Informasi Dokumen
- Penulis:
- Muhammad Fachrial Talib
- Pengajar:
- Ir. Budi Nurtama, M.Agr.
- Dr. Ir. Dahrul Syah, MSc., Agr.
- Sekolah: Institut Pertanian Bogor
- Mata Pelajaran: Ilmu dan Teknologi Pangan
- Topik: Aplikasi Statistical Process Control (SPC) Dalam Pengendalian Bobot Bersih Susu UHT (Ultra High Temperature) Real Good Sereal Strawberry Di PT. Greenfields Indonesia, Kabupaten Malang
- Tipe: skripsi
- Tahun: 2007
- Kota: Bogor
Ringkasan Dokumen
I. PENDAHULUAN
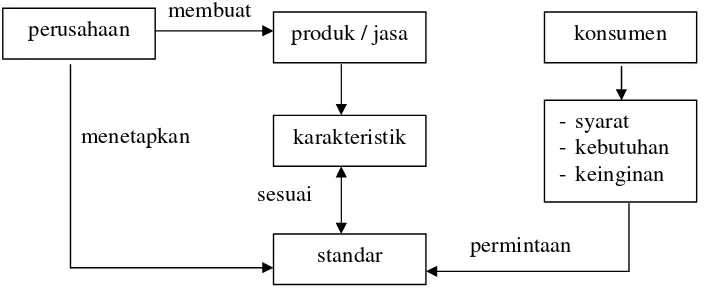
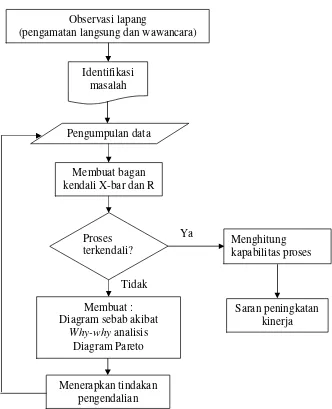
Bagian ini memberikan latar belakang mengenai pentingnya pengendalian mutu dalam industri pangan, terutama dalam konteks persaingan pasar yang semakin ketat. Ditekankan bahwa pengendalian mutu tidak hanya berfokus pada produk akhir, tetapi juga pada proses produksi. Statistical Process Control (SPC) diperkenalkan sebagai metode yang efektif untuk meningkatkan mutu produk dengan cara mengurangi variasi dalam karakteristik mutu. Penelitian ini bertujuan untuk menerapkan SPC dalam pengendalian bobot bersih susu UHT di PT. Greenfields Indonesia, sehingga diharapkan dapat memenuhi kebutuhan dan harapan pelanggan.
1.1. LATAR BELAKANG
Pertumbuhan industri pangan dipengaruhi oleh penguasaan teknologi dan pengendalian mutu yang baik. Dengan meningkatnya kesadaran konsumen akan kualitas produk, perusahaan dituntut untuk tidak hanya menawarkan harga yang kompetitif tetapi juga produk berkualitas tinggi. Oleh karena itu, pengendalian mutu melalui metode statistik menjadi penting untuk memastikan produk akhir bebas dari cacat dan memenuhi spesifikasi yang ditetapkan.
1.2. TUJUAN
Tujuan dari penelitian ini adalah untuk menerapkan SPC dalam pengendalian bobot bersih susu UHT di PT. Greenfields Indonesia. Secara umum, penelitian ini bertujuan untuk memberikan gambaran nyata tentang dunia industri dan meningkatkan keterampilan mahasiswa. Secara khusus, penelitian ini bertujuan untuk menggunakan bagan kendali untuk mengidentifikasi penyebab ketidaksesuaian bobot bersih produk dan menghitung kapabilitas proses.
1.3. MANFAAT
Manfaat dari penerapan SPC ini adalah untuk mengenalkan teknik pengendalian mutu kepada perusahaan, meningkatkan kinerja mesin dalam proses produksi, serta memastikan produk yang dihasilkan sesuai dengan spesifikasi yang diinginkan. Hal ini tidak hanya menguntungkan perusahaan tetapi juga konsumen, yang akan mendapatkan produk berkualitas.
II. TINJAUAN UMUM PERUSAHAAN
Bagian ini memberikan gambaran umum mengenai PT. Greenfields Indonesia, termasuk sejarah, lokasi, struktur organisasi, dan jenis produk yang dihasilkan. Informasi ini penting untuk memahami konteks di mana penelitian dilakukan serta tantangan yang dihadapi perusahaan dalam pengendalian mutu.
2.1. SEJARAH DAN PERKEMBANGAN
PT. Greenfields Indonesia didirikan pada tahun 1997 dan mengalami berbagai perkembangan signifikan dalam produksi susu. Perusahaan ini memulai produksi susu segar dan kemudian memperluas ke unit pengolahan susu UHT. Sejarah perusahaan menunjukkan komitmen terhadap peningkatan kualitas dan inovasi dalam produk.
2.2. LOKASI DAN TOPOGRAFI
Perusahaan berlokasi di Kabupaten Malang, Jawa Timur, di area yang memiliki kondisi ideal untuk pemeliharaan sapi perah. Lokasi ini memudahkan akses terhadap bahan baku dan pengelolaan limbah, yang merupakan faktor penting dalam keberlanjutan produksi.
2.3. STRUKTUR ORGANISASI
Struktur organisasi di PT. Greenfields Indonesia dirancang untuk mendukung efisiensi operasional. Terdapat pembagian tugas yang jelas antara divisi, termasuk divisi pengolahan susu dan pengendalian mutu. Hal ini penting untuk memastikan bahwa setiap aspek produksi terkelola dengan baik.
III. KEGIATAN PRODUKSI
Bagian ini menjelaskan tentang proses produksi susu UHT Real Good sereal strawberry, termasuk bahan baku yang digunakan dan tahapan pengolahan. Pemahaman tentang proses ini sangat penting untuk penerapan SPC yang efektif.
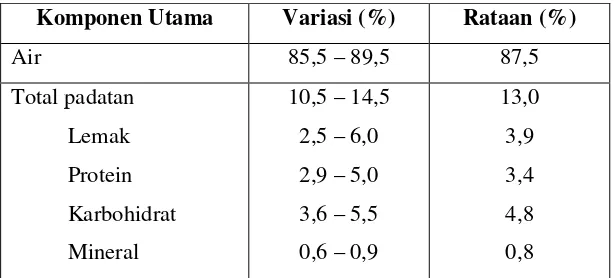
3.1. BAHAN BAKU
Bahan baku utama untuk produk susu UHT ini adalah susu sapi segar, yang dipasok dari peternakan sendiri dan koperasi. Selain itu, terdapat bahan baku tambahan seperti gula, emulsifier, dan flavor yang berkontribusi pada kualitas akhir produk. Kualitas bahan baku sangat mempengaruhi hasil produksi dan kepuasan konsumen.
3.2. PROSES PENGOLAHAN
Proses pengolahan susu UHT meliputi penerimaan susu, separasi, homogenisasi, sterilisasi, dan pengemasan. Setiap tahap memiliki standar operasional prosedur (SOP) yang ketat untuk memastikan kualitas produk. Penerapan SPC pada setiap tahap ini bertujuan untuk meminimalisir variasi dan memastikan produk akhir memenuhi spesifikasi.
IV. SISTEM PENGENDALIAN MUTU
Dalam bagian ini, sistem pengendalian mutu yang diterapkan di PT. Greenfields Indonesia dijelaskan. Pengawasan mutu dilakukan pada setiap tahap produksi untuk memastikan bahwa produk akhir memenuhi standar yang telah ditetapkan.
4.1. PENGAWASAN MUTU BAHAN BAKU
Pengawasan mutu bahan baku dilakukan sebelum proses produksi dimulai. Hal ini meliputi pemeriksaan kualitas susu segar yang diterima dari peternakan dan koperasi. Dengan memastikan bahan baku berkualitas tinggi, perusahaan dapat meminimalisir risiko cacat pada produk akhir.
4.2. PENGAWASAN MUTU PROSES PRODUKSI
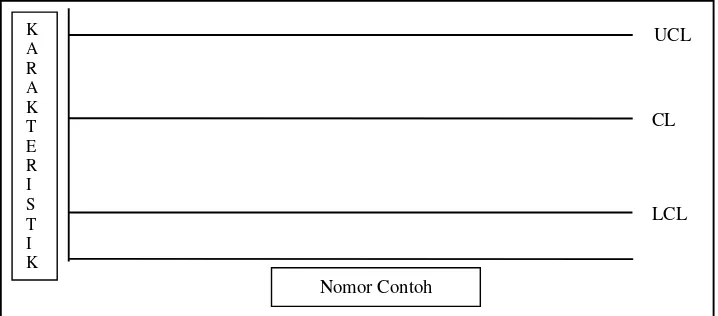
Sistem pengendalian mutu selama proses produksi melibatkan penggunaan bagan kendali untuk memonitor variasi dalam bobot bersih produk. Dengan menggunakan SPC, perusahaan dapat mengidentifikasi masalah lebih awal dan melakukan tindakan korektif yang diperlukan.
V. HASIL DAN PEMBAHASAN
Bagian ini menyajikan hasil analisis data yang diperoleh dari penerapan SPC. Hasil menunjukkan bahwa terdapat variasi dalam bobot bersih produk yang perlu ditangani.
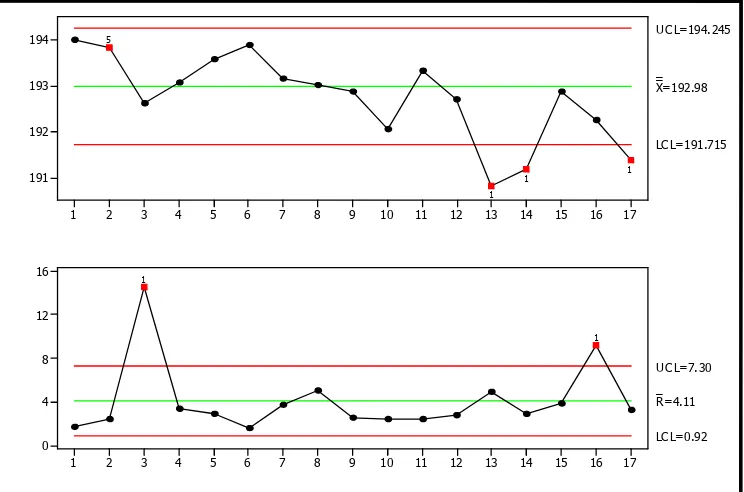
5.1. ANALISIS BAGAN KENDALI
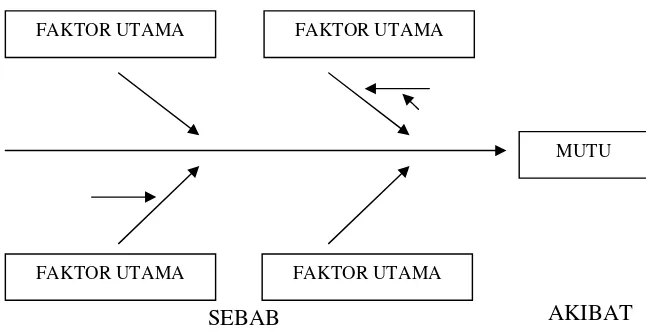
Analisis menggunakan bagan kendali menunjukkan bahwa karakteristik mutu bobot bersih produk belum terkendali secara statistik. Ini menjadi dasar untuk melakukan perbaikan dalam proses produksi, terutama dalam pengaturan mesin dan prosedur operasional.
5.2. SARAN TINDAKAN PENGENDALIAN
Berdasarkan analisis, saran tindakan pengendalian meliputi penyesuaian SOP, pengaturan mesin, dan pelatihan karyawan. Implementasi saran ini diharapkan dapat meningkatkan konsistensi bobot bersih produk dan kepuasan pelanggan.
VI. KESIMPULAN DAN SARAN
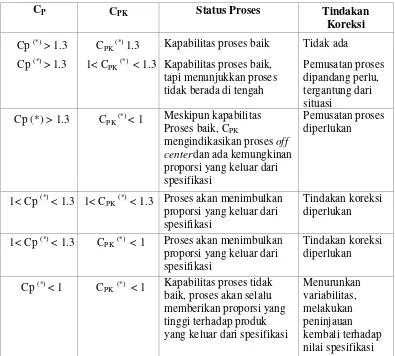
Kesimpulan dari penelitian ini adalah bahwa penerapan SPC di PT. Greenfields Indonesia dapat membantu dalam pengendalian mutu produk. Saran untuk penelitian selanjutnya adalah untuk terus mengembangkan dan menerapkan metode pengendalian mutu yang lebih canggih.
6.1. KESIMPULAN
Penerapan SPC dalam pengendalian bobot bersih susu UHT di PT. Greenfields Indonesia menunjukkan hasil yang positif. Variasi yang ada dapat diminimalisir melalui pengawasan yang ketat dan tindakan korektif yang tepat.
6.2. SARAN
Dianjurkan agar perusahaan terus menerapkan dan mengembangkan teknik pengendalian mutu lainnya untuk meningkatkan kualitas produk. Selain itu, pelatihan berkelanjutan bagi karyawan juga penting untuk menjaga standar mutu yang tinggi.
Referensi Dokumen
- Pengendalian Proses Secara Statistik ( Gaspersz )
- Kriteria Proses Tidak Terkendali ( Anonim )