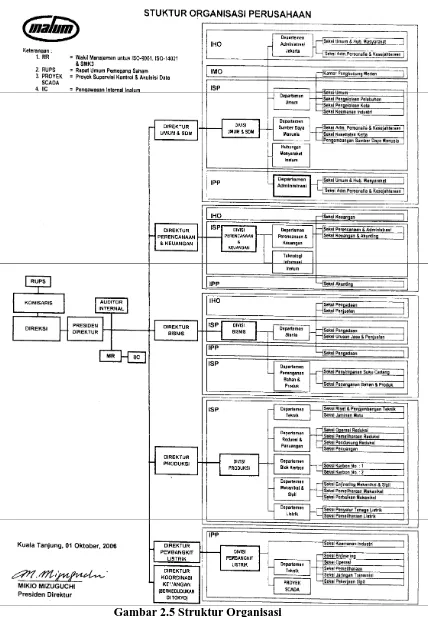
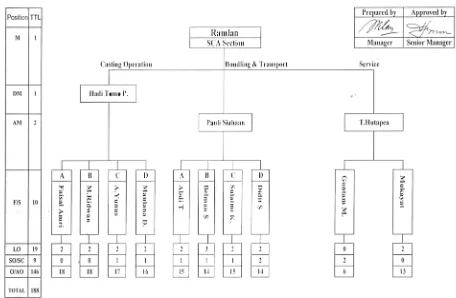
Penjadwalan Mesin Dengan Metode CDS (Campbell, Dudek & Smith) Dan Metode Palmer Pada Bagian Casting Shop Di PT. Indonesia Asahan Aluminium (Inalum)
Bebas
233
0
0
Teks penuh
Gambar
+7
Dokumen terkait
