PENGARUH VARIASI SUHU PEMANASAN DENGAN PENDINGINAN SECARA LAMBAT TERHADAP UJI BENDING DAN STRUKTUR
MIKRO PADA BAJA PEGAS DAUN AISI 5140 (Skripsi)
Oleh
Adelina S.E Sianturi
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS LAMPUNG
i ABSTRAK
PENGARUH VARIASI SUHU PEMANASAN DENGAN PENDINGINAN SECARA LAMBAT TERHADAP UJI BENDING dan STRUKTUR MIKRO
PADA BAJA PEGAS DAUN AISI 5140
Oleh
Adelina S.E Sianturi
Telah dilakukan penelitian tentang pengaruh variasi suhu pemanasan dan pendinginan secara lambat terhadap uji bending dan struktur mikro pada baja pegas daun AISI 5140. Penelitian ini dilakukan untuk mengetahui komposisi kimia, struktur mikro dan keuletan baja pegas daun AISI 5140. Proses heat treatment diberikan dengan variasi suhu pemanasan 750 oC, 800 oC dan 880 oC dengan holding time 60 menit kemudian didinginkan secara lambat. Uji komposisi kimia baja pegas daun AISI 5140 masuk kategori baja karbon sedang (0,42177 %C). Pada uji bending bahwa dengan proses pendinginan secara lambat menghasilkan baja dengan tingkat keuletan yang semakin tinggi tetapi semakin besar suhu austenisasinya maka tingkat kekuatan menahan beban semakin tinggi dan keuletannya semakin menurun. Dari hasil struktur mikro sampel baja pegas daun dengan pendinginan secara lambat menghasilkan butir-butir ferit dan perlit sedangkan pada baja yang original menghasilkan butir-butir martensit dan perlit dimana butir-butir perlit yang terlihat sangat halus dan sedikit dibanding fasa martensit.
Kata kunci: Baja pegas daun, proses heat treatment, pendinginan secara lambat
PENGARUH VARIASI SUHU PEMANASAN DENGAN PENDINGINAN SECARA LAMBAT TERHADAP UJI BENDING DAN STRUKTUR
MIKRO PADA BAJA PEGAS DAUN AISI 5140
Oleh
Adelina S.E Sianturi
Skripsi
Sebagai Salah Satu Syarat untuk Memperoleh Gelar SARJANA SAINS
Pada Jurusan Fisika
Fakultas Matematika dan Ilmu Pengetahuan Alam Universitas Lampung
UNIVERSITAS LAMPUNG BANDAR LAMPUNG
Judul Skripsi : PENGARUH VARIASI SUHU PEMANASAN DENGAN PENDINGINAN SECARA
LAMBAT TERHADAP UJI BENDING DAN STRUKTUR MIKRO PADA BAJA PEGAS DAUN AISI 5140
Nama Mahasiswa : Adelina S.E Sianturi Nomor Induk Mahasiswa : 0817041014
Jurusan : Fisika
Fakultas : Matematika dan Ilmu Pengetahuan Alam
MENYETUJUI 1. Komisi Pembimbing
Drs. Ediman Ginting, M.Si. Drs. Pulung Karo karo, M.Si. NIP. 195708251986031002 NIP. 196107231986031003
2. Ketua Jurusan Fiska
MENGESAHKAN
1. Tim Pembimbing
Ketua : Drs. Ediman Ginting, M.Si. ...
Sekretaris : Drs. Pulung Karo-karo, M.Si. ...
Penguji
Bukan Pembimbing : Dra. Dwi Asmi, M.Si, Ph.D. ...
2. Dekan Fakultas Matematika dan Ilmu Pengetahuan Alam
Prof. Suharso, Ph.D.
NIP 19690530 199512 1 001
PERNYATAAN
Dengan ini saya menyatakan bahwa dalam skripsi ini tidak terdapat karya yang pernah dilakukan oleh orang lain dan sepengetahuan saya tidak ada karya yang ditulis atau diterbitkan oleh orang lain kecuali yang secara tertulis diacu dalam naskah ini sebagaimana disebutkan dalam daftar pustaka. Selain itu saya menyatakan pula bahwa skripsi ini dibuat oleh saya sendiri.
Apabila ada pernyataan saya yang tidak benar maka saya bersedia dikenai sanksi sesuai dengan hukum yang berlaku.
Bandar Lampung, Januari 2013
RIWAYAT HIDUP
Penulis dilahirkan di Desa Bahalimbalo, Kecamatan Paranginan, Kabupaten Humbang hasundutan, pada tanggal 03 Maret 1990, anak ke tujuh dari tujuh bersaudara, dari pasangan Ayah A. Sianturi dan Ibu E. R. Togatorop.
Pendidikan Sekolah Dasar (SD) diselesaikan di SDN No. 173327 Bahalimbalo pada tahun 2002, kemudian melanjutkan ke sekolah Lanjutan Tingkat Pertama (SLTP) Negeri 1 Paranginan diselesaikan pada tahun 2005, kemudian pendidikan Sekolah Menengah Atas (SMA) PGRI 20 Siborong-borong diselesaikan pada tahun 2008.
PERSEMBAHAN
Dengan rasa bahagia dan syukur pada Tuhan Yesus Kristus
Kupersembahkan karya kecilku ini kepada:
Ibu & Ayah tercinta A.Sianturi/E. R. Togatorop yang senantiasa
selalu memberikan semangat dan doa sepanjang waktu serta atas
segala pengorbanannya.
kaka & abangku tercinta yang selalu memberikan doa dan motivasi
Almamater Tercinta
MOTTO
“Takut Akan Tuhan adalah Permulaan Pengetahuan tetapi Orang Bodoh Menghina Hikmat dan Didikan” (Amsal 1:7)
“Aku bersyukur kepada Dia, yang menguatkan aku yaitu Kristus Yesus, Tuhan kita karena Ia menganggap aku setia dan mempercayakan
pelayanan ini kepada aku”
(1 Timotius 1:12)
“Bersukacitalah dalam pengharapan, sabarlah dalam kesesakan dan
bertekunlah dalam doa”
(Roma 12:12)
“Dan apa saja yang kamu minta dalam doa dengan penuh kepercayaan maka
kamu akan menerimanya (mateus 21:22)”
“Kunci sukses adalah mencoba terus sampai sukses. Pintu kegagalan adalah menyerah”
“Allah menitipkan kelebihan di setiap kekurangan, menitipkan kekuatan di setiap
kelemahan, menitipkan sukacita di setiap dukacita, menitipkan harapan di setiap
keraguan. Allah berjanji semua itu akan indah pada waktunya”
“Bertindak dalam semangat yang tinggi
di atas semua kelemahan diri, mengubah orang biasa menjadi
iv
KATA PENGANTAR
Salam Sejahtera!
Puji syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa, atas berkat dan karuniaNya sehingga penulis dapat menyelesaikan skripsi ini yang berjudul
“Pengaruh Variasi Suhu Pemanasan dengan Pendinginan Secara Lambat Terhadap
Uji Bending dan Struktur Mikro Pada Baja Pegas Daun AISI 5140” yaitu salah
satu syarat untuk memperoleh gelar Sarjana Sains Fakultas Matematika dan Ilmu Pengetahuan Alam Universitas Lampung.
Penulis menyadari dalam penyajian laporan skripsi ini masih banyak kekurangan dalam penulisan maupun referensi data. Semoga laporan skripsi ini dapat menjadi rujukan untuk penelitian selanjutnya agar lebih sempurna.
Bandar Lampung, Januari 2013 Penulis,
iv
KATA PENGANTAR
Salam Sejahtera!
Puji syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa, atas berkat dan karuniaNya sehingga penulis dapat menyelesaikan skripsi ini yang berjudul
“Pengaruh Variasi Suhu Pemanasan dengan Pendinginan Secara Lambat Terhadap
Uji Bending dan Struktur Mikro Pada Baja Pegas Daun AISI 5140” yaitu salah
satu syarat untuk memperoleh gelar Sarjana Sains Fakultas Matematika dan Ilmu Pengetahuan Alam Universitas Lampung.
Penulis menyadari dalam penyajian laporan skripsi ini masih banyak kekurangan dalam penulisan maupun referensi data. Semoga laporan skripsi ini dapat menjadi rujukan untuk penelitian selanjutnya agar lebih sempurna.
Bandar Lampung, Januari 2013 Penulis,
SANWACANA
Puji syukur penulis ucapkan kepada Tuhan Yesus Kristus atas berkat dan karuni-Nya sehingga penulis dapat menyelesaikan skripsi ini yang berjudul “Pengaruh Variasi Suhu Pemanasan Dengan Pendinginan Secara Lambat Terhadap Uji
Bendingdan Struktur Mikro Pada Baja Pegas Daun AISI 5140” adalah salah satu syarat untuk memperoleh gelar Sarjana Sains Fakultas Matematika dan Ilmu Pengetahuan Alam Universitas Lampung.
Penulisan tidak terlepas dari bantuan, bimbingan, serta motivasi dari berbagai pihak. Oleh karena itu, dengan segala ketulusan dan kerendahan hati penulis sampaikan banyak terima kasih kepada:
1. Kedua orang tuaku, kaka dan abang-abangku, terima kasih atas segala motivasi, dukungan dan doanya.
2. Bapak Drs. Ediman Ginting, M.Si., selaku Pembimbing Pertama, terima kasih atas segala bimbingan, saran dan terima kasih juga karena selalu membimbing dengan sabar dan tulus dalam proses penyelesaian skripsi ini. 3. Bapak Drs. Pulung Karo-karo, M.Si., selaku Pembimbing Kedua, terima
4. Ibu Dra. Dwi Asmi, M.Si., Ph.D., selaku Pembahasan, terima kasih atas segala masukan dan saran-saran kepada penulis dalam memperbaiki skripsi ini.
5. Ibu Sri Wahyu Suciati, M.Si., selaku Pembimbing Akademik yang telah memberikan nasehat-nasehat serta motivasi.
6. Ibu Dr. Yanti Yulianti selaku Ketua Jurusan Fisika FMIPA Unila.
7. Seluruh Dosen Jurusan Fisika Unila FMIPA Unila atas ilmu yang diberikan. 8. Seluruh Staf Karyawan Jurusan Fisika Unila FMIPA Unila.
9. John Fiter Siregar, terima kasih atas segala motivasi dan doanya.
10. Yuliana dan Desti, terima kasih karena selalu ada buatku dan terima kasih juga atas motivasinya.
11. Teman-temanku POMMIPA, terima kasih atas doa dan motivasi sehingga penulis dapat menyelesaikan skripsi ini.
12. Teman-temanku seperjuangan jurusan fisika angkatan 2008 yang telah memberi warna dalam hidupku, tetap jaga budaya belajar dan bersaing, tetap semangat dan kesuksesan bersama kalian.
13. Semua pihak yang telah membantu dan memberikan kritik dan saran sehingga penulis dapat menyelesaikan skripsi ini.
Bandar Lampung, Januari 2013 Penulis
ABSTRACT
THE EFFECT OF TEMPERATURES VARIATION HEATING WITH ANNEALING TOWARD BENDING TEST AND MICRO STRUCTURE IN
LEAF SPRING STEEL AISI 5140
By
Adelina S.E Sianturi
A study was done concerning the effect of temperatures variations heating with annealing toward bending test and micro structure in leaf springs steel AISI 5140. The study was conducted to determine the chemical composition, microstructure and toughness leaf spring steel AISI 5140. The process of heat treatment was given temperatures variation heating 750 °C, 800 °C and 880 °C with holding time of 60 minutes and then cooled slowly. Test the chemical composition of leaf springs steel AISI 5140 included the category of medium carbon steel (0.42177% C). In the bending test with annealing process produced steels with higher levels of austenite ductility temperature but the greater level of the higher loaded the bearing strength and the tenacity decreased. The results of the micro structure sample of leaf spring steel with annealing, it produced grains of ferrite and pearlite, while the original steel was producing grains of martensite and pearlite pearlite grains which looked very smooth and less than the martensite phase. Key words: leaf spring steel, heat treatment process, annealing, bending test, micro structure.
1
I.PENDAHULUAN
1.1 Latar Belakang
Perkembangan dunia industri logam semakin pesat. Hal ini terbukti dengan adanya penggunaan logam baik sebagai bahan dasar utama dalam pembuatan infrastruktur industri itu sendiri maupun pada bidang konstruksi (Aleksander, 1990).
Perkembangan industri ini tentu akan membuat persaingan di dunia industri semakin sengit. Setiap industri tentunya harus mempunyai kelebihan dibanding industri lainnya tentunya dalam bidang mutu kualitas produknya. Setiap produk industri biasanya sebelum dipasarkan harus melalui berbagai tahap pengujian. Sebagai contoh sebuah industri pengecoran logam, logam hasil produksi harus melalui berbagai tahap pengujian, seperti: uji tarik, uji tekan, uji bending, dan uji kekuatan lainnya. Pengujian ini bertujuan untuk mengetahui kekuatan logam hasil produksinya yang tentunya akan berpengaruh terhadap kualitas hasil produksinya (Wijaya, 2011).
2
bermotor roda empat, salah satu jenis pegas yang umum digunakan adalah pegas daun (Yamada, 2007). Pegas daun ini pada aplikasinya digunakan untuk menahan beban kendaraan bermotor pada bagian belakang. Oleh karena itu dengan kondisi yang diterima tersebut, maka material pegas daun harus memiliki elastisitas dan diimbangi juga dengan ketangguhan yang tinggi (Badan Standarisasi Nasional, 1986). Sifat mekanik yang dibutuhkan pegas daun adalah kekuatan tarik, ketangguhan, keuletan, ketahanan korosi, kekakuan, impact strength dan kekerasan (Suherman, 1987).
Pada penelitian ini, pengujian baja pegas daun AISI 5140 dilakukan dengan uji
bending. Pengujian baja pegas daun ini dipanaskan pada temperatur 750 0C, 800 oC, dan 880 oC dengan lama pemanasan selama 60 menit. Baja dipanaskan
kemudian langsung didinginkan secara lambat (annealing) di dalam tungku dan kemudian dilakukan pengujian dengan metode three points bending. Pengujian ini dimaksudkan untuk mendapatkan sifat bending yangdiharapkan.
1.2 Rumusan Masalah
Adapun rumusan masalah dalam penelitian ini adalah sebagai berikut: 1. Bagaimana komposisi kimia dari baja pegas daun yang digunakan.
2. Bagaimana pengaruh variasi suhu pemanasan dan pendinginan terhadap sifat mekanis baja.
3. Bagaimana pengaruh variasi suhu pemanasan dan pendinginan terhadap struktur mikro baja.
3
1.3 Batasan Masalah
Batasan masalah dalam penelitian ini adalah sebagai berikut:
1. Bahan yang digunakan dalam penelitian ini adalah baja pegas daun yang memiliki komposisi kimia.
2. Metode yang digunakan dalam pengujian bending adalah three points bending. 3. Baja karbon dipanaskan pada temperatur 750 oC, 800 oC, dan 880 oC dengan
lama pemanasan 60 menit. Selanjutnya langsung didinginkan secara lambat
(annealing).
4. Pengujian yang dilakukan adalah uji komposisi kimia, uji bending dan struktur mikro
5. Media yang digunakan dalam annealing adalah tungku/furnace.
1.4 Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah sebagai berikut: 1. Untuk mengetahui komposisi kimia dari baja pegas daun.
2. Untuk mengetahui pengaruh variasi suhu pemanasan dan pendinginan secara lambat terhadap sifat mekanis baja.
3. Untuk mengetahui pengaruh variasi suhu pemanasan dan pendinginan secara lambat terhadap struktur mikro baja.
4. Untuk mengetahui keuletan baja pegas daun yang mengalami proses heat treatment dengan cara pendinginan (annealing) dengan mengunakan metode
4
1.5 Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah sebagai berikut:
1. Mendapatkan keuletan yang diinginkan dalam pengolahan baja.
2. Dapat memberikan informasi kepada dunia industri dalam perlakuan panas baja pegas daun untuk pengembangan produk yang lebih baik.
5
II.TINJAUAN PUSTAKA
2.1 Klasifikasi Baja
Baja adalah logam paduan antara besi (Fe) dan karbon (C), dimana besi sebagai unsur dasar dan karbon sebagai unsur paduan utamanya. Kandungan karbon dalam baja berkisar antara 0,2% hingga 1,7% berat sesuai grade-nya. Dalam proses pembuatan baja terdapat unsur-unsur lain selain karbon yang tertinggal didalam baja seperti mangan (Mn), Silikon (Si), Kromium (Cr), Vanadium (V) dan unsur lainnya. Aplikasi dari baja adalah sebagai bahan baku untuk alat-alat perkakas, alat-alat pertanian, komponen-komponen otomotif, kebutuhan rumah tangga dan lain-lain (Surdia, 1999).
Klasifikasi baja menurut keperluan masing-masing adalah sebagai berikut:
1. Menurut cara pembuatannya: baja bessemer, baja Siemens-Martin ( Open-hearth), baja listrik, dan lain-lain.
2. Menurut penggunaannya: baja konstruksi, baja mesin, baja pegas, baja ketel, baja perkakas.
3. Menurut kekuatannya: baja kekuatan rendah, baja kekuatan tinggi.
4. Menurut strukturmikronya: baja eutektoid, baja hypoeutektoid, baja
hypereutektoid, baja austenitik, baja martensitik, dan lain-lain.
6
Menurut ASM handbook vol.1.2:329 (1993), baja dapat diklasifikasikan berdasarkan komposisi kimianya yaitu baja karbon dan baja paduan. Klasifikasi baja karbon dan baja paduan berdasarkan komposisi kimianya sebagai berikut: a. Baja karbon
Baja karbon terdiri dari besi dan karbon. Karbon merupakan unsur pengeras besi yang efektif dan murah. Oleh karena itu, pada umumnya sebagian besar baja hanya mengandung karbon dengan sedikit unsur paduan lainnya. Perbedaan persentase kandungan karbon dalam campuran logam baja menjadi salah satu pengklasifikasian baja. Berdasarkan kandungan karbon, baja dibagi ke dalam tiga macam yaitu:
1. Baja karbon rendah (Low Carbon Steel)
Baja karbon rendah adalah baja yang mengandung karbon kurang dari 0,3 % C. Baja karbon rendah merupakan baja yang paling murah diproduksi diantara semua karbon, mudah di machining dan dilas, serta keuletan dan ketangguhannya sangat tinggi tetapi kekerasannya rendah dan tahan aus. Sehingga pada penggunaannya, baja jenis ini dapat digunakan sebagai bahan baku untuk pembuatan komponen bodi mobil, struktur bangunan, pipa gedung, jembatan, kaleng, pagar dan lain-lain.
2. Baja karbon menengah (Medium Carbon Steel)
7
dikeraskan (quenching) dengan baik. Baja karbon rendah dapat digunakan untuk poros, rel kereta api, roda gigi, pegas, baut, komponen mesin yang membutuhkan kekuatan tinggi dan lain-lain.
3. Baja Karbon Tinggi (High Carbon Steel)
Baja karbon tinggi adalah baja yang mengandung kandungan karbon 0,6% - 1,7%C dan memiliki tahan panas yang tinggi, namun keuletannya lebih rendah. Baja karbon tinggi mempunyai kuat tarik yang paling tinggi dan banyak digunakan untuk material tools. Salah satu aplikasi dari baja ini adalah dalam pembuatan kawat baja dan kabel baja. Berdasarkan jumlah karbon yang terkandung didalam baja maka baja karbon ini banyak digunakan dalam pembuatan pegas dan alat-alat perkakas seperti palu, gergaji dan lain-lain (ASM handbook, 1991).
b. Baja paduan
Baja paduan didefinisikan sebagai suatu baja yang dicampur dengan satu atau lebih unsur campuran seperti nikel, mangan, kromium dan wolfram yang berguna untuk memperoleh sifat-sifat baja yang dikehendaki seperti sifat kekuatan, kekerasan dan keuletannya. Paduan dari beberarapa unsur yang berbeda memberikan sifat khas dari baja. Misalnya baja yang dipadu dengan Ni dan Cr akan menghasilkan baja yang mempunyai sifat keras dan ulet.
Berdasarkan kadar paduannya baja paduan dibagi menjadi tiga macam yaitu: 1. Baja paduan rendah (low alloy steel)
8
2. Baja paduan menengah (medium alloy steel)
Baja paduan menengah merupakan baja paduan yang elemen paduannya 2,5% - 10% wt misalnya unsur Cr, Mn, Ni, S, Si, P dan lain-lain.
3. Baja baduan tinggi (high alloy steel)
Baja paduan tinggi merupakan baja paduan yang elemen paduannya lebih dari 10% wt misalnnya unsur Cr, Mn, Ni, S, Si, P dan lain-lain (Amanto dan Daryanto, 1999).
2.2 Baja Pegas Daun
9
Gambar 1. Baja pegas daun pada kendaraan roda empat (Suizta, 2010).
Tegangan pegas daun terjadi pada ujung yang dijepit, pegas daun diharapkan terdefleksi secara teratur pada saat menerima beban. Adapun fungsi pegas adalah memberikan gaya, melunakkan tumbukan dengan memanfaatkan sifat elastisitas bahannya, menyerap dan menyimpan energi dalam waktu yang singkat dan mengeluarkannya kembali dalam waktu yang lebih panjang, serta mengurangi getaran. Cara kerja pegas adalah kemampuan menerima kerja lewat perubahan bentuk elastis ketika mengendur, kemudian menyerahkan kerja kembali kedalam bentuk semula (Sugeng, 2009).
2.3 Komposisi Kimia
Pengujian komposisi kimia adalah suatu pengujian untuk mengetahui kandungan unsur kimia yang terdapat pada logam dari suatu benda uji. Komposisi kimia dari logam sangat penting untuk menghasilkan sifat logam yang baik. Spectrometer
10
dan koposisinya yang diketahui pada alat ini adalah apabila suatu logam dikenakan energi listrik atau panas maka kondisi atom-atomnya akan menjadi tidak stabil. Elektron-elektron yang bergerak pada orbital atomnya akan melompat ke orbital yang lebih tinggi. Apabila energi yang dikenakan maka elektron tersebut akan kembali ke orbit semula dan energi yang diterimanya akan terpancar kembali dalam bentuk sinar. Sinar yang terpancar memiliki panjang gelombang tertentu sesuai dengan jenis atom unsurnya, sedangkan intensitas sinar terpancar sebanding dengan kadar konsentrasi unsur. Hal ini berarti bahwa jenis suatu unsur dan kadarnya dapat diketahui melalui panjang gelombang dan intensitas sinar yang terpancar (Yogantoro, 2010).
2.4Baja AISI 5140
Baja AISI 5140 merupakan merupakan spesifikasi baja dengan 4 angka menunjukkan jenis bajanya. Baja AISI 5140 yaitu salah satu medium alloy steel
yang dikategorikan lagi pada uji komposisinya. AISI kepanjangan dari American Iron and Steel Institude. Baja ini termasuk baja karbon sedang, aplikasinya antara lain digunakan untuk poros, rel kereta api, roda gigi, pegas, baut, komponen mesin yang membutuhkan kekuatan tinggi dan lain-lain.
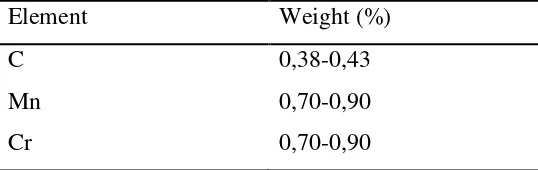
Tabel 1. Komposisi Kimia Baja 5140 menurut Standar AISI (Anonim A, 2012)
Element Weight (%)
C 0,38-0,43
Mn 0,70-0,90
11
2.5 Diagram Fasa Fe-Fe3C
Salah satu metode untuk mempelajari logam dilakukan dengan menggunakan diagram fase. Dari diagram fase ini dapat diamati perubahan struktur logam akibat pengaruh temperatur. Struktur dari baja dapat ditentukan oleh komposisi baja dan karbon (Anonim B, 2012).
Diagram Fe-Fe3C adalah diagram yang menampilkan hubungan antara temperatur dimana terjadi perubahan fasa dengan kandungan karbonnya (%C). Baja dan besi tuang yang ada kebanyakan berupa paduan besi dengan karbon, dimana karbonnya berupa senyawa intertisial (sementit). Sementit merupakan struktur logam yang metastabil.
Selain unsur karbon pada besi dan baja terkandung kurang lebih 0,25 % Si, 0,3 – 1,5 % Mn serta unsur pengotor lain seperti P, S dan lainnya. Karena unsur-unsur tadi tidak memberikan pengaruh utama pada diagram fasa, maka diagram fasa tetap dapat digunakan dengan menghiraukan adanya unsur-unsur tersebut.
Melaui diagram keseimbangan Fe-Fe3C secara garis besar baja dapat juga dikelompokkan (Anonim C, 2010) sebagai berikut:
1. Baja hypoeutectoid (C = 0,008 % - 0,80 %) 2. Baja eutectoid (C = 0,8 %)
3. Baja hypereutectoid (C = 0,8 % - 2 %).
12
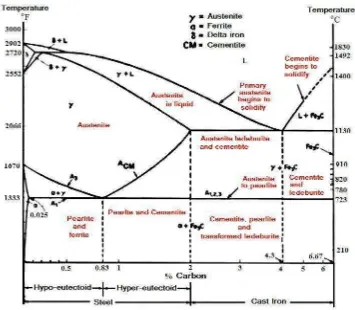
Gambar 2. Diagram kesetimbangan Fe-Fe3C (Anonim D, 2012).
Beberapa istilah dalam Gambar 2 yang terdapat didalam diagram diatas akan dijelaskan dibawah ini. Berikut adalah batas-batas temperatur kritis pada diagram Fe-Fe3C sebagai berikut:
1. A1 adalah temperatur reaksi eutektoid yaitu perubahan fasa γ menjadi α+Fe3C (perlit) untuk baja hypoeutektoid.
2. A2 adalah titik Currie (temperatur 769 oC), dimana sifat magnetik besi berubah dari feromagnetik menjadi paramagnetik.
13
4. Acm adalah temperatur transformasi dari fasa γ menjadi Fe3C (sementit) yang ditandai pula dengan penurunan batas kelarutan karbon seiring dengan turunnya temperatur.
5. A123, adalah temperatur transformasi γ menjadi α+Fe3C (perlit) untuk baja
hiperetektoid.
Beberapa fasa yang sering ditemukan dalam baja karbon adalah : a. Austenit
Austenit adalah campuran besi dan karbon yang terbentuk pada pembekuan, pada proses pendinginan selanjutnya austenit berubah menjadi ferit dan perlit atau perlit dan sementit. Sifat austenit adalah lunak, lentur dengan keliatan tinggi. Kadar karbon maksimum sebesar 2,14 %. Pada temperatur 1184 oC, struktur kristalnya FCC (Face Center Cubic).
b. Ferit
Fasa ini disebut alpha (α). Ruang antar atomnya kecil dan rapat sehingga akan
sedikit menampung atom karbon. Batas maksimum kelarutan karbon 0,025% C pada temperatur 723 oC, struktur kristalnya BCC (Body Center Cubic). Pada suhu ruang, kadar karbonnya 0,008% sehingga dapat dianggap besi murni. Ferit bersifat magnetik sampai suhu 768 oC. Sifat-sifat ferit adalah ketangguhan rendah, keuletan tinggi, ketahanan korosi medium dan struktur paling lunak diantara diagram Fe3C.
c. Perlit
14
Jadi perlit merupakan struktur mikro dari reaksi eutektoidlamellar. d. Bainit
Bainit merupakan fasa yang terjadi akibat transformasi pendinginan yang sangat cepat pada fasa austenit ke suhu antara 250-550 0C dan ditahan pada suhu tersebut (isothermal). Bainit adalah strukur mikro dari reaksi eutektoid (γ
⇾ α + Fe3C) non lamellar. Bainit merupakan struktur mikro campuran fasa
ferit dan sementit (Fe3C). Kekerasan bainit kurang lebih berkisar antara 300-400 HVN.
e. Martensit
Martensit merupakan fasa diantara ferit dan sementit bercampur, tetapi bukan
lamellar, melainkan jarum-jarum sementit. Fasa ini terbentuk austenit meta stabil didinginkan dengan laju pendinginan cepat tertentu. Terjadinya hanya prepitasi Fe3C unsur paduan lainnya tetapi larut transformasi isothermal pada 260 oC untuk membentuk dispersi karbida yang halus dan matriks ferit.
f. Sementit (karbida besi)
15
2.6 Diagram TTT (Temperature Time Transformation)
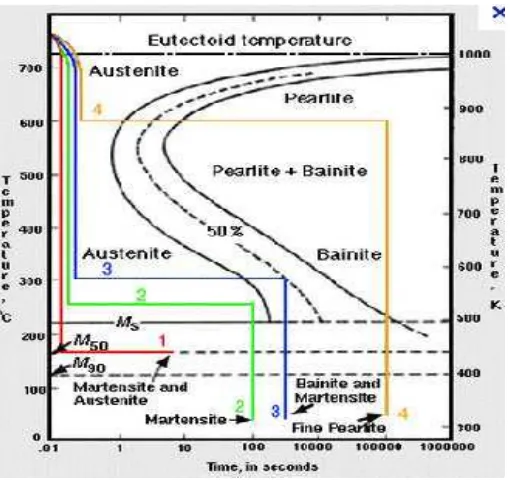
TTT adalah singkatan dari bahasa Inggris Temperature Time Transformation. Diagram TTT digunakan pada saat kondisi pendinginan secara cepat. Ketika pendinginan cepat, terjadi beberapa perubahan pada mikrostruktur. Diagram TTT tampak seperti Gambar 3.
Gambar 3. Diagram TTT (Anonim E, 2012).
Diagram TTT kadang bisa disebut dengan kurva C karena bentuknya. Diagram TTT menggambarkan hubungan waktu (time), suhu (temperature), dan perubahan struktur mikro (transformation). Diagram TTT dilakukan dengan memanaskan baja karbon sehingga mencapai suhu austenisasi kemudian mendinginkan dengan laju pendinginan kontinyu pada daerah fasa austenit kemudian menahannya untuk waktu tertentu. Pemanasan pada baja dilakukan di
16
lebih tinggi, ferit berubah menjadi austenit karena atom karbon berdifusi dalam ferit tersebut. Untuk pengerasan baja, pendinginan dilakukan dengan cepat melalui pencelupan ke dalam air, oli, udara atau bahan pendingin lainnya sehingga atom-atom karbon yang telah larut dalam austenit tidak sempat membentuk sementit dan ferit akibatnya austenit menjadi sangat keras yang disebut martensit.
17
2.7 Pengaruh Unsur Paduan Pada Baja
Pengaruh unsur-unsur paduan dalam baja adalah sebagai berikut (Amanto, 1999):
1. Unsur Karbon (C)
Karbon merupakan unsur terpenting yang dapat meningkatkan kekerasan dan kekuatan baja. Kandungan karbon di dalam baja sekitar 0,1%-1,7%, sedangkan unsur lainnya dibatasi sesuai dengan kegunaan baja. Unsur paduan yang bercampur di dalam lapisan baja adalah untuk membuat baja bereaksi terhadap pengerjaan panas dan menghasilkan sifat-sifat yang khusus. Karbon dalam baja dapat meningkatkan kekuatan dan kekerasan tetapi jika berlebihan akan menurunkan ketangguhan.
2. Unsur Mangan (Mn)
Semua baja mengandung mangan karena sangat dibutuhkan dalam proses pembuatan baja. Kandungan mangan kurang lebih 0,6 % tidak mempengaruhi sifat baja, dengan kata lain mangan tidak memberikan pengaruh besar pada struktur baja dalam jumlah yang rendah. Penambahan unsur mangan dalam baja dapat menaikkan kuat tarik tanpa mengurangi atau sedikit mengurangi regangan, sehinggga baja dengan penambahan mangan memiliki sifat kuat dan ulet.
3. Unsur Silikon (Si)
18
terhadap panas dan karat. Unsur silikon menyebabkan sementit tidak stabil, sehingga memisahkan dan membentuk grafit. Unsur silikon juga merupakan pembentuk ferit, tetapi bukan pembentuk karbida, silikon juga cenderung membentuk partikel oksida sehingga memperbanyak pengintian kristal dan mengurangi pertumbuhan akibatnya struktur butir semakin halus.
4. Unsur Nikel (Ni)
Nikel mempunyai pengaruh yang sama seperti mangan, yaitu memperbaiki kekuatan tarik dan menaikkan sifat ulet, tahan panas, jika pada baja paduan terdapat unsur nikel sekitar 25% maka baja dapat tahan terhadap korosi. Unsur nikel yang bertindak sebagai tahan karat (korosi) disebabkan nikel bertindak sebagai lapisan penghalang yang melindungi permukaan baja.
5. Unsur Kromium (Cr)
Sifat unsur kromium dapat menurunkan laju pendinginan kritis (kromium sejumlah 1,5% cukup meningkatkan kekerasan dalam minyak). Penambahan kromium pada baja menghasilkan struktur yang lebih halus dan membuat sifat baja dikeraskan lebih baik karena kromium dan karbon dapat membentuk karbida. Kromium dapat menambah kekuatan tarik dan keplastisan serta berguna juga dalam membentuk lapisan pasif untuk melindungi baja dari korosi serta tahan terhadap suhu tinggi.
2.8 Perlakuan Panas
sifat-19
sifat baja sebagai berikut, transportasi penguraian fasa dari austenit dan dari transformasi ini mempengaruhi sifat mekanis dari baja yang dikeraskan. Pada diagram fasa terlihat bahwa suhu sekitar 723 oC merupakan suhu transformasi austenit menjadi fasa perlit (merupakan gabungan dari fasa perlit dan sementit). Transformasi fasa ini dikenal sebagai reaksi eutoktoid dan merupakan dasar proses perlakukan panas dari baja. Bila baja dipanaskan sehingga mencapai suhu austenit dan kemudian didinginkan berlahan-lahan selama beberapa jam untuk mencapai suhu kamar, maka struktur fasa yang dihasilkan adalah campuran dari ferit dan sementit atau karbida besi (Fe3C), sedangkan ferit yang terbentuk diatas suhu 723 oC disebut ferit proeutektoid dan ferit yang terbentuk dibawah 723 oC bergabung dalam ferlit. Fraksi volume kedua fasa serta morfologi dan campurannya tergantung pada kadar karbon dan laju (kecepatan) pendinginan. Bila austenit didinginkan dengan cepat, maka transformasi austenit akan berubah menjadi fasa baru yang dikenal sebagai bainit atau martensit (Davies, 1983).
Faktor-faktor yang mempengaruhi proses laku panas (Suherman, 1987): 1. Kadar karbon/unsur paduan
2. Temperatur austenisasi
3. Waktu penahanan (holding time) 4. Laju pendinginan
5. Kondisi permukaan 6. Ukuran benda kerja.
20
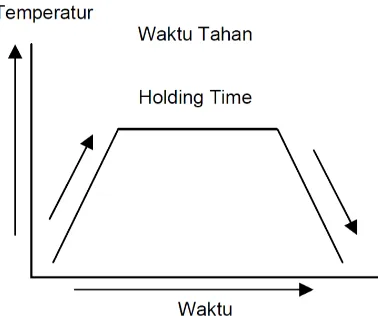
Gambar 4. Siklus dari perlakuan panas (Suherman, 1987).
Dimana tahapan dari perlakuan itu adalah:
a. Pemanasan dengan suatu laju pemanasan yang tepat
b. Penahanan pada satu laju yang tepat dari segi ekonomis biasanya lebih menginginkan laju pemanasan yang cepat tetapi jika terlalu cepat ketidakmerataan pemuaian dari material selama pemanasan akan mengakibatkan keretakan pada material (Adriansyah, 2007).
2.8.1 Proses Heat treatment pada Baja
21
2.8.2 Temperatur Austenisasi
Untuk mendapatkan martensit yang keras maka pada saat pemanasan harus terjadi struktur austenit yang dapat bertransformasi menjadi martensit. Bila pada saat pemanasan masih terdapat struktur lain setelah di-quench atau didinginkan akan diperoleh struktur yang tidak seluruhnya martensit, dan bila struktur itu ferit maka kekerasan yang dihasilkan tidak maksimal. Untuk baja karbon temperatur austenit biasanya 30o -50 oC di atas temperatur kritis A3 untuk baja Hypoeutectoid
dan 30°-50 °C di atas temperatur kritis A1 untuk baja Hypereutectoid. Pedoman penentuan suhu austenit selain sama dengan di atas juga dipengaruhi unsur paduan terhadap temperatur austenit (A1 dan A3).
2.8.3 Waktu Penahan (Holding Time)
Pada saat tercapainya temperatur kritis atas, struktur sudah hampir seluruhnya austenit. Tetapi pada saat itu austenit masih berbutir halus dan kadar karbon serta unsur paduannya belum homogen dan biasanya masih ada karbida yang belum larut. Untuk itu baja perlu ditahan pada temperatur austenit beberapa saat untuk memberi kesempatan larutnya karbida dan lebih homogennya austenit. Dan lamanya waktu penahan ini tergantung pada :
a. Tingkat kelarutan karbida b. Ukuran butir yang diinginkan c. Laju pemanasan
22
Beberapa pedoman pemakaian waktu tahan pada proses heat treatment pada baja : a. Baja konstruksi dari baja karbon dan baja paduan rendah yang mengandung
karbida yang mudah larut, waktu tahan 5 - 15 menit.
b. Baja konstruksi dari baja paduan menengah, waktu tahan 15- 20 menit. c. Low Carbon Steel, waktu tahan 10 - 30 menit.
d. High Alloy Chrome Steel, waktu tahan 10 – 60 menit. e. Hot Work Tool Steel, waktu tahan 15 – 30 menit.
f. High Speed Steel, waktu tahan beberapa menit saja, karena temperatur pemanasannya sangat tinggi, 1200 °C - 1300 °C (Piyarto, 2008).
2.8.4 Metode Pemanasan dan Pendinginan
Dalam melakukan heat treatment biasa menggunakan metode pemanasan sebagai berikut :
a. Dapur pemanas sudah mencapai titik austenitisasi baru kemudian benda kerja dimasukkan terus ditahan.
b. Benda kerja dimasukkan ke dapur pemanas baru menaikkan suhu sampai titik austenisasi terus ditahan.
Untuk proses pendinginan dapat menggunakan metode sebagai berikut :
a. Celup cepat (quenching), pendinginan cepat dari suhu austenit kedalam media pendingin (air, oli atau minyak).
b. Pendinginan dalam tungku (furnace), dari suhu austenit sampai suhu kamar, yang disebut proses annealing.
23
d. Pendinginan tunda dari suhu austenit mula-mula didinginkan cepat sampai mencapai suhu tertentu, ditahan kemudian didinginkan lagi di udara terbuka sampai mencapai suhu kamar, yang disebut proses austempering.
2.8.5 Pendinginan Secara Lambat (Annealing)
Annealing adalah suatu proses laku panas (heat treatment) yang sering dilakukan terhadap logam atau paduan dalam proses pembuatan suatu produk. Tahapan dari proses annealing ini dimulai dengan memanaskan logam (paduan) sampai temperatur tertentu, menahan pada temperatur tertentu selama beberapa waktu tertentu agar tercapai perubahan yang diinginkan lalu mendinginkan logam atau paduan dengan laju pendinginan yang cukup lambat. Jenis annealing itu beraneka ragam, tergantung pada jenis atau kondisi benda kerja, temperatur pemanasan, lamanya waktu penahanan, laju pendinginan (cooling rate), dan lain-lain (Anonim G, 2009).
24
Gambar 5. Annealing (Anonim H, 2012).
Jenis annealing beraneka ragam tergantung pada jenis atau kondisi benda kerja, suhu, pemanasan, lama waktu penahanan, laju pendinginan dan lain-lain. Berdasarkan tujuannya, annealing dibagi menjadi 3 bagian yaitu:
a. Full annealing
Merupakan proses perlakuan panas untuk menghasilkan perlit yang kasar (coarse pearlite) tetapi lunak dengan pemanasan sampai austenitisasi dan didinginkan dengan dapur, memperbaiki ukuran butir serta dalam beberapa hal juga memperbaiki machinibility.
25
dengan dapur atau dalam bahan yang mempunyai sifat penyekat panas yang baik).
Perlu diketahui bahwa selama pemanasan dibawah temperatur kritis garis A1 maka belum terjadi perubahan struktur mikro. Perubahan baru mulai terjadi bila temperatur pemanasan mencapai garis atau temperatur A1 (butir-butir kristal perlit bertransformasi menjadi austenit yang halus). Pada baja
hypoeutectoid bila pemanasan dilanjutkan ke temperatur yang lebih tinggi maka butir kristalnya mulai bertransformasi menjadi sejumlah kristal austenit yang halus, sedang butir kristal austenit yang sudah ada (yang berasal dari perlit) hampir tidak tumbuh. Perubahan ini selesai setelah menyentuh garis A3 (temperatur kritis A3). Pada temperatur ini butir kristal austenit masih halus sekali dan tidak homogen. Dengan menaikan temperatur sedikit diatas temperature kritis A3 (garis A3) dan memberi waktu penahanan (holding time) seperlunya maka akan diperoleh austenit yang lebih homogen dengan butiran kristal yang juga masih halus sehingga bila nantinya didinginkan dengan lambat akan menghasilkan butir-butir kristal ferit dan perlit yang halus.
26
b. Normalizing
Normalizing merupakan proses pemanasan pada suhu austenit dan didinginkan di udara terbuka.
c. Spheroidizing
Merupakan proses perlakuan panas untuk untuk menghasilkan proses karbida berbentuk bulat pada matriks ferit. Tujuannya adalah untuk meningkatkan ketangguhan baja yang rapuh (Suherman, 1987).
2.9 Pengujian Lengkung (Bending Test)
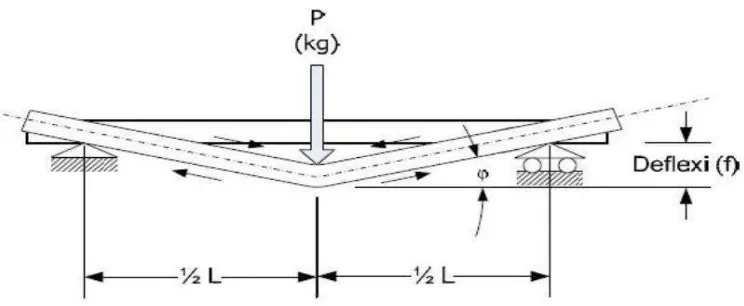
Pengujian lengkung merupakan salah satu pengujian sifat mekanik bahan yang dilakukan terhadap speciment dari bahan baik bahan yang akan digunakan sebagai konstruksi atau komponen yang akan menerima pembebanan lengkung maupun proses pelengkungan dalam pembentukan. Pelengkuan (bending) merupakan proses pembebanan terhadap suatu bahan pada suatu titik ditengah-tengah dari bahan yang ditahan diatas dua tumpuan. Dengan pembebanan ini bahan akan mengalami deformasi dengan dua buah gaya yang berlawanan bekerja pada saat yang bersamaan. Gambar 6 memperlihatkan perilaku bahan uji selama pembebanan lengkung.
27
Gambar 7. Pengaruh Pembebanan Lengkung terhadap Bahan Uji.
Sebagaimana perilaku bahan terhadap pembebanan, semua bahan akan mengalami perubahan bentuk (deformasi) secara bertahap dari elastis menjadi plastis hingga akhirnya mengalami kerusakan (patah). Dalam proses pembebanan lengkung dimana dua gaya bekerja dengan jarak tertentu (1/2L) serta arah yang berlawanan bekerja secara beramaan (Gambar 8), maka momen lengkung (Mb) itu akan bekerja dan ditahan oleh sumbu batang tersebut atau sebagai momen tahanan lengkung (Wb). Dalam proses pengujian lengkung yang dilakukan terhadap material sebagai bahan teknik memilki tujuan pengujian yang berbeda tergantung kebutuhannya. Berdasarkan kepada kebutuhan tersebut makan pengujian lengkung dibedakan menjadi 2, yaitu :
a. Pengujian lengkung beban dan
b. Pengujian lengkung perubahan bentuk (Anonim I, 2012).
2.10 Struktur Mikro
28
diamati dengan berbagai cara bergantung pada sifat informasi yang dibutuhkan. Salah satu cara dalam mengamati struktur suatu bahan yaitu dengan teknik
metalografi (pengujian mikroskopik).
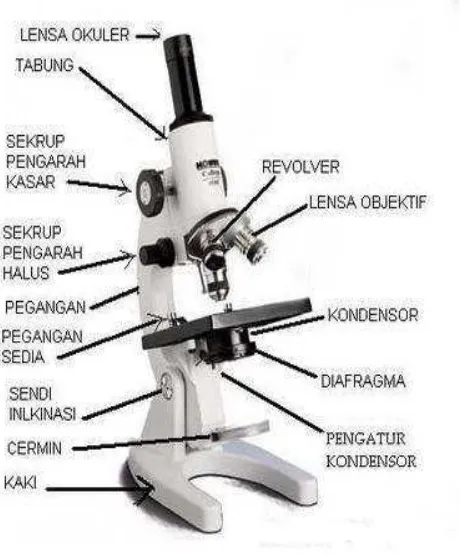
Mikroskop optik digunakan untuk mengamati struktur bahan seperti ditunjukkan pada Gambar 8.
Gambar 8. Pengamatan struktur mikro dengan mikroskop optik (Anonim J, 2012).
Bagian-bagian miroskop optik diperlihatkan seperti Gambar 8 sebagai berikut:
1. Tubus/tabung mikroskop berupa tabung kosong yang dapat dinaik-turunkan untuk mengatur fokus.
29
3. Lensa okuler terletak di bagian atas tabung mikroskop. Fungsinya untuk memperbesar bayangan yang dibentuk oleh lensa objektif. Lensa ini tersedia dalam berbagai ukuran pembesaran, biasanya 4x, 10x, 40x, dan 100x.
4. Revolver adalah alat yang dapat berputar untuk memilih ukuran lensa objektif yang akan digunakan.
5. Makrometer (tombol pengatur kasar) adalah tombol pengatur fokus bayangan dengan menaik-turunkan tabung mikroskop dengan cepat.
6. Mikrometer (tombol pengatur halus) adalah tombol pengatur fokus bayangan dengan menaik-turunkan tabung mikroskop dengan jarak pergeseran yang lebih rapat dibandingkan makrometer.
7. Pegangan mikroskop merupakan bagian lengan yang dipegang ketika mikroskop akan dipindahkan.
8. Meja preparat, tempat meletakkan preparat yang akan diamati.
9. Penjepit objek, yaitu penjepit preparat agar kedudukannya tidak bergeser ketika sedang diamati.
10.Diafragma, berupa lubang yang berfungsi untuk mengatur banyak sedikitnya cahaya yang dibutuhkan dalam pengamatan.
11.Kondensor (pemusat cahaya), terdiri dari seperangkat lensa yang berfungsi untuk mengatur intensitas cahaya.
30
mikroskop yang menggunakan sumber cahaya dari lampu listrik, sehingga pengamatan tidak tergantung pada kondisi pencahayaan ruangan.
13.Kaki mikroskop merupakan bagian paling bawah yang berfungsi untuk mengokohkan kedudukan mikroskop.
31
III. METODOLOGI PENELITIAN
3.1Waktu dan Tempat Penelitian
Penelitian ini dilakukan pada Bulan Agustus sampai bulan Oktober 2012. Penelitian ini dilakukan dibeberapa tempat yaitu preparasi sampel dilakukan di Laboratorium Fisika Material Universitas Lampung (Unila), uji komposisi kimia dilakukan di Politeknik Manufaktur Bandung serta uji bending dan struktur mikro dilakukan di Laboratorium Teknik Material Institut Teknologi Bandung (ITB).
3.2Alat dan Bahan Penelitian
Alat-alat yang digunakan dalam penelitian ini adalah mesin pemotong sampel,
Optical Emision Spectroscopy (OES), furnace, mesin bending, kertas amplas, kain poles, mesin poles, alat pengering dan mikroskop optik. Sedangkan bahan-bahan yang digunakan dalam penelitian ini adalah baja pegas daun, resine, diamon pasta
dan larutan nital.
3.3Prosedur Penelitian
32
3.3.1 Preparasi Sampel
Preparasi sampel diawali dengan pemotongan baja pegas daun. Untuk sampel uji
bending dibuat berdasarkan ASTM E290-97 dengan ukuran panjang 150 mm.
3.3.2 Uji Komposisi Kimia
Uji komposisi kimia dilakukan untuk mengetahui kandungan unsur-unsur yang terkandung dalam material tersebut. Pengujian dilakukan dengan menggunakan mesin spektrometer. Sebelum pengujian dilakukan, terlebih dahulu permukaan material dibersihkan dengan pengikiran, pengamplasan dan kemudian dilakukan kalibrasi peralatan. Selanjutnya sampel ditempatkan pada dudukan dan divakumkan. Setelah itu, spektrometer dijalankan sampai terjadi busur listrik yang mengakibatkan terbakarnya sampel sehinggga memancarkan cahaya dan panjang gelombang serta intesitas tertentu. Cahaya yang timbul akibat pembakaran diubah menjadi cahaya monokromatik yang kemudian dilewatkan pada kaca prisma sehingga terdifraksi menjadi cahaya dengan panjang gelombang dan intensitas tertentu dan akan dideteksi oleh detektor unsur, sehingga dapat diketahui unsur yang terdapat pada material tersebut.
3.3.3 Perlakuan Panas
Proses heat treatment dilakukan dengan menggunakan tungku pemanas atau
furnace. Suhu yang digunakan pada penelitian ini adalah 750 oC, 800 oC dan 880 oC dengan holding time 60 menit. Langkah-langkah yang dilakukan dalam proses
heat treatment adalah:
33
2. Memasukkan sampel kedalam furnace dengan menekan tombol ON
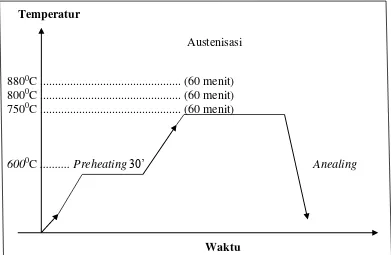
3. Mengatur suhu 600 oC dengan waktu tahan 30 menit yaitu pemananasan awal sebelum austenisasi (preheating) untuk menghindari terjadinya keretakan pada sampel akibat adanya shock temperatur.
4. Setelah proses pemanasan awal, pemanasan dilanjutkan hingga temperatur austenisasi dengan temperatur 750 oC, 800 oC dan 880 oC dengan waktu tahan 60 menit.
5. Menekan tombol OFF setelah proses heat treatment
6. Melakukan proses pendinginan secara lambat (annealing) yaitu dengan membiarkan sampel dalam furnace selama 8 jam. Proses pendinginan secara lambat dilakukan setelah mencapai temperatur dan waktu tahan yang diinginkan. Siklus perlakuan panas baja pegas daun dapat dilihat seperti pada Gambar 9.
34
3.3.4 Pengujian Bending
Pada uji bending, standar benda uji yang digunakan adalah ASTM E290-97 dengan metode three poins bending. Sampel yang dilakukan uji bending adalah sampel yang orizinal, sampel yang mengalami proses heat treatment suhu 880 oC dengan proses quenching, sampel mengalami proses heat treatment suhu 750 oC, 800 oC dan 880 oC dengan holding time 60 menit yang di annealing, masing-masing sampel diberi simbol ORI, Q oli, A.750, A.800 dan A.880 yang dapat dilihat pada Tabel 2.
Tabel 2. Kode sampel baja pegas daun yang digunakan pada uji bending
Sampel Keterangan
ORI Sampel bahan yang tidak mengalami proses pemananasan dan pendinginan
Q oli
A.750
Sampel yang mengalami proses heat treatment pada suhu 880 oC dan dan di quenching dengan menggunakan media oli
Sampel yang mengalami proses heat treatment pada suhu 750 oC dan dan di annealing
A.800 Sampel yang mengalami proses heat treatment pada suhu 800 oC dan dan di annealing
35
Dibawah ini Gambar pengujian bending dengan metode three points bending
r.15
C
� = � + � ± �⁄
Gambar 10. Pengujian bending dengan metode three points bending.
Dimana: C = Jarak antara tumpuan
r = Jari-jari penekan atau tumpuan t = Tebal spesimen/sampel
Adapun langkah-langkah pengujian bending adalah sebagai berikut: 1. Mempersiapkan benda uji.
2. Menentukan titik tumpuan dan titik ditengah benda uji dengan memberi tanda garis.
3. Menetukan besar beban yang digunakan.
4. Meletakkan sampel pada meja mesin pengujian bending dengan jarak tumpuan dan titik tengah yang telah ditentukan.
5. Memutar handle sampai beban menyentuh benda uji dan manometer indikator menunjukkan angka nol.
6. Menetukan putaran jarum penentu waktu untuk pencatatan beban selanjutnya. 7. Mencatat hasil pengujian bending setiap putaran yang telah ditentukan.
36
3.3.5 Struktur Mikro (Metalografi)
Untuk mengetahui struktur mikro dari sampel digunakan mikroskop optik. Sampel untuk pengamatan struktur mikro dipersiapkan permukaannya untuk pengamatan. Langkah-langkah preparasi sampel mikroskop optik (metalografi) sebagai berikut: 1. Memotong sampel sesuai dengan ukuran alat uji metalografi.
2. Sampel dimounting.
3. Melakukan pengamplasan pada sampel dengan memakai kekerasan amplas dengan nomor : #120, #240, #400, #600, #800, #1000 dan #2000.
4. Melakukan pemolesan pada sampel dengan menggunakan kain poles yang ditempel pada piringan yang berputar pada mesin poles, kemudian kain disemprot/diberi diamon pasta.
37
3.4 Diagram Alir Penelitian
Adapun diagram alir pada penelitian ini ditunjukkan pada Gambar 11.
Gambar 11. Diagram alir dari proses penelitian. Persiapan
Baja Pegas Daun
Uji Komposisi Pemotongan sampel
Pre-Heating (600 0C)
Austenisasi 750 0C (60 menit) 800 0C (60 menit) 880 0C (60 menit)
Annealing
Pengujian
Struktur Mikro Bending
Data
Pembahasan
Kesimpulan Mulai
55
V. SIMPULAN DAN SARAN
5.1 Simpulan
Dari hasil penelitan dan pembahasan yang telah dilakukan maka dapat disimpulkan sebagai berikut:
1. Dari hasil pengujian komposisi kimia, baja pegas daun termasuk baja karbon sedang dimana Carbon (C) mengandung 0,42177% C dan unsur penyusun utamanya adalah besi (Fe) mengandung 97,4482%, Chrom (Cr) mengandung 0,89430%, Mangan (Mn) mengandung 0,89861% dan Silikon (Si) mengandung 0,25303%.
2. Dar hasil hasil uji bending bahwa sampel yang mengalami pendinginan secara lambat sifatnya meningkatkan keuletan dan lunak sedangkan pada sampel yang di quenching dan sampel yang original sifatnya keras dan getas sehingga ketika di lakukan uji bending langsung mengalami keretakan.
3. Bahwa dengan proses pendinginan secara lambat menghasilkan baja dengan tingkat keuletan yang semakin tinggi dan semakin besar suhu austenisasinya maka tingkat kekuatan semakin tinggi dan keuletan semakin menurun.
56
5. Dari hasil Struktur mikro baja pegas daun dengan pendinginan secara lambat menghasilkan butir-butir ferit dan ferlit sedangkan pada baja yang original
menghasilkan butir martensit.
5.2 Saran
Pada proses bending untuk memperoleh sifat material yang kuat dan ulet sebaiknya dilakukan pemanasan pada suhu 8800C atau diatas temperatur kritis A3. Untuk memahami lebih lanjut tentang sifat mekanis baja pegas daun perlu adanya dilakukan pengujian sifat mekanik lainnya seperti uji tarik, tahan aus, uji infack