ABSTRACT
PT. X is a company engaged in manufacturing, especially in the sewing business. Production scheduling is implemented using the company's production system First Come First Serve (FCFS). FCFS perform sorting method based on jobs that come first to be done first. This causes the entire production completion time (makespan) has a longer trend. The aim of this research is to elaborate an alternative method of production scheduling through the application of Campbell Dudek and Smith (CDS) methods to minimize makespan and expected to minimize lateness.
CDS method is the development of algorithms that perform Johnson production scheduling based on the smallest processing time of n jobs and m machines. The CDS method in this study resulted 6 iterations. The best iteration is K= 5 with the production sequence of R-B-A-O-L-S-F-P-D-M-N-C-K-Q-J-E-H-G-I and give the makespan 13221.99 minutes and 40702.29 minutes of the total idle time. Production scheduling with application of the CDS method can minimize the makespan of 24.79%.
ABSTRAK
PT. X adalah perusahaan yang bergerak di bidang manufaktur khususnya dalam usaha jahit. Penjadwalan produksi yang diterapkan perusahaan menggunakan sistem produksi First Come First Serve (FCFS). Metode FCFS melakukan pengurutan berdasarkan job yang datang pertama dikerjakan terlebih dahulu. Hal ini menyebabkan waktu penyelesaian seluruh produksi (makespan) memiliki kecenderungan yang lebih panjang. Penelitian ini bertujuan mencari alternatif metode penjadwalan produksi melalui penerapan metode Campbell Dudek and Smith (CDS) untuk meminimumkan makespan dan diharapkan dapat meminimumkan keterlambatan.
Metode CDS merupakan pengembangan dari algoritma Johnson yang melakukan penjadwalan produksi berdasarkan waktu proses terkecil pada n job dan m mesin. Dari hasil analisis, penjadwalan dengan metode CDS menghasilkan 6 iterasi. Iterasi terbaik terdapat pada K= 5 dengan urutan penjadwalan produksi R- B- A- O- L- S- F- P- D- M- N- K- C- Q- J- E- H- G- I dan memberikan makespan selama 13221,99 menit dengan idle time keseluruhan selama 40702,29 menit. Penjadwalan produksi dengan penerapan metode CDS dapat meminimumkan makespan sebesar 24,79%.
DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
SURAT PERNYATAAN KEASLIAN SKRIPSI ... iii
PERNYATAAN PUBLIKASI LAPORAN PENELITIAN ... iv
KATA PENGANTAR ... v
ABSTRACT ... viii
ABSTRAK ... ix
DAFTAR ISI ... x
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvi
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang Masalah ... 1
1.2 Identifikasi Masalah ... 3
1.3 Tujuan Penelitian... 6
1.4 Kegunaan Penelitian... 6
2.1.1 Manajemen Operasi ... 9
2.1.2 Pengertian Penjadwalan ... 10
2.1.3 Tujuan Penjadwalan ... 12
2.1.4 Input dan Output Penjadwalan ... 13
2.1.4.1 Input Penjadwalan ... 13
2.1.4.2 Output Penjadwalan ... 14
2.1.5 Istilah- istilah dalam Penjadwalan ... 16
2.1.6 Kriteria dalam Penjadwalan ... 18
2.1.7 Tipe- tipe Penjadwalan ... 20
2.1.7.1 Berdasarkan Cara Penjadwalan ... 20
2.1.7.2Berdasarkan Jenis Proses Produksi ... 21
2.1.8 Model Penjadwalan ... 22
2.1.9 Jenis Penjadwalan ... 24
2.1.9.1Proses Penjadwalan Flow Shop... 24
2.1.9.2Penjadwalan Batch ... 25
2.1.9.3Penjadwalan Job Shop ... 25
2.1.9.4Penjadwalan beberapa Pekerjaan pada 1 Mesin ... 28
2.1.9.5Penjadwalan beberapa Pekerjaan pada beberapa Mesin . 35 2.1.10 Gantt Chart ... 39
2.2 Kerangka Pemikiran ... 40
BAB III OBJEK DAN METODE PENELITIAN ... 48
3.2Teknik Pengumpulan Data ... 48
3.3Sejarah Singkat Perusahaan ... 50
3.4Struktur Organisasi dan Uraian Tugas ... 51
3.5Kegiatan Operasi ... 55
3.6Kegiatan Lain Perusahaan ... 60
3.6.1 Kegiatan pada Aspek Operasi Perusahaan ... 60
3.6.2 Kegiatan pada Aspek Sumberdaya Perusahaan ... 60
3.6.3 Kegiatan pada Aspek Pemasaran Perusahaan ... 61
BAB IV HASIL PENELITIAN DAN PEMBAHASAN ... 62
4.1Pengumpulan Data Perusahaan ... 62
4.2Perhitungan Waktu Proses dalam Setiap Mesin ... 66
4.3Analisis Penjadwalan dengan Metode CDS ... 74
4.4Perbandingan Metode CDS dengan FCFS ... 96
BAB V SIMPULAN DAN SARAN ... 98
5.1.Simpulan ... 98
5.2.Saran ... 98
DAFTAR PUSTAKA ... 100
LAMPIRAN ... 101
DAFTAR TABEL
halaman
Tabel 1.1 Data Jumlah Mesin dan Jumlah Tenaga Kerja ... 3
Tabel 1.2 Data Order Bulan Juni- Agustus 2013 ... 4
Tabel 4.1 Jumlah Mesin dan Jumlah Pekerja ... 62
Tabel 4.2 Jumlah Order 3 bulan terakhir ( Juni- Agustus) ... 63
Tabel 4.3 Perhitungan order yang diterima ... 64
Tabel 4.4 Urutan dan Waktu Proses pada Training dan Seragam (dalam menit/ unit) ... 65
Tabel 4.5 Waktu pada Proses Pembuatan Pola ( dalam menit) ... 66
Tabel 4.6 Waktu pada Proses Cutting Pola ( dalam menit) ... 67
Tabel 4.7 Waktu pada Proses Jahit ( dalam menit) ... 68
Tabel 4.8 Waktu pada Proses Obras ( dalam menit) ... 70
Tabel 4.9 Waktu pada Proses Overdeck ( dalam menit) ... 71
Tabel 4.10 Waktu pada Proses Trimming ( dalam menit) ... 72
Tabel 4.11 Waktu pada Proses Packing ( dalam menit) ... 73
Tabel 4.12 Rekapitulasi Perhitungan Waktu tiap Proses ... 75
Tabel 4.13 Simbol Mesin dalam Proses ... 77
Tabel 4.14 Perhitungan ��,∗ ... 77
Tabel 4.15 Perhitungan ��,∗ ... 78
Tabel 4.16 Perhitungan K= 1 ... 79
Tabel 4.18 Perhitungan K= 2 ... 81
Tabel 4.19 Perhitungan Waktu dalam K= 2 ... 81
Tabel 4.20 Perhitungan K= 3 ... 82
Tabel 4.21 Perhitungan Waktu dalam K= 3 ... 83
Tabel 4.22 Perhitungan K= 4 ... 84
Tabel 4.23 Perhitungan Waktu dalam K= 4 ... 84
Tabel 4.24 Perhitungan K= 5 ... 86
Tabel 4.25 Perhitungan Waktu dalam K= 5 ... 86
Tabel 4.26 Perhitungan K= 6 ... 87
Tabel 4.27 Perhitungan Waktu dalam K= 6... 88
Tabel 4.28 Nilai Makespan dan Idle Time ( dalam menit) ... 89
Tabel 4.29 Perhitungan Waktu CDS K= 5 ... 90
Tabel 4.30 �� dalam Bentuk Hari ... 91
Tabel 4.31 Simbol Proses pada FCFS ... 92
Tabel 4.32 Perhitungan Total Waktu (��) ... 93
Tabel 4.33 Perhitungan Waktu FCFS ( dalam menit) ... 94
Tabel 4.34 �� dalam Bentuk Hari ... 95
Tabel 4.35 Perbandingan Keterlambatan yang di Alami ... 96
DAFTAR GAMBAR
halaman
Gambar 2.1 Elemen- elemen Sistem Penjadwalan ... 15
Gambar 2.2 Bagan Kerangka Pemikiran ... 47
Gambar 3.1 Srtuktur Organisasi ... 52
Gambar 3.2 Operations Process Chart Pembuatan Training ... 58
DAFTAR LAMPIRAN
halaman
Lampiran A Penelitian untuk Penyusunan Skripsi ... 102
Lampiran B Gantt Chart K= 1... 103
Lampiran C Gantt Chart K= 2 ... 104
Lampiran D Gantt Chart K= 3 ... 105
Lampiran E Gantt Chart K= 4 ... 106
Lampiran F Gantt Chart K= 5 ... 107
Lampiran G Gantt Chart K= 6 ... 108
BAB I
PENDAHULUAN
1.1Latar Belakang Masalah
Berkembangnya persaingan saat ini membuat setiap usaha dalam
berbagai bidang saling memberikan yang terbaik bagi para konsumennya, baik dengan memberikan inovasi atau meningkatkan pelayanan, produk maupun
keduanya. Seperti halnya pada usaha di bidang manufaktur khususnya dalam usaha jahit juga menghadapi berbagai macam permasalahan, seperti kondisi
dimana perusahaan menghadapi beragamnya kebutuhan dan selera konsumen akan fashion, demand yang berfluktuatif, pengaturan waktu, mengalokasikan fasilitas, peralatan ataupun tenaga kerja untuk menyelesaikan order maupun
menentukan urutan pelaksanaan kegiatan operasi.
Oleh karena itu perusahaan harus mampu melakukan penilaian atas
kinerjanya untuk melihat kondisi usaha tersebut supaya dapat dirumuskan strategi yang tepat jika kinerja perusahaan belum maksimal guna menghindari adanya pekerja, peralatan, dan mesin yang kurang dimanfaatkan dengan baik.
Salah satu cara menilai kinerja perusahaan ialah dapat memberikan kriteria penjadwalan yang baik, yakni dapat menghasilkan waktu pemrosesan
tersingkat dengan idle time minimum dan hal ini diharapkan dapat memenuhi permintaan tepat waktu, karena hal tersebut dapat mempertahankan konsumen. Namun jika perusahaan terlalu lama dalam mengirimkan pesanan konsumen
yang terlalu cepat bisa mengakibatkan kerugian bagi konsumen seperti
timbulnya biaya penyimpanan terhadap produk tersebut atau resiko kerusakan akibat lamanya waktu penyimpanan, maka untuk menghindari kerugian pada
kedua belah pihak, perusahaan harus dapat melakukan penjadwalan, yakni kegiatan yang merupakan pengurutan, pembuatan atau pengerjaan produk secara menyeluruh yang dikerjakan pada beberapa buah mesin dengan memperhatikan
kapan suatu order yang diterima mulai dikerjakan.
Dengan perusahaan melakukan penjadwalan diharapkan perusahaan
dapat menjadwalkan setiap order yang diterima untuk diselesaikan dalam kurun waktu tertentu tanpa mengalami keterlambatan (tardiness) mengingat yang
dihadapi perusahaan ialah menyelesaikan sejumlah order dengan waktu penyelesaian yang beragam pada setiap itemnya dengan cara meminimisasi jumlah mesin yang mengganggur antara satu stasiun kerja dengan stasiun kerja
yang lain, maupun dengan meminimasi makespan. Maka dari itu perusahaan perlu melakukan penjadwalan, karena tanpa penjadwalan sebuah rencana yang
telah disusun oleh perusahaan akan menjadi sia-sia.
PT.X merupakan perusahaan yang menggunakan sistem flow shop dan permintaannya bersifat make to order, dimana PT.X biasa memproduksi
Training dan Seragam. Dalam proses produksinya PT.X belum melakukan penjadwalan produksi secara optimum karena masih mengalami keterlambatan
dikembangkan dari metode sebelumnya yakni Johnson’s Rule. Dengan demikian
metode ini cocok untuk digunakan pada penelitian yang dilakukan di PT. X. Metode ini dapat digunakan untuk membantu memecahkan masalah
pada mesin yang sifatnya seri dan dengan menghasilkan alternatif pengerjaan berbeda-beda yang artinya merupakan solusi untuk menghasilkan makespan tersingkat dengan total idle time minimum, yang diharapkan dapat mengurangi
job yang terlambat untuk diselesaikan, maka judul dari penelitian ini ialah
“Analisis Penjadwalan Mesin dengan Menggunakan Metode Campbell,
Dudek and Smith (CDS) untuk Meminimumkan Makespan (Studi pada PT.
X)” .
1.2Identifikasi Masalah
Berikut ini data mengenai jumlah mesin dan jumlah tenaga kerja yang
terdapat pada PT. X adalah sebagai berikut: Tabel 1.1
Data Jumlah Mesin dan Jumlah Tenaga Kerja
Keterangan Jumlah
Mesin Jahit 3 buah
Mesin Obras 2 buah
Mesin Potong ( alat) 3 buah
Mesin Press Kain 1 buah
Mesin Overdeck 1 buah
Pekerja Packing 3 orang
Pekerja Trimming 2 orang
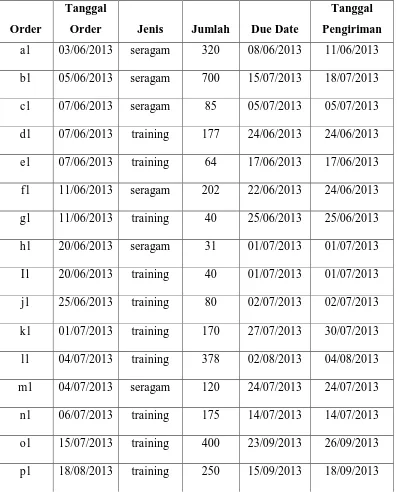
Sumber: Data Perusahaan Tabel 1.2
Data Order Bulan Juni- Agustus 2013
Order
Tanggal
Order Jenis Jumlah Due Date
Tanggal
Pengiriman
a1 03/06/2013 seragam 320 08/06/2013 11/06/2013
b1 05/06/2013 seragam 700 15/07/2013 18/07/2013
c1 07/06/2013 seragam 85 05/07/2013 05/07/2013
d1 07/06/2013 training 177 24/06/2013 24/06/2013
e1 07/06/2013 training 64 17/06/2013 17/06/2013
f1 11/06/2013 seragam 202 22/06/2013 24/06/2013
g1 11/06/2013 training 40 25/06/2013 25/06/2013
h1 20/06/2013 seragam 31 01/07/2013 01/07/2013
I1 20/06/2013 training 40 01/07/2013 01/07/2013
j1 25/06/2013 training 80 02/07/2013 02/07/2013
k1 01/07/2013 training 170 27/07/2013 30/07/2013
l1 04/07/2013 training 378 02/08/2013 04/08/2013
m1 04/07/2013 seragam 120 24/07/2013 24/07/2013
n1 06/07/2013 training 175 14/07/2013 14/07/2013
q1 27/08/2013 seragam 60 10/09/2013 10/09/2013
r1 29/08/2013 training 1110 04/09/2013 07/09/2013
s1 25/08/2013 training 337 12/09/2013 15/09/2013
Sumber: Data Perusahaan
Berdasarkan uraian di atas, maka diperoleh permasalahan yang terdapat pada perusahaan PT.X yakni:
1. Bagaimana penjadwalan produksi yang selama ini digunakan perusahaan? 2. Bagaimana urutan produksi yang paling efektif untuk meminimumkan
makespan?
Adapun asumsi yang digunakan pada PT.X selama penelitian berlangsung, yakni:
1. Semua mesin yang digunakan dalam keadaan baik
2. Selama proses produksi tidak terjadi mati listrik.
3. Setiap tenaga kerja mempunyai kemampuan dan keahlian yang sama dalam
melakukan proses pengerjaan produksi pada bagiannya masing-masing. 4. Mesin dan peralatan tidak mengalami penambahan atau pengurangan, jumlah
mesin sesuai dengan jumlah yang ada saat ini.
5. Selama proses tidak mengalami kekurangan bahan baku. 6. Dalam sehari bagian produksi beroperasi selama 17 jam.
1. Jumlah order yang dikerjakan oleh PT.X hanya sebanyak 70% dari order
yang diterima tiap bulan, sedangkan 30% sisanya disubkontrakan.
2. Membatasi produk yang akan dibahas, yakni hanya produk Training dan
Seragam dikarenakan dua produk tersebut yang permintaannya paling tinggi.
1.3Tujuan Penelitian
Tujuan dilakukannya penelitian ini ialah:
1. Mengetahui penjadwalan produksi yang selama ini dilakukan oleh perusahaan.
2. Menentukan urutan penjadwalan produksi yang paling efektif untuk meminimumkan makespan.
1.4Kegunaan Penelitian
Kegunaan yang dapat diperoleh dari penelitian ini adalah: 1. Bagi Penulis
Memberikan pengalaman dan pandangan dalam menerapkan teori
2. Bagi Perusahaan
Manfaat yang diperoleh perusahaan adalah dapat digunakannya rancangan alternatif penjadwalan produksi dengan Metode Campbell, Dudek
and Smith guna menghindari adanya order datang yang tidak diselesaikan tepat waktu.
3. Bagi Pihak Lain.
Memberikan manfaat khususnya bagi para praktisi dan akademisi
sebagai tambahan referensi bagi penelitian selanjutnya yang berhubungan dengan penjadwalan produksi.
1.5Sistematika Penulisan
Dalam penelitian ini, penulis menggunakan sistematika penulisan sebagai berikut:
BAB I : Pendahuluan
Mengemukakan tentang fenomena yang terjadi saat ini dan memberikan gambaran kondisi perusahaan yang
BAB II : Kajian Pustaka dan Kerangka Pemikiran
Berisi uraian teoritis atau teori-teori yang mendasari untuk pemecahan masalah-masalah yang berhubungan dengan
judul skripsi yang diangkat.
BAB III : Objek dan Metode Penelitian
Berisi tentang objek penelitian yang akan diteliti dan metode-metode yang digunakan dalam penelitian yang dimulai dari
menemukan masalah, merumuskan masalah, studi literatur, metode pengumpulan data, analisis data dan penarikan
kesimpulan.
BAB IV : Hasil Penelitian dan Pembahasan
Berisi semua hasil penelitian dan pembahasan mengenai penjadwalan produksi menggunakan Metode Campbell,
Dudek and Smith pada PT. X.
BAB V : Simpulan dan Saran
Bab ini berisi tentang simpulan dan saran-saran yang diberikan peneliti berdasarkan hasil penelitian yang telah
BAB V
SIMPULAN DAN SARAN
5.1Simpulan
Berdasarkan hasil penelitian dan analisis yang telah dilakukan, maka
dapat disimpulkan sebagai berikut:
1. Penjadwalan produksi yang selama ini dikerjakan oleh perusahaan
ialah dengan menggunakan metode FCFS ( First Come Firts Serve), yang artinya order dikerjakan berdasarkan urutan kedatangan dan
diperoleh makespan selama 17579,82 menit dengan idle time total selama 53423,58 menit.
2. Urutan yang paling efektif menurut metode CDS ialah urutan dengan
menggunakan persamaan K= 5, yaitu R- B- A- O- L- S- F- P- D- M- N- K- C- Q- J- E- H- G- I dengan makespan selama 13221,99 menit
dengan idle time total selama 40702,29 menit, walapun jumlah order yang terlambat lebih banyak jika dibandingkan dengan metode yang digunakan oleh perusahaan.
3. Dengan menggunakan metode CDS, maka perusahaan dapat mengurangi makespan sebesar 4357,83 menit.
5.2Saran
Adapun saran yang dapat diberikan, yakni:
2. Untuk mengurangi jumlah keterlambatan perusahaan dapat
mempertimbangkan untuk kerja lembur, atau melakukan subkontrak dengan kapasitas yang lebih besar dari yang biasanya dilakukan
DAFTAR PUSTAKA
Baker, Kenneth R. (1974). “Introduction to Sequencing and Scheduling”. Canada: John Wiley& Sons, Inc.
Bedworth, David D. & Bailey, James E. (1982). “Integrated Production Control System”. New York: John Wiley& Sons, Inc.
Chase, Richard B., Jacobs, F.Robert., & Aquilano, Nicholas J. (2004). “Operations
Management for Competitive Advantage”. Tenth Edition. New York: McGraw-Hill Companies,Inc.
Ginting, Rosnani. (2009). “Penjadwalan Mesin”. Edisi Pertama. Jogjakarta: Graha
Ilmu.
Hartono, Jogiyanto. (2010). “Metodologi Penelitian Bisnis”. Jogjakarta: BPFE
Khairani, Diana. (2013). “Perencanaan dan Pengendalian Produksi”. Edisi Pertama. Jogjakarta: Graha Ilmu.
Kumar, Anil S., & Suresh N. (2009). “Operations Management”. New Delhi: New
Age International (P) Ltd.
Sugiyono. (2010). ”Metode Penelitian Pendidikan”. Cetakan ke-11. Bandung:
Alfabeta.
Suliyanto. (2009). “Metode Riset Bisnis”. Jogjakarta: Andi
Render, Barry & Heizer, Jay. (2004). “Operations Management”, Seventh Edition.