PEMBUATAN PELAT PADUAN ALUMINIUM-MAGNESIUM
DAN ANALISIS VARIASI KAMPUH LAS PADA PADUAN
ALUMINIUM-MAGNESIUM AKIBAT BEBAN STATIK
DENGAN MENGGUNAKAN SOFTWARE ANSYS
WORKBENCH V 14.0
SKRIPSI
Skripsi Yang Diajukan Untuk Memenuhi Syarat Memperoleh Gelar Sarjana Teknik
SYAHRUL RAMADHAN NIM. 080401099
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
KATA PENGANTAR
Syukur Alhamdulilah saya ucapkan Kehadirat Allah SWT yang telah
memberikan nikmat kesehatan dan kesempatan sehingga tugas sarjana ini dapat
selesai. Tugas sarjana yang berjudul “PEMBUATAN PELAT PADUAN
ALUMINIUM-MAGNESIUM DAN ANALISIS VARIASI KAMPUH LAS
PADA PADUAN ALUMINIUM-MAGNESIUM AKIBAT BEBAN STATIK
DENGAN MENGGUNAKAN SOFTWARE ANSYS WORKBENCH V 14.0”
ini dimaksudkan sebagai salah satu syarat untuk menyelesaikan pendidikan
Sarjana Teknik Mesin Program Reguler di Departemen Teknik Mesin – Fakultas
Teknik, Universitas Sumatera Utara.
Selama pembuatan tugas sarjana ini dimulai dari penelitian sampai
penulisan, saya banyak mendapat bimbingan dan bantuan dari berbagai pihak.
Oleh karena itu, dalam kesempatan ini saya ingin menyampaikan ucapan
terimakasih kepada :
1. Kedua orangtuaku, Ayahanda Alm. Muhammad Jamil dan Ibunda tercinta
Neliwarti yang telah memberikan perhatian, do’a, nasehat dan dukungan baik
moril maupun materil, juga kepada kakakku Syafriani, S.Pd dan adikku
Wenni Syahfitri yang terus menerus memberikan dukungan selama
pembuatan tugas sarjana ini.
2. Bapak Prof. Dr. Ir. Bustami Syam, MSME, selaku dosen pembimbing Tugas
sarjana yang telah banyak membantu menyumbang pikiran dan meluangkan
waktunya dalam memberikan bimbingan dalam menyelesaikan tugas sarjana
3. Bapak Dr. Ing. Ir. Ikhwansyah Isranuri selaku ketua Departemen Teknik
Mesin, Fakultas Teknik Universitas Sumatera Utara.
4. Seluruh staf pengajar dan pegawai administrasi di Departemen Teknik Mesin,
yang telah banyak membantu dan memberikan ilmu selama perkuliahan.
5. Anggota dalam tim penelitian ini, Ikram dan Harry Pramana atas kerja sama
dan waktu yang diberikan sehingga laporan ini bisa terselesaikan.
6. Seluruh teman – teman stambuk 2008 yang telah banyak memberikan
bantuan baik selama perkuliahan maupun dalam pembuatan tugas sarjana ini.
Saya menyadari bahwa tugas sarjana ini masih jauh dari sempurna. Oleh
sebab itu, saran dan kritik dari pembaca sekalian sangat diharapkan demi
kesempurnaan skrispi ini. Semoga tugas sarjana ini bermanfaat dan berguna bagi
semua pihak.
Medan, Juli 2013
Syahrul Ramadhan
ABSTRAK
Aluminium merupakan unsur yang paling banyak digunakan di bidang teknologi, khususnya bidang transportasi. Permasalahan seputar pemakaian bahan bakar dan pengurangan berat komponen yang digunakan, telah membuat paduan aluminium-magnesium dalam industri ini sangat berkembang. Dengan mengurangi berat dari komponen yang digunakan maka konsumsi energi dalam hal penggunaan bahan bakar dan emisi gas buangnya juga dapat.. Pada penelitian ini dilakukan penambahan Magnesium kedalam Aluminium sesuai variasi yang dikerjakan yaitu 1,4% dan 2,2% , kemudian dilakukan simulasi dengan menggunakan software ansys dengan cara mendesign model menyerupai bentuk spesimen aslinya, dan memberikan perlakuan yang sama sesuai dengan pengujian secara eskperimental. Dengan menggunakan simulasi ansys ini, banyak parameter yang akan didapat. Pada simulasi ini dicari tegangan normal, tegangan maksimum dan regangan terhadap beban statik . Dari simulasi didapat untuk paduan Al 98%-Mg 1,4% dengan sudut kampuh 60o diperoleh tegangan normal sebesar 118,77 MPa . Pada paduan Al 98%-Mg 1,4% dengan sudut kampuh 90o diperoleh tegangan normal kampuh 90o diperoleh tegangan maksimum sebesar 132,67 MPa. Pada paduan Al 97%-Mg 2,2% dengan sudut kampuh 60o diperoleh tegangan maksimum sebesar 160,82 MPa. Pada paduan Al 97%-Mg 2,2% dengan sudut kampuh 90o diperoleh tegangan maksimum sebesar 145,35 MPa. Pada paduan Al 98%-Mg 1,4% dengan sudut kampuh 60o diperoleh regangan maksimum sebesar 0,0020302 mm. Pada paduan Al 98%-Mg 1,4%dengan sudut kampuh 90o diperoleh regangan maksimum sebesar 0,0021916 mm. Pada paduan Al 97%-Mg 2,2% dengan sudut kampuh 60o diperoleh regangan maksimum sebesar 0,00260201 mm. Pada paduan Al 97%-Mg 2,2% dengan sudut kampuh 90o diperoleh regangan maksimum sebesar 0,0023681 mm.
ABSTRACT
Aluminium is the most widely used elements in the field of technology, particularly in the field of transportation . Issues surrounding the fuel consumption and weight reduction components used, have made of aluminum-magnesium alloys in this highly developed industry. By reducing the weight of the components used , the consumption of energy in terms of fuel consumption and exhaust gas emissions can also. In this study, the addition of Aluminium Magnesium into corresponding variations done is 1.4 % and 2.2 %, then performed simulations using ansys software design models in a way resembles the shape of the original specimen , and gave the same treatment in accordance with the testing eskperimental . By using this ansys simulation , many parameters to be obtained . In this simulation searchable normal stress, maximum stress and strain to the static load. Of simulations obtained for alloy Al 98 %-Mg 1.4% at an angle of 60o hem obtained normal stress of 118.77 MPa. At the 98 % - Al alloys Mg 1.4 2.2% at an angle of 60o hem obtained maximum voltage of 160.82 MPa. At the 97 % - Al alloys Mg 2.2% at an angle of 90o hem obtained maximum voltage of 145.35 MPa. At the 98% - Al alloys Mg 1.4% at an angle of 60o hem obtained maximum strain of 0.0020302 mm . At the 98% - Al alloys Mg 1.4% at an angle of 90o hem obtained maximum strain of 0.0021916 mm . At the 97% - Al alloys Mg 2.2% at an angle of 60o hem obtained maximum strain of 0.00260201 mm . At the 97% - Al alloys Mg 2.2% at an angle of 90o hem obtained maximum strain of 0.0023681 mm.
DAFTAR ISI
2.3 Aluminium dan Paduan Aluminium ...10
2.4 Pengecoran ...13
2.4.1 Sejarah Pengecoran ...13
2.4.3 Proses Pengecoran ...16
3.4 Simulasi dengan menggunakan software Ansys Workbench v 14.0 .44 3.4.1 Sifat Fisik Material ...44
3.4.1.1 Menentukan Sifat Fisik ...44
3.4.1.2 Memasukkan Sifat Fisik ...45
3.4.2 Prosedur simulasi ...45
3.5 Kerangka Penelitian ...48
BAB 4 HASIL DAN PEMBAHASAN...51
4.3.1.2 Paduan Al 98%-Mg 1,4% dengan sudut
kampuh 90o ...56
4.3.1.3 Paduan Al 97%-Mg 2,2% dengan sudut kampuh 60o ...57
4.3.1.4 Paduan Al 97%-Mg 2,2% dengan sudut kampuh 90o ...59
BAB V KESIMPULAN DAN SARAN ...63
5.1 Kesimpulan ...63
5.2 Saran ...64
DAFTARTABEL
Halaman
Tabel 4.1 Hasil Komposisi ... 52
Tabel 4.2 Data hasil pengujian dengan cara simulasi akibat beban statik ... 61
Tabel 4.3 Data hasil pengujian dengan cara eksperimental dengan variasi
kampuh las pada paduan Al 98%-Mg 1,4% ... 61
Tabel 4.4 Data hasil pengujian dengan cara eksperimental dengan variasi
DAFTAR GAMBAR
Gambar 2.7 Diagram tegangan-regangan aluminium ... 23
Gambar 2.8 Pembebanan pada elemen tiga dimensi ... 26
Gambar 2.9 Pembebanan untuk tegangan normal... 28
Gambar 2.10 Tampilan Ansys Workbench V 14.0... 30
Gambar 3.1 Potongan aluminium ... 35
Gambar 3.12 Proses pengecoran aluminium-magnesium ... 42
Gambar 3.13 Proses pengadukan aluminium-magnesium ... 42
Gambar 3.14 Penuangan aluminium-magnesium ... 43
Gambar 3.15 Bentuk spesimen hasil coran ... 43
Gambar 3.16 Jendela Utama Ansys Workbench V 14.0 ... 45
Gambar 3.17 Jendela Engineering data Ansys Workbench V 14.0 ... 46
Gambar 3.18 Menginput gambar ... 46
Gambar 3.20 Menentukan fix support dan force ... 47
Gambar 4.11 Hasil simulasi tegangan maksimum pada paduan Al 98% - Mg 1,4% sudut kampuh 60o... 58
Gambar 4.12 Hasil simulasi regangan pada paduan Al 98% - Mg 1,4% sudut kampuh 60o ... 59
Gambar 4.13 Hasil simulasi tegangan normal pada paduan Al 98% - Mg 1,4% sudut kampuh 90o ... 60
Gambar 4.14 Hasil simulasi tegangan maksimum pada paduan Al 98% - Mg 1,4% sudut kampuh 90o ... 60
Gambar 4.15 Hasil simulasi regangan pada paduan Al 98% - Mg 1,4% sudut kampuh 90o ... 60
DAFTAR NOTASI
Simbol Nama Keterangan Satuan
ABSTRAK
Aluminium merupakan unsur yang paling banyak digunakan di bidang teknologi, khususnya bidang transportasi. Permasalahan seputar pemakaian bahan bakar dan pengurangan berat komponen yang digunakan, telah membuat paduan aluminium-magnesium dalam industri ini sangat berkembang. Dengan mengurangi berat dari komponen yang digunakan maka konsumsi energi dalam hal penggunaan bahan bakar dan emisi gas buangnya juga dapat.. Pada penelitian ini dilakukan penambahan Magnesium kedalam Aluminium sesuai variasi yang dikerjakan yaitu 1,4% dan 2,2% , kemudian dilakukan simulasi dengan menggunakan software ansys dengan cara mendesign model menyerupai bentuk spesimen aslinya, dan memberikan perlakuan yang sama sesuai dengan pengujian secara eskperimental. Dengan menggunakan simulasi ansys ini, banyak parameter yang akan didapat. Pada simulasi ini dicari tegangan normal, tegangan maksimum dan regangan terhadap beban statik . Dari simulasi didapat untuk paduan Al 98%-Mg 1,4% dengan sudut kampuh 60o diperoleh tegangan normal sebesar 118,77 MPa . Pada paduan Al 98%-Mg 1,4% dengan sudut kampuh 90o diperoleh tegangan normal kampuh 90o diperoleh tegangan maksimum sebesar 132,67 MPa. Pada paduan Al 97%-Mg 2,2% dengan sudut kampuh 60o diperoleh tegangan maksimum sebesar 160,82 MPa. Pada paduan Al 97%-Mg 2,2% dengan sudut kampuh 90o diperoleh tegangan maksimum sebesar 145,35 MPa. Pada paduan Al 98%-Mg 1,4% dengan sudut kampuh 60o diperoleh regangan maksimum sebesar 0,0020302 mm. Pada paduan Al 98%-Mg 1,4%dengan sudut kampuh 90o diperoleh regangan maksimum sebesar 0,0021916 mm. Pada paduan Al 97%-Mg 2,2% dengan sudut kampuh 60o diperoleh regangan maksimum sebesar 0,00260201 mm. Pada paduan Al 97%-Mg 2,2% dengan sudut kampuh 90o diperoleh regangan maksimum sebesar 0,0023681 mm.
ABSTRACT
Aluminium is the most widely used elements in the field of technology, particularly in the field of transportation . Issues surrounding the fuel consumption and weight reduction components used, have made of aluminum-magnesium alloys in this highly developed industry. By reducing the weight of the components used , the consumption of energy in terms of fuel consumption and exhaust gas emissions can also. In this study, the addition of Aluminium Magnesium into corresponding variations done is 1.4 % and 2.2 %, then performed simulations using ansys software design models in a way resembles the shape of the original specimen , and gave the same treatment in accordance with the testing eskperimental . By using this ansys simulation , many parameters to be obtained . In this simulation searchable normal stress, maximum stress and strain to the static load. Of simulations obtained for alloy Al 98 %-Mg 1.4% at an angle of 60o hem obtained normal stress of 118.77 MPa. At the 98 % - Al alloys Mg 1.4 2.2% at an angle of 60o hem obtained maximum voltage of 160.82 MPa. At the 97 % - Al alloys Mg 2.2% at an angle of 90o hem obtained maximum voltage of 145.35 MPa. At the 98% - Al alloys Mg 1.4% at an angle of 60o hem obtained maximum strain of 0.0020302 mm . At the 98% - Al alloys Mg 1.4% at an angle of 90o hem obtained maximum strain of 0.0021916 mm . At the 97% - Al alloys Mg 2.2% at an angle of 60o hem obtained maximum strain of 0.00260201 mm . At the 97% - Al alloys Mg 2.2% at an angle of 90o hem obtained maximum strain of 0.0023681 mm.
BAB 1
PENDAHULUAN
1.1Latar Belakang
Perkembangan teknologi di bidang industri, khususnya dalam industri
transportasi merupakan salah satu teknologi yang sangat pesat perkembangannya.
Permasalahan seputar pemakaian bahan bakar dan pengurangan berat komponen
yang digunakan, telah membuat penggunaan aluminium dan paduannya dalam
industri ini sangat berkembang. Dengan mengurangi berat dari komponen yang
digunakan maka konsumsi energi dalam hal penggunaan bahan bakar dan emisi
gas buangnya juga dapat dikurangi.
Aluminium dan paduannya merupakan salah satu logam yang paling banyak
digunakan oleh manusia. Lebih dari seperempat logam ini digunakan untuk
bidang industri transportasi seperti: mobil, bus, truk, kereta api, kapal dan
pesawat terbang. Penggunaan aluminium yang sangat luas karena logam ini
memiliki sifat ringan, tahan terhadap korosi dan penghantar listrik yang baik.
Akan tetapi penggunaan aluminium yang sangat luas ini juga akan mengakibatkan
timbulnya limbah yang dampaknya akan sangat berbahaya untuk lingkungan.
Selain itu, bahan dasar untuk membuat aluminium (alumina) sangat terbatas dan
pengolahannya memerlukan dana yang cukup besar. Oleh karena itu perlu
dilakukan daur ulang (recycle) dari limbah aluminium untuk digunakan sebagai
material teknik.
Salah satu cara daur ulang (recycle) adalah dengan proses pengecoran.
yang lebih baik lagi. Salah satu unsur yang paling baik untuk aluminium adalah
unsur magnesium, dimana hasil paduan dari kedua unsur ini memiliki sifat lebih
ringan dibandingkan dengan besi atau baja, memiliki ketahanan korosi dan
mampu mesin yang baik.
Proses pengecoran merupakan proses pembuatan manufaktur tertua yang
sampai saat ini masih terus diterapkan, keunggulan proses pengecoran adalah
kemampuannya untuk memproduksi komponen dengan bentuk kompleks secara
masal. Terdapat tiga bagian utama proses pengecoran, yang pertama proses
pembuatan cetakan pasir. Kedua adalah proses pembuatan inti dan yang ketiga
adalah proses peleburan logam. Dengan semakin canggihnya perkembangan
teknologi sekarang ini maka untuk mendapatkan hasil kekuatan dari paduan
Aluminium-Magnesium tersebut, kita dapat secara langsung menganalisanya
dengan menggunakan software Ansys Workbench V 14.0.
Salah satu alasan mengapa pada pesawat terbang paduan
Aluminium-Magnesium dilakukan gaya tarik adalah karena adanya gaya tekan yang diberikan
pada badan pesawat terbang, sehingga dengan adanya gaya tekan dari udara luar
maka akan menghasilkan gaya tarik pada bagian yang dalam pesawat terbang ini.
Dengan dilandasi latar belakang di atas peneliti mengajukan satu usulan
penelitian untuk membuat paduan Aluminium-Magnesium lalu dilakukan analisa
terhadap kekuatan tarik dengan menggunakan software Ansys Workbench V 14.0.
1.2Perumusan Masalah
Berdasarkan dari latar belakang tersebut penulis tertarik untuk melakukan
akan di simulasikan dengan menggunakan software Ansys Workbench V 14.0 untuk mendapatkan hasil dari kekuatan tarik. Sehingga akan diperoleh suatu
perbandingan antara pengujian tarik dengan hasil simulasinya.
1.3Tujuan Penelitian
1.3.1 Tujuan Umum
Tujuan umum dari penelitian ini adalah mendapatkan hasil dari paduan
Aluminium-Magnesium dan mendapatkan hasil simulasi variasi kampuh las pada
paduan Aluminium-Magnesium terhadap beban statik dengan menggunakan
software Ansys Workbench V 14.0.
1.3.2 Tujuan Khusus
1. Mendapatkan hasil pengecoran dari paduan Aluminium-Magnesium dengan
menggunakan metode pasir cetak.
2. Mendapatkan tegangan normal, tegangan maksimum dan regangan
maksimun yang terjadi pada variasi kampuh las pada paduan
Aluminium-Magnesium akibat beban statik dengan menggunakan sofware Workbench
Ansys V 14.0.
1.4 Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah:
1.Dapat memberikan informasi tentang proses pengecoran pada paduan
2.Dapat memberitahukan cara melakukan simulasi terhadap beban statik
dengan menggunakan software Ansys Workbench V 14.0.
1.5 Batasan Masalah
Untuk mendapatkan arah penelitian yang baik, maka perlu adanya batasan
masalah sebagai berikut:
1.Membuat paduan Aluminium-Magnesium dengan menggunakan metode
pasir cetak dengan kadar penambahan magnesium sebanyak 1,4% dan
2,2%.
2.Menggambar spesimen untuk disimulasikan dengan menggunakan software
SolidWorks.
3.Melakukan simulasi dengan menggunakan software Ansys Workbench V 14.0 terhadap beban statik.
1.6 Sistematika Penulisan
Sistematika penulisan disusun sedemikian rupa sehingga konsep penulisan
proposal menjadi berurutan dalam kerangka alur pemikiran yang mudah dan
praktis. Sistematika tersebut disusun dalam bentuk bab-bab yang saling berkaitan
satu sama lain yang terdiri dari 5 bab.
Bab 1 Pendahuluan, bab ini memberikan gambaran menyeluruh mengenai
Tugas Akhir yang meliputi, pembahasan tentang latar belakang, perumusan
masalah, tujuan, manfaat dan sistematika penulisan. Bab 2 Tinjauan Pustaka,
berisikan landasan teori dan studi literatur yang berkaitan dengan pokok
persoalan. Bab 3 Metodologi Penelitian, berisikan metode pengujian. Berisi juga
spesifikasi dari spesimen yang digunakan serta berisi langkah-langkah pengujian
yang digunakan dalam pengamatan. Bab 4 Hasil dan Pembahasan, berisikan
penyajian hasil yang diperoleh dari pengecoran paduan Aluminium-Magnesium
dan hasil simulasi terhadap beban statik dan dengan menggunakan software Ansys V 14.0. Bab 5 Kesimpulan dan Saran, berisikan jawaban dari tujuan penelitian. Daftar Pustaka, berisikan literatur yang digunakan sebagai refenrensi
dalam penulisan tugas akhir ini. Lampiran, merupakan lampiran data-data yang
diperoleh selama penelitian berupa form asli ataupun data yang bersumber dari
BAB 2
TINJAUAN PUSTAKA
2.1 Aluminium
2.1.1 Sejarah Aluminium
Aluminium diambil dari bahasa Latin: alumen, alum. Orang-orang Yunani
dan Romawi kuno menggunakan alum sebagai cairan penutup pori-pori dan bahan
penajam proses pewarnaan. Pada tahun 1787, Lavoisier menebak bahwa unsur ini
adalah Oksida logam yang belum ditemukan. Pada tahun 1761, de Morveau
mengajukan nama alumine untuk basa alum. Pada tahun 1827, Wohler disebut sebagai ilmuwan yang berhasil mengisolasi logam ini. Pada tahun 1807, Davy
memberikan proposal untuk menamakan logam ini Aluminum, walau pada
akhirnya setuju untuk menggantinya dengan Aluminium. Nama yang terakhir ini
sama dengan nama banyak unsur lainnya yang berakhir dengan “ium”.
C.M. Hall seorang berkebangsaan Amerika dan Paul Heroult
berkebangsaan Prancis, pada tahun 1886 mengolah Aluminium dari Alumina
dengan cara elektrolisa dari garam yang terfusi. Selain itu Karl Josep Bayer
seorang ahli kimia berkebangsaan Jerman mengembangkan proses yang dikenal
dengan nama proses Bayer untuk mendapat aluminium murni.
2.1.2 Sifat-Sifat Aluminium
Aluminim memilik beberapa sifat yang sangat menguntungkan, sehingga
aluminium banyak digunakan dalam dunia industri maupun transportasi seperti
Adapun sifat-sifat aluminum tersebut, yaitu:
1. Ringan
Memiliki bobot sekitar 1/3 dari bobot besi dan baja, atau tembaga dan
banyak digunakan dalam industri transportasi seperti angkutan udara.
2. Tahan terhadap korosi
Sifatnya durabel sehingga baik dipakai untuk lingkungan yang
dipengaruhi oleh unsur-unsur seperti air, udara, suhu dan unsur-unsur kimia
lainnya, baik di ruang angkasa atau bahkan sampai ke dasar laut.
3. Kuat
Aluminium memiliki sifat yang kuat terutama bila dipadu dengan
logam lain. Digunakan untuk pembuatan komponen yang memerlukan
kekuatan tinggi seperti: pesawat terbang, kapal laut, bejana tekan, kendaraan
dan lain-lain.
4. Mudah dibentuk
Proses pengerjaan Aluminium mudah dibentuk karena dapat
disambung dengan logam/material lainnya dengan pengelasan, brazing, solder, adhesive bonding, sambungan mekanis, atau dengan teknik penyambungan lainnya.
5. Konduktor listrik
Aluminium dapat menghantarkan arus listrik dua kali lebih besar jika
dibandingkan dengan tembaga. Karena Aluminium tidak mahal dan ringan,
maka Aluminium sangat baik untuk kabel-kabel listrik overhead maupun
bawah tanah
Sifat ini sangat baik untuk penggunaan pada mesin-mesin/alat-alat
pemindah panas sehingga dapat memberikan penghematan energi.
7. Memantulkan sinar dan panas
Aluminium dapat dibuat sedemikian rupa sehingga memiliki
kemampuan pantul yang tinggi yaitu sekitar 95% dibandingkan dengan
kekuatan pantul sebuah cermin. Sifat pantul ini menjadikan Aluminium
sangat baik untuk peralatan penahan radiasi panas.
Sifat bahan korosi dari aluminium diperoleh karena terbentuknya lapisan
aluminium oksida (Al2O3) pada permukaan aluminium. Lapisan ini membuat
aluminum tahan terhadap korosi. Aluminium umumnya melebur pada temperatur
±600o C.
Aluminium merupakan bahan baku yang mudah diperoleh, mempunyai
produksi yang unggul, sifat mekanik dan sifat fisik yang menguntungkan dan
harga relative murah. Dalam meningkatkan sifat mekanik aluminium terutama
kekuatan tariknya maka dapat dilakukan perpaduan dengan unsur Tembaga (Cu),
Besi (Fe), Magnesium (Mg), Seng (Zn), Silikon (Si). Aluminium dapat dilihat
pada gambar 2.1.
Gambar 2.1 Aluminium
2.2 Magnesium
2.2.1 Sejarah Magnesium
Magnesium berasal dari bahasa Yunani "Magnesia", yang merupakan
daerah di Thessalia. Informasi sejarah magnesium ditemukan oleh Sir Humphrey
Davy pada tahun 1755 di Inggris. Magnesium merupakan elemen terbanyak
kedelepan di kerak bumi. Ia tidak muncul tersendiri, tapi selalu ditemukan dalam
jumlah deposit yang banyak dalam bentuk magnesite, dolomite dan mineral-mineral lainnya.
Paduan Magnesium merupakan logam yang paling ringan dalam hal berat
jenisnya. Magnesium mempunyai sifat yang cukup baik seperti alumunium, hanya
saja tidak tahan terhadap korosi. Magnesium tidak dapat dipakai pada suhu diatas
150°C karena kekuatannya akan berkurang dengan naiknya suhu. Sedangkan pada
suhu rendah kekuatan magnesium tetap tinggi. Magnesium dapat dilihat pada
gambar 2.2.
Gambar 2.2 Magnesium
Magnesium dan paduannya lebih mahal daripada alumunium atau baja dan
hanya digunakan untuk industri pesawat terbang, kapal, alat potret, teropong, suku
cadang mesin dan untuk peralatan mesin yang berputar dengan cepat dimana
diperlukan nilai inersia yang rendah.
2.2.2 Sifat-Sifat Magnesium
Magnesium merupakan logam yang ringan, putih keperak-perakan dan
cukup kuat. Ia mudah ternoda di udara, dan magnesium yang terbelah-belah
secara halus dapat dengan mudah terbakar di udara dan mengeluarkan lidah api
putih yang menakjubkan.
Magnesium digunakan di fotografi, flares, pyrotechnics, termasuk incendiary bombs. Ia sepertiga lebih ringan dibanding aluminium dan dalam campuran logam digunakan sebagai bahan konstruksi pesawat dan missile. Logam
ini memperbaiki karakter mekanik, fabrikasi dan las aluminium ketika digunakan
sebagai alloying agent. Magnesium digunakan dalam memproduksi grafit dalam cast iron, dan digunakan sebagai bahan tambahan conventional propellants. Ia juga digunakan sebagai agen pereduksi dalam produksi uranium murni dan
logam-logam lain dari garam-garamnya. Hidroksida (milk of magnesia), klorida,
sulfat (Epsom salts) dan sitrat digunakan dalam kedokteran. Magnesite digunakan
untuk refractory, sebagai batu bata dan lapisan di tungku-tungku pemanas.
2.3 Aluminium dan Paduan Aluminium
Aluminium dan paduan aluminium termasuk logam ringan yang
listrik yang cukup baik. Logam ini dipakai secara luas dalam bidang kimia ,
listrik, bangunan, transportasi dan alat-alat penyimpanan. Kemajuan akhir-akhir
ini dalam teknik pengelasan busur listrik dengan gas mulia menyebabkan
pengelasan aluminium dan paduannya menjadi sederhana dan dapat dipercaya.
Karena hal ini maka penggunaan aluminium dan paduannya di dalam banyak
bidang telah berkembang.
Paduan aluminium dapat diklasifikasikan dalam tiga cara, yaitu
berdasarkan pembuatan, dengan klasifikasi paduan cor dan paduan tempa,
berdasarkan perlakuan panas dengan klasifikasi, dapat dan tidak dapat
diperlaku-panaskan dan cara yang ketiga yaitu berdasarkan unsur-unsur paduan.
Berdasarkan klasifikasi ketiga ini aluminium dibagi dalam tujuh jenis yaitu: jenis
Al murni, Al-Cu, Al-Mn, Al-Si, Al-Mg, Al-Mg-Si, Al-Zn.
1.Al-murni teknik (seri 1000)
Jenis ini adalah aluminium dengan kemurnian antara 99,0% dan
99,9%. Aluminium dalam seri ini di samping sifatnya yang baik dalam
tahan karat, konduksi panas dan konduksi listrik juga memiliki sifat yang
memuaskan dalam mampu-las dan mampu-potong. Hal yang kurang baik
adalah kekuatannya yang rendah.
2.Paduan Al-Cu (seri 2000)
Jenis paduan Al-Cu adalah jenis yang dapat diperlaku-panaskan,
dengan melalui pengerasan endap atau penyepuhan sifat mekanik paduan
ini dapat menyamai sifat dari baja lunak, tetapi daya tahan korosinya
rendah bila dibanding dengan jenis paduan yang lainnya. Sifat
digunakan pada konstruksi keling dan banyak sekali digunakan dalam
konstruksi pesawat terbang seperti duralumin (2017) dan super duralumin
(2024).
3.Paduan Al-Mn (seri 3000)
Jenis paduan ini adalah jenis yang tidak dapat diperlaku-panaskan
sehingga penaikan kekuatannyahanya dapat diusahakan melalui
pengerjaan dingin dalam proses pembuatannya. Bila dibandingkan dengan
jens Al-murni paduan ini mempunyai sifat yang sama dalam hal tahan
korosi, mampu potong dan mampu lasnya. Dalam hal kekuatan jenis
paduan ini lebih unggul dari pada jenis Al-murni.
4.Paduan Al-Si (seri 4000)
Jenis paduan ini adalah jenis yang tidak dapat diperlaku-panaskan.
Jenis ini dalam keadaan cair mempunyai sifat mampu alir yang baik dan
dalam prose pembekuannya hampir tidak terjadi retak. Karena
sifat-sifatnya, maka paduan jenis Al-Si banyak digunakan sebagai bahan atau
logas las dalam pengelasan paduan aluminium baik paduan cor maupun
paduan tempa.
5.Paduan Al-Mg (seri 5000)
Jenis paduan ini termasuk paduan yang tidak dapat
diperlaku-panaskan, teapi mempunyai sifat yang baik dalam daya tahan korosi,
terutama korosi oleh air laut, dan dalam sifat mampu-lasnya. Paduan
aluminium-magnesium banyak digunakan tidak hanya dalam konstruksi
umum, tetapi juga untuk tangki-tangki penyimpanan gas alam cair dan
6.Paduan Al-Mg-Si (seri 6000)
Jenis paduan ini termasuk dalam jenis yang dapat
diperlaku-panaskan dan mempunyai sifat mampu potong, mampu las dan daya tahan
korosi yang cukup. Sifat yang kurang baik dari paduan ini adalah terjadi
pelunakan pada daerah las sebagai akibat dari panas pengelasan yang
timbul.
7.Paduan Al-Zn (seri 7000)
Jenis paduan ini termasuk jenis yang dapat diperlaku-panaskan.
Biasanya kedalam paduan pokok Al-Zn ditambahkan Mg, Cu, Cr.
Kekuatan tarik yang dapat dicapai lebih dari 50 kg/mm2, sehingga paduan
ini dinamakan juga ultra duralumin. Berlawanan dengan kekuatan
tariknya, sifat mampu-las dan daya tahannya terhadap korosi kurang
menguntungkan. Dalam waktu akhir-akhir ini paduan Al-Zn-Mg mulai
banyak digunakan dalam kontruksi, karena jenis ini mempunyai sifat
mampu las dan daya tahan korosi yang lebih baik dari pada paduan dasar
Al-Zn. Di samping itu juga pelunakan pada daerah las dapat mengeras
kembali karena pengerasan alamiah.
2.4 Pengecoran
2.4.1 Sejarah Pengecoran
Pemanfaatan logam dimulai sejak manusia menemukan tembaga dalam
keadaan murni di alam. Tembaga itu kemudian dimanfaatkan untuk membuat
bentuk-bentuk tertentu dengan cara ditempa. Dengan cara itu dibuat alat-alat
Kemudian, orang mengetahui tembaga mencair pada suhu tinggi dan
selanjutnya mengetahui cara menuangkan logam kedalam cetakan. Sejak itu
dimulailah era pengecoran logam sebagai salah satu cara untuk menghasilkan
sesuatu. Hal itu terjadi kira-kira 4000 tahun Sebelum Masehi. Itulah yang
menandai era perubahan peradaban manusia, dari era zaman batu (stone age) ke
era zaman baja (iron age). Pada zaman itu juga orang mengenal perunggu, yaitu
campuran antara logam tembaga, timah dan timbal.
Melalui proses pengecoran, orang dapat membuat barang dengan
bentuk-bentuk yang lebih kompleks, seperti perabot rumah tangga, perhiasan dan alat-alat
pertanian. Pengecoran pertama kali dilakukan di Mesopotamia pada 3000 tahun
sebelum masehi. Teknik ini kemudian menyebar ke Eropa, Asia Tengah, Cina dan
India. Proses pengecoran dapat dilihat pada gambar 2.3.
Gambar 2.3 Proses pengecoran
Sumber: (http://v-images2.antarafoto.com/gec/pengecoran-aluminium-01.jpg)
Pada abad ke 14, orang memulai proses pencairan logam melalui ekstraksi
dari dapur ekstraksi. Dewasa ini, besi yang keluar dari dapur tinggi baru berupa
besi kasar, yang masih perlu dicairkan lagi untuk proses lebih lanjut. Cetakan
pada masa dahulu, dibuat dari batu yang dipahat, dipadu dengan pasir, batu
gamping dan tanah liat.
2.4.2 Teori Pengecoran
Pengecoran logam merupakan salah satu ilmu pengetahuan tertua yang
dipelajari oleh umat manusia. Ilmu pengecoran logam terus berkembang dengan
pesat. Berbagai macam metode pengecoran logam telah ditemukan dan terus
disempurnakan, diantaranya adalah centrifugal casting, investment casting, dan sand casting serta masih banyak lagi metode-metode lainnya. Pengecoran adalah membuat komponen dengan cara menuangkan bahan yang dicairkan ke dalam
cetakan. Bahan di sini dapat berupa metal maupun non-metal. Untuk mencairkan bahan diperlukan furnace (dapur kupola). Furnace adalah sebuah dapur atau tempat yang dilengkapi dengan heater (pemanas). Bahan padat dicairkan sampai suhu titik cair dan dapat ditambahkan campuran bahan seperti chrome, silikon, titanium, aluminium dan lain-lain agar bahan menjadi lebih baik.
Aplikasi dari proses pengecoran sangat banyak salah satunya dapat
ditemukan dalam pembuatan komponen permesinan. Proses pengecoran dilakukan
melalui beberapa tahap mulai dari pembuatan cetakan, persiapan dan peleburan
logam, penuangan logam cair ke dalam cetakan, pembersihan coran dan proses
daur ulang pasir cetakan. Hasil pengecoran disebut dengan coran atau benda cor.
Proses pengecoran bisa dibedakan atas 2 yaitu proses pengecoran dan proses
rongga cetakan sedangkan proses pencetakan adalah logam cair ditekan agar
mengisi rongga cetakan. Cetakan untuk kedua proses ini berbeda dimana proses
pengecoran cetakan biasanya dibuat dari pasir sedangkan proses pencetakan,
cetakannya dibuat dari logam.
2.4.3 Proses Pengecoran
Proses pengecoran akan dihasilkan aluminium dengan sifat-sifat yang
diinginkan. Aluminium murni memiliki sifat mampu cor dan sifat mekanis yang
tidak baik, maka dipergunakanlah aluminium alloy untuk memperbaiki sifat tersebut. Beberapa elemen alloy yang sering ditambahkan diantaranya: Tembaga, Magnesium, Mangan, Nikel, Silikon dan sebagainya.
Pada desain coran perlu dipertimbangkan beberapa hal sehingga diperoleh
hasil coran yang baik, yaitu bentuk dari pola harus mudah dibuat, cetakan dari
coran hendaknya mudah, cetakan tidak menyebabkan cacat pada coran.
Untuk membuat cetakan, dibutuhkan saluran turun yang mangalirkan cairan
logam kedalam rongga cetakan. Besar dan bentuknya ditentukan oleh ukuran,
tebalnya irisan dan macam logam dari coran. Selanjutnya diperlukan penentuan
keadaan-keadaan penuangan seperti temperatur penuangan dan laju penuangan.
Karena kualitas coran tergantung pada saluran turun, penambah, keadaan
penuangan, maka penentuannya memerlukan pertimbangan yang teliti.
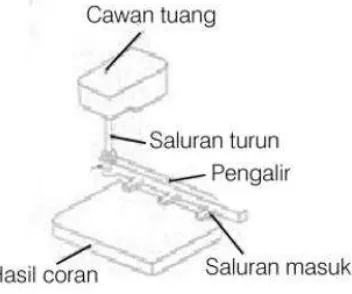
Sistem saluran adalah jalan masuk bagi cairan logam yang dituangkan ke
dalam rongga cetakan. Tiap bagian diberi nama, dari mulai cawan tuang dimana
Bagian-bagian tersebut terdiri dari: cawan tuang, saluran turun, pengalir, dan
saluran masuk.
1.Cawan tuang
Merupakan penerima yang menerima cairan logam langsung dari
ladle. Cawan tuang biasanya berbentuk corong atau cawan dengan saluran turun di bawahnya. Cawan tuang harus mempunyai konstruksi yang tidak
dapat melakukan kotoran yang terbawa dalam logam cair dari ladle. Oleh
karena itu cawan tuang tidak boleh terlalu dangkal. Kalau perbandingan
antara: H tinggi logam cair dalam cawan tuang dan d diameter cawan, harganya terlalu kecil, umpamanya kurang dari 3, maka akan terjadi
pusaran-pusaran dan timbullah kerak atau kotoran yang terapung pada
permukaan logam cair. Karena itu dalamnya cawan tuang sebaiknya dibuat
sedalam mungkin. Sebaliknya kalau terlalu dalam, penuangan menjadi
sukar dan logam cair yang tersisa dalam cawan tuang akan terlalu banyak
sehingga tidak ekonomis. Oleh karena itu kedalaman cawan tuang
biasanya 5 sampai 6 kali diameter.
2.Saluran turun
Salurun turun adalah saluran yang pertama yang membawa cairan
logam dari cawan tuang kedalam pengalir dan saluran masuk. Saluran
turun dibuat lurus dan tegak dengan irisan berupa lingkaran.
Kadang-kadang irisannya sama dari atas sampai bawah, atau mengecil dari atas
kebawah yang pertama dipakai kalau dibutuhkan pengisian yang cepat dan
lancar, sedangkan yang kedua dipakai apabila diperlukan penahan kotoran
dengan mempergunakan satu batang atau dengan memasang bumbung
tahan panas yang dibuat dari samot. Samot ini cocok untuk membuat
salurun turun yang panjang. Ukuran diameter saluran turun bervariasi,
tergantung dari berat coran.
3.Pengalir
Pengalir adalah saluran yang membawa logam cair dari saluran
turun ke bagian-bagian yang cocok pada cetakan. Pengalir biasanya
mempunyai irisan seperti trapesium atau setengah lingkaran sebab irisan
demikian mudah dibuat pada permukaan pisah, lagi pula pengalir
mempunyai luas permukaan yang terkecil untuk satu luas irisan tertentu,
sehingga lebih efektif untuk pendinginan yang lambat. Pengalir lebih baik
sebesar mungkin untuk melambatkan pendinginan logam cair. Logam cair
dalam pengalir masih membawa kotoran yang terapung, terutama pada
permulaan penuangan sehingga harus dipertimbangkan untuk membuang
kotoran tersebut. Perpanjangan pemisah dibuat pada ujung saluran pengalir
agar logam cair yang pertama masuk akan mengisi seluruh ruang pada
cetakan, serta membuat kolam putaran pada saluran masuk dan membuat
saluran turun bantu.
4.Saluran Masuk
Saluran masuk adalah saluran yang mengisikan logam cair dari
pengalir kedalam rongga cetakan. Saluran masuk dibuat dengan irisan
yang lebih kecil dari pada irisan pengalir, agar dapat mencegah kotoran
masuk kedalam rongga cetakan. Bentuk irisan saluran masuk biasanya
membesar kearah rongga cetakan untuk mencegah terkikisnya cetakan.
Kadang-kadang irisannya diperkecil ditengah dan diperbesar lagi kearah
rongga. Pada pembongkaran saluran turun, irisan terkecil ini mudah
diputuskan sehingga mencegah kerusakan pada coran. Bagian dari proses
pengecoran dapat dilihar pada gambar 2.4.
Gambar 2.4 Bagian proses pengecoran
Sumber : (http://2.bp.blogspot.com/teknik+pengecoran+logam-1.jpg)
Pada gambar 2.4. diatas terlihat posisi saluran masuk diletakkan disamping
saluran pengalir, tujuannya penghubung atau aliran cairan kedalam coran yang
akan dibentuk. Saluran masuk tidak bagus terlalu panjang, dapat mengakibatkan
penurunan temperatur ke dalam coran yang akan dibentuk.
2.4.4 Pembuatan Cetakan
Ada 2 jenis cetakan yang sering digunakan pada proses pengecoran, yaitu:
1.Cetakan Logam
Cetakan yang biasa digunakan pada pengecoran logam adalah
cetakan logam. Cetakan logam umumnya sering digunakan karena
bentuk pintu cetakan harus dibuat sedemikian rupa sehingga tidak
mengganggu aliran logam cair. Pada umumnya logam cair dituangkan
dengan pengaruh gaya berat, walaupun dapat juga dipergunakan tekanan
pada logam cair selama atau setelah penuangan. Pengecoran cetak adalah
suatu cara pengecoran dimana logam cair ditekan ke dalam cetakan logam
dengan tekanan tinggi. Cetakan logam dapat dilihat pada gambar 2.5.
Gambar 2.5 Cetakan Logam
Sumber : (http://www.wafiqmt.com/wp-content/uploads/2011/12/ireko-1.jpg)
2.Cetakan Pasir
Cara ini dibuat dengan cara memadatkan pasir. Pasir yang dipakai
adalah pasir alam atau pasir buatan yang mengandung tanah lempung.
Biasanya dicampurkan pengikat khusus seperti air-kaca, semen, resin
furan, resin fenol (minyak pengering), dan bentonit karena penggunaan zat-zat tersebut memperkuat cetakan atau mempermudah pembuatan
Gambar 2.6 Cetakan Pasir
Sumber : (http://elmuhandis.files.wordpress.com/2013/04/cetakan.jpg)
Untuk membuat coran, harus dilakukan beberapa proses seperti pencairan,
pembuatan cetakan, penuangan, pembongkaran dan pembersihan coran. Untuk
mencairkan logam bermacam-macam dapur yang dipakai. Umumnya kupola
(dapur induksi frekwensi rendah) dipergunakan untuk besi cor, dapur busur listrik
(dapur induksi frekwensi tinggi) digunakan untuk baja tuang dan dapur krus untuk
paduan tembaga atau coran paduan ringan, karena dapur ini dapat memberikan
logam cair yang baik dan sangat ekonomis untuk logam-logam tersebut. Cetakan
pasir jarang digunakan karena kemungkinan terjadinya porositas lebih besar.
2.5 Pengelasan
Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah
ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan
dalam keadaan lumer atau cair. Dengan kata lain, las merupakan sambungan
Pengelasan dapat juga diartikan dengan proses penyambungan dua
buah logam sampai titik rekristalisasi logam, dengan atau tanpa
menggunakan bahan tambah dan menggunakan energi panas sebagai pencair
bahan yang dilas. Pengelasan juga dapat diartikan sebagai ikatan tetap dari
benda atau logam yang dipanaskan.
Mengelas bukan hanya memanaskan dua bagian benda sampai
mencair dan membiarkan membeku kembali, tetapi membuat lasan yang utuh
dengan cara memberikan bahan tambah atau elektroda pada waktu dipanaskan
sehingga mempunyai kekuatan seperti yang dikehendaki. Kekuatan
sambungan las dipengaruhi beberapa faktor antara lain: prosedur pengelasan,
bahan, elektroda dan jenis kampuh yang digunakan.
Teknik pengelasan secara sederhana telah diketemukan dalam rentang
waktu antara 4000 sampai 3000 SM. Setelah energi listrik dipergunakan dengan
mudah, teknologi pengelasan maju dengan pesatnya sehingga menjadi sesuatu
teknik penyambungan yang mutakhir. Hingga saat ini telah dipergunakan lebih
dari 40 jenis pengelasan.
2.6 Uji Tarik
Proses pengujian tarik bertujuan untuk mengetahui kekuatan tarik
benda uji. Pengujian tarik untuk kekuatan tarik daerah las dimaksudkan untuk
mengetahui apakan kekuatan las mempunyai nilai yang sama, lebih rendah
atau lebih tinggi dari kelompok raw materials. Pengujian tarik untuk kualitas kekuatan tarik dimaksudkan untuk mengetahui berapa nilai kekuatannya dan
pembebanan yang diberikan pada benda dengan memberikan gaya tarik
berlawanan arah pada salah satu ujung benda.
Penarikan gaya terhadap beban akan mengakibatkan terjadinya
perubahan bentuk (deformasi) bahan tersebut. Proses terjadinya deformasi
pada bahan uji adalah proses pergeseran butiran kristal logam yang
mengakibatkan melemahnya gaya elektromagnetik setiap atom logam hingga
terlepas ikatan tersebut oleh penarikan gaya maksimum.
Pada pengujian tarik beban diberikan secara kontinu dan perlahan
bertambah besar, bersamaan dengan itu dilakukan terhadap mengenai
perpanjangan yang dialami benda uji sehingga dihasilkan kurva
tegangan-regangan dari hasil pengujian tersebut, kurva regangan-tegangan
aluminium dapat dilihat pada gambar 2.7.
Gambar 2.7 Diagram tegangan-regangan aluminium Sumber: (www.ncssm.edu)
Tegangan di mana deformasi plastik atau batas luluh mulai teramati
tergantung pada kepekaan pengukuran regangan. Sebagian besar bahan mengalami
perubahan sifat dari elastik menjadi plastik yang berlangsung sedikit demi sedikit,
akan tetapi titik di mana terjadinya deformasi plastik sangat sukar ditentukan
yield
secara teliti. Untuk mengukur regangan yang terjadi digunakan criteria permulaan
batas luluh sebagai berikut:
1. Batas Elastis E (Elastic Limit)
Berdasarkan pada pengukuran regangan mikro pada skala regangan 2 X
10-6 inchi/inchi. Batas elastik nilainya sangat rendah dan dikaitkan dengan gerakan beberapa ratus dislokasi.
2. Batas Proporsional p (Proportional Limit)
Tegangan tertinggi untuk daerah hubungan proporsional antara
tegangan-regangan. Harga ini diperoleh dengan cara mengamati penyimpangan dari
berbagai garis lurus kurva tegangan-regangan.
3. Deformasi Plastis (Plastic Deformation)
Tegangan terbesar yang masih dapat ditahan oleh bahan tanpa terjadi
regangan sisa permanen yang terukur pada saat beban telah ditiadakan.
Dengan bertambahnya ketelitian pengukuran regangan, nilai batas
elastiknya menurun hingga suatu batas yang sama dengan batas elastik
sejati yang diperoleh dengan cara pengukuran regangan mikro.
4. Tegangan Luluh Atas uy (Upper Yield Stress)
Tegangan maksimum sebelum bahan memasuki fase daerah landing
peralihan deformasi elastis ke plastis.
5. Tegangan Luluh Bawah ly (Lower Yield Stress)
Tegangan rata-rata daerah landing sebelum benar-benar memasuki fase
deformasi plastis. Bila hanya disebutkan tegangan luluh (yield stress),
maka yang dimaksud adalah tegangan ini.
Regangan permanen saat bahan akan memasuki fase deformasi plastis.
7. Regangan Elastis εe (Elastic Strain)
Regangan yang diakibatkan perubahan elastis bahan. Pada saat beban
dilepaskan regangan ini akan kembali ke posisi semula.
8. Regangan Plastis εp (Plastic Strain)
Regangan yang diakibatkan perubahan plastis. Pada saat beban dilepaskan
regangan ini tetap tinggal sebagai perubahan permanen bahan.
9. Regangan Total (Total Strain)
Merupakan gabungan regangan plastis dan regangan elastis, εT = εe+εp.
10. Tegangan Tarik Maksimum TTM (UTS, Ultimate Tensile Strength)
Merupakan besar tegangan maksimum yang didapatkan dalam uji tarik.
11. Kekuatan Patah (Breaking Strength)
Merupakan besar tegangan dimana bahan yang diuji putus atau patah.
Untuk hampir semua logam, pada tahap sangat awal dari uji tarik,
hubungan antara beban atau gaya yang diberikan berbanding lurus dengan
perubahan panjang bahan tersebut. Ini disebut daerah linier atau linear zone. Tegangan yang terjadi adalah beban yang terjadi dibagi luas penampang bahan
dan regangan adalah pertambahan panjang dibagi panjang awal bahan. Atau
secara matematis dapat ditulis:
...(2.1)
...(2.2)
...…(2.3)
Dimana :
= Tegangan (MPa)
ε
= Regangan (%)ι
1 = Panjang akhir (cm)ι
0 = Panjang awal (cm)E = Modulus elastisitas (MPa)
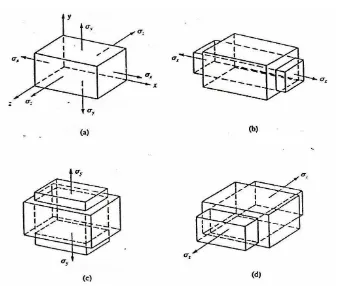
2.7 Hubungan Tegangan-Regangan
Hubungan tegangan-regangan tiga dimensi untuk bentuk isotropik dilakukan
dengan mempertimbangkan respon setiap bentuk terhadap tegangan yang
diberikan. Bentuk pembebanan pada elemen tiga dimensi dapat dilihat pada
gambar 2.8.
Gambar 2.8 Pembebanan pada elemen tiga dimensi Sumber: (http://osp.mans.edu.eg/geotechnical/Photo/18.JPG)
kita mulai dengan mempertimbangkan elemen tak terhingga tiga dimensi
pada bidang tegak lurus satu sama lain dari bagian bentuk tegangan tiga dimensi.
Seperti biasa, tegangan normal adalah garis tegak lurus ke permukaan elemen, dan
dapat diperlihatkan oleh x, y, dan z. Tegangan geser biasanya pada permukaan
bidang elemen, dan dapat diperlihatkan oleh xy, yz, zx.
Dari momen keseimbangan elemen, hanya terdapat 3 tegangan geser
mendekati dengan tegangan normal.
xy = yx
yz = zy
zx = xz ...(2.4)
Hubungan Hukum hooke, = Eε digunakan untuk tegangan normal,
selain itu juga berlaku untuk tegangan dan regangan geser, dimana
...(2.5)
Dimana G adalah modulus geser. Maka didapat tiga bentuk tegangan geser
yang berbeda, yaitu:
...(2.6)
Penyelesaian persamaan 2.6 untuk tegangan, didapat
xy= Gγxy xy= Gγxy xy= Gγxy ...(2.7)
Elemen regangan / perpindahan hubungan didapatkan dengan cara
...(2.8)
Dimana u,v dan w adalah perpindahan yang berhubungan dengan arah x, y
yang dapat dilihat pada gambar 2.9. Asumsikan prinsip superposisi untuk
menahan, lalu kita asumsikan bahwa tegangan yang dihasilkan dalam sistem
karena beberapa kekuatan adalah jumlah aljabar efek masing-masing. Pada
gambar 2.9 (b) menunjukkan tegangan yang terjadi pada sumbu x menyebabkan
regangan positif.
...(2.9)
Gambar 2.9 Pembebanan untuk tegangan normal
Hukum hook, = Eε, sudah digunakan ditulis pada persamaan 2.3 dan E
adalah modulus elastisitas. Pada gambar 2.9 (c) dapat dilihat bahwa tegangan
positif pada sumbu y menyebabkan regangan negatif di arah sumbu x akibat dari
efek poisson.
Dimana υ adalah poisson ratio, dengan cara yang sama pada gambar 2.9
(d) tegangan di sumbu z menyebabkan regangan negatif di sumbu x.
...(2.11)
Gunakan persamaan 2.11 maka diperoleh:
...(2.12)
Penyelesaian persamaan 2.14 untuk tegangan normal, maka didapatkan
persamaan:
...(2.13)
Sementara itu, regangan geser didapat dengan menggunakan rumus seperti
dibawah ini:
...(2.14)
...(2.15)
Dimana G adalah modulus geser. Maka didapat tiga bentuk tegangan geser
yang berbeda, yaitu:
...(2.16)
Penyelesaian persamaan 2.18 untuk tegangan didapat:
xy = Gγxy xy = Gγxy xy = Gγxy ...(2.17)
Persamaan pada tegangan geser, hanya 3 regangan geser yang ada. Kita
mulai lagi memperlihatkan tegangan dan regangan oleh matriks kolom sebagai
...(2.18)
Hubungan tegangan dan regangan untuk material isotropik didapat dengan
rumus:
...(2.19)
Dimana { } dan {ε} dapat ditentukan dengan persamaan 2.20, pada
bentuk matrix, kita dapat memperlihatkan tegangan pada persamaan 2.15 dan
....(2.20)
Maka didapat [D]:
...(2.21)
2.8 Perangkat Lunak Analisis Elemen Hingga
Elemen hingga adalah idealisasi matematika terhadap suatu sistem dengan
membagi objek menjadi elemen-elemen diskrit yang kecil dengan bentuk yang
simpel. Metode elemen hingga adalah teknik yang sangat dominan pada structural
mechanics. Ada banyak perangkat lunak analisis elemen hingga yang digunakan di industri saat ini dari beraneka disiplin ilmu teknik termasuk mechanical engineering.
2.8.1 SolidWorks
SolidWorks adalah salah satu software CAD 3D yang sangat mudah digunakan yang berbasis parametric sehingga memudahkan penggunanya dalam
membuat, mengedit dan menyimpan file file gambar, dengan Solidworks juga kita
dapat mendesain gambar dengan sangat intuitif, karena banyak dipergunakan oleh
Solidworks pertama dikenalkan pada tahun 1995 oleh Solidworks Coorporation. Pada tahun 1997, Solidworks di beli dan sampe sekarang di bawah Dassault Systèmes. Seperti diketahui Dassault Systèmes adalah company yang mengeluarkan the most powerfull CAD software, CATIA. Meski dibawah
company yang sama, Solidworks dan CATIA tetaplah software yang berbeda.
2.8.2 Ansys Workbench V 14.0
Ansys Workbench V 14.0 adalah suatu perangkat lunak komputer umum yang mampu menyelesaikan persoalan-persoalan elemen hingga dari pemodelan
hingga analisis. Ansys Workbench V 14.0 ini digunakan untuk mensimulasikan semua disiplin ilmu fisika baik statis maupun dinamis, analisis struktural
(kedua-duanya linier dan nonlinier), perpindahan panas, dinamika fluida, dan elektromagnetik untuk para engineer.
Ansys Workbench V 14.0 merupakan hal yang memungkinkan untuk mensimulasikan tes atau kondisi kerja, memungkinkan untuk menguji dalam
lingkungan virtual sebelum pembuatan produk prototipe. Selanjutnya,
menentukan dan memperbaiki titik lemah, komputasi hidup dan meramalkan
kemungkinan masalah yang mungkin dengan simulasi 3D dalam lingkungan
virtual.
Ansys Workbench V 14.0 dapat mengimpor data dari SolidWorks dan juga memungkinkan untuk membangun geometri dengan kemampuan yang
mendefinisikan beban dan melakukan analisis, hasil dapat dilihat sebagai numerik
dan grafis. Tampilan Ansys Workbench V 14.0 dapat dilihat pada gambar 2.10
BAB 3
METODE PENELITIAN
Pada bab ini berisikan metode yang digunakan untuk menyelesaikan
permasalahan pada skripsi ini. Penelitian ini terdiri dari berberapa tahapan yaitu:
waktu dan tempat dilaksanakan penelitian ini, alat dan bahan yang dibutuhkan,
prosedur pengecoran aluminium-magnesium dan simulasi terhadap variasi
kampuh las pada paduan aluminium-magnesium akibat beban statik dengan
menggunakan software Ansys Workbench V 14.0. Pengecoran dilakukan dengan metode pasir cetak dan simulasi dengan menggukan software Ansys Workbench V
14.0.
3.1 Waktu dan Tempat
3.1.1 Waktu
Waktu yang digunakan selama penelitian ini yaitu mulai dari bulan Maret
s/d bulan Juli 2013.
3.1.2 Tempat
Tempat dilaksanakannya proses pengecoran ini adalah disebuah tempat
industri kecil pengecoran logam yang berada di Jl. Marelan II Pasar IV Timur
Sumatera Utara.
3.2 Bahan dan Alat
Adapun bahan yang digunakan dalam melakukan penelitian ini adalah
sebagai berikut:
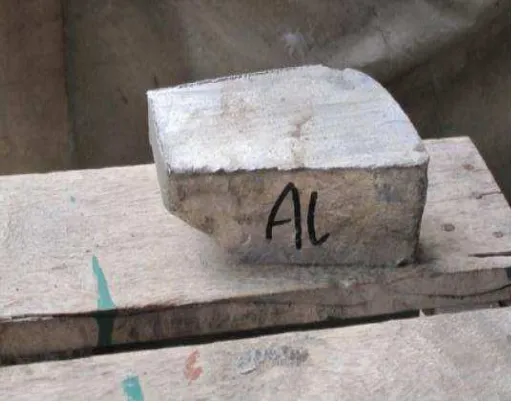
1.Aluminium
Pada pengecoran ini aluminium yang digunakan untuk melakukan
proses pengecoran adalah aluminium yang telah didaur ulang (recycle) dan
dibentuk menjadi batangan (ingot). Sebelum dilakukan proses peleburan,
aluminium ini dipotong sesuai ukuran yang diinginkan terlebih dahulu agar
memudahkan dalam proses pengecoran. Potongan aluminium dapat dilihat
pada gambar 3.1.
Gambar 3.1 Potongan aluminium
2.Magnesium
Pada pengecoran ini, juga digunakan Magnesium dalam bentuk
batangan (ingot) yang akan dicor dengan aluminium ingot. Sebelum dilakukan
proses peleburan, magnesium ini juga dipotong terlebih dahulu sesuai ukuran
yang diinginkan agar memudahkan proses peleburan. Magnesium dapat dilihat
Gambar 3.2 Potongan magnesium
3.Kayu
Banyak sekali bahan bakar yang digunakan dalam proses peleburan di
dapur crucible, baik itu batubara, minyak solar, kayu maupun arang kayu.
Kayu merupakan bahan bakar pengganti kerosin. Selain harga yang lebih
murah, kayu juga dapat menghasilkan panas yang baik untuk peleburan. Pada
pengecoran aluminium-magnesium ini bahan bakar yang digunakan adalah
kayu. Kayu dapat dilihat pada gambar 3.3.
4.Tanah Hitam
Tanah yang digunakan untuk mengecor paduan
aluminium-magnesium adalah tanah hitam. Tanah hitam ini digunakan karena mudah
untuk didapatkan dan memiliki harga yang cukup murah dibandingkan
dengan tanah yang lainnya. Tanah Hitam dapat dilihat pada gambar 3.4
Gambar 3.4 Tanah Hitam
5.Sekam Padi
Sekam padi ini digunakan sebagai pemisah antara tanah cetakan,
dimana dengan menggunakan sekam padi ini akan mempermudah
pemisahan antara cetakan yang satu dengan yang lainnya. Sekam padi
dapat dilihat pada gambar
3.2.2 Alat
1.Mesin Potong
Mesin potong digunakan untuk memotong aluminium dan magnesium
yang berbentuk batangan. Pemotongan ini dilakukan untuk mempermudah
pengerjaan pada proses pengecoran paduan aluminium-magnesium.
Aluminium dan Magnesium dipotong hingga menjadi potongan kecil agar
dapat ditimbang sesuai variasi yang dikerjakan. Mesin potong dapat dilihat
pada gambar 3.6.
Gambar 3.6 Mesin potong
2.Dapur Pengecoran
Dapur pengecoran ini digunakan untuk sumber panas yang dihasilkan
dari bahan bakar berupa kayu bakar dan sebagai alat pengecoran logam yang
akan dicor. Dapur ini terbuat dari batu bata dan semen tahan api. Dapur
pengecoran ini dapat mengecor sebanyak 7 kg untuk satu kali mengecor.
Gambar 3.7 Dapur Pengecoran
3.Ladle
Ladle merupakan alat penuang dalam pengecoran. Paduan dari aluminium-magnesium cair yang memiliki suhu tinggi diambil dari dalam
crucible dan dituangkan ke dalam cetakan. Ukuran dari alat ini disesuaikan dengan volume cetakan dan penggunanya. Ladle dapat dilihat pada gambar 3.8.
Gambar 3.8 Ladle
4.Crucible
Crucible adalah tempat yang digunakan untuk mencairkan aluminium. Akan lebih efisien jika diberikan penutup pada bagian atasnya. Dimensi dari
crucible ini juga bergantung pada volume cairan yang diinginkan. Crucible dapat dilihat pada gambar 3.9.
Gambar 3.9 Crucible
5.Blower
Blower digunakan untuk menjaga panas yang dihasilkan dari hasil pembakaran arang. Tanpa alat ini, maka panas yang dihasilkan dari arang
tidak terdistribusi dengan baik dan panas yang dihasilkan tidak maksimal.
Blower dapat dilihat pada gambar 3.10.
6.Flask
Flask merupakan rangka luar cetakan pasir. Ada dua tipe flask yang dipakai pada pabrik pengecoran yaitu snap flask dan box flask. Flask biasanya
terbuat dari kayu atau logam. Ukuran dan bentuk flask disesuaikan dengan ukuran tuangan. Flask mempunyai dua bagian, bagian atas disebut kup dan bagian bawah disebut drag. Flask dapat dilihat pada gambar 3.11.
Gambar 3.11 Flask
3.3 Prosedur Pengecoran
Pada proses pengecoran aluminium dicor dengan penambahan unsur
magnesium untuk kemudian dilakukan uji mekanis pada bahan tersebut.
Penambahan unsur magnesium dilakukan terhadap aluminium sesuai dengan
perbandingan yang diinginkan.
1.Aluminium di dapat dari sebuah industri peleburan aluminium, lalu
dipotong hingga menjadi beberapa bagian menggunakan mesin potong
aluminium terlebih dahulu dicor hingga mencair pada temperatur
600-660˚C, setelah mencapai suhu diatas, magnesium dimasukkan ke dalam
cairan aluminium yang sedang dicor dapat dilihat pada gambar 3.12.
Gambar 3.12 Proses pengecoran aluminium-magnesium
2.Setelah proses pengecoran antara aluminium-magnesium berlangsung, maka
akan dilakukan proses pengadukan agar campuran
aluminium-magnesiumnya merata. Seperti yang ditunjukkan pada gambar 3.13.
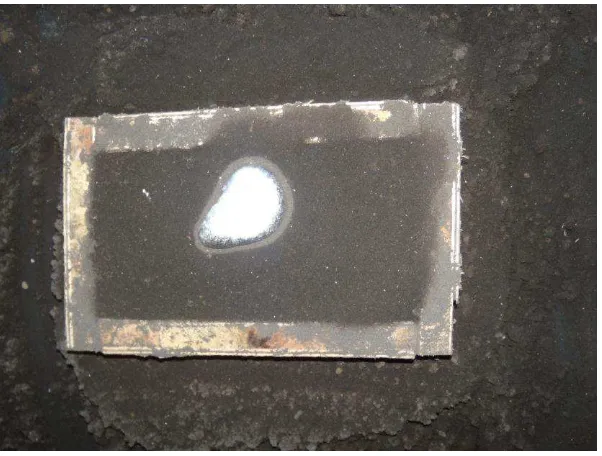
3.Setelah dilakukan proses pengadukan, hasil peleburan antara aluminium
-magnesium dituang ke dalam cetakan, seperti yang ditunjukkan pada
gambar 3.14.
Gambar 3.14 Penuangan aluminium-magnesium ke dalam cetakan
4.Setelah proses penuangan aluminium-magnesium ke dalam cetakan, maka
cetakan dibuka untuk mengeluarkan spesimen hasil coran. Seperti yang
ditunjukkan pada gambar 3.15.
Setelah spesimen tersebut dikeluarkan, maka spesimen kemudian akan
dibersihkan untuk dimesin. Spesimen yang dimesin mempunyai standard ukuran
masing-masing dari setiap pengujian.
3.4 Simulasi dengan menggunakan software Ansys Workbench V 14.0
Adapun software yang digunakan yaitu Ansys Workbench V 14.0 dengan basis Metode Elemen Hingga (MEH).
Langkah simulasi dengan menggunakan software Ansys Workbench V 14.0
dapat dilakukan dalam 3 golongan proses pengerjaan yaitu: Preprocessing, Solution, Post Processing. Data-data yang dimasukkan kedalam simulasi diambil dari data-data pengujian eksperimental.
Dengan menggunakan software Ansys Workbench V 14.0 kita dapat melakukan simulasi terhadap beban statik maupun dinamik, analisis struktural
(kedua-duanya linier dan nonlinier), perpindahan panas, dinamika fluida, dan elektromagnetik untuk para engineer. Pada penelitian ini digunakan simulasi
terhadap beban statik. Untuk penjelasan langkah lebih lanjut sebagai berikut:
3.4.1 Sifak Fisik Material
3.4.1.1Menentukan Sifat Fisik
Dalam penelitian ini, material yang digunakan adalah pelat dari paduan
aluminium-magnesium, dimana untuk menentukan sifat fisik dari material
3.4.1.2Memasukkan Sifat Fisik
Setelah sifat fisik dari material paduan aluminium-magnesium didapat,
maka dapat langsung kita masukkan kedalam engineering data pada Ansys
Workbench V 14.0 agar karakteristik material yang didapat dari pengujian
secara experiment sama seperti yang dihasilkan pada simulasi.
3.4.2 Prosedur Simulasi
Adapun langkah-langkah untuk melakukan simulasi terhadap beban statik
seperti berikut ini:
1. Aktifkan menu Ansys Workbench V 14.0, lalu pilih static structural, seperti yang ditunjukkan pada gambar 3.16
Gambar 3.16 Jendela Utama Ansys Workbench V 14.0
2. Pilih engineering data, kemudian isi dengan data yang didapat dari hasil
Gambar 3.17 Jendela Engineering data Ansys Workbench V 14.0
3. Kemudian pilih geometri untuk mendesain geometri yang akan didesain.
Karena desain gambar sudah dikerjakan dengan menggunakan software
solidwork, maka gambar dapat langsung di input ke Ansys Workbench V
14.0, seperti yang ditunjukkan pada gambar 3.18.
4. Kemudian dilakukan pemberian meshing pada benda yang akan disimulasi,
seperti yang ditunjukkan pada gambar 3.19.
Gambar 3.19 Pemberian Meshing
5. Lalu dilakukan set up untuk menentukan fixed support dan force pada
material, seperti yang ditunjukkan pada gambar 3.20.
6. Selanjutnya masuk kedalam proses solution, dimana kita dapat menentukan
solusi apa yang ingin kita cari. Pada simulasi ini yang ingin dicari adalah
tegangan normal, tegangan maksimum dan regangan, seperti yang
ditunjukkan pada gambar 3.21.
Gambar 3.21 Proses Solution
7. Selesai
3.5 Kerangka Kegiatan
Adapun kerangka kegiatan yang dilakukan selama melakukan penelitian
ini. Langkah-langkah yang dilakukan terlebih dahulu yaitu dengan membaca
literatur yang berkaitan dengan penelitian ini. Selanjutkan mempersiapkan alat
dan bahan yang dipergunakan selama melakukan pengecoran paduan
aluminium-magnesium. Pada saat mempersiapkan alat pastikan semua alat berfungsi dengan
baik. Setelah semua alat dan bahan yang dibutuhkan telah selesai, maka
menggunakan metode pasir cetak dan juga melakukan simulasi numerik dengan
menggukan software Ansys Workbench V 14.0. Setelah melakukan dua pengujian
ini, maka didapat hasil dari kedua pengujian tersebut, yang selanjutnya dilakukan
analisa dari hasil penelitian. Setelah itu maka di dapatlah kesimpulan dari hasil
penelitian yang dilakukan dan penelitian pun selesai. Berikut ini merupakan
Diagram alir penelitian ditunjukkan pada gambar 3.28.
MULAI
STUDI LITERATUR
BERHASIL
DISETEJUI SIMULASI ANSYS ALUMINIUM MAGNESIUM
HASIL
LAPORAN
SELESAI
YA TIDAK
AK
PENGECORAN ALUMINUM MAGNESIUM
BAB 4
HASIL DAN PEMBAHASAN
4.1 Pendahuluan
Pada bab ini dibahas mengenai hasil paduan pelat Aluminium-Magnesium
serta data-data hasil uji komposisi dari proses pengecoran dengan menggunakan
metode pasir cetak, selanjutnya dilakukan simulasi komputer menggunakan
software Ansys Workbench V 14.0. Pada simulasi ini dilakukan dengan metode static structural yang kemudian akan diperoleh tegangan normal, tegangan maksimum dan regangan.
4.2 Analisa Proses Pengecoran Paduan Aluminium-Magnesium
Dari penelitian ini dapat dibuktikan bahwa hasil dari paduan
Aluminium-Magnesium dapat dilihat dengan cara mendapatkan jumlah persentase dari
material Aluminium dan Magnesium yang dilakukan dengan cara menguji
komposisi dari paduan Aluminium-Magnesium tersebut. Hasil pelat paduan
Aluminium-Magnesium dapat dilihat pada gambar 4.1.
Dalam pengujian ini alat yang digunakan adalah Optical Emission Spectrometer. Alat ini bekerja dengan menggunakan prinsip pantulan cahaya ke spesimen uji. Pantulan cahaya dari unsur akan langsung di-input kedalam
komputer dan akan dihasilkan data hasil komposisi seperti pada tabel 4.1.
Gambar 4.3 Diagram Phasa Al-Mg Sebenarnya Sumber : (http://tptc.iit.edu)
Pada gambar 4.2 dan 4.3 memperlihatkan penambahan Mg hingga komposisi 2.499% Mg akan cenderung menurunkan temperatur cair dari paduan
Aluminium. Penambahan Mg pada Aluminium untuk phasa biner akan menghasilkan berbagai phasa seperti Al (0-14,9%Mg), Al2Mg2 (35,0 –
35,5%Mg), Al12Mg17 (35,6-59,8%Mg), Mg (87,3-100%Mg).
Keberadaan magnesium hingga 14,9% dapat menurunkan titik lebur
logam paduan yang cukup drastis, dari 660oC hingga 450oC. Namun, hal ini tidak menjadikan aluminium paduan dapat ditempa menggunakan panas dengan mudah
karena korosi akan terjadi pada suhu di atas 60oC. Keberadaan magnesium juga
menjadikan logam paduan dapat bekerja dengan baik pada temperatur yang sangat
4.3 Simulasi Ansys Workbench V 14.0
Simulasi ini bertujuan untuk mengetahui seberapa besar kekuatan tarik yang
diterima oleh paduan aluminium-magnesium selanjutnya hasil pengujian secara
simulasi dibandingkan dengan pengujian yang dilakukan secara eksperimental.
Pada pengujian dengan simulasi ansys ini, solusi ataupun hasil akhir simulasi
yang diinginkan adalah deformasi, tujuannya untuk mengetahui permukaan dari
paduan aluminium-magnesium yang mengalami perubahan bentuk yang paling
besar, regangan yang bertujuan untuk mengetahui perubahan panjang yang
dialami oleh paduan aluminium-magnesium, dan yang terakhir tegangan yang
terjadi pada permukaan paduan aluminium-magnesium sehingga paduan
aluminium-magnesium tersebut mengalami perubahan bentuk bahkan sampai
mengalami kerusakan.
4.3.1 Metode Statik Strutural
4.3.1.1 Paduan Al 98%-Mg 1,4% dengan sudut kampuh 60o
Untuk mengetahui tegangan normal, tegangan maksimum dan regangan
pada paduan Al 98%-Mg 1,4% dengan sudut kampuh 60o yang terjadi akibat beban statik dapat disimulasikan dengan menggunakan software Ansys Workbench V 14.0. Data-data yang dimasukkan pada saat melakukan simulasi ansys di ambil dari data pengujian eksperimental.
Dengan melakukan simulasi terhadap paduan Al 98%-Mg 1,4% dengan
Gambar 4.4 Hasil simulasi tegangan normal pada paduan Al 98%-Mg 1,4% sudut kampuh 60o
Gambar 4.5 Hasil simulasi tegangan maksimum pada paduan Al 98%-Mg 1,4% sudut kampuh 60o