KARYA AKHIR
RANCANGLAH SEBUAH MESIN SCREW PRESS
UNTUK PABRIK PENGOLAHAN KELAPA SAWIT
DENGAN KAPASITAS 15 TON TBS/JAM
OLEH :
ROI HANDAIN SEMBIRING NIM : 015202049
KARYA AKHIR YANG DIAJUKAN UNTUK MEMENUHI SALAH SATU SYARAT MEMPEROLEH
IJAZAH SARJANA SAINS TERAPAN
PROGRAM STUDI TEKNOLOGI MEKANIK INDUSTRI
PROGRAM DIPLOMA-IV FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Dengan segala kerendahan hati, penulis mengucapkan puji dan syukur kepada Tuhan Yang Maha Esa yang telah memberikan berkat dan rahmat-Nya, sehingga penulis mampu menyelesaikan laporan tugas akhir ini.
Laporan ini disusun untuk menyelesaikan pendidikan Program Diploma IV pada jurusan Teknologi Mekanik Industri, Departemen Teknik Mesin USU. Judul Karya akhir ini adalah ” RANCANGLAH SEBUAH MESIN SCREW PRESS UNTUK PABRIK PENGOLAHAN KELAPA SAWIT DENGAN KAPSITAS 15 TON TBS/JAM ”.
Dalam Karya akhir ini, penulis membahas tentang prinsip kerja, hal-hal yang berhubungan dengan perencanaan cetakan, kapasitas kerja, kalkulasi bahan, dan gambar kerja. Karya akhir ini dibuat setelah melaksanakan diskusi dengan pembimbing, studi kepustakaan, dan pengamatan langsung ke lapangan untuk memperoleh data-data yang diperlukan.
Dalam penyusunan Karya akhir ini, penulis banyak menemukan kesulitan namun berkat bimbingan, petunjuk dan bantuan dari berbagai pihak penulis dapat menyelesaikan karya akhir ini. Pada kesempatan ini penulis mengucapkan terima kasih banyak kepada :
1. Bapak Dr. Ing. Ir. Ikhwansyah Isanuri, Sebagai Ketua jurusan Teknologi Mekanik Industri.
dan mudah untuk dimengerti oleh penulis didalam penyelesaian karya akhir ini.
3. Para Dosen dan staf administrasi yang telah banyak membantu penulis. 4. Teristimewa dan yang terutama untuk mereka yang penulis sayangi dan
menyayangi penulis, buat Ayahku P. Pelawi dan Ibuku B Br ginting, dan untuk kakakku Enersi Br Pelawi serta adikku Amir Hamzah Pelawi, serta seluruh keluarga yang banyak memberikan bantuan dan dukungan berupa moril maupun material
5. Buat seseorang yang penulis sayangi dan cintai.
6. Seluruh rekan-rekan Mahasiswa Jurusan Teknologi Mekanik Industri Stmbk ’99, ’00, ’01. yang telah banyak membantu penulis.
Walaupun penulis sudah berupaya semaksimal mungkin, namun penulis menyadari kemungkinan terdapat kekurangan dan kesilapan. Oleh sebab itu, penulis mengharapkan saran dan kritik yang bersifat membangun dari pembaca untuk kesempurnaan Karya akhir ini dan juga sebagai masukan bagi penulis untuk masa mendatang.
Semoga Karya akhir ini dapat berguna bagi siapa pun yang membacanya.
Medan, Maret 2008 penulis,
DAFTAR ISI
KATA PENGANTAR i
DAFTAR ISI iii
DAFTAR GAMBAR v
DAFTAR TABEL vi
DAFTAR NOTASI vii
DAFTAR NOTASI viii
BAB I PENDAHULUAN 1
1.1. Latar belakang 1
1.2. Batasan Masalah 3
1.3. Pemecahan Masalah 3
BAB II PEMBAHASAN MATERI 5
2.1. Proses Pengolahan Kelapa Sawit 5
2.1.1. Jembatan Timbang 5
2.1.2. Penyortiran 6
2.1.3. Proses Perebusan ( Sterilizer ) 7
2.1.4. Proses Penebah ( Theressing ) 8 2.1.5. Proses Pengempaan ( Pressing ) 8 2.1.6. Proses Pemurnian Minyak ( Clarification Station ) 10
2.1.7. Proses Pengolahan Biji ( Kernel Silo ) 14
2.2. Detail Kerja Screw Press 17
BAB III PENETAPAN SPESIFIKASI 25
3.1. Dasar Perencanaan 25
3.2. Elemen Utama Mesin Screw Press 26 3.3. Faktor – faktor Penyebab Losses Screw Press 28
3.4. Tekanan Kerja Screw Press 29
3.6. Bahan Baku Pengolahan (Raw Material) 34
3.7. Pemilihan Screw Press 34
BAB IV UKURAN – UKURAN UTAMA 37
4.1. Perencanaan Silinder Screw Press 37
4.2. Perencanaan Ulir 41
4.3. Perencanaan Daya Penggerak 46
4.4. Perencanaan Roda Gigi Perantara 48
4.5. Poros Transmisi 51
BAB V PERENCANAAN SISTEM TRANSMISI 55
` 5.1. Perencanaan Sabuk 55
5.2. Perencanaan Pulli 61
5.3. Perencanaan Kopling 73
BAB VI KESIMPULAN 85
DAFTAR PUSTAKA 88
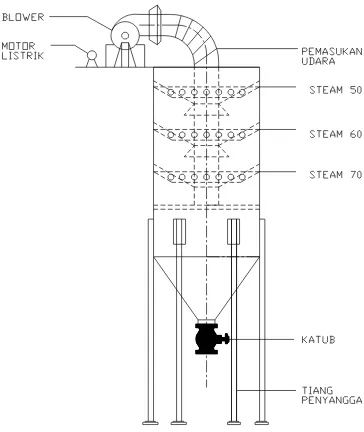
Keterangan Gambar :
1. Lubang saringan 2. Bantalan roller 3. Roda gigi
4. Bantalan Thust Roller 5. Poros Transmisi 6. Baut
7. Penutup Bantalan 8. Kopling
9. Sabuk 10.Pulli
11.Motor Penggerak 12.Rumah Bantalan 13.Pasak
BAB I PENDAHULUAN
1.1. Latar Belakang
Minyak kelapa sawit merupakan penghasil minyak nabati terbesar kedua setelah minyak kedelai. Namun, dari segi produksi kelapa sawit memiliki produktivitas lebih tinggi dibandingkan dengan tanaman penghasil minyak nabati lainnya, bahkan sepuluh kali lebih tinggi dibandingkan tanaman kedelai.
Sejak lama Indonesia dikenal sebagai produsen minyak kelapa sawit terbesar setelah Malaysia. Meskipun produksi minyak kelapa sawit Malaysia lebih besar dibanding Indonesia, tetapi pertumbuhan produksi Indonesia lebih besar. Menurut Pamin (1998), Indonesia diperkirakan menjadi produsen minyak kelapa sawit terbesar pertama di dunia pada tahun 2010. Adanya perubahan kecenderungan konsumsi dari konsumen yang lebih memperhatikan mutu minyak dan nutrisi esensial menjadi sebuah tantangan bagi peneliti di bidang kelapa sawit. Selain produksi dan mutu minyak, usaha pemuliaan kelapa sawit juga masih perlu diperbaiki.
Salah satu potensi itu adalah perkebunan dan industri kelapa sawit, yang dianggap sebagai investasi paling menguntungkan saat ini. Harga minyak sawit didalam negeri cenderung meningkat selama tujuh tahun terakhir ini (1990 – 1996), dari sekitar Rp. 500 per kilogram menjadi lebih dari Rp. 1100 per kilogram. Kecenderungan harga ekspor FOB pun terus meningkat , sejalan dengan peningkatan harga domestic tersebut. Hal yang sama terjadi pada produk hilirnya, yaitu minyak goreng yang cenderung meningkat dari waktu ke waktu. Itu berarti, peluang besar bagi pengusaha perkebunan kelapa sawit, produsen minyak kelapa sawit (CPO), dan produk – produk hilirnya (seperti minyak goreng).
Pada tahun – tahun mendatang, perkembangan harga ataupun produksi nampaknya akan terus berlanjut karena permintaan di dalam negeri juga terus meningkat. Selain itu, permintaan di pasar internasional juga meningkat karena minyak goreng dari kelapa sawit dapat mensubstitusi berbagai jenis minyak nabati lainnya yang tidak tersedia pada waktu atau musim tertentu. Dengan demikian, persediaan permintaan di dalam dan diluar negeri akan terus memacu permintaan minyak kelapa sawit sampai beberapa tahun mendatang, kecuali jika kemudian hari dapat ditemukan subsitusi potensialnya.
adalah Nigeria. Namun demikian, dinamika ekonomi dan investasi di nnegeri itu sedang mengalami stagnasi sehingga tidak mungkin menjadi pesaing potensial penghasil minyak kelapa sawit dunia yaitu Indonesia dan Malaysia.
1.2. Batasan Masalah
Mesin screw press yang direncanakan akan digunakan untuk memeras material yang berbentuk berondolan (Fruitlet) matang dari unit digester melalui proses penekanan. Sehubungan dengan hal tersebut, maka direncanakan sebuah mesin screw press yang sesuai dengan kebutuhan pengolahan.
Disebabkan oleh luasnya cakupan permasalahan yang ada pada perencanaan ini, maka perku dibatasi pembahasan perencaan ini, antara lain :
Perencanaan komponen utama mesin Screw Press Perencanaan motor penggerak.
Perencanaan transmisi
Komponen pendukung lainnya
1.3. Pemecahan Masalah
BAB II
PEMBAHASAN MATERI
2.1. Proses Pengolahan Kelapa Sawit.
PKS pada umumnya mengolah bahan baku berupa Tandan Buah Segar (TBS) menjadi minyak kelapa sawit CPO (Crude Palm Oil) dan inti sawit (Kernel). Proses pengolahan kelapa kelapa sawit sampai menjadi minyak sawit (CPO) terdiri dari beberapa tahapan yaitu:
2.1.1. Jembatan Timbang
Hal ini sangat sederhana, sebagian besar sekarang menggunakan sel-sel beban, dimana tekanan dikarenakan beban menyebabkan variasi pada sistem listrik yang diukur.
Pada Pabrik Kelapa Sawit jembatan timbang yang dipakai menggunakan sistem komputer untuk meliputi berat. Prinsip kerja dari jembatan timbang yaitu
truk yang melewati jembatan timbang berhenti 5 menit, kemudian dicatat berat truk awal sebelum TBS dibongkar dan sortir, kemudian setelah dibongkar truk kembali ditimbang, selisih berat awal dan akhir adalah berat TBS yang ditrima dipabrik.
2.1.2. Penyortiran
Kualitas buah yang diterima pabrik harus diperiksa tingkat kematangannya. Jenis buah yang masuk ke PKS pada umumnya jenis Tenera dan jenis Dura. Kriteria matang panen merupakan faktor penting dalam pemeriksaan kualitas buah distasiun penerimaan TBS (Tandan Buah Segar).
Pematangan buah mempengaruhi terhadap rendamen minyak dan ALB (Asam Lemak Buah) yang dapat dilihat pada tabel berikut :
Kematangan buah Rendamen minyak (%) Kadar ALB (%)
Buah mentah 14 – 18 1,6 – 2,8
Setengah matang 19 – 25 1,7 – 3,3
Buah matang 24 – 30 1,8 – 4,4
Buah lewat matang 28 – 31 3,8 – 6,1
Setelah disortir TBS tersebut dimasukkan ketempat penimbunan sementara ( Loding ramp ) dan selanjutnya diteruskan ke stasiun perebusan ( Sterilizer ).
2.1.3. Proses Perebusan (Sterilizer)
Lori yang telah diisi TBS dimasukan kedalam sterilizer dengan menggunakan capstand.
Tujuan perebusan :
1. Mengurangi peningkatan asam lemak bebas. 2. Mempermudah proses pembrodolan pada threser. 3. Menurunkan kadar air.
4. Melunakan daging buah, sehingga daging buah mudah lepas dari biji. Bila poin dua tercapai secara efektif maka semua poin yang lain akan tercapai juga. Sterilizer memiliki bentuk panjang 26 m dan diameter pintu 2,1 m. Dalam sterilizer dilapisi Wearing Plat setebal 10 mm yang berfungsi untuk menahan steam, dibawah sterilizer terdapat lubang yang gunanya untuk pembuangan air condesat agar pemanasan didalam sterilizer tetap seimbang.
Dalam proses perebusan minyak yang terbuang 0,7%. Dalam melakukan
proses perebusan diperlukan uap untuk memanaskan sterilizer yang disalurkan
dari boiler. Uap yang masuk ke sterilizer 2,8 - 3kg cm2,1400C dan direbus selama 90 menit.
2.1.4. Proses Penebah (Thereser Process) Hoisting Crane
Fungsi dari Hoisting Crane adalah untuk mengangkat lori dan menuangkan isi lori ke bunch feeder (hooper). Dimana lori yang diangkat tersebut berisi TBS yang sudah direbus.
Thereser
Fungsi dari Theresing adalah untuk memisahkan buah dari janjangannya dengan cara mengangkat dan membantingnya serta mendorong janjang kosong ke empty bunch conveyor.
A
POT. A - A A
KELUAR MASUK
Gambar 2.4 Bagan Kerja Threser
2.1.5. Proses Pengempaan (Pressing Process)
Proses Kempa adalah pertama dimulainya pengambilan minyak dari buah Kelapa Sawit dengan jalan pelumatan dan pengempaan. Baik buruknya pengoperasian peralatan mempengarui efisiensi pengutipan minyak. Proses ini terdiri dari :
Digester
masuk ke distribusi conveyor yang kemudian menyalurkan buah masuk ke Digester. Didalam digester tersebut buah atau berondolan yang sudah terisi penuh diputar atau diaduk dengan menggunakan pisau pengaduk yang terpasang pada bagian poros II, sedangkan pisau bagian dasar sebagai pelempar atau mengeluarkan buah dari digester ke screw press.
Fungsi Digester :
1. Melumatkan daging buah.
2. Memisahkan daging buah dengan biji. 3. Mempersiapkan Feeding Press. 4. Mempermudah proses di Press. 5. Menaikkan Temperatur.
Gambar 2.5 Digester Screw Press
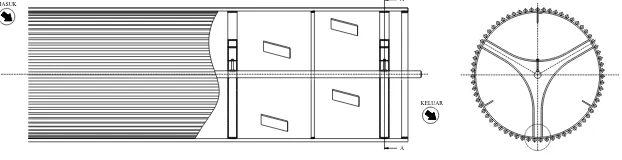
minyak dipishkan dari serabut dan biji. Selanjutnya minyak menuju stasaiun clarifikasi, sedangkan ampas dan biji masuk kestasiun kernel.
Gambar 2.6 Screw Press
2.1.6 Proses Pemurnian Minyak ( Clarification Station )
Setelah melewati proses Screw Press maka didapatlah minyak kasar / Crude Oil dan ampas press yang terdiri dari fiber. Kemudian Crude Oil masuk ke stasiun klarifikasi dimana proses pengolahannya sebagai berikut :
Sand Trap Tank ( Tangki Pemisah Pasir)
Setelah di press maka Crude Oil yang mengandung air, minyak, lumpur masuk ke Sand Trap Tank. Fungsi dari Sand Trap Tank adalah untuk menampung pasir. Temperatur pada sand trap mencapai 95 0C
Vibro Seperator / Vibrating Screen
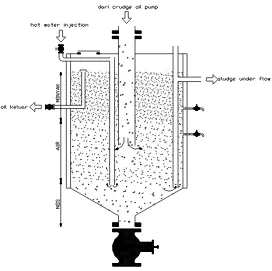
Vertical Clarifier Tank (VCT)
Fungsi dari VCT adalah untuk memisahkan minyak, air dan kotoran (NOS) secara gravitasi. Dimana minyak dengan berat jenis yang lebih kecil dari 1 akan berada pada lapisan atas dan air dengan berat jenis = 1 akan berada pada lapisan tengah sedangkan NOS dengan berat jenis lebih besar dari 1 akan berada pada lapisan bawah.
Fungsi Skimmer dalam VCT adalah untuk membantu mempercepat pemisahan minyak dengan cara mengaduk dan memecahkan padatan serta mendorong lapisan minyak dengan Sludge. Temperatur yang cukup (95 0C) akan memudahkan proses pemisahan ini.
Prinsip kerja didalam VCT dengan menggunakan prinsip keseimbangan antara larutan yang berbeda jenis. Prinsip bejana berhubungan diterapkan dalam mekanisme kerja di VCT.
Oil Tank
Fungsi dari Oil Tank adalah untuk tempat sementara Oil sebelum diolah oleh Purifier. Pemanasan dilakukan dengan menggunakan Steam Coil untuk mendapatkan temperatur yang diinginkan yakni 95o C. Kapasitas Oil Tank 10 Ton / Jam.
Oil Purifier
Fungsi dari Oil Purifier adalah untuk mengurangi kadar air dalam minyak dengan cara sentrifugal. Pada saat alat ini dilakukan proses diperlukan temperatur suhu 95o C.
Vacuum Dryer
Fungsi dari Vacuum Dryer adalah untuk mengurangi kadar air dalam minyak produksi. Sistem kerjanya sendiri adalah minyak disimpan kedalam bejana melalui Nozel. Suatu jalur resirkulasi dihubungkan dengan suatu pengapung didalam bejana, sehingga bilamana ketinggian permukaan minyak menurun pengapung akan membuka dan mensirkulasi minyak kedalam bejana.
Sludge Tank
Fungsi dari Sludge Tank adalah tempat sementara sludge ( bagian dari minyak kasar yang terdiri dari padatan dan zat cair) sebelum diolah oleh sludge seperator. Pemanasan dilakukan dengan menggunakan sistem injeksi untuk mendapatkan temperatur yang dinginkan yaitu 95o C.
Sand Cyclone / Pre- cleaner
Brush Strainer ( Saringan Berputar )
Fungsi dari Brush Strainer adalah untuk mengurangi serabut yang terdapat pada sludge sehingga tidak mengganggu kerja Sludge Seperator. Alat ini terdiri dari saringan dan sikat yang berputar.
Sludge Seperator
Fungsi dari Sludge Seperator adalah untuk mengambil minyak yang masih terkandung dalam sludge dengan cara sentrifugal. Dengan gaya sentrifugal, minyak yang berat jenisnya lebih kecil akan bergerak menuju poros dan terdorong keluar melalui sudut – sudut ruang tangki pisah.
Storage Tank
Fungsi dari Storage Tank adalah untuk penyimpanan sementara minyak produksi yang dihasilkan sebelum dikirim. Storage Tank harus dibersihkan secara terjadwal dan pemeriksaan kondisi Steam Oil harus dilakukan secara rutin, karena apabila terjadi kebocoran pada pipa Steam Oil dapat mengakibatkan naiknya kadar air pada CPO.
2.1.7. Proses Pengolahan Biji ( Kernel Station )
Telah dijabarkan bahwasanya setelah pengepresan akan menghasilkan Crude Oil dan Fiber. Fiber tersebut akan masuk kestasiun Kernel dan akan dijabarkan proses pengolahannya.
Cake Breaker Conveyor (CBC)
Fungsi dari Cake Breaker Conveyor adalah untuk membawa dan memecahkan gumpalan Cake dari stasiun Press ke depericarper.
Depericarper
Fungsi dari Depericarper adalah untuk memisahkan fiber dengan nut dan membawa fiber untuk menjadi bahan bakar boiler. Fungsi kerjanya adalah tergantung pada berat massa, yang massanya lebih ringan (fiber) akan terhisap oleh fan tan. Yang massanya lebih berat (nut) akan masuk ke Nut Polishing drum.
Fungsi dari Nut Polishing Drum adalah :
1. Membersihkan biji dari serabut – serabut yang masih melekat. 2. Membawa nut dari Depericarper ke Nut transport.
3. Memisahkan nut dari sampah. 4. Memisahkan gradasi nut.
Nut Silo
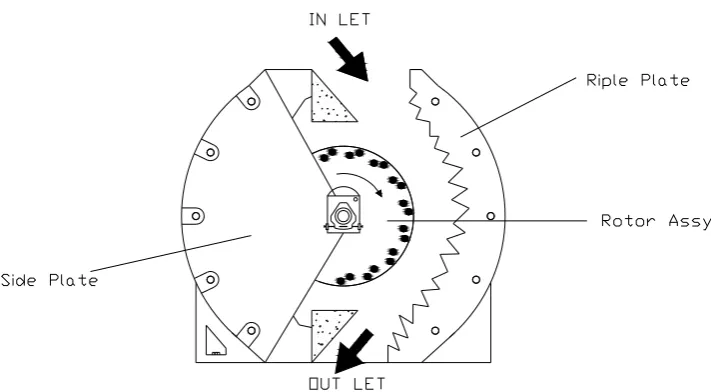
Riplle Mill
Fungsi dari riplle Mill adalah untuk memecahkan nut. Pada Riplle Mill terdapat rotor bagian yang berputar pada Riplle Plate bagian yang diam. Nut masuk diantara rotor dan Riplle Plate sehingga saling berbenturan dan memecahkan cangkang dari nut.
Gambar 2.9 Bagan kerja riplle mill
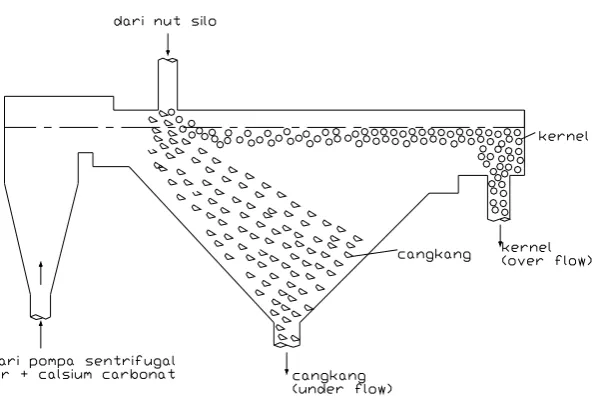
Claybath
Gambar 2.10 Bagan kerja pada claybath Hydro Cyclone
Fungsi dari Hydro Cyclone adalah :
1. Mengutip kembali inti yang terikut kecangkang. 2. Mengurangi losis (inti cangkang) dan kadar kotoran.
Kernel Dryer
Gambar 2.11 Bagan kerja kernel Kernel Storage
Fungsi dari Kernel ini adalah untuk tempat penyimpanan inti produksi sebelum dikirim keluar untuk dijual. Kernel Storage pada umumnya berupa bulk silo yang seharusnya dilengkapi dengan fan agar uap yang masih terkandung dalam inti dapat keluar dan tidak menyebabkan kondisi dalam Storage lembab yang pada akhirnya menimbulkan jamur kelapa sawit.
2.2. Detail Kerja Screw Press
hidrolik pada komulator 50 – 70 kg / cm3 mengakibatkan ampas basah. Kehilangan minyak pada ampas dan biji tidak sempurna karena akan mempengaruhi pada proses stasiun selanjutnya, ampas yang basah akan mengakibatkan pembakaran didalam dapur tidak sempurna.
Tekanan yang terlampau tinggi misalnya 70 kg / cm3 akan mengakibatkan kehilangan inti yang begitu tinggi sehingga keseimbangan dalam mesin ini sangat diperlukan. hal yang perlu deperhatikan adalah ampas kempa yang keluar harus merata dalam arti tidak terlalu basah dan tidak terlalu kering, bila terjadi gangguan / kerusakan, sehingga screw press harus berhenti untuk waktu yang lama maka untuk mencegah hal - hal yang tidak diiginkan screw press harus selalu di periksa, untuk perbaikan pada screw press maka ampas yang tertinggal didalam mesin pengempa harus dikosongkan, sehingga dapat diperbaiki.
Kecepatan putar mesin pengempa harus disesuaikan dengan kapasitas Tanda Buah Segar yang akan dipress, dengan tujuan agar efesinsi proses pressing lebih optimal, sehingga target yang diiginkan perusahaan dapat tercapai sesuai dengan ketentuan - ketentuan yang diterapkan oleh perusahaan.
Screw Press dipakai untuk memisahkan minyak kasar dari daging buah yang telah dicabik dengan Oil Losses dan nut pecah menimum pada ampas press. alat ini terdari sebuah selinder yang berlubang - lubang dan di dalamnya terdapat 2 buah ulir yang berputar berlawanan arah. tekanan Press diatur oleh 2 buah konus berda pada bagian ujung press, yang dapat digerakan maju mundur secara hidrolic.
Cara Kerja Mesi Screw Press
Motor listrik sebagai sumber gerakan yang berfungsi untuk menggerakkan mesi double screw press. Screw press dihidupkan melalui panel kendali sekaligus system hidrolikny,lalu dimasukkan air panas dengan suhu 900C melalui pipa masuk (pipe inlet).Motor listrik hidup memutar pulli melalui poros motor dengan daya 30 Kw dengan putaran 1475 rpm.Pulli menggerakkan sabuk menghantarkan putaran ke pulli yang terpasang pada poros yang menghubungkan ke gear
reduser,dan gear reduser digerakkan poros utama yang dihubungkan dengan
kopling.Poros utama menggerakkan roda gigi perantara yang mengakibatkan kedua poros berulir akan bergerak berlawanan arah dengan putaran yang sama.
Pada bagian akhir ulir terdapat dua buah konus yang digerakkan dengan bantuan sistem hidrolik dengan gerakan maju mundur sesuai dengan tekanan yang dibutuhkan yang bertujuan untuk meningkatkan hasil pengepresan dan tekanannya sebesar 30-50 bar.
Minyak yang dihasilkan oleh mesin press dialirkan ke oil vibrating screnn dan kemudian dialirkan ke crude oil tank untuk diproses lebih lanjut,sedangkan serabut dan biji buah sawit yang masih mengandung 4% minyak dialirkan ke cake
breaker conveyor untuk proses selanjutnya.Motor listrik memutar poros screw
press yang direduksi (dikurangkan) putarannya dari 1475 menjadi 12 rpm melalui
Kapasitas screw press yang direncanakan harus sesuaikan dengan kapasitas olahan pabrik. Dalam menentukan kapasitas 12 ton TBS / jam screw press yang dipergunakan maka ada beberapa hal yang perlu diperhatikan, antara lain :
1. Sebelum kelapa sawit masuk kedalam screw press masa awal buah kelepa sawit telah berkurang. Hal ini disebabkan karena berlangsungnya proses penebahan pada mesin thresher / stripper. Massa sawit yang berkurang yang dimaksud adalah berupa tandan kosong yang dipindahkan dengan konveyor.
2. Untuk memperoleh hasil pressing yang baik yakni minyak sawit keluar semua
maka perlu diperhatikan bahwah screw press harus dalam keadaan selalu penuh. Kondisi ini dibutuhkan untuk memperoleh efisiensi yang lebih baik dari
penekanan yang dilakukan sebab jika banyak ruang kosong pada saat penekanan maka tidak berlangsung maksimal
Motor listrik sebagai sumber gerakan yang berfungsi untuk menggerakan mesin double screw press dihidupkan melalui panel kendali sekaligus sistem
hidroliknya, lalu dimasukkan air panas dengan suhu 90C melalui pipa masuk
BAB III
PENETAPAN SPESIFIKASI
3.1. Dasar Perencanaan
Untuk merencanakan sebuah mesin screw press, terdapat beberapa factor yang
harus diperhatikan untuk meperoleh hasil perencanaan yang baik. Factor – factor
yang dimaksud adalah :
Air dimasukkan dengan temperature 950C yang berfungsi untuk
mengencerkan larutan minyak sehingga lubang – lubang saringan tidak
tersumbat (Lit. Buku panduan PTPN).
Kadar air pada buah tidak lebih dari 20 % sehingga mudah diproses di
stasiun minyak.
Tekanan dipertahankan konstan antara 25 – 30 bar, apabila tekanan yang
diberikan saat pengempaan (pressing) terlalu kecil, maka angka
kehilangan minyak (oil losses) lebih tinggi dan sebaliknya jika tekanan
pengempaan terlalu besar menyebabkan biji banyak yang pecah (Lit. Buku
panduan PTPN).
Buah yang masuk kedalam screw press harus sehomogen mungkin agar
mudah dikempa pada screw press. Untuk itu, pada proses pencabikan kulit
3.2. Elemen Utama pada Mesin Screw Press
Untuk dapat menjalankan fungsinya sebagai sebuah mesin, maka screw press
harus merupakan mekanisme yang baik dari berbagai komponen yang
menyusunnya. Adapun yang menjadi komponen – komponen utama penyusun
screw press adalah sebagai berikut :
Poros, berfungsi untuk meneruskan daya dan putaran yang dihasilkan oleh
[image:32.595.117.511.310.377.2]elektromotor agar dapat digunakan untuk memeras buah kelapa sawit.
Gambar 3.1 Poros
Pasak, berfungsi untuk menetapkan dudukan bagian – bagian mesin seperti
roda gigi, puli, dan sebagainya. Pada poros, momen diteruskan dari poros
ke naaf atau dari naaf ke poros dengan perantara pasak.
[image:32.595.152.474.548.679.2] Puli, berfungsi sebagai alat transmisi yang memindahkan daya dan putaran
[image:33.595.119.283.161.325.2]yang ditempatkan sebuah puli.
Gambar 3.3 Puli
Bantalan, berfungsi sebagai penumpu poros berbeban sehingga putaran
atau gerak bolak – baliknya agar dapat berlangsung secara halus, aman,
[image:33.595.210.420.547.685.2]dan panjang masa pakainya (life time).
Motor penggerak, berfungsi untuk mengubah energi listrik menjadi energi
mekanis dalam bentuk putaran yang digunakan untuk memutar poros ulir.
Roda gigi, berfungsi untuk meneruskan putaran dan daya dari penggerak
lain sehingga putaran dan daya ini dapat dipergunakan untuk keperluan
[image:34.595.116.510.218.408.2]yang diinginkan.
Gambar 3.5 Roda gigi
Konus, berfungsi untuk memberikan tekanan pada buah kelapa sawit yang
masuk ke screw press sehingga buah kelapa sawit menjadi tertekan dan
minyak semakin banyak yang dikeluarkan dari buah kelapa sawit.
3.3. Faktor – factor Penyebab Losses pada Screw Press
Temperatur
Jika suhu air panas yang masuk kedalam screw press pada pipa air umpan
untuk mencapai temperature 90 0 C maka akan mengkibatkan pengempaan
Tekanan Konus
Jika tekanan dari dua buah konus melalui hidraulik tidak mencapai 30 – 50
kg/cm2, maka penekanan minyak tidak maksimal, tetapi bila tekanan yang
diberikan terlalu besar akan menyebabkan persentase biji pecah meningkat
lebih dari 5 persen.
Putaran
Jika putaran poros ulir yang ditransmisikan dari electromotor tidak
mencapai 12 rpm akan mengakibatkan proses pengempaan memakan
waktu yang lebih lama dan kapasitas olahan yang kecil. Putaran poros ulir
yang terlalu cepat juga akan menyebabkan losses karena minyak yang
dihasilkan akan sedikit akibat pengempaan yang tidak maksimal.
3.4. Tekanan Kerja Screw Press
Penggerak as screw press dilakukan dengan electromotor yang
dipindahkan dengan sabuk (belt), roda gigi, hidraulik. Efektivitas tekanan ini
tergantung pada tahanan lawan pada justing cone. Tekanan pada hidraulik cone
yang sesuai untuk double stage pressing diberikan pada tekanan 30 – 50 bar.
Untuk menurunkan kadar minyak dalam ampas tekanan lawan dinaikkan
dengan mengatur cone. Hal ini akan menyebabkan efek samping yaitu
ditemukannya perrsentase biji pecah yang tinggi dan dapat mempercepat
kerusakan screw press. Bahkan dapat menyebabkan rusaknya electromotor screw
press. Tekanan kerja cone yang rendah akan menghasilkan ampas dengan kadar
minyak yang tinggi dengan sedikit jumlah biji yang pecah. Dengan tekanan
Tekanan yang terlalu bervariasi akan mengakibatkan pengaruh negative
terhadap proses pengempaan dan terhadap alat kempa. Adjustment yang
dilakukan pada electromotor dan cone yang secara terpisah tidak dapat
mempertahankan tekanan yang stabil. Untuk menstabilkan tekanan kerja dan
tekanan lawan pada screw press dilakukan melalui penggantian gear drive dengan
hidraulik transmisi sehingga ganjalan – ganjallan yang terdapat pada screw press
yang disebabkan karena ketidaksamaan bahan baku dapat diatur secara otomatis.
Beberapa tujuan dalam menstabilkan tekanan pressan adalah :
Meminimalisir kehilangan minyak dalam ampas, dimana dengan
meratanya adonan masuk kedalam screw press yang diimbangi dengan
tekanan stabil, maka ekstrasi minyak akan lebih sempurna. Dengan
demikian kehilangan minyak (oil losses) akan dapat ditekan lebih rendah.
Menurunkan jumlah biji yang pecah, dimana semakin tinggi variasi
tekanan dalam screw press, maka jumlah biji pecah semakin tinggi.
Memperpanjang usia teknis, dimana masa pakai alat seperti screw press,
cylinder press, dan electromotor akan lebih lama karena kurangnya getaran
mekanis.
3.5. Kapasitas Screw Press
Kapasitas screw press yang direncanakan disesuaikan dengan kapasitas
olahan pabrik kelapa sawit. Dalam menentukan kapasitas screw press yang
Sebelum kelapa sawit masuk kedalam screw press, massa awal buah
kelapa sawit telah berkurang. Kondisi ini disebabkan oleh karena
berlangsungnya prosess penebahan pada mesin thresser. Massa sawit yang
berkurang seperti yang disebutkan adalah berupa tandan kosong yang
dipindahkan melalui conveyor.
Untuk memperoleh hasil pressan yang baik, yaitu minyak sawit yang
keluar semuanya, maka perlu diperhatikan bahwa screw press harus dalam
keadaan selalu terisi penuh. Kondisi ini dibutuhkan untuk meperoleh
efisiensi yang lebih baik dari penekanan yang dilakukan, sebab jika
banyak ruang kosong pada saat penekanan, maka penekanan yang terjadi
tidak maksimal.
Dengan memperhatikan kondisi diatas, maka kapasitas screw press yang
direncanakan dapat diperoleh berdasarkan data berikut :
Kapasitas olah pabrik 30 ton TBS / jam
Rasio fruitlet ( berondolan ) terhadap TBS sebesar 67 persen.
Loose fruit yang masuk screw press adalah rasio loose fruit terhadap screw press
kapasitas dalam pabrik.
Jam fruit loose F
Jam TBS ton x F
/ 1
. 20
/ 30
100 67
1 1
Karena screw press yang tersedia ada tiga jenis,yaitu:
1) Kapasitas 10 ton TBS/Jam
2) Kapasitas 12 ton TBS/Jam
Dari ketiga jenis ukuran tersebut maka penulis memilih jenis nomor 3
yaitu kapasitas 15 ton TBS/Jam.Dengan memilih kapasitas 15 ton TBS/Jam
seperti diatas maka dapat ditentukan jumlah mesin yang dibutuhkan (N) yaitu:
2 15 30 Pr N TBS ton TBS ton N ess Screw Olah Kapasitas Pabrik Olahan Jumlah N
Kapasitas screw press dapat diperoleh dari kapasitas olahan pabrik yang
akan berubah menjadi brondolan,sedangkan 33% lagi dari kapasitas olahan pabrik
merupakan tandan kosong.
Kapasitas olahan pabrik = 30 ton TBS/Jam
Kapasitas olahan screw press = 15 ton/Jam
Maka: jam kg Q press screw olahan Kapasitas jam kg Q press screw olahan Kapasitas / 10050 ) ( / 000 . 15 100 67 ) (
Harga masa aliran (m0) dapat diperoleh jika dihubungkan dengan massa jenis
bubur buah sawit (ρ),dimana ρ adalah 641 kg/m3 (lampiran 9)
jam m m m kg jam kg m Q m / 67 , 15 / 641 / 10059 3 0 3 0 0
Dalam perencanaan ini,direncanakan bahwa putaran poros screw press adalah 12
rpm,dan jumlah konus (z) adalah 5 buah.Maka waktu satu kali putaran screw
ik T
T
det 5 12 60
Waktu yang diperlukan untuk satu kali proses penekanan dengan jumlah konus 5
buah adalah:
ik T
T
p p
det 25
5 5
Maka proses penekanan yang terjadi dalam 1 jam adalah:
kali P
P
p p
144 25 3600
Sehingga saat screw press terisi penuh,maka massa yang diolah dalam 1 kali
proses penekanan adalah:
kg m
kg m
proses jumlah
Q m
p p p
79 , 69
144 10050
Dengan memperhatikan bahwa densitas loose fruit yang keluar dari digester
adalah 673 kg/m3,maka setiap kali screw press terisi penuh akan menampung
loose fruit sebesar:
= Densitas Looses Fruit x Volume Screw Press
= 673 kg/m3 x 4.10-2 m3
3.6. Bahan Baku Pengolahan (Raw Material)
Bahan baku yang diolah dalam screw press adalah berondolan (fruitlet)
kelapa sawit. Keadaan awal buah sawit adalah berkumpul dalam satu tandan.
Buah kelapa sawit ini termasuk jenis monokotil. Bagian – bagian utama yang
terdapat pada buah kelapa sawit adalah sebagai berikut :
Lapisan bagian luar (epicarpium) yang disebut sebagai kulit luar .
Lapisan tengah (mesocarpium) yang disebut daging buah yang
mengandung minyak.
Lapisan dalam (endocarpium) yang disebut inti, berada dalam biji yang
mengandung minyak.
Diantara mesocarpium dan endocarpium terdapat cangkang (shell) yang
keras.
Sebelum sampai pada tahap pengolahan pemerasan pada screw press, bagian luar
(epicarpim) dari buah kelapa sawit telah dikoyak dan di tekan di dalam digester
dengan tekanan + 1,82 kg/cm2. tekanan tersebut dihasilkan oleh gerak pengadukan
pisau adukan peda digester. Hal ini dilakukan agar pada saat penekanan pada
screw press minyak sawit dapat dikeluarkan semaksimal mungkin.
3.7. Pemilihan Screw Press
Dalam perancangan sebuah mesin screw press, maka harus ditentukan
dasar – dasar perhitungan yang menjadi spesifikasi tehniknya. Oleh karena itu,
Mesin kempa (screw press) digunakan untuk memeras berondolan matang dengan
system tekan dan digunakan untk memisahkan minyak kasar (crude oil) dari
daging buah (pericarp). Secara umum mesin ini terdiri dari beberapa komponen,
antara lain :
a. Silinder yang berlubang – lubang (press cylinder)
b. Ulir (screw) yang berputar berlawanan arah.
c. Alat penahan tekanan kempa (cones ) berbentuk konnus yang berada
dibagian ujung pengempa dan dapat digerakkan maju mundur secara
hidrolis.
Penggerak mula mesin ini adalah electromotor dan direduksi melalui gear box.
Pada mesin kempa ini, masa buah yang keluar dari ketel adukan melalui feed
screw dan selanjutnya masuk kedalam mesin screw untuk dikempa. Minyak yang
keluar dari feed screw dan main screw ditampung dalam talang minyak (oil
gutter). Pada pengoperasian mezsin kempa, agar selalu diperhatikan :
a. Ampas kempa (press cake) yang keluar harus merata di permukaan
cones dan keadaan kering sesuai norma kandungan minyak terhadap
fiber secara sample.
b. pada akhir penngolahan, kempa harus dalam keadaan kosong. Bila
terjadi gangguan atau kerusakan sehingga screw press harus berhenti
untuk waktu yang lama, maka ampas kempa harus segera dikosongkan.
c. Tekanan kempa yang terlalu tinggi akan mengakibatkan :
Kadar inti pecah menjadi tinggi
d. Tekanan kempa yang terlalu rendah akan mengakibatkan :
Cake menjadi basah, artinya kandungan minyak pada ampas tinggi.
Kerugian minyak pada ampas dan biji bertambah.
Pemisahan ampas dan biji tidak sempurna, pada proses pengolahan
biji mengalami kesulitan.
Akibat ampas yang basah, sedangkan ampas pada pressan digunakan
untuk bahan baker boiler sehingga pembakaran dalam dapur tidak
sempurna dan kerak boiler sulit dikeluarkan padda saat selesai
beroperasi.
Pembersihan alat perangkat dilakukan setiap hari dan menyeluruh
BAB IV
UKURAN – UKURAN UTAMA
4.1 Perencanaan Silinder Screw Press
Silinder screw press merupakan suatu bagian yang berfungsi sebagai
tempat pengepresan buah.Selain itu silinder screw press ini juga berfungsi sebagai
saringan antara minyak yang dihasilkan dengan serabut dan biji sebagai sisa dari
pengepresan.
Dari massa yang diolah untuk sekali proses pengepresan yang telah
dihitung pada bab sebelumnya yakni massa (m) = 69,79 kg,dan harga massa jenis
bubur buah kelapa sawit adalah sebesar (ρ) = 641 kg/m3.Maka dapat dihitung
volume untuk setiap pengepresan,yaitu:
3 3
10 , 0
/ 641
79 , 69
m V
m kg
kg V
m V
Dengan menetapkan panjang tabung presan (L) = 0,85m,maka diperoleh luas
penampang silinder sebesar:
3
117 , 0
85 , 0
10 , 0
m A
A L V A
A L V
Diameter silinder dapat dihitung sebagai berikut: m D D D D A 386 , 0 149 , 0 14 , 3 ) 117 , 0 ( 4 4 2
Dengan mengambil harga clearance sebesar = 0,0025 m, maka dapat diketahui
harga r sebesar:
1985 , 0 2 ) 2 . 0025 , 0 ( 386 , 0 r r
Kecepatan ampas keluar dari screw press adalah:
V = ω x r
Dimana : ω adalah kecepatan sudut dalam satuan radian/jam
Harga ω dapat diperoleh dari harga putaran yang direncanakan yaitu sebesar
(n)=12 rpm,maka perlu dilakukan perhitungan konversi sebagai berikut:
n = 12 rpm
n = 12 x 60 rotasi/jam
n = 720 rotasi jam
jam 0013 , 0 T 720 1 T n 1 T
jam / rad 7 , 4830
0013 , 0
14 , 3 x 2
T 2
Maka harga V adalah:
V = ω x r
V = 4830,7 rad/jam x 0,1985 mm
V = 944,4 m/jam
V = 0,26 m/s
Luas penampang keluaran (output) dapat ditentukan melalui persamaan:
M0 = A x V
2 3 0
016 , 0
/ 4 , 944
/ 67 , 15
M A
jam m
jam m A
V M A
Untuk luas penampang konus adalah penampang silinder dikurangi dengan luas
penampang keluaran ampas,yaitu:
Ak = (0,117 – 0,016)m2
Dengan demikian,harga diameter konus dapat ditentukan dengan persamaan: A d d Ak . 4 4 2 m , d . d . , x d 34 0 12 0 14 3 101 0 4
Pada sekeliling silinder screw press terdapat lubang-lubang sebagai tempat
keluarnya minyak hasil presan dan berfungsi sebagai saringan minyak serta
ampas.Dalam hal ini direncanakan jumlah lubang pada selimut tabung sebanyak
10.480 lubang dengan diameter lubang 2 mm.Adapun dasar pemilihan diameter
lubang 2 mm adalah dengan pertimbangan hanya minyak sawit yang akan
melewati lubang tersebut,sedangkan kulit buah dan kernel tertahan di dalamnya.
Luas keseluruhan lubang saringan dalam silinder (Asil) adalah:
2 6 2 2 10 . 2 , 32907 4 ) 2 ( 14 , 3 10480 4 m A x A d x N A Sil Sil Sil Sil Dimana:
ASil = Luas total silinder
NSil = Jumlah lubang yang direncanakan
4.2 Perencanaan Ulir
Ulir berguna untuk memindahkan buah hasil cincangan/cabikan kearah
outlet karena adanya penyempitan yang diakibatkan oleh konus,maka akan terjadi
pemerasan pada buah tersebut sehingga minyak akan keluardari buah
[image:47.595.123.510.256.444.2]sawit.Adapun ukuran-ukuran bagian ulir telah ditentukan sebelumnya seperti pada
gambar berikut ini:
Gambar 4.1 Bagian ulir
Dari gambar diatas,maka dapat diketahui jarak puncak (pitch) adalah
Untuk mencari lebar ulir (b) adalah: mm b b b p b 44 52 , 43 170 . 256 , 0 . 256 , 0
Untuk mencari jari-jari rata-rata pada ulir (rm) adalah sebagai berikut:
mm r r h d r m m m 5 , 92 2 85 270 2
Ulir yang dirancang harus mampu mengatasi beban yang terjadi.Beban
yang terjadi diakibatkan oleh adanya hambatan yang diakibakan oleh
konus.Tekanan yang diakibatkan oleh konus adalah 30 bar,maka tekanan yang
terjadi adalah: 2 5 2 5 2 5 / 10 . 059 , 3 / 806 , 9 10 . 30 / 10 . 30 30 m kg P m kg P m N P bar P k k k k
Karena konus ada 2 maka beban untuk satu konus adalah:3,059.105 kg/m2
Jadi beban yang terjadi pada ulir adalah: 2 2 3 10915 , 0 00785 , 0 117 , 0 ) 10 . 100 ( 4 117 , 0 : dim m A A A A A A ana A P W eff eff eff P eff eff k u
Dimana:A = Luas penampang silinder screw press
Ap = L uas penampang poros screw press
Maka beban yang terjadi pada ulir
Wu = 1,529.105kg / cm2 x 0,10915 m2
Wu = 0,1668.105kg
Beban yang diperhitungkan adalah:
kg W W W f W
W u c
3 5 5 10 . 02 , 25 10 . 2502 , 0 5 , 1 10 . 1668 , 0
Dimana factor koreksi yang diambil (fc) adalah 1,5
4.2.1 Tegangan yang Terjadi Pada Ulir
Ada dua tegangan yang terjadi pada ulir,yaitu tengangan bengkok dan
tengangan geser.Besarnya tegangan pada tiap-tiap ulir dapat diperoleh dari
a) Tegangan bengkok (Sb): 2 2 3 2 / 134 , 1 112 . 623 . 5 100 . 380 . 6 ) 44 ).( 5 , 92 .( 5 ). 14 , 3 .( 2 ) 85 ).( 10 02 , 25 .( 3 ) 147 , : . ( . . . . 2 . 3 mm kg S S S Hal Design Machine H S Allen b r n h W S b b b m b
b) Tengangan Geser
2 3 3 / 195 , 0 127798 10 02 , 25 ) 44 ).( 5 , 92 .( 5 ). 14 , 3 .( 2 10 02 , 25 ) 147 , : . ( . . . . 2 mm kg S S S Hal Design Machine H S Allen b r n W S s s s m s
4.2.2 Tegangan pada ulir adalah: a.Tegangan Geser ) 147 , : . ( . 2 . 2
3 AllenSH MachineDesign Hal
r T S i s
Dimana T adalah momen torsi (kg/mm2)
Maka momen torsi yang terjadi adalah:
) 146 , : . ( . cos tan 1 cos Hal Design Machine H S Allen r f f f tg r W
T c c
Dimana:
T = Torsi yang dingunakan untuk memotong poros ulir (kg.mm)
W = Beban yang diterima batang ulir
rm = jari-jari rata-rata ulir (mm)
rc = jari-jari efektif
f = koefisien gesek ulirdengan baut
fc = koefisien gesek pada kolar
α = sudut helix ulir pada jari-jari rata-rata
θn = sudut antara tangan pada profil ulir
Dalam hal ini sudut helix ulir pada jari-jari rata-rata (α) adalah:
0 1 1 304 , 16 ) 5 , 92 ).( 14 , 3 .( 2 170 tan . . 2 tan ) 148 , : . ( . . 2 tan m m r p Hal Design Machine H S Allen r p
Sudut antara (θn) pada profil ulir adalah ulir jenis persegi dengan θ = 0,maka
tan θn = tan θ . cos α
tan θn = tan 0 . cos 16,304
θn = tg -1.0
θn = 0 0
mm kg T T T tg T Hal Design Machine H S Allen r f f f tg r W
T c c
n n m . 59 , 615 . 567 . 1 6545 , 62 10 . 02 , 25 12 , 23 9649 , 0 41249 , 0 5 , 92 10 . 02 , 25 ) 5 , 92 ( ) 25 , 0 ( 0 cos 304 , 16 tan . 12 , 0 1 0 cos 12 , 0 304 , 16 5 , 92 10 . 02 , 25 ) 146 , : . ( . cos tan 1 cos 3 3 3
Maka tegangan geser yang terjadi pada dasar ulir adalah:
2 3 3 1 / 998 , 0 100 ) 14 , 3 ( 615 . 567 . 1 2 ) 146 , : . ( . . 2 mm kg S S Hal Design Machine H S Allen r T S s s s b.Tegangan Langsung
Besarnya tegangan langsung yang terjadi adalah:
2 2 3 2 1 / 796 , 0 100 ) 14 , 3 ( 10 . 02 , 25 ) 147 , : . ( . mm kg S S Hal Design Machine H S Allen r W S n n n
4.3 Perencanaan Motor Penggerak
Motor digunakan untuk memutar poros ulir yang berfungsi untuk
mengeluarkan minyak dari bubur buah kelapa sawit.Proses pengepresan yang
yang dibutuhkan untuk memutar poros dapat dihitung berdasarkan momen puntir
yang terjadi pada poros.
Kw P P n T P Hal Sularso n P T d 31 , 19 10 . 74 , 9 12 ) 59 , 615 . 567 . 1 ( 10 . 74 , 9 ) 7 . , ( 10 74 , 9 5 5 1 5
Faktor koreksi daya yang akan ditransmisikan (fc) yang diizinkan untuk
[image:53.595.102.503.354.468.2]daya rata-rata,daya maksimum,dan daya normal adalah sebagai berikut:
Tabel 4.1 Koreksi Daya yang akan ditransmisikan
Daya yang akan ditransmisikan Harga fc
Daya rata-rata yang diperlukan 1,2 – 2,0
Daya maksimum yang diperlukan 0,8 – 1,2
Daya normal 1,0 -1,5
Sularso,Halaman 7
Maka daya rencana motor penggerak untuk memutar poros ulir digunakan
faktor koreksi daya rata - rata yaitu sebesar 1,5
Pd = P.fc
Pd = 19,31.(1,5)
Pd = 28,965 Kw
4.4 Perantaraan Roda Gigi Perantara
Roda gigi perantara ini dingunakan untuk menggerakkan poros screw
press yang lain,karena daya dan putaran dari elektromotor hanya menggerakkan
satu poros saja.Dalam perencanaan ini dingunakan roda gigi lurus sehingga
[image:54.595.118.508.222.392.2]putaran screw press yang satu sama dengan putaran poros yang lain.
Gambar 4.2 Roda Gigi Perantara
Pada perhitungan perencanaan daya motor diperoleh daya rencana sebesar
30 Kw,dengan faktor koreksi (fc) sebesar 1,5. Maka untuk perhitungan torsi yang
terjadi pada roda gigi perantara adalah:
m N T
T
P T
W P T
d d
. 3 , 557 . 25 12
2
07 , 1 10 . 30 60
12 2 60
3
Dengan menggunakan diagram pemilihan modul roda gigi lurus pada
lampiran 6 jika putaran roda gigi penggerak 12 rpm dan daya direncanakan 30
Kw,maka diambil modul (m) = 6 dan α = 200 (lampiran 6 ).Dalam perancanaan
roda gigi perantara ini banyaknya gigi (z) direncanakan = 30.
Perbandingan roda gigi dan putaran pada roda gigi adalah:
mm d d z m d z d m hal Sularso z z n n i 180 30 . 6 . 214 . , 1 2 1 2 1
Kecepatan roda gigi adalah:
s m V V hal Sularso n d V / 11 , 0 60000 12 . 180 . 238 . , 1000 . 60 . .
Gaya tangensial roda gigi adalah:
kg Ft Ft hal Sularso V Pd Ft 27818 11 , 0 30 . 102 238 . , . 102
Besarnya gaya radial pada roda gigi adalah:
Faktor dinamis roda gigi adalah:
Tabel 4.2 Faktor dinamis fc
Kecepatan rendah v = 0,5 -10 m/s
v fc
3 3
Kecepatan sedang v = 5 -20 m/s
v fc
6 6
Kecepatan v = 20 -50 m/s
v fc
5 , 5
5 , 5
Sularso,hal.240
Maka diambil kecepatan rendah
9646 , 0
11 , 0 3
3 3
3
Fv Fv
V Fv
Berdasarkan jumlah gigi (z) = 30,maka jika dihubungkan dengan faktor
bentuk gigi (y) ( lampiran 8 ),maka faktor gigi (y) adalah = 0,358.
Dalam hal ini bahan roda gigi yang dipilih adalah baja krom nikel SNC2 atau baja
paduan dengan tegangan lentur yang diijinkan adalah 60 kg/mm2 yang
mengandung:
C = 0,27 – 0,35 %, Mn = 0,35 – 0,65, S = 0,030 atau kurang
Si = 0,15 – 0,35 %, P = 0,030 atau kurang, Ni = 2,50 – 3,00, Cr = 0,60 -1
Besar beban lentur adalah:
kg
hal Sularso f
Y m
F a v
31 , 124
9646 , 0 . 358 , 0 . 6 . 60
240 . , .
. .
' 1
Lebar gigi (b) dapat diperoleh dari persamaan:
mm b
b
hal Sularso F
Ft b
77 , 223
31 , 124
27818
240 . ,
' 1
4.5 Perencanaan Poros Tranmisi
Pada mesin double screw press ini terdapat dua poros yang saling berputar
berlawanan arah,poros ini digunakan untuk menggerakkan ulir penekan.Putaran
poros satu dan dua yang berlawanan didistribusikan oleh roda gigi perantara.Jadi
ukuran dan gaya-gaya yang bekerja atau tejadi pada poros satu dan dua adalah
[image:57.595.120.522.587.697.2]sama.
Bahan poros transmisi yang direncanakan adalah baja krom nikel ,dengan
pertimbangan baja krom niikel ini mampu meneruskan putaran tinggi dan beban
yang berat.Sebelum menganalisa gaya-gaya yang terjadi pada poros perlu
diketahui berat poros,berat ulir pengepress dan berat roda gigi.
1.Berat Poros
Berat poros dapat ditentukan dengan cara:
Wp = A . L . ρ.g
Diman:Wp = Berat poros
A = Luas penampang poros
L = Panjang poros
Ρ = Massa jenis untuk baja adalah 7850 (kg/mm3)
g = Gaya gravitasi sebesar (9,81 m/s2)
Wp = A . L . ρ. g
Wp = 4
. (80 . 10-3)2 . (2224,4 .10-3) .7850 .9,81
= 860 N
2.Berat Roda Gigi
Untuk menghitung berat roda gigi adalah:
Wg = A . b . ρ . g
Dimana: A = Luas penampang roda gigi
B = Lebar roda gigi
ρ = Massa jenis untuk baja adalah 7850 kg/mm3
g = Gaya gravitasi adalah 9,81 m/s2
Wg = A . b . ρ . g
Wg = 4
. (223,77 . 10-3)2 . (53,6 .10-3)2 .7850 .9,81
Wg = 8,69 N
Wg = 0,9 kg
3. Berat Ulir
Untuk menghitung berat ulir adalah:
Ws = A . L .ρ . g
Dimana: W = Berat ulir
L = Panjang batang ulir
ρ = Massa jenis untuk besi cor adalah 7200 (kg/mm3)
g = Gaya gravitasi sebesar (9,81 m/s2)
Ws = A . l . ρ . g
Ws = 4
. (247.10-3)2 . (53,6 . 10-3)2 .7200 .9,81
Ws = 9,71 N
BAB V
PERENCANAAN SISTEM TRANSMISI
5.1 Perencanaan Sabuk
Sabuk merupakan sistem transmisi pemindah daya dan putaran yang
ditempatkan disebuah pulli.Penggunaan sabuk sebagai alat transmisi adalah
karena jarak yang jauh antara dua poros yang sejajar yang sudah tidak
memungkinkan lagi untuk ditransmisikan dengan roda gigi.Sebenarnya selain
sabuk transmisi dipergunakan juga rantai untuk dua buah poros yang jauh,tetapi
karena rantai memiliki kelemahan yaitu dipergunakan hanya dengan putaran yang
rendah saja maka dipergunakan sabuk.Jenis sabuk yang digunakan dalam
perencanaan ini adalah adalah sabuk jenis V.
y
y
[image:61.595.120.481.421.670.2]
5.1.1 Pemilihan Sabuk
Untuk memilih sabuk dapat dilakukan dengan perhitungan dibawah ini:
Daya perencana (Pd) adalah:
Pd = fc .P ………(Sularso,hal.7)
Dimana:
Pd = Daya rencana (kW)
P = Daya yang dibutuhkan (kW)
fc = Faktor koreksi
Sesuai dengan lampiran untuk pemakaian 16-24 jam,variasi beban kasar
[image:62.595.104.503.383.498.2]maka diambil harga fc = 2,0
Tabel 5.1 Koreksi Daya yang akan ditransmisikan
Daya yang akan ditransmisikan Harga fc
Daya rata-rata yang diperlukan 1,2 – 2,0
Daya maksimum yang diperlukan 0,8 – 1,2
Daya normal 1,0 -1,5
Sularso,Halaman 7
Maka:
Pd = fc . P
Pd = 2,0 .30 Kw
Pd = 60 Kw
Dari perhitungan diatas maka ukuran dan tipe sabuk dapat diketahui
Bantal karet Karet Pembungkus Bagian Penarik Terpal
Gambar 5.2 Penampang sabuk -V
Jenis sabuk yang dipergunakan adalah jenis sabuk C, dimana diameter
pulli penggerak dan diameter pulli yang digerakkan dapat dicari dengan rumus:
166 : Hal Sularso, n
n . dp Dp
2 1
Dimana:
dp = Diameter pulli penggerak/motor
Dp = Diameter pulli yang digerakkan
n1 = Putaran pulli motor (1475 rpm)
n2 = Putaran pulli circlo drive (970 rpm)
Harga diameter pulli penggerak (dp) untuk sabuk V tipe C dapat dilihat
[image:63.595.106.520.620.738.2]dari tabel di bawah ini:
Tabel 5.2 Diameter minimum pulli yang diizinkan
Penampang A B C D E
Diameter min.yang diizinkan 65 115 175 300 450
Diameter min.yang
dianjurkan
95 145 225 350 550
Dari tabel ditetapkan harga dp = 225 mm Maka: mm 342 Dp 970 1475 . mm 225 Dp 166 : Hal Sularso, n n . dp Dp 2 1
5.1.2 Panjang Sabuk
Dari data di atas dapat disimpulkan:
Putaran pulli motor (n1) = 1465 rpm
Putaran pulli circlo drive (n2) = 970 rpm
Diameter pulli penggerak/motor (dp) = 225 mm
Diameter pulli yang digerakkan (Dp) = 342 mm
Panjang sabuk adalah:
2 ) dp Dp (( C 4 1 ) dp Dp ( 2 π C 2
L Sularso,hal.170
Harga C dapat dicari dari ketentuan yang ada yaitu bahwa C adalah diantara 1,5
sampai 2,0 diameter poros terbesar:
Jadi panjang sabuk yang diperoleh dari hasil perhitungan adalah 2195,05
mm.Karena panjang sabuk dari perhitungan tidak ada tersedia dipasaran maka
2148 mm (lampiran 4).Karena panjang sabuk berubah maka C (jarak antar poros)
juga berubah yaitu:
170 . 8 ) ( 8 2 2 hal Sularso dp Dp b b
C
Dimana:
b = 2 L – 3,14 (Dp – dp)
b = 2 . 2184 – 3,14 (342 - 225)
b = 4368 – 367,38
b = 4010,62 mm
Maka: mm 998 C 998,44 C 8 8 15895448,3 4010,62 C 8 ) 225 (342 8 (4010,62) 4010,62 C 270 . 8 ) dp (Dp b b C 2 2 2 2
Sularsohal
Maka jarak antar poros (C) = 998 mm
5.1.3 Jumlah Sabuk
Jumlah sabuk yang dibutuhkan untuk menggerakkan cyclo drive dapat
diperoleh dengan rumus:
173 . , s kθ . Po Pd
Dimana:
N = Jumlah sabuk
Pd = Daya yang ditransmisikan sabuk
kθ = Faktor koreksi
Besar sudut kontak (θ ) adalah:
0 0 174 θ (Lampiran) 173,.31 θ 998. ) 22,5 (342 57 180 θ hal.173 Sularso, C ) dp (Dp 57 180 θ
Dari tabel (lampiran 5) diperoleh untuk θ = 1740 maka kθ =0,99
Kapasitas daya yang ditransmisikan Po (Kw) adalah:
Hal,171 Sularso, 102 V . Fc Po Dimana:
Po = Besar daya yang ditransmisikan untuk 2 sabuk
Po = 1,98
Fc = Gaya tarik efektif sabuk
V = Kecepatan linier sabuk (m/s)
Harga V (Kecepatan linier sabuk) adalah:
Harga n adalah: rpm hal Sularso 475 , 1 n 1000 1475 n 171 . , 1000 n n
Dari persamaan :
kg c hal Sularso V Fc 72 , 36 F 102 .5,5 Fc 1,98 182 , 102 . Po
Maka jumlah sabuk adalah:
) ( 2 797 , 1 99 , 0 . 72 , 36 60 N . diambil buah N N k Po Pd N
Maka jumlah sabuk yang diambil adalah 2 buah.
5.2 Perencanaan Pulli
Pulli merupakan suatu elemen mesin berbentuk lingkaran besi yang
berjari-jari menyerupai lingkaran sepeda yang berfungsi sebagai dudukan
sabuk.Pulli ini ditempatkan di sebuah poros yang diikat dengan menggunakan
pasak.Adapun proses pembuatan pulli ini adalah dengan pengecoran.Biasanyta
sangat berhubungan erat dengan jenis sabuk yang dingunakan,dimana bentuk pulli
harus sama dengan bentuk sabuk yang dingunakan seperti gambar yang terlihat di
BAB III gambar 3.3 hal 27..
Transmisi daya dengan sabuk-V umumnya menggunakan pulli sebagai
dudukan sabuk. Diameter pulli harus diperhitungkan dengan tepat agar
perbandingan kecepatan yang diinginkan dapat diperoleh.Ukuran-ukuran pulli
dengan tipe sabuk-V yang dingunakan adalah sesuai dengan tipe-C yang dipilih
dengan pulli penggerak berdiameter 225 mm.
a
[image:68.595.120.524.370.580.2]
Tabel 5.3 Ukuran pulli standart
Penampang
Sabuk-V
Diameter nominal
(diameter lingkaran
jarak bagi dp)
Α(0) W* L0 K K0 e f
A 71 – 100
101 -125
126 atau lebih
34
36
38
11,95
12,12
12,30
9,2 4,5 8,0 15,0 10,0
B 125 -160
161 -200
201 atau lebih
34
36
38
15,86
16,07
12,69
12,5 5,5 9,5 19,0 12,5
C 200 – 250
251 -315
316 atau lebih
34
36
38
21,18
21,45
21,72
16,9 7,0 12,0 25,5 17,0
D 355 450
451 atau lebih
36
38
30,77
31,14
24,6 9,5 9,5 37,0 24,0
E 500 – 630
631 atau lebih
36
38
36,95
37,45
28,7 12,7 12,7 44,5 29,0
Sularso,hal.16
Dari tabel diperoleh:
W =21,18 mm
K = 7,0 mm
K0 = 12,0 mm
e = 25,5 mm
af = 34 mm
Tebal rim untuk sabuk ganda adalah:
mm t t dp dp t 0 , 2 300 225 2 300 225 300 2 300
5.2.1 Lengan Pulli
Lengan pulli sering juga disebut dengan nozzle pulli atau ruji-ruji pulli
yang jumlahnya diperoleh dari persamaan:
3 08 , 3 342 6 1 6 1 Z Z Z Dp Z
Gaya tangensial dari sabuk akan mengakibatkan timbulnya momen yaitu momen
bengkok.Besarnya momen bengkok pada setiap pulli adalah:
Z D Fe
Mb .
Dimana:
Mb = Momen bengkok yang terjadi
Fe = Gaya efektif yang bekerja
D = Diameter pulli
Z = Jumlah lengan
Sedangkan gaya efektif yang bekerja adalah:Fe = F1- F2
Dimana:
F1 = Gaya pada lengan sabuk tegang
F2 = Gaya pada sabuk longgar
Harga Fe diperoleh dari:
Pd = Fe . V
N 2,272 Fe
1475 . 0,342 . 14 , 3
.60 60 Fe
n . Dp .
.Pd 60 Fe
Sehingga momen bengkok yang terjadi dapat ditentukan dengan rumus:
N Mb
Mb Z
D Fe Mb
008 , 259
3 342 . 272 , 2
.
Bahan dari pulli pada umumnya adalah besi cor kelabu, untuk
perancangan ini diambil besi cor tuang BE 12 dengan tegangan bengkok izin 50
N/mm2.
Momen bengkok adalah
. 2
32 a
Wb
Dimana:
a = 2 b
Wb =
Tb Mb
Wb = 2
2 / 50 / 008 , 259 mm N mm N
Wb = 5,18
5.2.2 Diameter Bush dan Panjang Naaf Pulli Diameter Bush yang digerakkan adalah:
mm Db
Db
ds Db
61 , 63
10 17 , 32 3 5
10 3
5
1 1
1 1
Panjang naaf adalah:
Ln = 1
2ds
Ln = 32,17
2 14 , 3
Ln = 50,50 mm
5.2.3 Poros Pulli
Ft
T
[image:73.595.224.435.429.572.2]Fr
Gambar 5.4 Gaya-gaya yang bekerja pada poros pulli
Dari gambar diatas gaya horizontal adalah gaya efektif dan gaya vertikal
adalah gaya berat pulli. Keduanya akan mengakibatkan momen bengkok
Untuk mencari momen torsi pada poros penggerak dan poros yang
digerakkan adalah sebagai berikut:
Momen torsi penggerak (T1)
mm kg T T n Pd T . 33 , 39620 1475 60 10 . 74 , 9 10 . 74 , 9 1 5 1 1 5 1
Momen torsi poros yang digerakkan (T2)
mm kg T T n Pd T . 42 , 60247 970 60 10 . 74 , 9 10 . 74 , 9 1 5 1 1 5 1
Untuk menentukan diameter kedua poros diatas terlebih dahulu
mengetahui jenis bahan yang digunakan. Dalam hal ini direncanakan
menggunakan baja karbon S 55 C-D dengan kekuatan tarik 80 – 101
kg/mm2,kekuatan tarik b = 93 kg/mm2. (Sularso, hal. 330)
Kekuatan tegangan geser yang diijinkan ( a) adalah:
2 1.Sf
Sf b
a
Dimana:
Sf1 = Faktor keamanan yang didasarkan pada bahan poros = 6,0 untuk S-C
Sf2 = Faktor keamanan untuk kekerasan permukaan diambil SF2 = 2
Maka diperoleh:
2 2 2 1
/ 75 , 7
0 , 2 . 0 , 6
/ 93
.
mm kg a
mm kg a
Sf Sf
b a
Kemudian momen puntir yang harus ditinjau keadaannya dimana ada
kalanya terjadi tumbukan atau kejutan.Maka harganya dapat diambil dari tabel.
Tabel 5.4 Harga Kt
Jenis Pembebanan Kt
Beban yang diberikan halus 1,0
Beban yang diberikan sedikit kejutan 1,0 – 1,5
Beban yang diberikan kejutan besar 1,5 -3,0
Tabel 5.5 Harga Cb
Beban yang terjadi Cb
Tidak terjadi beban lentur 1,0
Terjadi beban lentur 1,2 – 2,3
Dalam hal ini digunakan harga Kt diambil harganya 2,0 karena
diperkirakan terjadi beban kejutan besar.Harga Cb diambil harganya 2,0 karena
Diameter poros penggerak adalah: mm dp dp T Cb Kt a dp 72 , 42 33 , 29620 . 2 . 2 75 , 7 1 , 5 . . 1 , 5 1 3 1 1 3 1 1
Diameter poros cyclo drive adalah:
mm dp dp T Cb Kt a dp 12 , 54 42 , 60247 . 2 . 2 75 , 7 1 , 5 . . 1 , 5 2 3 1 2 3 1 2
5.2.4. Pemilihan Pasak Pulli
Pasak adalah elemen mesin yang dipakai untuk menetapkan elemen mesin lainnya pada suatu poros yang mana berfungsi untuk meneruskan momen putaran.
Pasak yang digunakan dalam perencanaan ini adalah pasak benam, untuk
menetapkan pulli.
Gaya tangensial pada pasak:
2
ds T
F
Dimana:
F = Gaya tangensial yang terjadi
T =Torsi pada poros
Maka:
kg 43 , 2226 F
2 mm 12 , 54
mm . kg 42 , 60247 F
Dari lampiran untuk ukuran standard pasak pada diameter poros pulli
54,12 mm diperoleh data-data:
b = lebar pasak
= 15mm
h = Tinggi pasak
= 10 mm
t1 = Kedalaman alur pasak
= 5.0 mm
t2 = Tinggi pasak dari permukaan poros
[image:77.595.202.420.494.596.2]=5,0 mm
Gambar 5.5 Bentuk dan ukuran pasak pada pulli
Untuk menghindari kerusakan permukaan samping pasak karena tekanan
bidang, perlu diperhitungkan gaya yang bekerja pada luas permukaan samping
Panjang pasak (l) yang dibutuhkan dalam perencanaan adalah: 1 .t pa F l Dimana:
pa = Tekanan permukaan yang diijinkan (kg/mm2)
l = Panjang pasak (mm)
F = Gaya tangensial
t1 = Kedalaman alur pasak pada poros (mm)
Harga pa = 10 (kg/mm2) untuk poros diameter besar……….(Sularso hal.27)
mm l mm mm kg kg l 26 , 22 0 , 5 . / 10 21 , 1113 2
Harga tekanan pada permukaan pasak yang diijinkan adalah:
kg P mm mm kg P t l F P 10 0 , 5 . 26 , 22 21 , 1113 . 2
Besarnya tegangan geser yang terjadi pada pasak ( k) dapat dihitung dengan
persamaan: 2 / 33 , 3 26 , 22 . 10 21 , 1113 . mm kg k mm mm kg k l b F k
Besarnya tegangan geser yang diijinkan pada pasak adalah:
2 1.Sf
Sf
ka B
Dari hasil perhitungan diatas akan dipilih bahan pasak baja carbon
S353,dengan tegangan tarik 79 kg/mm2.
Dimana:
B = 79 kg/mm2
Sf1 = Faktor keamanan diambil adalah 6,0
Sf2 = Faktor koreksi adalah 2,0
Maka:
2 2 2 1
/ 58 , 6
0 , 2 . 0 , 6
/ 79
.
mm kg ka
mm kg ka
Sf Sf
ka B
Dari perhitungan diatas tegangan geser yang terjadi lebih kecil dari
tegangan geser yang diijinkan atau k<ka yaitu: 3,33 kg/mm2 < 6,58
kg/mm2.Maka pasak pulli aman dingunakan.
5.3 Perencanaan Kopling
Kopling adalah suatu elemen mesin yang berfungsi untuk meneruskan
daya dan putaran dengan cara menghubungkan dua poros yaitu poros penggerak
dan poros yang digerakkan.
Kopling dirancang pada screw press adalah kopling tetap dengan jenis
kopling flens kaku.Adapun alasan pemilihan kopling ini adalah:
1. Pemasangan mudah dan cepat
2. Ringkas dan ringan
3. Aman pada putaran tinggi dan tumbukan kecil
5. Dapat mencengah pembebanan berlebih
6. Terdapat sedikit gerak aksial pada poros sekitarnya terjadi
[image:80.595.253.370.197.327.2]pemuaian karena panas dan lain-lain.
Gambar 5.6 Kopling flens
Dari gambar diatas diperoleh:
D = 2 d
D1 = 3 d
ne = 0,5 n
Diameter baut dapat dicari dengan rumus:
1
. . .
. 8
D ne T dl
g
Dimana:
dl = diameter baut (mm)
T = Torsi (mm)
g = Tegangan geser bahan (kg/mm2)
5.3.1 Perhitungan Poros Kopling
Daya yang diperlukan untuk menjalankan/mengoperasikan mesin screw
press diperlukan koreksi terhadap daya yang direncanakan.Daya yang harus
ditransmisikan pada mesin screw press adalah dengan daya (P)=30 Kw dan
putaran (n)=12 r