STRATEGI UNTUK MEMAKSIMALKAN
KINERJA PEMELIHARAAN DI PT INALUM
GELADIKARYA
Oleh:
JEVI AMRI
LEMBAR PENGESAHAN
JUDUL : STRATEGI UNTUK MEMAKSIMALKAN
KINERJA PEMELIHARAAN DI PT INALUM
NAMA : Jevi Amri
NIM : 087007065
PROGRAM STUDI : Magister Manajemen
Menyetujui Komisi Pembimbing
Ketua
Prof. Dr. Ir. A. Rahim Matondang, MSIE Anggota
LEMBAR PERNYATAAN
Dengan ini saya menyatakan bahwa Laporan Geladikarya yang berjudul:
Strategi Untuk Memaksimalkan Kinerja Pemeliharaan di PT Inalum
adalah benar hasil karya sendiri dan sepanjang pengetahuan, judul yang dimaksud
belum pernah dimuat atau dipublikasikan. Semua sumber data dan informasi yang
dipergunakan telah dinyatakan secara jelas.
Medan, Maret 2012
(Jevi Amri)
RINGKASAN EKSEKUTIF
Industri aluminium primer adalah capital intensive. Pada industri
aluminium primer, kinerja maintenance terbaik menjadi salah satu isu strategis di
dalam organisasi karena berdampak potensial terhadap bottom line melalui
perbaikan produktivitas dan profitabilitas secara keseluruhan perusahaan.
Produktivitas dan profitabilitas tercapai apabila didukung kinerja maintenance
maksimal yang ditunjukkan oleh availability peralatan yang tinggi disertai dengan
biaya maintenance optimum.
Availability equipment PT Inalum dari tahun ke tahun menunjukkan
peningkatan namun masih dibawah benchmarking availability equipment industri
aluminium sebesar 95%. Biaya maintenance menunjukkan penurunan, namun
masih di atas benchmarking biaya maintenance industri manufaktur 3%. Untuk
itu dilakukan penelitian untuk memperbaiki kinerja maintenance PT Inalum
sehingga mampu meningkatkan kinerja produksi.
Penelitian dilakukan dengan membandingkan level penerapan sistem
manajemen maintenance di PT Inalum dengan sistem manajemen maintenance
dan perputaran persediaan (inventory turn over) dibandingkan dengan best
practice dunia.
Berdasarkan hasil kajian yang dilakukan, penulis berkesimpulan bahwa
level maintenance PT Inalum pada level kompeten yang mengacu kepada
manajemen maintenance kelas dunia.
Hasil taktikal strategi yang direkomendasikan berdasarkan analisa gap
yaitu meningkatkan sistem manajemen maintenance PT Inalum dari level
RIWAYAT HIDUP
Penulis dilahirkan di Pabatu, Kecamatan Tebing Tinggi Kota Madya Tebing
Tinggi, Propinsi Sumatera Utara, pada 8 Agustus 1972, sebagai anak kedua dari
lima bersaudara dari pasangan Alm. Azwir NT dan Syafrida Siregar.
Riwayat Pendidikan
1. Tahun 1985 tamat dari Sekolah Dasar Negeri 102083 Kebun Pabatu,
Kecamatan Tebing Tinggi Kota Madya Tebing Tinggi, Propinsi Sumatera
Utara.
2. Tahun 1988 tamat dari Sekolah Menengah Pertama SMP Yapendak PTPN-4
Pabatu, Kecamatan Tebing Tinggi, Kota Madya Tebing Tinggi, Propinsi
Sumatera Utara.
3. Tahun 1991 tamat dari Sekolah Menengah Atas Negeri 1 Tebing Tinggi Kota
Madya Tebing Tinggi, Propinsi Sumatera Utara.
4. Tahun 2000 tamat dari Program S1 Jurusan Mesin Fakultas Teknik,
Universitas Sumatera Utara, Propinsi Sumatera Utara.
Riwayat Pekerjaan
1. Tahun 1997~1999 Mengikuti Pelatihan Kerja Teknik Pengelasan diprakarsai
Departemen Sosial di Prefecture Nagano, Jepang.
2. Tahun 2000~2001 sebagai Site Engineer Mitsubishi Cable Co. Ltd untuk
Proyek Penggantian 275 KV Power Cable Tangga Power, PT Inalum,
Paritohan, Sumatera Utara.
3. Tahun 2002~2003 sebagai Site Manajer CV. Jaka Purwa, Tebing Tiinggi,
Sumatera Utara.
4. Tahun 2003~2010 sebagai Staff PT Indonesia Asahan aluminium, Kuala
Tanjung, Batu Bara, Sumatera Utara.
5. Tahun 2010~sekarang sebagai Junior Manager PT Indonesia Asahan
KATA PENGANTAR
Puji syukur ke hadhirat Allah SWT, Tuhan Yang Maha Esa atas berkat rahmat-Nya akhirnya Geladikarya ini dapat diselesaikan dengan judul :
“STRATEGI UNTUK MEMAKSIMALKAN KINERJA PEMELIHARAAN DI PT INALUM”
Geladikarya ini dibuat dalam rangka penyelesaian tugas akhir program Magister S-2 Magister Manajemen, Sekolah Pasca Sarjana, Universitas Sumatera Utara.
Di dalam penulisan Geladikarya ini, penulis banyak mendapat arahan, bimbingan, saran maupun petunjuk dari berbagai pihak. Pada kesempatan ini secara khusus penulis menyampaikan rasa hormat dan terima kasih yang sebesar-besarnya kepada :
1. Bapak Prof. Dr. Ir. Syahril Pasaribu, DTMH, MSc (CTM), SpA (K) selaku Rektor Universitas Sumatera Utara.
2. Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE selaku dosen pembimbing dan Direktur Sekolah Pascasarjana Universitas Sumatera Utara.
3. Bapak Prof. Dr. Ir. Darwin Sitompul, M.Eng selaku Ketua Program Studi Magister Manajemen Sekolah Pascasarjana Universitas Sumatera Utara.
7. Kedua orang tua, mertua, istri tercinta dan anak-anakku tersayang Zidan, Royyan dan Yasmin yang selalu menghibur dan memberikan inspirasi kepada penulis.
8. Rekan-rekan Mahasiswa Program Magister Manajemen Sekolah Pascasarjana Universitas Sumatera Utara khususnya Executive Class angkatan XIII dan XIV terutama Bambang Irianto, Ismadi YS dan Muhammad Ridwan yang tak henti-hentinya mendukung penulis.
Penulis mengucapkan banyak terima kasih atas segala koreksi, kritik dan saran serta bantuan yang diberikan sehingga Geladikarya ini dapat diselesaikan dengan baik.
Medan, Maret 2012
(Jevi Amri)
DAFTAR ISI
Halaman
LEMBAR PENGESAHAN ... i
LEMBAR PERNYATAAN ...ii
RINGKASAN EKSEKUTIF ... iii
RIWAYAT HIDUP... v
KATA PENGANTAR ...vii
DAFTAR ISI ... ix
DAFTAR TABEL ... xi
DAFTAR GAMBAR ...xii
DAFTAR LAMPIRAN...xiii
BAB I. PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 4
1.3 Tujuan Penelitian ... 4
1.4 Manfaat Penelitian ... 4
1.5 Batasan dan Ruang Lingkup Penelitian ... 5
BAB IV. METODE PENELITIAN
4.1 Lokasi dan Waktu Penelitian... 28
4.2 Sumber dan Jenis Data ... 28
4.3 Teknik Pengumpulan Data ... 29
4.4 Analisis Data ... 31
BAB V. DESKRIPSI PERUSAHAAN 5.1 Deskripsi PT. Inalum... 32
5.2 Visi, Misi dan Nilai PT. Inalum ... 36
5.3 Struktur Organisasi Maintenance PT. Inalum ... 38
5.4 Sistem Maintenance PT. Inalum ... 39
BAB VI. HASIL DAN PEMBAHASAN 6.1 Hasil Pengumpulan Data ... 41
6.2 Diagnosis Sistem ... 41
6.3 Benchmarking ... 45
6.4 Perumusan Taktikal Strategi ... 51
BAB VII. KESIMPULAN DAN SARAN 7.1 Kesimpulan ... 53
7.2 Saran ... 54
DAFTAR TABEL
No. Teks Halaman
1. Tabel 4.1 Jadwal Penelitian 27
2. Tabel 4.2 Populasi Berdasarkan Bagian dan Level Manajemen 29 3. Tabel 4.3 Quota Sampel Berdasarkan Bagian dan Level Manajemen 30
4. Tabel 6.1 Tabulasi Hasil Kuisioner 42
DAFTAR GAMBAR
No. Teks Halaman
1. Gambar 1.1 Availability dan Maintenance Cost PT Inalum 2
2. Gambar 2.1 Klasifikasi Perawatan 7
3. Gambar 2.2 Maintenance Viscous Circle 13
4. Gambar 2.3 World Class Maintenance 14
5. Gambar 2.4 Langkah-langkah Plan & Scheduling 16 6. Gambar 2.5 Langkah-langkah Menuju World Class Maintenance 17 7. Gambar 2.6 Langkah-langkah Fundamental RCM 21 8. Gambar 2.7 Proses Redesign dan Continuous Improvement 24
9. Gambar 3.1 Kerangka Konseptual 26
DAFTAR LAMPIRAN
No. Teks Halaman
RINGKASAN EKSEKUTIF
Industri aluminium primer adalah capital intensive. Pada industri
aluminium primer, kinerja maintenance terbaik menjadi salah satu isu strategis di
dalam organisasi karena berdampak potensial terhadap bottom line melalui
perbaikan produktivitas dan profitabilitas secara keseluruhan perusahaan.
Produktivitas dan profitabilitas tercapai apabila didukung kinerja maintenance
maksimal yang ditunjukkan oleh availability peralatan yang tinggi disertai dengan
biaya maintenance optimum.
Availability equipment PT Inalum dari tahun ke tahun menunjukkan
peningkatan namun masih dibawah benchmarking availability equipment industri
aluminium sebesar 95%. Biaya maintenance menunjukkan penurunan, namun
masih di atas benchmarking biaya maintenance industri manufaktur 3%. Untuk
itu dilakukan penelitian untuk memperbaiki kinerja maintenance PT Inalum
sehingga mampu meningkatkan kinerja produksi.
Penelitian dilakukan dengan membandingkan level penerapan sistem
manajemen maintenance di PT Inalum dengan sistem manajemen maintenance
kelas dunia. Diagnosis sistem management dilakukan melalui kuesioner terhadap
dan perputaran persediaan (inventory turn over) dibandingkan dengan best
practice dunia.
Berdasarkan hasil kajian yang dilakukan, penulis berkesimpulan bahwa
level maintenance PT Inalum pada level kompeten yang mengacu kepada
manajemen maintenance kelas dunia.
Hasil taktikal strategi yang direkomendasikan berdasarkan analisa gap
yaitu meningkatkan sistem manajemen maintenance PT Inalum dari level
BAB I
PENDAHULUAN
1.1 Latar Belakang
Industri aluminium adalah industri logam dasar yang mulai dikembangkan di
Indonesia pada awal tahun 1982. Hal ini ditandai dengan beroperasinya Pabrik
Peleburan Aluminium, PT Indonesia Asahan Aluminium (PT Inalum) di Sumatera
Utara. PT Inalum didirikan dengan dana investasi sebesar 411 Miliar Yen atau 950
juta USD. Investasi ini adalah investasi terbesar di Indonesia untuk satu proyek
sampai sekarang. (http://www.otorita-asahan).
Industri aluminium primer adalah industri padat modal. Di dalam struktur
industri aluminium biaya modal mencapai 24 % (CRU, 2010). Besarnya kontribusi
biaya modal tersebut akan mempengaruhi biaya produksi aluminium secara total.
Biaya modal diperlukan untuk membangun fasilitas produksi (pabrik peleburan
aluminium) yang terdiri dari: tungku reduksi, pabrik anoda, pabrik pencetakan
aluminium, pergudangan, pelabuhan, workshop dan fasilitas pendukung lainnya.
Dalam menjalankan kegiatan produksi terdapat dua hal yang perlu
diperhatikan guna menjamin produktivitas dan efisiensi yang tinggi yaitu
ketersediaan dan kehandalan. Ketersediaan dan kehandalan yang tinggi diperoleh
melalui perawatan seluruh fasilitas produksi dan pendukungnya dengan baik. Agar
perawatan dapat terlaksana dengan baik maka harus dibangun suatu sistem
perawatan pabrik dan dikelola melalui pendekatan manajemen maintenance. Proses
manajemen maintenance dimulai dari perencanaan, pengadaan suku cadang,
Untuk menjalankan kegiatan maintenance diperlukan biaya yang disebut
maintenance cost. Maintenance cost harus efisien agar biaya produksi secara
keseluruhan menjadi rendah. Maintenance cost efisien bila biaya tenaga kerja,
material (spare part) dan over head rendah dengan tetap menjaga availability dan
reliability peralatan yang tinggi untuk memuaskan pemakai, pemilik dan pelanggan
sejalan dengan peningkatan produktivitas.
Oleh sebab itu maintenance adalah merupakan proses bisnis yang kritis dan
berdampak potensial terhadap bottom line yaitu return on asset, profit margin dan
asset turnover. Pada industri aluminium primer, kinerja maintenance terbaik
menjadi salah satu isu strategis di dalam organisasi. Maintenance berperan dalam
menurunkan produk cacat, meningkatkan kapasitas produksi dan memperbaiki
produktifitas serta profitabilitas secara keseluruhan perusahaan.
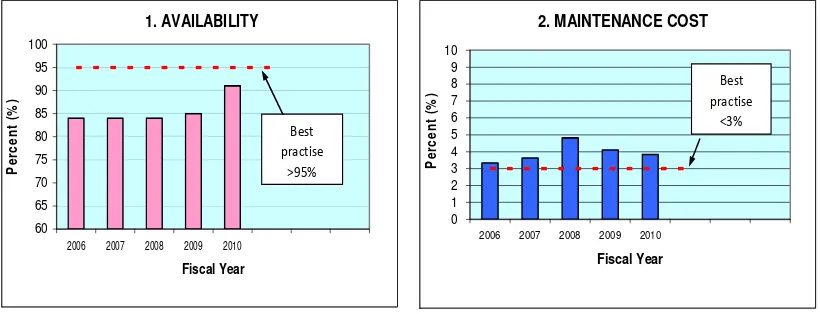
Kinerja maintenance PT Inalum dari data beberapa tahun terakhir
dibandingkan best praktis terhadap ketersediaan (availability) dan biaya
maintenance (dibagi biaya investasi) untuk industri dapat dilihat pada Gambar 1.1
1. AVAILABILITY
2006 2007 2008 2009 2010
Fiscal Year
2006 2007 2008 2009 2010
Fiscal Year
Walaupun availability equipment PT Inalum dari tahun ke tahun
menunjukkan peningkatan namun masih dibawah benchmarking availability
equipment industri aluminium sebesar 95% (Campbell JD, 1995). Begitu juga
dengan biaya maintenance yang juga menunjukkan penurunan, namun masih di atas
benchmarking biaya maintenance industri manufaktur 3% (Frampton C, 2001).
Bila biaya maintenance PT Inalum dibandingkan dengan industri
manufaktur diperoleh posisi PT Inalum berada pada posisi tinggi. Namun
perbandingan ini tidak bisa dijadikan acuan fair untuk menilai posisi biaya
maintenance karena jenis industri yang berbeda. Sementara itu biaya maintenance
PT Inalum dibanding industri aluminium sejenis belum diketahui.
Untuk melihat posisi biaya maintenance PT Inalum relatif terhadap industri
sejenis dilakukan dengan cara membandingkan biaya maintenance rata-rata industri
aluminium dunia. Posisi biaya maintenance yang diperoleh bisa dijadikan acuan
dalam menyusun program maintenance untuk mendukung strategi perusahaan.
Dari pembahasan di atas maka kinerja maintenance PT Inalum belum bisa
dinilai apakah sudah berada pada kondisi terbaik. Karena satu variabel yaitu posisi
biaya maintenance terhadap industri sejenis belum diketahui. Karena kinerja
maintenance belum dapat dinilai, maka strategi maintenance yang dilaksanakan
juga belum bisa dinilai. Apabila posisi kinerja maintenance diketahui maka kita
dapat menyusun strategi maintenance yang sesuai untuk mendapatkan kinerja
1.2 Rumusan Masalah
Berdasarkan uraian di atas maka dirumuskan permasalahan sebagai berikut:
Bagaimana posisi sistem manajemen maintenance PT Inalum dibandingkan
dengan sistem manajemen maintenance kelas dunia dan bagaimana kinerja
maintenance dibandingkan dengan benchmarking.
1.3 Tujuan Penelitian
1. Untuk mengetahui posisi sistem manajemen maintenance dan kinerja
manajemen maintenance PT Inalum dibandingkan industri aluminium
dunia.
2 Menyusun strategi yang diperlukan untuk memaksimalkan kinerja manajemen maintenance guna mendukung strategi perusahaan untuk bersaing di pasar global.
1.4 Manfaat Penelitian 1. Bagi Perusahaan
Sebagai dokumen yang dapat digunakan untuk memperkaya kajian
strategi fungsional maintenance di PT Inalum.
2. Bagi Peneliti
Untuk mengembangkan pengetahuan dan wawasan manajemen yang
diterima pada sekolah Pascasarjana, Program Magister Manajemen dan
aplikasinya di Perusahaan.
3. Bagi Masyarakat
Memahami secara strategis PT Inalum di dalam manajemen
1.5 Batasan dan Ruang Lingkup Penelitian
Dibatasi untuk pekerjaan maintenance semua peralatan (asset) di Smelter
Site, Kuala Tanjung yang meliputi penggunaan spare part dan pekerjaan
contracted work dan tidak termasuk aktivitas investasi. Sementara untuk
BAB II
LANDASAN TEORI
2.1 Perawatan (Maintenance)
Perawatan (maintenance) adalah semua tindakan yang dibutuhkan untuk
memelihara suatu unit mesin atau alat di dalamnya atau memperbaiki sampai pada
kondisi tertentu yang bisa diterima. Perawatan (maintenance) merupakan suatu
kombinasi dari setiap tindakan yang dilakukan untuk menjaga suatu mesin atau
untuk memperbaikinya sampai suatu kondisi yang bisa diterima (Corder, 1992)
2.1.1 Tujuan Perawatan
Tujuan utama dari perawatan (maintenance) adalah (Corder, 1992):
1. Untuk memperpanjang usia kegunaan aset (yaitu setiap bagian dari suatu tempat
kerja, bangunan, dan isinya). Hal ini paling penting di negara berkembang
karena kurangnya sumber daya modal untuk pergantian.
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk produksi
(atau jasa) dan mendapatkan laba investasi (return on investment) maksimum
yang mungkin.
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan
dalam keadaan darurat setiap waktu, misalnya unit cadangan, unit pemadam
kebakaran dan penyelamat, dan sebagainya.
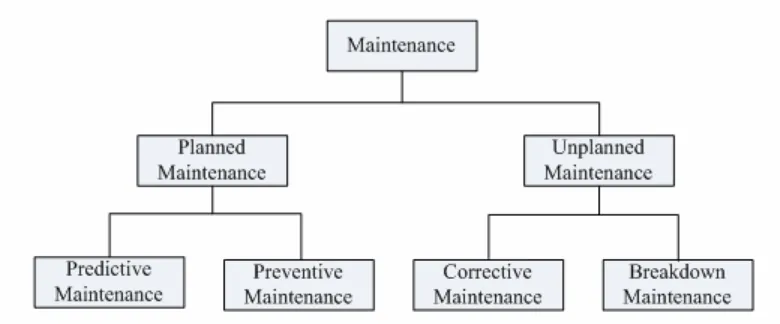
2.1.2 Pengklasifikasian Perawatan
Pendekatan perawatan pada dasarnya dapat dibagi menjadi 2 bagian yaitu
Planned dan Unplanned. Klasifikasi dari pendekatan sistem perawatan tersebut
dapat dilihat pada Gambar 2.1.
Gambar 2.1. Klasifikasi Perawatan (Corder, 1992)
Adapun Klasifikasi dari Perawatan Mesin (Corder, 1992) adalah:
1. Planned Maintenance, suatu tindakan atau kegiatan perawatan yang
pelaksanaannya telah direncanakan terlebih dahulu. Planned maintenance
terbagi atas 2, yaitu:
a. Preventive Maintenance, suatu sistem perawatan yang terjadwal dari suatu
peralatan/komponen yang didesain untuk meningkatkan keandalan suatu
mesin serta untuk mengantisipasi segala kegiatan perawatan yang tidak
Preventive maintenance terbagi atas:
1) Time based maintenance
Kegiatan perawatan ini berdasarkan periode waktu, meliputi inspeksi
harian, service, pembersihan harian dan lain sebagainya.
2) Condition based maintenance
Kegiatan perawatan ini menggunakan peralatan untuk mendiagnosa
perubahan kondisi dari peralatan/asset, dengan tujuan untuk
memprediksi awal penetapan interval waktu perawatan.
b. Predictive maintenance didefinisikan sebagai pengukuran yang dapat
mendeteksi degradasi sistem, sehingga penyebabnya dapat dieliminasi atau
dikendalikan tergantung pada kondisi fisik komponen. Hasilnya menjadi
indikasi kapabilitas fungsi sekarang dan masa depan.
2. Unplanned maintenance, suatu tindakan atau kegiatan perawatan yang
pelaksanaannya tidak direncanakan. Unplanned maintenance terbagi atas 2,
yaitu:
a. Corrective maintenance, suatu kegiatan perawatan yang dilakukan untuk
memperbaiki dan meningkatkan kondisi mesin sehingga mencapai standar
yang telah ditetapkan pada mesin tersebut.
b. Breakdown maintenance, yaitu suatu kegiatan perawatan yang
pelaksanaannya menunggu sampai dengan peralatan tersebut rusak lalu
dilakukan perbaikan. Cara ini dilakukan apabila efek failure tidak bersifat
2.1.2.1 Preventive Maintenance
Preventive maintenance adalah suatu sistem perawatan yang terjadual dari
suatu peralatan/komponen yang didesain untuk meningkatkan kehandalan mesin
serta untuk mengantisipasi segala kegiatan perawatan yang tidak direncanakan
sebelumnya (Worsham, 2002).
Kegiatan preventive maintenance dilakukan erat kaitannya dalam hal
menghindari suatu sistem atau peralatan mengalami kerusakan. Pada kenyatannya,
kerusakan masih mungkin saja terjadi meskipun telah dilakukan preventive maintenance.
Ada tiga alasan mengapa dilakukan tindakan preventive maintenance yaitu:
1. Menghindari terjadinya kerusakan.
2. Mendeteksi awal terjadinya kerusakan.
3. Menemukan kerusakan yang tersembunyi.
Sedangkan keuntungan dari penerapan preventive maintenance antara lain
adalah sebagai berikut (Worsham, 2002):
1. Mengurangi terjadinya perbaikan (repairs) dan downtime.
2. Meningkatkan umur penggunaan dari peralatan.
3. Meningkatkan kualitas dari produk.
4. Meningkatkan availibilitas dari peralatan.
5. Meningkatan kemampuan dari operator, bagian mekanik dan keselamatan.
6. Mengurangi waktu untuk merespon terjadinya kerusakan yang parah.
7. Menjamin peralatan dapat digunakan sesuai dengan fungsinya.
8. Meningkatkan kontrol dari peralatan dan mengurangi inventorylevel.
9. Memperbaiki sistem informasi terhadap peralatan/komponen.
2.1.2.2 Corrective Maintenance
Corrective maintenance merupakan kegiatan perawatan yang dilakukan
untuk mengatasi kegagalan atau kerusakan yang ditemukan selama masa waktu
preventive maintenance. Pada umumnya, corrective maintenance bukanlah aktivitas
perawatan yang terjadwal, karena dilakukan setelah sebuah komponen mengalami
kerusakan dan bertujuan untuk mengembalikan kehandalan sebuah komponen atau
sistem ke kondisi semula (Worsham, 2002):
Corrective maintenance di dalam buku “Maintanability, Maintenance and
Realibility for Engineers”, diasumsikan bahwa corrective maintenance dapat
dilaksanakan dengan lima langkah berikut (Dhillon, 2006):
1. Mengetahui penyebab kegagalan (failure recognition).
2. Lokasi kegagalan (failure location).
3. Mendiagnosa peralatan atau unit-unit yang gagal (dianogsis within the
equipment or item).
4. Mengganti atau memperbaiki bagian yang gagal (failed part replacement or
repair).
5. Mengembalikan sistem ke kondisi menjalankan tugasnya kembali (system to
service).
2.2 Praktek Manajemen Maintenance Terbaik
Tekanan untuk merespon pelanggan dan meningkatkan keuntungan
perusahaan telah mengubah peran pemeliharaan. Tujuan pemeliharaan pabrik adalah
pada kemampuan pabrik untuk memenuhi tujuan strategis perusahaan diluar
kualitas, layanan pelanggan, keselamatan dan pengendalian lingkungan. Lingkungan
industri persaingan global telah mengarah pada penciptaan optimalisasi
pemeliharaan untuk mencapai kinerja kelas dunia.
Model pemeliharaan DuPont untuk mencapai keunggulan diringkas dalam enam
poin (Espinoza, 2005):
1. Hilangkan cacat.
2. Meningkatkan presisi semua pekerjaan.
3. Merancang ulang peralatan sehingga cocok untuk tujuan bisnis saat ini.
4. Lebih berfokus pada nilai jangka panjang dan kesinambungan, bukan pada biaya
jangka pendek.
5. Memiliki disiplin dalam seluruh organisasi, dalam mengejar hal yang benar serta
proaktif dalam setiap keputusan.
6. Jangan hanya memperbaiki, tetapi melakukan perbaikan sebagai aktivitas harian.
2.3 Maintenance pada Industri Aluminium dan Tantangannya
Strategi manufaktur yang digunakan ditambah dengan teknologi baru, telah
menempatkan efektivitas pemeliharaan suatu bagian yang penting bagi bisnis
manufaktur aluminium. Pemeliharaan dalam industri aluminium terlibat dalam
kemitraan strategis dengan fungsi lain dari organisasi. Untuk mengidentifikasi dan
mendukung pabrik cara-cara tertentu difokuskan pada keandalan proses
pemeliharaan sehingga dapat berkontribusi pada pencapaian tujuan bisnis yang telah
ditetapkan.
Dalam upaya untuk mendapatkan keuntungan kompetitif atas pesaing utama,
industri menggunakan sejumlah indikator kinerja pemeliharaan dengan cara yang
pemeliharaan yang efektif untuk memindahkan rasio aktivitas dari tidak terencana
menjadi terencana. Selain itu, tekanan anggaran pemeliharaan dan persaingan sengit
dalam industri yang mendorong organisasi untuk pindah ke pendekatan yang lebih
proaktif yaitu pendekatan pemeliharaan berbasis kondisi. Manfaat dari kehandalan
organisasi bersifat strategis yang bertujuan meningkatkan pendapatan dan output,
meningkatkan kepuasan pelanggan, keamanan dan integritas lingkungan.
2.3.1 Tantangan Pemeliharaan
Pemeliharaan merupakan fungsi bisnis yang kritis dan berdampak pada
risiko komersial, output pabrik, kualitas produk, biaya produksi, keselamatan dan
kinerja lingkungan. Pemeliharaan dalam praktek organisasi terbaik tidak hanya
sebagai biaya yang harus dihindari, tapi bersama-sama dengan keandalan rekayasa,
sebagai fungsi pengungkit bisnis yang tinggi. Hal ini dianggap sebagai mitra bisnis
yang berharga, yang berkontribusi dengan kemampuan dan perbaikan kinerja aset
secara terus-menerus.
Dilema yang dihadapi oleh supervisor maintenance dalam organisasi adalah
bahwa mereka nyaris tidak memiliki sumber daya yang cukup untuk menjaga pabrik
bekerja, apalagi menemukan cara-cara untuk meningkatkan kehandalan kinerja. Bila
perusahaan melakukan praktik pemeliharaan darurat, perawatan dengan sumber
daya yang terbatas akan gagal . Dalam kasus ini preventive maintenace gagal dan
pasti menghasilkan lebih banyak kerusakan secara terus menerus. Selain kehilangan
produktifitas, pemeliharaan yang tidak terencana sering memperburuk situasi.
Perbaikan sementara membutuhkan tambahan tenaga kerja, atau dalam kasus
terburuk, gagal sebelum diperbaiki. Seringkali dalam usaha untuk mengontrol biaya,
karena lebih sedikit karyawan yang tersisa, hampir menyerah dan putus asa. Hal ini
ditunjukkan seperti gambar berikut:
Gambar 2.2 Maintenance Viscous Circle (Champbell, 1995)
2.4 Struktur Biaya Maintenance
Struktur biaya maintenance dibagi dua, yaitu biaya maintenance langsung
dan biaya maintenance tidak langsung (Frampton, 2001). Biaya maintenance
langsung terdiri dari:
1. Biaya tenaga kerja.
2. Biaya material.
3. Biaya overhead.
Sedangkan biaya maintenance tidak langsung terdiri dari:
1. Availabilty peralatan.
2. Kapasitas yang tidak digunakan.
3. Biaya umur peralatan.
5. Karyawan produksi yang berlebih.
6. Bahan terbuang dan kerja ulang.
7. Pengiriman yang terlambat.
8. Kehilangan pelanggan.
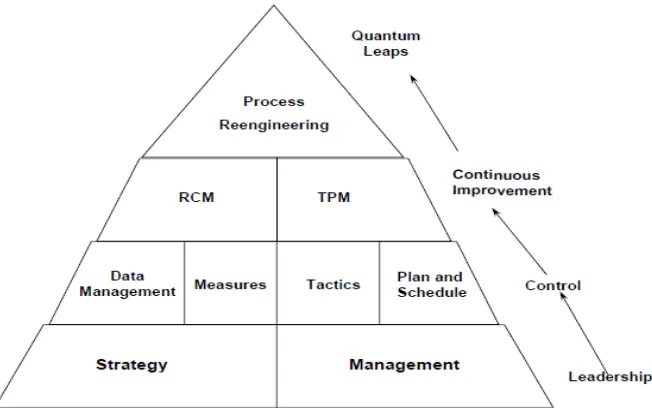
2.5 World ClassMaintenance
World class maintenance digambarkan oleh Campbell adalah perusahaan
yang menerapkan continous improvement melalui tools RCM & TPM. Tahapan
yang harus dilalui adalah melalui "basic fundamental" seperti yang digambarkan
oleh ‘Campbell trian' (Campbell, 95)
Gambar 2.3 World Class Maintenance (Campbell, 1995)
1. Membangun organisasi yang mendukung terjaminnya aktivitas analisa
perawatan melalui RCM agar terlaksana dengan kondusif.
Apapun bentuk organisasinya apakah dilekatkan di organisasi existing ataukah
sebagai organisasi independen harus dimunculkan formal. Ada koordinator
aktivitas analisa RCM, pelaksana (mekanik, elektrik, instrument-computer),
planner, produksi, nara sumber/expert, serta steering committee.
2. Strategies adalah kebijakan-kebijakan struktural corporate yang memberikan
payung hukum sebagai jaminan kontrol menuju world class maintenance.
Format kongkritnya bisa berupa instruksi tertulis manajemen puncak &
menengah, dijabarkan sebagai salah satu bagian dari business blue print
perusahaan, serta di tataran pelaksanaan melalui penetapan KPI (Key
Performance Indicator) yang menetapkan angka-angka pencapaian RCM dilevel
pelaksana analisa RCM.
3. Information System adalah jaringan informasi yang mendukung aplikasi
penerapan RCM dimana diharapkan pemilihan IT dapat
mengakomodir/memudahkan upload hasil analisa RCM ke jaringan IT
(contohnya: SAP R3, Avantis) sehingga memungkinkan monitoring aplikasi
analisanya. Sebaliknya sistem IT yang dipilih bisa memberikan input/masukan
yang optimal dalam memberikan bahan-bahan analisa RCM yang diperlukan
seperti metoda maintenance, time scheduling (frekuensi, durasi), work center,
spare part & tools.
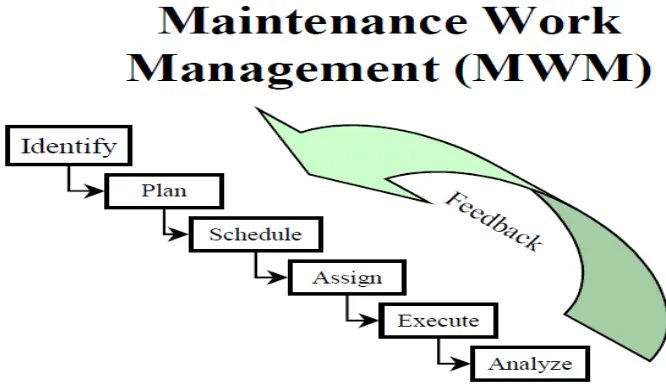
4. Planning & Scheduling
Planning & scheduling adalah bagian dari maintenance work management
seperti ditunjukkan pada Gambar 2.4, yang merupakan sistem yang harus
tersedia untuk memutar roda hasil analisa RCM yang telah dihasilkan oleh tim
perencanaan jangka panjang dan scheduling adalah sistem perencanaan yang
mengarahkan ke operasional jangka pendek (harian, mingguan, bulanan) dan
mengkoordinasikan pelaksanaan perawatan rutin maupun yang tidak terencana
dengan kondisi plant yang up to date.
Gambar 2.4 Langkah-langkah Plan & Scheduling (Campbell, 1995)
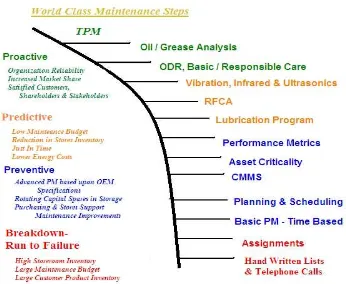
5. Pro Active Maintenance
Ini merupakan icon yang mengarahkan jenis perawatan Tradisional ke jenis
perawatan modern (Continous Improvement) yang real aplikasinya seperti
ditunjukkan pada Gambar 2.5, yang mengakomodir pengukuran-pengukuran
baik secara manual ataupun menggunakan tools, dapat dituangkan kedalam
format tertentu, sehingga dapat dianalisa dengan mudah trend atau
kecenderungan mesin. Lebih lanjut dapat dijadikan input balik (feed-back) yang
Gambar 2.5 Langkah-langkah Menuju World Class Maintenance
(www.nccer.org)
6. TPM (Total Produktive Maintenance)
Adalah format maintenance yang secara penuh mampu mendukung World Class
Manufacturing. Dasar dari TPM adalah pelaksanaan 5R (Ringkas, Rapi, Resik,
Rawat, Rajin).
• TPM adalah strategi maintenance pada tingkat dasar yang memiliki 3 prinsip
yaitu: Maintenance Engineering, Total Quality Management (TQM), dan
Just-in-Time Operation.
Tujuan utama dari TPM yaitu:
- Memaksimalkan keefektifan dan produktivitas peralatan dan mengurangi
kerugian-kerugian dari peralatan.
- Menciptakan rasa memiliki dari operator yang menjalankan peralatan
melalui program pelatihan dan keterlibatan karyawan.
- Mempromosikan perbaikan terus-menerus melalui kegiatan-kegiatan grup
kecil di produksi, engineering dan personel maintenance.
7. RCM (Reliability Centered Maintenance)
Yaitu sistem perawatan yang berbasiskan kehandalan. Kehandalan yang
dimaksud disini adalah kemampuan mempertahankan fungsi dari
mesin/peralatan pabrik pada prestasi yang diharapkan dan pada kondisi yang
ditentukan.
Reliability Centered Maintenance (RCM) merupakan sebuah proses teknik
logika untuk menentukan tugas-tugas pemeliharaan yang akan menjamin sebuah
perancangan sistem keandalan dengan kondisi pengoperasian yang spesifik pada
sebuah lingkungan pengoperasian yang khusus. Penekanan terbesar pada Reliability
Centered Maintenance (RCM) adalah menyadari bahwa konsekuensi atau resiko
dari kegagalan adalah jauh lebih penting dari pada karakteristik teknik itu sendiri.
RCM dapat didefinisikan sebagai sebuah proses yang digunakan untuk menentukan
apa yang harus dilakukan untuk menjamin bahwa beberapa asset fisik dapat berjalan
secara normal melakukan fungsi yang diinginkan penggunaanya dalam konteks
operasi sekarang (Dhillon, 2006).
Penelitian mengenai RCM pada dasarnya berusaha menjawab 7 pertanyaan
Ketujuh pertanyaan mendasar tersebut (Dhillon, 2006) adalah:
1. Apakah fungsi dan hubungan performansi standar dari item dalam konteks pada
saat ini (system function)?
2. Bagaimana item/peralatan tersebut rusak dalam menjalankan fungsinya
(functional failure)?
3. Apa yang menyebabkan terjadinya kegagalan fungsi tersebut (failure mode)?
4. Apakah yang terjadi pada saat terjadi kerusakan (failure effect)?
5. Bagaimana masing-masing kerusakan tersebut terjadi (failure consequence)?
6. Apakah yang dapat dilakukan untuk memprediksi atau mencegah
masing-masing kegagalan tersebut (proactive task and task interval)?
7. Apakah yang harus dilakukan apabila kegiatan proaktif yang sesuai tidak
berhasil ditemukan?
RCM merupakan suatu teknik yang dipakai untuk mengembangkan
Preventive Maintenance. Hal ini didasarkan pada prinsip bahwa keandalan dari
peralatan dan stuktur dari kinerja yang akan dicapai adalah fungsi dari perencanaan
dan kualitas pembentukan Preventive Maintenance yang efektif. Perencanaan
tersebut juga meliputi komponen pengganti yang telah diprediksikan dan
direkomendasikan. Reliability Centered Maintenance (RCM) didefinisikan sebagai
sebuah proses yang digunakan untuk menentukan kebutuhan perawatan terhadap
aset yang bersifat fisik dalam konteks operasinya. Secara mendasar, metodologi
RCM menyadari bahwa semua peralatan pada sebuah fasilitas tidak memiliki
tingkat prioritas yang sama. RCM menyadari bahwa disain dan operasi dari
peralatan berbeda-beda sehingga memiliki peluang kegagalan yang berbeda-beda
Pendekatan RCM terhadap program maintenance memandang bahwa suatu
fasilitas tidak memiliki keterbatasan finansial dan sumber daya, sehingga perlu
diprioritaskan dan dioptimalkan. Secara ringkas, RCM adalah sebuah pendekatan
sistematis untuk mengevaluasi sebuah fasillitas dan sumber daya untuk
menghasilkan reliability yang tinggi dan biaya yang efektif. RCM sangat
bergantung pada predictive maintenance tetapi juga menyadari bahwa kegiatan
maintenance pada peralatan yang tidak berbiaya mahal dan tidak penting terhadap
reliability peralatan lebih baik dilakukan pendekatan reactive maintenance.
Pendekatan RCM dalam melaksanakan program maintenance dominan bersifat
predictive dengan pembagian sebagai berikut:
1. < 10% Reactive.
2. 25% - 35% Preventive.
3. 45% - 55% Predictive.
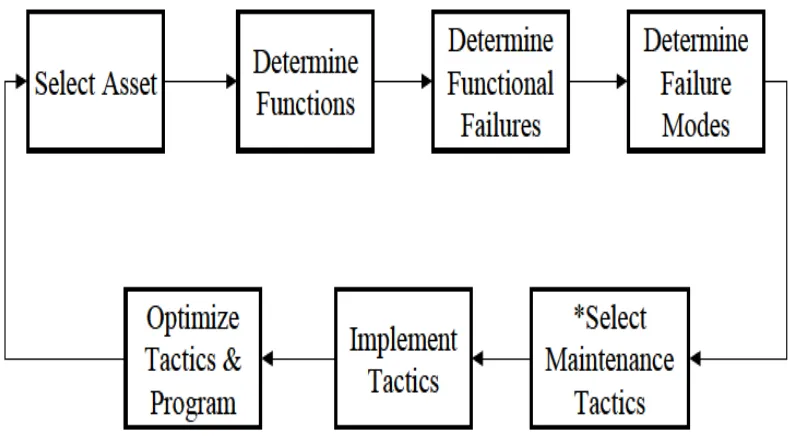
RCM memerlukan langkah-langkah sebagai berikut:
1. Pemeliharaan fungsi. Pemeliharaan fungsi merupakan ciri RCM yang penting
dan juga sulit. Sasaran RCM adalah memelihara fungsi sistem (preserve system
function).
2. Identifikasi kegagalan. Kegagalan dapat terjadi dalam berbagai bentuk dan
ukuran. Hal yang penting adalah mengidentifikasi bentuk kegagalan khusus ada
komponen tertentu yang secara potensial menghasilkan kegagalan fungsi yang
tidak diinginkan.
3. Prioritas kebutuhan fungsi. Usaha untuk dapat menentukan keputusan secara
tidak diciptakan sama sehingga semua kegagalan fungsi dan komponen yang
berhubungan dan bentuk kegagalan tidaklah sama. Sehingga kita ingin untuk
memprioritaskan bentuk kegagalan yang penting.
4. Pemilihan preventive maintenance yang effective dan applicable. Dikatakan
applicable bila tugas dapat dijalankan, maka akan melakukan satu dari tiga
alasan untuk melakukan preventive maintenance yaitu mencegah kegagalan,
mendeteksi kegagalan dan menemukan kegagalan tersembunyi. Dikatakan
effective bila kita menginginkan sumber kita (fasilitas yang ada) melakukan
tugas tersebut.
Langkah-langkah fundamental dari RCM di atas digambarkan pada Gambar 2.6
Prinsip-Prinsip RCM, antara lain:
1. RCM memelihara fungsional sistem, bukan sekedar memelihara suatu sitem/alat
agar beroperasi tetapi memelihara agar fungsi sistem/alat tersebut sesuai dengan
harapan.
2. RCM lebih fokus kepada fungsi sistem daripada suatu komponen tunggal, yaitu
apakah sistem masih dapat menjalankan fungsi utama jika suatu komponen
mengalami kegagalan.
3. RCM berbasiskan pada kehandalan yaitu kemampuan suatu sistem/equipment
untuk terus beroperasi sesuai dengan fungsi yang diinginkan.
4. RCM bertujuan menjaga agar kehandalan fungsi sistem tetap sesuai dengan
kemampuan yang didesain untuk sistem tersebut.
5. RCM mengutamakan keselamatan (safety) baru kemudian untuk masalah
ekonomi.
6. RCM mendefinisikan kegagalan (failure) sebagai kondisi yang tidak
memuaskan (unsatisfactory) atau tidak memenuhi harapan, sebagai ukurannya
adalah berjalannya fungsi sesuai performance standard yang ditetapkan.
7. RCM harus memberikan hasil-hasil yang nyata/jelas, Tugas yang dikerjakan
harus dapat menurunkan jumlah kegagalan (failure) atau paling tidak
menurunkan tingkat kerusakan akibat kegagalan.
Tujuan dari RCM adalah:
1. Untuk membangun suatu prioritas disain untuk memfasilitasi kegiatan
2. Untuk merencanakan preventive maintenance yang aman dan handal pada
level-level tertentu dari sistem.
3. Untuk mengumpulkan data-data yang berkaitan dengan perbaikan item dengan
berdasarkan bukti kehandalan yang tidak memuaskan.
4. Untuk mencapai ketiga tujuan di atas dengan biaya yang minimum.
Karena RCM sangat menitikberatkan pada penggunaan predictive
maintenance maka keuntungan dan kerugiannya juga hampir sama. Adapun
keuntungan RCM adalah sebagai berikut:
1. Dapat menjadi program perawatan yang paling efisien.
2. Biaya yang lebih rendah dengan mengeliminasi kegiatan perawatan yang tidak
diperlukan.
3. Minimisasi frekuensi overhaul.
4. Minimisasi peluang kegagalan peralatan secara mendadak.
5. Dapat memfokuskan kegiatan perawatan pada komponen-komponen kritis.
6. Meningkatkan reliability komponen.
7. Menggabungkan root cause analysis.
Adapun kerugian RCM adalah dapat menimbulkan biaya awal yang tinggi
untuk training, peralatan dan sebagainya.
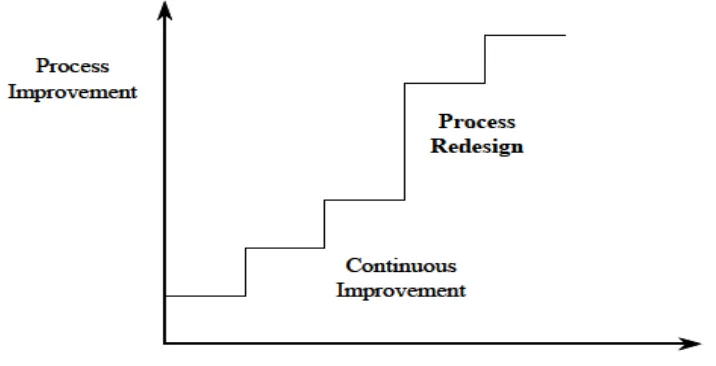
8. Proses Redesign (or Reengineering)
Proses Redesign adalah analisa dan rekonstrukti proses bisnis kunci dengan
tujuan perbaikan yang dramatis terhadap biaya, kualitas, pelayanan dan
kecepatan. Proses redesign membutuhkan usaha yang lebih besar dibanding
Gambar 2.7. Proses Redesign dan Continuous Improvement (Campbell, 1995)
9. Indikator Maintenance
Beberapa definisi indikator kinerja maintenance diformulasikan sebagai
berikut:
Availability : (Periode waktu - Jumlah jam Planned Maintenance -
Jumlah jam Forced Maintenance) / Periode waktu
Service Level (SL) : Spare parton time / Total spare part x 100%
Turn Over Ratio (TOR) : Consumption one year / Inventory value ending x 100%
PM schedule compliance : PM schedule realisasi / Total PM schedule x 100%
2.6 Taktikal Strategi
Strategi mendeskripsikan arah umum yang akan dituju suatu organisasi untuk
mencapai arah tujuannya (Anthony. R.N, 2005). Secara umum strategi terbagi 3
yaitu: Strategi Korporasi, Strategi Bisnis Unit dan Strategi Fungsional. Strategi di
strategi. Taktikal strategi merupakan serangkaian langkah dengan horizon waktu
yang dibutuhkan untuk melaksanakan rencana strategis maintenance (Campbell,
BAB III
KERANGKA KONSEPTUAL
Secara umum kinerja maintenance ditunjukkan oleh availabilitas peralatan
yang tinggi disertai dengan biaya maintenance yang optimum. Kinerja maintenance
ini dapat dicapai dengan penerapan strategi maintenance yang tepat. Misalnya
melalui penerapan model strategi RCM (Reliability Center Maintenance), TPM
(Total Productive Maintenance) ataupun model lainnya.
Geladikarya ini membahas penerapan strategi yang sesuai, diawali dengan
membandingkan level penerapan sistem manajemen maintenance di PT Inalum
dengan sistem manajemen maintenance kelas dunia menurut Campbell dengan 4
faktor yaitu: Leadership, metode, sistem, dan proses serta 9 segmen yaitu: strategi,
manajemen SDM, pemberdayaan karyawan, maintenance taktik, analisa reliability,
pengukuran performance, teknologi informasi, perencanaan & scheduling serta
proses reengineering.
Kerangka konseptual disajikan dalam gambar 3.1 berikut:
BAB IV
METODE PENELITIAN
4.1 Lokasi dan Waktu Penelitian A. Lokasi Penelitian
Penelitian dilaksanakan di PT Inalum, Kuala Tanjung Kabupaten
Batubara.
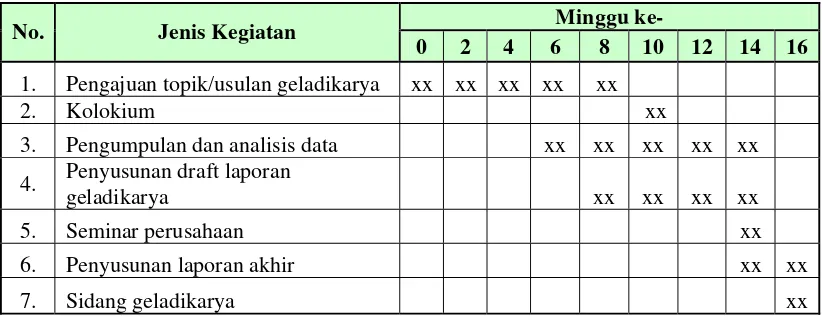
B. Waktu Penelitian
Penelitian telah dilaksanakan selama 16 minggu dimulai pada bulan
Desember 2011 seperti terlihat pada tabel 4.1
Tabel 4.1 Jadwal Penelitian
Minggu ke-
No. Jenis Kegiatan
0 2 4 6 8 10 12 14 16
1. Pengajuan topik/usulan geladikarya xx xx xx xx xx
2. Kolokium xx
3. Pengumpulan dan analisis data xx xx xx xx xx
4. Penyusunan draft laporan
geladikarya xx xx xx xx
5. Seminar perusahaan xx 6. Penyusunan laporan akhir xx xx
7. Sidang geladikarya xx
4.2 Sumber dan Jenis Data
Data yang digunakan dalam penelitian ini bersumber dari PT Inalum dan
beberapa sumber lainnya. Jenis data yang dikumpulkan adalah data primer dan
sekunder. Data primer adalah merupakan hasil penelitian atau pengamatan langsung
melalui kuesioner terhadap karyawan level manajemen PT Inalum yang terkait dan
Data sekunder yang digunakan dalam penelitian ini adalah hasil dari
laporan-laporan kinerja tahunan PT Inalum, jurnal, buletin, maupun konferensi internasional
tentang aluminium serta website lembaga konsultan tentang industri aluminium.
4.3 Metode Pengumpulan Data
Pengumpulan data dilakukan dengan menggunakan cara sebagai berikut:
1. Daftar pertanyaan atau kuesioner (terlampir), yang diberikan kepada para
responden. Dalam penelitian ini kuesioner dilakukan untuk mengetahui
persepsi karyawan di level manajemen terhadap sistem manajemen
maintenance PT Inalum saat ini.
2. Studi dokumentasi yang dilakukan terhadap hasil dari laporan-laporan
kinerja tahunan PT Inalum, jurnal, buletin, maupun konferensi internasional
tentang aluminium serta website lembaga konsultan tentang industri
aluminium untuk mengukur kinerja maintenance PT Inalum.
4.3.1 Populasi dan Sampel
Penentuan jumlah sampel dalam penelitian sangat ditentukan oleh keadaan
dari populasi, jika populasi homogen atau sifat-sifat tertentu dari populasi hampir
tidak ditemukan maka jumlah sampel tidak terlalu banyak dengan keadaan populasi
yang heterogen. Besar kecilnya jumlah sampel dari suatu populasi tidak menjamin
ketepatan suatu kesimpulan, akan tetapi ketepatan suatu kesimpulan sangat
ditentukan oleh sampel yang benar-benar representatif. Dengan kata lain, sampel itu
harus representatif dalam arti segala karakteristik populasi hendaknya tercerminkan
Obyek penelitian ini adalah sistem manajemen maintenance di PT Inalum.
Ada beberapa departemen/bagian yang berhubungan dengan sistem manajemen
maintenance tersebut yaitu bagian maintenance sebagai pelaksana kegiatan
maintenance, bagian warehouse sebagai pengelola logistik material untuk
mendukung kegiatan maintenance dan bagian produksi sebagai pengguna asset
sekaligus konsumen dari bagian maintenance.
1. Populasi adalah semua karyawan level manajemen PT Inalum yang terlibat
dengan sistem manajemen maintenance, yaitu bagian maintenance, produksi
dan warehouse. Yang dimaksud dengan level manajemen yaitu level
manajemen lini yaitu superintendent, level manajemen madya yaitu junior
manager dan manager serta level manajemen puncak yaitu senior manager.
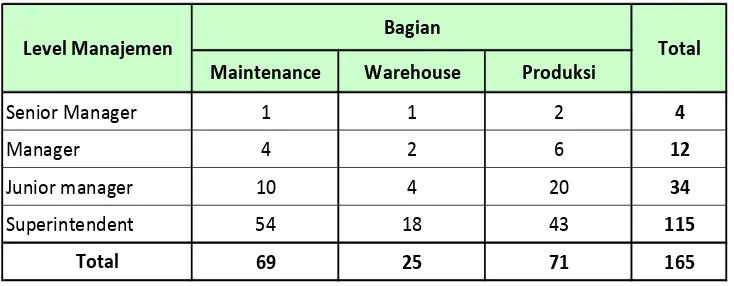
Jumlah populasi dapat dilihat pada Tabel 4.2.
Tabel 4.2 Populasi Berdasarkan Bagian dan Level Manajemen
Maintenance Warehouse Produksi
Senior Manager 1 1 2 4
Manager 4 2 6 12
Junior manager 10 4 20 34
Superintendent 54 18 43 115
69 25 71 165
Sampel adalah sebuah subset dari populasi. Sebuah subset terdiri dari
sejumlah elemen dari populasi ditarik sebagai sampel melalui mekanisme
tertentu dengan tujuan tertentu. Elemen yang ditararik dari populasi disebut
seluruh elemen-elemen yang ditarik tersebut merepresentasikan karakteristik
dari populasi (Sinulingga S, 2011). Sampling dilakukan untuk mendapatkan
data persepsi tentang sistem manajemen maintenance PT Inalum. Sampling
dilakukan dengan alasan penghematan sumber daya waktu dan biaya dalam
pengumpulan data. Metode sampling yang digunakan adalah simplerandom
sampling. Dalam simple random sampling yang sering juga disebut
unrestricted probability sampling, setiap elemen dari populasi memiliki
kesempatan atau peluang yang sama untuk terpilih menjadi anggota sampel
(Sinulingga S, 2011).
Jumlah sampel (n) dihitung dengan formula Slovin (Umar, 2004):
n = N/(1+Ne
2)
dimana N = dengan jumlah populasi 165 orang
e = tingkat kelonggaran ketidaktelitian (error) 15%
maka
n = 165/(1+165 x 0.152)
n = 35
Sehingga diperoleh jumlah sampel 35 orang.
4.4 Analisis Data
Data yang telah dikumpulkan kemudian ditabulasikan dengan statistik
deskriptif untuk mengetahui level manejemen maintenance merujuk kepada
maintenance kelas dunia oleh Campbell dan digambarkan dengan radar map.
Benchmark untuk biaya maintenance dilakukan terhadap biaya maintenance
rata-rata industri aluminium dunia dan analisis posisi biaya maintenance dengan analisis
(availability), PM schedule complieance, perputaran persediaan (inventory
turnover) dan service level dibandingkan terhadap rata-rata industri manufaktur
dengan kurva trend. Selanjutnya dilakukan perumusan strategi menggunakan
BAB V
DESKRIPSI PERUSAHAAN
5.1 Deskripsi PT Inalum
PT Inalum didirikan pada 6 Januari 1976. Jenis perusahaan adalah
penanaman modal asing (PMA) dalam bentuk Joint Venture antara Permerintah
Indonesia dan konsorsium perusahaan Jepang dengan PT Inalum memiliki 2 (dua)
bisnis yaitu Pembangkit Listrik Tenaga Air (PLTA) dan Pabrik Peleburan
Aluminium dengan kapasitas desain 225.000 Ton/tahun. Produk yang dihasilkan
adalah aluminium ingot (batangan) dengan penjualan ekspor ke Jepang dan
penjualan dalam negeri sesuai komposisi saham.
5.1.1 Riwayat Singkat
•Tahun 1908 : Gagasan untuk mengolah tenaga air sungai Asahan sebagai
Pembangkit Tenaga Listrik.
•Tahun 1919 : Pemerintah Hindia Belanda mengadakan studi kelaikan proyek
atas gagasan tersebut.
•Tahun 1939 : MEWA (Perusahaan Belanda) memulai pembangunan PLTA
Sigura-gura, namun sehubungan dengan pecah Perang Dunia II,
proyek ini tidak dapat diteruskan.
•Tahun 1962 : Pemerintah RI dan Rusia (USSR) menandatangani Perjanjian
Kerjasama untuk mengadakan studi kelaikan tentang
pembangunan Proyek Asahan.
•Tahun 1968 : Nippon Koei (Perusahaan Konsultan Jepang) menyerahkan
•Tahun 1970 : Penandatanganan perjanjian antara Departemen Pekerjaan Umum
& Tenaga Listrik (PUTL), dengan Nippon Koei tentang
perencanaan dan penelitian.
•7 Jul. 1975 : Pemerintah RI dan para Penanam Modal Jepang menandatangani
Perjanjian Induk untuk membangun PLTA dan pabrik Peleburan
Aluminium Asahan.
•6 Jan. 1976 : PT Inalum didirikan di Jakarta yang merupakan perusahaan
patungan antara pemerintah RI dengan 12 perusahaan Penanaman
Modal Jepang yaitu Nippon Asahan Aluminium (NAA Co. Ltd)
untuk melaksanakan pembangunan dan pengoperasian PLTA dan
Pabrik Peleburan Aluminium.
•20 Jan. 1982 : Presiden Suharto meresmikan operasi tahap pertama Pabrik
Peleburan Aluminium PT Inalum Kuala Tanjung, dan menyebut
proyek ini sebagai “ImpianyangMenjadiKenyataan”.
•14 Okt. 1982 : Expor perdana produksi PT Inalum ke Jepang.
5.1.2 Jenis Usaha
1. Pembangkit Listrik Tenaga Air (PLTA)
•Lokasi: Paritohan, Pintu Pohan Meranti, Kabupaten Toba Samosir, Sumatera
Utara.
•Kapasitas: Sungai Asahan dengan panjang 150 km memiliki potensi debit pada
musim kemarau 60 m3/detik dan pada musim hujan lebih dari 100 m3/detik.
Potensi tersebut dimanfaatkan untuk menggerakkan 2 (dua) stasiun PLTA yaitu
- Kapasitas terpasang: 603 MW
- Output tetap: 426 MW
- Output puncak: 513 MW
• PLTA Sigura-gura: berada 200 m di dalam perut bumi dengan 4 generator
masing-masing berkapasitas 71,5 MW dan merupakan PLTA bawah tanah
pertama di Indonesia.
• PLTA Tangga: dari bendungan Tangga, air disalurkan melalui sebuah
terowongan bawah tanah yang panjangnya 3.150 m. Terpasang 4 unit
generator masing-masing berkapasitas 79,2 MW dan berada di atas
permukaan tanah.
• Jaringan transmisi: tenaga listrik yang dihasilkan PLTA Sigura-gura dan
Tangga disalurkan melalui jaringan transmisi ke pabrik peleburan aluminium
Kuala Tanjung Batubara.
- Panjang jaringan: 120 km
- Jumlah menara: 271 unit
- Tegangan: 275 KV
2. Pabrik Peleburan Aluminium
Pabrik peleburan aluminium merupakan bagian utama dari PT Inalum dibangun
di atas areal seluas 200 ha berlokasi di Kuala Tanjung, Kecamatan Sei Suka,
Kabupaten Batubara, Propinsi Sumatera Utara sekitar 117 km dari kota Medan.
Terdiri dari 3 (tiga) pabrik utama, yaitu:
a. Pabrik carbon (carbon plant): tempat memproduksi balok-balok anoda
Pabrik carbon terdiri dari 3 (tiga) bagian yaitu:
1. Pabrik carbon mentah (green plant)
2. Pabrik pemanggangan (baking plant)
3. Pabrik penangkaian (rodding plant)
b. Pabrik reduksi (reduction plant): tempat peleburan alumina menjadi
aluminium cair.
- Terdiri dari 3 (tiga) gedung utama, masing-masing gedung terpasang 170
unit tungku tipe anoda prapanggang dengan desain 170 KA dan telah
dikembangkan menjadi 190 KA.
- Kapasitas produksi 225.000 ton/tahun dari 510 unit tungku reduksi.
Kapasitas tersebut telah dikembangkan sampai 260.000 ton/tahun
Pada tungku reduksi bahan baku alumina (Al2O3) dilebur dengan proses
elektrolisa menjadi cairan aluminium.
c. Pabrik penuangan (casting plant): tempat pencetakan aluminium cair menjadi
aluminium batangan.
Aluminium cair dari tungku reduksi diangkut ke bagian penuangan, setelah
dimurnikan lebih lanjut dalam tungkui-tungku penampung dibentuk menjadi
aluminium batangan (ingot) yang beratnya masing-masing 50 pon (± 22,7 kg)
dan merupakan produk akhir PT Inalum. Di gedung ini terdapat 10 buah
tungku penampung masing-masing berkapasitas 30 ton/jam dan 7 unit mesin
5.2 Visi, Misi dan Nilai PT Inalum
Visi:
PT Inalum menjaga hubungan yang harmonis dengan masyarakat, dan dalam 10
(sepuluh) tahun ke depan setelah tahun 2009 akan menjadi perusahaan yang terkenal
dalam produktifitas dan daya saing di industri aluminium dunia.
Misi:
1. Menciptakan manfaat bagi semua pihak yang berkepentingan melalui bisnis
yang menguntungkan serta mampu bersaing di pasar global
2. Mendukung pengembangan ekonomi regional dan nasional dan selalu menjaga
hubungan yang harmonis dengan masyarakat
Nilai:
Nilai dari Perusahaan adalah:
• Tanggap: kami menanggapi dengan segera terhadap segala sesuatu yang
berhubungan dengan peningkatan produktifitas kami
• Integritas: kami memperlakukan diri kami untuk bertanggung jawab dalam
menjalankan seluruh urusan bisnis kami dengan integritas
• Tanggung jawab: kami berusaha untuk bertanggung jawab secara terbuka dan
bersedia untuk menyelaraskan kekuatan pengambilan keputusan dengan
tanggung jawab pada semua tingkat perusahaan
Kepercayaan dan Keterbukaan:
Inti dari semua etika bisnis, harus ada kepercayaan. Kami harus terbuka dalam hal
berkomunikasi dengan pihak-pihak lain, memberikan informasi yang akurat dan
tepat waktu.
Komitmen kami terhadap kepedulian lingkungan, tanggung jawab sosial, kesehatan
dan keselamatan tidak dapat ditawar.
5.2.1 Kebijakan dan Sasaran PT Inalum
Kebijakan: Top manajemen dan karyawan bertekad untuk meningkatkan kinerja dan
mutu produk secara berkesinambungan dengan operasi yang aman, stabil dan ramah
lingkungan serta mentaati peraturan dan perundang-undangan yang berlaku agar
dapat memenuhi kepuasan pelanggan, karyawan, pemegang saham, pemerintah dan
masyarakat.
Sasaran:
1. Memaksimalkan keuntungan perusahaan dengan memaksimalkan penerimaan
kas melalui peningkatan produksi dan penjualan aluminium ingot serta
pendapatan lainnya termasuk pendapatan bunga, meminimalkan pengeluaran kas
dan mengoptimalkan biaya keuangan.
2. Meningkatkan kepuasan pelanggan melalui peningkatan pelayanan dengan
memanfaatkan sistem jaringan bisnis serta mengurangi keluhan pelanggan, dan
memperkuat reputasi atau citra perusahaan yang baik melalui pelaksanaan
3. Menjaga operasi yang efektif, efisien, aman dan stabil tanpa kecelakaan, meningkatkan
sistem perawatan, meningkatkan produktifitas, mutu produk, dan pelayanan jasa melalui
peningkatan standar dan prosedur kerja serta meminimalkan limbah yang dihasilkan dan
mengoptimalkan sistem penggunaan kembali atau daur ulang.
4. Meningkatkan kemampuan adaptasi perusahaan melalui peningkatan kompetensi
karyawan dengan peningkatan sistem pelatihan, program regenerasi dan
kepuasan karyawan serta dengan mengoptimalkan sistem informasi dan
koordinasi.
5.3 Struktur Organisasi Maintenance PT Inalum
PT Inalum memiliki tujuh divisi. Bagian/Departemen Maintenance berada
dibawah divisi Produksi. Departemen Maintenance terdiri atas 4 seksi yaitu: Seksi
Service & Workshop bertugas mengelola proses outsorcing di departemen
Maintenance, seksi Maintenance Plant 1 bertugas melakukan perawatan pabrik
anoda dan Material Handling, seksi Maintenance Plant 2 bertugas melakukan
perawatan gedung reduksi dan penuangan, serta seksi Electric Supply yang bertugas
mendistribusikan energi listrik untuk proses produksi dan pendukung. Struktur
Organisasi Maintenance PT Inalum dapat dilihat pada Gambar 5.1.
5.4 Sistem Maintenance PT Inalum
Proses perawatan membutuhkan sumber daya yang terdiri dari:
1. Tenaga kerja untuk pekerjaan repair, overhaul, replacement dan
2. Spare part / Consumable parts.
Untuk penyediaan sumber daya tersebut dilakukan secara internal maupun secara
outsourcing. Sumber daya internal dalam bentuk SDM terutama untuk pekerjaan
inspeksi dan minor repair serta supervisi pekerjaan outsourcing. Sumber daya
internal dalam bentuk sparepart dan consumable parts dikelola oleh manajemen
warehouse untuk menjamin ketersediaan spare parts sehingga pekerjaan
maintenance dapat dilakukan tepat waktu. Sedangkan sumber daya untuk pekerjaan
outsourcing dapat berupa jasa penyediaan tenaga kerja saja ataupun tenaga kerja
sekaligus spare part.
Dari gambar di atas dapat dilihat sistem maintenance di PT Inalum dimulai
dengan pembuatan hirarki peralatan yang ada dimana bagian perencanaan
(planner) Departemen Maintenance seksi Service and Workshop
menetapkan rencana maintenance dari setiap peralatan dalam bentuk jadual
perawatan. Selanjutnya data tersebut sebagai trigger bagi departemen terkait
seperti seksi Warehouse, seksi Pengadaan Barang/Jasa, seksi Perencanaan
dan Budget untuk menyediakan spare part ataupun equipment sebelum
waktu pelaksanaan pekerjaan perawatan. Proses pelaksanaan pekerjaan
(eksekutor) dilakukan oleh seksi Maintenance Plant 1, seksi Maintenance
Plant 2, seksi Electric Supply serta sub seksi Workshop.
Sumber data penyediaan spare part/jasa berasal dari 2 sumber yaitu:
preventive maintenance (PM) schedule dan work request (corrective
maintenance). Untuk penyediaan spare part untuk PM schedule ditrigger
secara regular sesuai jadwal perawatan yang diterbitkan oleh bagian
perencanaan (planner). Sedangkan penyediaan spare part untuk work
request berdasarkan data history sebelumnya berupa stok spare part
min/max.
Proses maintenance didukung dengan perangkat sistem informasi
manajemen berupa Erterprise Resource Planning (ERP). Dengan bantuan
perangkat ERP tersebut, selain sistem database, transaction process, juga
menghasilkan executive report yang digunakan untuk melaporkan dan
mengevaluasi kinerja maintenance dalam indikator seperti : frekuensi
kerusakan, downtime, availability, planned maintenance, unplanned
maintenance, schedule compliance, inventory turnover, MRO service level
BAB VI
HASIL DAN PEMBAHASAN
6.1 Hasil Pengumpulan Data
Pengumpulan data-data untuk analisis internal dilaksanakan di PT Inalum.
Diagnosis manajemen PT Inalum dilakukan dengan pengambilan data terhadap 35
orang dibagian maintenance, gudang dan produksi. Pengambilan data persepsi
responden tentang sistem manajemen maintenance PT Inalum saat ini. Kriteria
pengukuran menggunakan model Maintenance Excellent Grid - Campbel.
Faktor-faktor yang dinilai meliputi: leadership (strategi, manajemen SDM dan
pemberdayaan karyawan), metode (maintenance taktik dan reliability analysis),
sistem (performance measure dan informasi teknologi) dan proses (planning &
scheduling dan process reengineering).
6.2 Diagnosis Sistem
Penilaian masing-masing level menurut Campbell dibagi menjadi 5 level
yaitu: Innocence, Awareness, Understanding, Competence dan Excellence dimana
dalam tabulasi hasil kuisioner dikonversikan dalam bentuk angka yaitu:
• score 0-20 untuk Level Innocence
• score 21-40 untuk Level Awareness
• score 41-60 untuk Level Understanding
• score 61-80 untuk Level Competence
Hasil kuisioner ditampilkan pada tabel 6.1
Tabel 6.1 Tabulasi hasil kuisioner
Respondance Perseption Score
Grid
Production Logistic &
Maintenance Total
Dari tabel di atas dapat dilihat bahwa persepsi responden pada bagian
produksi terhadap sistem maintenance PT Inalum berada pada posisi “competence”
bila dibandingkan sistem manajemen kelas dunia. Persepsi responden pada bagian
logistik dan maintenance terhadap sistem maintenance PT Inalum juga berada pada
posisi “competence” dengan skor mendekati exellence bila dibandingkan sistem
manajemen kelas dunia. Perbedaan skor antara 68 dan 79 ini terutama terlihat pada
strategi, taktikal maintenance, pengukuran kinerja dan teknologi informasi.
Penyebab perbedaan skor dapat disebabkan kurangnya informasi atau sosialisasi
strategi maintenance kepada bagian produksi, ketidaktahuan/kurang memahami
aktivitas yang dilakukan oleh pihak maintenance dan logistik serta keterbatasan
waktu dan fasilitas dalam mengakses teknologi informasi yang berkaitan dengan
Level sistem manajemen berdasarkan segmen juga dapat dilihat dalam
bentuk Bell Mason Type Spider Diagram seperti berikut:
Gambar 6.1 Bell Mason Type Spider hasil kuisioner
Dari gambar di atas dapat dilihat bahwa faktor leadership dengan segmen
keterlibatan karyawan memiliki skor paling rendah yaitu 66 dan level competence.
Dari hasil kuisioner diperoleh informasi bahwa rendahnya faktor ini karena
karyawan hanya dilibatkan pada perbaikan di lokasi kerja saja. Sedangkan untuk
faktor lainnya berada pada level competence. Ini berarti bahwa untuk mencapai
sistem manajemen kelas dunia PT Inalum hanya membutuhkan perbaikan sistem
Jika dianalisis level untuk masing-masing segmen disajikan dalam tabel 6.2
berikut:
Tabel 6.2 Kondisi PT Inalum saat ini
No Segman Level Kondisi PT Inalum saat ini
1 Strategi Kompeten
Untuk kegiatan manajemen asset telah memiliki pelaksanaan improvement jangka panjang
2 Manajemen SDM Kompeten Man power di bagian Maintenance sebagian telah memiliki multi-skilled
3 Keterlibatan
Karyawan Kompeten
Inalum memiliki tim continuous improvement yang diintegrasikan dalam performance aprisal untuk improvement formal di lokasi kerja
4 Taktikal
Maintenance Kompeten
Taktikal maintenance sebagian berdasarkan condition base, sebagian time base dan sebagian lagi breakdown
5 Analisa Reliability Kompeten
Sebagian peralatan kritikal telah menerapkan sistem FMECA (Failure Modes, Effects and Criticality Analysis)
6 Pengukuran Kinerja Kompeten
Pengukuran kinerja maintenance dimonitor secara regular diantaranya Availability, PM Schedule Complience, Maintenace Cost, dan lain-lain
7 Teknologi
Informasi Kompeten
Menerapkan CMS/ERP dengan Software Avantis, sangat berfungsi dan terhubung dengan bagian keuangan dan warehouse
8 Analisa Proses Kompeten
Beberapa kali melakukan peninjauan terhadap proses administrasi, engineering & ketrampilan bagian Maintenance
9 Planning &
Scheduling Kompeten
6.3 Benchmarking
Benchmarking dilakukan dengan indikator yang dibandingkan meliputi
maintenance cost, availability, PM schedule compliance, inventory turn over dan
service level. Pengumpulan data referensi sebagai pembanding dalam bentuk best
praktis dan data industri. Khusus untuk maintenance cost diperoleh melalui studi
literatur. Nilai dan sumber data disajikan pada tabel berikut:
Tabel 6.3 Sumber Data Benchmark/Best Practice
No Performance Indikator Benchmark/Best Practice Sumber Data
1 Maintenace Cost Industri Aluminium
Kurva Maintenance Cost
industry Aluminium (2004) Espinoza, 2005
2 Availability > 95% Campbell, 1995
3 PM Schedule Compliance > 90% Frampton, 2001
4 Inventory Turn Over > 1.8 Campbell, 1995
5 Service Level > 91% Campbell, 1995
6.3.1 Maintenace Cost Industri Aluminium
Kurva maintenance cost industri diperoleh dari Espinoza (2005) yang
merupakan hasil survey maintenance cost dari 30 smelter aluminium di dunia pada
tahun 2004. Maintenance cost terdiri dari material cost dan labour cost. Material
cost terdiri dari spare part, consumable part, termasuk material untuk kegiatan
maintenance. Sedangkan labour cost terdiri dari kontrak kerja dan gaji karyawan di
bagian maintenance.
Untuk biaya material PT Inalum bersumber dari data pembelian spare part,
material untuk kegiatan maintenance dan consumable part pada tahun 2004. Biaya
PT Inalum bagian Maintenance tahun 2004. Data maintenance cost disajikan dalam
satuan US$ per ton aluminium. Nilai tersebut diperoleh dari biaya maintenance
dibagi produksi aluminium dalam satu tahun buku.
Hasil benchmarking untuk maintenance cost ditunjukkan pada Gambar 6.2
Gambar 6.2 Hasil Benchmarking untuk Maintenance Cost
Dari kurva tersebut diperoleh rata-rata labour cost sebesar 36 US$/t-Al, rata-rata
repair material sebesar 70 US$/t-Al dan rata-rata total maintenance cost sebesar
106 US$/t-Al. Posisi PT Inalum berada pada sedikit di atas rata-rata dunia dengan
total maintenance cost sebesar 108 US$/t-Al. Dilihat dari labour cost PT Inalum
sebesar 39 US$/t-Al, sedikit di atas rata-rata dunia. Sedangkan rata-rata repair dan
maintenance sebesar 69 US$/t-Al sedikit di bawah rata-rata dunia.
Untuk nilai man power cost yang diambil dari kontrak jasa perlu dilakukan
koreksi karena kontrak jasa tersebut ada yang mengandung komponen biaya
material seperti terlihat pada Tabel 6.4. Kandungan biaya material di dalam kontrak
Tabel 6.4 Kandungan biaya material di dalam kontrak jasa
No Out Sourcing Jumlah
Pekerjaan
Persentase Biaya Material
1 Pekerjaan Mekanikal 50 % 20 %
2 Pekerjaan Elektrikal 13 % 45 %
3 Pekerjaan Sipil 37% 60 %
4 Rata-rata 38,05 %
Dari data diatas maka koreksi untuk biaya man power adalah 30 USD per
ton Aluminium dan biaya material menjadi 78 USD per ton Aluminium. Rata-rata
biaya material PT Inalum lebih tinggi dibanding rata-rata dunia (78 dibanding 70
USD per ton aluminium).
6.3.2 Ketersediaan (Availability)
Ketersediaan mencerminkan ketersedian asset saat dibutuhkan untuk
beroperasi. Semakin tinggi nilai ketersediaan semakin baik karena menunjang
produktivitas.
Hasil Benchmarking untuk ketersediaan ditunjukkan pada Gambar 6.3
Berdasarkan best practice nilai ketersediaan > 95%. Ketersediaan PT Inalum dalam
lima tahun terakhir masih lebih rendah dari best practice. Namun sejak tahun 2006
sampai tahun 2010 terus mengalami perbaikan dari 84% menjadi 91%.
6.3.3 PM Schedule Compliance
PM schedule complience mencerminkan realisasi pelaksanaan preventive
maintenance yang dijadualkan sesuai dengan jadual yang direncanakan. Semakin
tinggi PM schedule compliance semakin baik, berarti realisasi preventive
maintenance tepat waktu.
Hasil benchmarking untuk PM schedule compliance seperti ditunjukkan
pada Gambar 6.4
Gambar 6.4 Hasil benchmarking untuk PM schedule compliance
Berdasarkan best practice nilai PM schedule compliance > 90%. PM schedule
compliance PT Inalum dalam lima tahun terakhir lebih tinggi dari best practice.
Namun sejak tahun 2009 sampai tahun 2010 sedikit mengalami penurunan sehingga
mendekati 90%. Hal ini disebabkan keterbatasan spare part dan pelaksanaan