Perbaikan Penjadwalan Produksi Dengan Menggunakan Metode Algoritma CDS (Campbell, Dudek And Smith) Pada PT. Jakarana Tama
Teks penuh
Gambar
Dokumen terkait
Penjadwalan produksi pada perusahaan merupakan salah satu bentuk pelayanan yang dapat menjadi salah satu cara perusahaan dalam menghadapi para pesaing.. Pada umumnya penjadwalan
Penjadwalan produksi yang selama ini dilakukan oleh perusahaan adalah menggunakan metode First-Come, First-Served (FCFS), yang artinya order diproses sesuai dengan urutan order
Dari hasil penelitian, penulis memberi saran agar bengkel bubut Cahaya Teknik ini dapat produksi lebih baik lagi dari sebelumnya, karena dengan penjadwalan yang
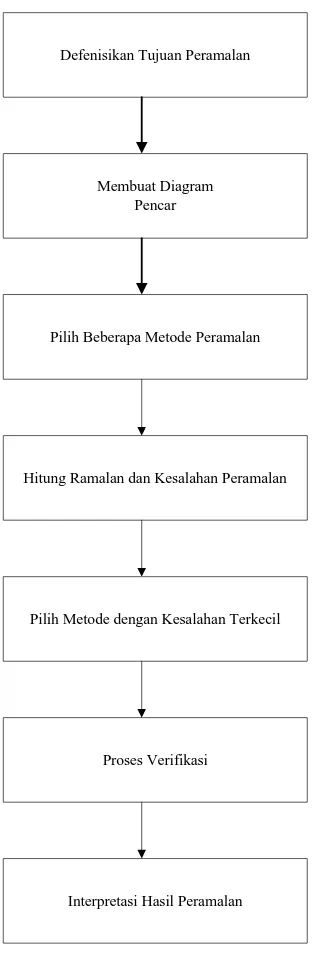
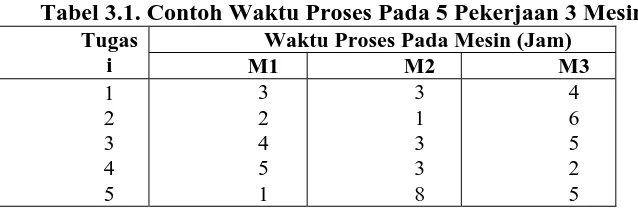
Salah satu fasilitas produksi adalah mesin untuk melakukan suatu pekerjaan dengan menentukan urutan proses produksi suatu produk yang tepat agar dapat meminimalkan
Tujuan yang dapat dicapai dari penelitian ini adalah untuk memberikan penghematan dan efisiensi terhadap sumber daya yang ada dengan menggunakan metode penjadwalan yang
Adapun saran yang dapat menjadi pertimbangan perusahaan adalah dalam melaksanakan penjadwalan produksi produk IC di stasiun marking jenis mesin laser marking
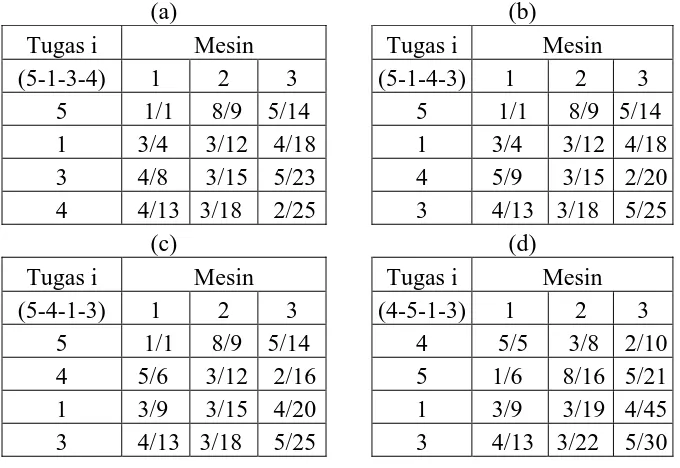
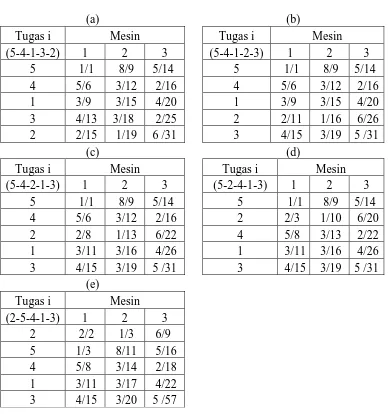
Perbandingan Metode FCFS dengan Metode CDS dan Palmer Tabel 10 Hasil Rekapitulasi Penjadwalan Produksi Semua Metode Metode Penjadwalan Urutan Job Makespan FCFS Metode Riil
Setelah mengetahui nilai maskepan dari kedua metode tersebut, baik metode yang digunakan perusahaan maupun metode CDS Campbell Dudek Smith maka dapat diketahui nilai Efficiency Index EI
