EVALUASI SUPPLIER BAHAN BAKU PEMBUATAN TIANG
PANCANG PADA PT. JAYA BETON INDONESIA DENGAN
MENGGUNAKAN AHP DAN LOSS FUNCTION
DRAFT TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
EFRAIM S. GINTING 080403040
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis sampaikan ke hadirat Tuhan Yang Maha Esa atas segala kasih Karunia-Nya serta kemurahan-Nya sehingga penulis dapat menyelesaikan Laporan Tugas Sarjana ini. Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh mahasiswa Teknik Industri untuk memperoleh gelar Sarjana Teknik.
Penulis melaksanakan Tugas Sarjana di PT. Jaya Beton Indonesia yang bergerak dalam bidang produksi tiang pancang. Tugas Sarjana ini berjudul “Evaluasi Supplier Bahan Baku pada PT XYZ dengan Menggunakan Metode AHP dan Loss Function”.
Penulis menyadari bahwa laporan Tugas Sarjana ini masih jauh dari kesempurnaan. Oleh sebab itu, penulis menerima secara terbuka setiap kritik dan saran yang bersifat membangun dari semua pihak untuk perbaikan tulisan ini.
Medan, April 2014 Penulis
UCAPAN TERIMA KASIH
Dalam pengerjaan laporan ini, penulis mendapat banyak bimbingan, dukungan, dan bimbingan dari berbagai pihak, baik secara langsung maupun tidak. Untuk itu, penulis ingin berterima kasih kepada pihak dan nama-nama yang ada di bawah ini.
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri dan Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Ir. Sugiharto Pujangkoro, MM selaku Dosen Pembimbing I dan Ibu Tuti Sarma Sinaga, ST, MT selaku Dosen Pembimbing II yang telah menyediakan waktu untuk membimbing dan mengajarkan penulis dalam penelitian dan pengerjaan laporan tugas sarjana ini.
3. Bapak Wahyudi selaku pembimbing lapangan yang telah membantu penulis dalam melakukan penelitian di PT. Jaya Beton Indonesia.
4. Kedua orang tua penulis (drg. S. Ginting dan S. br Sembiring), adik penulis Ester Yusianna br. Ginting yang selalu mendukung dan memotivasi penulis dalam menyelesaikan tugas sarjana ini.
5. Teman-teman penulis yang melakukan penelitian di PT. Jaya Beton Indonesia yaitu Debbie, Dewi S. K., Sony, Edward, dan Syumarlin yang membantu dalam melakukan penelitian.
Michelson, Robby, Calvin, Aven, Putra, Marco, Mayang, Ivana, dan Vita) yang mendukung, memotivasi dan membantu penulis dalam pengerjaan laporan tugas sarjana.
7. Seluruh mahasiswa Teknik Industri USU 2008, Teman-teman Permata GBKP KM. 8 sektor Tesalonika dan teman-teman di Asrama Pemuda Maranatha.
Terima kasih dan syukur yang terbesar untuk Tuhan yang telah menghadirkan orang-orang yang sangat luar biasa di hidup penulis.
Medan, April 2014 Penulis
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KEPUTUSAN SIDANG KOLOKIUM ... iv
PERBAIKAN SIDANG SARJANA... v
KATA PENGANTAR ... vi
UCAPAN TERIMA KASIH ... vii
DAFTAR ISI ... ix
DAFTAR TABEL ... xvi
DAFTAR GAMBAR ... xxi
DAFTAR LAMPIRAN ... xxii
ABSTRAK ... xxiii
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
1.6 Sistematika Penulisan Tugas Akhir ... I-6
II GAMBARAN UMUM PERUSAHAAN ... II-1 2.1 Sejarah Singkat Perusahaan ... II-1 2.2 Ruang Lingkup Bidang Usaha... II-2 2.3 Lokasi Perusahaan ... II-6 2.4 Daerah Pemasaran ... II-6 2.5 Dampak Ekonomi, Sosial dan Budaya Terhadap
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.7.2.2 Bahan Tambahan ... II-18 2.7.2.3 Bahan Penolong ... II-19 2.7.3 Uraian Proses ... II-19 2.8 Mesin dan Peralatan ... II-24 2.8.1 Mesin Produksi ... II-24 2.8.2 Peralatan (Equipment) ... II-26 2.8.3 Utilitas ... II-27 2.8.4 Safety and Fire Production ... II-28 2.8.5 Waste Treatment ... II-28
III LANDASAN TEORI ... III-1 3.1 Pemilihan Supplier (Pemasok) ... III-1
3.1.1 Kriteria Pengambilan Keputusan ... III-2 3.2 Evaluasi Kinerja Vendor ... III-3
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
IV METODOLOGI PENELITIAN ... IV-1 4.1 Lokasi dan Waktu Penelitian ... IV-1 4.2 Objek Penelitian ... IV-1 4.3 Jenis Penelitian ... IV-1 4.4 Kerangka Berpikir ... IV-2 4.5 Populasi dan Sampel... IV-2 4.6 Metode Pengumpulan Data ... IV-3 4.7 Pengolahan Data ... IV-3 4.8 Analisis Pemecahan Masalah ... IV-4 4.9 Kesimpulan dan Saran ... IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1 Pengumpulan Data... V-1 5.1.1 Pengumpulan Data AHP dan Loss Function ... V-1 5.1.2 Struktur Hierarki Pemilihan Alternatif Pemasok
pada PT. Jaya Beton Indonesia ... V-7 5.1.3 Pembuatan Kuesioner ... V-7 5.1.4 Matriks Perbandingan Berpasangan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.1.4.2 Level 3 (Alternatif) ... V-16 5.2. Pengolahan Data ... V-28
5.2.1 Perhitungan Rata-rata Pembobotan untuk
Setiap Kriteria dan Alternatif ... V-28 5.2.2 Perhitungan Bobot Parsial dan Konsistensi
Matriks ... V-32 5.2.2.1 Perhitungan Bobot Parsial dan
Konsistensi Matriks untuk Elemen
Level 2 ( Kriteria) ... V-33 5.2.2.2 Perhitungan Bobot Parsial dan
Konsistensi Matriks untuk Alternatif
pada Kriteria Kualitas (K1) ... V-37 5.2.2.3 Perhitungan Bobot Parsial dan
Konsistensi Matriks untuk Alternatif
pada Kriteria Harga (K2) ... V-41 5.2.2.4 Perhitungan Bobot Parsial dan
Konsistensi Matriks untuk Alternatif
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.2.5 Perhitungan Bobot Parsial dan Konsistensi Matriks untuk Alternatif
pada Kriteria Kuantitas (K4) ... V-48
5.2.2.6 Perhitungan Bobot Parsial dan Konsistensi Matriks untuk Alternatif
pada Kriteria Kapasitas Produksi (K5) ... V-51 5.2.2.7 Perhitungan Bobot Parsial dan
Konsistensi Matriks untuk Alternatif
pada Kriteria Pengalaman Bermitra (K6) ... V-55 5.2.2.8 Perhitungan Bobot Parsial dan
Konsistensi Matriks untuk Alternatif pada Kriteria Respon Terhadap
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.4.3 L-type ... V-74
VI ANALISIS PEMECAHAN MASALAH ... VI-1 6.1 Analisis Hierarki ... VI-1 6.2 Analisis AHP dan Loss Function ... VI-2
VII KESIMPULAN DAN SARAN ... VII-1 7.1 Kesimpulan ... VII-1 7.2 Saran ... VII-1
DAFTAR TABEL
TABEL HALAMAN
2.1 Spesifikasi Prestressed Concrete Spun Piles ... II-3 2.2 Spesifikasi Prestressed Concrete Spun Poles ... II-5 2.3 Data Tenaga Kerja ... II-11 2.4 Standar Mutu Bahan ... II-16 2.5 Standar Mutu Produk ... II-16 2.6 Lama Putaran dan Kecepatan Putar Spinning Machine
no.1 ... II-23 2.7 Lama Putaran dan Kecepatan Putar Spinning Machine
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
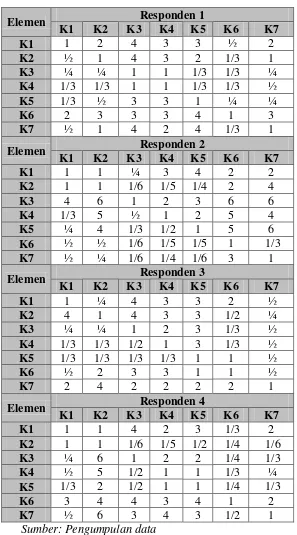
5.4 Informasi Kualitas dan Respon terhadap Klaim ... V-6 5.5 Matriks Perbandingan Berpasangan Elemen Level 2 ... V-9 5.6 Matriks Perbandingan Berpasangan Antar Kualitas
Setiap Alternatif ... V-16 5.7 Matriks Perbandingan Berpasangan Antar Harga
Setiap Alternatif ... V-18 5.8 Matriks Perbandingan Berpasangan Antar Waktu
Pengiriman Setiap Alternatif ... V-20 5.9 Matriks Perbandingan Berpasangan Antar Kuantitas
Setiap Alternatif ... V-22 5.10 Matriks Perbandingan Berpasangan Antar Kapasitas
Produksi Setiap Alternatif ... V-23 5.11 Matriks Perbandingan Berpasangan Antar
Pengalaman Bermitra Setiap Alternatif ... V-25 5.12 Matriks Perbandingan Berpasangan Antar Respon
Terhadap Klaim Setiap Alternatif ... V-27 5.13 Rekapitulasi Perbandingan Antara Kriteria Kualitas
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.15 Perhitungan Rata-rata Pembobotan Alternatif ... V-31 5.16 Penjumlahan Rata-rata Pembobotan untuk Elemen
Level 2 ... V-34 5.17 Matriks Normalisasi dan Bobot Setiap Baris Elemen
Level 2 ... V-35 5.18 Penjumlahan Rata-rata Pembobotan untuk Alternatif
pada Kriteria Kualitas (K1) ... V-38 5.19 Matriks Normalisasi dan Bobot untuk Alternatif
pada Kriteria Kualitas (K1) ... V-39 5.20 Penjumlahan Rata-rata Pembobotan untuk Alternatif
pada Kriteria Harga (K2) ... V-41 5.21 Matriks Normalisasi dan Bobot untuk Alternatif
pada Kriteria Harga (K2) ... V-42 5.22 Penjumlahan Rata-rata Pembobotan untuk Alternatif
pada Kriteria Waktu Pengiriman (K3) ... V-45 5.23 Matriks Normalisasi dan Bobot untuk Alternatif
pada Kriteria Waktu Pengiriman (K3) ... V-46 5.24 Penjumlahan Rata-rata Pembobotan untuk Alternatif
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.25 Matriks Normalisasi dan Bobot untuk Alternatif
pada Kriteria Kuantitas (K4) ... V-49 5.26 Penjumlahan Rata-rata Pembobotan untuk Alternatif
pada Kriteria Kapasitas (K5) ... V-52 5.27 Matriks Normalisasi dan Bobot untuk Alternatif
pada Kriteria Kapasitas (K5) ... V-53 5.28 Penjumlahan Rata-rata Pembobotan untuk Alternatif
pada Kriteria Pengalaman Bermitra (K6) ... V-55 5.29 Matriks Normalisasi dan Bobot untuk Alternatif
pada Kriteria Pengalaman Bermitra (K6) ... V-56 5.30 Penjumlahan Rata-rata Pembobotan untuk Alternatif
pada Kriteria Respon Terhadap Klaim (K7) ... V-59 5.31 Matriks Normalisasi dan Bobot untuk Alternatif
pada Kriteria Respon Terhadap Klaim (K7) ... V-60 5.32 Rekapitulasi Bobot Parsial Setiap Level ... V-62 5.33 Bobot Prioritas Level 3 ... V-63 5.34 Bobot Prioritas Level 2 ... V-64 5.35 Target, Toleransi dan Tipe Fungsi dari Setiap Kriteria
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.36 Rekapitulasi Loss Function ... V-79 5.37 Rekapitulasi Bobot AHP dan Loss Function ... V-79 5.38 Urutan Ranking Pemasok ... V-82 6.1 Ranking Pemasok ... VI-3 6.2 Data Harga dan Total Pengiriman yang Tidak Memenuhi
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Struktur Organisasi PT. Jaya Beton Indonesia ... II-8 3.1 Quality Loss Function ... III-14 3.2 Kurva Quality Loss Function ... III-15 4.1 Block Diagram Pengolahan Data ... IV-4 4.2 Block Diagram Metodologi Penelitian ... IV-5 5.1 Struktur Hierarki Pemilihan Pemasok Terbaik ... V-7 6.1 Struktur Hierarki Penilaian Pemasok di PT. Jaya Beton
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1 Kuesioner ... L-1 2 Evaluasi Pemasok dari Perusahaan ... L-2 3 Form Tugas Akhir ... L-3 4 Surat Penjajakan ... L-4 5 Surat Balasan Pabrik ... L-5 6 Surat Keputusan Tentang Tugas Sarjana Mahasiswa ... L-6 7 Surat Perpanjangan Masa Berlaku Surat Keputusan Tugas
ABSTRAK
PT. Jaya Beton Indonesia adalah perusahaan bergerak di bidang manufaktur yang memproduksi tiang pancang dan tiang listrik. Perusahaan ini bekerjasama dengan beberapa pemasok bahan baku. Dalam kerjasama yang dilakukan dengan pemasok batu kerikil, pemasok masih belum dapat memenuhi standar kualitas dari perusahaan. Standar kualitas untuk batu kerikil adalah ukuran diameternya pada rentang 10 mm – 20 mm. Kecacatan material yang dikirim oleh pemasok lebih besar dari batas yang ditetapkan perusahaan yaitu 10%. Proses evaluasi pemasok (supplier) perlu dilakukan untuk mencari pemasok yang memenuhi kriteria perusahaan dan untuk mengetahui kriteria-kriteria yang menjadi keunggulan dan kelemahan pemasok. Pada penelitian ini, proses evaluasi pemasok dilakukan dengan menggunakan AHP dan Loss Function dengan menggunakan kriteria-kriteria kualitas, harga, kuantitas, waktu pengiriman, kapasitas, pengalaman bermitra, dan respon terhadap klaim. Penelitian dilakukan selama periode April 2013 - April 2014. Hasil penelitian menunjukkan bahwa pemasok yang paling memenuhi kriteria perusahaan (terbaik) adalah PT. Karunia Beton Lestari dengan nilai Loss 56.036,4 rupiah. Keunggulan dari pemasok ini ada pada harga dan kualitas. PT Karunia Beton Lestari dapat menyediakan material dengan kualitas tinggi dan harganya tetap murah.
ABSTRAK
PT. Jaya Beton Indonesia adalah perusahaan bergerak di bidang manufaktur yang memproduksi tiang pancang dan tiang listrik. Perusahaan ini bekerjasama dengan beberapa pemasok bahan baku. Dalam kerjasama yang dilakukan dengan pemasok batu kerikil, pemasok masih belum dapat memenuhi standar kualitas dari perusahaan. Standar kualitas untuk batu kerikil adalah ukuran diameternya pada rentang 10 mm – 20 mm. Kecacatan material yang dikirim oleh pemasok lebih besar dari batas yang ditetapkan perusahaan yaitu 10%. Proses evaluasi pemasok (supplier) perlu dilakukan untuk mencari pemasok yang memenuhi kriteria perusahaan dan untuk mengetahui kriteria-kriteria yang menjadi keunggulan dan kelemahan pemasok. Pada penelitian ini, proses evaluasi pemasok dilakukan dengan menggunakan AHP dan Loss Function dengan menggunakan kriteria-kriteria kualitas, harga, kuantitas, waktu pengiriman, kapasitas, pengalaman bermitra, dan respon terhadap klaim. Penelitian dilakukan selama periode April 2013 - April 2014. Hasil penelitian menunjukkan bahwa pemasok yang paling memenuhi kriteria perusahaan (terbaik) adalah PT. Karunia Beton Lestari dengan nilai Loss 56.036,4 rupiah. Keunggulan dari pemasok ini ada pada harga dan kualitas. PT Karunia Beton Lestari dapat menyediakan material dengan kualitas tinggi dan harganya tetap murah.
BAB I
PENDAHULUAN
1.1 Latar Belakang
PT. Jaya Beton Indonesia adalah perusahaan yang memproduksi tiang pancang dan tiang listrik. Perusahaan ini tentunya bekerja sama dengan banyak pemasok (supplier) material. Salah satu material yang dibutuhkan oleh PT. Jaya Beton Indonesia adalah batu kerikil. Pada PT. Jaya Beton Indonesia, bagian pembelian melakukan survey terhadap beberapa pemasok. Hasil survey ini kemudian dibawa ke kepala operasi, manager plant, bagian produksi, bagian Quality & Engineering dan bagian KPU (Keuangan, Pembelian dan Umum). Keputusan untuk kerjasama dengan pemasok diambil berdasarkan hasil survey yang dilakukan oleh bagian pembelian. Pada saat ini terdapat tiga pemasok batu kerikil yang bekerja sama dengan pihak perusahaan.
Tabel 1.1 Informasi Kualitas Material dari Setiap Pemasok Jumlah
Pemesanan(ton)
Pengiriman (ton/hari)
Kualitas S1 Kualitas S2 Kualitas S3 1 1000 100 Baik Baik Baik
2 1000 100 Baik 18 ton kurang baik
Baik 3 1000 100 Baik Baik Baik 4 1000 100 Baik Baik Baik 5 1000 100 18 ton
kurang baik
Baik Baik 6 1000 100 Baik Baik Baik 7 1000 100 Baik Baik Baik 8 1000 100 36 ton
kurang baik
18 ton kurang baik
20 ton kurang baik 9 1000 100 Baik Baik 20 ton
kurang baik Sumber: dokumentasi perusahaan
Harga material batu kerikil dari setiap pemasok berbeda-beda. Harga material batu kerikil dari pemasok S1 adalah 125.000 rupiah, S2 sebesar 115.000 rupiah dan S3 sebesar 120.000 rupiah. Perbedaan harga dan kualitas ini menjadi dasar pertimbangan perlunya proses evaluasi terhadap pemasok dilakukan.
dan mengevaluasi pemasok dan menggambarkan pemasok yang layak dengan sederhana dan struktur yang mudah.
Magdalena (2012) melakukan penelitian mengenai seleksi pemasok untuk industri makanan dengan menggunakan metode kombinasi dari Taguchi Loss Function dan Fuzzy AHP. Ada empat kriteria yang digunakan dalam penelitiannya yaitu kualitas, pengiriman, kelengkapan (completeness) dan pengelolaan lingkungan hidup.
Pada penelitian ini, proses evaluasi pada pemasok dilakukan dengan menggunakan metode AHP dan Loss Function. AHP akan digunakan untuk menentukan kepentingan relatif dari kriteria evaluasi. Setelah itu, loss function digunakan untuk menentukan potensi kerugian yang dialami sebagai akibat alokasi barang oleh pemasok berdasarkan kriteria yang telah ditetapkan. Dari proses evaluasi ini, akan didapatkan pemasok yang layak yang mampu memenuhi keinginan pihak perusahaan.
1.2 Rumusan Masalah
menurunkan kualitas tiang pancang yang diproduksi oleh PT XYZ. Upaya pencarian pemasok yang dapat memenuhi kriteria perusahaan perlu dilakukan.
1.3 Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah untuk mencari pemasok yang memenuhi kriteria perusahaan. Tujuan lain adalah untuk mengetahui kriteria-kriteria yang menjadi keunggulan dan kelemahan dari setiap pemasok yang telah menjalin kerjasama dengan perusahaan.
1.4 Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah sebagai berikut. 1. Bagi Mahasiswa
Penelitian ini dapat menambah pengalaman dalam penerapan dan pengembangan ilmu yang didapat pada saat perkuliahan untuk penyelesaian masalah yang ada di perusahaan tempat dilakukannya penelitian ini.
2. Bagi Perusahaan
Penelitian ini dapat menjadi masukan dalam melakukan evaluasi terhadap kinerja dari pemasok bahan baku yang bekerja sama dengan perusahaan. 3. Bagi Lembaga Pendidikan
Penelitian ini dapat digunakan sebagai referensi dalam penerapan AHP dan loss function untuk proses evaluasi pemasok.
Adapun batasan-batasan yang digunakan pada penelitian ini adalah:
1. Data yang digunakan adalah data pengiriman batu kerikil oleh pemasok mulai bulan Januari 2013- Juni 2013.
2. Material yang diteliti adalah batu kerikil.
3. Kriteria-kriteria yang digunakan dalam penelitian ini berdasarkan teori Dickson, yaitu: kualitas, harga, waktu pengiriman, kuantitas, kapasitas produksi, pengalaman bermitra, dan respon terhadap klaim.
Asumsi-asumsi yang digunakan pada penelitian ini adalah:
1. Tidak terjadi pergantian pemasok batu ke PT. Jaya Beton Indonesia selama penelitian berlangsung.
2. Aktivitas perusahaan berjalan normal.
3. Setiap responden tidak mengalami tekanan pada saat pengisian kuesioner. 4. Tidak ada pemasok yang diistimewakan oleh perusahaan.
1.6 Sistematika Penulisan Tugas Akhir
Sistematika dalam penulisan tugas akhir adalah:
BAB I PENDAHULUAN, berisi tentang latar belakang dilakukannya penelitian, rumusan masalah, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan, dan sistematika penulisan tugas akhir.
BAB III LANDASAN TEORI, berisi teori-teori yang mendukung permasalahan dan analisis terhadap pemecahan masalah
BAB IV METODOLOGI PENELITIAN, berisi tahapan-tahapan yang dilakukan dalam penelitian dan penjelasannya secara ringkas dan disertai dengan diagram alir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA, berisi data yang telah dikumpulkan dan akan digunakan pada pengolohan data sebagai dasar pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH, berisi analisis dan pembahasan terhadap hasil pengolahan data yang dilakukan dengan membandingkannya dengan teori-teori yang ada.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Singkat Perusahaan
PT XYZ dibangun pada tahun 1978 oleh PT Pembangunan Jaya. Perusahaan ini muncul karena perkembangan yang sangat cepat pada sektor industri dan infrastruktur. Beberapa proyek besar telah menggunakan produk dari PT XYZ seperti proyek di Indonesia Asahan Aluminium (INALUM), Asean Aceh Fertilizer Plant, Panjang Harbour, LNG Bontang, Jakarta Outer Ring Road, Matahari Tower ( 40 Storey Building). PT XYZ bahkan telah melakukan ekspor tiang pancang ke Guam, Hawaii, dan ke Brunei Darussalam untuk proyek Royal Brunei Air Force. Pasar Jaya Beton Indonesia berkembang dengan sangat pesat dengan produk dan pelayanan yang handal. Saat ini, perusahaan ada di hampir setiap proyek infrastruktur seluruh Indonesia.
Sejak awal didirikan, perusahaan telah berpartisipasi dalam pengembangan aktivitas dalam mendukung penerapan produk-produk utama di seluruh Indonesia. Proyek awal perusahaan adalah proyek Asahan. Setelah proyek ini, kredibilitas perusahaan meningkat dalam penanganan proyek-proyek besar seperti Pabrik Pupuk Asean di Aceh, Pabrik Minyak Kelapa di Belawan, Pabrik Pengepakan Semen Andalas, Gudang Bulog di Dumai dan berbagai proyek besar lainnya.
Jepang yang berpengalaman dengan tujuan transfer teknologi. Pada tahun 1978, PT XYZ menjalin kerjasama dengan perusahaan Jepang Yoshimoto Co. Ltd dan Daido Concrete Co. Ltd.
2.2 Ruang Lingkup Bidang Usaha
PT. Jaya Beton Indonesia Sumut memproduksi dua jenis beton berikut: 1. Prestressed Concrete Spun Piles, yaitu produk beton yang berbentuk tiang
Tabel 2.1 Spesifikasi Prestressed Concrete Spun Piles Outside Diameter (mm) Tipe (Kelas) Ketebalan (mm) Cross Section Area (cm2)
Allowable Bearing Capacity (ton) Kekuatan Patah (t.m)
Panjang (m) & Berat (ton)
7m 8m 9m 10m 11m 12m 13m 14m 15m
300
A
60 452,4 70
2,5
0,82 0,94 1,06 1,18 1,29 1,41 1,53
AB 3,0
B 3,5
C 4,0
350
A
65 582,0 90
3,5
1,06 1,21 1,36 1,51 1,66 1,81 1,97 2,12 2,27
AB 4,0
B 5,0
C 6,0
400
A
75 765,8 118
5,5
1,39 1,59 1,79 1,99 2,19 2,39 2,59 2,79 2,98
AB 6,5
B 7,5
C 9,0
450
A
80 929,9 143
7,5
1,69 1,93 2,17 2,42 2,66 2,90 3,14 3,38 3,62
AB 9,0
B 11,0
C 12,5
500
A
90 1159,0 178
10,5
2,11 2,41 2,71 3,01 3,31 3,62 3,92 4,22 4,52
AB 12,5
B 15
C 17
Tabel 2.1 Spesifikasi Prestressed Concrete Spun Piles (Lanjutan)
Outside Diameter
(mm)
Tipe (Kelas)
Ketebalan (mm)
Cross Section Area (cm2)
Allowable Bearing Capacity
(ton)
Kekuatan Patah
(t.m)
Panjang (m) & Berat (ton)
7m 8m 9m 10m 11m 12m 13m 14m 15m
600
A
100 1570,8 242
17,0
2,86 3,27 3,67 4,08 4,49 4,90 5,31 5,71 6,12
AB 20,0
B 25,0
C 29,0
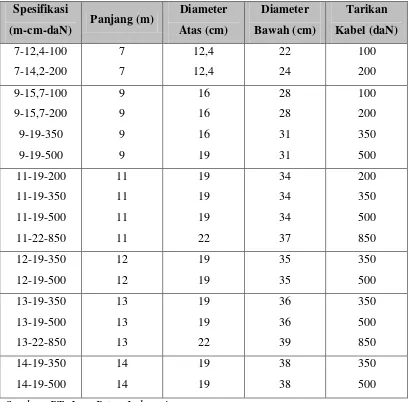
2. Prestressed Concrete Spun Poles (Electricity and Telecommunication), yaitu produk beton yang berupa tiang listrik dan telekomunikasi yang di gunakan untuk menyangga kabel/kawat yang dialiri listrik dari pembangkit ke konsumen. Spesifikasi untuk produk ini dapat dilihat pada Tabel 2.2.
Tabel 2.2 Spesifikasi Prestressed Concrete Spun Poles
Spesifikasi
(m-cm-daN) Panjang (m)
Saat ini PT. Jaya Beton Indonesia memiliki tiga pabrik yang tersebar di Indonesia yaitu:
1. Tangerang, Jakarta 2. Medan, Sumatera Utara 3. Surabaya, Jawa Timur
2.3 Lokasi Perusahaan
PT XYZ berlokasi di Jalan Paya Pasir Medan Marelan, Sumatera Utara 20255. Pada lokasi ini termasuk dengan lantai produksi, kantor, gudang, dan pengolahan limbah dengan total luas lahan adalah 95.249 m2.
2.4 Daerah Pemasaran
PT XYZ memasarkan produknya ke dalam dan luar negeri. Untuk dalam negeri, produk dipasarkan ke daerah Sumatera, Pekanbaru, Batam, Lampung, Aceh, dan Jakarta, sedangkan untuk luar negeri PT XYZ telah mengekspor tiang pancang ke Guam, Hawaii dan ke Brunei Darussalam.
2.5 Dampak Ekonomi, Sosial dan Budaya Terhadap Lingkungan
Berdirinya PT. Jaya Beton Indonesia di Kota Medan memberikan keuntungan pada penduduk dan juga pada lingkungan sekitar. Adapun keuntungan yang diperoleh dengan berdirinya PT. Jaya Beton Beton antara lain :
2. Mendorong tumbuhnya aktivitas ekonomi di sekitar lokasi pabrik tersebut seperti munculnya warung, dan rumah makan.
Sedangkan untuk dampak sosial dan budaya yaitu perusahaan menangani sejumlah program kesejahteraan dan pengembangan masyarakat, yang mencakup antara lain program pendidikan, kesehatan, kebudayaan, serta memberikan dukungan bagi organisasi keagamaan.
Penanganan dampak lingkungan hidup ini difokuskan kepada penanganan limbah. Perusahaan ini tidak menghasilkan limbah yang berbahaya bagi lingkungan. Limbah pabrik PT. Jaya Beton Indonesia berupa besi sisa potongan PC Bar dan Iron Wire dan air sisa dari proses pemadatan di mesin spinning yang mengandung sisa-sisa lumpur semen. Pengolahan limbah air ini sendiri telah disediakan yaitu pemurnian air limbah yang melalui dua tahap dan untuk selanjutnya air yang telah dimurnikan dibuang ke kolam.
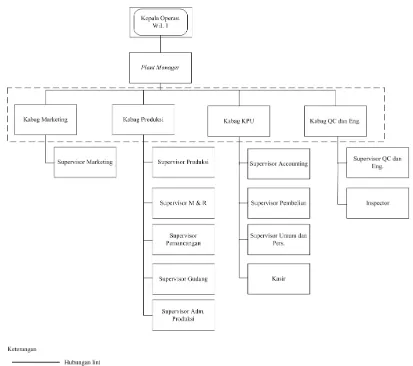
2.6 Organisasi dan Manajemen 2.6.1 Struktur Organisasi
dan kegiatan perusahaan. Struktur organisasi PT. Jaya Beton Indonesia dikategorikan dalam bentuk lini dan fungsional.
Struktur organisasi PT. Jaya Beton Indonesia dapat dilihat pada Gambar 2.1 di bawah ini.
[image:38.595.142.555.221.587.2]Sumber: PT. Jaya Beton Indonesia
Gambar 2.1 Struktur Organisasi PT. Jaya Beton Indonesia
Dalam pengelolaan perusahaan PT. Jaya Beton Indonesia, tiap-tiap struktur memiliki tugas dan tanggung jawab masing-masing. Hal ini dimaksudkan agar setiap fungsional memiliki deskripsi pekerjaan (job description) yang jelas sehingga dapat bekerja dengan optimal.
Adapun tugas dan tanggung jawab masing-masing fungsi yang terdapat pada PT. Jaya Beton Indonesia adalah sebagai berikut :
1. Kepala Operasi
Mengkoordinir kegiatan operasional masing-masing plant/ pabrik. Adapun kegiatan operasional ini meliputi kegiatan penjualan, pembelian, dan lain-lain.
2. Plant Manager
Bertindak sebagai pengambil keputusan/ kebijakan di dalam pabrik. 3. Kepala Bagian Marketing
Bertugas mencari pasar dan juga dalam penagihan proyek. 4. Supervisor Marketing
Membantu kepala bagian marketing dalam melaksanakan tugasnya, termasuk mencari pasar dan dalam penagihan proyek.
5. Kepala Bagian Produksi
Mengkoordinir kegiatan produksi pada setiap produk di bawah perintah Plant Manager
6. Kepala Bagian KPU (Keuangan, Pembelian, dan Umum)
Mengontrol seluruh kegiatan mulai dari kegiatan pengecekan material masuk, produksi hingga pengiriman.
8. Supervisor Produksi
Melaksanakan dan mengawasi jalannya produksi 9. Supervisor Maintenance and Repair
Mengawasi dan melaksanakan perawatan dan perbaikan alat-alat produksi ataupun pabrik
10. Supervisor Pemancangan
Mengawas dan melaksanakan proses pemancangan di lapangan 11. Supervisor Gudang
Mengawasi dan melaksanakan kegiatan penerimaan material baik material pokok maupun material bantu
12. Supervisor Administrasi Produksi
Membuat laporan dan administrasi produksi 13. Supervisor Accounting
Mengawasi dan melaksanakan akuntansi pabrik 14. Supervisor Pembelian
Mengawasi dan melaksanakan kegiatan penyediaan atau pembelian material pokok atau bantu
15. Supervisor Umum dan Personalia
Mengawasi dan melaksanakan segala kegiatan yang berhubungan dengan karyawan.
Bertugas melaksanakan kegiatan pembayaran 17. Inspector
Bertugas melaksanakan kegiatan inspeksi di tiap-tiap departemen.
2.6.3 Jumlah Tenaga Kerja, Jam Kerja dan Pengupahan
Penjelasan lebih lanjut mengenai jumlah tenaga kerja, dan jam kerja yang berlaku di PT. Jaya Beton Indonesia, akan dijelaskan sebagai berikut.
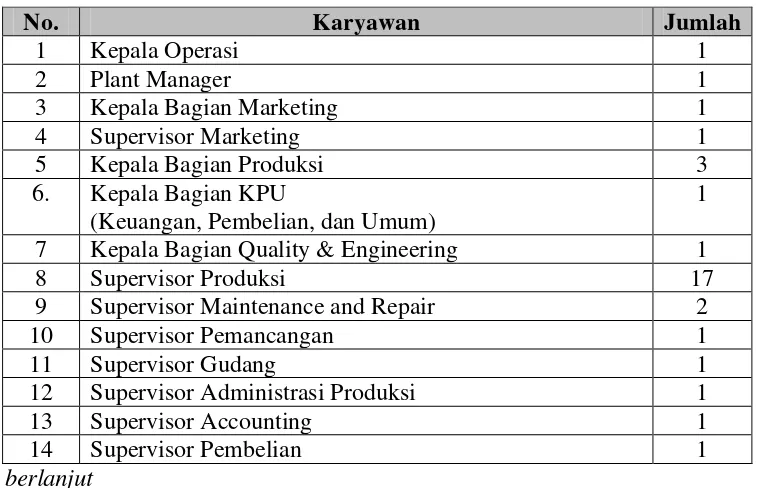
2.6.3.1 Jumlah Tenaga Kerja
[image:41.595.123.503.441.685.2]Data tenaga kerja pada PT. Jaya Beton Indonesia dapat dilihat pada Tabel 2.3.
Tabel 2.3 Data Tenaga Kerja
No. Karyawan Jumlah
1 Kepala Operasi 1
2 Plant Manager 1
3 Kepala Bagian Marketing 1 4 Supervisor Marketing 1 5 Kepala Bagian Produksi 3 6. Kepala Bagian KPU
(Keuangan, Pembelian, dan Umum)
1 7 Kepala Bagian Quality & Engineering 1 8 Supervisor Produksi 17 9 Supervisor Maintenance and Repair 2 10 Supervisor Pemancangan 1
11 Supervisor Gudang 1
12 Supervisor Administrasi Produksi 1 13 Supervisor Accounting 1 14 Supervisor Pembelian 1 berlanjut
No. Karyawan Jumlah 15 Supervisor Umum dan Personalia 1 16 Supervisor Quality & Engineering 3
17 Kasir 1
18 Inspector 2
20. Pelaksana Maintenance and Repair 4 21 Tenaga kerja Outsourcing 82
Total 126
Sumber : PT. Jaya Beton Indonesia
2.6.3.2 Jam Kerja
Jam kerja produksi terdiri atas 2 shift kerja dengan perincian sebagai berikut :
Shift I :
1. Jam 07.00-12.00 WIB (Kerja) 2. Jam 12.00-13.00 WIB (Istirahat) 3. Jam 13.00-16.00 WIB (Kerja) 4. Jam 16.00-17.00 WIB (Istirahat) 5. Jam 17.00-19.00 WIB (Kerja) Shift II :
Karyawan yang bekerja melebihi kerja normal atau kerja shift dihitung sebagai kerja lembur. Hari Minggu dan hari-hari besar lainnya merupakan hari libur bagi perusahaan.
2.6.3.3 Sistem Pengupahan dan Fasilitas Lainnya
Gaji adalah pembayaran berupa uang yang diberikan kepada pegawai atas pekerjaan yang dilaksanakan dan diserahkan setiap bulan pada tanggal yang telah ditetapkan perusahaan. Pada PT. Jaya Beton Indonesia, jumlah gaji yang diterima oleh pegawai tergantung dari gaji pokok dan tunjangan-tunjangan yang diperoleh dan yang ditentukan oleh perusahaan. Staf dan karyawan perusahaan digaji menurut gaji sesuai dengan jenjang organ yang telah diatur secara terperinci.
Upah adalah pembayaran berupa uang yang diberikan kepada karyawan atas pekerjaan yang dilaksanakan. Upah untuk karyawan outsourcing diberikan secara insentif, yaitu didasarkan pada massa output beton yang dihasilkan. Upah didapat dengan mengalikan upah/ ton dengan massa beton yang dihasilkan. Jadi, semakin banyak unit produksi yang dihasilkan maka semakin tinggi insentif yang diterima.
Sistem pengupahan dibuat berdasarkan Upah Minimum Regional (UMR) yang ditetapkan oleh Disnaker untuk daerah Medan, yaitu upah serendah-rendahnya Rp. 1.197.000,-
giat dalam meningkatkan prestasinya. Adapun beberapa fasilitas yang diberikan yaitu:
1. Pemberian Cuti
Pemberian cuti dilakukan sesuai dengan tahunan, cuti sakit kepada staf dan karyawan tetap.
2. Asuransi Kesehatan
Seluruh karyawan tetap diberikan asuransi kesehatan sesuai dengan ketentuan yang berlaku.
3. Fasilitas Kerja
Perusahaan memberikan pakaian kerja, sarung tangan, kaca mata las, helm, dan alat pengaman kepada regu produksi.
4. Jaminan sosial
Seluruh staff dan karyawan yang bekerja di PT. Jaya Beton Indonesia diikutsertakan pada PERUM JAMSOSTEK.
5. Dana Pensiun
Kepada seluruh staff dan karyawan diberikan dana pensiun (BPLK) dan asuransi untuk batas usia 55 tahun ke atas.
6. Memberikan tunjangan
Memberikan tunjangan berupa THR sebanyak 2 kali dalam setahun yaitu pada saat Lebaran dan Tahun Baru sebesar 1 bulan upah.
7. Sarana/ fasilitas
8. Ekstra puding
Karyawan yang bekerja pada shift malam mendapat ekstra puding bubur. 9. Training
Training kepada seluruh staff dan karyawan, misalnya mengenai: a. Proses produksi
b. Training eksternal yang biasanya dilaksanakan di Jepang. 10.Peningkatan Karir
Pada setiap akhir semester, dilakukan evaluasi kinerja karyawan. Karyawan yang memiliki kinerja baik akan dipromosikan untuk mendapatkan jabatan yang lebih baik. Selain itu, lama bekerja juga sangat diperhatikan di perusahaan ini. Karyawan yang sudah bekerja cukup lama akan diberikan cenderamata sebagai bentuk penghargaan.
2.7 Proses Produksi
2.7.1 Standar Mutu Bahan/Produk
Keberhasilan dalam mencapai standar mutu produk ditentukan oleh mutu dari bahan-bahan penyusun produk itu sendiri. PT. Jaya Beton melakukan pengawasan terhadap mutu produk baik dari segi proses dan mutu bahan-bahannya. Adapun bahan-bahan yang digunakan antara lain PC bar, iron wire, semen, pasir, kerikil, dan air. Dalam hal mutu dari bahan-bahan itu telah ada standarnya seperti yang ditujukan pada Tabel 2.4.
Tabel 2.4 Standar Mutu Bahan
No. Bahan Standard
1. PC Bar JIS G 3137-94 SPBDN & Contract Spesification 2. Iron wire JIS G3532
3. Semen SNI 15-03032-2004 4. Pasir Diameter (∅) < 4 mm 5. Kerikil Diameter (∅) = 10-20 mm 6. Air Tingkat kesadahan 75 mg/ml Sumber: PT. Jaya Beton Indonesia
Untuk standar mutu produk dapat dilihat pada Tabel 2.5. Tabel 2.5 Standar Mutu Produk
No. Bahan Standard
1. Tiang pancang JIS A 5335 2. Tiang listrik dan
telekomunikasi
SPLN 93:1991, STEL L-022 dan STEL L-024
2.7.2 Bahan yang Digunakan 2.7.2.1Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk. Bahan baku yang digunakan dalam proses produksi di PT. Jaya Beton Indonesia antara lain:
1. PC Bar (Prestressed Concrete Bar/Baja Beton Pratekan)
PC Bar merupakan kawat baja karbon tinggi berpenampang bulat dengan penampang beralur atau berlekuk dilakukan proses perlakuan panas, didinginkan dengan cepat untuk menghasilkan struktur kemudian dihilangkan sisa tegangannya dengan proses perlakuan panas secara kontinu untuk mencapai sifat mekanis sesuai dengan spesifikasi yang ditetapkan. PC Bar yang digunakan dalam poduksi tiang pancang berdiameter 7,1 mm dengan kekuatan tarik 1445-1500 N/mm2 dan elongasi >5,0%. PC Bar digunakan sebagai tulangan dalam pembuatan sangkar.
2. Iron wire
Iron wire yang digunakan berdiameter 3,2 mm dengan kekuatan tarik 640-1080 N/mm2. Iron wire digunakan sebagai lilitan dalam pembuatan sangkar. 3. Semen
Semen yang digunakan adalah semen Andalas tipe Portland Pozzolan Cement (PPC).
4. Pasir
5. Kerikil
Kerikil yang digunakan memiliki diameter 10-20 mm dengan kadar lumpur tidak lebih dari 1 % dan daya serap air lebih kecil dari 3%.
6. Pile joint plate
Pile joint plate (plat sambung) yang digunakan antara lain berdiameter 300 mm, 350 mm, 400 mm, 450 mm, 500 mm, 550 mm, dan 600 mm.
2.7.2.2 Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah proses dan meningkatkan kualitas dari produk yang dihasilkan. Bahan tambahan yang digunakan dalam proses produksi di PT. Jaya Beton Indonesia antara lain: 1. Air
Air yang dipergunakan dalam proses produksi berasal dari air sumur bor dengan tingkat kesadahan 72 mg/L.
2. Plascitizer
Plascitizer merupakan jenis chemical admixture yang ditambahkan dalam proses pembuatan adukan beton untuk mempermudah adukan supaya homogen dan mengurangi pemakaian air dengan tidak mengurangi mutu. 3. Cat
4. Baut
Baut digunakan untuk menahan PC Bar agar tidak lepas saat sangkar dirakit dengan pile joint plate. Baut berukuran ¾ inchi ditempatkan pada locking pin hole keemudian dikencangkan menggunakan impact tool.
2.7.2.3Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi untuk membantu kelancaran proses, tetapi bahan tersebut tidak terdapat pada produk akhir.
1. Minyak CPO (Crude Palm Oil)
Minyak CPO merupakan bahan tambahan yang digunakan untuk melapisi cetakan agar pada saat pengecoran, beton tidak lengket dengan cetakan.
2.7.3 Uraian Proses
1. Persiapan tulangan (PC Bar)
PC Bar (∅=7,1 mm) dengan kekuatan tarik 1445-1500 N/mm2 dan elongasi >5,0% dipindakan dari gudang penyimpanan ke area pemotongan menggunakan forklift. Selanjutnya PC Bar dipindahkan ke cutting machine menggunakan hoist crane. PC Bar dipotong menggunakan cutting machine dengan ukuran sesuai pesanan (7 m - 15 m). Potongan PC Bar dipindahkan ke area pengheadingan dengan menggunakan hoist crane. Secara manual PC Bar dimasukkan ke heading machine kemudian diproses untuk membentuk ujung PC Bar menjadi bulat (berkepala) dengan diameter 15 mm.
2. Pembuatan sangkar (cage forming)
3. Pemasangan pile joint plate
Sangkar yang telah selesai selanjutnya dipasangi pile joint plate (∅ = sesuai dengan diameter luar produk yang akan dibuat). Ujung PC bar yang berkepala ditempatkan pada lubang-lubang yang ada di pile joint plate. Baut berukuran ¾ inchi ditempatkan pada locking pin hole yang berfungsi untuk menahan agar PC Bar tidak lepas.
4. Perakitan sangkar dengan cetakan
Cetakan diolesi dengan minyak CPO sebelum dilakukan pengecoran. Selanjutnya dipindahkan ke area placing dengan menggunakan over head crane. Sangkar yang telah dipasangi pile joint plate dipindahkan ke area placing menggunakan over head crane dan ditempatkan di dalam cetakan bagian bawah.
5. Pembuatan adukan beton (concrete mixing)
6. Pengecoran adukan beton
Setelah adukan beton dipindahkan ke concrete placing machine, pengecoran dilakukan dengan menjalankan concrete placing machine sepanjang mould yang akan dicor sambil membuka gate perlahan-lahan. Kemudian adukan beton diratakan.
7. Penutupan cetakan dan penarikan PC Bar (tensioning)
Setelah adukan beton rata dilakukan penutupan cetakan. Cetakan atas dibawa dengan over head crane. Setelah penutup atas cetakan tepat menutupi cetakan, maka seluruh baut cetakan dikencangkan dengan menggunakan impact tool. Bila seluruh baut telah dikencangkan maka dilakukan prestressing terhadap PC Bar menggunakan tensioning jack (kekuatan tarik 750 kg/cm2). Selanjutnya cetakan dipindahkan ke spinningmachine.
8. Pemutaran cetakan (spinning)
Tabel 2.6. Lama Putaran dan Kecepatan Putaran SpinningMachine no. 1
Diameter (mm)
Early Low Middle High
Rpm Time
(minute) Rpm
Time
(minute) Rpm
Time
(minute) Rpm
Time (minute)
300 200 0,5 300 1,5 600 3,0 800 5,0 350 200 0,5 300 1,5 600 3,0 800 5,0 400 200 0,5 300 1,5 600 3,0 800 5,0 450 200 0,5 300 1,5 600 3,0 800 6,0 500 200 0,5 300 1,5 700 3,0 840 6,0 600 200 0,5 300 1,5 700 3,0 840 6,0 Sumber: PT. Jaya Beton Indonesia
Tabel 2.7 Lama Putaran dan Kecepatan Putar SpinningMachine no. 2 dan 3
Diameter (mm)
Early Low Middle High
Rpm Time
(minute) Rpm
Time
(minute) Rpm
Time
(minute) Rpm
Time (minute)
300 300 0,5 500 1,5 900 3,0 1200 5,0 350 300 0,5 500 1,5 900 3,0 1200 5,0 400 300 0,5 500 1,5 900 3,0 1200 5,0 450 300 0,5 500 1,5 900 3,0 1200 5,0 500 300 0,5 500 1,5 1000 3,0 1400 6,0 600 300 0,5 500 1,5 1000 3,0 1400 6,0 Sumber: PT. Jaya Beton Indonesia
9. Steamcuring
Steam curing merupakan proses pengeringan dengan menggunakan uap air yang dialirkan dari boiler ke bak uap bertujuan untuk mempercepat pengerasan beton. Proses penguapan dilakukan selama lebih kurang 4 jam pada suhu 70oC. Dari bak uap selanjutnya dipindahkan ke area pembukaan cetakan menggunakan over head crane.
10. Remoulding
Remoulding merupakan proses pembukaan cetakan. Cetakan bagian atas dibuka dengan terlebih dahulu melepaskan baut menggunakan impact tool. Cetakan bagian atas dipindahkan menggunakan over head crane. Selanjutnya produk dipindahkan ke bagian pengecatan. Produk diinspeksi apakah sudah sesuai dengan standar. Selanjutnya kedua ujung produk dicat dan produk diberi label akta produksi.
11. Storage
Produk yang telah selesai diinspeksi dan dicat selanjutnya dipindahkan ke stock area menggunakan over head crane.
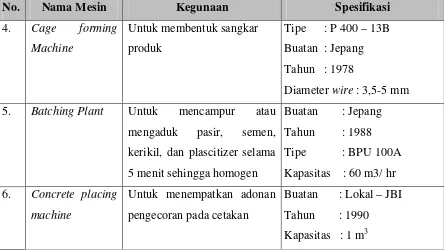
2.8 Mesin dan Peralatan 2.8.1 Mesin Produksi
Tabel 2.8 Mesin Produksi
No. Nama Mesin Kegunaan Spesifikasi
1. CuttingMachine Untuk memotong PC Bar sesuai ukuran yang dibutuhkan
Buatan : Jepang Type : TB-1 Kapasitas : 30 m/min Tahun : 1978 2. Heading Machine Untuk membuat kepala di
kedua ujung PC Bar
1. Buatan : Jepang Tipe : SH-40 Tahun : 1986 Diameter : 7-9 mm 2. Buatan : Jepang
Tipe : SH-40 Tahun : 1978 Diameter : 7-9 mm 3. Spinning
Machine
Untuk memutar roll spinning agar adukan beton di dalam cetakan menjadi padat
1.Buatan : Tatchi/Baldor Tipe : 45 Kw
Diameter : 300-400 mm Tahun : 1995
2.Buatan : Jepang
Tipe : EB-MHC Motor 30 Kw
Diameter : 300-400 mm Tahun : 1986
3.Buatan : Jepang
Tipe : EB-MHC Motor 30 Kw
Diameter : 300-400 mm Tahun : 1982
Tabel 2.8 Mesin Produksi (Lanjutan)
No. Nama Mesin Kegunaan Spesifikasi
4. Cage forming Machine
Untuk membentuk sangkar produk
Tipe : P 400 – 13B Buatan : Jepang Tahun : 1978
Diameter wire : 3,5-5 mm 5. Batching Plant Untuk mencampur atau
mengaduk pasir, semen, kerikil, dan plascitizer selama 5 menit sehingga homogen
Buatan : Jepang Tahun : 1988 Tipe : BPU 100A Kapasitas : 60 m3/ hr 6. Concrete placing
machine
Untuk menempatkan adonan pengecoran pada cetakan
Buatan : Lokal – JBI Tahun : 1990 Kapasitas : 1 m3 Sumber: PT. Jaya Beton Indonesia
2.8.2 Peralatan (Equipment)
[image:56.595.111.555.142.392.2]Dalam mendukung kegiatan produksi diperlukan adanya material handling yang berperan sebagai sarana transportasi untuk memindahkan material. Alata material handling dan peralatan lainnya yang digunakan dalam proses produksi dapat dilihat pada Tabel 2.9.
Tabel 2.9 Peralatan/Equipment
No. Nama Peralatan Kegunaan
1. OverheadCrane - Untuk memindahkan sangkar ke area placing - Untuk memindahkan cetakan ke area placing
- Untuk memindahkan cetakan dari spinning machine ke area steamcuring
- Untuk memindahkan cetakan dari bak steam curing ke area remoulding
Tabel 2.9 Peralatan/Equipment (Lanjutan)
No. Nama Peralatan Kegunaan
2. BeltConveyor Untuk memindahkan pasir, kerikil, dan semen dari bucket ke batching plant
3. Tensioningjack Untuk menarik PC Bar agar menjadi tegang, dilakukan setelah proses pengecoran
4. Hoist crane Untuk memindahkan PC Bar dari area pemotongaan ke area pengheadingan
5. Tang Untuk memotong iron wire setelah selesai proses pembuatan sangkar (cage forming)
6. Kuas - Sebagai alat untuk membantu kegiatan pengolesan minyak CPO ke cetakan
- Sebagai alat untuk membantu kegiatan pemberian label akta produksi dan pengecatan ujung produk
7. Forklift Untuk memindahkan gulungan PC Bar dan iron wire dari gudang ke area produksi
8. Meteran Untuk mengukur diameter produk 9. Vernier caliper Untuk mengukur diameter iron wire
10. Trolley Hopper Untuk memindahkan adonan beton dari batching plant ke concrete placing machine
11. Bucket Sebagai tempat pasir, kerikil, dan semen sebelum dipindahkan ke batching plant
12. Impact Tool Untuk mengencangkan dan mengendurkan baut Sumber: PT. Jaya Beton Indonesia
2.8.3 Utilitas
Utilitas adalah sarana penunjang untuk membantu semua kegiatan dalam suatu bangunan atau gedung. Untuk kelancaran kegiatan produksi pada PT. Jaya Beton Indonesia diperlukan unit pendukung seperti pada Tabel 2.10.
Tabel 2.10 Utilitas
No. Utilitas Kegunaan
1. Genset Pembangkit listrik bagi perusahaan apabila terjadi pemadaman arus oleh PLN
2. Boiler Sebagai penghasil uap air yang digunakan pada proses steam curing
Sumber: PT. Jaya Beton Indonesia
2.8.4 Safety and Fire Production
Keselamatan dan kesehatan kerja merupakan hal yang perlu diperhatikan di dalam pabrik yang sedang beroperasi. Kecelakaan kerja akan dapat mengakibatkan terhambatnya proses produksi. Cara untuk mencegah terjadinya kecelakaan kerja adalah dengagn menggunakan alat pelindung diri. Alat-alat pelindung diri yang terdapat pada PT. Jaya Beton Indonesia adalah sebagai berikut:
1. Helm
Helm berfungsi untuk melindungi kepala pekerja dari benda yang terjatuh dari atas.
2. Sepatu
Sepatu berfungsi sebagai pengaman atau pelindung kaki. 3. Sarung tangan
Sarung tangan berfungsi untuk melindungi tangan dari benda-benda yang tajam, permukaan kasar, dan sebagainya.
4. Masker
Masker berfungsi untuk melindungi hidung dan mulut dari debu.
2.8.5 Waste Treatment
BAB III
LANDASAN TEORI
3.1 Pemilihan Supplier (Pemasok)
3.1.1 Kriteria Pengambilan Keputusan
Keputusan pemilihan pemasok atau vendor itu sulit karena ada berbagai kriteria yang harus dipertimbangkan dalam mengambil keputusan. Analisis terhadap kriteria pemilihan dan mengukur kinerja dari pemasok telah menjadi fokus para peneliti dan praktisi sejak tahun 1960-an.
Menurut, hasil penelitian dari Dickson menjadi referensi kebanyakan penelitian yang membahas pemasok ataupun vendor. Penelitian Dikcson berdasarkan kuesioner yang dikirim ke 273 agen dan manajer pembelian yang dipilih dari anggota National Association of Purchasing Managers. Anggota dari asosiasi ini adalah agen dan manajer penjualan yang ada di AS dan Kanada. Dari hasil penelitian tersebut terdapat 23 kriteria penting untuk proses seleksi pemasok (vendor). Pada tahun itu, kriteria yang paling signifikan adalah kualitas produk, waktu pengiriman, data historis kinerja, dan kebijakan garansi yang digunakan oleh pemasok (Benyouchef dkk : 2003). Kriteria-kriteria tersebut dapat dilihat pada Tabel 3.1.
Tabel 3.1 Kriteria Pemilihan Pemasok atau Vendor
Rank Factor Mean Rating Evaluation
1 Quality 3,51
Extreme importance
2 Delivery 3,42
3 Performance History 3,00 4 Warranties and claim policies 2,85 5 Production and claim policies 2,78
Considerable importance
6 Price 2,76
7 Technical capability 2,55
8 Financial position 2,51
Tabel 3.1 Kriteria Pemilihan Pemasok atau Vendor Dickson (Lanjutan)
Rank Factor Mean Rating Evaluation
11 Reputation and position in
industry 2,41
Considerable importance 12 Desire for business 2,26
13 Management and organization 2,22
14 Operating controls 2,21
15 Repair service 2,19
Average importance
16 Attitudes 2,12
17 Impression 2,05
18 Packaging ability 2,01
19 Labor relations records 2,00 20 Geographical location 1,88 21 Amount of past business 1,60
22 Training aids 1,54
23 Reciprocal arrangements 0,61 Slight importance Sumber:Ting et al (2005:5)
3.2 Evaluasi Kinerja Vendor
Vendor telah dilihat sebagai sumber kritikal dalam organisasi dan dikelola sebagai potensial maksimum dalam lingkungan kompetitif saat ini. Evaluasi kinerja vendor mengidentifikasi kriteria-kriteria yang memenuhi harapan dari konsumen dan mengawasi mereka secara berkala dan sistematis (Mohanty dan Jae: 1988).
3.2.1 Kriteria Evaluasi Kinerja Vendor
Akhir-akhir ini vendor telah memegang peranan penting dalam rantai pasok. Evaluasi kinerja vendor telah menjadi elemen dasar dari keseluruhan kegiatan berkualitas selama bertahun-tahun (Ting :2005).
Sangat penting untuk mengidentifikasi kriteria dan ukutan yang objektif dan relevan ke semua level organisasi ketika evaluasi terhadap kinerja vendor dilaksanakan. Kriteria yang digunakan juga harus dapat diukur, realistis, sumber daya yang memadai dan tepat.
3.2.2 Proses Evaluasi Kinerja Vendor
Umumnya evaluasi kinerja vendor dilakukan setelah pemilihan vendor dilakukan dan kegiatan ini dilakukan secara berkala. Evaluasi kinerja dari setiap vendor ditampilkan dalam grafik secara teratur untuk penggunaan yang kontinu, serta tren dan level dapat dilihat dan diawasi. Evaluasi kinerja vendor memegang peranan penting dalam manajemen pengawasan vendor untuk menjaga kinerja vendor yang sebenarnya (Ting :2005).
Selanjutnya, data dikumpulkan dari departemen yang berhubungan seperti departemen pembelian menyediakan data pengiriman. Data yang berkenaan dengan kinerja sebelumnya akan dievaluasi berdasarkan kriteria yang ada. Vendor yang memiliki grade bagus dalam evaluasi akan diawasi secara kontinu. Dengan kata lain, vendor yang berada di grade jelek seperti C dan D, akan diingatkan untuk mendorong mereka agar melakukan peningkatan.
3.2.3 Metode-metode Evaluasi Pemasok
Terdapat beberapa metode dalam melakukan evaluasi pemasok yaitu sebagai berikut (Sadeghian dan Karami :2010).
1. Model Cost-ratio
Timmerman yakin bila biaya tidak hanya berasal dari total biaya pembelian bahan atau komponen. Dalam model ini, semua biaya yang berhubungan dengan kualitas, waktu pengiriman, dan tipe pelayanan dikumpulkan dan dievaluasi sebagai bagian dari total harga. Pemasok yang memberikan harga termurah, merupakan pemasok terbaik. Untuk itu, sistem perhitungan biaya yang akurat sangat penting dan sulit.
2. Model Berdasarkan Biaya
pemasok. Dua jenis indeks dikembangkan pada model ini yaitu service rating factor(SFR) dan supplier performance index (SPI).
Model ini memiliki tiga keunggulan yaitu pertama, model ini diijinkan untuk kriteria evaluasi yang bersifat kuantitatif dan kualitatif. Kedua, evaluasi dengan menggunakan kriteria kualitatif dilakukan oleh orang yang langsung berhubungan dengan pemasok. Ketiga, kedua indeks saling melengkapi satu sama lain.
3. Peripheral analysis of suppliers
Pada metode ini, ketidakpastian yang melekat di mekanisme penentuan ranking pemasok terselesaikan. Pada model ini, digunakan teknik simulasi monte carlo. dalam algoritma simulasi ini, beberapa sampel acak diambil range setiap fungsi dan mengkombinasikannya berdasarkan aturan pemeriksaan linear, dengan menggunakan bobot yang tepat dan relevan untuk melakukan distribusi skor total. Proses ini dapat diulang ribuan kali untuk setiap pemasok. Penggunaan data lebih banyak dari pihak pemasok. 4. Taguchi Loss function
3.3 Analytical Hierarchy Process (AHP)
Metode Analytic Hierarchy Process (AHP)dikembangkan oleh Thomas L. Saaty dan merupakan salah satu metode yang dapat digunakan dalam pengambilan keputusan dengan memperhatikan faktor — faktor persepsi, preferensi, pengalaman dan intuisi. AHP menggabungkan penilaian—penilaian dan nilai—nilai pribadi ke dalam satu cara yang logis.
Analytic Hierarchy Process (AHP) digunakan dalam menyederhanakan masalah yang kompleks dan tidak terstruktur, strategik dan dinamik menjadi bagian-bagian, serta menjadikan variabel dalam suatu tingkatan hirarki. Masalah yang kompleks terdiri dari lebih dari satu (multikriteria) masalah, struktur masalah yang belum jelas, ketidakpastian pendapat dari pengambil keputusan, serta ketidakakuratan data yang tersedia.
Analytic Hierarchy Process (AHP) mempunyai landasan aksiomatik yang terdiri dari :
1. Resiprocal Comparison, yang mengandung arti bahwa matriks perbandingan berpasangan yang terbentuk harus bersifat berkebalikan. Misalnya, jika A adalah f kali lebih penting dari pada B maka B adalah 1/f kali lebih penting dari A.
2. Homogenity, yaitu mengandung arti kesamaan dalam melakukan perbandingan. Misalnya, tidak dimungkinkan membandingkan jeruk dengan bola tenis dalam hal rasa, akan tetapi lebih relevan jika membandingkan dalam hal berat.
-3. Dependence, yang berarti setiap level mempunyai kaitan (complete hierarchy) walaupun mungkin saja terjadi hubungan yang tidak sempurna (incomplete hierarchy).
4. Expectation, yang berarti menonjolkon penilaian yang bersifat ekspektasi dan preferensi clan pengambilan keputusan. Penilaian dapat merupakan data kuantitatif maupun yang bersifat kualitatif
Tahapan—tahapan pengambilan keputusan dalam metode AHP pada dasarnya adalah sebagai berikut :
1. Mendefinisikan masalah dan menentukan solusi yang diinginkan
2. Membuat struktur hirarki yang diawali dengan tujuan umum, dilanjutkan
3. Membentuk matriks perbandingan berpasangan yang menggambarkan
kontribusi relatif atau pengaruh setiap elemen terhadap masing—masing tujuan atau kriteria yang setingkat diatasnya. Perbandingan dilakukan berdasarkan pilihan atau judgement dari pembuat keputusan dengan menilai tingkat tingkat kepentingan suatu elemen dibandingkan elemen lainnya.
4. Menormalkan data yaitu dengan membagi nilai dari setiap elemen di
dalam matriks yang berpasangan dengan nilai total dari setiap kolom.
5. Menghitung nilai eigen vector dan menguji konsistensinya, jika tidak
konsisten maka pengambilan data (preferensi) perlu diulangi. Nilai eigen vector yang dimaksud adalah nilai eigen vector maximum yang diperoleh dengan menggunakan matlab maupun dengan manual.
6. Mengulangi langkah 3, 4, dan 5 untuk seluruh tingkat hirarki.
7. Menghitung eigen vector dari setiap matriks perbandingan berpasangan.
Nilai eigen vector merupakan bobot setiap elemen. Langkah ini untuk mensintesis pilihan dalam penentuan prioritas elemen—elemen pada tingkat hirarki terendah sampai pencapaian tujuan.
8. Menguji konsistensi hirarki. Jika tidak memenuhi dengan CR < 0, 100
maka penilaian harus diulang kembali.
1. Decomposition
Setelah persoalan didefinisikan, maka perlu dilakukan decomposition yaitu memecah persoalan yang utuh menjadi unsur-unsurnya. Jika ingin mendapatkan hasil yang akurat, pemecahan juga dilakukan terhadap unsur-unsur sampai tidak mungkin dilakukan pemecahan lebih lanjut sehingga didapatkan beberapa tindakan dari persoalan tadi. Karena alasan ini, maka proses analisis dinamakan hirarki.
2. Comparatif Judgement
Prinsip ini berarti membuat penilaian tentang kepentingan relatif dua elemen pada suatu tingkat tertentu dalam kaitannya dengan tingkat yang diatasnya. Penilaian ini merupakan inti dari AHP, karena akan berpengaruh terhadap prioritas elemen-elemen. Hasil dari penilaian ini akan ditempatkan dalam bentuk matriks yang dinamakan matriks pairwise comparison. Dalam penyusunan skala kepentingan menggunakan patokan yang dapat dilihat pada Tabel 3.2.
Tabel 3.2 Dasar Perbandingan Kriteria Intensitas
Pentingnya Definisi
1 Kedua elemen sama pentingnya
3 Elemen yang satu sedikit lebih penting ketimbang lainnya 5 Elemen yang satu sangat penting ketimbang elemen lainnya 7 Satu elemen jelas lebih penting dari elemen lain
9 Satu elemen mutlak lebih penting ketimbang elemen lainnya 2,4,6,8 Nilai-nilai antara dua pertimbangan berdekatan
Kebalikan
Jika untuk aktivitas I mendapat satu angka bila dibandingkan dengan aktivitas j, maka j mempunyai kebalikannya bila dibandingkan dengan i
3. Synthesis of Priority
Dari setiap matriks pairwise comparison kemudian dicari nilai eigen vectornya untuk mendapatkan local priority. Karena matriks-matriks pairwise comparison terdapat pada setiap tingkat, maka untuk mendapatkan global priority harus dilakukan sintesis antara local priority. Pengurutan elemen-elemen menurut kepentingan relatif melalui prosedur sintesis dinamakan priority setting.
4. Logical Consistency
Konsistensi memiliki dua makna, pertama adalah objek-objek yang serupa dapat dikelompokkan sesuai dengan keseragaman dan relevansi. Arti kedua adalah menyangkut tingkat hubungan antara objek-objek yang didasarkan pada kriteria tertentu. Indikator konsistensi diukur melalui Consistency Index (CI) yang dirumuskan :
CI = (Zmaks-n) / (n - 1)
Keterangan :
n = Jumlah item yang dibandingkan
Zmaks = Harga rata-rata yang dihitung sebelumnya Harga Random Index dapat dilihat pada Tabel 2.3.
Tabel 3.3 Harga Random Index
N 2 3 4 5 6 7 8 9 10
Jadi derajat inkonsistensi untuk komparasi pasangan pada matriks kriteria keputusan pada contoh terdahulu dihitung dengan rasio CI terhadap RI :
CR = CI / RI Keterangan :
CR = Consistency Ratio CI = Consistency Index RI = Random Index
Secara umum, derajat konsistensi cukup memuaskan bila: CI / RI < 0,10
3.4 Loss Function
Sebuah produk dijual jenis produk dan harganya. Jenis barang berhubungan dengan fungsi produk dan ukuran pasar. Kualitas produk berhubungan dengan kerugian dan ukuran pasar. Kualitas sering diartikan sebagai kesesuaian dengan spesifikasi. Bagaimanapun, Taguchi menujukkan sisi lain dari kualitas yang berhubungan dengan biaya dan kerugian dalam Dollar, tidak hanya untuk pabrik pada saat produksi tetapi juga pada konsumen dan masyarakat secara kesuluruhan (Taguchi:2005).
yang sulit untuk dihitung seperti ketidakpuasan konsumen, waktu dan uang yang diberikan konsumen. Akhirnya, reputasi perusahaan akan rusak dan akan kehilangan pasarnya.
Taguchi (2005) mengartikan kualitas sebagai kerugian yang disebabgkan oleh produk ke masyarakat mulai pada saat produk dikirim. Tujuan dari quality loss function adalah evaluasi secara kuantitatif terhadap kerugian yang disebabkan oleh variasi produk yang terjadi.
Biasanya, inti dari pengendalian kualitas adalah persentase kecacatan dan penanggulangannya. Jika produk cacat dikirim akan mengakibatkan masalah kualitas. Jika produk cacat tidak dkirim akan menyebabkan kerugian untuk perusahaan. Untuk menghindari kerusakan pada reputasi perusahaan, sangat penting untuk melakukan perkiraan kualitas produk sebelum dikirim. Ketika produk yang dikirim sesuai dengan spesifikasi, dibutuhkan peramalan tingkat kualitas dari produk yang tidak cacat. Untuk memenuhi maksud tersebut digunakan process capability index. Indeks ini dihitung berdasarkan pembagian toleransi dengan 6σ. Rumusnya adalah sebagai berikut:
) tan
(
6 s darddeviation tolerance Cp =
Dan loss function dihitung dengan rumus:
2
) (y m k L= −
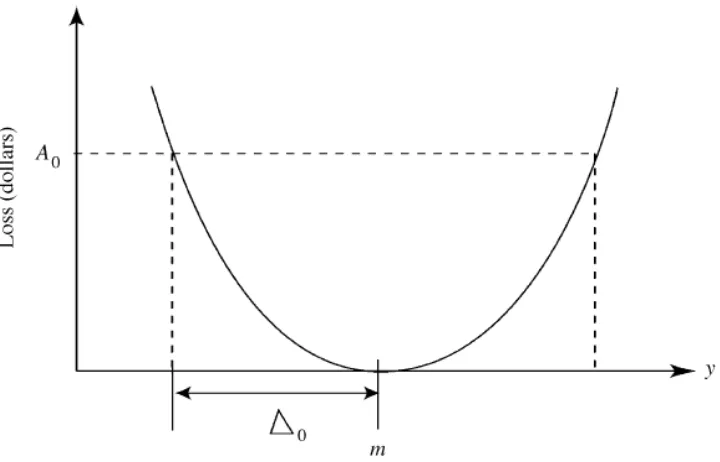
Kurva kuadratik dari loss function L(y) adalah minimum pada saat y = m, peningkatan nilai loss function terjadi ditunjukkan dengan nilai y yang menjauh dari nilai m. kurva ini dapat dilihat di Gambar 3.1 berikut.
Gambar 3.1 Quality Loss function
Rumus loss function L dapat dikembangkan dalam deret Taylor di sekitar nilai target m: ... ) ( ! 2 ' ' ) ( ! 1 ) ( ' ) ( ) ( 2 + − + − + = − + = m y L m y m L m L L m y m L L
Kenyataannya, setiap karakteristik kualitas dimana ada beberapa fungsi yang secara unik menjelaskan hubungan antara economic loss dan penyimpangan karakteristik kualitas dari nilai targetnya. Waktu dan sumber daya dibutuhkan untuk memperoleh sebuah hubungan untuk setiap karakteristik kualtias yang mewakili investasi yang layak. Taguchi menemukan bahwa kurva kuadratik dari quality loss function adalah metode yang efisien dan efektif dalam menentukan kerugian akibat deviasi karakteristik kualitas dari nilai targetnya.
Untuk produk dengan nilai target m, dari sudut pandang konsumen, m±Δ0
menggambarkan deviasi yang mana kegagalan fungsional produk atau komponen. Ketika produk yang dihasilkan berada pada karakteristik kualitas ekstrim m + Δ0
atau m - Δ0, penanggulangan harus dilakukan terhadap rata-rata konsumen.
Biaya penanggulangan ini disebut A0, kemudian qualityloss function adalah:
2
) (y m k L= −
Dimana
2 0
0
2 0 0
0
) (
∆ =
− ∆ + =
∆ + =
A k
m m
k A
m y
Gambar 3.2 Kurva Quality Loss function
3.4.1 Klasifikasi Karakteristik Kualitas
Terdapat tiga karakteristik kualitas yaitu (Taguchi:2005):
1 Nominal-the-Best (N-type)
Nominal-the-best adalah tipe dimana terdapat target nyata yang ingin dicapai. Terdapat batas bawah dan batas atas dari spesifikasi. Contohnya ketebalan komponen, panjang part, nilai arus keluar pada resistor yang diberikan tegangan tertentu. Nilai L dirumuskan sebagai berikut:
2
) (y m k L= −
Untuk produk yang lebih dari satu, rumusnya adalah:
(
)
[
2 2]
2 2
1 ( ) ...( )
1 ) (
m y m
y m y n v
v k L
n −
+ − + − =
v = mean-squared deviation
2 Smaller-the-Better (S-type)
Tipe ini adalah tipe yang digunakan untuk hasil yang diharapkan minimum dimana target yang ideal adalah nol. Contohnya penggunaan komponen, kebisingan, jumlah polusi udara. Semua yang dicontohkan adalah sesuatu yang tidak diinginkan. Di tipe ini, data non-negatif dimasukkan. Untuk tipe ini, fungsi menjadi:
) ( ) ( 2 0 0 2 v k L y A k y k L = = =
Dimana A0 adalah kerugian konsumen dan y0 adlah toleransinya.
3 Larger-the-Better (L-type)
Tipe ini digunakan untuk hasil yang diharapkan maksimum, target idealnya tak terhingga. Contohnya kekuatan material dan efisiensi bahan bakar. Rumusnya adalah:
BAB IV
METODOLOGI PENELITIAN
4.1 Lokasi dan Waktu Penelitian
Penelitian ini dilakukan di PT. Jaya Beton Indonesia yang berada di jalan Paya Pasir Medan Marelan. Perusahaan ini memproduksi tiang pancang. Penelitian dimulai dari bulan April 2013 sampai April 2014.
4.2 Objek Penelitian
Yang menjadi objek penelitian adalah responden yang menjadi sumber informasi mengenai kebutuhan data untuk penelitian ini. Yang menjadi responden dalam penelitian ini adalah Kepala Operasi, Plant Manager, Bagian Produksi, Bagian Quality & Engineering dan Bagian Keuangan, Pembelian dan Umum (KPU).
4.3 Jenis Penelitian
4.4 Kerangka Berpikir
Terdapat tujuh kriteria yang digunakan dalam evaluasi pemasok yaitu: kualitas, harga, waktu pengiriman, kuantitas, kapasitas produksi, pengalaman bermitra dan respon terhadap klaim. Ketujuh kriteria ini digunakan dalam kuesioner yang diedarkan kepada responden. Selain itu, data historis yang dimiliki perusahaan mengenai pemasok yang terkait dengan kriteria-kriteria tersebut dikumpulkan. Data dari kuesioner diolah dengan menggunakan AHP. Hasil pengolahan AHP dan data historis akan digunakan dalam metode loss function. Hasil dari metode ini nantinya adalah bobot kerugian perusahaan. Ranking pemasok akan ditentukan oleh bobot kerugian perusahaan. Pemasok yang memiliki bobot kerugian terkecil akan menjadi pemasok terbaik.
4.5 Populasi dan Sampel
Tabel 4.1 Populasi Responden
No. Responden Jumlah
1 Kepala Operasi 1
2 Plant Manager 1
3 Kepala Bagian Produksi 3 4 Kepala Bagian KPU 1 5 Kepala Bagian Quality & Engineering 1 6 Supervisor Produksi 17 7 Supervisor Gudang 1 8 Supervisor Pembelian 1 9 Supervisor Quality & Engineering 3
Total 29
Teknik sampling yang digunakan adalah total sampling dimana keseluruhan anggota populasi menjadi sampel penelitian.
4.6 Metode Pengumpulan Data
Terdapat dua jenis data yang dikumpulkan dalam penelitian ini yaitu data primer dan data sekunder. Data primer ini dikumpulkan dengan melakukan wawancara dan kuesioner. Data sekunder diperoleh dari arsip-arsip perusahaan. Selain dari arsip perusahan, data sekunder juga didapatkan dari studi literatur tentang metode AHP dan loss function yang digunakan dalam penelitian.
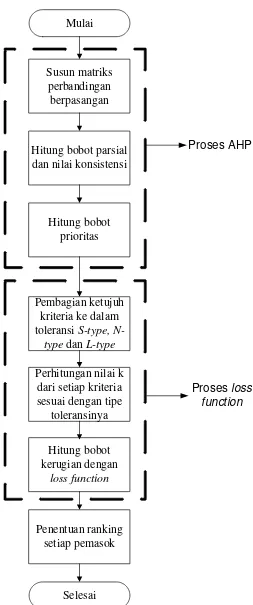
4.7 Pengolahan Data
Mulai
Susun matriks perbandingan berpasangan
Hitung bobot parsial dan nilai konsistensi
Hitung bobot prioritas
Hitung bobot kerugian dengan
loss function
Selesai Penentuan ranking
setiap pemasok
Proses AHP
Pembagian ketujuh kriteria ke dalam toleransi S-type,
N-type dan L-N-type
Perhitungan nilai k dari setiap kriteria sesuai dengan tipe
toleransinya
[image:80.595.224.477.105.710.2]Proses loss function
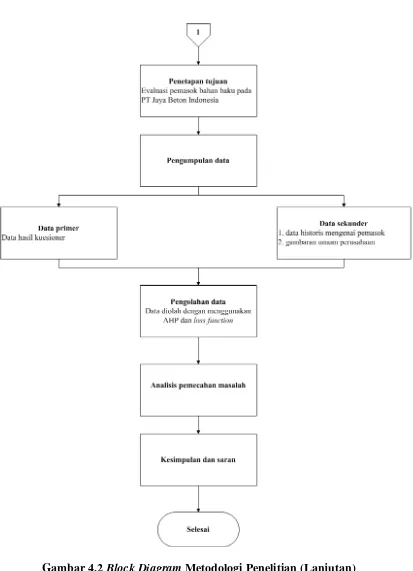
4.8 Analisis Pemecahan Masalah
Analisis pemecahan masalah dilakukan terhadap hasil dari pengolahan data tentang pemasok dan kriteria-kriteria yang digunakan. Dengan melakukan hal ini, maka perusahaan dapat mengetahui ranking, keunggulan, dan kelemahan setiap pemasok. Hal ini dapat digunakan sebagai bahan evaluasi terhadap pemasok.
4.9 Kesimpulan dan Saran
Kesimpulan berisikan hal-hal penting dari penelitian. Selain dari kesimpulan, diberikan juga saran yang membangun bagi perusahaan mengenai evaluasi pemasok sehingga dapat memberikan manfaat bagi perusahaan.
[image:81.595.173.447.442.725.2]Block diagram metodologi penelitian dapat dilihat pada Gambar 4.2.
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1 Pengumpulan Data
5.1.1 Pengumpulan Data AHP dan Loss Function
Terdapat dua jenis data yang digunakan untuk evaluasi pemasok, yaitu data primer dan data sekunder. Data primer ad