PENJADWALAN PRODUKSI DENGAN PENDEKATAN
METODE NAWAZ, ENSCORE, HAM (NEH) DAN
METODE CAMPBELL, DUDEK, SMITH
Lorens Handy Sutanto
Staf Produksi Industri Automotive, Jakarta [email protected]
ABSTRACT
Company's current scheduling condition is not optimal since too much additional time/work days exists. Planning and creating a better production scheduling system is needed to minimize production time and reduce the additional time. The CDS scheduling method will find the best makespan by combining existing work stations into two groups of machines. Those two groups are sorted by prioritizing on fastest process time, and then the makespan can be created. Meanwhile the NEH scheduling method looks for the makespan by sorting based on the SPT (Shortest Processing Time) first and then enter the job based on the sequence of each. This research found that the NEH scheduling method is the most appropriate since it obtained a bigger cost saving and eliminates overtime.
Keywords: scheduling jobs machines, Campbell Dudek Smith (CDS), Nawaz Enscore Ham (NEH), makespan
ABSTRAK
Kondisi penjadwalan perusahaan saat ini belum optimal dimana banyak terjadi penambahan waktu/hari kerja. Dalam rangka meminimalkan waktu produksi dan mengurangi penambahan waktu maka dilakukan perencanaan dan membuat suatu sistem penjadwalan produksi yang lebih baik agar masalah-masalah tersebut dapat teratasi. Metode penjadwalan CDS mencari makespan dengan mengurutkan prioritas terbaik dengan mengkombinasikan stasiun kerja yang ada menjadi dua kelompok mesin. Dari dua kelompok mesin tersebut kemudian diurutkan dengan mengutamakan waktu proses yang tercepat, setelah itu dicari makespannya sedangkan metode penjadwalan NEH mencari makespan dengan melakukan pengurutan berdasarkan SPT (Short Processing Time) terlebih dahulu kemudian memasukkan job berdasarkan pengurutan tersebut satu persatu. Pada penelitian ini ditemukan bahwa metode penjadwalan NEH adalah yang paling tepat karena menghasilkan biaya penghematan yang lebih besar dan meniadakan waktu kerja lembur.
Kata kunci: penjadwalan job mesin, Campbell Dudek Smith (CDS), Nawaz Enscore Ham (NEH), makespan
PENDAHULUAN
Pada umumnya, semakin cepat perusahaan dalam menyelesaikan order yang dipesan oleh konsumen, maka semakin cepat pembayaran yang akan diterima oleh perusahaan. Dengan waktu penyelesaian order yang semakin cepat, maka perusahaan dapat memperoleh berbagai keuntungan, antara lain dapat menghemat upah tenaga kerja, jam kerja mesin, biaya listrik, dan masih banyak yang lainnya sehingga laba yang diterima oleh perusahaan akan lebih besar atau meningkat.
Dalam hal ini, kecepatan dan ketepatan dalam proses produksi sangat penting sehingga order yang dipesan oleh konsumen dapat diselesaikan sesuai dengan waktu yang telah ditetapkan, dengan adanya waktu lembur memang hal itu dapat diatasi. Namun, dengan meningkatnya waktu lembur melebihi perkiraan, juga akan merugikan pihak perusahaan. Pendapatan yang lebih yang harusnya dapat diterima oleh perusahaan menjadi harus terkeluarkan untuk membayar upah lembur perusahaan. Oleh karena itu, perusahaan harus meminimalkan total waktu proses produksi. Pengurutan prioritas pekerjaan yang didahulukan dapat salah dan menjadi penyebab meningkatnya total waktu produksi sehingga dengan metode penjadwalan job yang baik, terutama dalam pengurutan pesanan-pesanan untuk diproduksi maupun penjadwalan ke sumber daya atau mesin-mesin yang ada, total waktu proses produksi dapat diminimalkan.
Kondisi penjadwalan perusahaan saat ini belum optimal, di mana penjadwalan hanya berdasarkan First Come First Serve (FCFS). Perusahaan tidak mempertimbangkan waktu operasi sehingga terjadi penambahan waktu/hari kerja. Perumusan masalah yang akan dibahas pada penelitian ini adalah bagaimana menentukan penjadwalan produksi sehingga dapat mempersingkat atau mengoptimalkan waktu penyelesaian akhir (makespan) secara keseluruhan. Tujuan yang dapat dicapai dari penelitian ini adalah untuk memberikan penghematan dan efisiensi terhadap sumber daya yang ada dengan menggunakan metode penjadwalan yang terbaik; mengurangi waktu lembur; dan meminimasi makespan atau waktu penyelesaian dalam menyelesaikan work order yang masuk ke perusahaan. Sedangkan manfaat yang dapat diperoleh adalah peningkatan laba perusahaan akibat dari pengurangan waktu lembur; membantu manajer produksi dalam pengambilan keputusan untuk penjadwalan produksi sehingga waktu penyelesaian dapat ditentukan secara akurat; mengoptimalkan sistem penjadwalan yang dilakukan oleh bagian produksi; dan sebagai masukan dan pertimbangan dalam memenuhi kebutuhan pelanggan tepat pada waktunya.
Pengertian penjadwalan; penjadwalan adalah suatu proses pengambilan keputusan yang memainkan peranan penting dalam kebanyakan bidang manufaktur dan pelayanan industri. Penjadwalan digunakan dalam pengadaan bahan dan produksi, dalam transportasi dan distribusi dan dalam proses informasi dan komunikasi. Kebanyakan tujuan dari penjadwalan adalah meminimalkan total flow time, total tardiness, maximum completion time, maximum tardiness, lateness atau jumlah dari pekerjaan yang tepat waktu.
Dalam membahas masalah penjadwalan, biasanya akan dijumpai beberapa variabel dan istilah. Dalam penulisan ini, digunakan variabel j = job dan i = operasi. Definisi dari istilah-istilah yang sering digunakan ialah sebagai berikut. Pertama, waktu proses (tij) adalah waktu yang diperlukan untuk menyelesaikan suatu operasi j dari suatu job i (termasuk waktu set up, penghentian mesin, dan waktu pemindahan bahan ke mesin). Kedua, Makespan (Ms) (Steven, 2001) adalah jangka waktu penyelesaian suatu penjadwalan yang merupakan jumlah seluruh waktu proses. Rumusnya adalah Ms =
∑
ti. Ketiga, Ready time (Rij) menyatakan job j operasi ke-1 siap untuk dijadwalkan. Keempat, Waiting Time (W
j) adalah waktu tunggu seluruh operasi dari suatu job. Rumusnya adalah Wj =∑
Wij . Kelima, Flow Time (Fj) (Steven, 2001) adalah waktuantara suatu saat, di mana suatu pekerjaan dapat diproses dengan suatu saat di mana pekerjaan tersebut telah selesai dikerjakan. Rumusnya adalah Fj =tj +Wj. Keenam, Completion Time (Cj) adalah jangka waktu antara permulaan bekerja ada pekerjaan pertama, di mana waktu tersebut ditunjuk oleh t = 0 dan waktu pada saat pekerjaan j selesai. Ketujuh, rata-rata flow time (Hamid, 1995). Rumusnya adalah Fs =
∑
F
jn
1
. Kedelapan, Due date (
D
j) adalah batas waktu akhir suatu job harus diselesaikan. Kesembilan, Lateness (L
j) adalah penyimpangan waktu penyelesaian suatu job ke–j hingga saat due date. Rumusnya adalahL
j =C
j −d
j. Kesepuluh,L
j < 0 jika penyelesaian memenuhi batas akhir;L
j > 0 jika penyelesaian melewati batas akhir. Kesebelas, Earliness (E
j) adalah saat penyelesaian terlalu awal yaitu sebelum due date. Earliness juga disebut sebagai lateness negatif. Rumusnya adalahE
j =max{
0,−L
j}
. Keduabelas, rata-rata Lateness. Rumusnya adalah Ls = 1∑
(Gj −dj)n . Ketigabelas, Tardiness (Tj) adalah keterlambatan penyelesaian suatu pekerjaan hingga saat due date. Rumusnya adalah
{ }
jj L
T =max0, . Keempatbelas, rata-rata Tardiness. Rumusnya adalah Ts =
∑
Tj n1
. Kelimabelas, Number of Tardiness. Rumusnya adalah NT =
∑
δ
j ;δ
j= 1, jika Tj > 0; danδ
j= 0, jika Tj < 0. Keenambelas, Slack Time (Sj) adalah waktu sisa yang tersedia bagi suatu job. Rumusnya adalah Sj =dj −tj. Ketujuhbelas, Utilitas Mesin (U) adalah rasio dari seluruh proses yang dibebankan pada mesin dengan rentang waktu, untuk menyelesaikan seluruh tugas pada semua mesin. Rumusnya adalah U =max F m tj ×
∑
di mana m = mesin, F max = Flowtime max. Kedelapanbelas, Tmax or Lmax, di mana Tmax = max {0, Lmax} dan Lmax = max {Lj}. Kesembilanbelas, Critical Ratio. Rumusnya adalah CR =
j j P t a ( ) dan aj(t)=dj −t, di mana j
a
(t) = allowance,d
j = due date, danP
j= waktu untuk menyelesaikan operasi j sehingga jj aj t S
P = ()− dan Sj = Slack Time.
Penjadwalan Flow Shop. Sistem penjadwalan dalam flow shop adalah penjadwalan dari seluruh job dalam urutan proses yang sama dan masing-masing job menuju ke masing-masing mesin dalam satu waktu tertentu (Ronald, 2003). Sistem ini dapat digambarkan seperti urutan linear pada mesin-mesin seperti pada lini perakitan. Setiap job diproses sesuai dengan urutan prosesnya dan dari satu mesin ke mesin lainnya. Karakteristik dasar penjadwalan flow shop adalah terdapat njob yang tersedia dan siap diproses pada waktu t = 0; waktu set upindependent terhadap urutan pengerjaan; terdapat m mesin berbeda yang tersedia secara kontinu; dan operasi-operasi individual tidak dapat dipecah-pecah.
Teorema-teorema yang dapat digunakan untuk penjadwalan flow shop dengan m mesin adalah sebagai berikut. Pertama, penjadwalan heuristic Campbell, Dudek and Smith (CDS). Penjadwalan heuristic CDS adalah sebuah metode penjadwalan pada mesin seri yang merupakan pendekatan dari Johnson’s rule. Heuristic ini menghasilkan urutan m – 1 dan pilihan dengan makespan terkecil (Ronald, 2003). Langkah-langkah penjadwalan heuristic CDS adalah (1) Menentukan langkah alternatif yang akan diambil sebanyak jumlah mesin-1; (2) Dari setiap langkah alternatif tersebut, kemudian dihitung waktu prosesnya untuk t1 dan t2; (3) Dari semua
pekerjaan yang akan dijadwalkan, tentukan waktu proses terkecil dari masing-masing pekerjaan tersebut; (4) Seperti aturan Johnson’ s Rule, tempatkan urutan pekerjaan dari sebelah kiri jika terdapat waktu proses terkecil untuk mesin 1 (t1), dan jika waktu proses terkecil ada pada mesin 2 (t2), tempatkan urutan pekerjaan dari sebelah kanan. Ulangi urutan yang disebutkan di atas jika terdapat pekerjaan-pekerjaan baru yang akan dijadwalkan; (5) Buatlah rangkaian urutan pekerjaannya di setiap alternatif yang ada; (6) Hitung total waktu penyelesaian (makespan) di setiap alternatif yang ada; (7) Pilihlah urutan di salah satu alternatif yang ada yang mempunyai makespan terkecil.
Kedua, Nawaz, Enscore, dan Ham (NEH) heuristic. Heuristic NEH pertama kali digunakan dalam waktu proses untuk masing-masing job dan untuk mengurangi waktu dari produksinya. Langkah-langkah dari heuristic NEH adalah (1) Lakukan pengurutan job berdasarkan aturan SPT (Short Processing Time); (2) Kemudian memulai dengan mencoba 2 urutan pertama tersebut (j1, j2) dan (j2, j1). Hitung makespan dari kedua urutan tersebut dan pilih makespan terkecil (misalnya j2, j1); (3) Perhitungan dilanjutkan berdasarkan job selanjutnya, misalnya j3. hitung makespan dari ketiga urutan tersebut, yaitu (j3, j2,j1), (j2,j3,j1), (j2,j1,j3) dan pilih urutan makespan terkecil; dan (4) Lakukan terus perhitungan tersebut hingga didapatkan urutan dengan makespan terkecil.
PEMBAHASAN
Pengumpulan Data
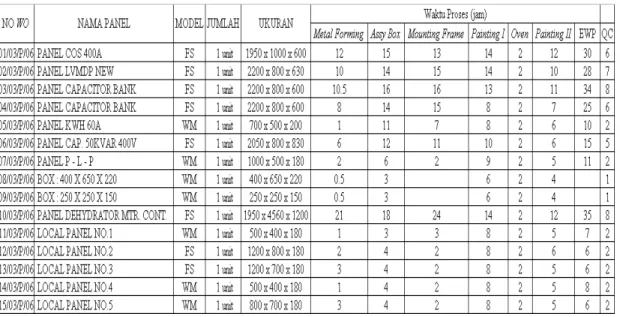
Data-data yang dikumpulkan untuk kemudian diolah, meliputi data produksi periode 1-8 Maret 2007. Jumlah stasiun kerja yang diteliti adalah 8 buah, dengan jumlah job sebanyak 15 dan menggunakan 8 mesin (Tabel 1).
Pengolahan Data
Setelah data dikumpulkan, maka dilakukan pengurutan prioritas kerja berdasarkan dari waktu proses terkecil. Bila waktu proses terkecil terletak di mesin pertama, maka job tersebut diletakkan di urutan depan. Sedangkan bila waktu proses terkecil terletak di mesin kedua, job tersebut diletakkan di urutan belakang. Setelah diperoleh urutannya, maka makespan dan flow time dapat dihitung untuk tiap stasiun kerja, di mana di dalamnya terdapat 17 operasi yang sudah diurutkan, kemudian dilanjutkan ke tiap kombinasi (y = 7).
Dengan menggunakan metode penjadwalan CDS (Campbell, Dudek, Smith) dari urutan prioritas y = 1 sampai y = 7, didapat makespan terkecil adalah 260 jam, yaitu dari urutan job y = 2 dan y = 6. Dengan urutan workorder sebagai berikut 11-14-12-13-15-7-5-6-4-2-3-1-10-9-8 untuk y = 2 dan urutan workorder 11-14-12-13-15-7-5-6-4-2-1-3-10-9-8 untuk y = 6. Untuk dapat memilih urutan job yang terbaik, dilakukan perbandingan dengan melihat mean flowtime yang terkecil dari kedua urutan tersebut. Perbandingan hasil mean flowtime yang dihasilkan adalah 132.233 jam untuk y = 2 dan 131.967 jam untuk y = 6. Dengan demikian, untuk metode penjadwalan CDS yang akan digunakan adalah y = 6. Dengan urutan workorder sebagai berikut 11-14-12-13-15-7-5-6-4-2-1-3-10-9-8.
Untuk metode NEH, langkah awal yang dilakukan adalah menghitung jumlah total waktu proses setiap job, kemudian melakukan pengurutan berdasarkan SPT (short processing time). Berdasarkan perhitungan, pengurutan job berdasarkan SPT (short process time) adalah sebagai berikut 8-9-11-12-13-14-15-7-5-6-4-2-1-3-10. Dari hasil perhitungan dengan metode NEH, terdapat dua urutan job dengan total makespan terkecil yang sebesar 252 jam. Dengan urutan prioritas job sebagai berikut 14-7-15-11-5-13-6-4-2-10-3-1-12-8-9 disimbolkan sebagai urutan A dan urutan prioritas job 14-7-15-11-5-13-6-4-2-3-10-1-12-8-9 disimbolkan sebagai urutan B. Perbandingan hasil mean flowtime yang dihasilkan adalah 140.233 jam untuk urutan A dan 140.167 jam untuk urutan B. Dari hasil tersebut, maka disimpulkan bahwa pengurutan yang dilakukan dengan urutan B memiliki rata-rata waktu selesai yang lebih cepat dibandingkan dengan urutan A. Dengan demikian, untuk metode penjadwalan NEH yang akan digunakan adalah urutan B. Dengan urutan workorder sebagai berikut 14-7-15-11-5-13-6-4-2-3-10-1-12-8-9 (Tabel 2).
Tabel 2 Perbandingan Makespan antara Metode Heuristik dengan Cara Perusahaan
Metode Prioritas Urutan Pekerjaan Makespan
Perusahaan 1-2-3-4-5-6-7-8-9-10-11-12-13-14-15 291 CDS 11-14-12-13-15-7-5-6-4-2-1-3-10-9-8 260 NEH 14-7-15-11-5-13-6-4-2-3-10-1-12-8-9 252
Apabila waktu lembur diterapkan ke masing-masing metode, maka metode NEH tidak memerlukan waktu lembur (di mana makespan setelah dikurangi waktu lembur = 254).
Tabel 3 Makespan Setelah Digabungkan dengan Waktu Lembur
Metode Makespan Waktu Lembur (hari) Waktu Lembur (hari libur) Waktu Lembur (jam) Makespan Setelah dikurangi Waktu Lembur Perusahaan 291 7 2 37 254 CDS 260 2 0 6 254 NEH 252 0 0 0 252
Waktu kerja lembur = 3 jam.
Metode Perusahaan
Waktu lembur (jam) = Waktu lembur (hari) + Waktu lembur (hari libur) = 7×3+2×8=37jam.
Makespan setelah dikurangi waktu lembur = Makespan – waktu lembur
= 391 – 37 = 254 jam.
Metode CDS
Kelebihan waktu = 260 – 254 = 6 jam. Lembur yang diperlukan (hari) = 2
3 6 =
hari.
Metode NEH
Total waktu penyelesaian dapat diselesaikan tanpa perlu menerapkan lembur lagi karena makespan yang dihasilkan sudah lebih kecil dari 254 jam.
Tabel 4 Perhitungan Total Biaya Pekerja
Metode Waktu lembur (jam) Makespan Setelah dikurangi waktu lembur Jumlah pekerja UMR perbulan Biaya per jam Biaya Lembur Total Biaya Pekerja Perusahaan 37 254 29 Rp825,000,00 Rp 3,437,50 Rp 352,890,17 Rp 35,554,440,03 CDS 6 254 29 Rp825,000,00 Rp 3,437,50 Rp 57,225,43 Rp 26,980,162,57 NEH 0 252 29 Rp825,000,00 Rp 3,437,50 Rp - Rp 25,121,250,00
Biaya lembur perjam = 2
173 × perbulan UMR = 2 9,537.57 173 00 . 000 , 825 Rp Rp × = Biaya perjam = 8 30× perbulan UMR = 3,437.50 8 30 00 . 000 , 825 Rp Rp = × Metode perusahaan
Biaya lembur = Waktu lembur
×
Biaya lembur perjam = 37×
Rp 9,537.57 = Rp 352,890.17Total biaya pekerja = (Jumlah pekerja
×
Makespan stlh dikurangi waktu lembur×
biaya perjam) + (Jumlah pekerja×
biaya lembur)= (29
×
254×
Rp 3,437.50) + (29×
Rp 352,890.17) = Rp 35,554,440.03Metode CDS
Biaya lembur = Waktu lembur
×
Biaya lembur perjam = 6 × Rp 9,537.57 = Rp 57,225.43Total biaya pekerja = (Jumlah pekerja
×
Makespan stlh dikurangi waktu lembur×
biaya perjam) + (Jumlah pekerja×
biaya lembur)= (29
×
254×
Rp 3,437.50) + (29×
Rp 57,225.43) = Rp 26,980,162.57Metode NEH
Biaya lembur = Waktu lembur × Biaya lembur perjam = 0
×
Rp 9,537.57 = Rp 0.00Total biaya pekerja = (Jumlah pekerja
×
Makespan stlh dikurangi waktu lembur×
biaya perjam) + (Jumlah pekerja×
biaya lembur)= (29
×
252×
Rp 3,437.50) + (29×
Rp 0.00)= Rp 25,121,250.00
PENUTUP
Berdasarkan hasil pengolahan dan analisis data, maka kesimpulan yang dapat ditarik adalah sebagai berikut. Pertama, metode penjadwalan yang digunakan oleh perusahaan hanya berdasarkan First Come First Serve (FCFS). Berdasarkan hasil perhitungan penjadwalan yang dilakukan perusahaan, makespan yang diperoleh adalah 291 jam. Kedua, penjadwalan dengan menggunakan metode CDS menghasilkan total makespan sebesar 260 jam. Menghemat total waktu penyelesaian sebesar 31 jam. Dengan urutan job prioritas sebagai berikut 11-14-12-13-15-7-5-6-4-2-1-3-10-9-8. Ketiga, dengan menggunakan metode penjadwalan usulan (metode NEH) dapat menghemat waktu sebanyak 39 jam dengan urutan job prioritas sebagai berikut 14-7-15-11-5-13-6-4-2-3-10-1-12-8-9. Keempat, metode penjadwalan CDS melakukan penghematan makespan sebesar 31 jam. Sedangkan metode penjadwalan NEH melakukan penghematan sebesar 39 jam dibandingkan dengan kondisi awal. Kelima, dengan menggunakan metode penjadwalan CDS, pengeluaran untuk kerja lembur dapat dikurangkan, di mana waktu kerja lembur berkurang sebanyak 5 hari kerja lembur dan 2 hari kerja lembur di hari libur; sedangkan dengan menggunakan metode penjadwalan NEH, pengeluaran untuk kerja lembur dapat dihilangkan karena tidak diperlukan lagi waktu kerja tambahan. Keenam, penghematan yang dihasilkan bila menggunakan metode NEH sebesar Rp 10,433,190.03. Sedangkan untuk metode penjadwalan CDS penghematan yang terjadi sebesar Rp 8,574,277.46. Ketujuh, metode penjadwalan yang disarankan untuk digunakan metode penjadwalan NEH.
DAFTAR PUSTAKA
Askin, R.G. (2003). Design and analysis of lean production systems,Singapore: John Willey and Sons Pte. Ltd.
Baker, K.R. (1974). Introduction to sequencing and schedulling, New York: John Willey and Son Int.
Elsayed, A.E., and Boucher, T.O. (1997). Analysis and control of production systems,2nd ed., New Jersey: Prentice-Hall International Inc.
Herjanto, E. (1999). Manajemen produksi dan operasi, edisi kedua, Jakarta: PT Gramedia Widiasarana Indonesia.
Marton, T.E., and David, W.P. (1995). Heuristic schedulling systems, United States of America: John Willey and Sons Inc.
Nahmias, S. (2001). Production and operations analysis, 4th ed., Mc. Graw-Hill International edition, New York: Management and Organizational Series.
Noori, H., and Russell, J. (1995). Prinsiples of inventory and material management: Total quality and responsitive,New Jersey: PTR Prentice-Hall Inc.
Pinedo, M. (1996). Scheduling theory, algoritms and systems, New Jersey, United States of America: Prentice-Hall.
Render, B., dan Heizer, J. (1997). Prinsip-prinsip manajemen operasi,Jakarta: PT Salemba Emban Patria.
Sipper, D., and Bulfin, Jr.R. (1995). Production: Planning, control, and integration,Mc. Graw-Hill Companies Inc.
Taillard. (1990). Some efficient heuristic methods fot the flow shops sequencing problem. Retrieved May 12, 2007, from http://www.Google.com..