UNIVERSITI TEKNIKAL MALAYSIA MELAKA
LINE BALANCING USING SIMULATION IN
SEMICONDUCTOR INDUSTRY
This report submitted in accordance with requirement of the Universiti Teknikal Malaysia Melaka (UTeM) for the Bachelor Degree of Manufacturing Engineering
(Manufacturing Management)
by
CHEE CHEW YEN B050810098
UNIVERSITI TEKNIKAL MALAYSIA MELAKA
BORANG PENGESAHAN STATUS LAPORAN PROJEK SARJANA MUDA
TAJUK: Line Balancing Using Simulation in Semiconductor Industry
SESI PENGAJIAN: 2010/11 Semester 2
Saya CHEE CHEW YEN
mengaku membenarkan Laporan PSM ini disimpan di Perpustakaan Universiti Teknikal Malaysia Melaka (UTeM) dengan syarat-syarat kegunaan seperti berikut:
1. Laporan PSM adalah hak milik Universiti Teknikal Malaysia Melaka dan penulis. 2. Perpustakaan Universiti Teknikal Malaysia Melaka dibenarkan membuat salinan
untuk tujuan pengajian sahaja dengan izin penulis.
3. Perpustakaan dibenarkan membuat salinan laporan PSM ini sebagai bahan pertukaran antara institusi pengajian tinggi. atau kepentingan Malaysia yang termaktub di dalam AKTA RAHSIA RASMI 1972)
(Mengandungi maklumat TERHAD yang telah ditentukan oleh organisasi/badan di mana penyelidikan dijalankan)
Alamat Tetap:
No. 13, Jalan Sg. Congkak 32/50A
Taman Bukit Rimau, 40460
DECLARATION
I hereby, declared this report entitled “Line Balancing Using Simulation in Semiconductor Industry” is the results of my own research except as cited in
references.
Signature : ……….
Author’s Name : ………
APPROVAL
This report is submitted to the Faculty of Manufacturing Engineering of UTeM as a partial fulfillment of the requirements for the degree of Bachelor of Manufacturing Engineering (Manufacturing Management). The members of the supervisory committee are as follow:
……… Principal Supervisor
ABSTRAK
ABSTRACT
ACKNOWLEDGEMENT
DEDICATION
To my dearest parents
To my lovely sister and two brothers To my beloved soul mate
To all my friends
TABLE OF CONTENT
2.2 The Definition and Concept of Assembly Line Balancing 8
2.2.1 Characteristics of Assembly Line Systems 9
2.2.2 Steps involved in Assembly Line Balancing 10
2.2.2.1 Example of Line Balancing 14
2.2.3 Purposes of Line Balancing 16
2.2.4 Common Line Design Problem and Consideration for Line Balancing 17 2.2.5 Previous Study and Research in Line Balancing 18 2.2.5.1 Different Methods and Techniques used in Line Balancing 19
2.2.6 Simulation and Assembly Line Balancing 25
2.3.1 Simulation in Manufacturing Systems 32
2.4 Simulation Modeling Study 35
2.4.1 System and System Environment 36
2.4.2 Component of a System 36
2.4.3 Discrete and Continuous System 37
2.4.4 Model of a System 38
2.4.5 Types of Models 38
2.4.6 Discrete-Event System Simulation 39
2.5 Man – Machine Ratio 39
3.3.2 Setting of Objectives and Overall Project Plan 46
4. DEVELOPMENT OF THE SIMULATION MODEL 49
4.1 Familiarization of the Current Process Flow of the Semiconductor
Production Line 49
4.2 Conceptual Modeling 51
4.2.1 Conceptual Modeling for the Equipment Capacity Model 52 4.2.2 Conceptual Modeling for the Man to Machine Ratio Model 54
4.3 Data Collection 55
4.4.6 Base Model for Man to Machine Ratio Model 65
4.5 Chapter Summary 66
5.4.1 Experiment Run for Equipment Capacity Model 76
5.4.1.1 Initial Situation 76
5.4.1.2 Experiment Run 77
5.4.2.1 Initial Situation 78
5.4.2.2 Experiment Run 78
5.5 Recommendation for Improvement based on the Simulation Results 80
5.6 Chapter Summary 82
6. CONCLUSION AND RECOMMENDATION 83
6.1 Conclusion 83
6.2 Recommendation for Future Work 84
6.3 Lessons Learnt from the Simulation Study 85
REFERENCES 86
APPENDICES
A Gantt Chart of the Study B UPH Data
C MOST Data for Test
LIST OF TABLES
1.1 Organization of the Report for Final Year Project I 5
2.1 Summary of the Previous Studies in Assembly Line Balancing Problem 21 2.2 Summary of the Previous Studies involving Simulation and Line
Balancing 27
2.3 Example of the Systems and its Components 37
3.1 Collection of Data and the Method used 44
4.1 Conceptual Model for Equipment Capacity Model 52 4.2 Conceptual Model for Man to Machine Utilization Model 54
4.3 Demand, Average Lot Size and Lot Cycle Time 56
4.4 Declared Capacity for All Processes 57
4.5 UPH for All Processes 58
4.6 Elements used in Building the Simulation Model (WITNESS) 60
5.1 Capacity per Shift for All Processes 74
LIST OF FIGURES
2.1 Assembly Line for Single, Mixed and Multiple Products 10
2.2 Precedence Diagram of Tasks 13
2.3 Grouping of the Tasks to Workstations 14
2.4 Precedence Diagram 15
2.5 Occurrence of Bottleneck 17
3.1 Flowchart of the Development of the Study 41
3.2 Flowchart of the Steps in Simulation Study 45
4.1 Process Flow of the Production Line of Company XYZ 50
4.2 A framework for Conceptual Modeling 52
4.3 Outline of Constructing the Equipment Capacity Model 64 4.4 Outline of Constructing the Man to Machine Ratio Model 65
5.1 Cycle Time for the Processes in Semiconductor Company XYZ 68
5.2 Throughput per Shift for All Processes 69
5.3 Modeling the Equipment Capacity Model using WITNESS 71 5.4 Modeling Man to Machine Ratio Model using WITNESS 72 5.5 1 shift run for the Initial Situation of Equipment Capacity Model 74 5.6 Man to Machine Ratio Model (1 Man: 1 Machine) 75 5.7 1 shift run for the re-adjustment in the number of equipments in the
Equipment Capacity Model 77
LIST OF ABBREVIATIONS
LB - Line Balancing
ALBP - Assembly Line Balancing Problem
C - Cycle time
OR - Operations Research
SALBP - Simple Assembly Line Balancing Problem GALBP - Generalized Assembly Line Balancing Problem UTeM - Universiti Teknikal Malaysia Melaka
MS - Manufacturing Specialist
CHAPTER 1
INTRODUCTION
The first section of the report is the overall view of the study that describes on what the research is about, the purpose of the study as well as the limitations or boundaries of the respected study. The structure of the report of the study is briefly explained as well to ensure a better visualization of the sequence of the entire study.
1.1 Background
Semiconductor manufacturing company has been mushrooming over the years due to the rapid enhancement of technology as well as excessive demand from electronic devices manufacturing company in the world today. Due to dynamic and uncertainty, the assembly process is an important sector of the manufacturing of Integrated Circuit (IC) chips. Therefore, in order to control and manage an effective assembly line as well as reducing the piling up of inventory which is a waste, it is necessary to analyze the production system for an optimum outcome.
The general way of line balancing is by subdividing the work into group of tasks and each group is located at a specific location along the line called workstation. Workstations are defined as places where some tasks (operations) on products are performed. Products stayed at each workstation for the cycle time, which corresponds to the time interval between successfully completed units. The workstation could be of single operator or even may consist of a small cluster of operators to perform the operations.
Basically, Line Balancing is often and mostly done in the traditional way by using heuristic and various algorithm models. Simulation models of line balancing are still not commonly used in the assembly area in semiconductor industry. Nevertheless, simulation model is a way to build up models to represent real life scenarios, to identify bottlenecks and to enhance system performance. By using a valid simulation model, it is a plus point in creating a better manufacturing system design in order to improve the performances. The more realistic a simulation representation, the more essential and effective for the design, test and experimentation of large scale engineering system which has greater complexity as time passed.
1.2 Problem Statement
Line balancing in an assembly line is a common application in the industrial specifically in the production area. Line balancing is applied to ensure the work elements such as the cycle time are equal for each workstation to ensure an equal flow of the products. In the past studies, several line balancing algorithms model has been developed and all these were based on deterministic algorithms which do not usually consider the dynamic nature of a real manufacturing system. In addition to that, no proper study has been done in identifying bottleneck of processes. Apart from that, in usual, equipment utilization would be concentrated most and the issue with labor assignment is still unclear and no proper study has been conducted in labor utilization. Moreover, the in commons found in the different kinds of line balancing algorithms are; these manual methods make it impossible to gain certain results and it is also difficult to predict upcoming events when the production system is modified. Therefore, a simulation modeling technique is proposed for the application of line balancing in the semiconductor assembly area.
1.3 Objective
The objectives of the study include:
(a) To study the current process flow of the production line (b) To gather appropriate data for the simulation model input
(c) To develop the simulation model according to the systematic steps
(d) To perform line balancing and analysis of the simulation model through experiment runs
(e) To recommend improvement based on the line balancing and analysis done in the simulation model
1.4 Scope
1.5 Structure of Report
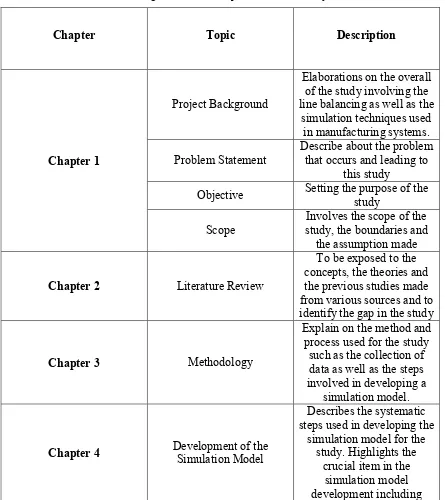
The study is done for the completion of Final Year Project. To show a better flow of what the report consists of, Table 1.1 below indicates a summary of the chapters available in the study.
Table 1.1: Organization of the Report for Final Year Project I
Chapter Topic Description
Chapter 1
Project Background
Elaborations on the overall of the study involving the line balancing as well as the
simulation techniques used in manufacturing systems. Problem Statement Describe about the problem that occurs and leading to
this study
Objective Setting the purpose of the study
Scope study, the boundaries and Involves the scope of the the assumption made identify the gap in the study
Chapter 3 Methodology
Chapter 4 Development of the Simulation Model
conceptual modeling, important data collected
and building the base models of the study.
Chapter 5 Result and Discussion
Provides the result of the study and the simulation
runs of the models developed. Discussed on
the bottleneck area, the development of the initial
models using WITNESS, the experiment runs as well
as the recommendation for improvement based on the
simulation models.
Chapter 6 Recommendation Conclusion and
Consist of the overall description mainly on the achievement of objectives
of study, the
CHAPTER 2
LITERATURE REVIEW
In this chapter, the literature review explores the dominant themes consist of the studies as well as research from various published materials. The materials namely journals, articles, books and online resources are used as guidance for the next phases of the project. This indeed is an effective way of conducting the study on what has been done and what has yet to be done involving the field the research is on. Furthermore, this section identifies the gap in research whereby any incompleteness of the previous research can be determined. This section can also be linked to the present research that is in the process to be done and the expected achievement in the research plan could be set. Specifically, this chapter will cover areas as well as topics that are in relation to line balancing, the terms and concepts used. In addition to that, the section will also introduce the simulation topic and the sub-topic related to it.
2.1 The Domain of the Project
will be in a semiconductor assembly industry and it will be the platform to conduct the project as well as the related tasks required in order to achieve the objectives of study.
2.2 The Definition and Concept of Assembly Line Balancing
Assembly lines are flow oriented production systems which are still typical in the industrial production of high quantity standardized commodities and even gain importance in low volume production of customized products. Among the decision problems which arise in managing such systems, assembly line balancing problems are important tasks in medium-term production planning.
Assembly Line Balancing or simply Line Balancing (LB) is the problem of assigning operations to workstations along an assembly line, in such a way that the assignment be optimal in some sense (Falkenauer, 2000). Meanwhile, according to Stevenson (2002), the line balancing can be define as the process of assigning tasks to workstations in such a way that the workstation have approximately equal time requirement. In assembly of the product, the line balancing have been used to make the flow of semi-finished good in the assembly line in smooth condition and also to achieve the best possible utilization of both the labor force and the plant. Assembly lines consist of successive workstations at which products are processed. Workstations are defined as places where some tasks (operational) on products are performed. Products stay at each workstation for the cycle time (C), which corresponds to the time interval between successively completed units (Ağpak and Gökçen, 2005).
For that reason, the purpose of Line Balancing is to assign the set of tasks to successive workstations in order to meet specific production requirement, for instance, meeting the desired throughput so that the minimum number of workstations are required for the process. A balanced line will ensure the reduction of bottlenecks, resulting in higher productivity as well as lowering cycle time. Apart from that, prior to meeting the demand of efficiency in production, Line Balancing aims to match the throughput rate to the scheduled production plan. It is the major concern during the initial design stage for the flow line of the production system. This is supported by Masood (2006) that assembly line balancing is used to determine optimum allocation of operations at the workstations so as to minimize the cycle time of the line for a given number of workstations, or to minimize the number of workstations for a given cycle time, by equalizing the loads on the workstation.
2.2.1 Characteristics of Assembly Line Systems
As a result of different conditions in the industrial manufacturing, assembly line system and corresponding Assembly Line Balancing Problems (ALBPs) are of varieties. The following section is a brief characterization of the most relevant properties for classifying assembly lines (Becker and Scholl, 2003).