Seminar Nasional IENACO - 2017 ISSN: 2337 - 4349
57
ANALISIS TOTAL PRODUCTIVE MAINTENANCE DENGAN METODE OVERALL EQUIPMENT EFFECTIVENESS
SEBAGAI SOLUSI SIX BIG LOSSES DAN CACAT PRODUK
Imam Sodikin*, Cyrilla Indri Parwati, Agostinho Da Fonseca Jurusan Teknik Industri, FTI, IST AKPRIND Yogyakarta
Jl. Kalisahak 28 Kompleks Balapan, Yogyakarta 55222
*Email: [email protected]
Abstrak
PG. Gondang Baru merupakan perusahaan yang menghasilkan produk gula kristal putih yang mempunyai standar kualitas produk, yaitu pada ukuran gula kristal putih (0,8-1,1 mm) dan standar warna (4,0-7,5 CT). Saat ini masih ditemukan gula yang tidak sesuai ukuran sta ndar (1,2-1,3 mm), dan warna yang tida sesuai standar (7,6-8,0 CT). J umlah kecacatan produk pada produksi tahun 2015 sebainyak 1258 kuintal. Ka jia n ini bertujua n menentukan Overall Equipment Effectiveness (OEE) pada mesin putaran high grade fugal dan membandingkan hasil OEE dengan standar OEE World class, menentukan faktor downtime terbesar yang berpenga ruh terhadap efektivita s mesin putaran high grade fugal, menganalisis six big losses, dan menganalisis quality maintenance. Cacat produk gula disebabkan kerusakan proses putaran di stasiun sentrifugal bagian mesin puteran high grade fugal. Nila i rata-rata OEE sebesar 62,41%. Nilai tersebut menunjukkan bahwa OEE mesin masih di bawah standar world class, hal ini disebabkan nilai performance mesin yang rendah dengan nilai rata-rata performance 67,58%. Faktor downtime yang paling berpengaruh terhadap efektivitas mesin adalah pipa uap bocor sebesar 19,5 jam dengan persentase 19,79%. Jenis six big losses yang menurunkan performansi mesin antara lain downtime losses 98,5 jam, speed losses 64,5 jam, dan defect losses 20,97 jam.
Kata kunci: OEE, Six Big Losses, Quality Losses
1. PENDAHULUAN
Setelah itu dikocok, lalu disaring polarimeter kemudian diukur polarisasinya dengan menggunakan polarimeter. Jumlah kecacatan gula kristal putih (SHS) pada tahun 2015 sebanyak 1258 Kuintal. Berdasarkan fakta tersebut, maka dapat dirumuskan masalah bagaimana analisis Total Productive Maintenance dengan menggunakan metode Overall Equipment Effectiveness sebagai solusi atas six big losses dalam meminimalkan kecacatan produk?
2. METODOLOGI
Objek dalam kajian ini adalah mesin putaran high grade fugal di pabrik gula, dengan jenis produknya gula kristal putih (SHS). Data yang dikumpulkan meliputi; waktu operasi aktual, hari kerja efektif, penyebab break down, jenis perbaikan, lamanya waktu perbaikan, kecacatan produk, dan jumlah keseluruhan produk. Metode yang digunakan yaitu Overall Equipment Effectiveness (OEE) atau metode efektivitas peralatan secara keseluruhan untuk mengevaluasi seberapa capaian performance dan reliability peralatan (Betrianis, 2005). Biasanya penyebab dari rendahnya nilai OEE antara lain karena kurang tindakan preventive, corrective maintenance, tingginya tingkat defect, dan speed. Pada mesin atau peralatan terdapat enam penyebab yang paling umum yang mengakibatkan turunnya efisiensi pada proses manufaktur yang disebut six big losses yang terdiri dari breakdown, setup & adjustment, small stops, reduced startup, dan production rejects. Formula untuk menentukan nilai OEE adalah (Hansen, 2001):
OEE = Availability × Performance × Quality (1)
OEE merupakan hasil perkalian Availability Rata (AR), Performance Rate (PR), dan Quality Rate (QR). Berdasarkan persamaan (1) di atas, dapat diuraikan formula indikator dari OEE, yaitu:
a. Availability Rate (AR)
AvailabilityRate merupakan perbandingan antara operating time dan loading time.
� = � �� � � �� � � � � % (2)
b. Performance Rate (PR)
Performansi merupakan perbandingan antara theorical cycle time dengan run time dan amount produced.
= ℎ �� � �� � �
� �
� % (3)
c. Quality Rate (QR)
Quality Rate merupakan perbandingan antara jumlah hasil produksi yang baik dan jumlah hasil keseluruhan.
= � � � � � % (4)
Seminar Nasional IENACO - 2017 ISSN: 2337 - 4349
59 Tabel 1. Goal kondisi six big losses
Type of losses Goal
Breakdown losses 0
Setup and adjustment Minimize
Speed losses 0
Idling and minor stoppage losses 0 Quality defect and rework losses 0
Startup losses Minimize
Pada dasarnya terdapat dua prinsip utama sistem perawatan, yaitu: menekan periode kerusakan (breakdown period) sampai batasan minimum dengan mempertimbangkan aspek ekonomis, dan menghindari kerusakan (breakdown) yang tidak terencana atau kerusakan tiba-tiba. Tujuan utama dari fungsi perawatan (Kusasi, 2001):
a. Mengoptimalkan kehandalan (reliability) dari mesin-mesin dan peralatan.
b. Menjamin kelanjutan fungsi-fungsi yang baik dari mesin dan peralatan produksi, yaitu dengan tindakan perbaikan yang cepat terhadap kerusakan yang terjadi.
c. Memperbaiki kualitas produksi.
d. Menjamin operasi dari mesin-mesin, peralatan dan alat bantu. e. Memperbaiki keselamatan kerja.
3. HASIL DAN PEMBAHASAN
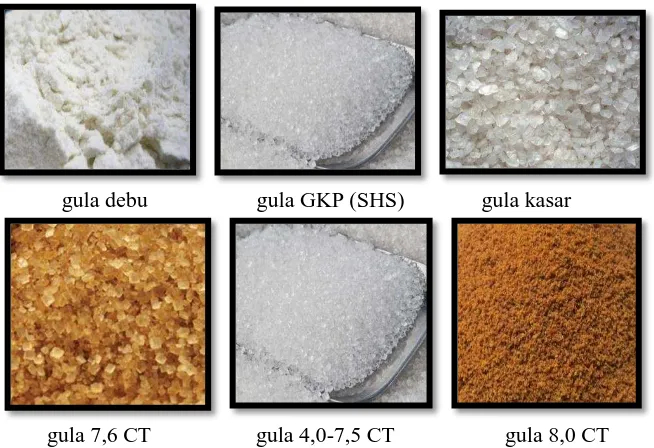
PG. Gondang Baru memproduksi gula kristal putih dengan standar kualitas yang tinggi untuk menjaga kepercayaan dan kepuasan konsumen. Namun demikian masih terdapat produk cacat yang berupa ukuran dan warna gula yang tidak sesuai dengan standar yang ditetapkan oleh Badan Standarisasi Nasional (BSN, 2013). Pada musim giling tahun 2015 diproduksi gula kristal putih (SHS) dengan jumlah 55.5590 Ku, dengan jumlah cacat ukuran sebanyak 758 Ku dan cacat warna sebanyak 500 Ku. Kecacatan tersebut disebabkan karena sering terjadinya kerusakan di proses putaran, yaitu dari stasiun sentrifugal bagian mesin puteran high grade fugal. Mesin putaran high grade fugal adalah putaran berkecepatan tinggi yang memanfaatkan gaya sentrifugal. Alat ini dapat melakukan proses pembersihan pada gula sehingga diperoleh gula yang bersih dari sisa-sisa stroop. Kerusakan yang sering terjadi adalah motor penggerak terbakar, saringan rusak/bolong, pipa uap bocor, laker/berring 222,15E aus, laker/berring 33,12A aus, basket jebol, dan valve pengisian bocor. Gambar 1 berikut ini menunjukkan standar gula kristal putih yaitu standar ukuran dan warna, dan cacat ukuran maupun warnanya.
gula debu gula GKP (SHS) gula kasar
gula 7,6 CT gula 4,0-7,5 CT gula 8,0 CT
Gula debu/gula halus dan gula kasar adalah gula yang tidak memenuhui ukuran standar SHS. Gula GKP (SHS) adalah gula yang memenuhi standar. Gula yang tidak memenuhi standar warna dinyatakan gula cacat (gula 7,6 CT dan gula 8,0 CT). Gula yang memenuhi standar warna (gula 4,0-7,5 CT). Data yang diambil selama periode produksi tahun 2015 (Bulan Juni - September), meliputi jumlah produksi, waktu operasi aktual, idle time, nonconform product, theoritical cycle time untuk mesin puteran high grade fugal dapat dilihat pada tabel 2 dan 3.
Tabel 2. Hasil produksi dan jam kerja mesin putaran high grade fugal Bulan Jumlah Produksi
Tabel 3. Utilitas mesin putaran high grade fugal Bulan Jumlah
Data tersebut digunakan untuk mencari nilai OEE yang hasil lengkap perhitungannya dapat dilihat pada tabel 4 di bawah ini. Hasil perhitungan menunjukkan keseluruhan nilai OEE Bulan Juni - September periode 2015 dan nilai rata-rata availability rate, performance rate, dan quality rate. Hasil selama 72 hari kerja efektif tingkat availability sebesar 93,50%, untuk performance sebesar 67,58%, dan quality 98,24% sedangkan OEE 62,41%. Nilai OEE yang relatif kecil ini dikarenakan jumlah downtime cukup tinggi mencapai 98,5 jam, dengan penyebab pipa uap bocor 19,5 jam, laker/berring 222,15E aus 15,5 jam, laker/berring 33,15A aus 15,5 jam, motor
Tabel 5. Downtime mesin putaran high grade fugal Kejadian Frekuensi
(Jam)
Presentase (%)
Pipa uap bocor 19,5 19,79
Laker/berring 222,15E aus 15,5 15,74 Laker/berring 33,12A aus 15,5 15,74 Motor penggerak terbakar 14,5 14,72 Saringan rusak/bolong 11,5 11,17
Basket jebol 10 10,15
Seminar Nasional IENACO - 2017 ISSN: 2337 - 4349
61
Gambar 2. Diagram pareto downtime mesin putaran high grade fugal
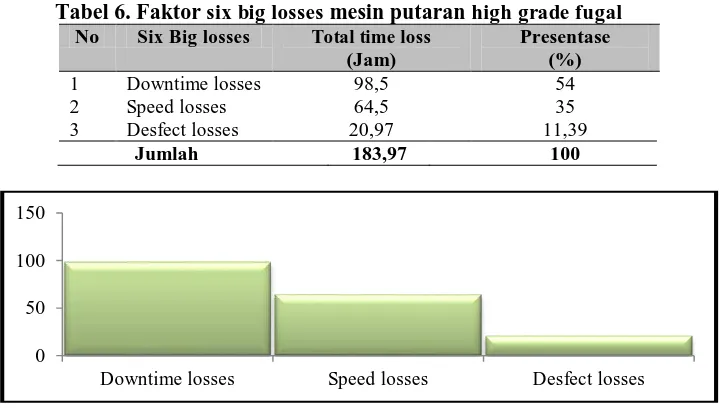
Kerugian utama six big losses penyebab peralatan produksi tidak beroperasi secara normal. 6 kerugian utama dikelompokkan menjadi 3 yaitu downtime losses, speed losses, dan defect losses. Untuk melihat lebih jelas pengaruh six big losses terhadap efektivitas mesin putaran high grade fugal, maka dilakukan perhitungan psersentase dari time loss untuk masing-masing faktor dalam six big losses tersebut seperti yang terlihat pada tabel 6 dan diagram paretonya pada gambar 3.
Tabel 6. Faktor six big losses mesin putaran high grade fugal No Six Big losses Total time loss
(Jam)
Presentase (%)
1 Downtime losses 98,5 54
2 Speed losses 64,5 35
3 Desfect losses 20,97 11,39
Jumlah 183,97 100
Gambar 3. Diagram pareto six big losses
Diagram pareto di atas menunjukkan bahwa faktor yang memberikan kontribusi terbesar dari faktor six big losses tersebut adalah downtime losses 98,5 jam, speed losses 64,5 jam, dan defect losses 20,97 jam. Gambar 4 di bawah ini adalah digram diagram sebab-akibat kecacatan produk.
Gambar 4. Diagram fishbone down time losses
0 5 10 15 20 25
Pipa uap bocor
Laker/berring 222,15E aus
Laker/berring 33,12A aus
Motor penggerak
terbakar
Saringan rusak/bolong
Basket jebol Valvue pengisian
bocor
DIAGRAM PARETO
0 50 100 150
Produk cacat merupakan gula kristal putih yang memiliki ukuran dan warna tidak sesuai dengan standar yang telah ditetapkan oleh BSN untuk perusahaan, yaitu ukuran 0,8 mm - 1,1 mm dan warna 4,0 CT - 7,5 CT. Produk yang lebih dari standar atau di bawah standar selalu ada dalam setiap proses produksi berlangsung. Hal ini disebabkan dari faktor-faktor sebagai berikut ini: manusia (operator kurang memahami gejala kerusakan, dan kurang cermat dalam memasang peralatan mesin), mesin (pipa uap bocor dalam proses produksi, terjadi kerusakan mesin yang mengharuskan proses berhenti, dan setelan mesin tidak sesuai dengan kapasitas terpasang), metode (pengawasan tekanan dan putaran pada mesin kurang diperhatian, dan sistem pengawasan proses kurang baik), dan lingkungan kerja (suhu udara panas, dan suara bising).
4. KESIMPULAN
Berdasarkan hasil kajian ini, maka dapat disimpulkan:
a. Cacat produk gula yang disebabkan kerusakan proses putaran, yaitu dari stasiun sentrifugal bagian mesin puteran high grade fugal.
b. Nilai rata-rata OEE mesin putaran high grade fugal sebesar 62,41%. Nilai tersebut menunjukkan bahwa OEE mesin masih di bawah standar OEE world class, hal ini disebabkan karena nilai performance mesin yang rendah dengan nilai rata-rata performance sebesar 67,58%.
c. Faktor downtime yang paling berpengaruh terhadap efektivitas mesin putaran high grade fugal adalah pipa uap bocor sebesar 19,5 jam dengan persentase 19,79%.
d. Jenis six big losses yang menurunkan performansi mesin antara lain downtime losses sebesar 98,5 jam, speed losses sebesar 64,5 jam, dan defect losses sebesar 20,97 jam. Losses tersebut diakibatkan faktor manusia, mesin, metode, dan lingkungan kerja.
DAFTAR PUSTAKA
Badan Standarisasi Nasional, 2013, Syarat Kandungan Gula Sesuai Standar, BSN, Indonesia. Betrianis, 2005, Pengukuran Nilai Overall Equipment Effectiveness Sebagai Dasar Usaha
Perbaikan Proses Manufaktur Pada Lini Produksi (Studi kasus pada Stamping Production Division Sebuah Industri Otomotif), Jurnal Teknik Industri Vol. 7, No. 2, Desember 2005 Departemen Teknik Industri, Fakultas Teknik Industri Universitas Indonesia.
Dal, B., Tugewell, P. and Greatbanks, R., 2000, Overall Equipment Effectiveness as a Measure of Operational Improvement: A Practical Analysis, International Journal of Operational and Production Managemen, Vol 20, MCB University Press, Manchester.
Hansen, R.C., 2001, Overall Equipment Effectiveness: Powerful Production/Maintenance Tool for Incrased Profits, First Edition, Industrial Press Inc., New York
Kusasi, A.R., 2001, Perawatan Preventif Mesin dan peralatan Industri, IPTEK BPPT, Klaten. Said, A., 2008, Analisi Total Productive Maintenance Pada Lini Produksi Mesin Perkakas Guna
Memperbaiki Kinerja Perusahaan, Seminar Nasional Aplikasi Sains dan Teknologi 2008 – IST AKPRIND Yogyakarta
Susandi, A., 2007, Analisis Kerugian Kerja Mesin dengan Menggunakan Metode Overall Equipment Effectiveness, Skripsi, AKPRIND, Yogyakarta.