PENGARUH PENAMBAHAN KADAR MAGNESIUM PADA ALUMINIUM TERHADAP KEKUATAN
TARIK DAN STRUKTUR MIKRO
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
MUHAMMAD SYAHREZA NASUTION NIM. 070401022
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
ABSTRAK
Aluminium banyak digunakan di dalam aplikasi bidang teknik yang mensyaratkan sifat mekanis yang memadai seperti pengujian tarik dan foto mikro. Sifat mekanis yang disyaratkan untuk aplikasi bidang teknik sangatlah penting sehingga perlu dilakukan penelitian mengenai sifat mekanis Aluminium dengan paduannya. Pada penelitian ini dilakukan penambahan Magnesium kedalam Aluminium sesuai variasi yang dikerjakan yaitu 2%, 4% dan 6% unsur Magnesium, kemudian dilakukan pengujian tarik dan foto mikro. Hasil pengujian menunjukkan sifat mekanis Aluminium dengan penambahan unsur Magnesium. Nilai dari kekuatan tarik dapat dilihat perbedaannya pada setiap spesimen uji. Pada hasil mikrostruktur berwarna hitam yang menunjukkan Magnesium dan warna putih keperakan merupakan Aluminium. Dengan bertambahnya unsur persen Magnesium pada pengujian tarik, maka kekuatan tarik akan menurun. Dan pada foto mikro terlihat bahwa semakin besar unsur Magnesiumnya, maka cacat yang terjadi pada specimen akan semakin banyak.
ABSTRACT
Aluminium is widely used in engineering applications that require adequate mechanical properties such as tensile test and micro-photographs. Mechanical properties required for engineering applicationsis very important so need to do research on the mechanical properties of Aluminum alloys. In this study the addition of Magnesium into Aluminum alloya ccording to the variation of work that is 2%, 4% and 6% of the elements Magnesium, tensile testing was then performed and the micropicture. Test results show the mechanical properties of Aluminum with the addition of Magnesium element. The value of tensile strength can be seen the difference on each test specimen. On the microstructure shows a black Magnesium and Aluminum is a silvery white color. With increasing Magnesium element percent in tensile testing, the tensile strength decreases. And the microphoto element is seen that the greater the Magnesium, the defects that occurin the specimens will be more and more.
KATA PENGANTAR
Puji syukur penulis ucapkan kepada Tuhan Yang Maha Esa, berkat rahmat dan karunia-Nya sehingga penyusunan skripsi ini dapat di selesaikan. Skripsi ini merupakan salah satu syarat bagi mahasiswa Teknik Mesin dalam menyelesaikan studi di Universitas Sumatera Utara.
Adapun judul dari skripsi ini adalah “Pengaruh Penambahan Kadar Magnesium Pada Aluminium Terhadap Kekuatan Tarik Dan Struktur Mikro”.
Pada kesempatan ini penulis ingin menyampaikan rasa terima kasih yang sebesar-besarnya kepada:
1. Kedua orang tua, yang telah banyak memberikan materi dan moril serta
dukungan kepada penulis hingga dapat menyelesaikan tugas sarjana ini.
2. Bapak Dr.Ing.Ir. Ikhwansyah Isranuri sebagai ketua Departemen Teknik
Mesin FT-USU dan selaku dosen pembimbing penulis dalam penyelesaian
tugas sarjana ini.
3. Bapak Suprianto ST. MT yang telah banyak meluangkan waktu untuk
berdiskusi dalam menyelesaikan tugas sarjana ini.
4. Bapak/Ibu Staff Pengajar dan Pegawai di Departemen Teknik Mesin USU.
5. Bang Sarjana dan Bang lilik yang telah banyak memberi dukungan dan
membantu dalam menyelesaikan tugas sarjana ini.
6. Teman Satu team (Bang Fadli, Andus, Ifan, Ari) yang telah memberikan
kesempatan kepada penulis untuk bergabung dalam penyelesaian tugas
sarjana ini.
7. Teman-teman seperjuangan Teknik Mesin khususnya (Defriandry Dinata
Siregar, Wicahya Indra Agustian dan Van Ryzal Purba) yang banyak
memberi motivasi serta teman-teman angkatan 2007.
8. Rindi Restuti Siregar yang selalu memberi semangat untuk menyelesaikan
tugas sarjana ini.
9. Abang, adik-adik dan keluarga besar penulis yang banyak memberi
dukungan kepada penulis untuk menyelesaikan kuliah dan hingga tugas
sarjana ini selesai.
Semoga skripsi ini bermanfaat bagi kita semua dan dapat digunakan
sebagai pengembangan ilmu yang didapat selama dibangku kuliah. Apabila
terdapat kesalahan dalam penyusunan serta bahasa yang tidak tepat dalam skripsi
dan kritikan yang bersifat membangun dalam penyempurnaan skripsi ini. Akhir
kata penulis mengucapkan terima kasih, semoga skripsi ini dapat bermanfaat bagi
seluruh kalangan yang membacanya.
Medan, Februari 2012
Penulis,
NIM : 070401022
DAFTAR ISI
ABSTRAK ... i
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... ix
DAFTAR NOTASI ... x
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 2
1.3 Tujuan Penilitian ... 2
1.3.1 Tujuan Umum ... 2
1.3.2 Tujuan Khusus ... 2
1.4 Batasan Masalah ... 3
1.5 Sistematika Penulisan ... 3
BAB II TINJAUAN PUSTAKA 2.1 Aluminium ... 4
2.1.1 Sejarah Aluminium ... 4
2.1.2 Sifat-Sifat Aluminium ... 5
2.2 Magnesium ... 7
2.2.1 Sejarah Magnesium ... 7
2.2.2 Sifat-Sifat Magnesium ... 8
2.3 Paduan Aluminium-Magnesium ... 9
2.4 Pengecoran ... 10
2.4.1 Sejarah Pengecoran ... 10
2.4.2 Teori Pengecoran ... 10
2.4.3 Proses Pengecoran ... 11
2.4.4 Pembuatan Cetakan ... 14
2.6 Metallography ... 22
2.7 Variabel Riset dan Analisis ... 26
BAB III METODE PENELITIAN 3.1 Waktu dan Tempat ... 28
3.2 Bahan dan Alat Peneilitian ... 28
3.2.1 Bahan Penelitian ... 28
3.2.2 Alat Penelitian ... 30
3.3 Proses Peleburan ... 34
3.4 Pengujian Tarik ... 36
3.4.1 Set Up Pengujian Tarik ... 36
3.4.2 Prosedur Pengujian ... 37
3.5 Pengujian Metallography ... 38
3.5.1 Set Up Pengujian Metallography ... 38
3.5.2 Prosedur Pengujian ... 39
3.6 Diagram Alir Penelitian ... 40
BAB IV ANALISA DATA DAN PEMBAHASAN 4.1 Hasil Pembuatan Spesimen dari Proses Peleburan ... 41
4.2 Hasil Pengujian ... 41
4.2.1 Hasil Pengujian Tarik ... 41
4.2.2 Hasil Uji Metallography ... 59
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ... 65
5.2 Saran ... 65
DAFTAR GAMBAR
Gambar 2.1 Diagram Fasa Magnesium, Suhu(°C) Vs Mg(%) ... 8
Gambar 2.2 DiagramFasa Al-Mg Temperatur (°C) Vs % Mg ... 9
Gambar 2.3 Saluran Masuk ... 13
Gambar 2.4 Mesin Uji Tarik ... 15
Gambar 2.5 Hasil dan Kurva Pengujian Tarik ... 16
Gambar 2.6 Sampel Standar Uji Tarik E8 ASTM volume 3 ... 16
Gambar 2.7 Profil Data Hasil Uji Tarik ... 17
Gambar 2.8 Diagram Tegangan-Regangan Aluminium ... 19
Gambar 2.9 Diagram Tegangan-Regangan Linier ... 20
Gambar 2.10 Patahan Hasil Uji Tarik dari Aluminium ... 21
Gambar 2.11 Alat Uji Foto Mikro ... 22
Gambar 3.1 (a) Aluminium Dalam Bentuk Batangan ... 28
Gambar 3.1 (b) Aluminium Yang Sudah Dipotong ... 29
Gambar 3.2 (a) Magnesium Dalam Bentuk Batangan ... 29
Gambar 3.2 (a) Magnesium Yang Sudah Dipotong ... 29
Gambar 3.3 Bahan Bakar (kayu) ... 30
Gambar 3.12 Proses Peleburan Aluminium-Magnesium ... 35
Gambar 3.13 Proses Pengadukan Aluminium-Magnesium ... 35
Gambar 3.14 Proses Penuangan Aluminium-Magnesium kedalam Cetakan ... 35
Gambar 3.15 Bentuk Spesimen Hasil Coran ... 36
Gambar 3.17 Set Up Pengujian Metallography ... 38
Gambar 3.18 Diagram Alir Penelitian ... 40
Gambar 4.1 Bentuk Spesimen Uji Tarik ... 41
Gambar 4.2 Kurva Hasil Pengujian Tarik, P (kgf) vs L (mm)
Al 98% - Mg 2% spesimen I ... 42
Gambar 4.3 Kurva Hasil Pengujian Tarik, P (kgf) vs L (mm)
Al 98% - Mg 2% spesimen II ... 42
Gambar 4.4 Kurva Hasil Pengujian Tarik, P (kgf) vs L (mm)
Al 98% - Mg 2% spesimen III ... 43
Gambar 4.5 Kurva Hasil Pengujian Tarik, P (kgf) vs L (mm)
Al 96% - Mg 4% spesimen I ... 43
Gambar 4.6 Kurva Hasil Pengujian Tarik, P (kgf) vs L (mm)
Al 96% - Mg 4% spesimen II ... 44
Gambar 4.7 Kurva Hasil Pengujian Tarik, P (kgf) vs L (mm)
Al 96% - Mg 4% spesimen III ... 44
Gambar 4.8 Kurva Hasil Pengujian Tarik, P (kgf) vs L (mm)
Al 94% - Mg 6% spesimen I ... 45
Gambar 4.9 Kurva Hasil Pengujian Tarik, P (kgf) vs L (mm)
Al 94% - Mg 6% spesimen II ... 45
Gambar 4.10 Kurva Hasil Pengujian Tarik, P (kgf) vs L (mm)
Al 94% - Mg 6% spesimen III ... 46
Gambar 4.11 Daerah Patahan Spesimen Aluminium Coran
Setelah Uji Tarik ... 46
Gambar 4.12 Grafik Nilai Tegangan,
Tegangan Tarik (MPa) Vs Spesimen ... 49
Gambar 4.13 Grafik Nilai Tegangan Rata-Rata,
Tegangan Rata-Rata (MPa) Vs Kadar Mg (%) ... 50
Gambar 4.14 Grafik Nilai Regangan,
Regangan (%) Vs Spesimen ... 53
Gambar 4.15 Grafik Nilai Regangan Rata-Rata,
Gambar 4.16 Grafik Nilai Modulus Elastisitas,
Modulus Elastisitas (MPa) Vs Spesimen ... 57
Gambar 4.17 Grafik Nilai Modulus Elastisitas Rata-Rata, Modulus Elastisitas Rata-Rata (MPa) Vs Kadar Magnesium (%) ... 58
Gambar 4.18 Bentuk Patahan dari Aluminium Coran Setelah Uji Kekuatan Tarik ... 59
Gambar 4.19 Spesimen Foto Mikro ... 60
Gambar 4.20 Foto Mikro Mg 2% Pada 200× Pembesaran ... 60
Gambar 4.21 Foto Mikro Mg 4% Pada 200× Pembesaran ... 61
Gambar 4.22 Foto Mikro Mg 6% Pada 200× Pembesaran ... 62
DAFTAR TABEL
Tabel 2.1 Sifat Mekanis Bahan ... 21
Tabel 4.1 Nilai Tegangan ... 49
Tabel 4.2 Nilai Regangan ... 53
Tabel 4.3 Nilai Modulus Elastisitas ... 57
DAFTAR NOTASI
Simbol Arti Satuan
P Beban kgf
D Diameter cm
σ Tegangan MPa
ε Regangan %
E Modulus Elastisitas MPa
Lf Panjang Akhir cm
Lo Panjang Awal cm
∆L Pertambahan Panjang cm
A Luas Penampang cm2
ABSTRAK
Aluminium banyak digunakan di dalam aplikasi bidang teknik yang mensyaratkan sifat mekanis yang memadai seperti pengujian tarik dan foto mikro. Sifat mekanis yang disyaratkan untuk aplikasi bidang teknik sangatlah penting sehingga perlu dilakukan penelitian mengenai sifat mekanis Aluminium dengan paduannya. Pada penelitian ini dilakukan penambahan Magnesium kedalam Aluminium sesuai variasi yang dikerjakan yaitu 2%, 4% dan 6% unsur Magnesium, kemudian dilakukan pengujian tarik dan foto mikro. Hasil pengujian menunjukkan sifat mekanis Aluminium dengan penambahan unsur Magnesium. Nilai dari kekuatan tarik dapat dilihat perbedaannya pada setiap spesimen uji. Pada hasil mikrostruktur berwarna hitam yang menunjukkan Magnesium dan warna putih keperakan merupakan Aluminium. Dengan bertambahnya unsur persen Magnesium pada pengujian tarik, maka kekuatan tarik akan menurun. Dan pada foto mikro terlihat bahwa semakin besar unsur Magnesiumnya, maka cacat yang terjadi pada specimen akan semakin banyak.
ABSTRACT
Aluminium is widely used in engineering applications that require adequate mechanical properties such as tensile test and micro-photographs. Mechanical properties required for engineering applicationsis very important so need to do research on the mechanical properties of Aluminum alloys. In this study the addition of Magnesium into Aluminum alloya ccording to the variation of work that is 2%, 4% and 6% of the elements Magnesium, tensile testing was then performed and the micropicture. Test results show the mechanical properties of Aluminum with the addition of Magnesium element. The value of tensile strength can be seen the difference on each test specimen. On the microstructure shows a black Magnesium and Aluminum is a silvery white color. With increasing Magnesium element percent in tensile testing, the tensile strength decreases. And the microphoto element is seen that the greater the Magnesium, the defects that occurin the specimens will be more and more.
BAB I PENDAHULUAN
1.1 Latar Belakang
Aluminium adalah logam berwarna putih keperakan yang lunak.
Aluminium juga merupakan logam yang paling banyak terdapat di kerak bumi,
dan unsur ketiga terbanyak setelah oksigen dan silikon. Aluminium terdapat di
kerak bumi sebanyak kira-kira 8,07% hingga 8,23% dari seluruh massa padat dari
kerak bumi, dengan produksi tahunan dunia sekitar 30 juta ton pertahun dalam
bentuk bauksit dan bebatuan lain (corrundum, gibbsite, boehmite, diaspore, dan
lain-lain). Sulit menemukan Aluminium murni di alam karena Aluminium
merupakan logam yang cukup reaktif.
Aluminium tahan terhadap korosi karena fenomena pasivasi. Pasivasi
adalah pembentukan lapisan pelindung akibat reaksi logam terhadap komponen
udara sehingga lapisan tersebut melindungi lapisan dalam logam dari korosi.
Aluminium murni adalah logam yang lunak, tahan lama, ringan, dan dapat
ditempa dengan penampilan luar bervariasi antara keperakan hingga abu-abu,
tergantung kekasaran permukaannya. Aluminium memiliki berat sekitar satu
pertiga baja, mudah ditekuk, permesinan, dicor, ditarik (drawing), dan diekstrusi.
Resistansi terhadap korosi terjadi akibat fenomena pasivasi, yaitu
terbentuknya lapisan Aluminium oksida ketika Aluminium terpapar dengan udara
bebas. Lapisan Aluminium oksida ini mencegah terjadinya oksidasi lebih jauh.
Aluminium paduan dengan tembaga kurang tahan terhadap korosi akibat reaksi
galvanik dengan paduan tembaga.
Aluminium juga merupakan konduktor panas dan elektrik yang baik. Jika
dibandingkan dengan massanya, Aluminium memiliki keunggulan dibandingkan
dengan tembaga, yang saat ini merupakan logam konduktor panas dan listrik yang
cukup baik, namun cukup berat.
Aluminium banyak digunakan dalam komponen otomotif, kemasan
makanan dan minuman, pesawat militer, dll. Sifat tahan korosi dari Aluminium
diperoleh karena terbentuknya lapisan Aluminium oksida (Al2O3) pada
sekaligus sukar dilas, karena perbedaan melting point (titik cair). Aluminium
umumnya melebur pada temperatur ±660,320C dan Aluminium oksida melebur
pada temperatur 2519oC.
Penggunaan Aluminium yang sangat luas akan mengakibatkan timbulnya
limbah yang dampaknya akan sangat berbahaya untuk lingkungan. Selain itu,
bahan dasar untuk membuat Aluminium (alumina) sangat terbatas dan
pengolahannya memerlukan dana yang cukup besar. Oleh karena itu perlu
dilakukan daur ulang (recycle) dari limbah Aluminium untuk digunakan sebagai
material teknik.
Salah satu cara daur ulang (recycle) adalah dengan proses peleburan.
Unsur Magnesium termasuk dalam salah satu campuran yang paling baik untuk
Aluminium, dimana hasil paduan dari kedua unsur ini lebih ringan dibandingkan
dengan besi atau baja, ketahanan korosi yang baik, mengurangi kebisingan (Low
Noise) pada pesawat dan mampu mesin yang baik.
1.2 Perumusan Masalah
Berdasarkan latar belakang tersebut penulis tertarik untuk melakukan
penelitian pada paduan Aluminium-Magnesium sebagai material Low Noise. Pada
dasarnya unsur Magnesium dapat meningkatkan kemampuan serap bunyi dan
kekuatan tarik (tensile strength) jika dibandingkan dengan unsur Aluminium
murni. Tetapi jika kadar yang diberikan berlebihan, maka terdapat kemungkinan
kekuatan tarik akan menurun.
1.3 Tujuan Penelitian 1.3.1 Tujuan Umum
Tujuan umum dari penelitian ini adalah untuk mengetahui karakteristik
dari paduan Aluminium-Magnesium melalui mechanical propertiesnya.
1.3.2 Tujuan Khusus
Tujuan Khusus dari penelitian adalah:
b. Memperoleh Mechanical Properties menggunakan pengujian kekuatan tarik
(tensile strength).
c. Mendapatkan bentuk struktur mikro dari paduan Aluminium-Magnesium
dengan menggunakan foto mikro.
d. Mengetahui penambahan kadar Magnesium terhadap perubahan titik cair
Aluminium pada diagram fasa Aluminium-Magnesium.
e. Mengetahui hubungan antara kekuatan tarik, foto mikro, kekerasan dan
porositas.
1.4 Batasan Masalah
Adapun batasan dari permasalahan ini hanya dibatasi pada kajian untuk
mendapatkan mechanical properties (uji tarik) dan mengetahui bentuk struktur
mikro dari paduan Aluminium-Magnesium.
1.5 Sistematika Penulisan
Sistematika penulisan ini disajikan dalam tulisan yang terdiri dari 5 bab.
a. Bab 1: Pendahuluan. Berisikan tentang latar belakang, perumusan masalah,
tujuan penelitian, batasan masalah dan sistematika penulisan.
b. Bab 2: Tinjauan Pustaka. Berisikan tentang sejarah Aluminium, sifat-sifat
Aluminium, sejarah Magnesium, sifat-sifat Magnesium, paduan
Aluminium-Magnesium, sejarah pengecoran, teori pengecoran, proses pengecoran,
pembuatan cetakan, uji tarik, metallography dan variabel riset dan analisis.
c. Bab 3: Metodologi Penelitian. Berisikan urutan cara yang dilakukan. Dimulai
dari waktu dan tempat dilaksanakan penelitian, bahan yang digunakan,
kemudian alat yang digunakan, proses peleburan, pengujian tarik yang meliputi
set up alat uji tarik dan prosedur pengujian dan pengujian metallography yang
meliputi set up alat uji metallography dan prosedur pengujian, dan diagram alir
penelitian.
d. Bab 4: Data dan Analisa Data. Berisi tentang data dan analisa data dari hasil
penelitian dari uji tarik dan hasil uji metallography.
e. Bab 5: Kesimpulan dan Saran. Berisikan kesimpulan dari penelitian dan saran
BAB II
TINJAUAN PUSTAKA
2.1 Aluminium
2.1.1 Sejarah Aluminium
Aluminium diambil dari bahasa Latin: alumen, alum. Orang-orang Yunani
dan Romawi kuno menggunakan alum sebagai cairan penutup pori-pori dan bahan
penajam proses pewarnaan. Pada tahun 1787, Lavoisier menebak bahwa unsur ini
adalah Oksida logam yang belum ditemukan. Pada tahun 1761, de Morveau
mengajukan nama alumine untuk basa alum. Pada tahun 1827, Wohler disebut
sebagai ilmuwan yang berhasil mengisolasi logam ini. Pada tahun 1807, Davy
memberikan proposal untuk menamakan logam ini Aluminum, walau pada
akhirnya setuju untuk menggantinya dengan Aluminium. Nama yang terakhir ini
sama dengan nama banyak unsur lainnya yang berakhir dengan “ium”.
C.M. Hall seorang berkebangsaan Amerika dan Paul Heroult
berkebangsaan Prancis, pada tahun 1886 mengolah Aluminium dari Alumina
dengan cara elektrolisa dari garam yang terfusi. Selain itu Karl Josep Bayer
seorang ahli kimia berkebangsaan Jerman mengembangkan proses yang dikenal
dengan nama proses Bayer untuk mendapat Aluminium murni.
Proses Bayer ini mendapat Aluminium dengan memasukkan bauksit halus
yang sudah dikeringkan kedalam pencampur lalu diolah dengan soda api (NaOH)
dibawah pengaruh tekanan dan suhu diatas titik didih. NaOH akan bereaksi
dengan bauksit menghasilkan Aluminat Natrium yang larut. Selanjutnya tekanan
dikurangi dengan ampas yang terdiri dari oksida besi, Silicon, Titanium dan
kotoran-kotoran lainnya dipisahkan. Lalu Alumina Natrium tersebut dipompa ke
tangki pengendapan dan dibubuhkan kristal hidroksida Alumina sehingga kristal
itu menjadi inti kristal. Inti dipanaskan diatas suhu 980°C dan menghasilkan
Alumina dan dielektrosida sehingga terpisah menjadi oksigen dan Aluminium
murni. Pada setiap 1 kilogram Aluminium memerlukan 2 kilogram Alumina dan 4
Penggunaan Aluminium ini menduduki urutan kedua setelah besi dan baja dan
tertinggi pada logam bukan besi untuk kehidupan industri.
Secara historis, pengembangan praktek pengecoran untuk Aluminium dan
paduannya merupakan prestasi yang relatif baru. Paduan Aluminium tidak
tersedia dalam jumlah yang substansial untuk pengecoran tujuan hingga lama.
Setelah penemuan pada tahun 1886 dari proses elektrolitik pengurangan
Aluminium oksida oleh Charles Martin Hall di Amerika Serikat dan Paul Heroult
di Perancis. Meskipun penemuan Hall disediakan Aluminium dengan biaya sangat
kecil, nilai penuh dari Aluminium sebagai bahan pengecoran tidak didirikan
sampai paduan cocok untuk proses pengecoran yang sedang berkembang. Sejak
sekitar 1915, kombinasi keadaan-secara bertahap mengurangi biaya, perluasan
transportasi udara, pengembangan pengecoran paduan spesifik, sifat yang lebih
baik, dan dorongan yang diberikan oleh dua perang dunia telah mengakibatkan
penggunaan terus meningkat dari Aluminium coran. Aluminium dan Magnesium
paduan coran, logam ringan, yang membuat langkah-langkah cepat ke arah
penggunaan teknik yang lebih luas.
Aluminium dasar paduan mungkin secara umum akan ditandai sebagai
sistem eutektik, mengandung bahan intermetalik atau unsur-unsur sebagai fase
berlebih. Karena kelarutan relatif rendah sebagian besar elemen paduan dalam
Aluminium dan paduan kompleksitas yang dihasilkan, salah satu paduan dasar
Aluminium dapat berisi beberapa fasa logam, yang terkadang cukup kompleks
dalam komposisi. Fasa ini biasanya lebih larut lumayan dekat suhu eutektik dari
pada suhu kamar, sehingga memungkinkan untuk panas-mengobati beberapa dari
paduan oleh solusi dan penuaan panas-perawatan (Purnomo, 2004).
2.1.2 Sifat-sifat Aluminium
Aluminium telah menjadi salah satu logam industri yang paling luas
penggunaannya di dunia. Aluminium banyak digunakan di dalam semua sektor
utama industri seperti angkutan, konstruksi, listrik, peti kemas dan kemasan, alat
Adapun sifat-sifat Aluminium antara lain sebagai berikut:
a) Ringan
Memiliki bobot sekitar 1/3 dari bobot besi dan baja, atau tembaga dan banyak
digunakan dalam industri transportasi seperti angkutan udara.
b) Tahan terhadap korosi
Sifatnya durabel sehingga baik dipakai untuk lingkungan yang dipengaruhi
oleh unsur-unsur seperti air, udara, suhu dan unsur-unsur kimia lainnya, baik di
ruang angkasa atau bahkan sampai ke dasar laut.
c) Kuat
Aluminium memiliki sifat yang kuat terutama bila dipadu dengan logam lain.
Digunakan untuk pembuatan komponen yang memerlukan kekuatan tinggi
seperti: pesawat terbang, kapal laut, bejana tekan, kendaraan dan lain-lain.
d) Mudah dibentuk
Proses pengerjaan Aluminium mudah dibentuk karena dapat disambung dengan
logam/material lainnya dengan pengelasan, brazing, solder, adhesive bonding,
sambungan mekanis, atau dengan teknik penyambungan lainnya.
e) Konduktor listrik
Aluminium dapat menghantarkan arus listrik dua kali lebih besar jika
dibandingkan dengan tembaga. Karena Aluminium tidak mahal dan ringan,
maka Aluminium sangat baik untuk kabel-kabel listrik overhead maupun
bawah tanah (Surdia, T. 1992).
f) Konduktor panas
Sifat ini sangat baik untuk penggunaan pada mesin-mesin/alat-alat pemindah
panas sehingga dapat memberikan penghematan energi.
g) Memantulkan sinar dan panas
Aluminium dapat dibuat sedemikian rupa sehingga memiliki kemampuan
pantul yang tinggi yaitu sekitar 95% dibandingkan dengan kekuatan pantul
sebuah cermin. Sifat pantul ini menjadikan Aluminium sangat baik untuk
h) Non magnetik
Aluminium sangat baik untuk penggunaan pada peralatan elektronik, pemancar
radio/TV dan lain-lain. Dimana diperlukan faktor magnetisasi negatif.
2.2 Magnesium
2.2.1 Sejarah Magnesium
Magnesia merupakan daerah di Thessaly. Senyawa-senyawa Magnesium
telah lama diketahui. Black telah mengenal Magnesium sebagai elemen pada
tahun 1755. Davy berhasil mengisolasikannya pada tahun 1808 dan Busy
mempersiapkannya dalam bentuk yang koheren pada tahun 1831. Magnesium
merupakan elemen terbanyak kedelepan di kerak bumi. Magnesium tidak muncul
tersendiri, tapi selalu ditemukan dalam jumlah deposit yang banyak dalam bentuk
magnesite, dolomite dan mineral-mineral lainnya. Logam ini sekarang dihasilkan
di AS dengan mengelektrolisis Magnesium klorida yang terfusi dari air asin,
sumur, dan air laut.
Paduan Magnesium merupakan logam yang paling ringan dalam hal berat
jenisnya. Magnesium mempunyai sifat yang cukup baik seperti Alumunium,
hanya saja tidak tahan terhadap korosi. Magnesium tidak dapat dipakai pada suhu
diatas 150°C karena kekuatannya akan berkurang dengan naiknya suhu.
Sedangkan pada suhu rendah kekuatan Magnesium tetap tinggi.
Magnesium dan paduannya lebih mahal daripada Alumunium atau baja
dan hanya digunakan untuk industri pesawat terbang, alat potret, teropong, suku
cadang mesin dan untuk peralatan mesin yang berputar dengan cepat dimana
diperlukan nilai inersia yang rendah. Logam Magnesium ini mempunyai
temperatur 650°C yang perubahan fasanya dapat dilihat pada gambar 2.1.
Karena ketahanan korosi yang rendah ini maka Magnesium memerlukan
perlakuan kimia atau pengecekan khusus segera setelah benda dicetak tekan.
Paduan Magnesium memiliki sifat tuang yang baik dan sifat mekanik yang baik
dengan komposisi 9% Al, 0,5% Zn, 0,13% Mn, 0,5% Si, 0,3% Cu, 0,03% Ni dan
Gambar 2.1 Diagram fasa magnesium (www.aluminiumlearning.com)
2.2.2 Sifat-Sifat Magnesium
Magnesium merupakan logam yang ringan, putih keperak-perakan dan
cukup kuat. Magnesium mudah ternoda di udara, dan Magnesium yang
terbelah-belah secara halus dapat dengan mudah terbakar di udara dan mengeluarkan lidah
api putih yang menakjubkan.
Magnesium digunakan di fotografi, flares, pyrotechnics, termasuk
incendiary bombs. Magnesium sepertiga lebih ringan dibanding Aluminium dan
dalam campuran logam digunakan sebagai bahan konstruksi pesawat dan missile.
Logam ini memperbaiki karakter mekanik, fabrikasi dan las Aluminium ketika
digunakan sebagai alloying agent. Magnesium digunakan dalam memproduksi
grafit dalam cast iron, dan digunakan sebagai bahan tambahan conventional
propellants. Magnesium juga digunakan sebagai agen pereduksi dalam produksi
uranium murni dan logam-logam lain dari garam-garamnya. Hidroksida (milk of
magnesia), klorida, sulfat (Epsom salts) dan sitrat digunakan dalam kedokteran.
Magnesite digunakan untuk refractory, sebagai batu bata dan lapisan di
2.3 Paduan Aluminium-Magnesium
Aluminium lebih banyak dipakai sebagai paduan daripada logam paduan
sebab tidak kehilangan sifat ringan dan sifat-sifat mekanisnya serta mampu cornya
diperbaiki dengan menambah unsur-unsur lain. Unsur-unsur paduan yang tidak
ditambahkan pada Aluminium murni selain dapat menambah kekuatan
mekaniknya juga dapat memberikan sifat-sifat baik lainnya seperti ketahanan
korosi dan ketahanan aus.
Keberadaan Magnesium hingga 15,35% dapat menurunkan titik lebur
logam paduan yang cukup drastis, dari 660oC hingga 450oC. Namun, hal ini tidak
menjadikan Aluminium paduan dapat ditempa menggunakan panas dengan mudah
karena korosi akan terjadi pada suhu di atas 60oC. Keberadaan Magnesium juga
menjadikan logam paduan dapat bekerja dengan baik pada temperatur yang sangat
rendah, di mana kebanyakan logam akan mengalami failure pada temperatur
tersebut. Gambar diagram fasa Aluminium-Magnesium dapat dilihat pada gambar
2.2.
Gambar 2.2 Diagram fasa Paduan Al-Mg, temperatur vs persentase Mg
2.4 Pengecoran
2.4.1 Sejarah Pengecoran
Sejarah pengecoran dimulai ketika orang mengetahui bagaimana
mencairkan logam dan bagaimana membuat cetakan. Hal itu terjadi kira-kira
4.000 tahun sebelum Masehi, sedangkan tahun yang lebih tepat tidak diketahui.
Coran dibuat dari logam yang dicairkan, dituang ke dalam cetakan, kemudian
dibiarkan mendingin dan membeku.
Awal penggunaan logam oleh orang ialah ketika orang membuat perhiasan
dari emas atau perak tempaan, dan kemudian membuat senjata atau mata bajak
dengan menempa tembaga, hal itu dimungkinkan karena logam-logam ini terdapat
di alam dalam keadaan murni, sehingga dengan mudah orang menempanya.
Kemudian secara kebetulan orang menemukan tembaga mencair, selanjutnya
mengetahui cara untuk menuang logam cair kedalam cetakan, dengan demikian
untuk pertama kalinya orang dapat membuat coran yang berbentuk rumit. Coran
tersebut dibuat dari perunggu yaitu suatu paduan tembaga, timah dan timbal yang
titik cairnya lebih rendah dari titik cair tembaga.
Pengecoran perunggu di lakukan pertama di Mesopotamia, kira-kira 3000
tahun sebelum Masehi. Teknik ini diteruskan ke Asia Tengah, India dan Cina.
Kemudian teknik pengecoran Mesopotomia diteruskan juga ke Eropa pada tahun
1500 - 1400 sebelum Masehi. Baru pada abad ke 14 saja pengecoran besi kasar
dilakukan secara besar-besaran. Cara pengecoran pada zaman itu ialah
menuangkan secara langsung logam cair yang di dapat dari biji besi, ke dalam
cetakan, jadi tidak dengan jalan mencairkan kembali besi kasar seperti cara
sekarang. Coran paduan Aluminium dibuat pada akhir abad 19 setelah cara
pemurnian elektrolisasi ditemukan.
2.4.2 Teori Pengecoran
Pengecoran logam merupakan salah satu ilmu pengetahuan tertua yang
dipelajari oleh umat manusia. Ilmu pengecoran logam terus berkembang dengan
pesat. Berbagai macam metode pengecoran logam telah ditemukan dan terus
disempurnakan, diantaranya adalah centrifugal casting, investment casting, dan
membuat komponen dengan cara menuangkan bahan yang dicairkan ke dalam
cetakan. Bahan di sini dapat berupa metal maupun non-metal. Untuk mencairkan
bahan diperlukan furnace (dapur kupola). Furnace adalah sebuah dapur atau
tempat yang dilengkapi dengan heater (pemanas). Bahan padat dicairkan sampai
suhu titik cair dan dapat ditambahkan campuran bahan seperti chrome, silikon,
titanium, Aluminium dan lain-lain agar bahan menjadi lebih baik.
Aplikasi dari proses pengecoran sangat banyak salah satunya dapat
ditemukan dalam pembuatan komponen permesinan. Proses pengecoran dilakukan
melalui beberapa tahap mulai dari pembuatan cetakan, persiapan dan peleburan
logam, penuangan logam cair ke dalam cetakan, pembersihan coran dan proses
daur ulang pasir cetakan. Hasil pengecoran disebut dengan coran atau benda cor.
Proses pengecoran bisa dibedakan atas 2 yaitu proses pengecoran dan proses
pencetakan. Proses pengecoran tidak menggunakan tekanan sewaktu mengisi
rongga cetakan sedangkan proses pencetakan adalah logam cair ditekan agar
mengisi rongga cetakan. Cetakan untuk kedua proses ini berbeda dimana proses
pengecoran cetakan biasanya dibuat dari pasir sedangkan proses pencetakan,
cetakannya dibuat dari logam.
2.4.3 Proses Pengecoran
Proses pengecoran akan dihasilkan Aluminium dengan sifat-sifat yang
diinginkan. Aluminium murni memiliki sifat mampu cor dan sifat mekanis yang
tidak baik, maka dipergunakanlah Aluminium alloy untuk memperbaiki sifat
tersebut. Beberapa elemen alloy yang sering ditambahkan diantaranya Tembaga,
Magnesium, Mangan, Nikel, Silikon dan sebagainya.
Pada desain coran perlu dipertimbangkan beberapa hal sehingga diperoleh
hasil coran yang baik, yaitu bentuk dari pola harus mudah dibuat, cetakan dari
coran hendaknya mudah, cetakan tidak menyebabkan cacat pada coran.
Untuk membuat cetakan, dibutuhkan saluran turun yang mangalirkan
cairan logam kedalam rongga cetakan. Besar dan bentuknya ditentukan oleh
ukuran, tebalnya irisan dan macam logam dari coran. Selanjutnya diperlukan
penuangan. Karena kualitas coran tergantung pada saluran turun, penambah,
keadaan penuangan, maka penentuannya memerlukan pertimbangan yang teliti.
Sistem saluran adalah jalan masuk bagi cairan logam yang dituangkan ke
dalam rongga cetakan. Tiap bagian diberi nama, dari mulai cawan tuang dimana
logam cair dituangkan dari ladle, sampai saluran masuk ke dalam rongga cetakan.
Bagian-bagian tersebut terdiri dari: cawan tuang, saluran turun, pengalir, dan
saluran masuk.
a. Cawan tuang
Merupakan penerima yang menerima cairan logam langsung dari ladle.
Cawan tuang biasanya berbentuk corong atau cawan dengan saluran turun di
bawahnya. Cawan tuang harus mempunyai konstruksi yang tidak dapat
melakukan kotoran yang terbawa dalam logam cair dari ladle. Oleh karena itu
cawan tuang tidak boleh terlalu dangkal. Kalau perbandingan antara: H tinggi
logam cair dalam cawan tuang dan d diameter cawan, harganya terlalu kecil,
umpamanya kurang dari 3, maka akan terjadi pusaran-pusaran dan timbullah
kerak atau kotoran yang terapung pada permukaan logam cair. Karena itu
dalamnya cawan tuang sebaiknya dibuat sedalam mungkin. Sebaliknya kalau
terlalu dalam, penuangan menjadi sukar dan logam cair yang tersisa dalam cawan
tuang akan terlalu banyak sehingga tidak ekonomis. Oleh karena itu kedalaman
cawan tuang biasanya 5 sampai 6 kali diameter.
b. Saluran turun
Salurun turun adalah saluran yang pertama yang membawa cairan logam
dari cawan tuang kedalam pengalir dan saluran masuk. Saluran turun dibuat lurus
dan tegak dengan irisan berupa lingkaran. Kadang-kadang irisannya sama dari
atas sampai bawah, atau mengecil dari atas kebawah yang pertama dipakai kalau
dibutuhkan pengisian yang cepat dan lancar, sedangkan yang kedua dipakai
apabila diperlukan penahan kotoran sebanyak mungkin. Salurun turun dibuat
dengan melubangi cetakan dengan mempergunakan satu batang atau dengan
memasang bumbung tahan panas yang dibuat dari samot. Samot ini cocok untuk
membuat salurun turun yang panjang. Ukuran diameter saluran turun bervariasi,
c. Pengalir
Pengalir adalah saluran yang membawa logam cair dari saluran turun ke
bagian-bagian yang cocok pada cetakan. Pengalir biasanya mempunyai irisan
seperti trapesium atau setengah lingkaran sebab irisan demikian mudah dibuat
pada permukaan pisah, lagi pula pengalir mempunyai luas permukaan yang
terkecil untuk satu luas irisan tertentu, sehingga lebih efektif untuk pendinginan
yang lambat. Pengalir lebih baik sebesar mungkin untuk melambatkan
pendinginan logam cair. Logam cair dalam pengalir masih membawa kotoran
yang terapung, terutama pada permulaan penuangan sehingga harus
dipertimbangkan untuk membuang kotoran tersebut. Perpanjangan pemisah dibuat
pada ujung saluran pengalir agar logam cair yang pertama masuk akan mengisi
seluruh ruang pada cetakan, serta membuat kolam putaran pada saluran masuk
dan membuat saluran turun bantu.
d. Saluran Masuk
Saluran masuk adalah saluran yang mengisikan logam cair dari pengalir
kedalam rongga cetakan. Saluran masuk dibuat dengan irisan yang lebih kecil dari
pada irisan pengalir, agar dapat mencegah kotoran masuk kedalam rongga
cetakan. Bentuk irisan saluran masuk biasanya berupa bujur sangkar, trapesium,
segitiga atau setengah lingkaran yang membesar kearah rongga cetakan untuk
mencegah terkikisnya cetakan. Kadang-kadang irisannya diperkecil ditengah dan
diperbesar lagi kearah rongga. Pada pembongkaran saluran turun, irisan terkecil
ini mudah diputuskan sehingga mencegah kerusakan pada coran. Saluran masuk
dapat dilihat pada gambar 2.3.
Pada gambar 2.3 diatas terlihat posisi saluran masuk diletakkan disamping
saluran pengalir, tujuannya penghubung atau aliran cairan kedalam coran yang
akan dibentuk. Saluran masuk tidak bagus terlalu panjang, dapat mengakibatkan
penurunan temperatur ke dalam coran yang akan dibentuk.
2.4.4 Pembuatan Cetakan
Ada 2 jenis cetakan yang sering digunakan pada proses pengecoran, yaitu:
a. Cetakan Logam
Cetakan yang biasa digunakan pada pengecoran logam adalah cetakan
logam. Cetakan logam umumnya sering digunakan karena porositas yang terjadi
lebih sedikit bila dibandingkan dengan cetakan pasir. Pada penuangan, logam cair
mengalir melalui pintu cetakan, maka bentuk pintu cetakan harus dibuat
sedemikian rupa sehingga tidak mengganggu aliran logam cair. Pada umumnya
logam cair dituangkan dengan pengaruh gaya berat, walaupun dapat juga
dipergunakan tekanan pada logam cair selama atau setelah penuangan.
Pengecoran cetak adalah suatu cara pengecoran dimana logam cair ditekan ke
dalam cetakan logam dengan tekanan tinggi.
b. Cetakan Pasir
Cara ini dibuat dengan cara memadatkan pasir. Pasir yang dipakai adalah
pasir alam atau pasir buatan yang mengandung tanah lempung. Biasanya
dicampurkan pengikat khusus seperti air-kaca, semen, resin furan, resin fenol
(minyak pengering), dan bentonit karena penggunaan zat-zat tersebut memperkuat
cetakan atau mempermudah pembuatan cetakan.
Untuk membuat coran, harus dilakukan beberapa proses seperti pencairan,
pembuatan cetakan, penuangan, pembongkaran dan pembersihan coran. Untuk
mencairkan logam bermacam-macam dapur yang dipakai. Umumnya kupola
(dapur induksi frekwensi rendah) dipergunakan untuk besi cor, dapur busur listrik
(dapur induksi frekwensi tinggi) digunakan untuk baja tuang dan dapur krus untuk
paduan tembaga atau coran paduan ringan, karena dapur ini dapat memberikan
logam cair yang baik dan sangat ekonomis untuk logam-logam tersebut. Cetakan
2.5 Uji Tarik
Uji tarik termasuk dalam pengujian bahan yang paling mendasar.
Pengujiannya sangat sederhana dan sudah memiliki standarisasi di seluruh dunia
(Amerika ASTM E8 dan Jepang JIS 2241). Dengan melakukan uji tarik suatu
bahan, maka akan diketahui bagaimana bahan tersebut bereaksi terhadap energi
tarikan dan sejauh mana material itu bertambah panjang. Alat eksperimen untuk
uji tarik ini harus memiliki cengkeraman (grip) yang kuat dan kekakuan yang
tinggi (highly stiffness). Gambar mesin uji tarik dapat dilihat pada gambar 2.4.
Gambar 2.4 Mesin Uji Tarik (Tensile Test)
Bila gaya tarik terus diberikan kepada suatu bahan (logam) sampai putus,
maka akan didapatkan profil tarikan yang lengkap berupa kurva seperti
digambarkan pada Gambar 2.5. Kurva ini menunjukkan hubungan antara gaya
tarikan dengan perubahan panjang. Profil ini sangat diperlukan dalam desain yang
Gambar 2.5 Hasil dan kurva pengujian tarik
Hal paling penting dalam pengujian tarik adalah kemampuan maksimum
bahan tersebut dalam menahan beban. Kemampuan ini umumnya disebut
“Ultimate Tensile Strength” disingkat dengan UTS, atau Tegangan Tarik
Maksimum. Gambar spesimen uji tarik yang sesuai dengan standar E8 ASTM
volume 3 bisa dilihat pada gambar 2.6.
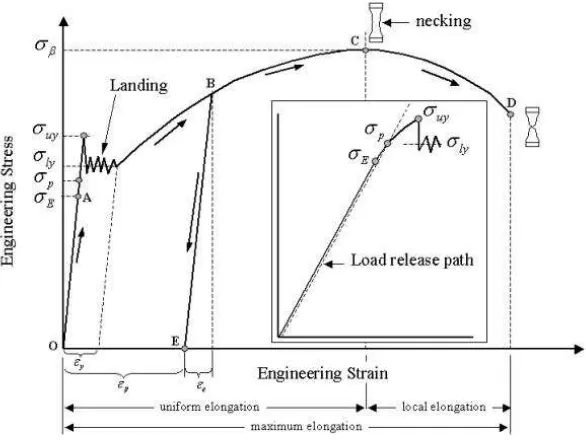
Detail profil uji tarik dan sifat mekanik logam dapat dilihat pada gambar
2.7.
Gambar 2.7 Profil data hasil uji tarik
(www.infometrik.com)
Analisa uji tarik dimulai dari titik O sampai D sesuai dengan arah panah
dalam gambar. Keterangannya dalah sebagai berikut:
• Batas Elastis σE (Elastic Limit)
Dalam Gambar 2.7. dinyatakan dengan titik A. Bila sebuah bahan diberi beban
sampai pada titik A, kemudian bebannya dihilangkan, maka bahan tersebut akan
kembali ke kondisi semula (tepatnya hampir kembali ke kondisi semula) yaitu
regangan “nol” pada titik O (lihat inset dalam Gambar 2.7.). Tetapi bila beban
ditarik sampai melewati titik A, hukum Hooke tidak lagi berlaku dan terdapat
perubahan permanen dari bahan. Terdapat konvensi batas regangan permamen
(permanent strain) sehingga masih disebut perubahan elastis yaitu kurang dari
0.02%, tetapi sebagian referensi menyebutkan 0.005%. Tidak ada standarisasi
yang universal mengenai nilai ini.
• Batas Proporsional σp (Proportional Limit)
Titik sampai dimana penerapan hukum Hooke masih bisa ditolerir. Tidak ada
standarisasi tentang nilai ini. Dalam praktek, biasanya batas proporsional sama
• Deformasi Plastis (Plastic Deformation)
Yaitu perubahan bentuk yang tidak kembali ke keadaan semula. Pada Gambar
2.7. yaitu bila bahan ditarik sampai melewati batas proporsional dan mencapai
daerah landing.
• Tegangan Luluh Atas σuy (Upper Yield Stress)
Tegangan maksimum sebelum bahan memasuki fase daerah landing peralihan
deformasi elastis ke plastis.
• Tegangan Luluh Bawah σly (Lower Yield Stress)
Tegangan rata-rata daerah landing sebelum benar-benar memasuki fase
deformasi plastis. Bila hanya disebutkan tegangan luluh (yield stress), maka
yang dimaksud adalah tegangan ini.
• Regangan Luluh εy (Yield Strain)
Regangan permanen saat bahan akan memasuki fase deformasi plastis.
• Regangan Elastis εe (Elastic Strain)
Regangan yang diakibatkan perubahan elastis bahan. Pada saat beban dilepaskan
regangan ini akan kembali ke posisi semula.
• Regangan Plastis εp (Plastic Strain)
Regangan yang diakibatkan perubahan plastis. Pada saat beban dilepaskan
regangan ini tetap tinggal sebagai perubahan permanen bahan.
• Regangan Total (Total Strain)
Merupakan gabungan regangan plastis dan regangan elastis, εT = εe+εp.
Perhatikan beban dengan arah OABE. Pada titik B, regangan yang ada adalah
regangan total. Ketika beban dilepaskan, posisi regangan ada pada titik E dan
besar regangan yang tinggal (OE) adalah regangan plastis.
• Tegangan Tarik Maksimum TTM (UTS, Ultimate Tensile Strength)
Pada Gambar 2.7. ditunjukkan dengan titik C (σβ), merupakan besar tegangan maksimum yang didapatkan dalam uji tarik.
• Kekuatan Patah (Breaking Strength)
Pada Gambar 2.7. ditunjukkan dengan titik D, merupakan besar tegangan
dimana bahan yang diuji putus atau patah.
Untuk hampir semua logam, pada tahap sangat awal dari uji tarik,
perubahan panjang bahan tersebut. Ini disebut daerah linier atau linear zone.
Tegangan yang terjadi adalah beban yang terjadi dibagi luas penampang bahan
dan regangan adalah pertambahan panjang dibagi panjang awal bahan. Atau
secara matematis dapat ditulis:
�= �
� …(2.1)
Dan
� =∆�
�0�
100% …(2.2)
Hubungan kedua persamaan ini adalah:
E =σ
ε …(2.3) Dimana :
� = Tegangan (MPa)
� = Regangan (%)
�1 = Panjang akhir (cm) �0 = Panjang awal (cm)
E = Modulus elastisitas (MPa)
Grafik tegangan-regangan Aluminium 1100 dapat dilihat pada gambar 2.8.
σyield
0.2%
Untuk hasil uji tarik yang tidak memiliki daerah linier dan landing yang
jelas, tegangan luluh biasanya didefinisikan sebagai tegangan yang menghasilkan
regangan permanen sebesar 0.2%, regangan ini disebut offset-strain.
Diagram tegangan-regangan bahan keramik dengan menggunakan uji
lentur mirip dengan hasil pengujian tarik untuk bahan logam (Aluminium).
Terdapat hubungan linear antara tegangan dan regangan. Nilai modulus elastisitas
bahan adalah slope (kemiringan) dari nilai tegangan regangan yang dihasilkan.
Diagram tegangan-regangan linier untuk deformasi elastis bahan dapat dilihat
pada gambar 2.9.
Gambar 2.9 Diagram tegangan-regangan linier untuk deformasi elastis bahan
(Callister, 2001)
Dalam bentuk matematis, persamaan dapat ditulis sebagai berikut:
� = ∆�
∆� …(2.4)
Dimana: E = Modulus Elastisitas bahan (MPa)
� = Tegangan (MPa)
Sifat mekanis (pada Tension) dari bahan dapat dilihat pada tabel 2.1.
Tabel 2.1 Sifat mekanis (pada Tension) bahan pada suhu kamar untuk jenis
logam paduan.
Gambar patahan spesimen hasil pengujian tarik untuk Aluminium dapat
dilihat pada gambar 2.10.
Gambar 2.10 Patahan hasil uji tarik dari Aluminium
2.6Metallography
Analisa mikro adalah suatu analisa mengenai struktur logam melalui
pembesaran dengan menggunakan mikroskop khusus metallography. Dengan
analisa mikro struktur, kita dapat mengamati bentuk dan ukuran kristal logam,
kerusakan logam akibat proses deformasi, proses perlakuan panas, dan perbedaan
komposisi.
Sifat-sifat logam terutama sifat mekanis dan sifat teknologis sangat
mempengaruhi dari mikro struktur logam dan paduannya. Struktur mikro dari
logam dapat diubah dengan jalan perlakuan panas ataupun dengan proses
perubahan bentuk (deformasi) dari logam yang akan diuji. Pengamatan
metallography dengan mikroskop optik dapat dibagi dua, yaitu metallography
makro yaitu pengamatan struktur dengan perbesaran 10-100 kali dan
metallography mikro yaitu pengamatan struktur dengan perbesaran diatas 100
kali.
Adapun gambar alat uji foto mikro dapat dilihat pada gambar 2.11.
Gambar 2.11 Alat Uji Foto Mikro (Mikroskop optic)
Gambar 2.11 adalah alat uji struktur mikro, yang fungsinya untuk
mengambil gambar dari spesimen yang di uji dengan ukuran 200 x pembesaran
(metallography).
Sebelum melakukan percobaan metallography terhadap suatu material,
terlebih dahulu harus ditentukan material logam apa yang akan diuji. Sebaiknya
percobaan dengan data mikro struktur yang sebenarnya dari suatu material yang
dijadikan benda uji. Adapun langkah-langkah yang harus dilakukan dalam
percobaan metallography ini adalah sebagai berikut:
a. Cutting (Pemotongan)
Pemilihan sampel yang tepat dari suatu benda uji studi mikroskopik
merupakan hal yang sangat penting. Pemilihan sampel tersebut didasarkan pada
tujuan pengamatan yang hendak dilakukan. Pada umumnya bahan komersil tidak
homogen, sehingga satu sampel yang diambil dari suatu volume besar tidak dapat
dianggap representatif. Pengambilan sampel harus direncanakan sedemikian
sehingga menghasilkan sampel yang sesuai dengan kondisi rata-rata bahan atau
kondisi di tempat-tempat tertentu (kritis), dengan memperhatikan kemudahan
pemotongan pula. Secara garis besar, pengambilan sampel dilakukan pada daerah
yang akan diamati mikrostruktur maupun makrostrukturnya.
Ada beberapa sistem pemotongan sampel berdasarkan media pemotong
yang digunakan, yaitu meliputi proses pematahan, pengguntingan, penggergajian,
pemotongan abrasi (abrasive cutter), gergaji kawat, dan EDM (Electric Discharge
Machining). Berdasarkan tingkat deformasi yang dihasilkan, teknik pemotongan
terbagi menjadi dua yaitu teknik pemotongan dengan deformasi yang besar,
menggunakan gerinda dan teknik pemotongan dengan deformasi kecil,
menggunakan low speed diamond saw. Sebagai contoh, untuk pengamatan
mikrostruktur material yang mengalami kegagalan, maka sampel diambil sedekat
mungkin pada daerah kegagalan (pada daerah kritis dengan kondisi terparah),
untuk kemudian dibandingkan dengan sampel yang diambil dari daerah yang jauh
dari daerah gagal. Perlu diperhatikan juga bahwa dalam proses memotong, harus
dicegah kemungkinan deformasi dan panas yang berlebihan. Oleh karena itu,
setiap proses pemotongan harus diberi pendinginan yang memadai.
b. Mounting
Spesimen yang berukuran kecil atau memiliki bentuk yang tidak beraturan
akan sulit untuk ditangani khususnya ketika dilakukan pengamplasan dan
pemolesan akhir. Sebagai contoh adalah spesimen yang berupa kawat, spesimen
penanganannya, maka spesimen-spesimen tersebut harus ditempatkan pada suatu
media (media mounting).
Secara umum syarat-syarat yang harus dimiliki bahan mounting adalah
sebagai berikut :
1. Bersifat inert (tidak bereaksi dengan material maupun zat etsa).
2. Sifat eksoterimis rendah.
3. Viskositas rendah.
4. Penyusutan linier rendah.
5. Sifat adhesi baik.
6. Memiliki kekerasan yang sama dengan sampel.
7. Flowabilitas baik, dapat menembus pori, celah dan bentuk ketidakteraturan
yang terdapat pada sampel.
8. Khusus untuk etsa elektrolitik dan pengujian SEM, bahan mounting harus
kondusif.
Media mounting yang dipilih haruslah sesuai dengan material dan jenis
reagen etsa yang akan digunakan. Pada umumnya mounting menggunakan
material plastik sintetik. Materialnya dapat berupa resin (castable resin) yang
dicampur dengan hardener, atau bakelit. Penggunaan castable resin lebih mudah
dan alat yang digunakan lebih sederhana dibandingkan bakelit, karena tidak
diperlukan aplikasi panas dan tekanan. Namun bahan castable resin ini tidak
memiliki sifat mekanis yang baik (lunak) sehingga kurang cocok untuk
material-material yang keras. Teknik mounting yang paling baik adalah menggunakan
thermosetting resin dengan menggunakan material bakelit. Material ini berupa
bubuk yang tersedia dengan warna yang beragam. Thermosetting mounting
membutuhkan alat khusus, karena dibutuhkan aplikasi tekanan (4200 lb/in2) dan
panas (1490˚C) pada mold saat mounting.
c. Grinding (Pengamplasan)
Sampel yang baru saja dipotong, atau sampel yang telah terkorosi
memiliki permukaan yang kasar. Permukaan yang kasar ini harus diratakan agar
pengamatan struktur mudah untuk dilakukan. Pengamplasan dilakukan dengan
mesh. Urutan pengamplasan harus dilakukan dari nomor mesh yang rendah
(hingga 150 mesh) ke nomor mesh yang tinggi (180 hingga 600 mesh). Ukuran
grit pertama yang dipakai tergantung pada kekasaran permukaan dan kedalaman
kerusakan yang ditimbulkan oleh pemotongan. Hal yang harus diperhatikan pada
saat pengamplasan adalah pemberian air. Air berfungsi sebagai pemidah geram,
memperkecil kerusakan akibat panas yang timbul yang dapat merubah struktur
mikro sampel dan memperpanjang masa pemakaian kertas amplas. Hal lain yang
harus diperhatikan adalah ketika melakukan perubahan arah pengamplasan, maka
arah yang baru adalah 450 atau 900 terhadap arah sebelumnya.
d. Polishing (Pemolesan)
Setelah diamplas sampai halus, sampel harus dilakukan pemolesan.
Pemolesan bertujuan untuk memperoleh permukaan sampel yang halus bebas
goresan dan mengkilap seperti cermin dan menghilangkan ketidak teraturan
sampel. Permukaan sampel yang akan diamati di bawah mikroskop harus
benar-benar rata. Apabila permukaan sampel kasar atau bergelombang, maka
pengamatan struktur mikro akan sulit untuk dilakukan karena cahaya yang datang
dari mikroskop dipantulkan secara acak oleh permukaan sampel. Tahap
pemolesan dimulai dengan pemolesan kasar terlebih dahulu kemudian dilanjutkan
dengan pemolesan halus.
Ada 3 metode pemolesan antara lain yaitu sebagai berikut:
1. Pemolesan Elektrolit Kimia
Hubungan rapat arus dan tegangan bervariasi untuk larutan elektrolit dan
material yang berbeda dimana untuk tegangan, terbentuk lapisan tipis pada
permukaan, dan hampir tidak ada arus yang lewat, maka terjadi proses etsa.
Sedangkan pada tegangan tinggi terjadi proses pemolesan.
2. Pemolesan Kimia Mekanis
Merupakan kombinasi antara etsa kimia dan pemolesan mekanis yang
dilakukan serentak di atas piringan halus. Partikel pemoles abrasif dicampur
3. Pemolesan Elektro Mekanis (Metode Reinacher)
Merupakan kombinasi antara pemolesan elektrolit dan mekanis pada piring
pemoles. Metode ini sangat baik untuk logam mulia, Tembaga, Kuningan, dan
Perunggu.
e. Etching (Etsa)
Etsa merupakan proses penyerangan atau pengikisan batas butir secara
selektif dan terkendali dengan pencelupan ke dalam larutan pengetsa baik
menggunakan listrik maupun tidak ke permukaan sampel sehingga detil struktur
yang akan diamati akan terlihat dengan jelas dan tajam. Untuk beberapa material,
mikrostruktur baru muncul jika diberikan zat etsa. Sehingga perlu pengetahuan
yang tepat untuk memilih zat etsa yang tepat, yaitu:
1. Etsa Kimia
Merupakan proses pengetsaan dengan menggunakan larutan kimia dimana zat
etsa yang digunakan ini memiliki karakteristik tersendiri sehingga
pemilihannya disesuaikan dengan sampel yang akan diamati. Contohnya antara
lain: nitrid acid / nital (asam nitrit + alkohol 95%), picral (asam picric +
alkohol), ferric chloride, hydroflouric acid, dan lain-lain. Perlu diingat bahwa
waktu etsa jangan terlalu lama (umumnya sekitar 4-30 detik), dan setelah dietsa, segera dicuci dengan air mengalir lalu dengan alkohol kemudian
dikeringkan dengan alat pengering.
2. Elektro Etsa (Etsa Elektrolitik)
Merupakan proses etsa dengan menggunakan reaksi elektro etsa. Cara ini
dilakukan dengan pengaturan tegangan dan kuat arus listrik serta waktu
pengetsaan. Etsa jenis ini biasanya khusus untuk stainless steel karena dengan
etsa kimia susah untuk mendapatkan detil strukturnya.
2.7Variabel Riset Dan Analisis
Sebelum peleburan dilakukan, terlebih dahulu ditentukan Aluminium yang
ingin dilebur. Pada penelitian ini ada 3 variasi yang dikerjakan. Peleburan pertama
Aluminium dibutuhkan sebanyak 2,75 kg dimana Magnesium yang akan dipadu
paduan Aluminium-Magnesium. Tetapi pada peleburan selanjutnya, kandungan
Magnesium yang akan dicampur bervariasi.
Pada peleburan pertama, total Aluminium-Magnesium yang akan dilebur 2,8 kg.
Aluminium 2,75 kg, jadi Magnesium yang dibutuhkan 50 gram. Perhitungannya
sebagai berikut:
Keterangan:
Aluminium: 2750 gram a = % Magnesium yang diinginkan
Magnesium: 50 gram
Solusi: 2750 x �
100 = 50
jadi, a = 50�100
2750
= 1,818%
Jadi hasil % Magnesium yang diinginkan pada percobaan ini adalah
1,818%, tetapi sering terjadi perbedaan hasil uji komposisi yang tidak sesuai
dengan variasi yang diinginkan pada paduan Aluminium-Magnesium ini.
Penyebabnya ialah pada waktu peleburan yang dilakukan banyak terdapat kotoran
pada cairan Aluminium. Maka sebaiknya menggunakan bahan kimia berupa fluks.
Fluks fungsinya ialah pembersih kotoran yang terkandung di dalam
Aluminium-Magnesium pada waktu dilebur. Sehingga pada waktu peleburan tidak
menghasilkan ampas/kotoran yang banyak. Demikian pula pada peleburan
selanjutnya untuk mendapatkan variasi paduan Aluminium-Magnesium yang
BAB III
METODOLOGI PENELITIAN
Bab ini berisikan metode yang digunakan untuk menyelesaikan
permasalahan pada skripsi ini. Penelitian ini terdiri dari beberapa tahapan yaitu:
Melakukan pembuatan spesimen uji tarik dengan menggunakan bahan
Aluminium-Magnesium, pengujian kekuatan tarik dan foto mikro.
3.1 Waktu dan Tempat
Waktu penelitian ini dimulai dari bulan Oktober 2011 sampai dengan
bulan Desember 2011. Tempat dilaksanakannya proses peleburan pada penelitian
ini adalah disebuah industri pengecoran logam yang berada di Jln. Krakatau
tepatnya Jln. Madiosantoso No. 45 C Kelurahan Pulau Brayan Darat I. Adapun
pengujian kekuatan tarik dan foto mikro dilaksanakan di Laboratorium Teknologi
Mekanik dan Laboratorium Metallurgy Departemen Teknik Mesin Fakultas
Teknik Universitas Sumatera Utara.
3.2 Bahan Dan Alat Penelitian 3.2.1 Bahan penelitian
Bahan yang digunakan dalam penelitian ini adalah:
a. Aluminium
Pada peleburan ini Aluminium yang digunakan adalah Aluminium sekrap
yang telah didaur ulang dan dibentuk menjadi batangan (ingot). Sebelum
dilakukan proses peleburan, Aluminium ini dipotong sesuai ukuran yang
diinginkan terlebih dahulu agar memudahkan proses peleburan. Adapun
Aluminium batangan bisa dilihat pada gambar 3.1 (a) dan Aluminium yang sudah
dipotong bisa dilihat pada gambar 3.1 (b).
(b)
Gambar 3.1 (a) Aluminium dalam bentuk batangan (b) Aluminium yang sudah
dipotong
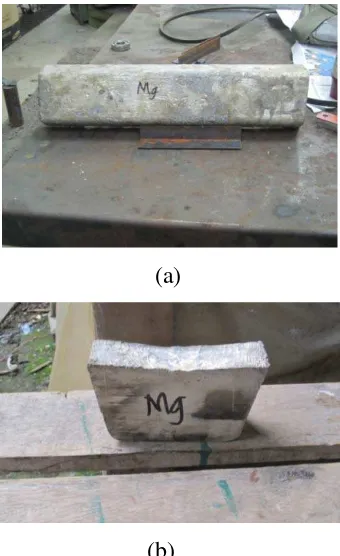
b. Magnesium
Pada peleburan ini, juga digunakan Magnesium dalam bentuk batangan
(ingot) yang akan dilebur dengan Aluminium ingot. Sebelum dilakukan proses
peleburan, Magnesium ini juga dipotong terlebih dahulu sesuai ukuran yang
diinginkan agar memudahkan proses peleburan. Magnesium batangan bisa dilihat
pada gambar 3.2 (a) dan Magnesium yang sudah dipotong bisa dilihat pada
gambar 3.2 (b).
(a)
(b)
Gambar 3.2 (a) Magnesium dalam bentuk batangan (b) Magnesium yang sudah
c. Kayu
Banyak sekali bahan bakar yang digunakan dalam proses peleburan di
dapur crucible, baik itu batubara, briket, kerosin, kayu maupun arang kayu. Kayu
merupakan bahan bakar pengganti kerosin. Selain harga yang lebih murah, kayu
juga dapat menghasilkan panas yang baik untuk peleburan. Bahan bakar (kayu)
dapat dilihat pada gambar 3.3.
Gambar 3.3 Bahan bakar (kayu)
3.2.2 Alat penelitian
a. Mesin Potong
Mesin potong digunakan untuk memotong Aluminium dan Magnesium
yang berbentuk batangan untuk mempermudah proses peleburan. Aluminium dan
Magnesium dipotong hingga menjadi potongan kecil agar dapat ditimbang sesuai
variasi yaang dikerjakan. Mesin potong dapat dilihat pada gambar 3.4.
b. Dapur Peleburan
Dapur lebur digunakan untuk sumber panas yang dihasilkan dari bahan
bakar berupa kayu bakar dan sebagai alat pelebur logam yang akan dilebur. Dapur
ini terbuat dari batu bata dan semen tahan api. Dapur peleburan dapat dilihat pada
gambar 3.5.
Gambar 3.5 Dapur Peleburan
c. Alat Uji Kekuatan Tarik
Alat uji kekuatan tarik digunakan untuk mengetahui kekuatan dari suatu
material yang telah dibentuk berdasarkan ukuran standar untuk pengujian tarik
(gambar 2.4).
d. Ladle
Ladle merupakan alat penuang dalam peleburan. Aluminium cair yang
memiliki suhu tinggi diambil dari dalam crucible dan dituangkan ke dalam
cetakan. Ukuran dari alat ini disesuaikan dengan volume cetakan dan
penggunanya. Ladle dapat dilihat pada gambar 3.6.
e. Crucible
Crucible adalah tempat yang digunakan untuk mencairkan Aluminium.
Akan lebih efisien jika diberikan penutup pada bagian atasnya. Dimensi dari
crucible ini juga bergantung pada volume cairan yang diinginkan. Crucible dapat
dilihat pada gambar 3.7.
Gambar 3.7 Crucible dan penutupnya
f. Blower
Blower digunakan untuk menjaga panas yang dihasilkan dari hasil
pembakaran arang. Tanpa alat ini, maka panas yang dihasilkan dari arang tidak
terdistribusi dengan baik dan panas yang dihasilkan tidak maksimal. Blower dapat
dilihat pada gambar 3.8.
g. Mesin Bubut
Mesin bubut digunakan untuk membentuk spesimen uji tarik. Hasil
cetakan dibentuk menggunakan mesin bubut untuk membentuk spesimen yang
akan diuji pada uji tarik agar ukuran pada spesimen sesuai dengan standar ASTM.
Mesin bubut dapat dilihat pada gambar 3.9.
Gambar 3.9 Mesin Bubut
h. Cetakan Logam
Cetakan logam ini berfungsi untuk menbentuk spesimen pada waktu
penuangan hasil pengecoran. Cetakan logam dapat dilihat pada gambar 3.10.
i. Mesin Polish
Mesin polish digunakan untuk meratakan permukaan benda uji yang akan
digunakan pada alat foto mikro. Dimana benda kerja harus dipolish secara
bertahap dengan kertas pasir yang telah disediakan hingga pemukaannya halus.
Mesin polish dapat dilihat pada gambar 3.11
Gambar 3.11 Mesin Polish
3.3Proses Peleburan
Pada proses peleburan Aluminium dilebur dengan penambahan unsur
Magnesium untuk kemudian dilakukan uji mekanis pada bahan tersebut.
Penambahan unsur Magnesium dilakukan terhadap Aluminium sesuai dengan
perbandingan yang diinginkan. Pada peleburan Magnesium ini dilakukan
beberapa tahap, yang setiap tahapnya ditambah beberapa persen (%) Magnesium.
Untuk mengetahui pengaruhnya maka dilakukan pengujian mekanis terhadap
Aluminium setelah ditambahkan Magnesium.
Cara pertama Aluminium di dapat dari sebuah industri peleburan
Aluminium, lalu dipotong hingga menjadi beberapa bagian menggunakan mesin
potong agar mempermudah proses peleburan (gambar 3.4). Kemudian Aluminium
terlebih dahulu dilebur hingga mencair pada temperatur 600-660 ˚C, setelah mencapai suhu diatas, Magnesium dimasukkan ke dalam cairan aluminium yang
Gambar 3.12 Proses peleburan Aluminium-Magnesium
Setelah proses peleburan antara Aluminium-Magnesium berlangsung,
maka akan dilakukan proses pengadukan agar campuran
Aluminium-Magnesiumnya merata. Seperti yang ditunjukkan pada gambar 3.13.
Gambar 3.13 Proses pengadukan Aluminium-Magnesium
Setelah dilakukan proses pengadukan, hasil peleburan antara Aluminium
-Magnesium dituang ke dalam cetakan logam. Seperti yang ditunjukkan pada
gambar 3.14.
Setelah proses penuangan Aluminium-Magnesium ke dalam cetakan,
maka cetakan dibuka untuk mengeluarkan spesimen hasil coran. Seperti yang
ditunjukkan pada gambar 3.15.
Gambar 3.15 Bentuk spesimen hasil coran
Setelah spesimen tersebut dikeluarkan, maka spesimen kemudian akan
dibersihkan untuk dimesin. Spesimen yang dimesin mempunyai standar ukuran
masing-masing dari setiap pengujian. Spesimen yang telah dimesin akan diuji
dengan menggunakan uji tarik (tensile test).
3.4Pegujian Tarik
Tujuan dilakukannya pengujian tarik adalah untuk mengetahui
kemampuan bahan tersebut menahan beban maksimum dan sejauh mana material
tersebut bertambah panjang. Pengujian tarik sudah mempunyai standar yang
sesuai, yaitu standar E8 ASTM volume 3.
3.4.1 Set Up Pengujian Tarik
Gambar set up pengujian tarik dapat dilihat pada gambar 3.16. Gambar ini
menerangkan nama dan kegunaan masing-masing bagian dari mesin uji tarik
Gambar 3.16 Set up pengujian tarik
Adapun keterangan gambar 3.16 diatas adalah:
a. Chuck berfungsi mengikat spesimen uji.
b. Spesimen uji
c. Hidrolik berfungsi menaik turunkan pencekam atas dan bawah.
d. Alat penunjuk beban berfungsi menunjukkan beban pada waktu pengujian.
e. Strain recorder berfungsi sebagai tempat diletakkannya kertas grafik.
f. Panel control berfungsi sebagai alat yang menghidupkan dan mematikan mesin
uji tarik.
g. Motor yang berfungsi untuk menggerakkan mesin uji tarik.
3.4.2 Prosedur Pengujian
Adapun prosedur pengujian pada pengujian tarik adalah sebagai berikut:
a. Spesimen dijepit pada chuck.
b. Kertas grafik diletakkan pada strain recorder.
c. Jarum pada load dial gouge diletakkan pada angka nol dan diberikan beban
pada spesimen hingga mencapai beban maksimum.
d. Pompa dihidupkan.
e. Motor memberikan beban pada hidrolik.
a b c
d
e
f
f. Hidrolik menggerakkan column naik ke atas.
g. Amati besarnya beban pada load dial gouge (alat penunjuk beban) yang
terhubung dengan strainrecorder sewaktu melakukan pengujian.
h. Setelah spesimen putus, maka pompa dimatikan.
3.5Pengujian Metallography
Tujuan dilakukannya pengujian metallography adalah untuk mengetahui
bentuk struktur mikro dari suatu material.
3.5.1 Set Up Pengujian Metallography
Gambar set up pengujian metallography dapat dilihat pada gambar 3.17.
Gambar 3.17 Set up pengujian metallography
Adapun keterangan gambar pada gambar 3.17 adalah sebagai berikut:
a. Alat untuk memperbesar zoom pada lensa optik.
b. Optik.
c. Alat untuk memutar spesimen pada kaca optik.
d. Alat untuk menggganti kaca optik.
e. Kaca Optik.
f. Spesimen.
a
b
e
3.5.2 Prosedur Pengujian
Adapun prosedur pengujian metallography adalah sebagai berikut:
a. Menyiapkan benda uji dengan menghaluskan pada spesimen benda yang akan
dilakukan pengujian.
b. Benda uji digosok dengan kertas amplas menggunakan mesin polish (gambar
3.11) diatas permukaan yang rata dan penggosokan dilakukan dengan
menggunakan kertas amplas tahan air yang dialiri air. Ukuran kertas amplas
yang digunakan adalah kekasaran 400, 800, 1000, dan 1500 permukaan yang
dihaluskan dengan amplas hanya satu permukaan saja.
c. Kemudian dibersihkan dan digosok menggunakan pasta poles (autosol) sampai
mengkilap kemudian menyiapkan alat etsa yang diperlukan yaitu : tabung
reaksi, gelas ukur dan pipet. Kemudian bahan yang dipergunakan yaitu:
Alkohol 96 %, 24 ml air, 5 ml nital dan 0,5 hf.
Larutan bahan etsa tersebut dicampur dan diaduk, lalu teteskan ke benda uji
selama ± 10 detik. Kemudian permukaan benda yang akan diuji dengan etsa
dibersihkan dengan cairan alkohol dan cuci benda uji dengan air bersih
kemudian keringkan.
d. Benda uji yang telah dietsa diletakkan diatas landasan (anvil) tegak lurus
dengan lensa mikroskop dan diambil gambar dengan pembesaran yang dipakai
200 X.
3.6 Diagram Alir Penelitian
Diagram alir penelitian menunjukkan proses yang dilakukan selama
peneltian. Langkah awal dari penelitian ini adalah mempelajari tentang paduan
Aluminium-Magnesium (studi literatur Al-Mg). Setelah itu dilanjutkan dengan
proses peleburan Aluminium-Magnesium. Setelah melakukan proses peleburan
Aluminium-Magnesium maka dilanjutkan dengan pencetakan spesimen. Setelah
pencetakan spesimen, maka akan dilakukan pengujian. Pengujian yang dilakukan
pada penelitian ini adalah pengujian tarik. Setelah dilakukan pengujian, maka
akan didapat data dari hasil pengujian tersebut. Setelah didapat data dari hasil
pengolahan data, maka selanjutnya akan dilakukan penulisan laporan. Setelah
penulisan laporan ini selesai, maka penelitian ini sudah selesai dilaksanakan.
Gambar diagram alir dapat dilihat pada gambar 3.18.
Gambar 3.18 Diagram alir penelitian Mulai
Studi Literatur Al-Mg
Peleburan Al dan Mg
Mencetak Spesimen
Pengujian
Data Pengujian
Pengolahan Data
Hasil
Laporan
Selesai
BAB IV
ANALISA DATA DAN PEMBAHASAN
4.1 Hasil Pembuatan Spesimen dari Proses Peleburan
Bentuk dari spesimen pengujian tarik sudah mempunyai standar dengan
meenggunakan standar dari Annual book of ASTM Vol.3 E8M-00b. Gambar
spesimen pengujian tarik dari paduan Aluminium-Magnesium dapat dilihat pada
gambar 4.1.
Gambar 4.1 Bentuk Spesimen Uji Tarik
4.2Hasil Pengujian
Hasil pengujian pada penelitian ini meliputi hasil pengujian tarik dan hasil
pengujian foto mikro.
4.2.1 Hasil Pengujian Tarik
Berikut adalah gambar dari kurva pengujian tarik:
a. Spesimen I Al 98% - Mg 2%
Dari kurva pengujian tarik spesimen I dengan variasi Al 98% - Mg 2%
terlihat beban ultimate (Pu) mempunyai nilai 1020 kgf, beban fracture (Pf)