karyawan Distribusi Rp 4.000.000 4 Rp 192.000.000 eksport-import Rp 4.500.000 4 Rp 216.000.000
Lokal Rp 4.500.000 2 Rp 108.000.000
Dokter Rp 4.500.000 2 Rp 108.000.000
Perawat Rp 2.000.000 2 Rp 48.000.000 Sopir Rp 1.500.000 6 Rp 108.000.000 cleaning servis Rp 1.500.000 10 Rp 180.000.000
Peralatan kantor Rp 240.000.000
Legal, Fee & Auditing Rp 100.000.000
Komunikasi Rp 120.000.000
TotalAdministrative cost 143 Rp 12.130.000.000
5. Total Production Cost(TPC)
TPC = manufacturing cost + general expenses
= Rp 624.278.764.191
9.2 Evaluasi Ekonomi
Evaluasi atau uji kelayakan ekonomi pabrik Alil Klorida dilakukan dengan
menghitung return on investment (ROI), payout time (POT), break even point
(BEP), shut down point (SDP), dan cash flow pabrik yang dihitung dengan
menggunakan metodediscounted cash flow(DCF).
1. Return On Investment(ROI)
Return On Investment merupakan perkiraan keuntungan yang dapat
diperoleh per tahun didasarkan pada kecepatan pengembalian modal tetap
yang diinvestasikan (Timmerhaus, hal 298). Laba pabrik sebelum pajak
128
BAB IX. INVESTASI DAN EVALUASI EKONOMI
Pra-Rancangan Pabrik Alil Klorida Kapasitas 30.000 Ton/Tahun
Rp 172.593.697.812 Pada perhitungan ROI, laba yang diperoleh adalah
laba setelah pajak. Nilai ROI pabrik Alil Klorida adalah 59,57 %
2. Pay Out Time(POT)
Pay out time merupakan waktu minimum teoritis yang dibutuhkan untuk
pengembalian modal tetap yang diinvestasikan atas dasar keuntungan
setiap tahun setelah ditambah dengan penyusutan dan dihitung dengan
menggunakan metode linier (Timmerhaus, hal 309). Waktu pengembalian
modal Pabrik Alil Klorida adalah 1,249 tahun. Angka ini tahun
menunjukkan lamanya pabrik dapat mengembalikan modal dimulai sejak
pabrik beroperasi.
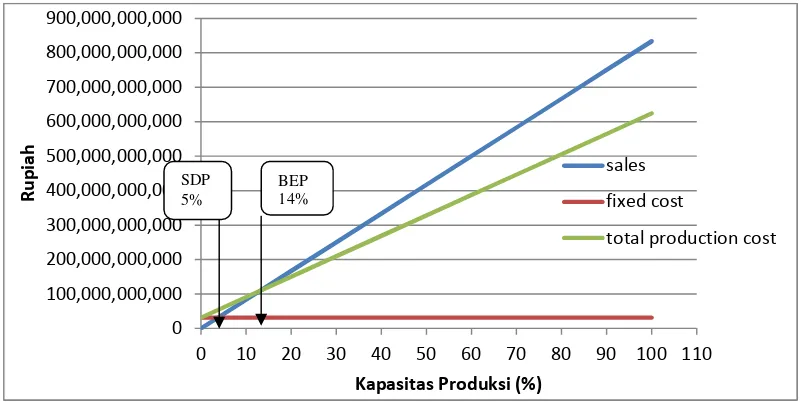
3. Break Even Point(BEP)
BEP adalah titik yang menunjukkan jumlah biaya produksi sama dengan
jumlah pendapatan. Nilai BEP pada prarancangan Pabrik Alil Klorida ini
adalah 14%. Nilai BEP tersebut menunjukkan pada saat pabrik beroperasi
14 % dari kapasitas maksimum pabrik 100%, maka pendapatan perusahaan
yang masuk sama dengan biaya produksi yang digunakan untuk
menghasilkan produk sebesar 14 % tersebut.
4. Shut Down Point(SDP)
Shut down point adalah suatu titik dimana pada kondisi itu jika proses
dijalankan maka perusahaan tidak akan memperoleh laba tapi juga tidak
mengalami kerugian. Jika pabrik beroperasi pada kapasitas di bawah SDP
129
BAB IX. INVESTASI DAN EVALUASI EKONOMI
Pra-Rancangan Pabrik Alil Klorida Kapasitas 30.000 Ton/Tahun
Sodium hidroksida ini adalah 5% jadi Pabrik Alil Klorida akan mengalami
kerugian jika beroperasi di bawah 5 % dari kapasitas produksi total. Grafik
BEP, SDP ditunjukkan pada Gambar 9.1.
Gambar 9.1 Grafik Analisis Ekonomi
9.3 Angsuran Pinjaman
Total pinjaman pada prarancangan Pabrik Alil Klorida ini adalah 30% dari
total investasi yaitu Rp 86.924.678.478. Angsuran pembayaran pinjaman tiap
tahun ditunjukkan pada Tabel E.10.
9.4 Discounted Cash Flow(DCF)
Metode discounted cash flow merupakan analisis kelayakan ekonomi yang
berdasarkan aliran uang masuk selama masa usia ekonomi pabrik. Periode
130
X. SIMPULAN DAN SARAN
10.1 Simpulan
Berdasarkan hasil analisis ekonomi yang telah dilakukan terhadap
Prarancangan Pabrik Alil Klorida dari Propilen dan Klorin dengan kapasitas
30.000 ton/tahun dapat ditarik simpulan sebagai berikut :
1. Percent Return on Investment(ROI) sesudah pajak adalah 59,57 %.
2. Pay Out Time(POT) sesudah pajak adalah 1,249 tahun.
3. Break Even Point(BEP) sebesar 14 % .Shut Down Point(SDP)
sebesar 5%.Discounted Cash Flow Rate of Return(DCF) sebesar 51,424
%, lebih besar dari suku bunga bank sehingga investor akan lebih
memilih untuk berinvestasi ke pabrik ini dari pada ke bank.
10.2 SARAN
Pabrik Alil Klorida dengan kapasitas tiga puluh ribu ton per tahun sebaiknya