RANCANG BANGUN EVALUASI PENJADWALAN
PRODUKSI PADA PT. HUME SAKTI INDONESIA
TUGAS AKHIR
Program Studi
S1 Sistem Informasi
Oleh:
Angga Wahyu Prima Yogi
10.41010.0015
FAKULTAS TEKNOLOGI DAN INFORMATIKA
iv DAFTAR ISI
Halaman
ABSTRAK ... i
KATA PENGANTAR ... ii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... xii
DAFTAR LAMPIRAN ... xiv
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 5
1.3 Batasan Masalah ... 5
1.4 Tujuan ... 5
1.5 Manfaat ... 6
1.6 Sistematika Penulisan ... 6
BAB II LANDASAN TEORI ... 8
2.1 Sistem Informasi ... 8
2.2 Proses Manufaktur ... 10
2.3 Penjadwalan ... 11
2.4 Forward Scheduling ... 12
2.5 Backward Scheduling ... 12
2.6 Penjadwalan Produksi ... 12
2.7 Priority Rules ... 13
v
Halaman
2.9 Shortest Processing Time (SPT) ... 15
2.10 Earlies Due Dates (EDD) ... 16
2.11 Longest Processing Time (LPT) ... 17
2.12 Siklus Hidup Pengembangan Sistem ... 17
2.13 Analisis Dan Perancangan Sistem ... 19
2.14 Document Flow ... 20
2.15 System Flow ... 20
2.16 Diagram Alir Data ... 21
2.17 Entity Relationship Diagram ... 21
2.18 Konsep Sistem Basis Data ... 23
2.18.1. Sistem Basis Data...23
2.18.2. Sistem Manajemen Basis Data ...24
2.19 Interaksi Manusia-Komputer ... 25
2.20 Testing Software ... 26
2.21 Black Box Testing ... 28
BAB III ANALISIS DAN PERANCANGAN SISTEM ... 29
3.1 Analisis Sistem ... 29
3.1.1 Identifikasi Masalah... 29
3.1.2 Analisis Kebutuhan Sistem... 33
3.2 Perancangan Sistem………... 33
3.2.1 Data Flow Diagram (DFD)... 40
3.2.2 Entity Relationship Diagram (ERD)... 44
vi
Halaman
3.2.4 Perancangan Desain Input Output ... 50
3.3 Desain Uji Coba ... 63
BAB IV IMPLEMENTASI DAN EVALUASI ... 68
4.1 Implementasi ... 68
4.1.1 Kebutuhan Perangkat Keras ... 68
4.1.2 Kebutuhan Perangkat Lunak ... 68
4.1.3 Instalasi Program dan Pengaturan Sistem ... 69
4.1.4 Pembuatan dan Implementasi Sistem ... 69
4.1.5 Pengoprasian Sistem ... 70
4.1.6 Halaman Login ... 70
4.1.7 Halaman Utama ... 71
4.1.8 Uji Coba Sistem ... 100
4.2 Evaluasi ... 113
BAB V Penutup ... 116
5.1 Kesimpulan ... 116
5.2 Saran ... 116
DAFTAR PUSTAKA ... 117
Biodata Penulis…... 118
1 BAB I
PENDAHULUAN
1.1 Latar Belakang
Persaingan industri yang sangat ketat pada saat ini menyebabkan
perusahaan harus mampu bersaing dalam memenuhi keinginan customer. Salah
satu keinginan customer mendapatkan barang dengan tepat waktu dan kualitas
yang baik. Cara untuk mencapai keinginan tersebut melalui kegiatan penjadwalan.
Penjadwalan produksi yang baik dapat meningkatkan efektivitas dan kelancaran
pada setiap stasiun kerja.
PT. Hume Sakti Indonesia adalah salah satu produsen tiang pancang dan
tiang listrik tertua di Indonesia yang sudah berdiri lebih dari 30 tahun. PT. Hume
Sakti Indonesia memiliki 3 pabrik yang terletak di Jakarta, Mojosari, Ujung
Pandang, dan berpusat di Jakarta.
Sistem produksi yang digunakan oleh PT. Hume Sakti Indonesia adalah
pull system yang berarti PT. Hume Sakti Indonesia hanya melakukan produksi
apabila ada pesanan dari customer. Proses penerimaan order saat ini pada PT.
Hume Sakti Indonesia, meliputi penerimaan order produksi dari marketing,
dilanjutkan dengan pengecekan stok dimana bagian produksi berkerjasama
dengan bagian stockyard untuk melakukan cek fisik stok dilapangan, setelah itu
dilanjutkan dengan pembuatan instruksi produksi dan kalkulasi mix design.
Instruksi produksi yang telah dibuat akan dijadwalkan, setelah itu dibuatlah
material requisition yang akan diberikan pada divisi gudang sebagai dasar
Gambar 1.1 Mix design
Instruksi produksi yang telah dibuat akan dijadwalkan, setelah itu
dibuatlah material requisition yang akan diberikan pada Divisi Gudang sebagai
dasar pengadaan barang. Dari proses bisnis diatas memakan waktu 3 jam, dan
untuk setting mesin dan peralatan memakan waktu 1 hari. PT. Hume Sakti
Indonesia mempunyai keterbatasan sumber daya manusia pada Bagian Produksi,
Bagian Produksi yang memiliki 150 tenaga kerja produksi dan juga beroperasi
selama 24 jam senin - sabtu hanya memiliki 2 orang admin dan 1 orang kepala
3
Pada PT Hume Sakti indonesia juga sering terjadi permasalahan apabila
terdapat order produksi yang masuk mendadak dan lead time yang singkat, pada
kondisi ini Divisi Produksi seringkali lebih memrioritaskan produksi terlebih
dahulu dari pada membuat dokumentasi terkait produksi (penjadwalan, instruksi
produksi, jadwal material) dan material yang digunakan untuk order lain, seperti
semen, pasir, batu, agregat, dipakai untuk melayani order yang mendadak.
Gambar 1.2 Material Requisition
Sebagai contoh PT. Hume Sakti Indonesia telah melayani order PT. A
dengan tipe tiang 15L-600-18 SPH jumlah 21, tipe 15U-600-18 CPH jumlah 12.
Dan PT. B dengan tipe tiang 6L-400-18 SPH jumlah 84, tipe 6U-400-18 SPH
jumlah 210. Kemudian PT. C melakukan order dengan type tiang 15U-500-14
CPH jumlah 300, 15L-500-14 SPH jumlah 300, 12L-600-18 SPH jumlah 1,
sangat singkat hanya 10 hari. Sehingga resource untuk PT. A dan PT. B dipakai
untuk produksi PT. C
Ditinjau dari seluruh permasalahan diatas, muncul dampak dari tidak
adanya suatu sistem yang dapat secara langsung membantu dalam proses
penjadwalan produksi. Maka dari itu dibuatlah Rancang Bangun Evaluasi
Penjadwalan Produksi Pada PT. Hume Sakti Indonesia yang dapat membantu
penjadwalan produksi dalam mengendalikan urutan produksi, sehingga dapat
memudahkan divisi produksi dan gudang dalam mendapatkan informasi yang
lebih akurat mengenai order barang.
5
1.2 Perumusan Masalah
Dari uraian latar belakang di atas, maka dapat dirumuskan suatu
permasalahan yaitu bagaimana membuat sebuah Rancang Bangun Evaluasi
Penjadwalan Produksi pada PT. Hume Sakti Indonesia.
1.3 Pembatasan Masalah
Adapun batasan-batasan masalah yang digunakan dalam tugas akhir ini
adalah:
1. Aplikasi yang dibangun berbasis desktop.
2. Periode penjadwalan adalah 10 hari
3. Sistem ini tidak membahas perencanaan kebutuhan material (material
requirement plan = MRP).
4. Sistem ini tidak membahas arus biaya yang diperlukan untuk melakukan
proses produksi barang.
5. Sistem hanya melakukan penjadwalan kerja sesuai dengan jam kerja
perusahaan.
6. Penjadwalan produksi pada PT. Hume Sakti Indonesia menggunakan hasil
evaluasi aturan Priority (FCFS, SPT, EDD, LPT).
1.4 Tujuan
Berdasarkan perumusan masalah di atas maka tujuan penelitian ini adalah
menghasilkan sebuah Rancang Bangun Evaluasi Penjadwalan Produksi pada PT.
1.5 Manfaat
Manfaat yang diharapkan dalam rancang bangun evaluasi penjadwaan
produksi pada PT.Hume Sakti Indonesia adalah sebagai berikut:
1. Memberikan penjadwalan yang paling efekif.
2. Meminimalkan penundaan dan pembatalan pemesanan oleh customer.
3. Meminimalkan waktu produksi untuk keseluruhan order.
1.6 Sistematika Penulisan
Untuk memberikan gambaran menyeluruh tentang masalah yang sedang
dibahas, maka sistematika penulisan laporan tugas akhir Rancang Bangun
Evaluasi Penjadwaan Produksi pada PT.Hume Sakti Indonesia adalah sebagai
berikut:
BAB I PENDAHULUAN
Bab ini menjelaskan mengenai latar belakang, perumusan masalah,
pembatasan masalah, tujuan, manfaat yang diberikan dan sistematika
dalam penulisan laporan tugas akhir ini.
BAB II LANDASAN TEORI
Bab ini berisi tentang definisi dan penjelasan yang lebih detil mengenai
konsep yang digunakan untuk merancang dan membangun evaluasi
penjadwalann produksi yaitu meliputi penjelasan mengenai sistem
informasi, proses manufaktur, penjadwalan produksi, aturan prioritas
yang terdiri dari First Come First Serve (FCFS), Earliest Due Date
(EDD), Shortest Processing Time (SPT), Longest Processing Time (LPT)
dan Critical Ratio (CR). Kemudian evaluasi terhadap hasil aturan
7
BAB III METODE PENELITIAN DAN PERANCANGAN SISTEM
Bab ini berisi penjelasan tentang metode penelitian dan langkah-langkah
untuk pemecahan masalah dalam tugas akhir ini, termasuk: menganalisis
permasalahan, identifikasi dari gambaran proses bisnis yang dijabarkan
dalam UML, tujuan penelitian, penyelesaiannya, struktur tabel, desain
Input/Output, dll.
BAB IV IMPLEMENTASI SISTEM
Bab ini berisi penjelasan tentang implementasi dan evaluasi sistem yang
dibuat, apakah sistem yang dirancang dan dibangun telah sesuai yang
diharapkan.
BAB V PENUTUP
Bab ini menjelaskan uraian dari kesimpulan tentang analisis sistem yang
dibuat dan saran bagi pengembangan sistem dari sistem informasi yang
8 BAB II
LANDASAN TEORI
Pada landasan teori akan dijelaskan dasar-dasar teori yang berhubungan
dengan permasalahan yang dibahas pada tugas akhir ini. Hal ini sangat penting
karena teori-teori tersebut digunakan sebagai landasan pemikiran dalam tugas
akhir ini, adapun teori-teori yang digunakan sebagai berikut:
2.1 Sistem Informasi
Menurut Fathansyah (2007) sistem informasi adalah suatu alat untuk
menyajikan informasi sedemikian rupa sehingga bermanfaat bagi penerimanya.
Tujuannya adalah untuk menyajikan informasi guna pengambilan keputusan pada
perencanaan, pemrakarsaan, pengorganisasian, pengendalian kegiatan operasi
suatu perusahaan yang menyajikan sinergi organisasi pada proses. Dengan
demikian Sistem informasi berdasarkan konsep (input, processing, output – IPO).
Menurut Herlambang dan Tanuwijaya (2005), sistem informasi adalah
elemen dari sistem yang terdiri dari tujuan, masukan keluaran, proses, mekanisme
pengendali dan umpan lingkungan dan sistem yang lain. Sistem sendiri menurut
Herlambang dan Tanuwijaya (2005) dapat didefinisikan melalaui dua
pendekatan, yaitu pendekatan prosedur yang mempunyai tujuan tertentu,
sedangkan pendekatan komponen, sistem merupakan kumpulan dari
9
9
1. Tujuan
Tujuan merupakan pedoman sistem untuk melaksanakan tugas serta
merupakan pemacu untuk mencapai hasil tertentu.
2. Masukan
Masukan (input) adalah segala sesuatu yang dimasukkan kedalam
karakter-karakter huruf maupun berupa numerik. Data ini akan diproses dengan
metode-metode tertentu dan akan menghasilkan output yang berupa informasi
yang dihasilkan dapat berupa laporan maupun solusi dari proses yang dijalankan.
3. Proses
Kegiatan yang ada dalam proses meliputi, mencatat, mengklasifikasi,
menghitung, menganasilis, membuat hipotesa dan perkiraan-perkiraan, menarik
kesimpulan, serta membuat keputusan. Hasil proses ini akan diberikan pada
bagian berikutnya yaitu output.
4. Keluaran
Keluaran (output) diterima dari proses yang dihasilkan. Hasil dari proses
bisa berupa informasi, laporan, gambar, dan grafik.
5. Batas
Batas merupakan pemisah antara sistem dengan daerah di luar sistem.
Sistem yang berada di luar sistem disebut lingkungan. Ada delapan elemen
lingkungan yang mempengaruhi sistem yaitu pemasok, pelanggan, serikat pekerja,
masyarakat keuangan, pemegang saham atau pemilik, pesaing, pemerintah, dan
10
2.2 Proses Manufaktur
Menurut Kusuma (2009: 5) proses manufaktur dapat digambarkan dalam
kerangka masukan-keluaran seperti terlihat pada Gambar 1. Masukannya berupa
bahan baku, selanjutnya bahan baku dikonversi (dengan bantuan peralatan, waktu,
keahlian, uang, manajemen, dan lain sebagainya) menjadi keluaran yang kita
sebut sebagai produk akhir. Pengendalian produksi berkepentingan dengan
peramalan atau perkiraan keluaran, penentuan input yang dibutuhkan, serta
perencanaan dan penjadwalan pengolahan bahan baku berdasarkan urutan
produksi atau konversi yang dibutuhkan.
Proses konversi dapat amat sederhana namun dapat pula amat rumit.
Aliran produk dapat berupa satuan yang kontinyu atau diskrit. Produk jadi dapat
terdiri atas beberapa komponen yang didapatkan dari beberapa pemasok. Terdapat
banyak hal yang mungkin terjadi selama material mengalir ke seluruh pabrik.
Tetapi satu hal yang pasti: harus ada pengendalian terhadap segala proses
konversi. Pada tempat inilah pengendalian produksi berperan.
MASUKAN
Bahan Baku
PROSES OPERASI
Manufakur
KELUARAN
Produk jadi PERENCANAAN DAN
PENGENDALIAN PRODUKSI
ALIRAN INFORMASI JALUR PENGARAHAN
11
11
Dalam suatu organisasi, pengendalian produksi berguna untuk
meningkatkan produktifitas. Definisi produktifitas adalah rasio nilai barang dan
jasa yang dihasilkan dibagi dengan nilai sumber daya yang digunakan dalam
produksi. Jika mesin atau orang menganggur karena tidak ada pekerjaan, atau
komponen menumpuk di gudang karena tidak tersedia mesin untuk mengolah
komponen tersebut, maka hal ini berarti sumber daya yang dimiliki terbuang
percuma. Peran pegendalian produksi adalah meminimasi pemborosan dengan
mengkoordinasikan ketersediaan tenaga kerja, peralatan dan bahan. Tak terhitung
banyaknya kasus yang membuktikan bahwa persediaan dan kapasitas yang terlalu
tinggi dapat menyebabkan organisasi kehilangan sejumlah besar uang. Perbaikan
produktifitas dapat dilakukan dengan meningkatkan rancangan dan tatacara kerja
produksi sehingga menjadi lebih efisien. Produktifitas juga dapat ditingkatkan
dengan pengendalian produksi yang lebih baik.
2.3 Penjadwalan
Penjadwalan didefinisikan sebagai proses pengaturan waktu dari suatu
kegiatan operasi, secara umum penjadwalan bertujuan untuk meminimalkan watu
proses, waktu tunggu langganan, dan tingkat persediaan, serta penggunaan yang
efisien dari fasilitas, tenaga kerja, dan peralatan. Penjadwalan disusun dengan
pertimbangan berbagai keterbatasan yang ada. Penjadwalan yang baik akan
memberikan dampak positif, yaitu rendahnya biaya operasi dan waktu
pengiriman, yang akhirnya dapat meningkatkan kepuasan pelanggan.
Adapun fungsi pokok dari penjadwalan produksi adalah untuk membuat
12
sehungga bekerja dengan kapasitas penuh dengan biaya seminimal mungkin serta
kuantitas produk yang diinginkan dapat diproduksi tepat pada waktunya.
Menurut Heizer (2008:203) terdapat dua jenis penjadwalan yaitu
penjadwalan forward scheduling dan penjadwalan backward scheduling.
2.4 Forward Scheduling
Penjadwalan forward scheduling dimulai ketika terdapat permintaan
pengerjaan untuk suatu produk yang kemudian dibuat sebuah penjadwalan untuk
waktu ke depan sampai produk selesai diproduksi. Contoh dari bidang usaha yang
menggunakan forward scheduling adalah rumah sakit, klinik, restaurant, dan jasa
antar makanan.
2.5 Backward Scheduling
Penjadwalan backward scheduling dimulai dari penjadwalan kegiatan
produksi yang paling akhir berdasarkan waktu batas pengerjaan produk yang
kemudian dikurangi dengan waktu yang dibutuhkan untuk pengerjaan produk
tersebut sehingga ditemukan waktu untuk memulai pengerjaan produk tersebut.
2.6 Penjadwalan Produksi
Menurut Heizer (2008:546) Penjadwalan produksi merupakan salah satu
fungsi dari pengawasan produksi yang mempunyai peranan yang cukup penting
karena dapat mempengaruhi keberhasilan pengawasan produksi itu sendiri. Pada
beberapa perusahaan, kegagalan atau kesalahan dalam penyusunan penjadwalan
produksi tidak hanya dapat megacaukan usaha pengawasan produksinya, tetapi
juga dapat mempengaruhi hal-hal lain dalam perusahaan seperti jumlah produk
13
13
Unsur-unsur vital dalam penjadwalan adalah sumber-sumber (resources)
yang dikenal dengan daya mesin, dan tugas-tugas (tasks) yang dikenal dengan
pekerjaan-pekerjaan (jobs), untuk dapat melakukan penjadwalan dengan baik,
maka waktu proses kerja setiap mesin serta jenis pekerjaan (job) yang akan
dijadwalkan perlu diketahui.
Dengan penjadwalan produksi yang baik tentunya mesin-mesin yang
digunakan dapat dioperasikan sesuai kapasitas yang dimiliki dan memperkecil
kemungkinan timbulnya waktu yang tidak produktif dari mesin-mesin yang
digunakan, meskipun belum tentu mesin tersebut dioperasikan sebatas kapasitas
maksimum, namun demikian setidak-tidaknya dengan suatu penjadwalan produksi
yang baik maka hasil produksi relatif akan lebih tinggi.
2.7 Priority Rules
Menurut Heizer (2008:612) priority rules menyediakan sebuah pedoman
untuk membuat sebuah urutan pekerjaan yang harus dikerjakan terlebih dahulu.
Priority rules berusaha untuk meminimalkan waktu penyelesaian proses, jumlah
pekerjaan didalam system, dan memaksimalkan utilisasi fasilitas.
Berikut ini merupakan priority rules yang paling popular:
1. FCFS (first come first serve) : pekerjaan diproses berdasarkan peerjaan yang
dating lebih awal pada suatu pusat kerja
2. SPT (shortest processing time) : pekerjaan diproses berdasarkan waktu proses
yang paling singkat yang terlebih dahulu dikerjakan.
3. EDD (earliest due date) : perkerjaan berdasarkan due date setiap pekerjaan,
14
4. CR (critical ratio) : pekerjaan yang mempunyai rasio paling kecil dari due
date terhadap lama waktu proses dikerjakan terlebih dahulu.
5. STR (slack time to remaining) : pekerjaan yang memiliki slack time yang
terkecil dikerjakan terlebih dahulu.
6. LPT: longest processing time. Pekerjaan dengan waktu proses paling panjang
akan diproses terlebih dahulu
Fokus penelitian ini adalah pada Priority rules dengan menggunakan
metode First Come First Serve (FCFS).
Tabel 2.1 Rules Priority
Pekerjaan Waktu Pekerjaan
(pemprosesan) (hari) Batas Waktu Pekerjaan (hari) A B C D E 6 2 8 3 9 6 8 16 19 28
2.8 First Come First Serve (FCFS)
Menurut Jay Heizer dan Barry Render (2008:271) pada metode First
Come First Serve (FCFS) yang pertama datang, yang pertama dilayani. Pekerjaan
pertama yang datang di sebuah pusat kerja diproses terlebih dahulu.
Tabel 2.2 Tabel Perhitungan FCFS
Urutan Pekerjaan Waktu Pekerjaan (pemprosesan) Aliran Waktu Batas Waktu Pekerjaan Keterlambatan A B C D E 6 2 8 3 9 6 8 16 19 28 8 6 18 15 23 0 2 0 4 5
15
15
Aturan FCFS menghasilkan ukuran efektivitas berikut.
a. Waktu penyelesaian rata-rata =
= = 15,4 hari
b. Utilisasi =
= = 36,4%
c. Jumlah pekerjaan rata-rata dalam sistem =
= = 2,75 pekerjaan
d. Keterlambatan pekerjaan rata-rata =
=
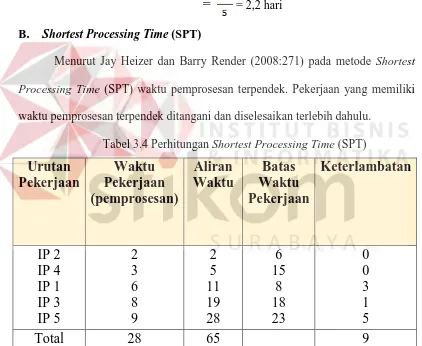
= 2,2 hari2.9 Shortest Processing Time (SPT)
Menurut Jay Heizer dan Barry Render (2008:271) pada metode Shortest
Processing Time (SPT) waktu pemprosesan terpendek. Pekerjaan yang memiliki
waktu pemprosesan terpendek ditangani dan diselesaikan terlebih dahulu.
Tabel 2.3 Tabel Perhitungan SPT
Urutan Pekerjaan Waktu Pekerjaan (pemprosesan) Aliran Waktu Batas Waktu Pekerjaan Keterlambatan B D A C E 2 3 6 8 9 2 5 11 19 28 6 15 8 18 23 0 0 3 1 5
Total 28 65 9
16
a. Waktu penyelesaian rata-rata = = 13 hari
b. Utilisasi = = 43,1%
c. Jumlah pekerjaan rata-rata dalam sistem =
=
2,32 pekerjaand. Keterlambatan pekerjaan rata-rata =
2.10 Earlies Due Dates (EDD)
Menurut Jay Heizer dan Barry Render (2008:271) pada metode Earliest
Due Date (EDD) batas waktu paling awal. Pekerjaan dengan batas waktu yang
paling awal dikerjakan terlebih dahulu.
Tabel 2.4 Tabel Perhitungan EDD
Urutan Pekerjaan Waktu Pekerjaan (pemprosesan) Aliran Waktu Batas Waktu Pekerjaan Keterlambatan B A D C E 2 6 3 8 9 2 8 11 19 28 6 8 15 18 23 0 0 0 1 5
Total 28 68 6
Aturan EDD menghasilkan ukuran efektivitas berikut.
a. Waktu penyelesaian rata-rata = = 13,6 hari
b. Utilisasi = = 41,2%
c. Jumlah pekerjaan rata-rata dalam sistem =
=
2,43 pekerjaan17
17
2.11 Longest Processing Time (LPT)
Menurut Jay Heizer dan Barry Render (2008:271) pada metode Longest
Processing Time (LPT) waktu pemprosesan terpanjang. Pekerjaan yang memiliki
waktu pemprosesan lebih panjang, lebih besar biasanya sangat penting dan
diutamakan terlebih dahulu.
Tabel 2.5 Tabel Perhitungan LPT
Urutan Pekerjaan Waktu Pekerjaan (pemprosesan) Aliran Waktu Batas Waktu Pekerjaan Keterlambatan E C A D B 9 8 6 3 2 9 17 23 26 28 23 18 8 15 6 0 0 15 11 22
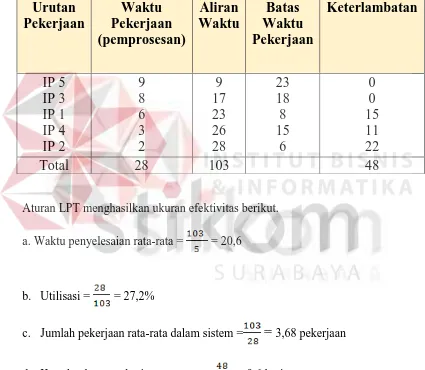
Total 28 103 48
Aturan LPT menghasilkan ukuran efektivitas berikut.
e. Waktu penyelesaian rata-rata = = 20,6
e. Utilisasi = = 27,2%
f. Jumlah pekerjaan rata-rata dalam sistem =
=
3,68 pekerjaang. Keterlambatan pekerjaan rata-rata =
=
9,6 hari2.12 Siklus Hidup Pengembangan Sistem
Dalam merancang dan membangun sistem informasi, terdapat tahap-tahap
terstruktur yang harus dijalai pengembang, yakni siklus hidup pengembangan
sistem (SHPS) atau yang juga dikenal dengan system development life cycle
18
tahap untuk menganalisis dan merancang sistem yang dimana sistem tersebut
telah dikembangkan dengan sangat baik melalui penggunaan sklus kegiatan
penganalisis dan pengguna secara spesifik (Kendall, 2003:11).Tahapan-tahapan
tersebut adalah sebagai berikut.
1. Mengidentifikas masalah, peluang, dan tujuan.
Pada tahap ini, masalah, peluang, dan tujuan-tujuan yang hendak dicapai
dindetifikasi. Tahap pertama ini bertujuan untuk melihat apa yang terjadi
dalam bisnis, menentukan dengan tepat masalah-masalah yang terjadi, dan
peluang yang mungkin dapat tercapai melalui penggunaan sistem informasi.
2. Menentukan syarat-syarat informasi.
Informasi yang dibutuhkan mulai dikumpulkan dalam tahap ini. Data-data
yang diperlukan untuk perancangan sistem digali dari berbagi sumber dengan
metode pengumpulan data yang berbeda-beda: wawancara, observasi,
kuisoner, dan dokumentasi. Untuk setiap metode pengumpulan data,
diperlukan instrument yang sesuai.
3. Menganalisis kebutuhan sistem.
Pada tahapan ini sistem, baik yang sudah terkomputerisasi atau belum,
dianalisis dan diidentifikasi kebutuhannya. Tujuan dari analisis kebutuhan ini
adalah agar sistem yang akan dibuat mampu menjawab permasalahan yang
ada.
4. Merancang sistem yang direkomendasikan.
Dalam tahap desain dari siklus hidup pengembangan sistem,
informasi-informasi yang terkumpul sebelumnya digunakan untuk mencapai desain
19
19
mulai system flow, diagram aliran data, antarmuka pengguna, basis data,
perancangan fungsi-fungsi program dan file-file yang digunakan.
5. Mengembangkan dan mendokumentasikan perangkat lunak.
Pada tahapan ini sistem yang telah dirancang akan dikembangkan.
Pengembangan sistem informasi dilakukan dengan menggunakan bahasa
pemrograman dan tool pendukungnya sesuai rancangan yang telah dibuat
sebelumnya. Dokumentasi yang baik juga perlu dilakukan dengan pembuatan
user manual atau panduan penggunaan perangkat lunak.
6. Menguji dan mempertahankan sistem.
Pengujian harus dilakukan terlebih dahulu sebelum sistem informasi dapat
digunakan. Rangkaian pengujian ini dijalankan bersama-sama dengan data
contoh dan data akatual dari sistem yang telah ada.
7. Mengimplementasikan dan mengevaluasi sistem
Setelah sistem informasi yang telah dikembangkan diuji ketepatannya maka
sistem informasi tersebut siap untuk diimplementasikan dalam organisasi.
Sistem baru ini juga perlu dievaluasi, apakah sistem informasi yang telah
dibuat dapat mengatasi permasalahan yang ada, digunakan dan membantu
pengguna yang menggunakannya.
2.13 Analisis dan Perancangan Sistem
Menurut Kendall (2003:7), analisis dan perancangan sistem merupakan
kegiatan menganalisis input data atau aliran data secara sistematis, memproses
atau mentransformasikan data, menyimpan data, dan menghasilkan output
informasi dalam konteks bisnis khusus. Analisis dan perancangan sistem
20
peningkatan-peningkatan fungsi bisnis yang bisa dicapai melalui penggunaan
sistem informasi terkomputerisasi.
Analisis dan desain sistem ditujukan untuk menyusus analisis dan
perancangan sistem informasi, usaha yang banyak yang memungkinkan hal-hal
yang tidak terpikirkan diatasi dengan berbagai cara. Hal ini bisa dianggap sebagai
serangkaian proses yang secara sistematis dilakukan untuk meningkatkan bisnis
melalui penggunaan sistem informasi terkomputerisasi. Bagian terbesar dari
analisis dan perancangan sistem melibatkan kerja sama dengan pengguna sistem
informasi.
2.14 Document Flow
Menurut Kendall (2003:125) Document flow adalah diagram yang
menggambarkan aliran dokumen pada sistem. Dokumen tersebut dihasilkan dari
proses yang dilakukan oleh sistem. Document flow dapat digambarkan
berdasarkan sistem yang telah dibuat sebelumnya ataupun sistem yang akan
dibuat sehingga memudahkan pengembangan untuk membuat/mengembangkan
sistem.
2.15 System Flow
Menurut Kendall (2003:127) System Flow adalah diagram yang
menunjukan arus pekerjaan secara menyeluruh dari sebuah sistem dimana pada
bagian ini setiap prosedur dari sistem dijelaskan. Pada system flow ini juga bagian
dari sistem (subsistem) tergambarkan dengan jelas beserta fungsi-fungsi yang ada
di dalamnya. Beberapa macam symbol yang digunakan dalam pembuatan system
21
21
document, process, database, manual input, decision, off-line storage, on page
reference, dan off-page reference.
2.16 Diagram Aliran Data
Menurut Kendall (2003:263), diagram aliran data (DAD) atau yang juga
disebut data flow diagram (DFD) menggambarkan pandangan sejauh mungkin
mengenai masukan, proses, dan keluaran sistem, yang berhubungan dengan
masukan, proses, dan keluaran dari model sistem umum. Adapun beberapa
kelebihan pendekatan aliran data menurut Kendall adalah sebagai berikut.
1. Kebebasan dari menjalankan implementasi teknis sistem yang terlalu dini.
2. Pemahaman lebih jauh mengenai keterkaitan satu sama lain dalam sistem dan
subsistem.
3. Mengkomunikasikan pengetahuan sistem yang ada dengan pengguna melalui
diagram aliran data.
4. Menganalisis sistem yang diajukan untuk menentukan apakah data-data dan
proses yang diperlukan sudah ditetapkan.
2.17 Entity Relationship Diagram
Entity Relationship Digram (ERD) adalah diagram dari sistem yang
menggambarkan hubungan antar entitas beserta relasinya yang saling terhubung.
Menurut Marlinda (2004:28), relasi adalah hubungan antar entitas yang berfungsi
sebagai hubungan yang mewujudkan pemetaan antar entitas. ERD terdiri atas 3
22
1. Entitas
Entitas adalah sesuatu yang ada dan didefinisikan dalam sebuah organisasi.
Entitas dalam berbentuk abstrak dan nyata.
2. Relasi
Relasi merupakan hubungan antar entitas yang berfungsi untuk menunjukan
hubungan antar entitas.
3. Atribut
Atribut adalah keterangan yang menempel pada entitas dan relasi. Atribut
terdiri atas:
a) Simple attribute
Atribut tipe ini adalah atribut yang unik dan tidak dimiliki oleh atribut
yang lain.
b) Composite attribute
Atribut ini adalah atribut yang memiliki dua nilai.
c) Single value attribute
Atribut ini adalah atribut yang hanya memiliki satu nilai
d) Multi value attribute
Atribut ini adalah atribut yang memiliki banyak nilai.
e) Null value attribute
Atribut ini adalah atribut yang tidak memiliki nilai
Entity Relationship Diagram (ERD) diperlukan untuk
23
23
1. Conceptual Data Model
Conceptual Data Model (CDM) adalah jenis model data yang
menggambarkan hubungan antar table secara konseptual.
2. Physical Data Model
Physical Data Model (PDM) adalah jenis model data yang
menggambarkan hubungan antara table secara fisikal.
2.18 Konsep Sistem Basis Data
2.18.1 Sistem Basis Data
Menurut Marlinda (2004:1), sistem basis data adalah suatu sistem
menyusun dan mengola records menggunakan komputer untuk menyimpan atau
merekam serta memelihara dan operasional lengkap sebuah organisasi/perusahaan
sehingga mampu menyediakan informasi optimal yang diperlukan pemakai untuk
proses mengambil keputusan. Pada sebuah sistem basis data terdapat
komponen-komponen utama yaitu perangkat keras (hardware), sistem operasi (operating
system), basis data (database), sistem pengelola basis data (DBMS), pengguna
(user), dan aplikasi lain yang sifatnya opsional.
Kelebihan dari sistem basis data yang mendasari penggunaanya adalah
sebagai berikut.
1. Mengurangi kerangkapan data (redundancy), yaitu data yang sama disimpan
dalam berkas data yang berbeda-beda sehingga update dilakukan
berulang-ulang.
2. Mencegah ketidakkonsistenan.
3. Keamanan data dapat terjaga, yaitu data dapat dilindungi dari pemakai yang
24
4. Integritas dapat dipertahankan.
5. Data dapat dipergunakan bersama-sama.
6. Menyediakan recovery.
7. Memudahkan penerapan standarisasi.
8. Data bersifat mandiri (data independence).
9. Keterpaduan data terjaga, memelihara keterpaduan data berarti data harus
akurat. Hal ini sangat erat hubungannya dengan pengontrolan kerangkapan
data dan pemeliharaan keselarasan data.
Adapun kekurangan-kekurangan yang patut dipertimbangkan dalam
pengunaannya adalah sebagai berikut.
1. Diperlukan tempat penyimpanan yang besar.
2. Diperlukan tenaga yang terampil dalam mengolah data.
3. Kerusakan sistem basis data dapat mempengaruhi departemen yang
terkait.
2.18.2 Sistem Manajemen Basis Data
Menurut Marlinda (2004:6), Sistem Manajemen Basis Data atau Database
Management System (DBMS) merupakan kumpulan file yang saling berkaitan dan
program untuk pengelolanya. Basis Data adalah kumpulan datanya, sedang
program pengelolanya berdiri sendiri dalam suatu paket program yang komersial
untuk membaca data, menghapus data, dan melaporkan data dalam basis data.
Bahasa-bahasa yang terdapat dalam DBMS adalah sebagai berikut.
1. Data Definition Language (DDL)
Pola skema basis data dispesifikasikan dengan satu set definisi yang
25
25
perintah DDL adalah satu set table yang disimpan di dalam file khusus yang
disebut data dictionary/directory.
2. Data Manipulation Langguage (DML)
Bahasa yang digunakan untuk mengakses dan memanipulasi data yang ada di
dalam database.
Fungsi dasar dari sebuah DBMS adalahs sebagai berikut.
1. Data Definition
DBMS harus dapat melakukan pendefinisian data.
2. Data Manipulation
DBMS harus dapat melakukan perubahan/manipulasi data pada database.
3. Data Security and Integrity
DBMS dapat memeriksa keamanan dan integritas sesuai yang ditentukan
oleh DBA.
4. Data Recovery and Concurrency
DBMS harus dapat melakukan penanganan terhadap data-data yang hilang
akibat kesalahan sistem, kerusakan harddisk,dan lain sebagainya. DBMS
juga harus menjaga concurrency, yakni dimana ketika database diakses
lebih dari 1(satu)user.
5. Data Dictionary
DBMS harus mempunyai data dictionary.
2.19 Interaksi Manusia-Komputer
Rizky (2006:4) mendeskripsikan interaksi manusia-komputer sebagai
sebuah disiplin ilmu yang mempelajari desain, evaluasi, implementasi dari sistem
faktor-26
faktor utama dalam lingkungan interaksinya. Interaksi antara manusia dan
komputer bertemu pada user interface (atau yang sering disebut dengan interface)
yang meliputi software dan hardware. Input diterima melalui hardware seperti
keyboard dan mouse, kemudian diteruskan ke software untuk diolah dan
data/informasi hasil olahan tersebut dikeluarkan dalam bentuk tampilan layar
ataupun pada hardware yang lain. Interaksi Manusia dan Komputer ini penting
dalam pembuatan sistem dalam penelitian ini karena proses pembuatan website
(yang merupakan basis aplikasi yang akan dibuat) memerlukan desain interaksi
manusia dan komputer yang baik sehingga user yang menggunakannya dapat
mengerti dan dapat dengan mudah mengoperasikannya.
2.20 Testing Software
Menurut Romeo (2003:3), testing adalah proses mengoperasikan software
dalam suatu kondisi yang dikendalikan untuk melakukan verifikasi apakah telah
berlaku sebagaimana yang telah ditetapkan (menurut spesifikasi), mendeteksi
error, dan validasi apakah spesifikasi yang telah ditetapkan sudah memenuhi
keinginan atau kebutuhan dari pengguna yang sebenarnya. Verifikasi merupakan
pengecekan atau pengetesan entitas-entitas untuk pemenuhan dan konsistensi
dengan melakukan evaluasi hasil terhadap kebutuhan yang telah
ditetapkan.Validasi adalah proses melihat kebenaran sistem, apakah proses yang
telah ditulis dalam spesifikasi apakah sesuai dengan yang sebenarnya diinginkan
dan dibutuhkan oleh pengguna. Sedangkan dengan deteksi erro, testing
berorientasi untuk membuat kesalahan secara intensif, untuk menentukan apakah
suatu hal tersebut terjadi bilamana tidak seharusnya terjadi atau suatu hal tersebut
27
27
Testing merupakan suatu aktivitas menyeluruh dan terus menerus
sepanjang proses pengembangan. Hal ini dilakukan agar informasi yang
dibutuhkan dapat dikumpulkan untuk melakukan evaluasi efektivitas kerja. Tiap
aktivitas yang digunakan dengan obyektif untuk membantu proses evaluasi suatu
software dapat disebut sebagai suatu aktivitas testing.
Test case merupakan suatu tes yang dilakukan berdasarkan pada suatu
inisialisasi, masukan, kondisi, maupun hasil yang telah ditentukan sebelumnya.
Ada dua jenis test case yang dapat digunakan, yakni black box testing untuk
melakukan testing kesesuaian suatu komponen terhadap spesifikasi dan white box
testing yang digunakan untuk melakukan testing keseuaian komponen terhadap
desain.
White box testing adalah suatu metode desain test case yang menggunakan
struktur kendali dari desain procedural. Metode desain test case ini dapat
menjamin semua jalur (path) yang independen dapat dites setidaknya sekali tes,
semua logika keputusan dapat dites dengan jalur yang salah dan atau jalur yang
benar, semua loop dapat dites terhadap batasannya dan ikatan operasionalnya,
serta semua struktur internal data dapat dites untuk memastikan validitasnya.
Sedangkan black box testing dilakukan tanpa pengetahuan detil struktur internal
dari sistem atau komponen yang dites. Black box testing berfokus pada kebutuhan
fungsional pada software, berdasarkan spesifikasi kebutuhan dari software.
Kategori error yang akan diketahui melalui black box testing antara lain: fungsi
yang hilang atau tidak benar, error dari antarmuka, error dari struktur data atau
ekses eksternal database, error dari kinerja atau tingkah laku, error dari
28
2.21 Black box Testing
Black box testing, dilakukan tanpa pengetahuan detil struktur internal
dari sistem atau komponen yang ditest, juga disebut sebagai behavioral testing,
specification-based testing, input / output testing atau functional testing. Black
box testing berfokus pada kebutuhan fungsional pada software, berdasarkan pada
spesifikasi kebutuhan dari software. Kategori error yang akan diketahui melalui
black box testing adalah sebagai berikut:
1. Fungsi yang hilang atau tidak benar.
2. Error dari antar muka.
3. Error dari struktur data atau akses eksternal database.
4. Error dari kinerja atau tingkah laku.
5. Error dari inisialisasi dan terminasi.
Test di desain untuk menjawab pertanyaan sebagai berikut:
1. Bagaimana validasi fungsi yang akan ditest ?
2. Bagaimana tingkah laku kinerja dari sistem yang akan ditest ?
3. Kategori masukan apa saja yang bagus digunakan untuk test case ?
4. Apakah sebagian sistem sensitif terhadap suatu nilai masukan tertentu ?
5. Bagaimana batasan suatu kategori masukan ditetapkan ?
6. Sistem mempunyai toleransi jenjang dan volume data apa saja ?
7. Apa saja akibat dari kombinasi data tertentu yang akan terjadi pada operasi
29 BAB III
ANALISIS DAN PERANCANGAN SISTEM
3.1 Analisis Sistem
Dalam merancang dan membangun evaluasi penjadwalan produksi
dibutuhkan anasisis dan tahapan-tahapan dalam melakukan perancangan sistem.
Berikut ini adalah analisis dan tahapan-tahapan dalam melakukan perancangan
sistem.
3.1.1 Identifikasi Masalah
Sistem produksi yang digunakan oleh PT. Hume Sakti Indonesia adalah
pull system yang berarti PT. Hume Sakti Indonesia hanya melakukan produksi
apabila ada pesanan dari customer. Proses penerimaan order saat ini pada PT.
Hume Sakti Indonesia, meliputi penerimaan order produksi dari marketing,
dilanjutkan dengan pengecekan stok dimana bagian produksi berkerjasama
dengan bagian stockyard untuk melakukan cek fisik stok dilapangan, setelah itu
dilanjutkan dengan pembuatan instruksi produksi dan kalkulasi mix design.
Instruksi produksi yang telah dibuat akan dijadwalkan, setelah itu dibuatlah
material requisition yang akan diberikan pada Divisi Gudang sebagai dasar
pengadaan barang.
Instruksi produksi yang telah dibuat akan dijadwalkan, setelah itu
dibuatlah material requisition yang akan diberikan pada Divisi Gudang sebagai
dasar pengadaan barang. Dari proses bisnis diatas memakan waktu 3 jam, dan
untuk setting mesin dan peralatan memakan waktu 1 hari. PT. Hume Sakti
Bagian Produksi yang memiliki 150 tenaga kerja produksi dan juga
beroperasi selama 24 jam senin - sabtu hanya memiliki 2 orang admin dan 1 orang
kepala produksi sehingga dalam melakukan penjadwalan akan banyak memakan
waktu.
Pada PT Hume Sakti indonesia juga sering terjadi permasalahan apabila
terdapat order produksi yang masuk mendadak dan lead time yang singkat, pada
kondisi ini Divisi Produksi sering kali lebih memrioritaskan produksi terlebih
dahulu dari pada membuat dokumentasi terkait produksi (penjadwalan, instruksi
produksi, jadwal material) dan material yang digunakan untuk order lain, seperti
semen, pasir, batu, agregat, dipakai untuk melayani order yang mendadak, muncul
dampak dari tidak adanya suatu sistem yang dapat secara langsung membantu
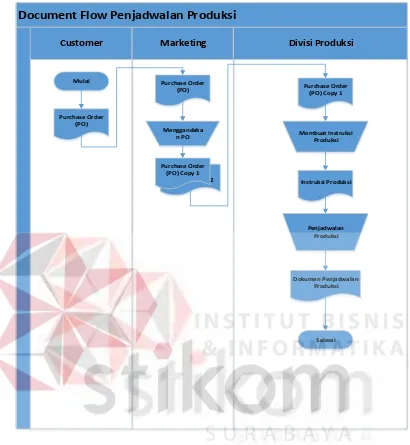
dalam proses penjadwalan produksi. Document flow penjadwalan produksi dapat
31
Document Flow Penjadwalan Produksi
Customer Marketing Divisi Produksi
Purchase O (PO) 2 Mulai
Purchase Order (PO)
Purchase Order (PO)
Purchase Order (PO) Copy 1 Menggandaka
n PO
Purchase Order (PO) Copy 1
Me mbuat Instruksi Produksi
Instruksi Produksi
Penjadwalan Produksi
Selesai Dokumen Penjadwalan
[image:35.595.100.510.84.529.2]Produksi
Gambar 3.1 Document Flow Penjadwalan Produksi
Proses penjadwalan produksi dimulai dari pesanan yang telah diterima
akan diberikan kepada Divisi Produksi, setelah dokumen produksi diterima oleh
Divisi Produksi, Kepala Pabrik mengeluarkan instruksi produksi, setelah instruksi
produksi dikeluarkan kemudian dilakukan penjadwalan produksi.
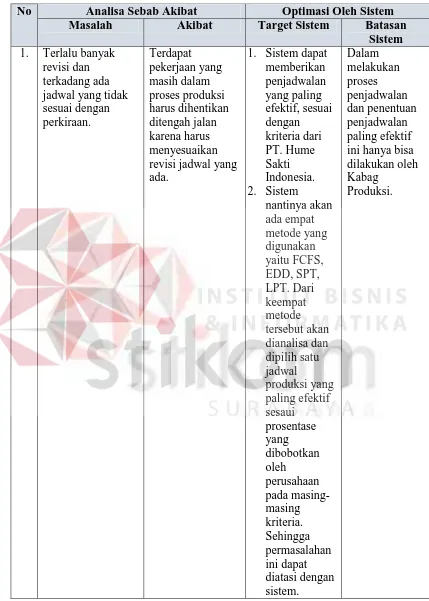
Pada tahap ini dilakukan identifikasi terhadap masalah yang ada pada PT.
Hume Sakti Indonesia dengan akibat yang ditimbulkan. Identifikasi masalah dapat
Tabel 3.1 Tabel Identifikasi Masalah
No Analisa Sebab Akibat Optimasi Oleh Sistem
Masalah Akibat Target Sistem Batasan
Sistem 1. Terlalu banyak
revisi dan terkadang ada jadwal yang tidak sesuai dengan perkiraan. Terdapat pekerjaan yang masih dalam proses produksi harus dihentikan ditengah jalan karena harus menyesuaikan revisi jadwal yang ada.
1. Sistem dapat
memberikan penjadwalan yang paling efektif, sesuai dengan kriteria dari PT. Hume Sakti Indonesia. 2. Sistem nantinya akan ada empat metode yang digunakan yaitu FCFS, EDD, SPT, LPT. Dari keempat metode tersebut akan dianalisa dan dipilih satu jadwal produksi yang paling efektif sesaui prosentase yang dibobotkan oleh perusahaan pada masing-masing kriteria. Sehingga permasalahan ini dapat diatasi dengan sistem. Dalam melakukan proses penjadwalan dan penentuan penjadwalan paling efektif ini hanya bisa dilakukan oleh Kabag
33
No Analisa Sebab Akibat Optimasi Oleh Sistem
Masalah Akibat Target Sistem Batasan
Sistem 2. Pemanfaatan mesin
produksi yang kurang optimal. Divisi produksi sering menunda pesanan karena tidak bisa dijadwalkan produksinya (batas waktu atau due date yang diminta
customer sangat pendek, sedangkan proses produksi masih berlangsung, sehingga customer harus menunggu antrian produksi.
Sistem yang bisa memberikan penjadwalan yang efektif sesuai dengan kriteria perusahaan akan dapat mengoptimalkan pemanfaatan mesin produksi. Dalam melakukan proses penjadwalan dan penentuan penjadwalan paling efektif ini hanya bisa dilakukan oleh Kabag
Produksi.
3.1.2 Analisis Kebutuhan Sistem
Ditinjau dari seluruh permasalahan diatas, Maka dibuatlah Rancang
Bangun Evaluasi Penjadwalan Produksi Pada PT. Hume Sakti Indonesia yang
dapat membantu penjadwalan produksi dalam mengendalikan urutan produksi,
sehingga dapat memudahkan divisi produksi dan gudang dalam mendapatkan
informasi yang lebih akurat mengenai order barang.
Dari hasil proses terebut akan menghasilkan output yaitu hasil evaluasi
(FCFS, SPT, EDD, LPT), laporan penjawalan, laporan pesanan pembeli, jadwal
produksi per kontrak, jadwal produksi bulanan, jadwal material per kontrak,
jadwal material bulanan, instruksi produksi.
3.2 Perancangan Sistem
Berdasarkan analisis kebutuhan sistem di atas, maka dapat dibuat sebuah
model pengembangan yang berupa block diagram. Dengan adanya model
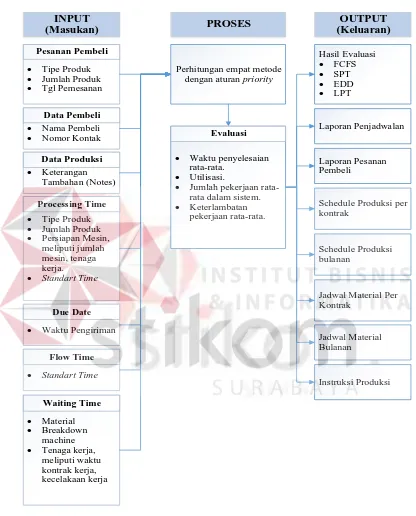
dengan kebutuhan. Berikut ini adalah block diagram yang dapat dilihat pada Gambar 3.2 INPUT (Masukan) PROSES OUTPUT (Keluaran)
Tipe Produk
Jumlah Produk
Tgl Pemesanan
Pesanan Pembeli
Nama Pembeli
Nomor Kontak
Data Pembeli
Keterangan
Tambahan (Notes)
Data Produksi Laporan Pesanan
Pembeli
Schedule Produksi per kontrak
Schedule Produksi bulanan
Jadwal Material Bulanan
Jadwal Material Per Kontrak
Instruksi Produksi Hasil Evaluasi
FCFS
SPT
EDD
LPT
Waktu penyelesaian
rata-rata.
Utilisasi.
Jumlah pekerjaan
rata-rata dalam sistem.
Keterlambatan
pekerjaan rata-rata.
Tipe Produk
Jumlah Produk
Persiapan Mesin,
meliputi jumlah mesin, tenaga kerja.
Standart Time Processing Time
Waktu Pengiriman
Due Date
Standart Time Flow Time
Material
Breakdown
machine
Tenaga kerja,
meliputi waktu kontrak kerja, kecelakaan kerja
Waiting Time
Perhitungan empat metode dengan aturan priority
Evaluasi
Laporan Penjadwalan
Gambar 3.2 Block Diagram Evaluasi Penjadwalan Produksi
Gambar diatas merupakan Block Diagram dari Rancang Bangun Evaluasi
Penjadwalan Produksi Pada PT. Hume Sakti Indonesia menggunakan aturan
35
Dan ada dua proses pada block diagram diatas, yaitu: Perhitungan empat metode
menggunakan aturan priority, dalam proses perhitungan data yang diinputkan
berupa :
1. Data pesanan pembeli, dalam pesanan pembeli terdapat inputan berupa
tipe produk (dari tipe produk nantinya akan diketahui jumlah material
yang akan dibutuhkan, jumlah produk, dan tanggal pemesanan.
2. Data pembeli, dalam data pembeli terdapat inputan berupa nama pembeli
dan nomor kontak
3. Data produksi, dalam data produksi data yang diinputkan berupa
keterangan tambahan (keterangan tambahan berfungsi untuk
menambahkan kebutuhan pelanggan diluar kontrak).
4. Processing time, dalam processing time data yang diinputkan berupa
waktu pengiriman.
5. Waiting Time, dalam waiting time data yang diinputkan berupa material,
breakdown machine, tenaga kerja yang meliputi tenaga kerja dan
kecelakaan kerja. tipe produk, jumlah produk, persiapan mesin yang
meliputi jumah mesin dan tenaga kerja.
6. Due Date, dalam due date data yang diinputkan berupa Pesanan pembeli,
dalam proses pesanan pembeli data yang diinputkan berupa tipe produk
7. Flow time, dalam proses flow time data yang diinputkan berupa standart
time (standart time adalah waktu yang telah di tetukan olah perusahaan
dalam produksi).
Kemudian terdapat proses perhitungan empat metode menggunakan aturan
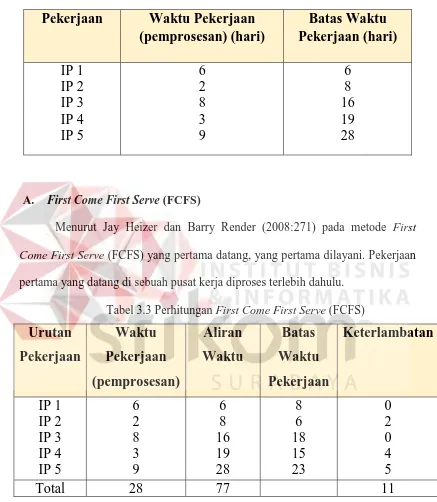
Tabel 3.2 Perhitungan Priority Rules
Pekerjaan
Waktu Pekerjaan
(pemprosesan) (hari)
Batas Waktu
Pekerjaan (hari)
IP 1
IP 2
IP 3
IP 4
IP 5
6
2
8
3
9
6
8
16
19
28
A. First Come First Serve (FCFS)
Menurut Jay Heizer dan Barry Render (2008:271) pada metode First
Come First Serve (FCFS) yang pertama datang, yang pertama dilayani. Pekerjaan
pertama yang datang di sebuah pusat kerja diproses terlebih dahulu.
Tabel 3.3 Perhitungan First Come First Serve (FCFS)
Urutan
Pekerjaan
Waktu
Pekerjaan
(pemprosesan)
Aliran
Waktu
Batas
Waktu
Pekerjaan
Keterlambatan
IP 1
IP 2
IP 3
IP 4
IP 5
6
2
8
3
9
6
8
16
19
28
8
6
18
15
23
0
2
0
4
5
Total
28
77
11
Aturan FCFS menghasilkan ukuran efektivitas berikut.
a. Waktu penyelesaian rata-rata =
37
b. Utilisasi =
= = 36,4%
c. Jumlah pekerjaan rata-rata dalam sistem =
= = 2,75 pekerjaan
d. Keterlambatan pekerjaan rata-rata =
=
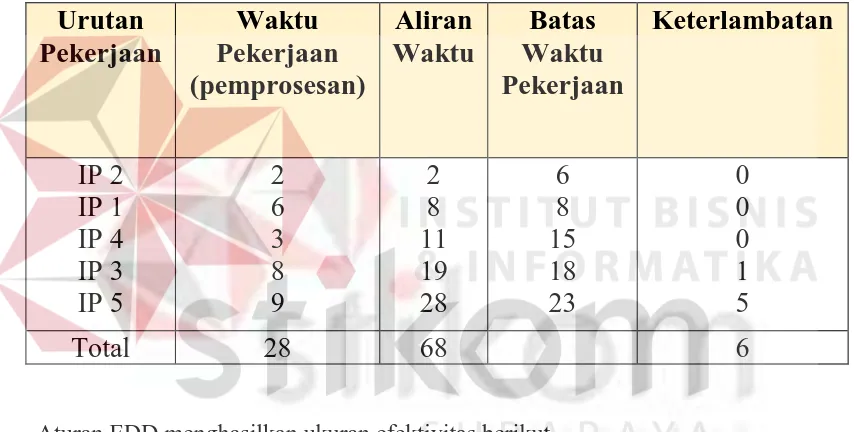
= 2,2 hariB. Shortest Processing Time (SPT)
Menurut Jay Heizer dan Barry Render (2008:271) pada metode Shortest
Processing Time (SPT) waktu pemprosesan terpendek. Pekerjaan yang memiliki
[image:41.595.95.517.275.621.2]waktu pemprosesan terpendek ditangani dan diselesaikan terlebih dahulu.
Tabel 3.4 Perhitungan Shortest Processing Time (SPT)
Urutan
Pekerjaan
Waktu
Pekerjaan
(pemprosesan)
Aliran
Waktu
Batas
Waktu
Pekerjaan
Keterlambatan
IP 2
IP 4
IP 1
IP 3
IP 5
2
3
6
8
9
2
5
11
19
28
6
15
8
18
23
0
0
3
1
5
Total
28
65
9
Aturan SPT menghasilkan ukuran efektivitas berikut.
a. Waktu penyelesaian rata-rata = = 13 hari
c. Jumlah pekerjaan rata-rata dalam sistem =
=
2,32 pekerjaand. Keterlambatan pekerjaan rata-rata =
C. Eearlies Due Dates (EDD)
Menurut Jay Heizer dan Barry Render (2008:271) pada metode Earliest
Due Date (EDD) batas waktu paling awal. Pekerjaan dengan batas waktu yang
[image:42.595.95.522.299.515.2]paling awal dikerjakan terlebih dahulu.
Tabel 3.5 Perhitungan Eearlies Due Dates (EDD)
Urutan
Pekerjaan
Waktu
Pekerjaan
(pemprosesan)
Aliran
Waktu
Batas
Waktu
Pekerjaan
Keterlambatan
IP 2
IP 1
IP 4
IP 3
IP 5
2
6
3
8
9
2
8
11
19
28
6
8
15
18
23
0
0
0
1
5
Total
28
68
6
Aturan EDD menghasilkan ukuran efektivitas berikut.
a. Waktu penyelesaian rata-rata = = 13,6 hari
b. Utilisasi = = 41,2%
c. Jumlah pekerjaan rata-rata dalam sistem =
=
2,43 pekerjaan39
D. Longest Processing Time (LPT)
Menurut Jay Heizer dan Barry Render (2008:271) pada metode Longest
Processing Time (LPT) waktu pemprosesan terpanjang. Pekerjaan yang memiliki
waktu pemprosesan lebih panjang, lebih besar biasanya sangat penting dan
[image:43.595.91.516.245.615.2]diutamakan terlebih dahulu.
Tabel 3.6 Perhitungan Longest Processing Time (LPT)
Urutan
Pekerjaan
Waktu
Pekerjaan
(pemprosesan)
Aliran
Waktu
Batas
Waktu
Pekerjaan
Keterlambatan
IP 5
IP 3
IP 1
IP 4
IP 2
9
8
6
3
2
9
17
23
26
28
23
18
8
15
6
0
0
15
11
22
Total
28
103
48
Aturan LPT menghasilkan ukuran efektivitas berikut.
a. Waktu penyelesaian rata-rata = = 20,6
b. Utilisasi = = 27,2%
c. Jumlah pekerjaan rata-rata dalam sistem =
=
3,68 pekerjaand. Keterlambatan pekerjaan rata-rata =
=
9,6 hariHasil perhitungan empat metode menggunakan aturan priority di atas
akan dilakukan evaluasi berupa waktu penyelesaian rata-rata, utilisasi, jumlah
nantinya akan membantu mengevaluasi proses penjadwalan produksi pada PT.
Hume Sakti Indonesia.
Dari hasil proses terebut akan menghasilkan output yaitu hasil evaluasi
(FCFS, SPT, EDD, LPT), laporan penjawalan, laporan pesanan pembeli, jadwal
produksi per kontrak, jadwal produksi bulanan, jadwal material per kontrak,
jadwal material bulanan, instruksi produksi.
3.2.1 Data Flow Diagram (DFD)
A. Context Diagram
Context digram ini merupakan hal yang pertama yang harus dibuat dalam
rangkaian suatu DFD yang menggambarkan entitas-entitas yang berhubungan
dengan suatu sistem. Context diagram untuk sistem penjadwalan produksi
menggunakan aturan prioritas ini dapat dilihat pada Gambar 3.3
Instruks i Produksi Jadwal M aterial
Schedule Produksi Laporan Pesanan Pembeli
Laporan Penjadwalan Has il Evaluasi
Data Waiting Time Data Flow Time Data Due Date Data Processing Time Data Pesanan Pembeli
Data Pembeli
Data Produksi
0
Evaluas i Penjadwalan Produksi pada PT Hume
Sakti Indones ia
+
Admin Produks i
Kabag Produksi
41
B. Diagram Berjenjang
Langkah selanjutnya dalam rangkaian suatu DFD setelah membuat Context Diagram, adalah membuat diagram berjenjang.
Diagram berjenjang ini digunakan untuk menampilkan semua proses yang terdapat pada suatu aplikasi tertentu dengan jelas dan terstruktur.
Diagram berjenjang untuk sistem informasi penjadwalan produksi menggunakan aturan prioritas bisa dilihat pada Gambar 3.4
0
Rancang Bangun Evaluasi Penjadwalan Produksi pada
PT.Hume Sakti Indonesia
1 Perhitungan empat
metode dengan aturan priority
2 Evaluasi 1.1 Pesanan Pembeli 1.2 Data Pembeli 1.3 Data Produksi 1.4 Processing Time 1.5 Due Date 1.6 Flow Time 1.7 Waiting Time 2.1 Hasil Evaluasi 2.2 Cetak Laporan Penjadwalan 2.3 Cetak Laporan Pesanan Pembeli 2.4 Cetak Schedule Produksi Per Kontrak 2.5 Cetak Schedule Produksi Bulanan 2.6 Cetak Jadwal Material Per kontrak 2.7 Cetak Jadwal Material Bulanan 2.8 Cetak Instruksi Produksi
C. DFD Level 0 Rancang Bangun Evaluasi Penjadwalan Produksi
Langkah selanjutnya setelah membuat diagram berjenjang, yaitu
mengambarkan diagram yang lebih rinci lagi dari context diagram dan sesuai
dengan diagram berjenjang yang disebut dengan DFD Level 0 yang bisa dilihat
pada Gambar 3.5
Read Data Waiting Time
Read Due Date Read Data Processing Time
Read Data Pembeli Read Data Processing Time
Read Data Due Date Read Data Flow Time Read Data Waiting Time
Penyimpanan Data Waiting Time Data Due Date
Instruksi Produksi Jadwal Material Schedule Produksi Laporan Pesanan Pembeli
Laporan Penjadwalan Hasil Evaluasi P erhitungan Priority Read Data Hasil Evaluasi
Perhitungan Aturan Priority
Read Data Produksi Read Data Pembeli Penyimpanan Data Flow Time
Penyimpanan Data Due Date Penyimpanan Data Processing Time
Penyimpanan Data Produksi Penyimpanan Data Pembeli Penyimpaan Data Pesanan Pembeli
Data Waiting Time Data Flow Time Data Processing Time
Data Produksi Data Pembeli Data Pesanan Pembeli
Admin Produksi
1 Pesanan Pembeli
Kabag Produksi 2 Data Pembeli 3 Data Produksi 4 Processing Time 5 Due Date 6 Flow Time 1 Master Data + 2 Perhitungan Empat Metode Dengan Aturan Priority +
8 Hasil Evaluasi
3
Evaluasi
7 Waiting Time
43
D. DFD Level 1 Perhitungan Empat Metode Dengan Aturan Priority
Pada Gambar 3.6 adalah rincian proses / decompose dari sub proses
perhitungan empat metode dengan aturan priority yang ada pada DFD Rancang
Bangun Evaluasi Penjadwalan Produksi Pada PT. Hume Sakti Indonesia. Di
dalam sub proses perhitungan empat metode dengan aturan priority dibagi
menjadi tiga sub proses lagi yaitu approve pesanan, perhitungan aturan priority,
hasil perhitungan dengan aturan priority.
Gambar 3.6 DFD Level 1 Perhitungan Empat Metode Dengan Aturan Priority
E. DFD Level 2 Perhitungan Aturan Priority
Pada Gambar 3.7 adalah rincian proses / decompose dari sub proses
perhitungan aturan priority yang ada pada DFD Rancang Bangun Evaluasi
perhitungan aturan priority dibagi menjadi empat sub proses lagi yaitu metode
FCFS, SPT, EDD, dan LPT.
Gambar 3.7 DFD Level 2 Perhitungan Aturan Priority
3.2.2 Entity Relationship Diagram (ERD)
ERD adalah suatu desain sistem untuk merepresentasikan model data
yang ada pada sistem dan didalamnya terdapat entity dan relationship. ERD ini
menggambarkan tabel-tabel dan relasinya yang ada pada rancang bangun evaluasi
penjadwalan produksi. ERD dibagi menjadi dua, yaitu Conceptual Data Model
45
A. Conceptual Data Model (CDM)
CDM menggambarkan secara keseluruhan konsep terstruktur basis data
yang dirancang untuk suatu program atau aplikasi. CDM dapat dilihat pada
Gambar 3.8 Pelanggan Satuan_Produk Tipe_Produk Kontrak Penjadwalan_Produksi Mesin Kontrak_Produk Tenaga Kerja Produk Id_Produk Nama_Produk
<pi> Variable characters (50) Variable characters (50)
<M> Identifier_1 <pi> Tipe_Produk Id_Tipe Nama_Tipe <pi> Integer
Variable characters (50) <M> Identifier_1 <pi> Komposisi Id_Komposisi Nama_Komposisi Jumlah_Komposisi <pi> Integer Variable characters (50) Integer <M> Identifier_1 <pi> Pelanggan Id_Pelanggan Bulan Tahun Tanggal EMAIL
<pi> Variable characters (10) Integer Integer Integer Variable characters (30)
<M> Identifier_1 <pi> Kontrak Id_Kontrak Tgl_Awal_Kontrak Tgl_Akhir_Kontrak Nama_Kontrak Catatan
<pi> Variable characters (20) Date
Date
Variable characters (50) Variable characters (1024)
<M> Identifier_1 <pi> Mesin Id_Mesin Kapasitas_Mesin Waktu_Operasional_Mesin Status_Mesin <pi> Integer Integer Integer Integer <M> Identifier_1 <pi> Satuan Id_Satuan Nama_Satuan
<pi> Variable characters (5) Variable characters (20)
<M>
Identifier_1 <pi>
Tenaga_Kerja JENIS_TENAGA_KERJA JUMLAH_KESELURUHAN
<pi> Variable characters (50) Integer <M> Identifier_1 <pi> Kontrak_Produk Nama_Tipe_Produk Bulan Tahun
Variable characters (20) Integer Integer Identifier_1 <pi> Penjadwalan_Produksi Keterangan Bulan Tahun Tanggal
Variable characters (10) Integer Integer Integer <M> Identifier_1 <pi> Komposisi_Produk
Gambar 3.8 CDM Rancang Bangun Evaluasi Penjadwalan Produksi
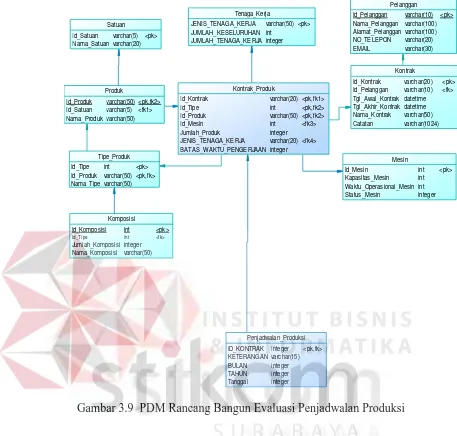
B. Physical Data Model (PDM)
PDM menggambarkan secara detail konsep rancangan basis data yang
dirancang untuk suatu program aplikasi. PDM merupakan hasil generate dari
Produk Id_Produk Id_Satuan Nama_Produk varchar(50) varchar(5) varchar(50) <pk,fk2> <fk1> Tipe_Produk Id_Tipe Id_Produk Nama_Tipe int varchar(50) varchar(50) <pk> <pk,fk> Komposisi Id_Komposisi Id_Tipe Jumlah_Komposisi Nama_Komposisi int int integer varchar(50) <pk> <fk> Pelanggan Id_Pelanggan Nama_Pelanggan Alamat_Pelanggan NO_TELEPON EMAIL varchar(10) varchar(100) varchar(100) varchar(20) varchar(30) <pk> Kontrak Id_Kontrak Id_Pelanggan Tgl_Awal_Kontrak Tgl_Akhir_Kontrak Nama_Kontrak Catatan varchar(20) varchar(10) datetime datetime varchar(50) varchar(1024) <pk> <fk> Mesin Id_Mesin Kapasitas_Mesin Waktu_Operasional_Mesin Status_Mesin int int int integer <pk> Satuan Id_Satuan Nama_Satuan varchar(5) varchar(20) <pk> Tenaga_Kerja JENIS_TENAGA_KERJA JUMLAH_KESELURUHAN JUMLAH_TENAGA_KERJA varchar(50) int integer <pk> Kontrak_Produk Id_Kontrak Id_Tipe Id_Produk Id_Mesin Jumlah_Produk JENIS_TENAGA_KERJA BATAS_WAKTU_PENGERJAAN varchar(20) int varchar(50) int integer varchar(20) integer <pk,fk1> <pk,fk2> <pk,fk2> <fk3> <fk4> Penjadwalan_Produksi ID_KONTRAK KETERANGAN BULAN TAHUN Tanggal integer varchar(15) integer integer integer <pk,fk>
Gambar 3.9 PDM Rancang Bangun Evaluasi Penjadwalan Produksi
3.2.3 Struktur Tabel
Daftar struktur tabel dalam rancang bangun evaluasi penjadwalan
produksi adalah sebagai berikut:
A. Tabel Master Kontrak
Nama Tabel : Kontrak
47
Tabel 3.8 Tabel Master Kontrak
Nama Field Tipe Data Constraint
ID_KONTRAK VARCHAR(20) Primary Key
ID_PELANGGAN VARCHAR(1O) Foreign key
TGL_AWAL_KONTRAK DATETIME
TGL_AKHIR_KKONTRAK DATETIME
NAMA_KONTRAK
VARCHAR (50)
CATATAN
VARCHAR (1024)
B. Tabel Master Mesin
Nama Tabel : Mesin
Fungsi : Menyimpan data master mesin
Tabel 3.9 Tabel Master Mesin
Nama Field Tipe Data Constraint
ID_MESIN INT Primary Key
KAPASITAS_MESIN INT
WKT_OPERASIONAL_MESIN INT
C. Tabel Master Tenaga Kerja
Nama Tabel : tenaga_kerja
Fungsi : Menyimpan data master tenaga kerja
Tabel 3.11 Tabel Master Tenaga Kerja
Nama Field Tipe Data Constraint
JENIS_TENAGA_KERJA VARCHAR(50) Primary Key
JUMLAH_KESELURUHAN INT
JUMLAH_TENAGA_KERJA INTEGER
D. Tabel Master Kontrak Produk
Nama Tabel : Kontrak_Produk
Fungsi : Menyimpan data master kontrak_produk
Tabel 3.12 Tabel Master kontrak produk
Nama Field Tipe Data Constraint
ID_KONTRAK VARCHAR (20)
Primary Key, Foreign Key
ID_TIPE INT
Primary Key, Foreign Key
ID_PRODUK VARCHAR (50)
Primary Key, Foreign Key
ID_MESIN INT Foreign Key
JUMLAH_PRODUK INT
JENIS_TENAGA_KERJA VARCHAR (20) Foreign Key
BATAS_WAKTU_PENGERJAAN INT
E. Tabel Master Penjadwalan Produksi
Nama Tabel : Penjadwalan_Produksi
49
Tabel 3.13 Tabel Master Penjadwalan Produksi
Nama Field Tipe Data Constraint
ID_KONTRAK INTEGER
Primary Key, Foreign Key
TANGGAL INTEGER
KETERANGAN VARCHAR(15)
BULAN INTEGER
TAHUN INTEGER
F. Tabel Master Komposisi
Nama Tabel : komposisi
Fungsi : Menyimpan data master komposisi
Tabel 3.14 Tabel Master komposisi
Nama Field Tipe Data Constraint
ID_KOMPOSISI INT Primary Key
ID_TIPE INT Foreign Key
JUMLAH_KOMPOSISI INT
NAMA_KOMPOSISI VARCHAR(50)
G. Tabel Master Tipe Produk
Nama Tabel : tipe_produk
Fungsi : Menyimpan data master tipe produk
Tabel 3.15 Tabel Master Tipe Produk
Nama Field Tipe Data Constraint
ID_TIPE INT Primary Key
KODE_PRODUK VARCHAR(50)
Primary Key, Foreign Key
H. Tabel Master Produk
Nama Tabel : produk
Fungsi : Menyimpan data master produk
Tabel 3.16 Tabel Master Produk
Nama Field Tipe Data Constraint
ID_PRODUK VARCHAR(50)
Primary Key, Foreign Key
ID_SATUAN VARCHAR(5) Foreign Key
NAMA_PRODUK VARCHAR(50)
I. Tabel Master Satuan
Nama Tabel : satuan
Fungsi : Menyimpan data master satuan
Tabel 3.17 Tabel Master Satuan
Nama Field Tipe Data Constraint
ID_SATUAN VARCHAR(5) Primary Key
NAMA_SATUAN VARCHAR(20)
3.2.4 Perancangan Desain Input dan Output
Desain input dan output merupakan acuan dalam menentukan desain
komponen sistem informasi. Desain input dan output ini berupa rancangan
form-form yang digunakan untuk membantu dalam rancang bangun evaluasi
51
3.2.5 Desain Output Data Perhitungan Empat Metoode Menggunakan
Aturan Priority
Gambar 3.10 Desain Output Data Perhitungan Empat Metode Menggunakan Aturan Priority.
Gambar 3.10 diatas adalah desain output data perhitungan empat metode
menggunakan aturan priority yang berfungsi untuk menampilkan hasil
perhitungan menggunakan aturan priority sesuai dengan periode yang dibutuhkan.
3.2.6 Desain Output Hasil Evaluasi Perhitungan Empat Metoode
Menggunakan Aturan Priority
Gambar 3.11 diatas adalah desain output hasil evaluasi perhitungan
empat metode menggunakan aturan priority berfungsi untuk menampilkan hasil
evaluasi produksi berupa kesimpulan metode yang akan digunakan.
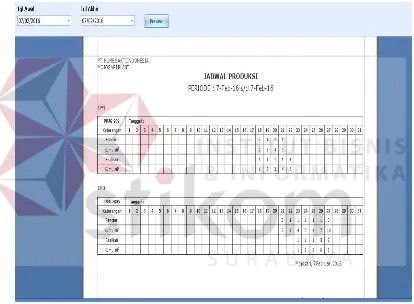
3.2.7 Desain Output Update Penjadwalan
Gambar 3.12 Desain Output Update Penjadwalan
Gambar 3.12 diatas adalah desain output update penjadwalan yang
berfungsi untuk menampilkan hasil evaluasi dari perhitungan empat metode
menggunakan aturan prority, pada desain update penjadwalan terdapat hasil
evaluasi metode yang akan digunakan, admin juga dapat memilih metode sesuai
53
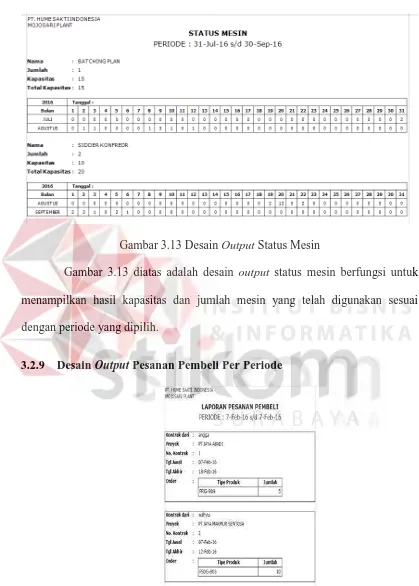
[image:57.595.92.511.99.685.2]3.2.8 Desain Output Status Mesin
Gambar 3.13 Desain Output Status Mesin
Gambar 3.13 diatas adalah desain output status mesin berfungsi untuk
menampilkan hasil kapasitas dan jumlah mesin yang telah digunakan sesuai
dengan periode yang dipilih.
3.2.9 Desain Output Pesanan Pembeli Per Periode
Gambar 3.14 diatas adalah desain output pesanan pembeli per periode
berfungsi untuk menampilkan hasil laporan pesanan pembeli per periode. Pada
desain