TESIS
OLEH
MERI ANDRIANI
117025006/TI
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
UNTUK MENINGKATKAN PRODUKTIVITAS
DI PT. ACEH RUBBER INDUSTRY
TESIS
Diajukan Sebagai Salah Satu Syarat untuk Memperoleh Gelar Magister Teknik
dalam Program Studi Teknik industry
pada Fakultas Teknik Universitas Sumatera Utara
OLEH
MERI ANDRIANI
117025006/TI
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
PRODUKTIVITAS DI PT.ACEH RUBBER INDUSTRY
Nama Mahasiswa : Meri Andriani Nomor Pokok : 117025006
Program Studi : Teknik Industri
Menyetujui Komisi Pembimbing
(Prof. Dr. Ir. A. Rahim Matondang, MSIE) (Dr Eng. Ir. Listiani Nurul Huda, MT)
Ketua Anggota
Ketua Program Studi Dekan
PANITIA PENGUJI TESIS
Ketua : Prof. Dr. Ir. A. Rahim Matondang, MSIE Anggota : Dr Eng. Ir. Listiani Nurul Huda, MT Prof. Dr. Ir. Sukaria Sinulingga, M Eng Prof. Dr. Ir. Harmien Nasution, MSIE
Dengan ini saya menyatakan bahwa tesis yang berjudul:
REKAYASA SISTEM KERJA SECARA ERGONOMI UNTUK
MENINGKATKAN PRODUKTIVITAS DI PT. ACEH RUBBER
INDUSTRY
Adalah benar hasil karya saya sendiri dan belum dipublikasikan oleh siapapun sebelumnya. Sumber-sumber data dan informasi yang digunakan telah dinyatakan secara benar dan jelas.
Medan, 16 Juli 2014 Yang Membuat Pernyataan,
dengan upaya peningkatan produktivitas kerja. Kondisi kerja yang tidak memperhatikan kenyamanan, kepuasan, keselamatan dan kesehatan kerja tentunya akan sangat berpengaruh terhadap produktivitas kerja manusia. Dalam perancangan atau redesain material box harus diperhatikan peranan dan fungsi pokok dari komponen-komponen sistem kerja yang terlibat yaitu manusia, mesin/peralatan dan lingkungan fisik kerja.
Pada proses pembuatan karet menjadi crumb rubber(Bale) di pembongkaran bale yang dilakukan di bagian balling press, dimana stasiun kerja operator dalam melakukan aktifitas dijumpai beberapa kondisi kerja yang kurang memperhatikan prinsip-prinsip ergonomi dan menurut pihak manajemen tingkat produktivitas kerja operator dibagian ini masih cukup rendah.
Berdasarkan dari kondisi kerja tersebut akan dilakukan suatu redesain terhadap
material box. Beberapa hal yang akan dijadikan dasar dalam melakukan redesain ini adalah antropometri, physiological performance, subjektivitas operator terhadap keluhan rasa sakit yang dialami selama bekerja, dan analisis terhadap waktu dan output standar yang dihasilkan. Selanjutnya akan dibandingkan kondisi kerja sebelum redesain dengan sesudah redesain.
Dari hasil analisis yang telah dilakukan dapat diketahui bahwa kondisi kerja setelah redesain ini akan lebih baik dari pada kondisi kerja sebelum redesain, misalnya ukuran fasilitas kerja yang telah disesuaikan dengan antropometri, selain itu waktu standar pada kondisi setelah redesain sudah lebih kecil yaitu sebesar 0,95 menit dibandingkan sebelum redesign dengan waktu standar sebesar 4,89 menit. Bekerja pada stasiun kerja setelah redesain produktivitas kerja operator turut meningkat.
A work system which is better than that of an existing system is one of the goals sought by an industry. A good work system which satisfies employees will be able to increase work productivity and vice versa. The objective of the research was to get an economical work system through redesigning an optimal work time in working so that it can increase productivity. The research described manual work facility (trolly). It shows the ineffective movement of operators, large energy consumption, and uneconomical movement of work postures. Some basic things for doing the redesign were anthropometry as the basic design, French method as the basis for facility design (trolly), quadratic regression equation for knowing energy consumption, and the Quick Exposure Check (QEC) method for analyzing operators’ work postures. The result of the measurement showed that for redesign, there were six ineffective movements, the average value of work postures was 142.17, and the value of energy consumption was 323.83 so that the standard time would be 4.89 minutes. After redesign was done, work movements became five movements, the average value of work postures was 65, and the standard time was 0.95.
Nya yang tak terhingga, penulis diberi kekuatan yang kesabaran dalam
menyelesaikan tesis ini. Penulisan tesis ini salah satu syarat untuk menyelesaikan
studi pada Program Studi Magister Teknik Industri Fakultas Teknik Universitas
Sumatera Utara sekaligus mengaplikasikan ilmu yang diperoleh dibangku kuliah.
Dalam penulisan tesis ini, penulis banyak mendapat bantuan dari berbagai
pihak. Oleh karena itu pada kesempatan ini dengan segala kerendahan hati penulis
ingin menyampaikan rasa hormat dan terima kasih kepada Bapak Prof. Dr. Ir.
Bustami Syam, MSME, selaku Dekan Fakultas Teknik Universitas Sumatera Utara.
Bapak Prof. Dr. Ir. Sukaria Sinulingga, M Eng, selaku Ketua Program Studi sekaligus
dosen pembanding. Tidak lupa juga saya sangat berterima kasih kepada Bapak Prof.
Dr. Ir. A. Rahim Matondang, MSIE sebagai pembimbing utama dan Ibu Dr. Eng.
Listiani Nurul Huda, MT, selaku anggota pembimbing yang telah bersedia
membimbing dan mengarahkan penulis dalam penyusunan tesis ini. Demikian juga
kepada Bapak Prof. Dr. Ir. Harmien Nasution, MSIE dan Bapak Dr. Ir. Nazaruddin,
MT sebagai tim pembanding yang telah banyak memberikan masukan dan saran demi
kesempurnaan tesis ini. Terima kasih juga penulis ucapkan kepada Staff Pengajar
pada Program Studi Magister Teknik Industri atas semua pengetahuan yang
diberikan. Terima kasih kepada Bapak Ir. Hamdani, MT selaku Dekan Fakultas
Teknik Universitas Samudra Langsa, atas motivasi dan rekomendasi yang diberikan
Wan Zulham, ST, terima kasih atas cinta, kasih sayang, kesabaran motivasi serta
do’a nya. Anak-anak yang sangat kusayangi yaitu Zaim, Balqis, Habibi, dan Syarif,
yang memberikan semangat buat mama untuk menyelesaikan tesis ini. Disampaikan
juga rasa hormat dan ucapan terima kasih kepada Papa Alm Herdiman dan Mama
Yusminar serta Ayah Drs Wan Amiruddin dan Mamak Sa’adah, terima kasih atas
do’a, dukungan dan motivasi yang diberikan untuk menyelesaikan studi. Tidak lupa
juga terima kasih buat asisten Lab Ergonomi dan Lab Menggambar Teknik, yang
telah membantu penulis. Terima kasih atas kebersamaan dan bantuan selama
perkuliahan kepada adik ku tersayang Osie Banabana dan rekan-rekan seperjuangan
Angkatan 14 (Cut, Yudi, B’ Azis, Yanta) yang telah memberikan dukungan,
semangat serta sebuah persahabatan dan kerjasama yang baik selama kuliah di
Universitas Sumatera Utara. Semua pihak yang tidak dapat disebutkan satu per satu,
yang telah dengan ikhlas memberikan bantuan baik secara langsung maupun tidak
langsung dalam penulisan tesis ini.
Penulis menyadari bahwa dalam penyusunan tesis ini masih terdapat banyak
kekurangan dan jauh dari kesempurnaan. Oleh karena itu, penulis mengharapkan
saran dan kritik yang dapat menyempurnakan tesis ini, sehingga dapat memberikan
manfaat bagi semua pihak yang membutuhkan.
Penulis dilahirkan di kota Dumai, Propinsi Riau pada tanggal 29 Maret 1975
dari ayah yang bernama Herdiman dan ibu bernama Yusminar. Penulis merupakan
anak Sulung dari tiga bersaudara.Telah menikah dengan seorang pemuda terbaik Wan
Zulham, ST pada tanggal 2 juni 2001 dan dikaruniai empat orang anak yang sangat
penulis sayangi yang bernama Zaim, Balqis, Habibi dan Syarif. Penulis sekarang
menetap di BTN Alue Brawe Gg. Garuda No. 31 Langsa.
Riwayat pendidikan formal yang dilalui penulis berawal dari pendidikan
taman kanak-kanak tahun 1980 di TK Bayangkari Dumai. Melanjutkan ke sekolah
dasar (SD) tahun 1981-1987 di SD Negeri No.01 Dumai. Sekolah menengah pertama
(SMP) pada tahun 1987-1989 di SMP Negeri Karang Anyar Dumai. Sekolah
menengah atas (SMA) pada tahun 1989-1994 di SMAN2 Dumai. Pada tahun 1994
Penulis melanjutkan pendidikan Strata-1 di Universitas Islam Sumatera Utara,
Fakultas Teknik, Program Studi Teknik Industri, menyelesaikan pendidikan pada
tahun 2000. Pada tahun 2009 penulis menjadi staff pengajar pada Program Studi
Teknik Industri Fakultas Teknik, Universitas Samudera Langsa. Tahun 2010 penulis
mendapat status Dosen Tetap dan bulan Agustus 2011 penulis mendapatkan izin
sekolah untuk melanjutkan pendidikan Strata-2 di Program Studi Magister Teknik
Halaman
ABSTRAK ... i
KATA PENGANTAR ... ii
RIWAYAT HIDUP ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... v
DAFTAR GAMBAR ... vi
DAFTAR LAMPIRAN ... vii
BAB 1 PENDAHULUAN ... 1
1.1. Latar Belakang Masalah ... 1
1.2. Rumusan Masalah ... 8
1.3. Tujuan dan Sasaran Penelitian ... 8
1.4. Manfaat Hasil Penelitian ... 9
1.5. Ruang Lingkup dan Batasan ... 9
1.6. Asumsi-asumsi ... 10
1.7. Sistematika Penulisan Tesis ... 10
BAB 2 TINJAUAN LITERATUR ... 12
2.1. Rekayasa Sistem Kerja ... 12
2.2. Studi Gerakan ... 12
2.3.2. Prinsip-prinsip Ekonomi Gerakan dihubungkan
dengan Perancangan Peralatan ... 15
2.4. Konsep Dasar Ergonomi ... 15
2.4.1. Defenisi Ergonomi ... 15
2.4.1. Tujuan Ergonomi ... 16
2.5. Beban Kerja ... 16
2.5.1. Faktor-faktor yang Mempengaruhi Beban Kerja ... 17
2.5.2. Penilaian Beban Kerja Fisik ... 17
2.6. Postur Kerja ... 20
2.6.1. Antropometri ... 20
2.6.2. Desaian Produk (Peralatan) Ergonomis Berdasarkan Antropometri ... 21
2.6.3. Model Perancangan Produk ... 22
2.6.4. Perhitungan Persentil ... 27
2.6.5. Standard Nordiq Questionnaire (SNQ) ... 28
2.6.6. Penilaian Postur Kerja dengan Menggunakan Metode QEC ... 30
2.7. Penentuan Waktu Standar ... 33
2.8. Produktivitas Kerja... 46
3.1. Sejarah Singkat Perusahaan ... 51
3.2. Proses Produksi ... 51
3.2.1. Uraian Proses Produksi ... 52
3.3. Standar Mutu Bahan dan Produk ... 56
3.4. Organisasi dan Manajemen ... 59
3.4.1. Struktur Organisasi Perusahaan ... 59
BAB 4 METODOLOGI PENELITIAN ... 61
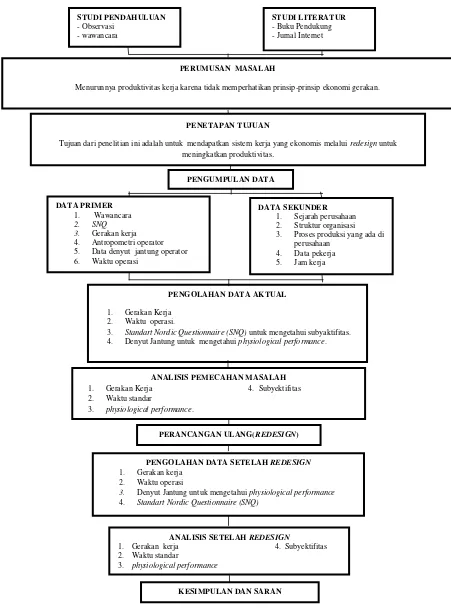
4.1. Kerangka Konseptual Penelitian ... 61
4.2. Lokasi dan Waktu Penelitian ... 62
4.3. Subjek Penelitian ... 62
4.4. Jenis Penelitian ... 62
4.5. Identifikasi Variabel Penelitian ... 62
4.5.1. Variabel Independen ... 62
4.5.2. Variabel Dependen ... 63
4.6. Instrumen Penelitian... 63
4.7. Sumber Data ... 65
4.7.1. Data Primer ... 65
4.7.2. Data Sekunder ... 65
4.8. Pelaksanaan Penelitian ... 66
4.11. Perancangan Ulang... 71
4.12. ... 72
4.13. ... 73
BAB 5
DAFTAR GAMBAR ...
Stasiun kerja merupakan salah satu komponen yang harus diperhatikan berkenaan dengan upaya peningkatan produktivitas kerja. Kondisi kerja yang tidak memperhatikan kenyamanan, kepuasan, keselamatan dan kesehatan kerja tentunya akan sangat berpengaruh terhadap produktivitas kerja manusia. Dalam perancangan atau redesain material box harus diperhatikan peranan dan fungsi pokok dari komponen-komponen sistem kerja yang terlibat yaitu manusia, mesin/peralatan dan lingkungan fisik kerja.
Pada proses pembuatan karet menjadi crumb rubber(Bale) di pembongkaran bale yang dilakukan di bagian balling press, dimana stasiun kerja operator dalam melakukan aktifitas dijumpai beberapa kondisi kerja yang kurang memperhatikan prinsip-prinsip ergonomi dan menurut pihak manajemen tingkat produktivitas kerja operator dibagian ini masih cukup rendah.
Berdasarkan dari kondisi kerja tersebut akan dilakukan suatu redesain terhadap
material box. Beberapa hal yang akan dijadikan dasar dalam melakukan redesain ini adalah antropometri, physiological performance, subjektivitas operator terhadap keluhan rasa sakit yang dialami selama bekerja, dan analisis terhadap waktu dan output standar yang dihasilkan. Selanjutnya akan dibandingkan kondisi kerja sebelum redesain dengan sesudah redesain.
Dari hasil analisis yang telah dilakukan dapat diketahui bahwa kondisi kerja setelah redesain ini akan lebih baik dari pada kondisi kerja sebelum redesain, misalnya ukuran fasilitas kerja yang telah disesuaikan dengan antropometri, selain itu waktu standar pada kondisi setelah redesain sudah lebih kecil yaitu sebesar 0,95 menit dibandingkan sebelum redesign dengan waktu standar sebesar 4,89 menit. Bekerja pada stasiun kerja setelah redesain produktivitas kerja operator turut meningkat.
goals sought by an industry. A good work system which satisfies employees will be able to increase work productivity and vice versa. The objective of the research was to get an economical work system through redesigning an optimal work time in working so that it can increase productivity. The research described manual work facility (trolly). It shows the ineffective movement of operators, large energy consumption, and uneconomical movement of work postures. Some basic things for doing the redesign were anthropometry as the basic design, French method as the basis for facility design (trolly), quadratic regression equation for knowing energy consumption, and the Quick Exposure Check (QEC) method for analyzing operators’ work postures. The result of the measurement showed that for redesign, there were six ineffective movements, the average value of work postures was 142.17, and the value of energy consumption was 323.83 so that the standard time would be 4.89 minutes. After redesign was done, work movements became five movements, the average value of work postures was 65, and the standard time was 0.95.
BAB 1
PENDAHULUAN
1.1. Latar Belakang Masalah
Sistem kerja merupakan serangkaian dari beberapa pekerjaan yang berbeda
kemudian dipadukan untuk menghasilkan suatu produk atau jasa, yang menghasilkan
keuntungan bagi perusahaan atau organisasi. Sistem kerja yang lebih baik dari sistem
kerja yang telah ada merupakan salah satu tujuan yang ingin dicapai dalam suatu
industri. Sistem kerja yang lebih baik dapat meningkatkan produktivitas.
R.S. Bridger dalam bukunya yang berjudul Introducton to Ergonomics, 2003
mengatakan pada dasarnya suatu sistem kerja terdiri dari empat komponen utama
yaitu manusia, bahan, mesin/peralatan dan lingkungan kerja. Komponen manusia
adalah pusat dalam sistem kerja karena manusia selain berperan dalam perencana
suatu sistem kerja, juga sebagai pelaksana dan pengendali proses dalam berinteraksi
dengan sistem kerja secara keseluruhan.
Prinsip-prinsip ekonomi gerakan diaplikasikan dalam banyak hal, mulai dari
perancangan produk, perancangan fasilitas kerja dan tempat kerja, dengan sasaran
untuk menambah efektivitas dan efisiensi gerak serta waktu kerja yang akhirnya akan
membawa dampak peningkatan produktivitas kerja.
Martin Herlander dalam bukunya yang berjudul “A Guide to Human Factor
and Ergonomics, 2006”, menyatakan ergonomi adalah disiplin ilmu yang berkaitan
yang berlaku teori, prinsip, data dan metode dalam merancang untuk mengoptimalkan
kesejahteraan manusia dan kinerja sistem secara keseluruhan.
Secara hakiki ergonomi berhubungan dengan segala aktivitas manusia yang
dilakukan untuk menunjukkan kinerja yang terbaik dan mendapatkan produktivitas
kerja yang optimal. Produktivitas kerja dapat dipengaruhi oleh gerakan kerja
operator, physiological performance, dan analisa subyektifitas.
PT. Aceh Rubber Industry(PT.ARI) merupakan perusahaan yang bergerak
dalam pengolahan karet menjadi crumb rubber yang berupa bale. Produksi karet
merupakan peluang sekaligus tantangan bagi para produsen karet(crumb rubber)
termasuk PT. ARI untuk memenuhi kebutuhan pasar. Adapun data produksi crumb
rubber pada PT. ARI dapat dilihat pada Tabel 1.1. dan Grafik 1.1. dibawah.
Bulan Permintaan(bale) Produksi (bale)
Januari 300 250
Februari 325 280
Maret 400 300
April 380 320
Mei 550 250
Juni 300 189
Juli 480 278
Agustus 400 290
September 450 290
Oktober 480 180
Tabel 1.1. Lanjutan Data Produksi PT. ARI Tahun 2013
produksi tiap bulannya tidak tentu bahkan terjadi penurunan pada akhir tahun,
sementara permintaan akan karet(crumb rubber) semakin besar. Permintaan yang
semakin besar disebabkan karena kebutuhan akan bahan yang terbuat dari karet
semakin besar. Penulis melakukan analisis awal pada komponen sistem kerja untuk
mengetahui penyebab dari tidak terpenuhinya permintaan. Hasil analisis awal
0
Data Permintaan dan Produksi Tahun 2013
Permintaan(bale)
Produksi (bale)
Rata-rata Permintaan
Rata-rata Produksi
Sumber : Perusahaan PT. ARI
Tabel 1.2. Analisa Awal terhadap Komponen Sistem Kerja
Komponen Uraian
Material (Bahan Baku)
- Perusahaan mendapatkan bahan baku dari perkebunan karet rakyat dan juga dari daerah lain sehingga persediaan akan bahan baku selalu ada. Selama ini tidak ada masalah pada bahan baku.
Mesin (Peralatan)
- Fasilitas kerja perusahaan terdiri dari otomatis dan manual yang digunakan sejak tahun 2009.
- Fasilitas kerja manual terdapat pada stasiun
pembongkaran bale.
- Kapasitas 28 bale/trolly, dengan jumlah trolly 28 unit. - Kapasitas terpakai 70%
Man (Manusia)
- Operator pembongkaran bale berjumlah 6 orang. - Tidak diperlukan pengalaman pada pembongkaran bale.
- Operator bekerja dengan posisi berdiri bahkan membungkuk.
- Adanya gerakan yang tidak efektif seperti gerakan menjangkau.
Lingkungan Kerja Fisik
- Kondisi tempat operasi kerja sangat bising dan bau walaupun ruang kerja dibuat terbuka yaitu tidak ada sekat antara dinding.
Hasil analisa awal pada tabel diatas diketahui masalahnya terdapat pada
komponen sistem kerja tersebut ada pada operator di stasiun balling press
khususnya pada bagian pembongkaran bale(baca: ball). Bale adalah produk, crumb
ekonomi gerakan yaitu bekerja dengan posisi berdiri hingga membungkuk,
jangkauan tangan yang tidak normal. Operator pada stasiun pembongkaran bale
melakukan enam gerakan Therblig yaitu memilih, mengarahkan, menjangkau,
mengangkat, membawa dengan beban dan melepaskan. Aktivitas ini dilakukan pada
28 cetakan bale (material box) dengan berat beban satu bale mencapai ±17 kg, dan
frekuensi pembongkaran 38 cetakan/hari. Gerakan-gerakan ini mengakibatkan waktu
operasi semakin panjang yang dapat dilihat pada Tabel 1.3. dibawah:
Trolly ke - Waktu Pembongkaran
(Menit)
Pada analisa subyektivitas, operator mengeluh mengalami nyeri dan sakit pada
bagian punggung, lengan, leher, perut dan pergelangan tangan. Physiological
Performance yang dihasilkan melalui denyut jantung selama bekerja sebesar 120
pulse/menit. Proses pembongkaran bale dapat dilihat pada Gambar 1.2. di bawah.
Proses pembongkaran bale apabila dilakukan secara repetitive dapat
menyebabkan kelelahan. Hal itu dibuktikan oleh pembongkaran bale pada trolly
pertama yang membutuhkan waktu sebesar 7,60 menit, tapi setelah terjadi repetitif
untuk trolly berikutnya, waktu yang dibutuhkan untuk menyelesaikan pembongkaran
bale menjadi 9,28 menit ditunjukkan pada Tabel 1.2. waktu pembongkaran bale.
R.S. Bridger(2003) mengatakan aktivitas yang dilakukan secara repetitive dapat
menyebabkan kelelahan pekerja(operator) meskipun aktivitasnya ringan, hal ini bisa
menyebabkan pemborosan waktu kerja sehingga produktivitas kerja menurun.
Tumpukan Bale (produk) yang diletakan diatas meja terdapat pada Gambar
1.3 di bawah.
Gambar 1.2. Proses Pembongkaran Bale.
Kelelahan dan keluhan operator dari gerakan-gerakan yang dilakukan saat
bekerja mengakibatkan sistem kerja tidak ekonomis sehingga dapat mengakibatkan
kinerja operator tidak optimal, dibuktikan dengan semakin lamanya operator
menyelesaikan pembongkaran bale yaitu untuk trolly ke 14 waktu penyelesaian 9.28
menit. Kinerja operator yang optimal dapat dipenuhi ketika peralatan/fasilitas kerja,
stasiun kerja, produk dan tata cara kerja dirancang dan disesuaikan dengan
prinsip-prinsip ekonomi gerakan.
Berdasarkan fenomena dan literatur di atas maka perlu diadakan penelitian di
PT. Aceh Rubber Industry untuk menemukan solusi berupa rancangan
ulang(redesign) material box agar produktivitas kerja di perusahaan meningkat.
1.2Rumusan Masalah
Berdasarkan identifikasi masalah diatas maka rumusan masalah yang
1.3Tujuan dan Sasaran Penelitian
Tujuan dari penelitian ini adalah mendapatkan sistem kerja yang ekonomis
melalui redesign untuk meningkatkan produktivitas.
Sasaran dari penelitian yang dilakukan pada proses pembongkaran bale
adalah:
1. Menganalisa gerakan dan waktu kerja pada proses pembongkaran bale.
2. Meminimisasi waktu kerja dan physiological performance(konsumsi
energy) sehingga produktivitas kerja dapat ditingkatkan.
3. Memberikan usulan rancangan ulang(redesign)
1.4Manfaat Hasil Penelitian
Manfaat dari penelitian ini adalah sebagai berikut :
1. Bagi perusahaan, menjadi masukan bagi PT. Aceh Rubber Industry dalam
meningkatkan produktivitas perusahaan.
2. Bagi peneliti, mengaplikasikan teori ergonomi, teori beban kerja dan teori time
and motion study yang didapat di bangku kuliah pada penelitian.
3. Bagi perguruan tinggi, menjadi literatur dan referensi penelitian bagi
peneliti-peneliti berikutnya.
1.5Ruang Lingkup dan Batasan
Sehubungan dengan rumusan masalah dan tujuan yang ingin dicapai dari
penelitian ini, ruang lingkup analisis yang akan dilakukan adalah:
2. Objek penelitian adalah redesignmaterial box secara ergonomi.
3. Lingkup analisisnya sebatas variable-variebel yang berhubungan dengan
perancangan ulang(redesign) material box dengan analisis gerakan kerja,
antropometri, subyektivitas, waktu dan output standart, physiological
performance.
Adapun batasan dari penelitian ini adalah:
1. Permasalahan pada sistem kerja yang diteliti adalah manusia sedangkan sistem
kerja yang lain diabaikan.
2. Penelitian difokuskan pada stasiun balling press khususnya pada proses
pembongkaran bale.
3. Analisa biaya dilakukan dalam rekayasa sistem kerja secara ergonomi.
4. Evaluasi ergonomi yang dilakukan hanya berkaitan dengan analisa antropometri,
analisa physiological performance, analisa waktu dan output standar dan analisa
subyektifitas.
1.6Asumsi-Asumsi
Asumsi-asumsi yang digunakan dalam penelitian adalah:
1. Proses produksi berada pada kondisi normal dan tidak mengalami perubahan
selama penelitian berlangsung.
2. Prosedur kerja tidak mengalami perubahan selama penelitian berlangsung
3. Posisi kerja operator(membungkuk 450) khususnya operator pembongkaran bale
4. Operator yang diamati memiliki tingkat keterampilan dan kemampuan yang sama
untuk pekerjaan yang akan dilakukan.
1.7 Sistematika Penulisan Tesis
Agar penulisan tesis ini dapat dipahami dengan mudah, maka disusun
sistematika yang digunakan dalam penulisan tesis ini terdiri dari beberapa bagian
yaitu:
BAB I : Pendahuluan, berisikan latar belakang masalah, perumusan masalah,
tujuan penelitian, manfaat penelitian, asumsi penelitin dan sistematika
penulisan. Bab ini menjadi dasar kerangka penelitian secara keseluruhan.
BAB II : Tinjauan Literatur, berisikan pengertian tentang sistem kerja dan hal-hal
yang terkait tentang penelitian tersebut. Pembahasan dalam bab ini juga
meliputi teori dan prinsip-prinsip yang berkaitan dengan ergonomi
khususnya bidang penelitian tentang ukuran tubuh manusia(
antropometri),postur kerja, konsumsi energy, waktu standar.
BAB III : Gambaran Objek Penelitian, berisikan sejarah perusahaan, hasil produksi,
alur proses produksi, kapasitas produksi, bahan baku, data
ketenagakerjaan dan data-data yang terkait.
BAB IV : Metodologi Penelitian, berisikan kerangka pemecahan masalah dan
metode-metode yang digunakan, baik dalam mengumpulkan data
BAB V : Pengumpulan dan Pengolahan Data, berisikan kumpulan data
antropometri, data denyut nadi operator, data postur kerja operator ,
waktu standar diolah sesuai dengan metode yang digunakan.
BAB VI : Analisis Pemecahan Masalah, berisikan analisa yang didapat dari hasil
pengolahan data.
BAB VII : Kesimpulan dan Saran, berisikan tentang kesimpulan yang didapat dari
hasil rancangan dan saran-saran yang diberikan oleh pihak perusahaan.
DAFTAR PUSTAKA
BAB 2
TINJAUAN LITERATUR
2.1. Rekayasa Sistem Kerja
Rekayasa sistem kerja dalam rangka memanusiakan pekerja. Proses utama
dalam rekayasa sistem kerja adalah menghitung nilai batas kemampuan manusia
dalam melakukan suatu pekerjaan tertentu. Pengukuran ini berdasarkan pada data
antropometri manusia yang dikaitkan dengan jenis pekerjaan. Berdasarkan nilai-nilai
tersebut kemudian diaplikasikan sebuah sistem kerja yang ergonomis, sebagai contoh
berapakah beban maksimum yang dapat diangkat secara aman oleh pekerja. Setelah
terbentuk sistem kerja yang ergonomis, maka diharapkan akan menimbulkan
kenyamanan bagi pekerja dalam melakukan pekerjaan. Hal ini akan sangat
berpengaruh kepada hasil akhir atau output produksi yang optimal yang dapat
menunjukkan tingkat produktivitas perusahaan.
2.2. Studi Gerakan
Studi gerakan adalah analisa terhadap beberapa gerakan bagian badan
pekerja dalam melakukan pekerjaannya. Tujuan dari studi gerak adalah untuk
mengurangi atau menghilangkan gerakan yang kurang efektif agar mendapatkan
gerakan yang cepat dan efektif (Wignjosoebroto, 2008). Aspek dari studi
gerakan ini meliputi sebagian besar prosedur untuk gerakan, analisa sistematis
dan perbaikan metode kerja dengan memperhatikan bahan baku, desain produk,
tahapan proses.
Frank dan Lilian Gilberth telah berhasil menciptakan simbol/kode
dari gerakan‐gerakan dasar kerja yang dikenal dengan nama THERBLIG (dieja
dari nama Gilberth secara terbalik). Sebagian besar dari elemen‐elemen dasar
Therbligs merupakan gerakan tangan yang biasa terjadi apabila suatu pekerjaan
terjadi, terlebih bila pekerjaan bersifat manual. Di sini Frank dan Lilian
Memegang untuk memakai (Hold) H Melepas (Released Load) RL Memeriksa (Inspection) I
Merakit (Assemble) A
Lepas Rakit (Disassemble) DA
Pengarahan (Position) P
Pengarahan sementara (Pre-Position) PP
Memakai (Use) U
Kelambatan yang tak terhindarkan (Unvoidable delay) UD Kelambatan yang dapat dihindarkan (Avoidable delay) AD
Merencanakan (Plan) Pn
2.3. Ekonomi Gerakan
2.3.1. Prinsip-prinsip Ekonomi Gerakan dihubungkan dengan Tubuh Manusia dan Gerakan-Gerakannya yaitu:
1. Kedua tangan sebaiknya memulai dan mengakhiri gerakan pada saat yang sama.
2. Kedua tangan sebaiknya tidak menganggur pada saat yang sama kecuali pada
waktu istirahat.
3. Gerakan kedua tangan akan lebih mudah jika satu terhadap yang lainnya semetris
dan berlawanan arah.
4. Gerakan tangan atau badan sebaiknya dihemat yaitu hanya menggerakkan tangan
atau bagian badan yang diperlukan saja untuk melakukan pekerjaan dengan
sebaik-baiknya.
5. Sebaiknya para pekerja dapat memamfaatkan momentum untuk membantu
pekerjaannya, pemamfaatan ini timbul karena berkurangnya kerja otot dalam
bekerja.
6. Gerakan yang patah-patah, banyak perubahan arah akan perlambat gerakan
tersebut.
7. Pekerjaan sebaiknya dirancang semudah-mudahnya dan jika memungkinkan
irama kerja harus mengikuti irama yang alamiah bagi sipekerjanya.
2.3.2. Prinsip-prinsip Ekonomi Gerakan Dihubungkan dengan Perancangan Peralatan yaitu:
1. Sebaiknya tangan dapat dibebaskan dari semua pekerjaan bila penggunaan dari
perkakas pembantu atau alat yang dapat digerakkan dengan kaki dapat di
tingkatkan.
2. Hendaknya peralatan dirancang sedemikian agar mempunyai lebih dari satu
kegunaan.
3. Peralatan dirancang sedemikian rupa sehingga memudahkan dalam pemegangan
dan penyimpananya.
4. Bila setiap jari tangan melakukan gerakan sendiri-sendiri, seperti pekerjaan
mengetik. Beban yang didistribusikan pada jari harus sesuai dengan kekuatan
masing-masing jari.
5. Roda tangan, palang dan peralatan yang sejenis dengan itu sebaiknya diatur
sedemikian sehingga badan dapat melayaninya dengan posisi yang baik, dan
dengan tenaga yang minimum.
2.4. Konsep Dasar Ergonomi 2.4.1. Defenisi Ergonomi
Ergonomi dapat didefenisikan sebagai studi tentang aspek-aspek manusia
dalam lingkungan kerjanya ditinjau secara anatomi, fisiologi, psikologi, engineering,
manajemen dan design/perancangan. Ergonomi berkenaan dengan optimisasi,
efisiensi, kesehatan, keselamatan, dan kenyamanan manusia ditempat kerja, dirumah
Martin Herlander dalam bukunya yang berjudul “A Giude to Human Factor
and Ergonomics”, menyatakan ergonomi adalah disiplin ilmu yang berkaitan dengan
pemahaman interaksi antara manusia dan elemen lain dari sistem, dan profesi yang
berlaku teori, prinsip, data dan metode dalam merancang untuk mengoptimalkan
kesejahteraan manusia dan kinerja sistem secara keseluruhan.
2.4.2 Tujuan Ergonomi
Secara umum tujuan dari penerapan ergonomi (Wignjosoebroto,2008) adalah:
1. Meningkatkan kesejahteraan fisik dan mental melalui upaya pencegahan cidera
dan penyakit akibat kerja.
2. Meningkatkan kesejahteraan sosial melalui peningkatan kualitas kontak sosial dan
mengkoordinasi kerja secara tepat.
3. Menciptakan keseimbangan rasional antara aspek teknis, ekonomis, dan
antropologis dari setiap sistem kerja.
2.5. Physiological Performance
Physiological Performance yaitu mengukur energy yang dikeluarkan melalui
asupan oksigen selama bekerja. Semakin berat beban kerja akan semakin banyak
energi yang diperlukan atau dikonsumsi. Metode ini hanya dapat mengukur untuk
waktu kerja yang singkat dan diperlukan peralatan yang cukup mahal. Dalam
penentuan konsumsi energi biasanya digunakan suatu bentuk hubungan energi
dengan kecepatan denyut jantung yaitu sebuah persamaan regresi kuadratis sebagai
berikut:
Keterangan:
Y = Energi (Kkal/menit)
X = Kecepatan denyut jantung (denyut/menit)
Kategori beban kerja berdasarkan konsumsi energy sebagai berikut:
Beban kerja ringan : 100 – 200 kkal/jam
Beban kerja sedang : >200 – 350 kkal/jam
Beban kerja berat : >350 – 500 kkal/jam
Kerja disebut aerobik bila suply oksigen pada otot sempurna, sistem akan
kekurangan oksigen dan kerja menjadi anaerobik. Hal ini dipengaruhi oleh aktivitas
fisiologi yang dapat ditingkatkan melalui latihan. Aktivitas dan tingkat energi dapat
dilihat pada Tabel 2.2. dibawah.
Energi
Istirahat Duduk Angkat Roda 100 kg
Satuan Pengukuran Konsumsi Energi adalah Kilo Calori (kcal).
1 kcal adalah jumlah panas yang dibutuhkan untuk menaikkan temperatur 1 liter
air dari 14,50 C menjadi 15,50 C. konsumsi energi dapat diukur secara tidak langsung
berhubungan langsung. Jika satu liter oksigen dikonsumsi oleh tubuh, maka tubuh
akan mendapatkan 4.8 kcal energi. Faktor inilah yang merupakan nilai kalori suatu
oksigen
2.6. Antropometri
Istilah antropometri berasal dari kata “ anthro” yang berarti manusia dan
“metri” yang berarti ukuran. Antropometri dapat diartikan sebagai studi yang
berkaitan dengan pengukuran dimensi tubuh manusia (Wignjosoebroto,2008).
Manusia pada umumnya memiliki bentuk ,ukuran, berat, dan lain-lain yang berbeda
satu dengan yang lain. Data antropometri yang berhasil diperoleh akan diaplikasikan
secara luas dalam hal:
1. Perancangan areal kerja ( work station, interior mobil, dan lain-lain).
2. Perancangan peralatan kerja seperti mesin, equipment, perkakas, dan
sebagainya.
3. Perancangan produk konsumtif seperti pakaian, kursi, meja, komputer, dan
lain-lain.
4. Perancangan lingkungan kerja fisik.
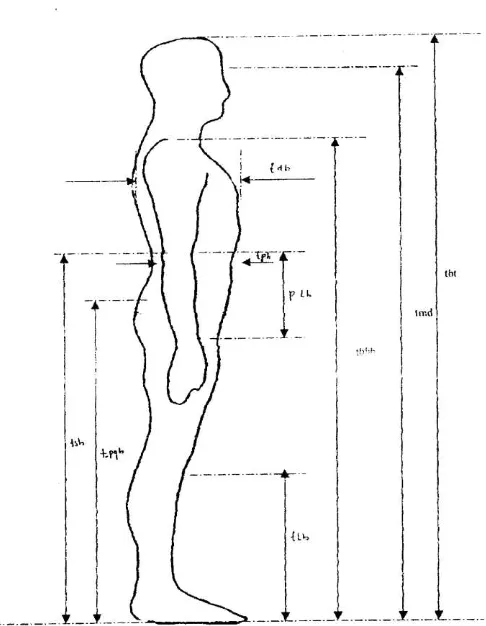
2.6.1. Desain Produk(Peralatan) Ergonomis Berdasarkan Antropometri
Agar dapat mendesain produk sesuai dengan ukuran manusia, maka dalam
mendesain produk harus disesuaikan dengan ukuran terbesar(persentil 95) dan
ukuran terkecil tubuh(persentil5) atau hasil kalibrasi dari ukuran setiap bagian
antropometri disebut desain produk ergonomi. Gambaran desaian produk ergonomis
berdasarkan antropometri dapat dilihat pada Gambar 2.1. dibawah:
2.6.2. Model Perancangan Produk.
Model perancangan produk ada 2 jenis yaitu model deskriptif dan model
perskriptif.
1. Model Deskriptif
Model deskriptif berfokus pada solusi, heuristic(pengalaman sebelum bersifat
umum). Model perancangan deskriptif terdiri dari beberapa fase yang ditampilkan
pada Gambar 2.2. dibawah:
Gambar 2.1. Gambaran Desain Produk
Sumber: Ergonomic Manusia, Peralatan dan Lingkungan(Gempur Santoso,2004)
Kebutuhan
Analisa masalah dan spesifikasi produk dan perencaaan
Perancangan konsep produk
2. Model Preskriptif.
Model Preskriptif menawarkan prosedur yang lebih algoritmatik dan sistematik
untuk diikuti, dan biasanya dianggap menyediakan metodologi perancangan. Model
perancangan ini terdiri dari:
a. Metode Zeid
Metode yang ditawarkan meliputi proses perancangan dan proses pembuatan,
ditambah feedback dari pemasaran untuk pengembangan produk.
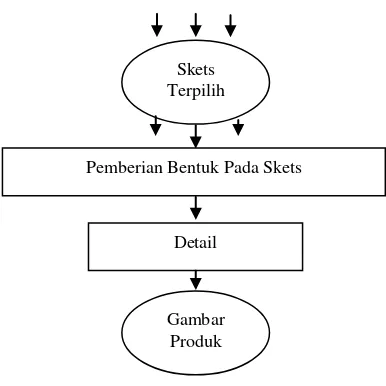
b. Metode French
Pada diagram alir tersebut, lingkaran menunjukkan hasil kegiatan yang
mendahuluinya, sedangkan segiempat menyatakan kegiatan-kegiatan yang
berlangsung. Diagram alir model cara merancang preskriptif dari French
sebagaimana dicantumkan pada Gambar 2.3. dibawah:
Evaluasi produk hasil rancangan
Dokumen untuk pembuatan produk Gambar 2.2. Model Perancangan Deskriprif
Sumber:Engineering Design Methods.Strategies For Product Design(Niegel Cross,2008)
Kebutuhan
Analisis Masalah
Pernyataan Masalah
2.7. Efisiensi Ekonomi Gerakan dan Pengaturan Fasilitas Kerja
Perancangan sistem kerja haruslah memperhatikan prosedur-prosedur untuk
mengekonomisasikan gerakan-gerakan kerja sehingga dapat memperbaiki efisiensi
dan mengurangi kelelahan kerja. Pertimbangan mengenai prinsip-prinsip ekonomi
gerakan diberikan selama tahap perancangan sistem kerja dari suatu industry, karena
hal itu mempermudah modifikasi bila diperlukan hardware, prosedur kerja dan
lain-lain. Pada umumnya dijumpai mesin atau fasilitas pabrik dibangun dan manusia
harus mampu beradaptasi dengan kondisi yang telah terpasang. Kondisi membuat
tidak efisien ataupun tidak ergonomis. Beberapa ketentuan pokok yang berkaitan
dengan prinsip-prinsip ekonomi gerakan perlu dipertimbangkan dalam perancangan
sistem kerja
Cara pengukuran tubuh posisi berdiri secara antropometi dapat dilihat pada
Gambar 2.4. dan Tabel 2.3. di bawah:
Skets Terpilih
Detail
Pemberian Bentuk Pada Skets
Gambar Produk
Gambar 2.3. Diagram Alir Cara Merancang French
No Dimensi Tubuh Cara Pengukuran
1. Tinggi Badan Tegak Ukur jarak vertikal telapak kaki sampai
ujung kepala yang paling atas dengan keadaan subjek berdiri tegak dengan mata memandang lurus kedepan.
2. Tinggi Mata Berdiri Ukur jarak vertikal dari lantai sampai ujung
bagian dalam mata (dekat pangkal hidung). Subjek berdiri tegak dengan mata memandang kedepan.
3. Tinggi Bahu Berdiri Ukur jarak vertikal dari lantai sampai bahu
yang paling menonjol pada saat subjek berdiri tegak.
4. Tinggi Siku Berdiri Ukur jarak vertikal dari lantai ketitik
pertemuan antara lengan atas dan lengan bawah. Subjek berdiri dengan kedua tangan tergantung wajar.
No Dimensi Tubuh Cara Pengukuran
5. Tinggi Pinggang Berdiri Ukur jarak vertikal dari lantai sampai
pinggang pada saat subjek berdiri tegak.
6. Jangkauan Tangan Atas Tangan menjangkau ke atas
setinggi-tingginya. Ukur jarak vertikal dari lantai sampai ujung tengah pada saat subjek berdiri tegak.
7. Panjang Lengan Bawah Subjek berdiri tegak tangan disamping. Ukur
jarak dari siku sampai pergelangan tangan.
8. Tinggi Lutut Berdiri Ukur jarak vertikal lantai sampai lutut pada
timbangan berat badan. Biasanya berat dikurangai beban yang dipakai seperti sepatu ataupun pakaian yang dipakai.
1. Perhitungan Keseragaman Data
Uji keseragaman data bertujuan untuk mengetahui apakah data hasil
pengamatan tersebut seragam atau tidak seragam.
Adapun langkah-langkah perhitungan persentil adalah sebagai berikut:
(Wignjosoebroto, 2008).
a) Menghitung harga rata-rata dari data yang ada
Xi
=
………..…..(
2.4)Sumber: Wignjosoebroto, 2008
b) Hitung standar deviasi
SD
= (
) =
………..
2.5Keterangan:
Xi = Ukuran antropometri
X = Ukuran antropometri rata-rata
= Standar deviasi
N = Jumlah data pengamatan
c) Membuat uji keseragaman data dengan menentukan batas kontrol atas
dan bawah.
BKA = X + 2 …...……….…… (2.6)
BKB = X - 2 ………...……… (2.7)
Keterangan:
BKA = Batas Kontrol Atas BKB = Batas Kontrol Bawah
X = Nilai rata-rata = Standar deviasi
Ketentuan:
Jika X min> BKB dan Xmax< BKA maka data seragam
Jika X min< BKB dan Xmax>BKA maka data tidak seragam
d) Membuat Uji Kecukupan Data
Uji kecukupan data dilakukan untuk mengetahui data dimensi tubuh
operator yang telah dikumpulkan sudah mencukupi untuk melakukan
konsep statistik yaitu derajat ketelitian dan tingkat kayakinan/kepercayaan.
Derajat ketelitian dan tingkat keyakinan adalah mencerminkan tingkat
kepastian yang diinginkan oleh pengukur setelah memutuskan tidak akan
melakukan pengukuran dalam jumlah yang banyak (populasi). Uji kecukupan
data dengan tingkat ketelitian 5% dan tingkat kepercayaan 95% digunakan
persamaan:
Rumus yang digunakan dalam uji kecukupan data adalah (Wignjosoebroto,
1995):
Dari perhitungan nilai N' maka dapat diambil kesimpulan sebagai berikut:
a) Jika N’ < N, maka data pengamatan cukup
b) Jika N’ > N, maka data pengamatan kurang dan perlu tambahan data
2.6.3. Perhitungan Persentil
Persentil adalah suatu nilai yang menyatakan bahwa presentase
tertentu dari sekelompok orang yang dimensinya sama dengan atau lebih rendah dari
nilai tersebut (Nurmianto, 2003). Data perhitungan persentil dapat dilihat pada Tabel
Persentil Rumus
Persentil 5 X –1,64 x
Persentil 10 X –1,28 x
Persentil 50 X
Persentil 90 X + 1,28 x
Persentil 95 X + 2 x
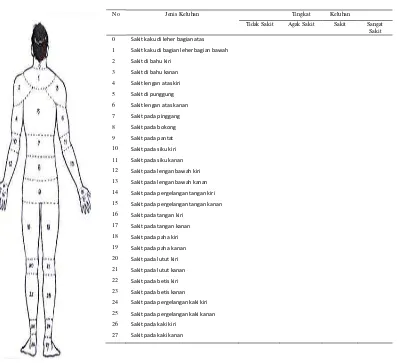
2.6.4. Standard Nordic Questionaire (SNQ)
Ada beberapa cara dalam melakukan evaluasi ergonomi untuk mengetahui
hubungan antara tekan fisik dengan resiko keluhan otot sketal. Pengukuran terhadap
tekanan fisik ini cukup sulit karena melibatkan berbagai faktor subjektif seperti
kinerja, motivasi, harapan dan toleransi kelelahan. Salah satunya adalah melalui
Standard Nordic Questionaire (SNQ). Melalui kuisener ini dapat diketahui bagian
otot yang mengalami keluhan dengan tingkat keluhan mulai dari Tidak Sakit (TS),
Agak Sakit(AS), Sakit(S), dan Sangat Sakit(SS). Dengan melihat dan menganalisis
peta tubuh seperti pada Gambar 2.5, maka dapat diestimasikan jenis dan tingkat
keluhan otot skeletal yang dirasakan oleh pekerja.
Standard Nordic Questionaire (SNQ) Berilah tanda (√) pada kolom yang tersedia berikut ini.
No Jenis Keluhan Tingkat Keluhan Tidak Sakit Agak Sakit Sakit Sangat
Sakit 0 Sakit kaku di leher bagian atas
1 Sakit kaku di bagian leher bagian bawah
2 Sakit di bahu kiri
3 Sakit di bahu kanan
4 Sakit lengan atas kiri
5 Sakit di punggung
6 Sakit lengan atas kanan
7 Sakit pada pinggang
8 Sakit pada bokong
9 Sakit pada pantat
10 Sakit pada siku kiri
11 Sakit pada siku kanan
12 Sakit pada lengan bawah kiri
13 Sakit pada lengan bawah kanan
14 Sakit pada pergelangan tangan kiri
15 Sakit pada pergelangan tangan kanan
16 Sakit pada tangan kiri
17 Sakit pada tangan kanan
18 Sakit pada paha kiri
19 Sakit pada paha kanan
20 Sakit pada lutut kiri
21 Sakit pada lutut kanan
22 Sakit pada betis kiri
23 Sakit pada betis kanan
24 Sakit pada pergelangan kaki kiri
25 Sakit pada pergelangan kaki kanan
26 Sakit pada kaki kiri
Gambar 2.5. Standard Nordic Questionnaire (SNQ)
2.7. Penentuan Waktu Standar
Penentuan waktu standar untuk menentukan target produksi yang dilakukan
dengan cara pengukuran langsung dengan menggunakan jam henti. Waktu standar
adalah waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk
menyelesaikan pekerjaannya. Pengukuran dilakukan dipengaruhi oleh beberapa
faktor yang tidak dapat dihindari baik faktor dari dalam maupun dari luar
perusahaan.
Penjabaran dari langkah-langkah dalam menentukan waktu baku diantaranya
yang disebutkan diatas sebagai berikut:
1. Memilih dan mengambil karyawan secara acak untuk diteliti atau diamati
waktu yang dipergunakannya untuk menyelesaikan satu unit
pekerjaan, dimana karyawan yang diambil sebagai sample adalah
karyawan yang bekerjanya sesuai dengan waktu rata-rata, tidak terlalu
cepat ataupun tidak terlalu lambat dalam menyelesaikan pekerjaannya,
baru setelah itu dihitung waktu rata-ratanya. Adapun rumus yang
digunakan untuk menghitung waktu rata-rata(waktu siklus) adalah sebagai
berikut:
……….(2.9)
Keterangan:
Ws = Waktu rata-rata(waktu siklus)
Xi = Data pengukuran
N = Jumlah data pengukuran
Waktu Standar = Wn x
…………...……….(2.11)
1. Uji Keseragaman Data
Di dalam pengukuran idealnya memperoleh data yang seragam. Uji
keseragaman data bertujuan untuk mengetahui apakah data hasil pengamatan
tersebut seragam atau tidak seragam. Data dikatakan seragam jika semua data berada
diantara dua batas kontrol, yaitu batas kontrol atas dan batas kontrol bawah.
Dari data seragam itulah nanti akan dilakukan untuk mencari waktu yang
diharapkan.
Adapun rumus yang digunakan untuk menentukan batas kontrol atas dan
batas kontrol bawah adalah sebagai berikut:
BKA = X + 2 ………(2.12)
BKB = X - 2 ………(2.13)
Keterangan:
BKA = Batas Kontrol Atas BKB = Batas Kontrol Bawah
X = Nilai rata-rata = Standar deviasi
Ketentuan:
Jika Xmin> BKB dan Xmax< BKA maka data seragam
Jika X min< BKB dan Xmax>BKA maka data tidak seragam
Sebelum melakukan perhitungan waktu baku maka perlu diketahui dulu nilai
faktor penyesuaian (rating performance) dan waktu kelonggaran(allowance).
Dalam penelitian ini yang dicari adalah waktu yang sebenarnya dibutuhkan
untuk menyelesaikan suatu pekerjaan. Tingkat keyakinan atau ketelitian adalah
merupakan pencerminan tingkat kepastian yang diinginkan oleh pengukur setelah
memutuskan untuk tidak melakukan jumlah pengukuran yang banyak. Tingkat
ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu
penyelesaian sebenarnya. Tingkat keyakinan menunjukkan besarnya keyakinan
pengukur bahwa hasil yang diperoleh telah memenuhi syarat ketelitian.
Biasanya dinyatakan dalam persen(%).
Jadi dalam penelitian ini tingkat ketelitian 10 % memberikan arti bahwa
pengukur membolehkan rata-rata hasil pengukurannya menyimpang sejauh 10%.
Tingkat keyakinan 90% adalah kemungkinan memperoleh hasil tersebut adalah 90%.
Penetapan jumlah pengamatan yang dibutuhkan dalam aktivitas stopwatch
time study selama ini dikenal lewat formulasi tertentu dengan pertimbangan
tingkat kepercayaan dan derajat ketelitian. Rumus yang digunakan dalam uji
kecukupan data adalah (Wingjosoebroto, 2008).
Dari perhitungan nilai N' maka dapat diambil kesimpulan sebagai berikut:
a. Jika N’ < N, maka data pengamatan cukup
b. Jika N’ > N, maka data pengamatan kurang dan perlu tambahan data
Tingkat ketelitian (s) yang digunakan adalah tergantung dari tingkat
kepercayaan yang dipakai, yaitu:
a. Tingkat kepercayaan : 90% maka harga s = 0,10
b. Tingkat kepercayaan : 95% maka harga s = 0,05
c. Tingkat kepercayaan : 99% maka harga s = 0,01
Sedangkan harga indeks (k) yang digunakan adalah tergantung dari tingkat
kepercayaan yang dipakai, yaitu:
a. Tingkat kepercayaan : 90% maka harga k = 1
b. Tingkat kepercayaan : 95% maka harga k = 2
c. Tingkat kepercayaan : 99% maka harga k = 3
3. Penentuan Waktu Normal.
Waktu normal suatu elemen operasi kerja adalah semata-mata menunjukkan
bahwa seorang operator yang berkualifikasi akan bekerja menyelesaikan
pekerjaannya pada kecepatan normal(Wignjosoebroto, 2008). Namun pada
prakteknya akan terlihat bahwa tidak bisa diharapkan operator akan mampu bekerja
terus tanpa ada interupsi. Hal ini dikarenakan operator tidak bisa lepas dari aktifitas
yang behubungan dengan kebutuhan pribadi, menghilangkan rasa kelelahan dan
hambatan-hambatan yang tak terhindarkan.
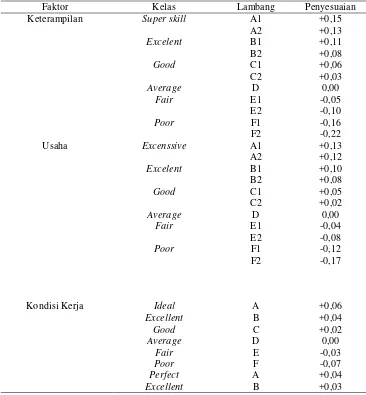
Dalam penelitian ini digunakan metode westing house untuk menentukan faktor
penyesuaian. Westing House mengarahkan penilaian pada 4 faktor yang dianggap
menentukan kewajaran dalam bekerja. Setiap faktor dibagi dalam kelas yang
nilainya berbeda.
1. Untuk keperluan penyesuaian ketrampilan dibagi menjadi 4 kelas dengan ciri- ciri
dari setiap kelas seperti yang dikemukakan dibawah ini (Wignjosoebroto,
2008):
a. SUPER SKILL yaitu:
1. Secara bawaan cocok sekali dengan pekerjaannya.
2. Bekerja dengan sempurna.
3. Tampak telah terlatih dengan sangat baik.
4. Gerakan-gerakan sangat halus tapi sangat cepat sehingga sangat sulit diikuti.
5. Kadang-kadang terkesan tidak berbeda dengan gerakan mesin.
6. Perpindahan dari satu elemen ke elemen yang lainnya tidak terlampau
terlihat karena lancarnya.
7. Tidak terkesan adanya gerakan-gerakan berfikir dan merencana tentang
apa yang dikerjakan.
8. Secara umum dapat dikatakan bahwa pekerja yang bersangkutan adalah
pekerja baik.
b. EXCELLENT SKILL yaitu :
1. Percaya pada diri sendiri.
3. Terlihat telah terlatih baik.
4. Bekerjanya teliti dengan tidak banyak melakukan
pengukuran-pengukuran atau pemeriksaan-pemeriksaan.
5. Gerakan-gerakan kerjanya beserta urutan-urutannya dijalankan tampa
kesalahan.
6. Menggunakan peralatan dengan baik.
7. Bekerjanya cepat tanpa mengorbankan mutu.
8. Bekerjanya cepat tapi halus.
9. Bekerjanya berirama dan terkoordinasi.
c. GOOD SKILL yaitu:
1. Kualitas hasil baik.
2. Bekerjanya tampak lebih baik daripada kebanyakan pekerja pada
umumnya.
3. Dapat memberi petunjuk-petunjuk pada pekerja lain yang
ketrampilannya lebih rendah.
4. Tampak jelas sebagai pekerja yang cakap.
5. Tidak memerlukan banyak pengawas.
6. Tidak keragu-raguan.
7. Bekerjanya stabil.
8. Gerakannya terkoodinasi dengan baik.
9. Gerakan-gerakannya cepat.
1. Tampak adanya kepercayaan pada diri sendiri.
2. Gerakannya cepat tetapi tidak terlambat.
3. Terlihat adanya pekerjaan-pekerjaan yang terencana.
4. Tampak sebagai pekerja yang cakap.
5. Gerakan-gerakannya cukup menunjukkan tidak adanya keraguan.
6. Mengkoordinasi tangan dan pikiran dengan cukup baik.
7. Tampak cukup terlatih dan karenanya mengetahui seluk- beluk
pekerjaannya.
8. Bekerjanya cukup teliti.
9. Secara keseluruhan cukup memuaskan.
e. FAIR SKILL yaitu:
1. Tampak terlatih tetapi belum cukup baik.
2. Mengenal peralatan dan lingkungan dengan cukup baik.
3. Terlihat adanya perencanaan-perencanaan sebelum melakukan gerakan.
4. Tidak mempunyai kepercayaan diri yang cukup.
5. Tampaknya seperti tidak cocok dengan pekerjaannya tetapi telah
ditempatkan di pekerjaan itu sejak lama.
6. Mengetahui apa yang dilakukan dan harus dilakukan tetapi banyak tidak
terlalu yakin.
7. Sebagian waktu terbuang karena kesalahan-kesalahan sendiri.
8. Jika tidak bekerja sungguh-sungguh outputnya akan sangat rendah.
f. POOR SKILL yaitu:
1. Tidak bisa mengkoordinasikan tenaga dan pikiran.
2. Gerakan-gerakannya kaku.
3. Kelihatan ketidakyakinannya pada urutan-urutan gerakan.
4. Seperti tidak terlatih untuk pekerjaan yang bersangkutan.
5. Tidak terlihat adanya kecocokan dengan pekerjaannya.
6. Ragu-ragu dalam menjalankan gerakan kerja.
7. melakukan kesalahan-kesalahan.
8. Tidak adanya kepercayaan pada diri sendiri.
9. Tidak bisa mengambil inisiatif pada diri sendiri,
2. Untuk usaha atau effort westing house membagi juga atas kelas dengan ciri
masing-masing. Yang dimaksud usaha ini adalah kesungguhan yang ditujukkan
atau diberikan operator ketika melakukan pekerjaan.
a. EXCESSIVE EFFORT yaitu:
1. Kecepatan sangat berlebihan
2. Usahanya sangat bersungguh-sungguh.
3. Kecepatan yang ditimbulkan tidak dapat dipertahankan sepanjang hari
kerja.
b. EXCELENT EFFORT yaitu:
1. `Jelas terlihat kecepatan kerjanya sangat tinggi.
2. Gerakan-gerakan lebih ekonomis dari pada operator-operator biasa.
4. Banyak memberi saran-saran.
5. Menerima saran dan petunjuk dengan senang.
6. Percaya kepada kebaikan maksud pengukuran waktu.
7. Tidak dapat bertahan lebih dari beberapa hari.
8. Bangga atas kelebihannya.
9. Gerakan-gerakan yang salah terjadi sangat jarang sekali.
10. Bekerjanya sistematis.
11. Karena lancarnya perpindahan dari suatu elemen ke elemen lain tidak
terlihat.
c. GOOD EFFORT yaitu:
1. Bekerjanya berirama.
2. Saat-saat menganggur sangat sedikit, bahkan kadang- kadang tidak ada.
3. Penuh perhatian pada pekerjaannya.
4. Senang pada pekerjaannya.
5. Kecepatannya baik dan dapat dipertahankan sepanjang hari.
6. Percaya pada kebaikan maksud pengukuran waktu.
7. Menerima saran-saran dan petunjuk dengan senang.
8. Dapat memberi saran untuk perbaikan kerja.
9. Tempat kerjanya diatur dengan baik dan rapi.
10. Menggunakan alat-alat yang tepat dan baik.
11. Memelihara dengan baik kondisi peralatan.
1. Tidak sebaik good tapi lebih baik dari poor.
2. Bekerja dengan stabil.
3. Menerima saran-saran tetapi tidak dilaksanakan.
4. Set up dilakukan dengan baik.
5. Melakukan kegiatan-kegiatan perencanaan.
e. FAIR EFFORT yaitu:
1. Saran-saran perbaikan diterima dengan kesal.
2. Kadang-kadang perhatian tidak ditujukan pada pekerjaannya.
3. Kurang sungguh-sungguh.
4. Tidak mengeluarkan tenaga dengan secukupnya.
5. Tidak sedikit penyimpangan dari cara kerja baku.
6. Alat-alat yang dipakainya tidak selalu yang terbaik.
7. Terlihat adanya kecenderungan kurang perhatian pada pekerjaannya.
8. Terlampau hati-hati.
9. Sistematika kerjanya biasa-biasa saja.
10.Gerakan-gerakannya tidak terencana.
f. POOR EFFORT yaitu:
1. Banyak membuang-buang waktu.
2. Tidak memperhatikan adanya minat pekerja.
3. Tidak mau menerima saran-saran.
4. Tampak malas dan lambat bekerja.
dan bahan.
6. Tempat kerjanya tidak diatur dengan rapi.
7. Tidak peduli pada cocok/baik tidaknya peralatan yang dipakai.
8. Mengubah-ubah tata letak tempat kerja yang telah diatur.
9. Set up kerjanya terlihat tidak baik.
10.Menggunakan alat-alat yang tepat dan baik.
Lihat Tabel 2.5 dibawah ini (Wignjosoebroto, 2008).
Faktor Kelas Lambang Penyesuaian Keterampilan Super skill A1
A2
Good C +0,01
Average D 0,00
Fair E -0,02
Poor F -0,04
Dari tabel 2.13 di atas maka dapat ditentukan faktor penyesuaian terhadap
masing-masing pekerjaan. Rating performance (RF) diaplikasikan untuk
menormalkan waktu kerja yang diperoleh di pengukuran waktu kerja akibat
kecepatan yang berubah-ubah.
Adapun perumusan dalam menentukan waktu normal adalah sebagai berikut:
Waktu normal = Waktu siklus rata-rata x penyesuaian.
Wn = Ws x (p) ...(2.15)
4. Penentuan Waktu Standar.
Langkah-langkah dalam melaksanakan analisa studi waktu adalah sebagai
berikut:
a. Melakukan perhitungan uji keseragaman dan kecukupan data terhadap data
diperoleh dalam sumber data.
b. Menghitung rata-rata waktu yang diperlukan untuk menyelesaikan satu unit
produk.
c. Menghitung waktu normal, yaitu waktu yang diperlukan untuk
menyelesaikan satu unit produk.
d. Menghitung waktu cadangan, yaitu yang dipergunakan seorang karyawan
yang disebabkan oleh berbagai hal, misalnya gangguan terhadap mesin,
kelelahan, gangguan proses produksi dan lain-lain.
e. Menghitung waktu standar yang diperhitungkan berdasarkan penjumlahan
waktu normal dan waktu cadangan.
Waktu standar suatu operasi kerja merupakan waktu yang dibutuhkan secara
wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang
dijalankan dalam sistem kerja terbaik. Hal ini dimaksudkan untuk menunjukkan
bahwa waktu standar yang dicari bukanlah waktu penyelesaian yang diselesaikan
secara tidak wajar seperti terlampau cepat atau terlampau lambat. Hal ini
dikarenakan operator tidak dapat-lepas dengan aktivitas yang berhubungan
dengan personal needs, istirahat dan alasan lain diluar kontrolnya. Waktu
longgar dicari dengan mengalikan persentase kelonggaran (allowance) dengan
waktu normal, sehingga akan didapatkan waktu cadangan. Sebagai langkah
selanjutnya adalah menghitung waktu standar dengan rumus berikut:
Ws = Wn x
………..(2.16)
Perhitungan Output Standar.
Output Standart =
………..(2.17)
2.8. Produktivitas Kerja
Produktivitas pada dasarnya merupakan sikap mental yang selalu mempunyai
pandangan bahwa mutu kehidupan hari ini harus lebih baik dari hari kemarin, dan
hari ini dikerjakan untuk kebaikan hari esok (Wignjosoebroto, 2008). Dapat
dikatakan, dari sudut pandang ergonomi bahwa peningkatan produktivitas kerja
tentu disertai dengan peningkatan produktivitas, demikian pula sebaliknya. Jadi tidak
benar, jika ingin meningkatkan produktivitas hanya dilakukan dengan menambah
jumlah produksi dan mengabaikan faktor sumber daya
Konsep umum dari produktivitas adalah suatu perbandingan antara keluaran
(output) dan masukan (input) per satuan waktu. Produktivitas dapat dikatakan
meningkat apabila (Sinulingga,2010):
1. Jumlah produksi / keluaran meningkat dengan jumlah masukan / sumber daya
yang sama.
2. Jumlah produksi / keluaran sama atau meningkat dengan jumlah masukan /
sumber daya lebih kecil.
3. Produksi / keluaran meningkat diperoleh dengan penambahan sumber daya yang
relative kecil.
2.8.1 Pengukuran Produktivitas
Pengukuran produktivitas secara umum dapat dibedakan menjadi dua macam
yaitu:
1. Produktivitas total adalah perbandingan antara total keluaran (output) dengan
total masukan (input) per satuan waktu. Dalam penghitungan produktivitas
total, semua faktor masukan (tenaga kerja, kapital, bahan, energi) terhadap
total keluaran harus diperhitungkan.
2. Produktivitas parsial adalah perbandingan dari keluaran dengan satu jenis
masukan atau input per satuan waktu, seperti upah tenaga kerja, kapital,
2.9. Review Hasil-Hasil Penelitian
Penelitian ini dilakukan berdasarkan beberapa penelitian yang pernah
dilakukan sebelumnya yang berkaitan dengan masalah sistem kerja secara ergonomi.
Di bawah ini menunjukkan beberapa penelitian terdahulu yang dijadikan literatur
dalam penelitian:
1. Nataya Charoonsri Rizani dengan judul penelitian Perbandingan Pengukuran
Waktu Baku dengan Metode Stopwatch Time Study dan Metode Ready Work
Factor (RWF) Pada Departemen Hand Insert PT. Sharp Indonesia menunjukan
Target Produksi Departemen Tangan Sisipan PT Sharp Indonesia yang sering
tidak tercapai, membuat perusahaan ingin mengetahui penyebabnya. Studi
Waktu diperlukan untuk menetapkan target produksi terhadap kemampuan
operator, yang menggunakan metode faktor siap kerja (RWF). Metode RWF,
menentukan perbandingan dengan studi waktu stopwatch dilakukan yang
terdapat perbedaan nilai waktu standar. Nilai dalam metode RWF lebih kecil
dari temuan di lapangan. Setelah itu dengan waktu standar dari metode RWF
dihitung kemampuan operator untuk memproduksi. Hasil penelitian
menunjukkan bahwa kemampuan operator di bawah target produksi, sehingga
dibutuhkan perbaikan.
2. Aminah Soleman dalam penelitiannya
adalah menilai beban kerja fisik dan
mengklasifikasi beban kerja berdasarkan peningkatan denyut nadi terhadap
tenaga kerja tidak terlatih saat melakukan pekerjaan pengangkatan beban,
Recommended Weight Limit, serta menentukan pengaruh berat beban kerja
sesuai dengan kriteria Lifting index. Perhitungan berdasarkan pendekatan
fisiologis yang dilakukan dengan cara yang subjektif sehingga diperoleh bahwa
kegiatan pengangkatan beban untuk keseluruhan perlakuan masuk dalam
kategori kondisi kerja ringan, dan berdasarkan perhitungan Recommended
Weigth Limit.
3. Alfansuri dalam penelitian perancangan ulang sistem kerja pada pembuatan
kotak surat dengan measurement time method.Penelitian ini melakukan
pengukuran waktu kerja pada proses pembuatan kotak surat. Tujuan dari
penelitian adalah untuk mengetahui proses pembuatan kotak surat, untuk
mengetahui waktu pembuatan kotak surat sebelum perbaikan, menetukan
waktu standar dalam proses pembuatan kotak surat. Hasil penelitian diketahui
waktu pembuatan kotak surat sebelum dilakukan perbaikan adalah 2,57525
jam. Pembuatan kotak surat usulan waktu standarnya adalah 1,876917 jam.
4. Aileen Joyce Lim dalam penelitian pada perusahaan elektronik di Kanada.
Penelitian dilakukan pada Pengembangan Sistem Peta Proses (Production
System Development Process). Sistem peta proses sebagai alat untuk
mengidentifikasi peluang perbaikan proses dengan mengintegrasikan faktor
manusia kedalam design sistem kerja. Hasil penelitian menyimpulkan peta
proses sangat berguna dalam design sistem kerja secara ergonomi dan sebagai
BAB 3
GAMBARAN UMUM OBJEK PENELITIAN
3.1. Sejarah Singkat Perusahaan
PT. Aceh Rubber industry merupakan perusahaan Malaysia pada tahun 2009
yang bergerak dalam bidang pengolahan karet. Bahan baku perusahaan berasal dari
perkebunan karet penduduk sekitar perusahaan yang dibeli sesuai dengan harga jual
internasional. Hasil pengolahan karet berupa bale (produk) yang diekspor ke
Singapur, Thailand, India, Cina.
PT. Aceh Rubber Industry memiliki lokasi kantor pemasaran dan pabrik yang
berbeda. Kantor Pemasaran PT. Aceh Rubber Industry berada di Malaysia,
sedangkan lokasi pabrik PT. Aceh Rubber Industry sendiri berada di Jalan Ahmad
Yani no 100e, Kelurahan Gampong Jawa, Kecamatan Langsa Kota, Kota Langsa.
Perusahaan beroperasi di sebuah area dengan luas sekitar kurang lebih 1 Hektar yang
terdiri dari dua bangunan untuk bagian produksi dan kantor.
Perusahaan memiliki tenaga kerja sebanyak 50 orang dengan jam kerja sekitar
8 jam/hari tampa adanya shift kerja.
3.2. Bahan yang Digunakan 3.2.1. Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam pembuatan
produk. Bahan baku yang digunakan PT. Aceh Rubber Industry dalam memproduksi
bale adalah karet.
3.2.2. Bahan Penolong
Bahan penolong adalah bahan-bahan yang diperlukan dalam memperlancar
penyelesaian suatu produk dimana keberadaan bahan penolong ini tidak mengurangi
nilai tambah produk yang dihasilkan tersebut, dan bahan penolong ini tidak terdapat
pada produk akhir. Bahan penolong yang digunakan oleh PT. Aceh Rubber Industry
adalah air. Air digunakan pada proses produksi yang bertujuan untuk menambah
membersihkan karet dari kotoran.
3.2. Proses Produksi
Proses produksi adalah serangkaian kegiatan berupa cara, metode dan teknik
untuk menciptakan atau meningkatkan nilai tambah suatu barang atau jasa dengan
menggunakan sumber-sumber daya berupa tenaga kerja, mesin, bahan baku dan
modal yang ada.
Pada PT. Aceh Rubber Industry, jenis proses produksinya adalah proses
produksi yang terus-menerus (continuous process). Perencanaan produksi pada
perusahaan yang mempunyai proses produksi yang terus menerus, dilakukan
berdasarkan ramalan penjualan. Hal ini karena kegiatan produksi tidak dilakukan
berdasarkan pesanan akan tetapi untuk memenuhi pasar dan jumlah yang besar serta
berulang-ulang dan telah mempunyai rancangan selama jangka waktu tertentu.
3.2.1. Uraian Proses Produksi
1. Pre Cleaning
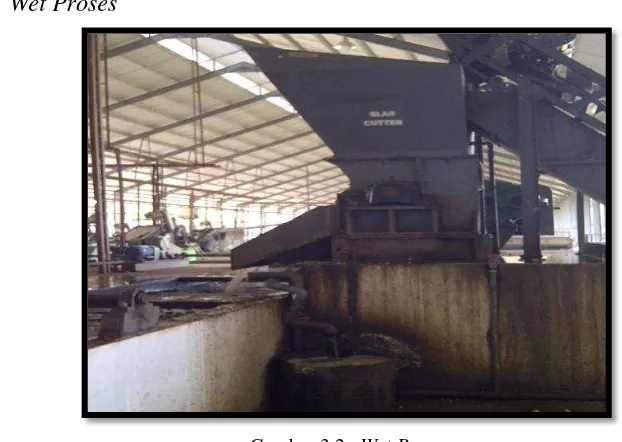
2. Wet Proses
Pre cleaning dan wet process merupakan proses pencucian dan ekstruksi karet
menjadi remahan atau butiran yang dilakukan secara otomatis. Pre cleaning
dan wet process dapat dilihat pada Gambar 3.1. dan Gambar 3.2.
Gambar 3.1. Proses Pre Cleaning