PRARANCANGAN PABRIK 2-HIDROKSIADIPALDEHIDA
DARI AKROLEIN DAN AIR
DENGAN PROSES DIMERISASI DAN HIDROLISIS
KAPASITAS 40.000 TON/TAHUN
(Perancangan Reaktor (RE-201))
Oleh
BUDIANA DINDA WIJAYANTI
Pabrik 2-hidroksiadipaldehida berbahan baku akrolein dan air, akan didirikan di Kawasan Industri Tangerang, Provinsi Banten. Pabrik ini berdiri dengan mempertimbangkan ketersediaan bahan baku, sarana transportasi yang memadai, tenaga kerja yang mudah didapatkan dan kondisi lingkungan.
Pabrik direncanakan memproduksi 2-hidroksiadipaldehida sebanyak 40.000 ton/tahun, dengan waktu operasi 24 jam/hari, 330 hari/tahun. Bahan baku yang digunakan adalah akrolein sebanyak 5.550,006 kg/jam dan air sebanyak 1.070,358 kg/jam.
Bentuk perusahaan adalah Perseroan Terbatas (PT) menggunakan struktur organisasi linedan staffdengan jumlah karyawan sebanyak 131 orang.
Dari analisis ekonomi diperoleh:
Fixed Capital Investment(FCI) = Rp 192.033.284.113 ,-Working Capital Investment(WCI) = Rp 36.140.906.935 ,-Total Capital Investment(TCI) = Rp 240.939.379.564
,-Break Even Point (BEP) = 55,534%
Pay Out Time before Taxes(POT)b = 2,939 tahun Pay Out Time after Taxes(POT)a = 3,423 tahun Return on Investment before Taxes (ROI)b = 20,418 % Return on Investment after Taxes (ROI)a = 16,334% Discounted Cash Flow(DCF) = 63,93 %
Shut Down Point(SDP) = 42,575%
ABSTRACT
MANUFACTURE OF 2-HYDROXYADIPALDEHYDE
FROM ACROLEIN AND WATER
BY DIMERIZATION AND HYDROLYSIS
CAPACITY 40.000 TONS/YEAR
(Design Reactor (RE-201))
By
BUDIANA DINDA WIJAYANTI
A plant producing 2-hydroxyadipaldehyde by dimerization and hydrolysis of acrolein and water is planned to be in industrial plant in the region of Tangerang in Banten Province. The plant was established by considering the availability of raw materials, transportation facilities, readily available labor and environmental conditional.
Plants production capacity is planned for 40.000 tons/year, with operating time of 24 hours/day and 330 working days in year. The raw materials used are acrolein as 5.550,006 kg/hr and water 1.070,358 kg/hr.
Provision of utility plant needs a treatment system and water supply, steam supply systems, instrument air supply systems, and power generation systems.
The total amount of labor needed is as much as 131 people with a business entity form Limited Liability Company (PT) which is headed by a Director who is assisted by the Director of Production and Director of Finance with line and staff organizational structure. Fixed Capital Investment(FCI) = Rp 192.033.284.113
,-Working Capital Investment(WCI) = Rp 36.140.906.935 ,-Total Capital Investment(TCI) = Rp 240.939.379.564
,-Break Even Point (BEP) = 55,534%
Pay Out Time before Taxes(POT)b = 2,939 tahun Pay Out Time after Taxes(POT)a = 3,423 tahun Return on Investment before Taxes (ROI)b = 20,418 % Return on Investment after Taxes (ROI)a = 16,334% Discounted Cash Flow(DCF) = 63,93 %
Shut Down Point(SDP) = 42,575%
DENGAN PROSES DIMERISASI DAN HIDROLISIS
KAPASITAS 40.000 TON/TAHUN
(Perancangan Reaktor (RE-201))
Oleh
BUDIANA DINDA WIJAYANTI
Skripsi
Sebagai salah satu syarat untuk mencapai gelar
Sarjana Teknik
Pada
Jurusan Teknik Kimia
Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
DAFTAR GAMBAR
Gambar Halaman
1.1. Jumlah Impor 2-Hydroxyadipaldehydedi Indonesia ... 4
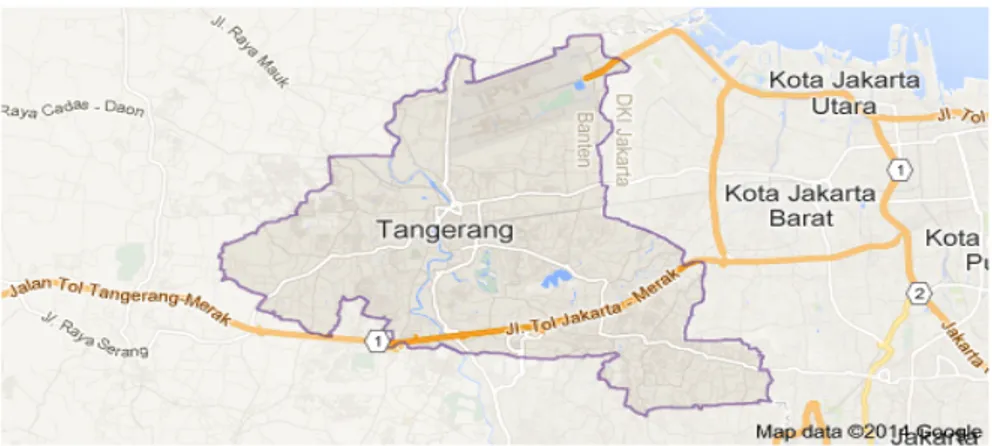
1.2. Lokasi Pabrik ... 6
6.1. Sistem Refrigerasi Kompresi Uap... 70
7.1. Peta Lokasi Pabrik ... 78
7.2. Tata Letak Pabrik... 84
7.3. Tata Letak Alat Proses ... 86
i
Halaman
ABSTRAK
... i
DAFTAR ISI
... ii
DAFTAR TABEL
... iv
DAFTAR GAMBAR
... vii
I. PENDAHULUAN
A. Latar Belakang ... 1
B. Analisis Pasar ... 3
C. Kapasitas Perancangan ... 3
D. Lokasi Pabrik ... 6
II. DESKRIPSI PROSES
A. Latar Belakang Bahan Baku dan Produk ... 9
B. Kelayakan Ekonomi ... 12
C. Kelayakan Teknis ... 13
D. Uraian Proses... 15
III. SPESIFIKASI BAHAN DAN PRODUK
A. Spesifikasi Bahan Baku... 17
B. Spesifikasi Produk ... 18
1 Produk Sementara ... 18
2. Produk Hasil ... 19
IV. NERACA MASSA DAN ENERGI
A. Neraca Massa ... 20
B. Neraca Energi ... 23
V. SPESIFIKASI PERALATAN
A. Peralatan Proses ... 25
B. Peralatan Utilitas ... 42
VI. UNIT PENDUKUNG PROSES DAN LABORATORIUM
A. Unit Utilitas ... 62
1. Unit Penyediaan Air dan Pengolahan Air ... 62
ii
3. Unit Penyediaan Listrik ... 68
4. Unit Penyedia Udara Tekan ... 69
5. Unit
Refrigerant
... 69
6 Unit Pengadaan Bahan Bakar... 71
B. Laboratorium ... 71
C. Instumentasi Dan Pengendalian Proses ... 75
D. Pengolahan Limbah ... 76
VII. TATA LETAK DAN LOKASI PABRIK
A. Lokasi Pabrik ... 77
B. Tata Letak Pabrik ... 80
C. Tata Letak Peralatan Proses ... 85
VIII. SISTEM MANAJEMEN DAN ORGANISASI PERUSAHAAN
A. Bentuk Perusahaan ... 87
B. Deskripsi Jabatan ... 88
C. Hari Libur Karyawan... 99
D. Jam Kerja ... 100
E. Sistem Pengupahan ... 102
F. Kesejahteraan Karyawan... 104
G. Kesehatan dan Keselamatan Kerja... 105
IX. INVESTASI DAN EVALUASI EKONOMI
A. Investasi... 109
B. Evaluasi Ekonomi... 112
X. SIMPULAN DAN SARAN
A. Simpulan ... 115
B. Saran ... 115
DAFTAR PUSTAKA
LAMPIRAN
LAMPIRAN A PERHITUNGAN NERACA MASSA
LAMPIRAN B PERHITUNGAN NERACA ENERGI
LAMPIRAN C SPESIFIKASI PERALATAN
LAMPIRAN D UTILITAS
Tabel Halaman
1.1. Harga Bahan Baku dan Produk ... 3
1.2. Jumlah Impor 2-Hydroxyadipaldehydedi Indonesia ... 4
1.3 Produsen 2-HydroxyadipaldehydeDi Berbagai Negara ... 5
2.1 Data Energi Gibbs dan Energi Pembentukan Standar ... 14
4.1. Neraca Massa Mixing Tank (MT-101)... 20
4.2. Neraca Massa Reaktor (RE-201) ... 20
4.3. Neraca Massa Distilasi (DC-301) ... 21
4.4. Neraca MassaCondensor(CD-302) ... 21
4.5. Neraca Massa Reboiler (RB-301) ... 21
4.6. Neraca Massa Reaktor (RE-202) ... 21
4.7. Neraca Massa Distilasi (DC-302) ... 22
4.8. Neraca MassaCondensor(CD-302) ... 22
4.9. Neraca Massa Reboiler (RB-301) ... 22
4.10. Neraca Energi Reaktor (RE-201) ... 23
4.11. Neraca EnergiCooler(CO-101) ... 23
4.12. Neraca Energi Distilasi (DC-301)... 23
4.13. Neraca EnergiHeater (HE-301) ... 24
4.14. Neraca Energi Reaktor (RE-202) ... 24
4.15. Neraca Energi Distilasi (DC-302)... 24
5.1. Tangki Acrolein (ST-101)... 25
5.2. Process Pump(PP-101) ... 26
5.3. Mixing Tank (MT-101) ... 26
5.4. Process Pump(PP-102) ... 27
5.6. Process Pump(PP-103) ... 29
5.7. Cooler (CO-101) ... 29
5.8. Distillation Colomn (DC-301) ... 30
5.9. Reboiler (RB-301) ... 31
5.10.Condenser (CD-301)... 32
5.11.Accumulator (AC-301)... 33
5.12.Process Pump(PP-104) ... 33
5.13.Heater (HE-101) ... 34
5.14. Reaktor Alir Tangki Berpengaduk (RE-202)... 35
5.15.Process Pump(PP-105) ... 35
5.16.Heater (HE-102) ... 36
5.17.Distillation Colomn (DC-302) ... 37
5.18. Reboiler (RB-302)... 37
5.19.Condenser(CD-302)... 38
5.20.Accumulator(AC-302) ... 39
5.21.Process Pump (PP-106) ... 40
5.22.Cooler(CO-102) ... 40
5.23. Tangki Produk (ST-102) ... 41
5.24. Bak Sedimentasi (ST-401) ... 42
5.25. Bak Penggumpal (BP-401) ... 43
5.26. Klarifier (CL-401) ... 43
5.27. Sand Filter(SF-401) ... 44
5.28.Filter Water Tank (FWT-401) ... 44
5.29.Cooling Tower (CT-401) ... 45
5.30.Cold Basin (CB-401) ... 46
5.31. Tangki Dispersan (TP-407)) ... 46
5.31. Tangki Asam Sulfat (TP-409)... 47
5.32. Tangki Natrium Posfat (TP-408) ... 48
5.33. Tangki Hidrazin (ST-407) ... 49
5.34. Tangki NaOH (TP-401) ... 50
5.35. Tangki Alum (TP-402)... 50
5.39. Spesifikasi Pompa Utilitas 2 (PU-402) ... 53
5.40. Spesifikasi Pompa Utilitas 3 (PU-403) ... 54
5.41. Spesifikasi Pompa Utilitas 4 (PU-404) ... 54
5.42. Spesifikasi Pompa Utilitas 5 (PU-405) ... 55
5.43. Spesifikasi Pompa Utilitas 6 (PU-406) ... 55
5.44. Spesifikasi Pompa Utilitas 7 (PU-407) ... 56
5.45. Spesifikasi Pompa Utilitas 8 (PU-408) ... 56
5.46. Spesifikasi Pompa Utilitas 9 (PU-409) ... 57
5.47. Spesifikasi Pompa Utilitas 10 (PU-410) ... 57
5.48. Spesifikasi Pompa Utilitas 11 (PU-411) ... 58
5.49. Spesifikasi Pompa Utilitas 12 (PU-412) ... 59
5.50. Spesifikasi Pompa Utilitas 13 (PU-413) ... 59
5.51. Spesifikasi Pompa Utilitas 14 (PU-414) ... 60
5.52. Spesifikasi Pompa Utilitas 14 (PU-415) ... 60
5.53. Spesifikasi Pompa Utilitas 14 (PU-416) ... 61
6.1. Kebutuhan Air Untuk Keperluan Umum ... 63
6.2. Kebutuhan Steam... 64
6.3. Kebutuhan Air Pendingin ... 64
7.1. Pemilihan Lokasi Pabrik ... 77
8.1. Siklus Pergantian shiftselama 1 bulan ... 101
8.2. Jumlah Operator Berdasarkan Jenis Alat ... 102
8.3. Penggolongan Jumlah Tenaga Kerja... 103
8.4. Jumlah Karyawan shift ... 104
9.1. Fixed Capital Investment ... 110
9.2. Manufacturing Cost... 111
Penulis dilahirkan di Bogor pada 4 September 1989, sebagai putri kedua
dari dua bersaudara dari pasangan Bapak Surono dan Ibu Subudiyah.
Penulis menyelesaikan pendidikan TK Islam Asy-Syahara IV Cileungsi
pada tahun 1995, Sekolah Dasar Negeri VIII Cileungsi Bogor pada tahun
2001, Sekolah Menengah Pertama Negeri 1 Cileungsi Bogor pada tahun 2004 dan Sekolah
Menengah Umum Negeri 3 Kota Bogor pada tahun 2007.
Pada tahun 2007, penulis terdaftar sebagai mahasiswa Jurusan Teknik Kimia Fakultas Teknik
Universitas Lampung melalui Seleksi Penerimaan Mahasiswa Baru (SPMB). Selama menjadi
mahasiswa, penulis aktif dalam organisasi sebagai ketua Departemen Kesekretariatan
(HIMATEMIA) dan aktivis bidang pengabdian masyarakat di Badan Koordinasi Kegiatan
Mahasiswa Teknik Kimia Indonesia (BKKMTKI).
Pada tahun 2011, penulis melakukan Kerja Praktek di P.T Indocement Tunggal Prakarsa Tbk
dengan Tugas Khusus “Evaluasi Kinerja
Rotary Kiln
Plant 1-2
”. Pada tahun 2012, penulis
melakukan penelitian dengan judul “Metanolisis Minyak Goreng Curah Menjadi Biodiesel
Menggunakan Katalis
Grace Davison
Pada
Continuous Microwave Biodiesel Reactor
SANWACANA
Puji syukur penulis panjatkan kehadirat Allah SWT yang telah memberikan rahmat, dan kekuatan sehingga skripsi ini dapat diselesaikan.
Skripsi dengan judul “Prarancangan Pabrik 2-Hidroksiadipaldehida dari Akrolein dan Air Dengan Proses Dimerisasi dan Hidrolisis Kapasitas 40.000 ton/tahun” adalah salah satu syarat untuk memperoleh gelar sarjana di Jurusan Teknik Kimia Fakultas Teknik Universitas Lampung.
Penyusunan tugas akhir ini tidak lepas dari bantuan dan dukungan dari banyak pihak. Oleh karena itu penulis mengucapkan terima kasih kepada :
1. Kedua orang tua tersayang, Bapak Surono dan Ibu Subudiyah serta kakanda tercinta, Adriana Puji Widyaningtyas, S.E., atas segala cinta kasih, do’a, suntikan semangat, dan kesabaran tanpa batas dalam mendukung penulis hingga bisa bertahan dan menyelesaikan tugas akhir. 2. Ir. Azhar, M.T., selaku ketua Jurusan Teknik Kimia dan Dosen Penguji I
Tugas Akhir atas ilmu, nasehat, dan dukungan dalam menyelesaikan tugas akhir.
3. Bapak Darmansyah, S.T., M.T., selaku Dosen Pembimbing I, atas semua ilmu, saran, dukungan, dan nasehat yang kelak akan sangat berguna di kemudian hari.
4. Bapak Muhammad Hanif, S.T., M.T., selaku Dosen Pembimbing II, atas ilmu, saran, dan kesabarannya dalam pengerjaan tugas akhir.
7. Seluruh Dosen Teknik Kimia Universitas Lampung, atas semua ilmu dan bekal masa depan yang akan selalu bermanfaat.
8. My Barmy Mood-Booster, atas semua canda tawa penghilang penat, kesabaran peredam amarah, semangat dan perhatian seluas samudera hingga akhirnya mengantarkanku pada akhir pendidikan bertitel Sarjana Teknik.
9. Teman-teman seperjuangan FKMTK 07 atas spirit untuk berjuang hingga menyelesaikan tugas akhir ini serta untuk kakak-kakak dan adik-adik tingkat seantero Teknik Kimia Universitas Lampung, kiranya berjuta-juta terima kasih akan ku ucapkan jikalau aku sanggup.
10. Semua Pihak yang telah membantu dalam penyelesaian tugas akhir ini.
Semoga Allah SWT membalas kebaikan mereka terhadap penulis dan semoga skripsi ini berguna.
Bandar Lampung, 28 November 2014 Penulis,
BAB I. PENDAHULUAN
A. Latar Belakang
Indonesia merupakan negara yang sedang berkembang dan pada saat ini sedang
meningkatkan pembangunan di sektor industri. Industri kimia merupakan salah
satu industri yang diharapkan dapat memajukan pembangunan di Indonesia.
Karena keadaan yang demikian ini, industri kimia mengalami peningkatan secara
kualitas maupun kuantitas baik industri yang mengolah bahan baku maupun
bahan penunjang untuk menjadi bahan setengah jadi ataupun bahan jadi. Produk
yang dihasilkan dari industri kimia ini sangat penting, karena dapat mengurangi
pengeluaran devisa negara untuk mengimpor bahan tersebut. Oleh karena itu,
pada masa yang akan datang perlu dikembangkan industri kimia agar tidak
tergantung oleh negara lain.
Mengingat banyaknya penggunaan produk 2-Hidroksiadipaldehida ini pada
dunia industri, maka secara otomatis keperluan dari produk ini akan semakin
meningkat dari tahun ke tahun seiring dengan meningkatnya jumlah pemakaian
produk dari industri-industri pengguna 2-Hidroksiadipaldehida. Atas dasar
pertimbangan inilah dirasa perlu untuk membuat prarancangan pabrik
2-Hidroksiadipaldehida
yang diharapkan dapat menutupi kebutuhan
2-Hidroksiadipaldehida untuk masa yang akan datang.
Berdasarkan pertimbangan-pertimbangan tersebut diatas maka pabrik ini layak
didirikan di Indonesia. Kehadiran pabrik 2-Hidroksiadipaldehida di Indonesia
akan mendatangkan beberapa keuntungan, antara lain :
1.
Membuka peluang bagi didirikannya industri lain yang menggunakan
2-Hydroxyadipaldehyde sebagai bahan baku.
2.
Membuka lapangan kerja baru dalam rangka mengurangi jumlah atau
tingkat pengangguran serta menambah tingkat perekonomian masyarakat
Indonesia.
3
B. Analisis Pasar
1.2.1 Harga bahan baku dan produk
Harga dari bahan baku dan produk pada pabrik 2-Hidroksiadipaldehida
adalah seperti terlihat pada Tabel 1.1.
Tabel 1.1 Harga bahan baku dan produk
Bahan Baku dan Produk
Harga ($/kg)
C
3H
4O
1
C
6H
10O
33,5
Sumber : www.alibaba.com. Tanggal 29 Oktober 2013.
1.2.2 Kebutuhan pasar dan daya saing produk
Diperkirakan untuk tahun-tahun berikutnya kebutuhan produksi
2-Hidroksiadipaldehida di Indonesia akan terus meningkat. Oleh sebab itu,
produksi 2-Hidroksiadipaldehida mempunyai nilai jual yang baik, baik di
dalam maupun luar negeri.
C. Kapasitas Perancangan
berkembangnya industri plastic, farmasi, makanan, kosmetik, tekstil, dan
lain-lain.
Berikut adalah data import 2-Hidroksiadipaldehida menurut Badan Pusat
Statistik dari tahun 2008 – 2012 yang terlihat pada table 1.2
Tabel 1.2 Jumlah impor 2-Hydroxyadipaldehyde di Indonesia (2008 – 2012)
Tahun
Tahun ke
Jumlah Impor (ton)
2008
1
28348,5
2009
2
29971,34
2010
3
30586,96
2011
4
31132,45
2012
5
33025,6
Sumber: Data Olahan Badan Pusat Statistik Tahun 2013
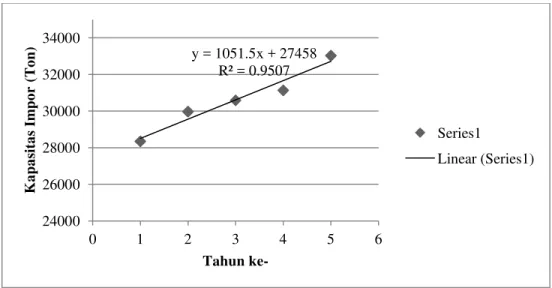
Berdasarkan data pada Tabel 1.2 maka dapat dibuat regresi linier yang menyatakan
hubungan antara tahun dengan jumlah impor 2-Hidroksiadipaldehida.
Gambar 1.1 Jumlah impor 2-Hidroksiadipaldehida di Indonesia setiap tahun
y = 1051.5x + 27458R² = 0.9507
24000 26000 28000 30000 32000 34000
0 1 2 3 4 5 6
5
Persamaan garis hasil regresi linier yang diperoleh adalah sebagai berikut:
y = 1051x + 27458
Pada tahun 2018 saat pembuatan pabrik 2-Hidroksiadipaldehida, diperkirakan
impor sebanyak (ton/tahun)
= 1051x + 27458
= 1051(11) + 27458
= 39019 ton/tahun
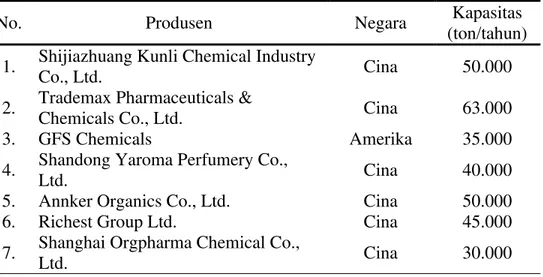
Penentuan kapasitas pabrik 2-Hidroksiadipaldehida juga didasarkan pada
kapasitas pabrik 2-Hidroksiadipaldehida yang telah berdiri di berbagai negara
seperti Cina dan Amerika Serikat. Kapasitas pabrik 2-Hidroksiadipaldehida yang
pernah berdiri adalah 30.000-63.000 ton/tahun, seperti terlihat pada Tabel 1.2.
Tabel 1.2 Produsen 2-Hidroksiadipaldehida di beberapa negara
No.
Produsen
Negara
Kapasitas
(ton/tahun)
1.
Shijiazhuang Kunli Chemical Industry
Co., Ltd.
Cina
50.000
2.
Trademax Pharmaceuticals &
Chemicals Co., Ltd.
Cina
63.000
3.
GFS Chemicals
Amerika
35.000
4.
Shandong Yaroma Perfumery Co.,
Ltd.
Cina
40.000
5.
Annker Organics Co., Ltd.
Cina
50.000
6.
Richest Group Ltd.
Cina
45.000
7.
Shanghai Orgpharma Chemical Co.,
Ltd.
Cina
30.000
Sehingga untuk menutupi impor 2-Hidroksiadipaldehida di Indonesia pada tahun
2018 maka kapasitas rancangan pabrik yang akan didirikan sebesar 40.000
ton/tahun.
D. Lokasi Pabrik
Pemilihan lokasi pabrik merupakan hal yang sangat penting sehingga dilakukan
perhitungan yang baik, secara ekonomi maupun teknis, tanpa melupakan
keadaan sosial dan kemungkinan pengembangan dimasa mendatang. Pabrik
2-Hidroksiadipaldehida akan didirikan didaerah Tangerang, Banten. Dasar
pertimbangan utama yang diambil dalam pemilihan lokasi pabrik adalah :
1.
Kemudahan mendapatkan bahan baku
Beroperasinya suatu pabrik sangat tergantung pada ketersediaan bahan
baku. Oleh karena itu, bahan baku sangat penting dalam pengoperasian
pabrik. Lokasi pabrik berada di kawasan industri Tangerang mengingat
kebutuhan bahan baku yang import sehingga dekat pelabuhan.
7
2.
Pemasaran Produk
Produk pabrik ini merupakan produk yang kebutuhannya masih di import
dengan adanya pabrik ini diharapkan pemasarannya bisa memenuhi
kebutuhan dalam negeri yang selama ini masih import.
3.
Transportasi
Transportasi sangat dibutuhkan sebagai penunjang utama untuk
penyediaan bahan baku dan pemasaran produk. Di lokasi ini terdapat
transportasi yang lancar baik darat dan laut
, sehingga arus dari bahan baku import lebih mudah dan lancar serta transportasi darat yang memilikiinfrastruktur yang cukup baik. Keadaan tersebut dapat mempermudah
pemasaran produk.
4.
Tenaga Kerja
5.
Utilitas
Utilitas merupakan salah satu faktor yang sangat penting dalam
pengoperasian suatu pabrik. Utilitas utama meliputi penyediaan air,
bahan bakar dan listrik yang mengharuskan lokasi pabrik dekat dengan
sumber tersebut.
6. Karakteristik lokasi
Karakteristik lokasi menyangkut iklim didaerah tersebut, yang tidak
rawan terjadinya banjir, serta kondisi sosial masyarakatnya. Struktur
tanah cukup baik, berjenis tanah kering dan kompak yang tidak akan
mengalami kesulitan dalam pembangunan proyek.
7. Kebijakan Pemerintah
BAB II. DESKRIPSI PROSES
A. Latar Belakang Bahan Baku dan Produk
Dalam upaya meningkatkan taraf hidup masyarakat dan mengentaskan
kemiskinan, maka pemerintah berupaya melakukan pembangunan di segala
bidang. Salah satu sasarannya adalah untuk meningkatkan swasembada di bidang
industri, sehingga diharapkan dapat mengurangi ketergantungan terhadap impor
dari negara lain bahkan dimungkinkan akan dapat meningkatkan nilai ekspor ke
luar negeri.
Pendirian pabrik 2-Hidroksiadipaldehida yang banyak diperlukan dalam industri
plastik, selain juga digunakan sebagai bahan baku
1,2,6-Hexanetriol
, ditujukan
dalam rangka guna memenuhi kebutuhan dan meningkatkan konsumsi
2-Hidroksiadipaldehida dalam negeri, memacu pertumbuhan industri dalam negeri
yang
menggunakan
bahan
baku
2-Hidroksiadipaldehida,
serta
jika
2-Hidroksiadipaldehida
atau
2-Hydroxy-1,6-hexandial
mempunyai rumus
C
6H
10O
3, berwujud cairan dan tidak
berwarna. Secara komersial
2-Hidroksiadipaldehida disimpan dan diperdagangkan dalam bentuk cairan dengan
kemurnian 25% berat (Kirk and Othmer, 1983).
Produk ini merupakan bahan baku yang banyak digunakan sebagai
insolubizing
agent
untuk senyawa
polyhydroxy
. Di samping itu sebagai bahan
intermediate
berbagai senyawa organik seperti ester, asam-asam karboksilat, juga sebagai
bahan baku pada pembuatan resin antara lain resin urea
aldehyde
dan
alkyde
resin, serta umumnya banyak dipakai sebagai bahan baku
1,2,6-hexanetriol
yang
banyak digunakan untuk
plasticizer
(Kirk and Othmer, 1983).
Produksi 2-Hidroksiadipaldehida yang merupakan derivat dari acrolein secara
komersial pertama kali dilakukan oleh
Union Carbide Chemical Company
pada
tahun 1954, proses produksinya meliputi dua tahap proses, yaitu proses
dimerisasi dan proses hidrolisa dengan bahan baku acrolein dan air.
1) Proses Dimerisasi
Pada proses ini akrolein mengalami reaksi dimerisasi menjadi akrolein dimer
dalam reaktor tanpa katalis, dengan temperatur operasi 150
oC dan tekanan
operasi 1,5 atm, dan konversi reaksi di bawah 90%,karena jika konversi di
atas 90% dibutuhkan polymer inhibitor (US Patent No. 3.159.651, 1964).
Reaksi yang terjadi pada reaktor alir tangki berpengaduk dinyatakan sebagai
11
CH
2CH CH
22 C
3H
4O CH CHCHO
O
2) Proses Hidrolisis
Dalam reaktor alir tangki berpengaduk pada suhu 100
oC dan tekanan 1 atm,
acrolein dimer dihidrolisis
menjadi 2-Hidroksiadipaldehida
sampai
kemurnian 25% berat. Konsentrat 25% berat ini merupakan kondisi yang
terbaik, sebab pada konsentrasi lebih dari 25% berat maka
2-Hidroksiadipaldehida akan cepat terpolimerisasi. Dan pada kondisi terbaik
ini, maka 2-Hidroksiadipaldehida merupakan senyawa yang stabil, dengan
bau yang tidak terlalu tajam dan relatif tidak mudah menguap. Reaksi yang
terjadi ditunjukkan sebagai berikut (Sanders, 1958) :
CH
2CH CH
2+ H
2O CHO(CH
2)
3CHOHCHO
CH CHCHO
O
B. Kelayakan Ekonomi
BM : C
3H
4O
= 56,065 kg/kmol
C
6H
10O
3= 130,146 kg/kmol
H
2O
= 18,016 kg/kmol
2C
3H
4O
(l)+ H
2O
(l)C
6H
10O
3 (l)(akrolein) (air) (2-Hidroksiadipaldehida)
Diketahui kapasitas produksi 2-Hidroksiadipaldehida 40.000 ton/tahun
Mol 2-Hidroksiadipaldehida
= 40.000.000 kg/th : 130,146 kg/kmol
= 307.347,1332 kmol/th
Harga produk
= 40.000.000 kg/thn x Rp 42.000/kg
= Rp 1.680.000.000.000/th
Dari stoikiometri untuk memperoleh 307.347,1332 kmol/th
2-Hidroksiadipaldehida maka dibutuhkan :
Acrolein
= 1/2 x 307.347,533 kmol/thn
= 153.673,7665 kmol/th
(BM: 56,065 kg/kmol)
= 8.615.719,719 kg/th
13
= Rp 103.388.636.600/th
harga bahan baku = Rp 103.388.636.600/th
Maka keuntungan produksi 2-Hidroksiadipaldehida
= Harga produk – Total Harga Bahan Baku
= Rp 1.680.000.000.000/th - Rp 103.388.636.600/th
= Rp 1.576.611.363.400 /th
C. Kelayakan Teknis
Kelayakan teknik terhadap suatu reaksi kimia yang di tinjau yaitu energi bebas
gibbs pembentukan (
∆
Gº
f) dan panas pembentukan standar (
∆
Hº
f).
ΔH
menunjukkan panas reaksi yang dihasilkan selama proses berlangsungnya reaksi
kimia, seperti pada reaksi pembentukkan produk berupa 2-Hidroksiadipaldehida.
Besar atau kecil nilai
ΔH
tersebut menunjukkan jumlah energi yang dibutuhkan
maupun dihasilkan.
ΔH
bernilai positif (+) menunjukkan bahwa reaksi tersebut
membutuhkan panas untuk berlangsungnya reaksi sehingga semakin besar
ΔH
maka semakin besar juga energi yang dibutuhkan. Sedangkan
ΔH
bernilai negatif
(-) menunujukkan bahwa reaksi tersebut menghasilkan panas selama proses
berlangsungnya reaksi.
Δ
G
omenunjukkan spontan atau tidak spontannya suatu reaksi kimia.
Δ
G
osecara spontan, sehingga dibutuhkan energi tambahan dari luar. Sedangkan
Δ
G
obernilai negatif (-) menunujkkan bahwa reaksi tersebut dapat berlangsung secara
spontan dan hanya sedikit membutuhkan energi. Oleh karena itu, semakin kecil
atau negatif
Δ
G
omaka reaksi tersebut akan semakin baik karena untuk
berlangsung spontan energi yang dibutuhkan semakin kecil.
Berikut data energi bebas gibbs pembentukan (
∆
Gº
f) dan panas pembentukan
standar (
∆
Hº
f) pada keadaan standar (T=298 K) :
Tabel 2.2.Data Energi Gibbs dan Energi Pembentukan Standar
Komponen
∆
Gº
f(kJ/mol)
∆
Hº
f(kJ/mol)
Akrolein
-54
-84
Air
-237,129
-285,830
2-Hidroksiadipaldehida
-266,49
-469,4
Sumber : Kirk-Othmer, 1997
Reaksi pada reaktor :
2C
3H
4O
(l)+ H
2O
(l)C
6H
10O
3(l)∆
H
Reaksi= (
∆H
º
fC
6H
10O
3) – (
∆
Hº
fH
2O + (2 x
∆
Hº
fC
3H
4O))
= (-469,4) - (-285,830 – (2x (-0,126)))
= -183,318 kJ/mol
∆
G
Reaksi= (
∆G
º
fC
6H
10O
3) - (
∆G
º
fH
2O + (2 x
∆
Gº
fC
3H
4O))
15
= -137,361 kJ/mol
D. Uraian Proses
Bahan baku berupa acrolein cair dimasukkan ke dalam tangki (ST-101) sebagai
tempat penyimpanan bahan baku akrolein cair pada suhu 30
oC dan tekanan 1
atm. Selanjutnya akrolein cair dari tangki penyimpanan dialirkan dengan pompa
(PP-01) bersama dengan akrolein
recycle
ke tangki pengaduk. Campuran cairan
keluar tangki pengaduk pada suhu 38
oC dan tekanan 1,5 atm kemudian
diumpankan ke dalam reaktor (RE-201) untuk direaksikan melalui pompa
(PP-02), setelah sebelumnya dipanaskan terlebih dahulu di
heat exchanger
dari suhu
38
oC sampai 150
oC. Reaktor yang digunakan yaitu Reaktor Alir Tangki
Berpengaduk (RATB) dengan kondisi operasi suhu 150
oC dan tekanan 1,5 atm.
Di dalam reaktor (RATB-201) terjadi proses dimerisasi akrolein menjadi
akrolein dimer. Produk keluar dari reaktor (RATB-201) kemudian diturunkan
suhunya menggunakan
heat exchanger
sampai suhu 95
oC, selanjutnya
diumpankan pada menara distilasi (DC-301) untuk dipisahkan akrolein dan
akrolein dimer. Uap yang keluar dari puncak menara distilasi yang sebagian
adalah akrolein pada suhu 97,5
oC dan tekanan 1 atm kemudian diembunkan
seluruhnya di
condensor
(CD-301). Embunan yang terbentuk ditampung
sementara pada
accumulator
(AC-301) yang seterusnya dialirkan menggunakan
sisanya di
recycle
. Sedangkan cairan yang keluar dari dasar menara distilasi yang
sebagian besar adalah akrolein dimer dialirkan ke dalam reboiler (RB-302) untuk
diuapkan. Uap yang terbentuk lalu dikembalikan ke menara distilasi pada suhu
130,75
oC dan tekanan 1,2 atm, sedangkan cairan sisa kemudian diumpankan ke
reaktor alir tangki berpengaduk 2 untuk dihidrolisis. Air dari unit utilitas dengan
suhu 30
oC dan tekanan 1 atm dipompa sehingga tekanannya menjadi 2,1 atm
kemudian bertemu dengan hasil bawah menara distilasi dengan suhu 150
oC dan
tekanan 2,1 atm, sehingga suhunya menjadi 46
oC. Kemudian diumpankan pada
reactor alir tangki berpengaduk 2 untuk dihidrolisis dari akrolein dimer menjadi
2-Hidroksiadipaldehida yang sebelumnya suhu dinaikkan di
heat exchanger
sehingga menjadi 100
oC
.
Produk keluar reaktor pada suhu 102,5
oC dan tekanan
1,8 atm kemudian diturunkan suhunya menjadi 40
oC menggunakan
heat
exchanger
, selanjutnya produk 2-Hidroksiadipaldehida ditampung pada tangki
III. SPESIFIKASI BAHAN BAKU DAN PRODUK
A. Bahan Baku
A.1. Bahan Baku Utama
1. Acrolein
Nama lain : 2-propenal, acraldehyde, allyl aldehyde. Rumus molekul : C3H4O, CH2CHCHO
H O Rumus bangun : CH2= C CH
Wujud : cair
Kenampakan : tak berwarna
Berat molekul : 56,065 kg/kmol Titik didih,760 mmHg : 52,7oC
Titik beku : - 87oC
Densitas, 20 0C : 840 kg/m3 Temperatur kritis : 233oC Tekanan kritis : 50 atm Kelarutan 20 0C
In water : 20,6 % wt Water in : 6,8 % wt Volume kritis : 189 cm3/mol
Panas penguapan, 1 atm : 93,0 kJ/kg ( = 216 BTU/lb ) Panas pembakaran, 250C : 5,383 kJ/mol
Panas polimerisasi : 71,1 – 79,5 kJ/mol Panas pengembunan : 41,8 kJ/mol
2. Air
Rumus molekul : H2O
Wujud : cair
Kenampakan : tak berwarna
Berat molekul : 18,016 kg/kmol Titik didih : 100oC
Titik beku : 0 oC
Densitas : 996,2 kg/m3
Viskositas, 200C : 0,8 Cp Tekanan kritis : 218 atm Panas penguapan, 250C : 9,71 kcal/ mol Panas pembentukan,250C : - 68,32 kcal/mol Panas laten fusi : 79,89oC
Kapasitas panas cair : 1 cal /(g. 0C )
B. Produk
B.1. Produk Sementara
1. Acrolein dimer
Nama lain : 3, 4 dihydro– 2 formyl– 2H – pyran
19
Rumus bangun : CH2 CH CH2 CH CHCHO O
Berat molekul : 112,130 kg/kmol Titik didih,760 mmHg: 151,30C
Titik beku : - 1000C
B.2. Produk Hasil
1. 2 – Hydroxyadipaldehyde
Nama lain : 2 hydroxy– 1, 6 hexandial Rumus molekul : C6H10O3
Rumus bangun : O O HCCH2CH2CH2CHOHCH Berat molekul : 130,146 kg/kmol
Wujud : cair
Kenampakan : tak berwarna
Produk yang diinginkan yaitu 25 % wt 2 –hydroxyadipaldehydedengan spesifikasi :
VI. UNIT PENDUKUNG PROSES DAN LABORATORIUM
A. Unit Utilitas
Seperti halnya dengan pabrik-pabrik kimia lainnya, pada pabrik pembuatan 2-hydroxyadipaldehyde dari acrolein dan air ini juga membutuhkan unit-unit yang mendukung berjalannya proses produksi dengan baik. Penyediaan unit-unit pendukung tersebut menjadi tanggung jawab unit-unit utilitas yang mencakup unit-unit sebagai berikut:
1. Unit Penyediaan Air dan Pengolahan Air
Kebutuhan air yang disediakan untuk kebutuhan proses produksi di pabrik meliputi:
a. Air untuk Keperluan Umum
Kebutuhan air ini meliputi kebutuhan laboratorium, kantor, karyawan dll. Beberapa syarat untuk air sanitasi ini adalah sebagai berikut:
1) Syarat fisis: di bawah suhu kamar, tidak berwarna, tidak berasa, dan tidak berbau, tingkat kekeruhannya sangat kecil.
2) Syarat kimia: tidak mengandung zat organik dan anorganik yang terlarut dalam air, logam-logam berat lainnya yang bersifat racun.
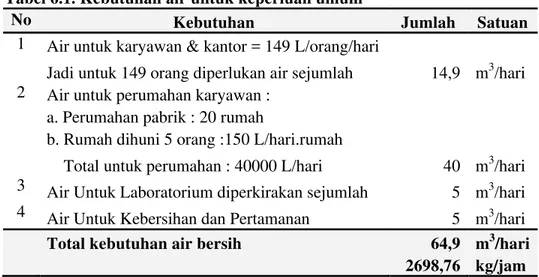
63 Tabel 6.1. Kebutuhan air untuk keperluan umum
No Kebutuhan Jumlah Satuan
1 Air untuk karyawan & kantor = 149 L/orang/hari
Jadi untuk 149 orang diperlukan air sejumlah 14,9 m3/hari 2 Air untuk perumahan karyawan :
a. Perumahan pabrik : 20 rumah
b. Rumah dihuni 5 orang :150 L/hari.rumah
Total untuk perumahan : 40000 L/hari 40 m3/hari 3 Air Untuk Laboratorium diperkirakan sejumlah 5 m3/hari 4 Air Untuk Kebersihan dan Pertamanan 5 m3
/hari Total kebutuhan air bersih 64,9 m3/hari
2698,76 kg/jam
b. Air untuk pembangkit steam
Air ini digunakan sebagai umpan boileragar dapat menghasilkan steam yang dapat digunakan sebagai pemanas. Hal yang perlu diperhatikan dalam penanganan air umpan boiler adalah :
1) Zat-zat penyebab korosi
Korosi yang terjadi di dalam ketel disebabkan air pengisi mengandung larutan asam, gas-gas terlarut, seperti O2, CO2, H2S, NH3.
2) Zat-zat penyebab foaming
Air yang diambil kembali dari proses pemanasan bisa menyebabkan foam (busa) pada boiler. Karena adanya zat-zat organik, anorganik, dan zat-zat yang tidak terlarut dalam jumlah besar. Efek pembusaan terutama terjadi pada alkalinitas yang tinggi.
3) Zat-zat yang menyebabkan scale foaming
Tabel 6.2. Peralatan yag membutuhkan steam
No Kebutuhan Jumlah Satuan
1 Heater-101 743,10 kg/jam
2 Heater-103 46,92 kg/jam
3 Reboiler-302 326,09 kg/jam
Jumlah kebutuhan 1.116,11 kg/jam Over design10% 1.227,72 kg/jam Recovery90 %, maka make-up 122,77 kg/jam
c. Air Pendingin
Air ini digunakan sebagai air yang ditambahkan pada proses misalnya digunakan sebagai solventatau penyerap pada proses produksi. Spesifikasi air peroses ini sama dengan air yang digunakan sebagai umpan boiler. Peralatan yang membutuhkan air pendingin:
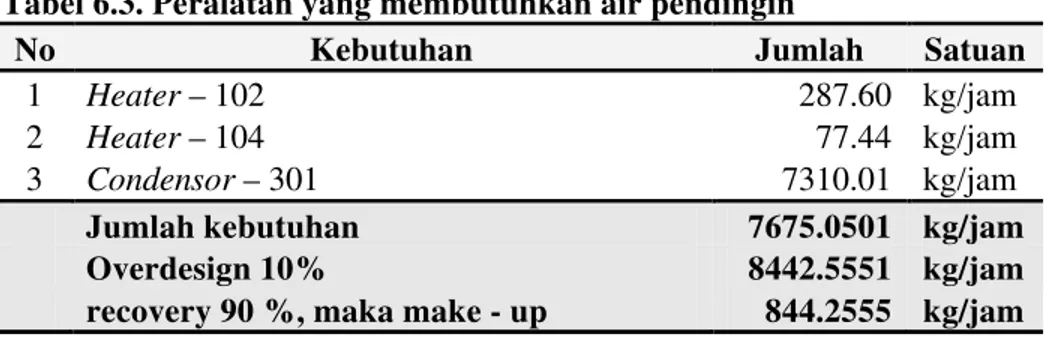
Tabel 6.3. Peralatan yang membutuhkan air pendingin
No Kebutuhan Jumlah Satuan
1 Heater– 102 287.60 kg/jam
2 Heater– 104 77.44 kg/jam
3 Condensor– 301 7310.01 kg/jam
Jumlah kebutuhan 7675.0501 kg/jam Overdesign 10% 8442.5551 kg/jam recovery 90 %, maka make - up 844.2555 kg/jam
d. Air Pemadam Kebakaran (Air Hidran)
Untuk air pemadam kebakaran disediakan = 1000 kg/jam = 1,0043 m3/jam Total kebutuhan air dengan treatment = General uses+ BFW + Air hidran
= 7,5916 m3/jam Sehingga kebutuhan air total ± 7,5916 m3/jam
65 Tahapan proses pengolahan air adalah sebagai berikut :
Sedimentasi
Merupakan perlakuan awal terhadap air sungai yang dipompakan ke dalam bak sedimentasi. Bertujuan untuk mengendapkan lumpur dan kotoran yng terbawa oleh air sungai.
Koagulasi
Bertujuan untuk menggumpalkan kotoran yang tidak terendapkan di bak sedimentasi dengan penambahan larutan alum, NaOH dan klorin.
Klarifikasi
Bertujuan untuk mengendapkan gumpalan dari bak penggumpal.
Demineralisasi
Fungsi dari demineralisasi adalah mengambil semua ion yang terkandung di dalam air. Air yang telah mengalami proses ini ini disebut air demin (deionized water). Sistem demineralisasi disiapkan untuk mengolah air filter dengan penukar ion (ion exchanger) untuk menghilangkan padatan yang terlarut dalam air dan menghasilkan air demin sebagai air umpan ketel (boiler feed water) untuk membangkitkan steamtekanan 4,5 bar dengan suhu 148 0C.
Unit penyediaan air bebas mineral terdiri dari penukar kation (cation exchanger) dan penukar anion (anion exchanger). Pada penukar kation diisi dengan penukar ion asam lemah berupa metilen akrilat yang merupakan tipe (PK 6). Resin ini dirancang untuk menghilangkan/mengikat ion-ion logam dari air atau ion-ion positif seperti K+, Ca2+, Mg2+, Fe2+dan Al3+.
yang merupakan tipe (PK 9, NH(CH)2OH). Resin ini dirancang untuk menghilangkan ion asam dari air atau ion-ion negatif seperti karbonat, bikarbonat, sulfat, sulfit, nitrat, nitrit, silika, dan lain-lain.
Reaksi : Z-OH + HCl(aq) Z-Cl(s) + H+ + OH
-Penukar kation-anion berisi campuran resin kation dan anion untuk pengolahan akhir air. Semua penukar ion dioperasikan dengan aliran air yang kontinyu.
Resin yang diisikan ke penukar ion diregenerasi bila kemampuannya menukar ion telah habis dan sebagai batasannya adalah total galon dan konduktivitas air (high SiO2, high conductivity). Regenerasi terdiri dari tiga langkah yaitu
cuci balik (backwash), regenerasi awal dengan bahan kimia dan pencucian (rinse).
Bahan kimia yang dipakai untuk regenerasi dari penukar ion dan netralisasi air bekas regenerasi adalah :
1. Asam sulfat (H2SO4) dengan konsentrasi 4 %
2. Soda kaustik (NaOH) dengan konsentrasi 45 % (cairan) dan 98 % (flake atau solid)
Reaksi yang terjadi pada saat regenerasi adalah :
- Pada penukar kation
2 Na-R(s) + H2SO4 (aq) 2 R-H(s) + Na2SO4 (aq)
- Pada penukar anion
67 Buangan bekas bahan kimia dari cation exchanger dan anion exchanger mengalir ke bawah kedalam kolam netralisasi melalui saluran pembuangan. Air bebas mineral yang telah diproduksi selanjutnya akan dialirkan ke tangki penampungan air demin.
2. Unit Penyedia Steam
Digunakan dalam pabrik 2-hydroxyadipaldehyde ini adalah steam saturated dengan tekanan 39,3 atm dan suhu 300 oC. Kukus ini dipergunakan untuk menukar panas pada aliran yang perlu dinaikkan suhunya. Sistem penyediaan steamterdiri dari deaeratordan boiler(steam generator).
a. Deaerasi
Proses dearasi terjadi dalam deaerator yang berfungsi untuk membebaskan air bebas mineral (demin water) dari komponen udara melalui spray, sparger yang berkontak secara counter current dengan steam. Demin wateryang sudah bebas dari komponen udara ditampung dalam drum dari deaerator. Deaerator memiliki waktu tinggal 15 menit. Larutan hidrazin diinjeksikan ke dalam deaerator untuk menghilangkan oksigen terlarut dalam air bebas mineral dengan reaksi :
N
2H4 + O2 N2 + 2 H2O b. Steam Generation
steamdengan tekanan maksimal 39,3 atm dan temperatur 300 oC.
3. Unit Penyedia Tenaga Listrik
Kebutuhan tenaga listrik di pabrik 2-hydroxyadipaldehyde ini dipenuhi oleh PLN dan generator pabrik, hal ini bertujuan agar pasokan tenaga listrik dapat berlangsung kontinyu meskipun ada gangguan pasokan dari PLN. Generator yang digunakan adalah generator arus bolak-balik yaitu berdasarkan pada pertimbangan :
Tenaga listrik yang dihasilkan cukup besar.
Tegangan dapat dinaikkan atau diturunkan sesuai dengan kebutuhan
dengan menggunakan transformator.
Generator cadangan berkekuatan 500 kW dapat beroperasi selama 3 hari. Generator yang dipakai adalah jenis generator AC tiga fase, karena memiliki beberapa kelebihan, antara lain :
Tegangan listrik stabil, daya kerja lebih besar.
Kawat penghantar yang digunakan lebih sedikit
Motor tiga fase harganya relatif lebih murah dan sederhana.
Kebutuhan listrik untuk pabrik direncanakan untuk penerangan seluruh area pabrik, keperluan proses dan keperluan utilitas.
69 4. Unit Penyedia Udara Tekan
Unit penyediaan udara tekan digunakan untuk menjalankan instrumentasi dan udara plant di peralatan proses, seperti untuk menggerakkan control valve serta untuk pembersihan peralatan pabrik. Udara instrumen mempunyai sumber yang sama dengan udara pabrik yaitu bersumber dari udara di lingkungan pabrik, hanya saja udara tersebut harus dinaikkan tekanannya dengan menggunakan compressor. Untuk memenuhi kebutuhan digunakan compressordan didistribusikan melalui pipa-pipa.
5. Unit Refrigerant
Refrigerant yang digunakan adalah ammonia sebagai pendingin pada reaktor, kristalizer dan cooler. Ammonia yang telah digunakan diolah dalam sistem refrigerasi ammonia pada unit utilitas.
dicairkan dan tidak berpengaruh berapapun tekanan diberikan.
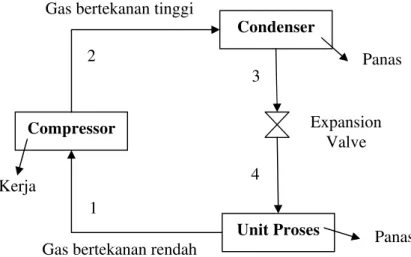
Ketika gas tersebut dikompresi, molekul-molekul gas saling tarik-menarik sehingga kalor pun terlepaskan. Pada proses kompresi, kecepatan molekul-molekul gas dan jarak antara molekul-molekul tersebut semakin dekat sampai akhirnya gas tersebut mengalami perubahan wujud menjadi cairan (Wikipedia, 2006) Sistem refrigerasi kompresi uap merupakan sistem/daur yang paling banyak digunakan dalam daur refrigerasi. Proses-proses yang membentuk daur kompresi uap adalah :
Gambar 2. Sistem Refrigerasi Kompresi Uap
Keterangan :
1-2 Kompresi adiabatik dan reversible, dari uap jenuh menuju tekanan kondensor
2-3 Pelepasan kalor reversibel pada tekanan konstan, menyebabkan penurunan panas lanjut (desuperheating) dan pengembunan refrigeran
4
Compressor
Condenser
Unit Proses 1
4 3 2
Gas bertekanan rendah
Expansion Valve Gas bertekanan tinggi
Panas
71 3-4 Ekspansi irreversibel pada entalpi konstan, dari cairan jenuh menuju
tekanan cooler.
4-1 Penambahan kalor reversibel pada tekanan tetap, yang menyebabkan penguapan menuju uap jenuh
6. Unit Penyedia Bahan Bakar
Unit pengadaan bahan bakar bertujuan untuk memenuhi kebutuhan bahan bakar pada generator dan boiler. Bahan bakar yang digunakan adalah bahan bakar cair yaitu solar (untuk generator) dan fuel oil (untuk boiler) yang diperoleh dari PERTAMINA atau distribusinya.
Pemilihan didasarkan pada pertimbangan bahan bakar cair :
mudah didapat
tersedia secara kontinyu
mudah dalam penyimpanannya
Bahan bakar yang digunakan adalah fuel oil dengan Net Heating Value sebesar 18.800 Btu/lb. Sehingga kebutuhan bahan bakar adalah sebesar 47,686 m3.
B. Laboratorium
Laboratorium mempunyai tugas pokok antara lain :
1. Sebagai pengendali kualitas bahan baku dan pengendali kualitas produk. 2. Sebagai pengendali terhadap proses produksi dengan melakukan analisa
terhadap pencemaran lingkungan yang meliputi polusi udara, limbah cair dan limbah padat yang dihasilkan unit-unit produksi.
3. Sebagai pengendali terhadap mutu air proses, air pendingin, air umpan boiler, steam dan lain-lain yang berkaitan langsung dengan proses produksi.
Laboratorium melaksanakan tugas selama 24 jam sehari dalam kelompok kerja shiftdan non-shift.
1. Kelompok Non–Shift
Kelompok ini bertugas melakukan analisa khusus, yaitu analisa yang sifatnya tidak rutin dan menyediakan reagen kimia yang diperlukan oleh laboratorium. Dalam membantu kelancaran kinerja kelompok shift, kelompok ini melaksanakan tugasnya di laboratorium utama dengan tugas-tugas diantarnya sebagai berikut :
Menyediakan reagen kimia untuk analisis laboratorium.
Melakukan analisa bahan buangan penyebab polusi.
Melakukan penelitian/percobaan untuk membantu kelancaran produksi.
2. Kelompok Shift
73 menggunakan sistem bergilir yaitu kerja shift selama 24 jam dengan masing-masing shiftbekerja selama 8 jam.
Dalam pelaksanaan tugasnya, seksi laboratorium dikelompokkan menjadi : a. Laboratorium Fisika
Bagian ini mengadakan pemeriksaan atau pengamatan terhadap sifat-sifat fisis bahan baku dan produk. Pengamatan yang dilakukan antara lain : specific gravity, viskositas kinematik dan kandungan air
b. Laboratorium Analitik
Bagian ini mengadakan pemeriksaan terhadap bahan baku dan produk mengenai sifat-sifat kimianya.
Analisa yang dilakukan antara lain :
Kadar impuritis pada bahan baku
Kandungan logam berat
Kandungan metal
c. Laboratorium Penelitian dan Pengembangan
Bagian ini bertujuan untuk mengadakan penelitian, misalnya :
Diversifikasi produk
Pemeliharaan lingkungan (pembersihan air buangan).
Pada laboratorium Analisis air ini yang di analisa antara lain : 1. Bahan baku air
2. Air demineralisasi 3. Air pendingin 4. Air umpan boiler
Parameter yang diuji antara lain warna, pH, kandungan klorin, tingkat kekeruhan, total kesadahan, jumlah padatan, total alkalinitas, kadar minyak, sulfat, silika dan konduktivitas air.
Alat- alat yang digunakan dalam laboratorium Analisa air adalah :
pH meter, digunakan untuk mengetahui tingkat keasaman/kebasaan.
Spektrometer, untuk menentukan konsentrasi suatu senyawa
terlarut dalam air dengan syarat larutan harus berwarna.
Spectroscopy, untuk menentukan kadar sulfat.
Gravimetric, untuk mengetahui jumlah kandungan padatan dalam air.
Peralatan titrasi , untuk mengetahui kandungan klorida, kasadahan dan alkalinitas.
Conductivity meter , untuk mengetahui konduktivitas suatu zat yang terlarut dalam air.
75 umpan boileryang dianalisis antara lain kadar hidrazin, amonia dan ion fosfat.
e. Alat Analisa
Alat Analisa yang digunakan :
Water Content Tester, untuk menganalisa kadar air dalam produk.
Viscometer Bath, untuk mengukur viskositas produk keluar reaktor.
Hydrometer, untuk mengukur spesific gravity.
C. Instrumentasi dan Pengendalian Proses
Sumber udara pabrik dan udara instrumen adalah dari udara proses yang dihasilkan oleh kompresor dan dikirim ke penerima udara. Udara dari sekeliling mengalir melalui filter udara dan selanjutnya dikompresi oleh kompresor udara yang digerakkan oleh penggerak motor. Udara bertekanan selanjutnya didinginkan oleh after Cooler dan kemudian mengalir melewati pemisah air dan selanjutnya dialirkan ke penerima udara.
Sumber udara instrumen berasal dari kompresor udara proses Udara pabrik didefinisikan sebagai udara kering (dew point rendah) yang dipakai terbatas untuk pengoperasian instrumentasi. Udara pabrik dari penerima udara dialirkan ke instrumen oleh compressor dimana kandungan air diturunkan oleh bahan pengering hingga memenuhi dew point menjadi udara instrumen dan dikirim ke pemakai melewati instrument air header.
pabrik 2-hydroxyadipaldehyde. Kebutuhan udara tekan diasumsikan sebesar ± 20,08 m3/jam.
D. Pengolahan Limbah
Pada pabrik 2-hydroxyadipaldehyde ini terdapat limbah industri berupa cairan, yaitu :
a. Air Buangan Sanitasi
Air buangan sanitasi yang berasal dari seluruh toilet di kawasan pabrik, pencucian dan dapur dikumpulkan dan diolah dalam unit stabilisasi dengan menggunakan lumpur aktif, aerasi dan desinfektan kalsium hipoklorit yang berfungsi untuk membunuh mikroorganisme yang dapat menimbulkan penyakit. Sedangkan kotoran yang berasal dari WC dibuang ke tempat pembuangan khusus septic tank.
b. Air buangan dari utilitas
VII. TATA LETAK PABRIK
A. Lokasi Pabrik
Penentuan lokasi pabrik adalah salah satu hal yang terpenting dalam
mendirikan suatu pabrik. Lokasi pabrik akan berpengaruh secara langsung
terhadap kelangsungan hidup pabrik yang ikut menentukan keberhasilan dan
kelancaran proses produksi.
Pabrik 2-hydroxyadipaldehyde dengan kapasitas 40.000 ton/tahun ini
direncanakan didirikan di daerah kawasan industry Tangerang, Banten. Yang
menjadi bahan pertimbangan dalam pemilihan lokasi pabrik adalah sebagai
berikut :
Tabel 7.1 Tabel pemilihan lokasi pabrik
Faktor Primer Faktor Sekunder
1. Sumber bahan baku 1. Persediaan air dan pembangkit tenaga listrik
2. Daerah pemasaran 2. Tenaga kerja
3. Transportasi 3. Kondisi masyarakat dan keamanan
4. Tanah
5. Lingkungan
6. Kebijakan pemerintah
Berikut ini adalah gambar peta provinsi Banten yang merupakan lokasi pabrik
Gambar 7.1 Peta Lokasi Pabrik
Banyak faktor yang menjadi pertimbangan dalam menentukan lokasi pabrik.
Faktor ini dapat dibagi menjadi :
1. Faktor primer
a. Sumber bahan baku
Beroperasinya suatu pabrik sangat tergantung pada ketersediaan bahan
baku. Oleh karena itu, bahan baku sangat penting dalam pengoperasian
pabrik. Lokasi pabrik berada di kawasan industri Tangerang mengingat
kebutuhan bahan baku yang import sehingga dekat pelabuhan.
b. Daerah pemasaran
Produk pabrik ini merupakan produk yang kebutuhannya masih di import
dengan adanya pabrik ini diharapkan pemasarannya bisa memenuhi
kebutuhan dalam negeri yang selama ini masih import.
c. Transportasi
Transportasi sangat dibutuhkan sebagai penunjang utama untuk
79
transportasi yang lancar baik darat dan laut, sehingga arus dari bahan baku
import lebih mudah dan lancar serta transportasi darat yang memiliki
infrastruktur yang cukup baik. Keadaan tersebut dapat mempermudah
pemasaran produk.
2. Faktor sekunder
a. Persediaan air dan sumber pembangkit tenaga listrik
Pabrik 2-hydroxyadipaldehyde memerlukan air antara lain untuk
kebutuhan steam pendingin. Lokasi dekat dengan aliran sungai sehingga dengan adanya sungai ini, kebutuhan air untuk proses dan utilitas dapat
terpenuhi. Selain itu, jaringan listrik juga sudah merata dan dapat disuplai
melalui PLN.
b. Tenaga kerja
Di daerah Tangerang, Banten banyak tersedia tenaga kerja dengan kualitas
yang cukup baik. Selain itu pendirian 2-hydroxyadipaldehyde ini juga
sekaligus untuk mengurangi pengangguran di daerah tersebut.
c. Kondisi masyarakat dan keamanan di sekitar lokasi
Penduduk daerah Tangerang dan sekitarnya sudah terbiasa dengan
lingkungan industri sehingga pendirian pabrik baru mudah diterima dan
tidak ada kesulitan dalam beradaptasi.
d. Tanah
Daerah pendirian pabrik 2-hydroxyadipaldehyde merupakan kawasan
perindustrian memiliki struktur tanah yang kering yang jauh dari
dan polusi yang ditimbulkan oleh pabrik, sehingga akan sangat cocok
apabila digunakan untuk pembangunan proyek.
.
e. Lingkungan
Kondisi daerah Tangerang cukup stabil dengan keadaan iklim dan tanah
normal, bencana banjir dan gempa belum pernah terjadi. Dengan kondisi
seperti ini diharapkan operasi pabrik dapat berlangsung dengan baik.
f. Kebijakan pemerintah
Pemerintah daerah Tangerang, Banten mempunyai kebijakan untuk
mengembangkan dan memajukan daerahnya, dengan adanya
pembangunan pabrik 2-hydroxyadipaldehyde ini diharapkan daerah dan
masyarakat sekitarnya akan semakin sejahtera dan berkembang.
B. Tata Letak Pabrik
Tata letak pabrik adalah cara pengaturan letak dari unit-unit peralatan dan
bangunan dalam suatu pabrik. Adapun tujuan dari pengaturan tata letak pabrik
adalah untuk menjamin kelancaran proses produksi dengan baik dan efisien,
menjaga keselamatan kerja para karyawannya dan menjaga keamanan dari
pabrik itu sendiri.
Jalannya aliran proses dan aktivitas dari para pekerja yang ada merupakan
dasar pertimbangan dalam pengaturan bangunan-bangunan dalam suatu
pabrik, sehingga proses dapat berjalan efektif. Dalam pengaturan tata letak
81
1) Kemudahan dalam proses dan proses yang disesuaikan dengan kemudahan
dalam pemeliharaan peralatan serta kemudahan mengontrol hasil produksi
dan jalannya proses.
2) Distribusi sarana penunjang (utilitas) yang tepat dan ekonomis.
3) Keselamatan dan keamanan kerja karyawan yang lebih terjamin.
4) Pemipaan dan transportasi di dalam pabrik agar tidak terjadi saling tabrak,
sehingga memudahkan lalu lintas bila terjadi kebakaran atau
perbaikan/penggantian kerusakan alat-alat proses.
5) Masalah pembuangan limbah pabrik agar tidak mengganggu lingkungan
dan tidak menimbulkan polusi.
6) Pemanfaatan area yang efisien dan rencana perluasan pabrik di masa yang
akan datang.
7) Pengaturan jalan, bangunan, dan tata lingkungan yang ada.
Berdasarkan pertimbangan faktor-faktor tersebut, maka pengaturan tata letak
Pabrik propil asetat direncanakan sebagai berikut :
1. Area proses
Area proses merupakan pusat kegiatan proses produksi
2-hydroxyadipaldehyde. Daerah ini diletakan pada lokasi yang memudahkan
suplai bahan baku dari tempat penyimpanan dan pengiriman produk ke area
penyimpanan produk serta mempermudah pengawasan dan perbaikan
alat-alat. Pada area proses, terdapat ruang kontrol yang akan mengontrol jalannya
2. Area penyimpanan
Area penyimpanan merupakan tempat penyimpanan bahan baku dan produk
yang dihasilkan. Penyimpanan bahan baku dan produk diletakkan didaerah
yang dijangkau oleh peralatan pengangkutan.
3. Area pemeliharaan dan perbaikan
Area ini merupakan lokasi untuk melakukan kegiatan pemeliharaan dan
perbaikan peralatan pabrik berupa bengkel teknik dan gudang teknik. Daerah
ini diletakkan di luar daerah proses karena adanya aktifitas di dalam bengkel
yang dapat berakibat fatal bagi jalannya proses.
4. Area laboratorium
Area ini merupakan lokasi untuk melakukan analisis terhadap kualitas bahan
baku yang akan digunakan dan produk yang dihasilkan, serta melakukan
penelitian dan pengembangan terhadap produk yang dihasilkan. Oleh karena
itu, daerah ini diletakkan dekat dengan daerah proses.
5. Area utilitas
Area ini merupakan lokasi untuk menyediakan keperluan yang menunjang
jalannya proses, berupa penyediaan air, penyediaan listrik dan penyediaan
bahan bakar.
6. Area perkantoran
Area ini merupakan pusat kegiatan administrasi pabrik sehari-hari, baik untuk
kepentingan dalam pabrik maupun luar pabrik. Daerah ini mencakup ruang
83
7. Area fasilitas umum
Area ini terdiri dari kantin, mushola, klinik dan lapangan parkir. Daerah ini
diletakkan sedemikian rupa sehingga waktu perjalanan yang diperlukan oleh
karyawan antar gedung dapat seminimal mungkin.
8. Area perluasan
Area ini dimaksudkan untuk persiapan perluasan pabrik dimasa yang akan
datang. Perluasan pabrik dilakukan karena peningkatan kapasitas produksi
akibatnya adanya peningkatan produk.
9. Pos keamanan
Pos kemanan dapat diletakkan pada pintu masuk dan pintu keluar. Pos
Gambar tata letak pabrik dapat dilihat pada Gambar 7.2. 1 2 15 8 5 4 3 17 18 16 10 9 14 13 12 11 7 7 7 JALAN RAYA 19 19 19 19 19 6 16. a 19 Skala 1:170 0 Keterangan :
1. Pos Penjagaan 2. Kantor Keamanan 3. Kantin
4. Koperasi karyawan & kantor Serikat Pekerja 5. Poliklinik
6. Kantor Pusat 7. Areal Parkir
8. Sarana Olahraga & Ibadah 9. Kantor Teknik & Produksi
10. Laboratorium & Pengendalian mutu
11. Gudang Bahan Kimia 12. Bengkel
13. Gudang alat 14. Pemadam Kebakaran 15. Areal Penyimpanan Bahan 16. Areal Proses
16.a. Areal Perluasan/pengembangan 17. Areal Utilitas
18. Pengolahan Air 19. Taman
85
C. Tata Letak Peralatan Proses
Konstruksi yang ekonomis dan operasi yang efisien dari suatu unit proses
akan tergantung kepada bagaimana peralatan proses itu disusun. Faktor-faktor
yang dipertimbangkan dalam penyusunan tata letak alat proses adalah :
1. Pertimbangan ekonomis
Biaya produksi diminimalisasi dengan cara menempatkan peralatan
sedemikian rupa sehingga alat transportasi yang digunakan lebih efisien.
2. Faktor kemudahan operasi
Letak tiap alat diusahakan agar dapat memberikan keleluasaan bergerak
pada para pekerja dalam melaksanakan aktifitas produksi. Selain itu,
alat-alat tersebut hendaknya diletakkan pada posisi yang tepat dan cukup
mudah untuk dijangkau dan terdapat ruang antara disekitar peralatan
untuk memudahkan pekerjaan operator.
3. Kemudahan pemeliharaan
Kemudahan pemeliharaan alat juga menjadi pertimbangan yang penting
dalam menempatkan alat-alat proses. Hal ini dikarenakan pemeliharaan
alat merupakan hal yang penting untuk menjaga alat beroperasi
sebagaimana mestinya, dan supaya peralatan dapat berumur panjang.
Penempatan alat yang baik akan memberikan ruang gerak yang cukup
untuk memperbaiki jika terjadi kerusakan maupun untuk membersihkan
peralatan.
4. Faktor keamanan
Alat-alat yang beroperasi pada temperatur tinggi perlu diisolasi untuk
karyawan, seperti kebakaran, ledakan atau kebocoran dari peralatan dalam
suatu pabrik. Selain itu perlu dibangun 2 pintu keluar (pintu utama dan
pintu darurat). Hal ini akan memudahkan para karyawan untuk
menyelamatkan diri bila terjadi kecelakaan.
Gambar tata letak alat proses dapat dilihat pada Gambar 7.3.
Gambar 7.3. Tata Letak Alat Proses Storage
Acrolein
Area StorageBahan Baku Area StorageProduk
Area Storage
Unit Reaksi 1
Unit Reaksi 2
Unit Pemisahan Storage
2-Hydroxyadipaldehyde
Menara Distilasi
Area Proses
Reaktor Alir Tangki Berpengaduk
Unit Pemisahan
Menara Distilasi
VIII. SISTEM MANAJEMEN DAN ORGANISASI PERUSAHAAN
Keberhasilan suatu perusahaan sangat bergantung pada bentuk dan struktur organisasinya. Sistem pengelolaan (manajemen) organisasi perusahaan bertugas untuk mengatur, merencanakan, melaksanakan dan mengendalikan perusahaan dengan efektif dan efisien. Selain itu, untuk mendapatkan profit yang optimal juga harus didukung oleh pembagian tugas dan wewenang yang jelas dari setiap personil yang terlibat dalam perusahaan. Oleh karena itu untuk kelancaran jalannya perusahaan diperlukan pemilihan bentuk dan sistem manajemen organisasi yang sesuai dengan kapasitas dan tujuan perusahaan.
A. Bentuk Perusahaan
Bentuk badan hukum perusahaan yang dipilih dalam mengoperasikan pabrik pembuatan 2-Hydroxyadipaldehyde ini adalah Perseroan Terbatas (PT). Bentuk usaha ini memiliki kapabilitas untuk dapat memiliki, mengatur dan mengolah kekayaannya sendiri serta dapat mengumpulkan modal secara efektif.
berbeda sesuai dengan bidangnya. Semakin ke atas, jabatan yang diduduki semakin tinggi, sehingga tugas, wewenang dan tanggung jawab yang dimiliki juga semakin besar.
Tugas, wewenang, dan tanggung jawab tertinggi terletak pada rapat umum pemegang saham. Pada sistem line and staf, setiap bawahan hanya mempunyai satu garis tanggung jawab kepada atasannya dan setiap atasan hanya memiliki satu garis komando kepada bawahannya. Sistem organisasi ini mempunyai kelebihan antara lain :
a. Dapat digunakan dalam organisasi skala besar dengan susunan organisasi yang kompleks dan pembagian tugas yang beragam.
b. Dapat menghasilkan keputusan yang logis dan sehat karena adanya pegawai yang ahli.
c. Lebih mudah dalam pelaksanaan pengawasan dan pertanggungjawaban. d. Cocok untuk perubahan yang cepat (rasionalisasi dan promosi).
e. Memungkinkan konsentrasi dan loyalitas tinggi terhadap pekerjaan.
B. Deskripsi Jabatan
Dalam melaksanakan kegiatan usaha, bentuk perseroan terbatas ini terdiri dari beberapa personil, yaitu:
1. Rapat Umum Pemegang Saham (RUPS) 2. Dewan direksi
89 6. Kepala seksi
7. Kepala shift
8. Pegawai atau operator
1. Rapat Umum Pemegang Saham
Rapat umum pemegang saham merupakan kekuasaan tertinggi dalam perusahaan yang terdiri dari beberapa orang atau lembaga yang bertugas untuk mencari dan mengumpulkan modal perusahaan. Rapat umum pemegang saham membawahi dewan direksi. Tugas dan wewenang umum pemegang saham antara lain :
Meminta pertanggungjawaban dewan direksi atas mandat yang telah dipercayakan.
Mengesahkan hasil-hasil usaha serta neraca perhitungan laba-rugi tahunan perusahaan.
Mengangkat dan memberhentikan dewan direksi.
2. Dewan Direksi
Dewan direksi terdiri dari satu orang direktur utama yang membawahi direktur teknik dan produksi, serta direktur keuangan dan administrasi. Tugas dan wewenang dewan direksi antara lain:
a. Direktur Utama Tugas dan wewenang:
bertanggung jawab penuh terhadap kelangsungan perusahaan.
Menetapkan tujuan pokok dan kebijaksanaan umum yang berkaitan
dengan pengembangan serta kemajuan perusahaan secara keseluruhan.
Pendidikan : Sarjana Teknik Kimia (S-1/S-2)
Jumlah : 1 orang
b. Direktur Teknik dan Produksi
Direktur teknik dan produksi bertanggung jawab atas kelancaran teknik dan proses produksi dan segala sesuatu yang berkaitan dengannya. Direktur ini membawahi kepala bagian teknik dan pemeliharaan, kepala bagian produksi, kepala bagian pengendalian mutu (quality control atau QC), penelitian dan pengembangan (litbang).
Tugas dan wewenang:
Memimpin dan menetapkan kebijaksanaan di bidang teknik dan produksi, proses, pemeliharaan peralatan atau fasilitas, dan penelitian di laboratorium, sehingga menjamin keberlangsungan proses.
Pendidikan : Sarjana Teknik Kimia (Minimal S1)
91 c. Direktur Keuangan dan Administrasi
Direktur keuangan dan administrasi bertanggung jawab atas segala sesuatu yang berkaitan dengan masalah keuangan dan administrasi perusahaan. Direktur ini membawahi kepala bagian keuangan dan pemasaran, kepala bagian administrasi, dan kepala bagian umum. Tugas dan wewenang :
Memimpin dan menetapkan kebijaksanaan di bidang keuangan dan administrasi perusahaan, personalia, dan hubungan masyarakat (humas).
Merencanakan dan mengawasi anggaran belanja dan pendapatan perusahaan.
Pendidikan : Sarjana Ekonomi/Hukum/Psikologi (S1)
Jumlah : 1 orang
d. Staf Ahli
Staf ahli terdiri dari tenaga-tenaga ahli yang bertugas membantu direktur bagian dalam menjalankan tugasnya, baik yang berhubungan dengan teknik maupun administrasi. Staf ahli bertanggung jawab terhadap direktur utama.
Tugas dan wewenang :
Memberikan nasehat dan saran dalam perencanaan pengembangan
perusahaan.
Mengadakan evaluasi bidang teknik dan ekonomi perusahaan.
Jumlah : 2 orang
3. Kepala Bagian
Kepala bagian bertanggung jawab atas segala sesuatu dalam lingkup bidang kerja yang dipimpinnya. Seorang kepala bagian membawahi kepala seksi.
a. Kepala Bagian Teknik dan Pemeliharaan
Kepala bagian teknik dan pemeliharaan bertanggung jawab kepada direktur teknik dan produksi. Kepala bagian ini membawahi kepala seksi listrik, instrumentasi dan perlengkapan serta kepala seksi pemeliharaan dan bengkel.
Tugas dan wewenang :
Bertanggung jawab terhadap pengelolaan pabrik secara teknis yang meliputi pemeliharaan alat, bengkel, gudang, dan perlengkapannya, serta penyediaan listrik.
Pendidikan : Sarjana Teknik Mesin (S1)
Jumlah : 1 orang
b. Kepala Bagian Produksi
Kepala bagian produksi bertanggung jawab kepada direktur teknik dan produksi. Kepala bagian ini membawahi kepala seksi proses dan kepala seksi utilitas.
Tugas dan wewenang :
Bertanggung jawab atas operasi pabrik di unit proses dan unit
93 Pendidikan : Sarjana Teknik Kimia (S1)
Jumlah : 1 orang
c. Kepala Bagian Pengendalian Mutu, Penelitian dan Pengembangan Kepala bagian pengendalian mutu, penelitian dan pengembangan membawahi kepala seksi laboratorium dan pengendalian mutu (QC), serta kepala seksi penelitian dan pengembangan.
Tugas dan wewenang :
Mengkoordinasi dan mengawasi pengendalian mutu, penelitian, pengembangan di laboratorium, dan perawatan peralatan proses untuk menunjang efisiensi pabrik.
Pendidikan : Sarjana Teknik Kimia (S1)
Jumlah : 1 orang
d. Kepala Bagian Keuangan dan Pemasaran
Kepala bagian keuangan dan pemasaran membawahi kepala seksi keuangan dan kepala seksi pemasaran.
Tugas dan wewenang :
Memimpin, mengkoordinasi, mengawasi, dan mendata semua
sirkulasi keuangan termasuk pembelian bahan baku, bahan pembantu, dan penjualan hasil, serta bertanggung jawab pada pembukuan perusahaan.
Pendidikan : Sarjana Ekonomi/Akuntansi (S1)
Kepala administrasi membawahi kepala seksi personalia dan kepala seksi tata usaha (TU).
Tugas dan wewenang:
Mengkoordinasi