vii Universitas Kristen Maranatha ABSTRAK
Dalam era globalisasi ini, manusia dituntut bergerak dalam kecepatan tetapi tidak melupakan ketepatan. Dua hal diatas menjadi salah satu poin penting dalam produksi untuk menghadapi persaingan pasar. Dalam menghadapi persaingan pasar, sebaiknya sebuah perusahaan memproduksi lebih cepat dengan diimbangi kualitas produk yang lebih baik dari para pesaingnya. Karena jika sebuah perusahaan bisa memproduksi dengan waktu yang cepat dan kualitas yang maksimal dapat dipercayai oleh konsumen.
Salah satu faktor yang dapat mempengaruhi kecepatan dan ketepatan dalam suatu proses produksi adalah penjadwalan. Dengan penjadwalan yang baik akan memperoleh waktu produksi (makespan) yang minimal disertai hasil yang maksimal. bengkel bubut Cahaya Teknik yang bergerak dalam bidang bubut ini juga harus memperhatikan penjadwalannya.
Dalam hal ini Bengkel Bubut Cahaya Teknik memproduksi empat produk yaitu
gear besar, gear kecil, as, dan roll. Permasalahan yang muncul yaitu masih adanya
mesin yang menganggur pada saat proses poduksi berlangsung, untuk mencegahnya penjadwalan menggunakan metode Campbell, Dudek, dan Smith digunakan untuk mencari beberapa alternatif penjadwalan.
viii Universitas Kristen Maranatha ABSTRACT
In this era of globalization, people are required to move in speed but do not
forget about accuracy. Two things above becomes one of the important points in the
production in the face of market competition. In the face of market competition, should
a company producing offset quality faster with better products than its competitors.
Because if a company can produce in a short time and the maximum quality can be
trusted by consumers.
One of the factors that can affect the speed and accuracy in a production process is
scheduling. With good scheduling will acquire production time (makespan) is minimal
with maximum results. Bengkel bubut Cahaya Teknik engaged in this lathe must also
consider scheduling.
In this case Bengkel Bubut Cahaya Teknik manufactures four products namely large
gear, small gear, as, and roll. The problems that arise are still the engine idle during
poduksi process progresses, to prevent scheduling method Campbell, Dudek, and Smith
used to search for alternative of scheduling.
ix Universitas Kristen Maranatha DAFTAR ISI
Halaman
HALAMAN JUDUL (BAHASA INDONESIA) ... i
HALAMAN JUDUL (BAHASA INGGRIS) ... ii
HALAMAN PENGESAHAN ... iii
SURAT PERNYATAAN KEASLIAN SKRIPSI ... iv
KATA PENGANTAR ... v
ABSTRAK ... vii
ABSTRACT ... viii
DAFTAR ISI ... ix
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang Penelitian ... 1
1.2 Identifikasi Masalah ... 5
1.3 Tujuan Penelitian ... 7
1.4 Kegunaan Penelitian ... 7
1.5 Sistematika Penulisan ... 7
BAB II KAJIAN TEORITIS ... 10
2.1 Manajemen Operasi ... 10
2.1.1 Keputusan dalam Manajemen Operasi ... 10
2.2 Pengertian Penjadwalan Operasi ... 12
2.3 Tujuan Penjadwalan ... 13
2.4 Model Penjadwalan ... 14
2.5 Input dan output dalam penjadwalan mesin ... 15
x Universitas Kristen Maranatha
2.7 Metode penjadwalan mesin ... 16
2.8 Metode CDS (Campbell, Dudek, Smith) ... 18
2.9 Kerangka Pemikiran ... 21
BAB III METODE PENELITIAN ... 22
3.1 Objek penelitian ... 22
3.1.1 Sejarah bengkel bubut Cahaya Teknik ... 22
3.1.2 Jam kerja dan jumlah pegawai ... 23
3.1.3 Jumlah dan jenis mesin ... 23
3.1.4 Proses pengerjaan ... 26
3.2 Metode Penelitian ... 27
3.2.1 Metode Kualitatif ... 27
3.2.2 Teknik pengumpulan data ... 29
BAB IV HASIL PENELITIAN DAN PEMBAHASAN ... 30
4.1 Pengumpulan data... 30
4.2 Penjadwalan bengkel bubut Cahaya Teknik ... 32
4.3 Metode CDS (Campbell, Dudek, Smith) ... 34
BAB V SIMPULAN DAN SARAN ... 50
5.1 Simpulan ... 50
5.2 Saran ... 51
DAFTAR PUSTAKA ... 52
xi Universitas Kristen Maranatha DAFTAR TABEL
Tabel 1.1 Bahan Baku dan Kesulitan ... 3
Tabel 1.2 Proses Produksi Urutan Mesin ... 4
Tabel 1.3 Waktu Proses Produksi ... 5
Tabel 1.4 Waktu set-up per mesin ... 5
Tabel 1.5 Jumlah Waktu Pesanan dan Proses ... 6
Tabel 3.1 Jumlah Mesin Bengkel Bubut Cahaya Teknik ... 23
Tabel 3.2 Urutan Mesin dan Hasil Produksi ... 26
Tabel 3.3 Waktu set-up per mesin ... 26
Tabel 4.1 Waktu Proses Produksi ... 29
Tabel 4.2 Waktu set-up per mesin ... 30
Tabel 4.3 Jumlah Pesanan dan Target Waktu Penyelesaian ... 30
Tabel 4.4 Waktu Produksi Berdasarkan Mesin dan Jumlah Produk ... 32
Tabel 4.5 K=1 ... 34
Tabel 4.6 K=2 ... 36
Tabel 4.7 K=3 ... 38
Tabel 4.8 K=4 ... 40
Tabel 4.9 K=5 ... 42
Tabel 4.10 K=6 ... 44
Tabel 4.11 K=7 ... 46
xii Universitas Kristen Maranatha DAFTAR GAMBAR
Gambar 2.1 Kerangka Pemikiran ... 20
Gambar 3.1 Mesin Bubut ... 23
Gambar 3.2 Mesin Gigi ... 24
Gambar 3.3 Mesin Scrap ... 24
Gambar 3.4 Mesin Drill ... 25
Gambar 4.1 Gantt-Chart Bengkel Bubut Cahaya Teknik ... 32
Gambar 4.2 Gantt-Chart K=1 ... 35
Gambar 4.3 Gantt-Chart K=2 ... 37
Gambar 4.4 Gantt-Chart K=3 ... 39
Gambar 4.5 Gantt-Chart K=4 ... 41
Gambar 4.6 Gantt-Chart K=5 ... 43
Gambar 4.7 Gantt-Chart K=6 ... 45
1 Universitas Kristen Maranatha BAB I
PENDAHULUAN
1.1 Latar Belakang Penelitian
Dalam era globalisasi ini, manusia dituntut bergerak dengan kecepatan tetapi tidak melupakan ketepatan. Kecepatan dan ketepatan sangat dibutuhkan dalam berbisnis, karena cepat dan tepat menjadi salah satu poin penting dalam sebuah produksi untuk menghadapi persaingan pasar.
Hal tersebut sebaiknya dilakukan oleh perusahaan dalam sebuah proses poduksi. Hasil produksi dengan waktu yang lebih cepat diimbangi kualitas produk yang lebih baik akan dipercayai oleh konsumen dan menjadikan nilai lebih pada suatu perusahaan jika dibandingkan dengan perusahaan lainnya atau para pesaingnya.
Dalam suatu proses produksi ada faktor yang dapat mempengaruhinya, salah satunya adalah penjadwalan. Penjadwalan yang baik akan memperoleh waktu produksi (makespan) yang minimal disertai hasil yang maksimal. Kenyataannya dalam sebuah produksi, banyak perusahaan yang kurang memperhatikan penjadwalan dan masih banyak yang menggunakan sistem first come first serve. Sistem first
come first serve tersebut memang baik digunakan, namun tidak cocok
dalam semua bidang perusahaan.
Salah satu perusahan yang tidak cocok menggunakan sistem first
come first serve adalah perusahaan bidang bubut. Bubut merupakan suatu
2 Universitas Kristen Maranatha macam ulir dengan ukuran kisar yang berbeda karena akan menyebabkan biaya dan waktu yang berlebihan.
(http://rikkyadisaputra.blogspot.com/2011/11/pengertian-bubut.html). Seperti yang diketahui terdapat 8 muda (pemborosan) menurut Jeffrey K. Liker dalam bukunya The Toyota Way (2005), yaitu:
1. Produksi berlebih 2. Waktu menunggu
3. Transpor yang tidak diperlukan 4. Pemrosesan berlebih
5. Persediaan berlebih
6. Gerakan yang tidak diperlukan 7. Cacat
8. Kreatifitas karyawan yang tidak digunakan
Dari 8 muda (pemborosan) diatas, jika usaha bubut tidak memperhatikan penjadwalan yang baik maka tidak menutup kemungkinan akan menimbulkan salah satu dari pemborosan tersebut. Maka dari itu peranan penjadwalan yang baik sangatlah dibutuhkan guna mengurangi pemborosan yang terjadi dalam proses produksi sebuah perusahaan.
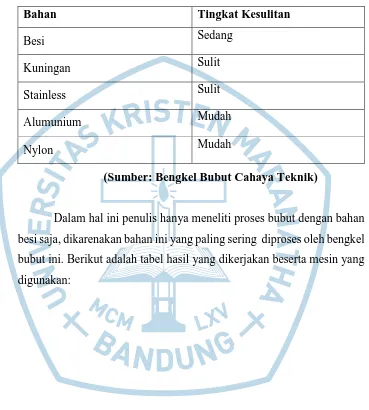
3 Universitas Kristen Maranatha Berikut adalah penjelasan tentang bahan baku dan tingkat kesulitan dalam proses bubut:
Tabel 1.1
Bahan baku dan tingkat kesulitan
Bahan Tingkat Kesulitan
Besi Sedang
Kuningan Sulit
Stainless Sulit
Alumunium Mudah
Nylon Mudah
(Sumber: Bengkel Bubut Cahaya Teknik)
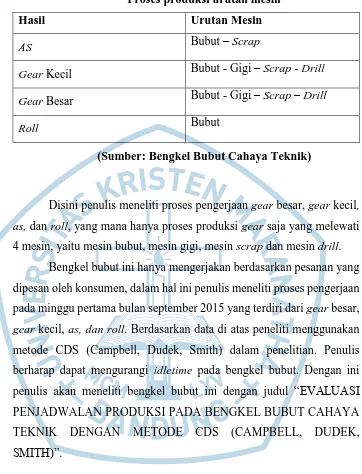
4 Universitas Kristen Maranatha Tabel 1.2
Proses produksi urutan mesin
Hasil Urutan Mesin
AS Bubut – Scrap
Gear Kecil Bubut - Gigi – Scrap - Drill
Gear Besar Bubut - Gigi – Scrap – Drill
Roll Bubut
(Sumber: Bengkel Bubut Cahaya Teknik)
Disini penulis meneliti proses pengerjaan gear besar, gear kecil,
as, dan roll, yang mana hanya proses produksi gear saja yang melewati
4 mesin, yaitu mesin bubut, mesin gigi, mesin scrap dan mesin drill. Bengkel bubut ini hanya mengerjakan berdasarkan pesanan yang dipesan oleh konsumen, dalam hal ini penulis meneliti proses pengerjaan pada minggu pertama bulan september 2015 yang terdiri dari gear besar,
gear kecil, as, dan roll. Berdasarkan data di atas peneliti menggunakan
5 Universitas Kristen Maranatha 1.2 Identifikasi Masalah
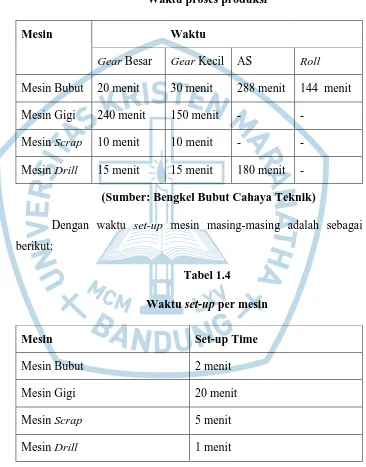
Dari hasil penelitian yang penulis lakukan, berikut adalah tabel produksi yang dilakukan oleh bengkel bubut.
Tabel 1.3
Waktu proses produksi
Mesin Waktu
Gear Besar Gear Kecil AS Roll
Mesin Bubut 20 menit 30 menit 288 menit 144 menit
Mesin Gigi 240 menit 150 menit - -
Mesin Scrap 10 menit 10 menit - -
Mesin Drill 15 menit 15 menit 180 menit - (Sumber: Bengkel Bubut Cahaya Teknik)
Dengan waktu set-up mesin masing-masing adalah sebagai berikut:
Tabel 1.4
Waktu set-up per mesin
Mesin Set-up Time
Mesin Bubut 2 menit
Mesin Gigi 20 menit
Mesin Scrap 5 menit
Mesin Drill 1 menit
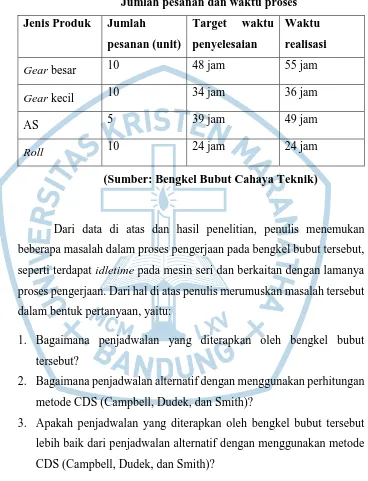
6 Universitas Kristen Maranatha Berikut adalah tabel perbandingan antara target waktu penyelesaian dengan waktu realisasi yang terjadi:
Tabel 1.5
Jumlah pesanan dan waktu proses Jenis Produk Jumlah
pesanan (unit)
Target waktu penyelesaian
Waktu realisasi
Gear besar 10 48 jam 55 jam
Gear kecil 10 34 jam 36 jam
AS 5 39 jam 49 jam
Roll 10 24 jam 24 jam
(Sumber: Bengkel Bubut Cahaya Teknik)
Dari data di atas dan hasil penelitian, penulis menemukan beberapa masalah dalam proses pengerjaan pada bengkel bubut tersebut, seperti terdapat idletime pada mesin seri dan berkaitan dengan lamanya proses pengerjaan. Dari hal di atas penulis merumuskan masalah tersebut dalam bentuk pertanyaan, yaitu:
1. Bagaimana penjadwalan yang diterapkan oleh bengkel bubut tersebut?
2. Bagaimana penjadwalan alternatif dengan menggunakan perhitungan metode CDS (Campbell, Dudek, dan Smith)?
7 Universitas Kristen Maranatha 1.3 Tujuan Penelitian
Berdasarkan rumusan masalah di atas, penulis menarik simpulan sebagai tujuan dari penelitian ini, yaitu:
1. Untuk mengetahui penjadwalan yang diterapkan oleh bengkel bubut. 2. Untuk mengetahui beberapa alternatif penjadwalan menurut metode
CDS (Campbell, Dudek, dan Smith)
3. Untuk mengetahui apakah dengan penjadwalan metode CDS (Campbell, Dudek, dan Smith) lebih baik atau tidak dari penjadwalan yang sudah diterapkan oleh bengkel.
1.4 Kegunaan Penelitian
Penulis berharap penelitian ini berguna bagi: 1. Bagi penulis
Dapat menerapkan ilmu yang penulis pelajari dalam kegiatan perkuliahan dan ilmu tersebut dapat bermanfaat bagi beberapa pihak yang membutuhkan. Selain itu untuk memenuhi tugas akhir dalam kegiatan perkuliahan penulis.
2. Bagi bengkel bubut
Dapat menerapkan hasil penelitian guna mengurangi lamanya proses pengerjaan pada bengkel bubut tersebut.
1.5 Sistematika Penulisan
8 Universitas Kristen Maranatha BAB I PENDAHULUAN
Bab I yang menceritakan tentang latar belakang mengenai fenomena yang ada pada saat ini dengan menceritakan berkembangnya industri dalam bidang bubut sehingga menceritakan tentang Bengkel Bubut Cahaya Teknik yang mengalami beberapa kendala dalam mengatasi penjadwalan mesin. Tujuan dari penelitian ini untuk menjawab identifikasi dari masalah yang ada pada Bengkel Bubut Cahaya Teknik. Kegunaan penelitian juga dijelaskan pada bab ini yang diharapkan dapat bermanfaat terutama bagi penulis dan bengkel tersebut.
BAB II KAJIAN PUSTAKA
Bab II menjelaskan tentang kerangka pemikiran dan beberapa teori mengenai permasalahan yang ada dalam produksi guna membantu dalam segi pemecahan masalah dan segi menganalisis permasalahan yang terjadi pada pelaku usaha.
BAB III METODE PENELITIAN DAN OBJEK PENELITIAN Bab III berisikan tentang metode-metode mana yang akan digunakan dalam penelitian dan metode pengumpulan data. Bab ini pun menjelaskan mengenai objek penelitian yang sedang diteliti permasalahanya.
BAB IV HASIL PENELITIAN DAN PEMBAHASAN
9 Universitas Kristen Maranatha BAB V SIMPULAN DAN SARAN
50 Universitas Kristen Maranatha BAB V
SIMPULAN DAN SARAN
5.1 Simpulan
Bengkel bubut Cahaya Teknik adalah perusahaan yang bergerak dibidang bubut. Dalam hal ini penulis meneliti empat produk yang diproduksi oleh bengkel tersebut, yaitu gear kecil, gear besar, as, dan roll. Ke empat produk ini adalah produk yang paling sering diterima oleh bengkel tersebut.
Dari hasil perhitungan pada BAB IV penulis menarik simpulan sebagai berikut:
1. Penjadwalan yang diterapkan oleh bengkel bubut cahaya Teknik yaitu memperoleh total waktu produksi 3.312 menit
2. Penjadwalan dengan metode CDS menghasilkan 7 alternative, dengan waktu terbaiknya adalah 3.132 menit yaitu diperoleh ketika K=6.
51 Universitas Kristen Maranatha 5.2 Saran
Dari hasil penelitian, penulis memberi saran agar bengkel bubut Cahaya Teknik ini dapat produksi lebih baik lagi dari sebelumnya, karena dengan penjadwalan yang baik dapat memunculkan nilai plus diantara para pesaingnya, berikut adalah saran dari penulis:
1. Penjadwalan yang baik adalah meminimalisir idletime yang terjadi, dalam hal ini bengkel bubut Cahaya Teknik masih terdapat banyak
idletime sehingga menimbulkan waktu produksi yang lebih lama. Maka
dari itu penjadwalan produksi haruslah diperhatikan agar memaksimalkan waktu produksi tersebut, dengan cara memaksimalkan tenaga kerja yang ada dengan jumlah mesin sehingga tidak terdapatnya mesin dan tenaga kerja yang menganggur.
52 Universitas Kristen Maranatha DAFTAR PUSTAKA
Baker, K. R. 1974. Introduction to Scheduling. Canada: John Willey & Sons Inc. Baroto, T. 2002. Perencanaan dan Pengendalian Produksi. Edisi 1. Jakarta: Ghalia
Indonesia.
Daft, Richard L.2006. Manajemen, Edisi Keenam. Jakarta: Salemba Empat. Ginting, Rosnani. 2009. Penjadwalan Mesin. Yogyakarta: Graha Ilmu.
Heizer, J., dan Render, B. 2008. Operations Management. 9th Edition. New Jersey:
Pearson Education Inc.
Jogiyanto. 2007. Metodologi Penelitian Bisnis: Salah Kaprah dan
Pengalaman-pengalaman. Cetakan pertama. Yogyakarta: BPFE.
Liker, K. Jeffrey. 2005. The Toyota Way. Jakarta: Erlangga.
Pinedo, Michael. 2002. Scheduling Theory, Algorithms, and System. Third Edition. New York : Prentice Hall, Inc.
Russell, R.S. and Bernard W. Taylor III. 2005. Operations Management. 5th Edition.
New Jersey: John Willey & Sons Inc.
Russell, R.S. and Bernard W. Taylor III. 2006. Operations Management: Quality
and Competitiveness in A Global Environment, Edisi Kelima. New York:
John Willey & Sons Inc.
Sofyan, Diana Khairani. 2013. Perencanaan dan Pengendalian Produksi. Cetakan Pertama. Yogyakarta: Graha Ilmu.
Sugiyono. 2008. Metode Penelitian Bisnis. Bandung: Alfabeta.
http://rikkyadisaputra.blogspot.com/2011/11/pengertian-bubut.html. September