KERETA API
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
ALBIN MONIAGO SIMANJUNTAK NIM. 100421038
PROGRAM PENDIDIKAN SARJANA EKSTENSI
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
I(ARAKTERISASI KOMPOSIT MATRIKS
LOGAM
AL.SiC PAI}A
PRODUK
KAI\TVASREM KERf,TA API
ALBIN
MOhIIAG'OSIMANJT]NTAK
NIM.100421038
Telah
Disetujui
Oleh:Pembimbing/Penguji
fu*t
-Ir.
SyahrulAbda.
M.Sc.NIP.19570E05 19E811 1 001
FrrP. 19641A24 W9202
I
000Dilretahui OIeh : Departemen Teknik Mesin
Kstu?
(g
Dr.
Ine.Ir.
Ikhwanwah Isranuri
FuP. 1964t224t992tl I
00r
ffi
KOMPOSIT
MATRII$
LOGA}I
AT.SiCPAI}A
PRODUK KAITTVAS
REM KERETA
API
ALBIN
MOhTIAGOSIMANJT]NTAK
IYIM.
1m421038Diketahui/disyatrkan oleh:
Departemen Teknik Mesin Fakultas
TeknikUSU
Kettr4
q
Dr.Ine.In Ikhwrnsvah Isranuri
NrP. t96dt2?.4
tryztl
I
001Disetujui oleh: Dosen Peabimbing,
[^/1,,[4r"
KARAKTUruSASI KOMPOSIT MATRII(S
LOGAM AI-SiC
PAI'A
PRODT'K KANTVAS
REM
KERETA API
ALBIN MOIrIAGO SIMANJUNTAK
nrM.1fi),421038
Telah Disetujui Dari Hasit Seminar S*dpsr
Periode ke 189, Pada Tanggal06
April
2013Dr.Ep&Ir.Indra.
MT.
ItrP.
19641024 t9p{202r
frm
Pembanding
II,
/{
E
Dr.Inc.Ir.Ikhwflnsvah
Isranuri
PROGRAM PENDIDIKAN SARJANA
EKSTENST
FAKULTAS
TEKNIK
USU.
KA.NDTDAT:
NamaArllM
Tugas Sarjana
Judul Tugas Sarjana
fuUi*
,o/
srpralieotck
Zcttbaffu*
Kctr:q$*{*t
1<wM
Mot
x
b,gq,
*/=ttC
Pcd*
prolult
kanhd
,<pr%
<
*n-Dosen
pernbimbing
fr.,
Cf.Q/ttl
44d{,
rc:. .
..DosenPembanding t
.lr,.gy In**
,
&7
I. a.
EVALUASI PELAKSANAAN SEMINAR ::
Baik/Cukup/Perlu Perbaikanrt"Q^ lrnfu'
Lo*
3.
BahasaTulisan
artA,.7
4. Penyampaian
. eil^/
5.
Kemampuan Menjawabpertanyaan
, C*U*,
6. Sikap
-Cu
0.-
f
b.
KESIMPULAN SEMINAR.:Kandidat dapat mengikuti Sidang Sarjana :
L
Tanpa perlu melakukan PerbaikanC
SeElah mernperbaiki Tugas Sarjana, dibirnbing oleh Dosen Pembanding3.
Setelah mernperbaiki Tugas Sar.yana lebih rnendasar, dibirnbing oleh Dosen PernbimbrngII. a.
MATERI YANG PERLU PERBAIKAN :1
tubl
F,.;,u-
h;
ll-
s'c
2. firLron'iga'g'
quh'-'
lal"
[;t,.t*t
Achdt.
hht'/
i
-y,,J,od;;
t*
ff#i;i;::',,t^6eL
b.
PERBAIKAN GAMBARDosen Pembirnbing,
l.
Judul2.
SistematikaPenulisanDiketahui oleh :
Deparlerrrerr Teknik Mesin,
t,&il,
MAHASISWA DEPARTEMEN
TEKNIK
MESIN
PROGRAM PENDIDIKAN SARJANA EKSTEI\SI
FAKULTAS
TEKNIK
USU.
KANDTDAT :
Nama/NIM
Tugas Sa{ana
4//a
/"{
9i"a*i.wff"A
Metu/uryr'f
LryA
'Tudurrugas Sa{ana
'
Kankfirttdtr'
Ki:rt/psrt
fita*tb
To*0A
?'f,4
*r-i
fu;,
,bt-t
/t- lFl
Tdt * /'4*(T
l.
2.
J.
b.
PERBAIKAN GAMBARKar?da
Dosen Pernbimbing
Dosen Pernbanding
I. a.
EVALUASI PELAKSANAAN SF.t,4INAR :1. Judul
Barki Cukup/perlu perbaikan3.
Bahasa Tulisan4.
Penyampaian5.
Kemampuan Menjarvab pefianvaan6.
Sikapb.
KESIMPULAN SEM]NAR:Kandidat dapat mengikuti Sidang Sarjana :
1.
Tanpa perlu melakukan perbaikan@
Setelah memperbaiki Tugas Sarjana, clibirnbing oleh Dosen pembanding3.
Setelah mernperbaiki Tugas Szrrjana lebih rnendasar, dibirnbing oleh Dosen pernbimbingII. a.
IVIATERI YANG PERLU PERBAIKAN :AB
SENSI
PEMBANDING
BEBAS
MAHASISWA
PADA
SEMINAR TUGAS
SARIAN
SKRIPSI
DEPARTEMEN
TEKNIK
MESIN
PROGRAM
PENDIDIKAN
SARJANA EKSTENSI FT.USU
r
PERIODE
:
lBg
HARTTTANGGAL
:sA6Tu
/
OoAgriL
2Ol7
NAMA
,Albiq
Nloniago SioaojuataK
NIM.
:lao4zl??l9
No. Nama
MM
Tanda\angan
I
ZAr*nrn
B€RlDft f$OO \0O1tzto9 (>&ek
2.
?lchwo
hJ4tlr 6goLa.rr
eDAzuEl
3.
TTcoal
i.^
Ioorruoro
&-,1
4.KA
il
naosyuu
t{I1l?t0
/g
wry
5.
f,r[?!
t\*NuuuF{,
t$g{7_19
Qtt
k
6.
l,vl.iRWL
08042totx
u
til,
7.
f
(
'1,
I
8.
\
Ketua Semjnar
{ut't*
[.
f
r"(rri$i.,1.*
MEDAI.I
PARAF
TUGAS SKRIPSI
NAMA
NIM
MATAPELAJARAN
SPESIFIKASI
DIBERIKAN
TANGGALSELESAI TANGGAL
Ketua Departemen Teknik Mesin
Fakultas TeknikUSU,
/
I
DR.Ing.k. Ikhwansvah Isranuri
NIP. 19641224199211
I
001Albin Moniago Simanjuatak
100421038
Metalurgi Fisik
Kamkterisasi Komposisi Matriks Logam A1-SiC padaProduk
Kanvas Rem Kereta Api.
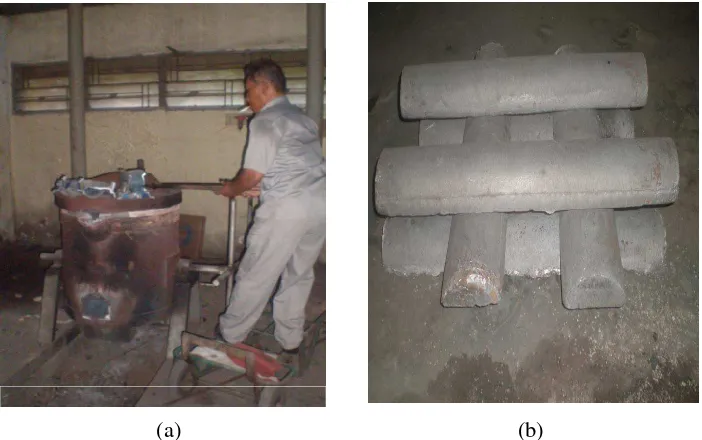
Lakukan survsy danpengarnbilan contoh kanvas rem kereta
api berbahan baku besi cor di bengkel PT
KAI
Brayan.Perancangan meliputi :
-
Perancangan pola kaovas rem dan cetakan-
Perhitungan perancangan pengecortm Al-SiC-
Pengujian sifat mekanis hasil pengecoran 27/0812012
0r /04 /2013
Medan,27 Agustus 2012
Dosen Pembimbing,
DEPARTEMEN
TEKMKMESIN
PROGRAM PENDIDIKANI
SARIANA
EKSTENSIFAKULTAS
TEKNIK
T.JNT\TERSITAS SUMATERA
UTARA
MEDA}.I
KARTU
BIMBINGAhI
Sub Program Bidang Tugas Judul Tugas
Diberikan Tgl Dosen Pembimbing
TUGAS SKRIPSI
MAIIASISWA
TeknikMesin
MetalurgiFisik
KARAKTERISASI KOMPOSIT
MATRIKS
LOGAMAl.SiC
PADAPRODUK
KANVAS
REM KERETAAPI
27 Agustus
2012
SelesaiTgl
: 01April2013
k
SyarulAbda
M.sc
NarnaMs
: Albin Moniago SNIM
:100421038N
o Tanggal Kegiatan Asistensi Bimbingan
Tandatangan
DosenPembimbins
I 27 Agustus 2012 Pemberiantugas
fqll
2 O3 September2Al2 Asistensi Bab
I
,tl-3
l0
September 2012 Asisitemi perbaikan Bab 1#r{,1
4 01 Oktober2012 Asisteirsi Bab 2
Iol,l"
5 08 Oktober 2012
Asistffiiperbaikan
Bab2
filt
6 05 November 2012 Asistensi Bab 3
fill
7
l9November2012
Asistensi perbaikan Bab 3'
{ldt
8
l0
Desember 2012 Asistensi Bab 4{,ll
9 07 Januari 2013 Asistensi perbaikan Bab 4
frtl
10 14 Januari 2013 Asistensi perbaikan Bab 4fi//-
'
l1
It
Febuari2013 Asistensi daftar gambar, tabel dan simbol'
&aU-t2
27Muet2073
Melengkapi power poin presentasit41-t3
0l
April2013
ACC seminar'
fill-Catatan:
- Diketahui,1.
Karil
ini
harus diperlihatkan kepada DosenPembimbing
y'K"t*
O"nurte*.o
Teknik Mesin,Setiap
asistensi
/
F'T'U'S'U
./
2. Katu ini harus dijaga bersih dan
rapi
I
n
3. Kartu
iri
harus dikembalikan ke departemen, bilakegiatan
ttq
Asistensi telah
selesai
-
'\h I I'en||[U!ma||
Jl. sisirqamansaraja No.24, relp. (061) 7*y71,236s37e, Fax. (ffi1) 2362s30"{
R['UBL,K
rHOOn,fSm
eman: [email protected]MEDAN
-20217
IABORATORIUM UJI BIDANG MEKANIS DAN INSPEKSI
TEIfiII(
SURAT
PERI\TYATAA]\IMELAKUKAIT KEGIATAI\I PENELITIAN
Yang bertanda tangan di bawah
ini
:Nama
NIP
Pangkat/golongan ruang
Jabatan
Unit kerja
Menyatakan bahwa
Nama
NIM
Jabatan
Jimmy Gifson Simaqiuntak
197507082002121008
Penata,IIVc
Perekayasa Muda
Balai Riset dan Standardisasi lndusfti Medan
Albin Moniago Simanjuntak
100421038
Mahasiswa FT. Universitas Sumatera Utara
Telah
ikut
membantu saya melahrkan kegiatan penelitian dan pengembangan indusfri TahunAnggaran 2012 pada
Balai
Riset dan StandaxdisasiIndusti
Medan. Denganjudul
penelitian "PengembonganMaterial Blok
Rem Menggunakan KompositMatrik Ingam,
KML
(MetalMatrix
Composite, MMCr) tmtuk KeretaApi'.
Demikian pemyataan
ini
diperbuat untuk dapat dipergrrnakan semestinya.uedar-
o$
Mei
zot3
Yang menyatakan,
Pertama-tama penulis panjatkan puji dan syukur kepada Tuhan Yang Maha Esa sehingga penulis dapat menyelesaikan laporan skripsi ini. Skripsi yang berjudul Karakterisasi Komposit Matriks Logam Al-SiC Pada Produk Kanvas
Rem Kereta Api ini dimaksudkan untuk memenuhi persyaratan dalam
menyelesaikan pendidikan tingkat sarjana strata satu (S1) pada Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara.
Dalam kesempatan ini penulis ingin menyampaikan rasa hormat dan terima kasih kepada semua pihak yang telah membantu dan memberikan dorongan kepada penulis selama penyusunan skripsi ini, antara lain:
1. Jimmi G. Simanjuntak, ST selaku kepala Laboratorium Pengujian Mekanik dan Material Teknik Baristand Industri Medan (Balai Riset dan Standardisasi Industri Medan) yang mengizinkan saya untuk kerja sama melakukan penelitian di laboratorium tersebut.
2. Ir. Syarul Abda, Msc selaku dosen pembimbing yang telah memberikan bimbingan dalam menyusun skripsi ini
3. Dr.Eng.Indra, MT. selaku dosen pembanding satu
4. DR.Ing. Ir. Ikhwansyah Isranuri selaku dosen pembanding dua di seminar skripsi dan Ketua Departemen Teknik Mesin
5. Ir. Jaya Arjuna, Msc selaku dosen pembanding dua di sidang skripsi. 6. Ir. Tugiman, MT selaku koordinator skripsi
7. Rekan-rekan yang telah membantu dalam penyusunan laporan skripsi ini 8. Semua pihak yang telah banyak membantu yang tidak dapat disebutkan satu
persatu.
Penulis berharap semoga laporan skripsi ini dapat bermanfaat bagi yang membacanya, serta ada kelanjutan dari penelitian ini untuk penyempurnaan dari apa yang telah diperoleh demi kemajuan di masa mendatang.
Medan, Mei 2013 Penulis,
KATA PENGANTAR ... i
ABSTRAK ... ii
ABSTRACT ... iii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... x
DAFTAR SIMBOL ... xi
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Batasan Masalah ... 3
1.3 Tujuan Penelitian ... 3
1.4 Metodologi Penulisan ... 3
1.5 Manfaat Penelitian ... 4
1.6 Sistematika Penulisan ... 4
BAB II TINJAUAN PUSTAKA ... 5
2.1 Material Rem Kereta Api ... 5
2.1.2 Aluminium ... 7
2.1.3 Material Keramik SiC ... 12
2.2 Material Komposit ... 15
2.2.1 Komposit Matriks Logam ... 16
2.2.2 Komposit Matriks Logam Al-SiC ... 18
2.2.3 Perkembangan Pemakaian Komposit Matriks Logam Pada Rem Kereta Api ... 20
2.3.3 Pola ... 27
2.4 Sifat Mekanik Material Uji ... 28
2.4.1 Konsep Dasar Pengereman ... 28
2.4.2 Kekerasan ... 30
2.4.2.1 Brinell (HB / BH) ... 30
2.4.2.2 Rockwell (HR / RHN) ... 32
2.4.2.3 Vickers (HV / VHN) ... 34
2.4.2.4 Micro Hardness (Knoop Hardness) ... 36
2.4.3 Keausan ... 36
2.4.3.1 Keausan Abrasif ... 37
2.4.3.2 Keausan Adhesi ... 38
2.4.3.3 Keausan Oksidasi ... 38
2.4.3.4 Keausan Erosi ... 38
2.4.3.5 Keausan Friting ... 38
2.4.4 Kuat tarik ... 41
2.5 Hubungan Antara Kekerasan, Kekuatan dan Keausan ... 47
BAB III METODOLOGI PENELITIAN ... 48
3.1 Metodologi ... 48
3.2 Alat dan Bahan ... 50
3.3 Prosedur Pembuatan ... 61
3.3.1 Pembuatan Cetakan ... 61
3.3.1.1 Cetakan Kanvas Rem ... 63
3.3.1.2 Cetakan Sampel Uji ... 63
3.3.2 Pembuatan Kanvas Rem dan Sampel Pengujian Al-SiC ... 64
3.3.2.4 Perlakuan Panas ... 68
3.3.3 Pengujian Material... 71
3.3.3.1 Pengujian Kekerasan ... 71
3.3.3.2 Pengujian Keausan ... 72
3.3.3.3 Pengujian Tarik ... 74
3.4 Waktu dan Tempat Pembuatan ... 76
BAB IV HASIL DAN PEMBAHASAN ... 77
4.1 Kekerasan (Rockwell Hardness Test) ... 78
4.2 Keausan (Pin On Disk) ... 80
4.3 Kekuatan Tarik (Tensile Test) ... 82
BAB V KESIMPULAN DAN SARAN ... 86
5.1 Kesimpulan ... 86
5.2 Saran ... 86
Gambar 2.1. Aplikasi material gesek pada rem kereta api ... 6
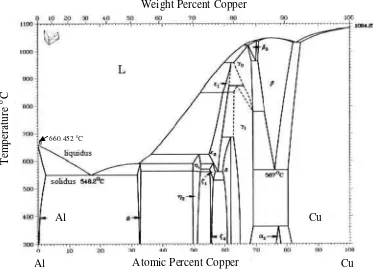
Gambar 2.2. Diagram fasa aluminium ... 9
Gambar 2.3. Pengaruh suhu pada kelarutan hidrogen dalam aluminium ... 11
Gambar 2.4. (a) Struktur β-SiC (b) Struktur heksagonal α-SiC ... 13
Gambar 2.5. Pembagian komposit berdasarkan jenis penguat ... 15
Gambar 2.6. Ilustrasi komposit berdasarkan penguatnya ... 17
Gambar 2.7. Kanvas rem kereta api berbahan besi cor ... 21
Gambar 2.8. Diagram alir proses pengecoran ... 22
Gambar 2.9. Proses pembuatan cetakan ... 26
Gambar 2.10 . Ilustrasi Pengereman ... 29
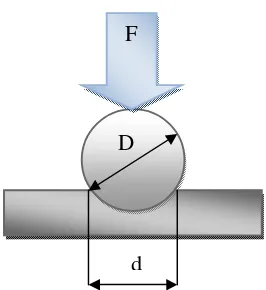
Gambar 2.11. Pengujian brinell ... 31
Gambar 2.12. Perumusan pengujian brinell ... 31
Gambar 2.13. Pengujian Rockwell ... 32
Gambar 2.14. Prinsip kerja metode pengukuran kekerasan Rockwell ... 32
Gambar 2.15. Pengujian Vickers ... 35
Gambar 2.16. Bentuk indentor Vickers ... 35
Gambar 2.17. Bentuk indentor Knoop ... 36
Gambar 2.18. Ilustrasi uji keausan metode ogoshi ... 39
Gambar 2.19. Skema uji keausan metode pin on disk ... 40
Gambar 2.20. Kurva uji tarik ... 42
Gambar 2.21. Kurva tegangan-regangan ... 43
Gambar.2.22. Dimensi spesimen uji tarik batang... 44
Gambar 2.23. Dimensi spesimen uji tarik plat ... 44
Gambar 2.24. Profil data hasil uji tarik ... 45
Gambar 2.25. Grafik hubungan kekerasan, kekuatan dan keausan ... 47
Gambar 3.4. Stirr casting ... 51
Gambar 3.5. Ladel ... 51
Gambar 3.6. Pola kanvas rem ... 52
Gambar 3.7. Cetakan kanvas rem ... 52
Gambar 3.8. Cetakan sampel ... 53
Gambar 3.9. Tungku pemanas ... 53
Gambar 3.10. Timbangan digital ... 54
Gambar 3.11. Jangka sorong ... 54
Gambar 3.12. Pengukur suhu ... 55
Gambar 3.13. Alat uji kekerasan ... 55
Gambar 3.14. Alat uji keausan ... 57
Gambar 3.15. Mesin uji tarik ... 57
Gambar 3.16. Aluminium bekas ... 58
Gambar 3.17. Partikel silikon karbida ... 58
Gambar 3.18. Pasir silika ... 59
Gambar 3.19. Bahan bakar minyak ... 59
Gambar 3.20. Cover flux 770 ... 60
Gambar 3.21. Degasser ... 60
Gambar 3.22. Water glass ... 61
Gambar 3.23. Proses pencampuran pasir dan water glass ... 62
Gambar 3.24. Cope dan drag ... 63
Gambar 3.25. (a) Pembentukan cetakan sampel, (b) Hasil pembentukan cetakan sampel ... 64
Gambar 3.26. Peleburan aluminium billet ... 64
Gambar 3.27. Proses pengadukan ... 65
Gambar 3.28. Proses penuangan pada cetakan kanvas rem ... 65
Gambar 3.32. Sampel uji kekerasan ... 67
Gambar 3.33. Sampel uji keausan ... 67
Gambar 3.34. Sampel uji tarik ... 68
Gambar 3.35. Proses pembubutan sampel uji ... 68
Gamabr 3.36. Skema proses perlakuan panas T6 standar ... 69
Gambar 3.37. Diagram alir pengecoran kanvas rem al-sic dan sampel pengujian ... 70
Gambar 3.38. Pengujian kekerasan ... 72
Gambar 3.39. Pengujian keausan ... 73
Gambar 3.40. Pengujian tarik ... 75
Gambar 4.1. Kanvas rem kereta api berbahan Al-Sic 18% ... 77
Gambar 4.2. Spesimen benda uji Al-Sic 18 % ... 77
Gambar 4.3 Grafik perbandinga Al-SiC 18% dengan besi cor terhadap nilai Kekerasan ... 79
Gambar 4.4. Grafik pengaruh %SiC terhadap nilai kekerasan ... 79
Gambar 4.5. Grafik perbandingan Al-SiC18% dengan besi cor terhadap nilai keausan ... 82
Tabel 2.1 Sifat-sifat Aluminium ... 10
Tabel 2.2 Sifat-sifat Keramik SiC ... 14
Tabel 2.3. Hasil penelitian kekerasan KML Al-SiC ... 17
Tabel 2.4. Skala kekerasan rockwell ... 34
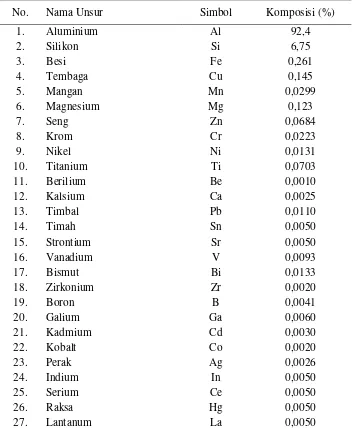
Tabel 3.1. Komposisi kimia billet aluminium ... 49
Tabel 3.2 Spesifikasi digital rockwell hardness tester FR-3e ... 56
Tabel 4.1. Data hasil pengujian kekerasan Al-SiC 18% dan Besi cor ... 78
Tabel 4.2. Data hasil pengujian laku keausan Al-SiC 18% ... 81
Tabel 4.3. Data hasil pengujian laju keausan Besi cor ... 81
Tabel 4.4. Data hasil pengujian tarik Al-SiC 18% ... 84
SIMBOL KETERANAGN SATUAN
A Luas spesimen uji mm2
b Lebar celah material yang terabrasi mm
B Tebal revolving disc mm
d Impression diameter mm
d Diagonal mm
D Diameter bola mm
Do Diameter mula mm
Dp Diameter putus mm
e Jarak antara beban mm
E Jarak antara indentor mm
E Modulus elastisitas kgf/mm2
F Load (beban) kgf
F Total beban kgf
F0 Beban Minor(Minor Load) kgf
F1 Beban Mayor(Major Load) kgf
Fm Beban maksimum kgf
HB Hardness Brinell kgf/mm2
HK Hardness Knoop kgf/mm2
HR Rockwell Hardness HRB
HV Hardnes Vickers kgf/mm2
l Jarak tempuh proses pengausan mm
l Panjang indentor mm
Lo Panjang mula mm
Lp Panjang putus mm
P Beban tekan saat pengausan kg
P Beban ulur kgf
r Jari-jari revolving disc mm
Rm Kuat tarik kgf/mm2
t Waktu/lama pengausan detik
V Laju keausan mm3/m
V Laju keausan gr/mm2.detik
W0 Berat awal spesimen sebelum diuji gram
W1 Berat setelah dilakukan pengujian gram
Ws Keausan spesifik mm2/kg
x Jarak luncur (setting pada mesin uji) m
Z Susut penampang %
Ѡ Kecepatan putar rpm
σ Tegangan/Kuat ulur kgf/mm2
σE Batas elastic kgf/mm2
σp Batas proporsional kgf/mm2
σuy Tegangan luluh atas kgf/mm2
σly Tegangan luluh bawah kgf/mm2
ε Regangan %
εy Regangan luluh %
εe Regangan elastis %
BAB I PENDAHULUAN
1.1Latar Belakang
Pengembangan awal komposit matrik logam (Metal Matrix Composite,MMC)
telah dimulai sejak tahun tujuh puluhan. Secara umum pengembangan teknologi
komposit bertujuan untuk meningkatkan efisiensi struktur dan karakterisasi sifat
material yang signifikan, seperti untuk aplikasi material yang ringan tetapi sangat
kuat (S. Deni, et.all., 2008). Material komposit adalah dua material atau lebih
yang digabungkan sehingga menghasilkan sifat mekanis yang merupakan
gabungan dari komponen penyusunnya. Teknologi ini terus diaplikasikan demi
memenuhi tuntutan efisiensi produk industri yang membutuhkan material yang
kuat, ringan, tahan aus, dan tahan pada temperatur tinggi. Material komposit yang
sedang diteliti secara serius saat ini adalah Metal Matrix Composite. MMC adalah
teknologi komposit dengan logam sebagai matriksnya. MMC biasanya perpaduan
dengan keramik. Salah satu kerugian dengan memanfaatkan paduan keramik
tersebut adalah besarnya rentang nilai CTE (Thermal Expansion Coefficient) metal dengan keramik. Besarnya perbedaan tersebut menyebabkan ikatan
antarmuka (interface) pada paduan tersebut sangat rendah. Kemudian
dikembangkan MMC dengan logam sebagai matriks dan logam juga sebagai
penguatnya. Adapun salah satu MMC yang sudah sering dikembangkan adalah
MMC Al-based, dengan Aluminium sebagai matriksnya, seperti; Al/SiC, Al/TiO2,
Al/BN, Al/TiC, dan lain-lain.
Pembentukan komposit matriks logam dapat dilakukan dengan berbagai cara,
salah satu diantaranya pembentukan dengan metode metalurgi serbuk.
Keuntungan metode metalurgi serbuk dapat langsung dihasilkan tanpa perlu
dilakukan permesinan dan dapat diproduksi dalam skala kecil maupun massal.
Kelemahan metode metalurgi serbuk yaitu penggabungan antara bahan penyusun
relatif sulit, karena keramik SiC memiliki tingkat kebasahan yang rendah
dibandingkan logam Al dan kecenderungan keramik SiC untuk mengelompok.
Salah satu komponen yang termasuk penting pada kereta api sebagai
khususnya mengurangi dan menghentikan kendaraan. Berdasarkan pengamatan
yang telah dilakukan di beberapa DAOP PT.KAI (Daerah Operasi) PT. Kereta
Api Indonesia ditemukan bahwa umur pakai kanvas rem untuk kereta api yang
beroperasi di daerah tersebut sangat singkat, yaitu sekitar dua minggu operasi atau
sekitar 252 jam operasi. Secara visual kerusakan yang terjadi bukan hanya sekadar
aus atau menipis tetapi juga pecah, robek bahkan terlepas dari pelat pemegangnya
(Agung, 2009).
Prediksi kebutuhan PT. KAI akan kanvas rem kereta api adalah sebagai
berikut: Jika PT. KAI mempunyai 50 rangkaian kereta yang rutin beroperasi,
dengan rata-rata 5 gerbong setiap rangkaian maka ada 250 gerbong. Setiap
gerbong mempunyai 2 bogie, setiap bogie mempunyai 2 atau 3 gandar. Setiap
gandar mempunyai 2 roda dan setiap roda mempunyai 2 kanvas rem. Maka
diperlukan 4000 buah kanvas dengan selang waktu penggantian setiap 1 minggu
atau minimum 192.000 buah kanvas rem per tahun. Apabila kanvas rem produk
dalam negeri dapat ditingkatkan kwalitasnya dengan umur pakai minimum 1
bulan saja maka kebutuhan kanvas rem pertahun sudah dapat ditekan menjadi
setengah dari kebutuhan yang ada sekarang ini. Selain itu waktu produktif operasi
dapat ditingkatkan, jika penggantian tiap kanvas adalah 6 menit (buka dan pasang)
maka waktu operasi meningkat sampai 1.152.000 menit atau 19.200 jam atau 800
hari kerja operasi. Dengan perbaikan kwalitas kanvas rem saja akan mampu
menyumbang peningkatan kinerja PT. KAI sekitar 4,5%.
Komposit Matriks Logam Al-SiC (KML Al-SiC) menggunakan aluminium
sebagai matriks dan partikel SiC sebagai penguat. Aluminium dipanaskan sampai
ke titik lelehnya, lalu dicampur dengan SiC serbuk, selanjutnya dituang ke dalam
cetakan. Material komposit matrik aluminium dengan penguat keramik SiC atau
disebut komposit isotropik Al-SiC merupakan kombinasi yang sangat sesuai
dalam peningkatan performa mekanik dan ketahanan dalam kerusakan korosif.
Adapun pemilihan logam Al sebagai matrik dikarenakan logam ini memiliki berat
jenis yang ringan, yaitu 2,7 gr/cm3 sehingga dapat digunakan sebagai substitusi
1.2Batasan Masalah
Berdasarkan latar belakang diatas maka batas masalah pada penelitian ini
hanya di batasi dengan:
1. Jenis komposit yang dilakukan adalah komposit matriks logam (Metal Matrix
Composite)
2. Jumlah pencampuran matriks Al 82 % dengan penguat SiC 18 % dari seluruh
jumlah bahan coran
3. Meskipun kanvas rem ini digunakan pada kereta api, dimana diketahui sering
mengalami fatik namun pada pengujian ini tidak dibahas karena ruang lingkup
penelitian ini adalah uji kekerasan, keausan, dan uji tarik.
1.3Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk mengetahui sifat-sifat mekanik
komposit matriks logam Al-SiC pada produk pembuatan kanvas rem kereta api
setelah di lakukan pengujian kekerasan, keausan dan tarik.
1.4Metodologi Penulisan
Metode yang di gunakan untuk menyelesaikan penelitian dan pengujian bahan
pembuatan sepatu atau kampas rem kereta api ini yaitu dengan cara :
1. Metodologi perancangan
Perancangan kanvas rem dirancang dengan menggunakan pola dari kayu yang
sesuai dengan ukuran kanvas rem kereta api. Ukuran cetakan 45 cm x 25 cm x
7 cm dimana cetakan dibuat dari pasir silika.
2. Metodologi pembuatan
Pembuatan kanvas rem dan sampel pengujian dibuat dengan cara komposit
partikulat (Partikel), dimana alat stirr casting digunakan sebagai pengaduk
cairan logam Al dengan penguat partikel SiC yang dicampur kedalam tungku
3. Metodologi pengujian
Cetakan sampel pengujian dicetak dari cetakan besi yang dilapisi pasir silika
dengan ukuran cetakan ϴ2 cm x 25 cm. Untuk pengujian sampel digunakan
alat uji kekerasan dengan metode Rockwell (Hardnes Rockwell Tester) ASTM
E-18, alat uji keausan (Pin On Disk) ASTM G99-04, dan Uji tarik dengan
ASTM E8.
1.5Manfaat Penelitian
Manfaat penelitian ini untuk mencari dan memperoleh bahan alternatif untuk
kanvas rem kereta api yang lebih baik dari bahan kanvas rem besi cor seperti yang digunakan selama ini.
1.6Sistematika Penulisan
Adapun sistematika penulisan skripsi ini adalah sebagai berikut :
Bab I Pendahuluan, bab ini berisi latar belakang, batasan masalah, tujuan
penelitian, manfaat, metodologi penulisan dan sistematika penulisan.
Bab II Tinjauan Pustaka, bab ini berisi landasan teori yang mendasari
perencanaan, pembuatan dan pengujian komposit matriks logam Al-SiC dan
pengujian logam.
Bab III Metode Penelitian, bab ini berisi rancangan penelitian, prosedur
pelaksanaan, spesifikasi peralatan dan material uji serta prosedur pelaksanaan.
Bab IV Hasil dan Pembahasan, bab ini berisi data-data hasil yang diperoleh
selama penelitian, pentabelan, pembuatan grafik, pembahasan dari data yang
diperoleh sesuai dengan permasalahan yang ditetapkan pada penelitian.
Bab V Kesimpulan dan Saran, bab ini berisi kesimpulan dari penelitian dan
saran yang diharapkan dapat berguna pada penelitian selanjutnya.
Daftar Pustaka, berisikan literatur yang digunakan dalam penelitian dan
penyusunan laporan ini.
Lampiran, pada bagian ini berisikan lampiran-lampiran dan data-data sebagai
BAB II
TINJAUAN PUSTAKA
2.1 Material Rem Kereta Api
Pemakaian blok rem komposit menggantikan blok rem berbahan besi cor
untuk kanvas kereta api di Indonesia sudah dimulai sejak dasa warsa terakhir.
Blok rem komposit pada mulanya diperkenalkan di Indonesia oleh para importir
asing dengan blok rem merek Fituris (Australia), Ferodo (Inggris), Marquist
(China), Nabco (Jepang) dan dari Sideria (Ipung Kurniawan, et.all., 2011). Baru
sejak tahun 2002 blok rem komposit diproduksi di tanah air, dan saat ini sudah
ada sekurang-kurangnya 3 pabrik blok rem komposit lokal dan 2 diantaranya telah
mendapat sertifikasi dari PT. KAI (Agung, 2009).
Blok rem yang terbuat dari material besi cor mempunyai berat 11-12 kg. Blok
rem seberat ini dapat mempersulit proses pemasangan atau biaya pemasangan
yang tinggi. Umur pemakaian hanya mencapai satu bulan dan nilai jual bahan
bekasnya masih relatif tinggi (Agung, 2009). Berbagai macam usaha dilakukan
untuk mencari alternatif material yang mempunyai sifat ringan, keras dan tahan
aus sebagai pengganti blok rem berbahan besi cor. Namun demikian hasil yang
diperoleh belum bisa seperti yang diharapkan. Salah satu upaya yang telah
ditempuh adalah menggabungkan dua material penyusunnya, yaitu matriks dan
penguat. (Ipung, et.all., 2011).
Keunggulan dari blok rem berbahan komposit adalah tidak memiliki salvage
value atau nilai jual bahan bekasnya tidak ekonomis, sehingga anti pencurian.
Disamping itu gesekan dengan roda tidak menimbulkan percikan api sehingga
sangat layak untuk applikasi di kereta barang (kereta parcel) khususnya kereta
yang mengangkut bahan yang explosive seperti minyak atau gas dan lain lain.
Penggantian blok rem metalik (Cast Iron) menjadi blok rem komposit dengan
mempertimbangkan aspek ekonomis dimana kanvas rem komposit memiliki
keunggulan dibanding rem metalik.
Keunggulan blok rem komposit adalah sebagai berikut :
1. Rem komposit memiliki umur ekonomis 3 kali lipat disbanding blok rem besi
2. Rem komposit lebih ringan, sehingga memudahkan penggantian
(replacement).
3. Rem komposit memiliki harga lebih murah , karena usia pakai lebih panjang.
4. Rem komposit tidak rawan pencurian karena tidak bisa dijual kiloan seperti
rem besi (metalik).
5. Rem komposit tidak memercikan api yang terjadi saat pengereman (gesekan)
sehingga aman jika digunakan untuk kerena yang mengangkut bahan bakar
seperti minyak, gas, batubara dan lain-lain.
Bahkan menurut rencana secara gradual PT KAI akan mengganti rem blok
metalik (Cast Iron) menjadi rem blok komposit, karena alasan ekonomis, dengan
memakai rem blok komposit maka efisiensi yang di dapat hampir 3 kali dibanding
rem blok metalik (Cast Iron). Rem jenis ini telah digunakan di perkeretaapian
PT.KAI dan juga di luar negeri seperti di Jepang, Eropa, Australia dan beberapa
Negara tetangga di Asia, seperti Malaysia, Thailand dan India (Agung, 2009).
Bagaimanapun blok rem komposit harus tahan aus atau memiliki ketahanan
aus minimal 3 bulan (umur ekonomis), memiliki bobot ringan, memiliki sifat ulet,
cukup keras tapi tidak mudah pecah/hancur, dan memiliki konduktivitas panas
tertentu untuk menghantarkan panas yang timbul akibat gaya gesek radial,
sehingga panas tidak berbalik ke roda yang menyebabkan thermal crack (Agung,
2009).
(a) (b)
(c) (d)
Gambar 2.1. Aplikasi material gesek pada rem kereta api : a) brake pad,
2.1.1 Aluminium
Aluminium ditemukan oleh Sir Humphrey Davy pada tahun 1809 sebagai
suatu unsur dan pertama kali direduksi dengan logam oleh H. C. Oersted pada
tahun 1825. Secara industri tahun 1886, Paul Herould di Prancis dan C. N. Mall di
Amerika Serikat secara terpisah telah memperoleh logam aluminium dari alumina
dengan cara elektrolisa dari garamnya yang terfusi. Sampai sekarang proses
Herould Hall masih dipakai untuk memproduksi aluminium. Bahan dasar
pembuatan aluminium adalah bauksit (biji aluminium) yang kemudian di ubah
menjadi Alumina. Alumina inilah yang akan dielektrolisa membentuk aluminium
ingot. Biji Aluminium biasanya berupa senyawa oksida berupa Bayerit , Gibbsit
atau hidrargilat , diaspor , Bohmit.
Aluminium merupakan unsur yang sangat reaktif sehingga mudah teroksidasi.
Karena sifat kereaktifannya maka aluminium tidak ditemukan di alam dalam
bentuk unsur melainkan dalam bentuk senyawa baik dalam bentuk oksida alumina
maupun silikon. Sumber aluminium yang sangat ekonomis adalah bauksit. Bauksit
adalah biji yang banyak mengandung alumina (Al2O3) yakni 30 – 60% serta 12 –
30% adalah air. Makin banyak oksida besi yang mengotori maka akan semakin
gelap warnanya. Bauksit dapat berwarna putih, krem, kuning, merah atau coklat
dapat sekeras batu. Namun ada pula yang selembek tanah lempung.
Paduan aluminium mengandung 99% aluminium dan 1% mengandung
mangan, besi, silikon, tembaga, magnesium, seng, krom, dan titanium. Menurut
Schenk, paduan aluminium mengandung logam lain, seperti: besi 0,5%, Silikon 2
– 3 %, tembaga 1 – 2%, seng 0,9%, Mangan 0,5 – 0,8% , Magnesium 0,7%, Krom
0,3%, dan Titanium 0,3%. Aluminium juga memiliki sifat yang lebih unggul
dibandingkan dengan sifat logam lain. Sifat-sifat aluminium yang lebih unggul
bila dibandingkan dengan logam lain adalah sebagai berikut:
1. Ringan
Massa jenis Aluminium pada suhu kamar 29 oC sekitar 2,7 gr/cm3.
2. Kuat
Aluminium memiliki daya renggang 8 kg/mm3, tetapi daya ini dapat berubah
pencairan atau roling. Aluminium juga menjadi lebih kuat dengan
ditambahkan unsur-unsur lain seperti Mg, Zn, Mn, Si.
3. Ketahanan terhadap korosi
Aluminium mengalami korosi dengan membentuk lapisan oksida yang tipis
dimana sangat keras dan pada lapisan ini dapat mencegah karat pada
Aluminium yang berada di bawahnya. Dengan demikian logam Aluminium
adalah logam yang mempunyai daya tahan korosi yang lebih baik
dibandingkan dengan besi dan baja lainnya.
4. Daya hantar listrik yang baik
Aluminium adalah logam yang paling ekonomis sebagai penghantar listrik
karena massa jenisnya lebih kecil dari massa jenis tembaga, dimana kapasitas
arus dari aluminium kira-kira dua kali lipat dari kapasitas arus pada tembaga.
5. Anti magnetis
Aluminium adalah logam yang anti magnetis.
6. Toksifitas
Aluminium adalah logam yang tidak beracun dan tidak berbau.
7. Kemudahan dalam proses
Aluminium mempunyai sifat yang baik untuk proses mekanik dari
kemampuan perpanjangannya, hal ini dapat dilihat dari proses penuangan,
pemotongan, pembengkokan, ekstrusi dan penempaan aluminium
8. Sifat dapat dipakai kembali
Aluminium mempunyai titik lebur yang rendah, oleh karena itu kita dapat
memperoleh kembali logam aluminium dari scrap.
Aluminium merupakan logam ringan yang mempunyai sifat ketahanan korosi
yang baik. Material ini digunakan dalam bidang yang luas bukan hanya untuk
peralatan rumah tangga saja tetapi juga dipakai untuk kepentingan industri,
misalnya untuk industri pesawat terbang, mobil, kapal laut dan
konstruksi-konstruksi yang lain. Untuk mendapatkan peningkatan kekuatan mekanik,
biasanya logam aluminium dipadukan dengan unsur Cu, Si, Mg, Ti, Mn, Cr, Ni,
dan sebagainya.
Aluminium didapat dalam keadaan cair dengan elektrolisa, umumnya
menjadi aluminium memerlukan energi yang besar, sedangkan sumber biji
aluminium semakin berkurang. Salah satu usaha untuk mengatasi hal ini adalah
dengan melakukan daur ulang. Pada perusahaan pengecoran industri kecil
kebanyakan tidak semua menggunakan bahan aluminium murni, tetapi
memanfaatkan sekrap ataupun rijek materials dari peleburan sebelumnya. Proses pengecoran dengan menggunakan bahan baku yang sebelumnya pernah dicor
[image:33.612.138.511.239.511.2]dinamakan remelting.
Gambar 2.2. Diagram Fasa Aluminium (fannowidy.blogspot.com).
Aluminium juga mempunyai sifat kimia dan fisika yang khas. Sifat ini
membedakan Aluminium dari logam-logam lain. Sifat-sifat khas Aluminium
tersebut adalah sebagai berikut:
1. Sifat kimia
Aluminium mempunyai nomor atom 13, dan massa atom relatif 26,98.
Aluminium juga bersifat amfoter. Ini dapat ditunjukkan pada reaksi sebagai
berikut:
Atomic Percent Copper
T
em
p
er
atu
re
o C
Al Cu
Al Cu
660.452 o
C
a. Al2O3 + 3H2SO4 Al2(SO4)3 + 3H2O
b. Al2O3 + 6NaOH 2Na3AlO2 + 6H2O
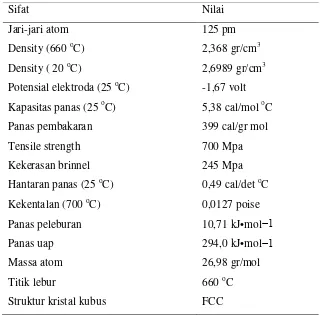
2. Sifat Fisika
Aluminium memiliki sifat fisika seperti yang ditunjukkan pada tabel 2.1
[image:34.612.158.479.214.529.2]berikut:
Tabel 2.1 Sifat-sifat Aluminium
Sifat Nilai
Jari-jari atom 125 pm
Density (660 oC) 2,368 gr/cm3
Density ( 20 oC) 2,6989 gr/cm3
Potensial elektroda (25 oC) -1,67 volt
Kapasitas panas (25 oC) 5,38 cal/mol oC
Panas pembakaran 399 cal/gr mol
Tensile strength 700 Mpa
Kekerasan brinnel 245 Mpa
Hantaran panas (25 oC) 0,49 cal/det oC
Kekentalan (700 oC) 0,0127 poise
Panas peleburan 10,71 kJ•mol−1
Panas uap 294,0 kJ•mol−1
Massa atom 26,98 gr/mol
Titik lebur 660 oC
Struktur kristal kubus FCC
Sumber :Douglas M. Considin P. E., 1983
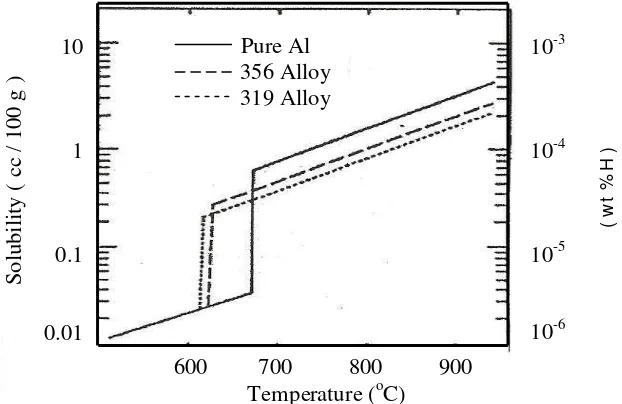
Neff (2002) dalam papernya menjelaskan bahwa untuk memenuhi tuntutan
pasar dari aluminium tuang dewasa ini harus memfokuskan pada peningkatan
kualitas logam dengan pengembangan pada proses peleburan. Proses difokuskan
pada eliminasi berbagai kotoran yaitu inklusi yang mcrupakan problem serius
dalam memproduksi hasil coran yang berkualitas. Inklusi yang dimaksud adalah
gas hidrogen yang dapat larut pada aluminium cair yang menyebabkan porositas
kelarutan hidrogen pada paduan aluminium tidak sama. Pada saat pembekuan, gas
hidrogen masih tersisa sehingga pada hasil pengecoran terdapat cacat. Dijelaskan
pula bahwa tidak semua porositas diakibatkan oleh gas hidrogen tetapi disebabkan
pula oleh penyusutan. Penyusutan yang terjadi pada saat aluminium membeku
[image:35.612.167.478.200.402.2]sebesar 6% dari volume ketika aluminium bertransformasi dari cair ke padat.
Gambar 2.3. Pengaruh suhu pada kelarutan hidrogen dalam aluminium.
(Charis. S. H., 2006).
Hal-hal yang mempengaruhi sifat-sifat paduan aluminium antara lain adalah
unsur-unsur sebagai berikut :
a. Silisium (Si)
Unsur Si dalam paduan aluminium mempunyai pengaruh positif antara lain
adalah :
1. Meningkatkan daya tahan terhadap korosi
2. Memperbaiki sifat-sifat atau karakteristik coran
3. Menurunkan penyusutan dalam hasil cor
Pengaruh negatif yang ditimbulkan unsur Si adalah sebagai berikut :
1. Penurunan keuletan bahan terhadap beban kejut
2. Hasil cor akan rapuh jika kandungan silikon terlalu tinggi.
b. Tembaga (Cu)
Pure Al 356 Alloy 319 Alloy
600 700 800 900 Temperature (oC)
Pengaruh positif yang dapat ditimbulkan oleh unsur Cu dalam paduan
aluminium antara lain adalah :
1. Meningkatkan kekerasan bahan
2. Memperbaiki kekuatan tarik
3. Mempermudah proses pengerjaan dengan mesin.
Pengaruh negatif yang dapat ditimbulkan oleh unsur Cu adalah :
1. Menurunkan daya tahan terhadap korosi
c. Unsur Magnesium (Mg)
Pengaruh positif yang dapat ditimbulkan oleh unsur Mg dalam paduan
aluminium antara lain adalah :
1. Meningkatkan daya tahan terhadap korosi
2. Meningkatkan kekuatan mekanis
3. Menghaluskan butiran kristal secara efektif
4. Meningkatkan ketahanan beban kejut/impak.
Pengaruh negatif yang ditimbulkan oleh unsur Mg :
1. Meningkatkan kemungkinan timbulnya cacat pada hasil pengecoran
2.1.2 Material Keramik SiC
Keramik mempunyai ikatan ionik yang tinggi, keadaan sedemikian
menyebabkan bahan ini dikategorikan sebagai bahan yang bersifat kuat dan rapuh.
Selain material keramik bersifat rapuh, tetapi juga mempunyai kelebihan, antara
lain : koefisien ekspansi termalnya rendah sehingga lebih tahan terhadap kejut
suhu. Ketahanannya pada suhu tinggi merupakan sifat penting dan menjadi faktor
utama untuk dipertimbangkan dalam pemilihan bahan baru keramik yang
berkekuatan tinggi. Kelemahan dari material keramik adalah sifat rapuhnya,
sehingga bila terjadi retak mikro, maka akan mudah menjalar retakan tersebut dan
dapat menyebabkan kerusakan (failure).
Silikon karbida dengan formula SiC tergolong salah satu jenis material
keramik non oksida. SiC membentuk struktur tetrahedral dari ikatan atom karbon
C dan atom Si. Material ini tergolong material yang sangat keras dan tahan
terhadap abrasive. Serbuk keramik SiC ada dua macam, dapat di bagi berdasarkan
Silikon karbida (SiC) memiliki kurang lebih 70 bentuk kristal, dan yang paling
terkenal adalah struktur kristal heksagonal dengan komponen alpha silikon
karbida (α-SiC) dan mulai terbentuk pada suhu sekitar 2000oC. selain α-SiC juga
ada struktur beta silikon karbida (β-SiC), fasa ini terbentuk dibawah suhu 2000oC,
dan terbanyak yang beredar dipasaran adalah β-SiC (Khairul Sakti, 2009).
Silikon karbida SiC memiliki densitas sekitar 3.2 g/cm3, memiliki temperatur
sublimasi sekitar 2700 oC sehingga banyak dipergunakan sebagai bearings dan
sparepart untuk tungku. Silikon karbida tidak mudah melebur pada berbagai
kondisi tekanan, dan relatif lebih tahan terhadap bahan kimia. Pada gambar di
bawah diperlihatkan (a) struktur kubus β-SiC, dan (b) struktur heksagonal α-SiC
(Surdia, T. dan Shinroku,S., 1995).
(a) (b)
Gambar 2.4. (a) struktur β-SiC, (b) struktur heksagonal α-SiC
(Surdia, T. dan shinroku, S., 1995).
Keramik SiC memiliki kuat tekan sebesar 4600 Mpa, dan koefisien ekspansi
termal yang relatif rendah, yaitu: 4.51 – 4.73 µm/m oC (Zheng Ren dan Sammy
Lap Ip Chan, 2000). Sifat-sifat SiC yang paling istimewa, antara lain: daya hantar
panas tinggi, tahan pada temperatur tinggi, nilai kekerasan tinggi, tahan kejutan
termal dan tahan terhadap korosi. Ketahanan SiC terhadap korosi ditunjukkan
dengan adanya abu batubara, slag asam, dan slag netral pada saat material tersebut
mencapai 2200 – 2700 oC. Pada 1000 oC terbentuk lapisan oksidasi berupa SiO2.
Material SiC mempunyai ketahanan oksidasi di udara terbuka mampu mencapai
suhu 1700 oC (Peter,T.B, 1990).
Silikon karbida dibuat melalui proses reduksi silika dengan karbon pada suhu
tinggi. Untuk mendapatkan SiC dengan kemurnian tinggi maka terlebih dahulu
silika dicuci dengan hydrofluoric acid (Dynacer, 2009).
Tabel 2.2 Sifat-sifat keramik SiC
Property Unit Typical Value
Composition - SiC
Grain Size µ m 4 – 10
Density g/cm3 3.10
Hardnees (Knoop) kg/mm2 2800
Flexural Strengh 4 pt @ RT MPa x 10 3 lb/in2
380 55 Flexural Strenght 3pt @ RT MPa
x 10 3 lb/in2
550 80 Compressive strenght @ RT MPa
x 10 3 lb/in2
3900 560 Modulus of Elasticity @ RT GPa
x 106 lb/in2
410 59
Welbull Modulus (2 Parameter) 8
Poisson Ratio 0,14
Fracture Toughness @ RT MPa x m1/2 4,60 Double Torsion & SEN B x 103 lb/in2 x in1/2 4,20 Coefficient of Thermal Expansion x 104 mm/mmk 4,02
RT to 700 oC x 104 in/in oF 2,20
Maximum Service Temp. oC 1900
Air oF 3450
Mean Specific Heat @ RT J/gmk 0,67
Thermal Conductivity @ RT W/mK Btu/ft h of
125,6 72,6 @ 200 oC W/mK
Btu/ft h of
102,6 59,3 @ 400 oC W/mK
Btu/ft h of
77,5 44,8 Permeability @ RT to 1000 oC Impervious to gases over 31 MPa Electrical Resistivity @ RT Ohm-cm 102 - 1011 @ 1000 oC Ohm-cm 0.001 – 0.2
Emissivity 0,9
2.2 Material Komposit
Komposit merupakan gabungan material multifasa yang memiliki interface
makroskopis yang dapat dibedakan secara makro dan memiliki sifat-sifat yang
merupakan penggabungan sifat positif material penyusunnya. Komposit
berdasarkan jenis penguatnya dibagi menjadi 3 macam yaitu komposit partikulat,
komposit fiber dan komposit structural.
Gambar 2.5. Pembagian komposit berdasarkan jenis penguat (widyastuti, 2009).
Berdasarkan sifat penguatnya, komposit dibagi menjadi dua yaitu komposit
isotropik dan anisotropik. Komposit isotropik adalah komposit yang penguatnya
memberikan penguatan yang sama untuk berbagai arah (baik dalam arah
transversal maupun longitudinal) sehingga segala pengaruh tegangan atau
regangan dari luar akan mempunyai nilai kekuatan yang sama. Sebaliknya
komposit anisotropik adalah komposit yang penguatnya memberikan penguatan
tidak sama terhadap arah yang berbeda, sehingga segala pengaruh tegangan atau
regangan dari luar akan mempunyai nilai kekuatan yang tidak sama (baik arah
transversal maupun longitudinal).
Partikulat struktural
Kontinyu
Terikat (aligned)
Fiber
Partikulat besar
Diskontinyu Panel
sandwich
Acak (random) Penguatan
dispersi
Salah satu contoh komposit isotropik adalah komposit dengan penguat partikel
atau lebih dikenal dengan sebutan (komposit partikulit), partikel dikatagorikan
sebagai partikulit bila tidak mempunyai dimensi panjang (nonfibrous). Bahan
komposit partikulit pada umumnya lebih lemah ketahanan terhadap kerusakan
dibanding komposit berserat panjang. Tetapi dari segi yang lain, bahan ini sering
lebih unggul, seperti dalam hal ketahanan terhadap aus. Bahan komposit partikulit
terdiri dari partikel-partikel yang diikat matrik. Bentuk partikel ini dapat
bermacam-macam seperti bulat, kubik tetragonal atau bahkan bentuk-bentuk yang
tidak beraturan secara acak, tetapi secara rata-rata berdimensi sama.
Partikel-partikel ini pada umumnya digunakan sebagai pengisi dan penguat bahan
komposit bermatrik keramik. Pada jenis ini keramik merupakan bahan yang keras
dan getas, juga mudah retak dan pecah. Disinilah fungsi partikel tersebut berada.
Mekanisme penguatan tertentu, partikel ini berguna untuk mencegah perambatan
retak yang terjadi, dengan demikian akan menaikkan keuletannya.
2.2.1 Komposit Matriks Logam
Komposit adalah perpaduan dari beberapa bahan yang dipilih berdasarkan
kombinasi sifat fisik masing-masing material penyusunnya untuk menghasilkan
material baru yang unik, dibandingkan dengan sifat material dasarnya sebelum
dikombinasikan, terjadi ikatan antara masing-masing material penyusunnya
(Scity, 2002). Berdasarkan bahan matriks yang digunakan, maka komposit dapat
diklasifikasikan ke dalam tiga kelompok, yaitu :
a. Komposit matriks logam (Metal Matrix Composite)
b. Komposit matriks polimer (Polimer Matrix Composite)
c. Komposit matriks keramik (Composite Matrix Ceramics)
Sedangkan berdasarkan jenis penguatnya, maka material komposit dapat
dijelaskan sebagai berikut :
a. Particulate composite, penguatnya berbentuk partikel
b. Fibre composite, penguatnya berbentuk serat
c. Structural composite, penguatnya berbentuk lapisan
Adapun ilustrasi dari komposit berdasarkan penguatnya dapat dilihat pada
a. Partikel b. Fiber c. Struktur
Gambar 2.6. Ilustrasi komposit berdasarkan penguatnya (Agus, 2008).
Material yang ulet tahan korosi seperti: Al dan material yang kuat dan
tangguh, seperti: keramik SiC. Merupakan pemikiran yang tepat untuk
menggabungkan kedua material tersebut menjadi material baru, yaitu: komposit.
Material komposit yang diharapkan dengan proses pembuatannya mempunyai
kekuatan mekanik yang tinggi, daya tahan vibrasi dan konduktivitas panas baik
seperti: kekakuan, tahan aus dan stabil pada temperatur tinggi (Saravanan, R.A et
all.2008).
Komposit logam dapat diaplikasikan pada berbagai komponen mesin seperti:
velg, housing disc brake, sudu-sudu gas turbin (turbin blade), mesin roket piston, penukar panas (heat exchanger), dapur temperatur tinggi (furnace), struktur pesawat terbang, dan kemasan elektronik (packaging).
Ipung Kurniawan dan Amat Umron (2011) meneliti pembuatan Komposit
Matriks Logam (KML) Al-SiC dengan metode stir casting untuk pembuatan komponen blok rem kereta api. Variasi paremeter dalam penelitian ini
penambahan serbuk SiC dengan fraksi berat 5 %, 10 % dan 15%. Hasil
penelitiannya dapat ditunjukkan pada tabel di bawah ini.
Tabel 2.3. Hasil penelitian kekerasan KML Al-SiC
Material Kekerasan (HRB)
Al-SiC 5% 56
Al-SiC 10% 61
Al-SiC 15 % 78
Besi cor 80
Sumber : Ipung kurniawan dan Amat umron (2011). Material A
Material B
2.2.2 Komposit Matriks Logam Al-SiC
Logam aluminium yang telah dicampur dengan partikel silicon carbida (SiC)
untuk membentuk komposit bermatriks logam akan mengalami perubahan
beberapa sifat fisik dan ketahanan korosinya. Nilai kekuatan spesifik komposit ini
lebih unggul dibandingkan dengan logam aluminium murni, baik pada suhu kamar
ataupun suhu tinggi (< 200oC). Nilai kekuatan spesifik dengan unit Gpa/g cm-3,
merupakan perbandingan nilai modulus young dengan berat jenis. Komposit ini
memiliki ketahanan korosi yang rendah bila dibandingkan dengan aluminium
murni. Semakin tinggi kandungan SiC, kecepatan korosi meningkat (Prayitno,
2006).
Metode pembuatan komposit bermatriks logam dengan bahan penguat
berbentuk partikel ialah vortek dan compocasting. Pada metode vortek, logam
matriks dileburkan terlebih dahulu dan dilanjutkan pada pengadukan sehingga
memunculkan pusaran (vortek). Bahan penguat partikel ditaburkan pada pusat
pusaran. Pengadukan dihentikan bila partikel telah tersebar secara merata pada
cairan logam. Logam cairan kemudian dituang ke dalam cetakan.
Metode compocasting disebut juga dengan rheocasting dimana logam dengan
wujud campuran padatan dan cair (lumpur) dituang kedalam cetakan. Proses
compocasting sebagai berikut. Pertama logam matriks dileburkan sehingga cair
dan kemudian didinginkan sampai cairan logam berubah wujud seperti lumpur
logam. Tahap kedua adalah pengadukan lumpur logam dan pemasukan bahan
penguat partikel. Setelah partikel tersebar merata, pengadukan dihentikan dan
lumpur logam dituang dalam cetakan (Prayitno, 2006).
Proses pelapisan permukaan partikel SiC dengan perlakuan panas diatas suhu
878,52oC meningkatkan terbentuknya fase oksida dengan semakin tingginya suhu
yang diberikan. Pengaruh pelapisan oksida pada partikel SiC berkorelasi terhadap
kenaikan nilai densitas dan penurunan nilai porositas komposit Al-SiC.
Berdasarkan pengamatan SEM (Scanning Electron Microscope) dan XRD (X-Ray
Difragtion) fase-fase yang terbentuk pada komposit Al-SiC didaerah antarmuka
antara SiC dan Al adalah SiO2, Al2O3 dan mullit. Dimana fase-fase tersebut
berperan sebagai pengikat antara matrik Al dan penguat SiC pada komposit
SiC terlapisi, pada semua fraksi volume penguat nilai modulus elastisitas
komposit masuk dalam zona Upper dan lower bound, sedangkan komposit Al-SiC dengan penguat SiC tanpa terlapisi mempunyai nilai modulus elastisitas diluar
Upper dan lower bound. Kenaikan nilai kekerasan komposit dipengaruhi oleh penambahan fraksi volum penguat dan suhu pelapisan oksida logam pada
permukaan SiC dalam komposit Al-SiC.
Silicon carbida (SiC) merupakan senyawa kristalin yang mempunyai sifat
mekanik dengan kekerasan paling tinggi dan mempunyai titik leleh tinggi yaitu
sekitar 2837oC. SiC yang memiliki kemurnian paling tinggi. Memiliki berat atom
40,1 gram, terdiri atas 70,04% Si dan 39,06% C. Sifat lainnya adalah tidak larut
dalam air dan pelarut lainnya, lebih dikenal dengan nama carborundum dan moissanite (Tofan, et.all. 2009).
Adapun sifat mekanik dari Al/SiC untuk pengujian kekerasan, keausan dan
kuat tarik adalah sebagai berikut:
1. Kekerasan.
Kekerasan yang diperoleh dari pengujian menunjukkan peningkatan seiring
meningkatnya suhu, kekerasan terendah adalah 124 BHN sedangkan kekerasan
tertinggi 440 BHN. Peningkatan nilai kekerasan meningkat signifikan pada range
suhu 1000°C-1100°C yaitu dari 245 BHN menjadi 440 BHN (A. Zulfia, 2006).
Sifat kekerasan pada umumnya merupakan fungsi dari kekuatan ikatan logam
aluminium dengan keramik silikon karbida. Material dengan densitas yang tinggi
memiliki kekerasan yang cenderung meningkat karena adanya ikatan antara
partikel dan proses pembasahan. Kekerasan material juga dipengaruhi oleh reaksi
produk yang terbentuk seperti fasa AIN dan Mg2Si, yang dapat meningkatkan
kekerasan.
2. Keausan.
Pada temperatur yang tinggi diperoleh semakin banyaknya kandungan
material penguat keramik SiC yang terinfiltrasi oleh leburan Al sehingga
kekerasan meningkat dan laju aus menurun. Oleh karena itu terdapat hubungan
yang terbalik antara keausan dan kekerasan. Nilai laju aus semakin kecil
Menurut pendapat Rigney, factor utama yang mempengaruhi ketahanan aus logam
adalah kekerasan permukaannya terutama pada keausan adhesive dan abrasif,
dimana pada kekerasan yang tinggi laju keausan adhesif maupun abrasif rendah
(A. Zulfia. et.all, 2006).
3. Kuat tarik
Dalam penelitian sebelumnya telah dicoba untuk menambahkan partikel SiC
dari 0 sampai 12,98% volume ke dalam tuangan paduan logam
Aluminium-Silikon untuk meningkatkan sifat mekanis paduan tersebut. Pembuatan campuran
ini adalah dengan metode pengecoran, yakni menggunakan dapur krusibel dan
cetakan yang digunakan adalah cetakan logam. Dalam pengamatan yang
dilakukan, didapat hasil bahwa dengan meningkatnya prosentase partikel SiC,
didapat sifat mekanis bahan yaitu kuat tarik dan kekerasannya yang meningkat.
Juga pengamatan jejak keausan dan hasil perhitungan laju keausan menunjukkan
bahwa semakin tinggi prosentase SiC yang ditambahkan dalam campuran
mempunyai titik optimal yaitu pada 11,25% volume SiC dimana pada
penambahan partikel SiC dalam prosentase yang lebih besar lagi sifat mekanisnya
akan turun (Ariati, 2009).
2.2.3 Perkembangan Pemakaian Komposit Matriks Logam Pada Rem Kereta Api.
Di Negara-negara maju seperti Uni Eropa, Amerika dan Jepang penggunaan
kanvas rem komposit untuk perkereta apian sudah dimulai sejak setengah abad
lebih. Bahkan penggunaannya tidak terbatas pada blok rem komposit untuk kereta
api dengan kecepatan rendah atau dibawah 100 km/jam (low friction brake),
tetapi aplikasi untuk high friction berupa disc brake untuk kereta api kecepatan
tinggi sudah dikembangkan sejak dulu. Bahkan dewasa ini hampir semua kanvas
rem otomotifpun sudah memakai bahan komposit.
Bahan komposit terdiri dari bahan pengisi (filler), resin bonding (bahan
perekat), reinforce material (bahan penguat serat) dan plastisizer ruberry (bahan
karet) dan lain-lain. Pada aplikasi khususnya untuk kanvas rem komposit,
beberapa keunggulan dari kanvas rem kereta api berbahan komposit di
(berat maksimum rem komposit 3 kg, sedangkan cast iron 11 s/d 12 kg, sehingga
memudahkan pemasangan / biaya pemasangan kecil), blok rem komposit juga
memiliki umur ekonomis (life time) yang lebih panjang. Rata-rata blok rem
berbahan komposit lebih tahan aus karena memiliki koefisien friksi yang lebih
rendah dibanding cast iron. Umur rata-rata dari kanvas rem komposit adalah 3
bulan masa aus atau lebih kurang 3 s/d 4 kali dari masa aus kanvas rem cast iron
(besi tuang kelabu).
Gambar 2.7. Kanvas rem kereta api berbahan besi cor (PT.KAI).
Keunggulan lain dari rem berbahan komposit adalah tidak memiliki salvage
value atau nilai jual bahan bekasnya tidak ekonomis, sehingga anti pencurian.
Disamping itu gesekan dengan roda tidak menimbulkan percikan api sehingga
sangat layak untuk applikasi di kereta parcel (kereta barang) khususnya kereta
yang mengangkut bahan yang explosive seperti minyak atau gas dan lain-lain
(Agung, 2009).
2.3 Pengecoran Logam
Pengecoran adalah suatu proses manufaktur yang menggunakan logam cair
dan cetakan untuk menghasilkan parts dengan bentuk yang mendekati bentuk
geometri akhir produk jadi. Logam cair akan dituangkan ke dalam cetakan yang
memiliki rongga sesuai dengan bentuk yang diinginkan. Setelah logam cair
memenuhi rongga dan kembali ke bentuk padat, selanjutnya cetakan disingkirkan
dan hasil cor dapat digunakan untuk proses sekunder.
Keunggulan proses pengecoran adalah kemampuannya untuk memproduksi
komponen dengan bentuk kompleks secara masal. Terdapat tiga bagian utama
proses pengecoran. Pertama proses pembuatan cetakan pasir, kedua proses
pembuatan inti dan ketiga proses peleburan logam. Proses pembuatan cetakan
pasir adalah hal terpenting, apabila cetakan sudah siap maka dipasangkan inti dan
kemudian dilanjutkan dengan penuangan logam cair. Cairan dibiarkan beberapa
lama didalam cetakan sampai membeku, selanjutnya dilakukan pembongkaran
dan dilakukan proses finishing.
Ilmu pengecoran logam terus berkembang dengan pesat. Berbagai macam
metode pengecoran logam telah ditemukan dan terus disempurnakan, diantaranya
adalah centrifugal casting, investment casting, dan sand casting serta masih
banyak lagi metode-metode lainnya. Pengecoran logam dapat dilakukan untuk
bermacam-macam logam seperti, besi, baja paduan tembaga (perunggu, kuningan,
perunggu aluminium), paduan ringan (paduan aluminium, paduan magnesium),
serta paduan lain misalnya paduan seng, monel (paduan nikel dengan sedikit
tembaga), hasteloy (paduan yang mengandung molibdenum, khrom, dan silikon).
Gambar 2.8. Diagram alir proses pengecoran
Bahan baku Tungku Ladel
Penuangan dalam cetakan
Pembekuan dalam cetakan
Pembongkaran
Pembersihan Pembuatan
cetakan
Rangka cetakan Pembuatan
model/pola
Pengolahan pasir cetakan
Pasir
Ya Tidak
Pada pengecoran logam, dibutuhkan pola yang merupakan tiruan dari benda
yang hendak dibuat dengan pengecoran. Pola dapat terbuat dari logam, kayu,
stereofoam, lilin, dan sebagainya. Pola mempunyai ukuran sedikit lebih besar dari
ukuran benda yang akan dibuat dengan maksud untuk mengantisipasi penyusutan
selama pendinginan dan pengerjaan finishing setelah pengecoran. Selain itu, pada
pola juga dibuat kemiringan pada sisinya supaya memudahkan pengangkatan pola
dari pasir cetak.
Jenis-jenis pengecoran adalah sebagai berikut:
1. Sand Casting, Yaitu jenis pengecoran dengan menggunakan cetakan pasir. Jenis pengecoran ini paling banyak dipakai karena ongkos produksinya murah
dan dapat membuat benda coran yang berkapasitas berton–ton.
2. Centrifugal Casting, Yaitu jenis pengecoran dimana cetakan diputar bersamaan dengan penuangan logam cair kedalam cetakan. Yang bertujuan
agar logam cair tersebut terdorong oleh gaya sentrifugal akibat berputarnya
cetakan. Contoh benda coran yang biasanya menggunakan jenis pengecoran
ini ialah pelek dan benda coran lain yang berbentuk bulat atau silinder.
3. Die Casting, Yaitu jenis pengecoran yang cetakannya terbuat dari logam. Sehingga cetakannya dapat dipakai berulang-ulang. Biasanya logam yang
dicor ialah logam non ferrous.
4. Investment Casting, Yaitu jenis pengecoran yang polanya terbuat dari lilin (wax), dan cetakannya terbuat dari keramik. Contoh benda coran yang biasa
menggunakan jenis pengecoran ini ialah benda coran yang memiliki
kepresisian yang tinggi misalnya rotor turbin.
Jenis pengecoran logam yang digunakan pada penelitian ini adalah jenis
pengecoran logam sand casting.
2.3.1 Pembuatan Coran
Pembuatan coran harus dilakukan dengan beberapa proses seperti pencairan,
pembuatan cetakan, penuangan, pembongkaran dan pembersihan coran. Ada
bermacam-macam dapur yang dipakai dalam proses pencairan logam. Umumnya
kupola (dapur induksi frekwensi rendah) dipergunakan untuk besi cor, dapur
dapur krus untuk paduan tembaga atau coran paduan ringan, karena dapur ini
dapat memberikan logam cair yang baik dan sangat ekonomis untuk logam-logam
tersebut.
Menurut jenis cetakan yang digunakan, proses pengecoran dapat diklasifikan
menjadi dua katagori, yaitu:
1. Pengecoran dengan cetakan sekali pakai.
2. Pengecoran dengan cetakan permanen.
Pada proses pengecoran dengan cetakan sekali pakai, untuk mengeluarkan
produk corannya cetakan harus dihancurkan. Jadi selalu dibutuhkan cetakan yang
baru untuk setiap pengecoran baru, sehingga laju proses pengecoran akan
memakan waktu yang relatif lama. Pada proses cetakan permanen, cetakan
biasanya di buat dari bahan logam, sehingga dapat digunakan berulang-ulang.
Dengan demikian laju proses pengecoran lebih cepat dibanding dengan
menggunakan cetakan sekali pakai, tetapi logam coran yang digunakan harus
mempunyai titik lebur yang lebih rendah dari pada titik lebur logam cetakan.
2.3.2 Cetakan Pasir
Proses pembentukan benda kerja dengan metoda penuangan logam cair ke
dalam cetakan pasir (sand casting), secara sederhana cetakan pasir ini dapat diartikan sebagai rongga hasil pembentukan dengan cara mengikis berbagai
bentuk benda pada bongkahan dari pasir yang kemudian rongga tersebut diisi
dengan logam yang telah dicairkan melalui pemanasan (molten metals). Cetakan pasir untuk pembentukan benda tuangan melalui pengecoran harus dibuat dan
dikerjakan sedemikian rupa dengan bagian-bagian yang lengkap sesuai dengan
bentuk benda kerja sehingga diperoleh bentuk yang sempurna sesuai dengan yang
kita kehendaki. Bagian-bagian dari cetakan pasir ini antara lain meliputi :
1. Pola, mal atau model (pattern) 2. Inti (core)
Cetakan pasir merupakan cetakan yang paling banyak digunakan, karena
memiliki keunggulan :
a. Dapat mencetak logam dengan titik lebur yang tinggi, seperti baja, nikel dan
titanium
b. Dapat mencetak benda cor dari ukuran kecil sampai dengan ukuran besar
c. Jumlah produksi dari satu sampai jutaan.
Ada beberapa syarat bagi pasir untuk cetakan yang harus dipenuhi agar hasil
coran tersebut sempurna, antara lain:
1. Kemampuan pembentukan : sifat ini memungkinkan pasir cetak bisa mengisi
semua sisi dari ujung dan pola sehingga menjamin bahwa hasil coran memiliki
dimensi yang benar.
2. Plastisitas : bisa bergerak naik maupun turun mengisi rongga-rongga yang
kosong. Sifat plastisitas ini berkait erat dengan kandungan air pada pasir cetak
yang bertindak sebagai pelumas sehingga memungkinkan pasir cetak mudah
bergerak antara satu dengan lainnya.
3. Kekuatan basah : kekuatan ini menjamin cetakan tidak hancur/rusak ketika
diisi dengan cairan logam ataupun ketika dipindah-pindahkan. Kekuatan ini
tergantung pada jumlah dan jenis pengikat dari pasir cetak.
4. Kekuatan kering : kekuatan ini diperlukan pada saat cetakan mengering karena
perpindahan panas dengan cairan logam. Kekuatan ini juga tergantung pada
jumlah dan jenis pengikat.
5. Permeabilitas : sifat ini memungkinkan udara dan uap atau gas-gas lain dari
evaporasi air dan pengikat. Jika bahan-bahan ini menempati rongga cetakan
maka akan menjadi hasil pengecoran yang kurang baik terutama bila terjebak
Gambar 2.9. Proses pembuatan cetakan (Surdia.T, 1976).
Pasir cetak yang lazim digunakan dalam proses pengecoran adalah sebagai
berikut:
1. Pasir Silika
Pasir silika didapat dengan cara menghancurkan batu silika, kemudian
disaring untuk mendapatkan ukuran butiran yang diinginkan.
2. Pasir Zirkon
Pasir Zirkon berasal dari pantai timur australia yang mempunyai daya yahan
api yang efektif untuk mencegah sinter
3. Pasir Olivin
Pasir Olivin didapat dengan cara menghancurkan batu yang membentuk
2MgO, SiO2 dan 2FeO.SiO2. Pasir olivin mempunyai daya hantar panas yang
2.3.3 Pola
Pola, mal atau model (pattern), adalah bentuk dan ukuran benda yang menyerupai bentuk asli benda yang dikehendaki, dimana pola ini yang nantinya
akan dibentuk pada cetakan pasir dalam bentuk rongga atau yang disebut mold jika model ini dikeluarkan yang kedalamnya akan dituangkan logam cair.
Pola menentukan hasil dari coran, oleh karena itu diperlukan dasar-dasar
pengetahuan tentang perancangan. Sebelum kita membuat pola, terlebih dahulu
memerlukan gambar perancangan. Bahan-bahan pola yang biasa digunakan yaitu
kayu, lilin (wax), logam. Pola kayu banyak dipakai karena lebih murah, cepat dibuatnya dan mudah diolah. Oleh karena itu untuk pola kayu biasanya dipakai
untuk cetakan pasir. Alat-alat yang digunakan untuk membentuk pola dari kayu
ialah pahat, mesin bubut kayu, gerinda kayu, amplas dan lain-lain.
Pada proses pembuatan pola ada beberapa hal penting yang harus
diperhatikan, yaitu:
1. Permukaan pola (baik pola benda coran, gatting system dan riser) harus baik dan halus agar tidak merusak cetakan pada proses pelepasan pola.
2. Dimensi dari pola benda coran harus dibuat penambahan ±5 mm dari ukuran
sebenarnya untuk mencegah penyusutan yang terjadi dan untuk proses
finishing dari benda coran.
3. Faktor kemiringan pola sangat diutamakan, hal ini bertujuan agar
memudahkan pengangkatan pola dari cetakan, sehingga tidak merusak
cetakan.
Adapun jenis-jenis pola untuk pembuatan cetakan pasir antara lain:
a. Pola padat (disebut juga pola tunggal)
Pola padat dibuat sesuai dengan geometri benda cor dengan
mempertimbangkan penyusutan dan kelonggaran untuk permesinan. Biasanya
digunakan untuk jumlah produksi yang sangat kecil. Walaupun pembuatan pola
ini mudah, tetapi untuk membuat cetakannya lebih sulit, seperti membuat garis
pemisah antara bagian atas cetakan (cope) dengan bagian bawah cetakan (drug).
Demikian pula untuk membuat sistem saluran masuk dan riser diperlukan tenaga
b. Pola belah
Terdiri dari dua bagian yang disesuaikan dengan garis pemisah (belahan)
cetakannya. Biasanya digunakan untuk benda coran yang memiliki