PENGARUH PERLAKUAN PANAS, VARIASI SUHU TEMPERING DAN LAMA WAKTU PENAHANAN TERHADAP KEKERASAN DAN
STRUKTUR MIKRO BAJA PEGAS DAUN KARBON SEDANG
Oleh SAHWENDI
Skripsi
Sebagai Salah Satu Syarat untuk Memperoleh Gelar SARJANA SAINS
Pada Jurusan Fisika
Fakultas Matematika dan Ilmu Pengetahuan Alam
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS LAMPUNG
ABSTRACT
EFFECT OFHEAT TREATMENT,
TEMPERINGTEMPERATUREVARIATIONSANDHOLDING TIMEONHARDNESSANDMICROSTRUCTURE
OFMEDIUMCARBONSTEELLEAF SPRING
by
SAHWENDI
Research has been done on the effect of heat treatment, tempering temperature variations and holding time onhardness and microstructure of medium carbon steel leaf spring. The main materials used in this study areleaf spring. Test data retrieval include chemical composition, hardness and microstructure with temperature austenisasi (hardening) is 835 °C with a hold time of 30 minutes, as well as variations in tempering temperature 425 °C and 625 °C with a hold time of 40 and 60 minutes. Hardness testing do with using Rockwell method. Chemical composition of the test results, showing steel leaf spring used a medium carbon steel (C = 0.57%). Highest hardness test results at a temperature of 835 oC, which is a hardening heating followed by cooling quench by 58.2 HRc, while the initial value of only 43.1 HRc hardness. Hardness values and tempering effect of holding time generally showed a decrease in hardness values, where the higher the tempering temperature and the longer the detention the hardness value will be smaller. These results are consistent with the original purpose of research is to reduce the hardness of steel after quench, because the steel is too hard will be brittle and fracture easily. Microstructure results also showed changes in the phase of ferrite and pearlitebefore heat treatment, to martensiteafter hardening heat treatment, and a tempered martensite finer and evenly after tempering heating. Keywords: heat treatment, steelleaf spring, Rockwellmethod, hardness,
ABSTRAK
PENGARUH PERLAKUAN PANAS, VARIASI SUHU TEMPERING DAN LAMA WAKTU PENAHANAN TERHADAP KEKERASAN DAN
STRUKTUR MIKRO BAJA PEGAS DAUN KARBON SEDANG
Oleh
SAHWENDI
Telahdilakukanpenelitianmengenai pengaruh perlakuan panas, variasi suhu tempering dan lama waktu penahanan terhadap kekerasan dan struktur mikro baja pegas daun karbon sedang. Bahan utama yang digunakan pada penelitian ini adalah pegas daun. Pengambilan data meliputi uji komposisi kimia, kekerasan dan struktur mikro dengan suhuaustenisasi (hardening) yaitu 835 oC dengan waktu tahan 30 menit, serta variasi suhu tempering 425 oC dan 625 oC dengan waktu tahan 40 dan 60 menit. Pengujian kekerasan dilakukan dengan menggunakan metode Rockwell. Hasilujikomposisikimia, menunjukkan bajapegasdaunyang digunakan merupakan bajakarbonsedang(C = 0,57%). Hasiluji kekerasan tertinggi yaitu pada suhu 835 oC, yang merupakan pemanasan hardening yang diikuti dengan pendinginan quench yaitu sebesar 58,2 HRc, sedangkan nilai kekerasan awal hanya 43,1 HRc. Nilai kekerasan tempering dan pengaruh waktu tahan pada umumnya menunjukkan penurunan nilai kekerasan, dimana semakin tinggi suhu tempering dan semakin lama waktu penahanan maka nilai kekerasannya akan semakin kecil. Hasil ini sesuai dengan tujuan awal penelitian yaitu menurunkan nilai kekerasan baja setelah quench, karena baja yang terlalu keras akan mudah rapuh dan patah. Hasil struktur mikro juga menunjukkan perubahan fasa ferit dan perlit sebelum perlakuan panas, menjadi martensit setelah perlakuan panas hardening, dan menjadi martensit temper yang lebih halus dan merata setelah pemanasan tempering.
xiv DAFTAR ISI
Halaman
DAFTAR ISI ... xiv
DAFTAR TABEL ... xvi
DAFTAR GAMBAR ... xvii
I. PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 3
1.3 Batasan Masalah ... 4
1.4 Tujuan Penelitian ... 5
1.5 Manfaat Penelitian ... 5
1.6 Sistematika Penulisan ... 6
II.TINJAUAN PUSTAKA 2.1 Baja………. 8
2.1.1 Definisi Baja ... 8
2.1.2 Klasifikasi Baja ... 9
2.1.3 Sifat-Sifat Baja ... 12
2.2 Pengaruh Unsur Paduan Pada Baja ... 15
2.3 Baja Pegas Daun ... 18
2.3.1 Definisi Baja Pegas Daun ... 18
2.3.2 Kelebihan dan Kelemahan Baja Pegas Daun... 20
2.4 Diagram Fasa Fe-C ... 20
2.5 Perlakuan Panas ... 23
2.5.1 Definisi Perlakuan Panas (Heat Treatment) ... 23
2.5.2 Proses Perlakuan Panas (Heat Treatment) ... 24
2.5.3 Suhu Austenisasi ... 25
2.5.4 Homogenitas Austenit ... 26
2.5.5 Tempering ... 27
2.6 Proses Pendinginan Pada Baja ... 29
xv
2.8.1 Komposisi Kimia ... 33
2.8.2 Prinsip Kerja Optical Emision Spectroscopy (OES) ... 34
2.8.3 Struktur Mikro ... 34
2.8.4 Prinsip Kerja Mikroskop Optik ... 35
2.9 Pengujian Sifat Mekanik Baja ... 36
2.9.1 Pengujian Kekerasan (Hardness Test) ... 36
2.9.2 Prinsip Kerja Metode Rockwell ... 37
III. METODE PENELITIAN 3.1 Tempat dan Waktu Penelitian ... 38
3.2Alat dan Bahan Penelitian ... 38
3.2.1 Peralatan ... 38
3.2.2 Bahan ... 39
3.3 Prosedur Penelitian ... 39
3.4 Siklus Perlakuan Tempering Pada Baja ... 45
3.5Diagram Alir Penelitian ... 46
IV. HASIL DAN PEMBAHASAN 4.1 Hasil Preparasi dan Perlakuan Panas Baja Pegas Daun ... 48
4.2 Hasil Uji Komposisi Kimia ... 51
4.3 Hasil Pengujian Kekerasan Baja ... 55
4.4 Hasil Uji Struktur Mikro ... 64
4.4.1 Hasil Struktur Mikro Tanpa Perlakuan Panas ... 64
4.4.2 Hasil Struktur Mikro Dengan Proses Perlakuan Panas Austenisasi (Hardening) ... 65
4.4.3 Hasil Struktur Mikro Dengan Proses Perlakuan Panas Tempering ... 68
V. KESIMPULAN DAN SARAN 5.1 Kesimpulan ... 73
5.2 Saran ... 74 DAFTAR PUSTAKA
1
I. PENDAHULUAN
1.1 Latar Belakang
Definisi baja menurut Kamus Besar Bahasa Indonesia (KBBI) adalah suatu benda logam yang keras dan kuat (Departemen Pendidikan Nasional, 2005). Sedangkan menurut Setiadji baja merupakan suatu material campuran yang terdiri dari besi (Fe) dan karbon (C), dimana unsur karbon (C) menjadi dasar penyusunnya. Disamping unsur besi (Fe) dan karbon (C), baja juga mengandung unsur campuran lain seperti sulfur (S), fosfor (P), silikon (Si), dan mangan (Mn) yang jumlahnya dibatasi. Pada umumnya banyak orang menghubungkan baja dengan produk industri, seperti baja konstruksi mesin, konstruksi bangunan, perkakas dan lain-lainnya.
2 (Koswara, 1999). Melalui proses tempering, kekerasan dan kegetasan baja dapat diturunkan, sedangkan ketangguhan (thoughness) baja meningkat.
Seiring dengan perkembangan ilmu pengetahuan dan teknologi bahan, Penggunaan baja tidak hanya terbatas pada industri konstruksi saja, tetapi sudah mencakup hampir di seluruh bagian kehidupan masyarakat, terutama di bidang transportasi dan otomotif seperti rel kereta api, roda gigi, pegas, baut, maupun kendaraan roda empat yang umumnya menggunakan baja pegas daun sebagai suspensi utamanya.
Baja pegas daun merupakan baja karbon yang sering digunakan pada kendaraan bermotor terutama kendaraan roda empat. Pada aplikasinya baja pegas daun merupakan suatu baja yang digunakan untuk menahan beban kendaraan bermotor pada bagian depan dan belakang. Karena fungsinya tersebut, maka material pegas daun harus memiliki elastisitas dan ketangguhan yang tinggi jika dibandingkan dengan baja yang lainnya (Badan Standarisasi Nasional, 1986).
3 kekerasan maksimum yang diperoleh yaitu 62,7 HRC (Lestari, 2012). Sedangkan menurut penelitian yang telah dilakukan oleh beberapa peneliti lainnya, baja yang sangat keras biasanya akan bersifat rapuh dan tidak cocok untuk digunakan. Hal ini diakibatkan adanya pengejutan yang terjadi pada baja saat proses pengerasan baja, yang mengakibatkan baja sangat keras dan getas sehingga harus dilakukan proses lebih lanjut yaitu proses tempering (Yudiono, 2006).
Berdasarkan latar belakang penelitian tersebut, maka penelitian ini dilakukan. Pada penelitian ini, bahan utama yang digunakan adalah baja pegas daun. Pengujian baja pegas daun dilakukan dengan menggunakan variasi perlakuan panas, suhu tempering dan lama waktu penahanan (holding time). Selain itu penelitian ini dilakukan untuk mengetahui komposisi kimia, struktur mikro, dan nilai kekerasan dari baja pegas daun yang digunakan. Pada pengujian ini suhu austenisasi (hardening) yang digunakan adalah 835 oC dengan lama waktu penahanan 30 menit, dengan variasi suhu tempering yang digunakan yaitu 425 oC, dan 625 oC serta variasi waktu penahanan 40 dan 60 menit.
1.2 Rumusan Masalah
Adapun rumusan masalah dalam penelitian ini adalah sebagai berikut:
1. Bagaimanakah komposisi kimia dari baja pegas daun yang digunakan sebelum dan setelah dilakukannya perlakuan panas?
4 3. Bagaimanakah pengaruh variasi suhu tempering dan lama waktu penahanan
terhadap kekerasan baja pegas daun yang digunakan?
4. Bagaimanakah pengaruh variasi suhu tempering dan lama waktu penahanan terhadap struktur mikro baja pegas daun yang digunakan?
1.3 Batasan Masalah
Penelitian ini dibatasi pada ruang lingkup sebagai berikut:
1. Bahan yang digunakan dalam penelitian ini adalah baja pegas daun.
2. Suhu austenisasi yang digunakan pada penelitian ini adalah 835 oC, karena pada suhu tersebut sudah mencapai daerah austenit yang diinginkan.
3. Variasi suhu tempering yang digunakan adalah:
Medium Tempering (350-450 oC), dalam penelitian ini ditentukan 425 oC
karena pada suhu tersebut umumnya kekerasan baja sudah mulai menurun dibarengi dengan keuletan dan ketangguhan baja yang menjadi lebih meningkat jika dibandingkan dengan suhu sebelumnya atau pada suhu low tempering.
High Tempering (500-650 oC), dalam penelitian ini ditentukan 625 oC
5 4. Lama waktu penahanan atau holding time yang digunakan pada penelitian ini adalah 30 menit pada saat perlakuan panas austenisasi (hardening) serta 40 dan 60 menit pada saat perlakuan panas tempering.
5. Pengujian baja yang dilakukan adalah komposisi kimia, kekerasan, dan struktur mikro.
1.4 Tujuan Penelitian
Adapun tujuan dilakukan penelitian ini adalah sebagai berikut:
1. Mengetahui komposisi kimia dari baja pegas daun yang digunakan sebelum dan sesudah dilakukannya perlakuan panas.
2. Mengetahui nilai kekerasan dan struktur mikro baja pegas daun yang digunakan sebelum dan setelah dilakukannya perlakuan panas.
3. Mengetahui pengaruh variasi suhu tempering dan lama waktu penahanan terhadap kekerasan baja pegas daun yang digunakan.
4. Mengetahui pengaruh variasi suhu tempering dan lama waktu penahanan terhadap struktur mikro baja pegas daun yang digunakan.
1.5 Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah sebagai berikut:
1. Dapat memberikan informasi tentang komposisi kimia, uji kekerasan dan struktur mikro dari baja pegas daun yang digunakan.
6 3. Dengan adanya variasi suhu tempering dan lama waktu penahanan pada baja pegas daun, dapat menurunkan nilai kekerasan baja serta menaikkan ketangguhan dan keuletan baja pegas daun menjadi lebih baik.
4. Memberikan informasi kepada dunia industri akan kelebihan perlakuan panas tempering, khususnya di dalam menurunkan nilai kekerasan suatu baja untuk pengembangan produk yang lebih baik kedepannya terutama di dalam industri mesin dan kendaraan bermotor.
1.6 Sistematika Penulisan
Sistematika skripsi ini terbagi menjadi lima bab dengan aspek-aspek pemaparan sistematika sebagai berikut:
BAB I PENDAHULUAN
Menjelaskan tentang latar belakang, rumusan masalah, batasan masalah, tujuan penelitian, manfaat penelitian dan sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Memaparkan informasi ilmiah tentang baja, pengaruh unsur paduan pada baja, baja pegas daun, diagram fasa Fe-C, perlakuan panas pada baja, proses pendinginan pada baja, waktu penahanan, pengujian sifat fisik baja (komposisi kimia dan struktur mikro) serta pengujian sifat mekanik baja (uji kekerasan).
7 Berisi pemaparan tentang waktu dan tempat penelitian, alat dan bahan, preparasi sampel, siklus perlakuan panas tempering pada baja dan diagram alir penelitian.
BAB IV HASIL DAN PEMBAHASAN
Memaparkan hasil penelitian yang diperoleh berupa hasil preparasi dan perlakuan panas baja pegas daun, hasil uji komposisi kimia, hasil pengujian kekerasan baja dan hasil uji struktur mikro baja.
BAB V KESIMPULAN DAN SARAN
II. TINJAUAN PUSTAKA
Bab II menjelaskan tentang beberapa konsep dasar teori yang mendukung topik penelitian. Pembahasan dimulai dengan penjelasan mengenai baja, pengaruh unsur paduan pada baja, baja pegas daun, diagram fasa Fe-C, perlakuan panas pada baja, proses pendinginan pada baja, waktu penahanan, pengujian sifat fisik baja (komposisi kimia dan struktur mikro) serta pengujian sifat mekanik baja (uji kekerasan).
2.1 Baja
2.1.1 Definisi Baja
9
2.1.2 Klasifikasi Baja
Untuk mempelajari baja pada ilmu logam akan lebih mudah bila baja diklasifikasikan menurut komposisi kimianya, struktur, jumlah komponen dan keperluannya. Menurut komposisi kimianya, baja dapat dibagi menjadi dua kelompok yaitu: Baja karbon dan baja paduan. Adapun pengklasifikasian baja secara lengkap dapat dilihat pada keterangan berikut ini:
1. Menurut komposisi kimianya a. Baja karbon
Baja karbon terdiri dari besi dan karbon. Baja karbon merupakan baja yang mengandung karbon antara 0,3% sampai 1,7%. Pada umumnya sebagian besar baja hanya mengandung karbon dengan sedikit unsur paduan lainnya. Baja karbon disebut juga baja mesin karena mengandung sejumlah elemen atau unsur seperti mangan, fosfor, silikon dan lain sebagainya (Zainuri, 2007). Berdasarkan kandungan karbon, baja dibagi ke dalam tiga macam yaitu:
Baja karbon rendah (low carbon steel)
Baja karbon rendah merupakan baja yang mengandung karbon kurang dari 0,3% C. Baja karbon rendah mudah dimachining dan dilas, serta memiliki keuletan dan ketangguhan sangat tinggi tetapi kekerasannya rendah dan tahan aus. Baja karbon rendah sering digunakan sebagai bahan baku untuk pembuatan komponen bodi mobil, struktur bangunan, pipa gedung, jembatan, kaleng, pagar dan lain-lain.
Baja karbon sedang (medium carbon steel)
karbon. Baja karbon sedang memiliki kekerasan lebih tinggi dari pada baja karbon rendah. Kekuatan tarik dan batas regang yang tinggi, tidak mudah dibentuk oleh mesin. Baja karbon sedang banyak digunakan untuk poros, rel kereta api, roda gigi, pegas, baut dan lain-lain.
Baja karbon tinggi (high carbon steel)
Baja karbon tinggi merupakan baja yang mengandung 0,6%-1,7% C. Baja karbon tinggi memiliki kekerasan tinggi, tetapi keuletannya lebih rendah. Baja karbon tinggi mempunyai kuat tarik paling tinggi dan banyak digunakan untuk material tools. Baja karbon ini banyak digunakan dalam pembuatan pegas dan alat-alat perkakas seperti palu, gergaji, atau pahat potong dan lainnya (ASM handbook , 1993).
b. Baja paduan
Baja paduan merupakan suatu baja karbon yang telah ditambahkan satu atau lebih unsur-unsur tambahan ke dalamnya untuk menghasilkan sifat-sifat yang dikehendaki, yang tidak dimiliki oleh baja karbon. Logam paduan yang umumnya digunakan adalah nikel, mangan dan chrom. Berdasarkan kadar paduannya, baja paduan dibagi menjadi tiga macam yaitu:
Baja paduan rendah (low alloy steel)
Baja paduan rendah merupakan baja paduan dengan kadar unsur paduan rendah. Biasanya baja jenis ini memiliki paduan kurang dari 10%. Baja ini biasanya digunakan untuk perkakas seperti pahat kayu, poros, dan gergaji. Baja paduan menengah (medium alloy steel)
11
Cr, Mn, Ni, S, Si, P dan lain-lain. Baja paduan tinggi (high alloy steel)
Baja paduan tinggi merupakan baja paduan dengan kadar unsur paduan lebih dari 10% wt. Adapun unsur-unsur yang terdapat pada baja tersebut misalnya unsur Cr, Mn, Ni, S, Si, P (Mulyanti, 1996).
2. Menurut strukturnya
Menurut strukturnya, baja dapat dibagi menjadi tiga kategori umum yaitu:
a. Struktur rangka (framed structure), dimana elemennya kemungkinan terdiri dari batang-batang tarik, balok dan batang-batang yang mendapatkan beban lentur kombinasi dan beban aksial.
b. Struktur tipe cengkang (shell type structure), dimana tegangan aksial lebih dominan.
c. Struktur tipe suspensi (suspension type structure), dimana tarikan aksial lebih mendominasi sisem pendukung utamanya (Anonymous A, 2012).
3. Menurut jumlah komponennya
Adapun pembagian baja menurut jumlah komponennya adalah sebagai berikut: a. Baja tiga komponen, merupakan suatu baja yang terdiri dari satu unsur pemadu
dalam penambahan Fe dan C.
b. Baja empat komponen atau lebih, merupakan baja yang terdiri dari dua unsur atau lebih pemadu dalam penambahan Fe dan C. Sebagai contoh yaitu baja paduan yang terdiri dari 0,35 % C, 1 % Cr, 3 % Ni dan 1 % Mo.
4. Menurut keperluannya
a. Menurut cara pembuatannya yaitu baja bessemer, baja siemens- martin (open hearth), baja listrik, dan lain-lain.
b. Menurut penggunaannya yaitu baja konstruksi, baja mesin, baja pegas, baja ketel, baja perkakas dan lain-lain.
c. Menurut kekuatannya yaitu baja kekuatan rendah dan baja kekuatan tingggi. d. Menurut struktur mikronya yaitu baja eutektoid, baja hypoeutektoid, baja
hypereutektoid, baja austenitik, baja martensitik, dan lain-lain.
e. Menurut komposisi kimianya yaitu baja karbon, baja paduan rendah, baja paduan tinggi (American Society for Metals Park, Ohio, 1965).
2.1.3 Sifat-sifat Baja
Baja memiliki 2 sifat yang sangat penting untuk dikaji dan dipelajari yaitu: sifat mekanik dan sifat fisik. Adapun penjelasan mengenai sifat mekanik dan sifat fisik dari baja adalah sebagai berikut:
1. Sifat mekanik baja
Sifat mekanik suatu bahan adalah kemampuan bahan untuk menahan beban-beban dinamis maupun statis yang dikenakan padanya dan mempertahankan diri dari gaya-gaya luar yang mempengaruhinya (Karmin dan Muchtar, 2012).
Berikut beberapa sifat mekanik bahan dijelaskan sebagai berikut:
a. Keliatan (ductility) adalah sifat dari suatu bahan liat yang mempunyai gaya regangan (tensile strain) relatif besar sampai dengan titik kerusakan, yang memungkinkannya dibentuk secara permanen.
13
c. Kekuatan tarik (tensile test) adalah kekuatan tarik dari suatu bahan ditetapkan dengan membagi gaya maksimum dengan luas penampang mula. Setelah titik luluh, tegangan terus naik dengan berlanjutnya deformasi plastis sampai titik maksimum dan kemudian menurun sampai akhirnya patah.
Sifat mekanik baja dipengaruhi oleh bagaimana cara mengadakan ikatan karbon dengan besi. Pada prosesnya, terdapat 2 bentuk utama kristal saat karbon mengadakan ikatan dengan besi. Adapun 2 bentuk utama dari kristal tersebut adalah sebagai berikut:
a. Ferit, yaitu besi murni (Fe) terletak rapat saling berdekatan tidak teratur, baik bentuk maupun besarnya. Ferit merupakan bagian baja yang paling lunak, ferit murni tidak akan cocok digunakan sebagai bahan untuk benda kerja yang menahan beban karena kekuatannya kecil.
b. Perlit, merupakan campuran antara ferrit dan sementit dengan kandungan karbon sebesar 0,8%. Struktur perlitis mempunyai kristal ferrit tersendiri dari serpihan sementit halus yang saling berdampingan dalam lapisan tipis mirip lamel (Schonmetz, 1985).
2. Sifat fisik baja
Sifat fisik suatu bahan adalah sifat suatu bahan yang berhubungan dengan struktur atomnya. Adapun penjelasan dari sifat fisik baja ini adalah sebagai berikut:
a. Komposisi kimia
uji komposisi kimia. Biasanya uji komposisi kimia juga dilakukan pada saat kita akan memulai suatu penelitian. Hal tersebut dimaksudkan agar sebelum melakukan suatu penelitian, kita sudah terlebih dahulu mengetahui klasifikasi dari baja atau spesimen yang akan kita gunakan tersebut. Alat yang digunakan untuk uji komposisi kimia biasanya adalah Optical Emision Spectroscopy (OES). Optical Emision Spectroscopy (OES) merupakan suatu alat yang mampu menganalisa unsur-unsur logam induk dan campurannya dengan akurat, cepat dan mudah dioperasikan.
b. Struktur mikro
Selain komposisi kimia, terdapat pula struktur mikro. Struktur mikro bertujuan untuk mengetahui susunan fasa pada suatu benda uji atau spesimen. Struktur mikro dan sifat paduannya dapat diamati dengan berbagai cara, salah satunya yaitu dengan cara mengamati struktur suatu bahan yaitu dengan teknik metalografi (pengujian mikroskopik). Alat mikroskop mikro yang digunakan biasanya yaitu mikroskop optik (Yogantoro, 2010).
2.2 Pengaruh Unsur Paduan pada Baja
15
ketangguhan pada tingkat kekuatan atau kekerasan tertentu serta menaikkan sifat tahan aus, menaikkan sifat tahan korosi, dan menaikkan sifat kemagnetan (Widyatmadji, 2001).
Pengaruh unsur-unsur paduan dalam baja adalah sebagai berikut: 1. Unsur Karbon (C)
Karbon merupakan unsur yang paling banyak selain besi (Fe) yang terdapat pada sebuah baja, unsur ini berfungsi meningkatkan sifat mekanik baja seperti kekuatan dan kekerasan yang tinggi meskipun demikian karbon juga dapat menurunkan keuletan, ketangguhan, serta berpengaruh juga terhadap pengolahan baja selanjutnya seperti pada proses perlakuan panas, proses pengubahan bentuk dan lainnya. Kandungan karbon di dalam baja berkisar antara 0,1%-1,7%.
2. Unsur Mangan (Mn)
Mangan sangat dibutuhkan dalam proses pembuatan baja. Kandungan mangan lebih kurang 0,6%. Penambahan unsur mangan dalam baja dapat menaikkan kuat tarik tanpa mengurangi atau sedikit mengurangi regangan, sehingga baja dengan penambahan mangan memiliki sifat kuat dan ulet.
3. Unsur Silikon (Si)
4. Unsur Nikel (Ni)
Nikel mempunyai pengaruh yang sama seperti mangan, yaitu memperbaiki kekuatan tarik dan menaikkan sifat ulet, tahan panas, jika pada baja paduan terdapat unsur nikel sekitar 25 % maka baja tahan terhadap korosi. Unsur nikel yang bertindak sebagai tahan karat (korosi) disebabkan nikel bertindak sebagai lapisan penghalang yang melindungi permukaan baja.
5. Unsur Chrom (Cr)
Chrom merupakan unsur paduan setelah karbon. Chrom dapat membentuk karbida. Chrom digunakan untuk meningkatkan kekerasan baja, kekuatan tarik, ketangguhan, ketahanan abrasi, korosi dan tahan terhadap suhu tinggi. Penambahan chrom pada baja menghasilkan struktur yang lebih halus dan membuat sifat baja dikeraskan lebih baik (Amanto, 1999).
Selain unsur-unsur paduan seperti yang terdapat diatas, berdasarkan fungsinya unsur paduan pada baja dapat dikelompokkan menjadi beberapa jenis unsur paduan. Berikut adalah kelompok unsur paduan sesuai dengan fungsinya adalah sebagai berikut:
1. Ferit yang stabil (ferrite stabilizer)
17
Austenit yang stabil (austenite stabilizer) merupakan unsur paduan yang membuat austenit menjadi lebih stabil pada temperatur yang lebih rendah. Unsur yang terpenting dalam kelompok ini adalah Ni dan Mn.
3. Senyawa pembentuk karbida (carbide forming elements)
Senyawa pembentuk karbida (carbide forming elements) merupakan unsur paduan yang di dalam baja dapat membentuk karbida. Adanya karbida ini akan menaikkan sifat tahan aus biasanya alloy tool steel mengandung unsur pembentuk karbida dengan kadar yang cukup tinggi. Unsur yang terpenting di dalam kelompok ini adalah Cr, W, Mo, V, Ti, Nb, Ta, dan Zr.
4. Carbida yang stabil (carbide stabilizer)
Carbida yang stabil (carbide stabilizer) merupakan unsur paduan yang membuat karbida menjadi lebih stabil, tidak mudah terurai, dan larut ke dalam suatu fasa. Unsur paduan yang penting dalam kelompok ini adalah Co, Ni, W, Mo, Mn, Cr, V Ti, Nb, dan Ta.
5. Senyawa pembentuk nitrida (nitride forming elements)
Senyawa pembentuk nitrida (nitride forming elements) merupakan unsur yang dapat membentuk nitrida. Al dan Ti memiliki pengaruh paling kuat untuk menaikkan kekerasan setelah nitriding (Widyatmadji, 2001).
2.3 Baja Pegas Daun
2.3.1 Definisi Baja Pegas Daun
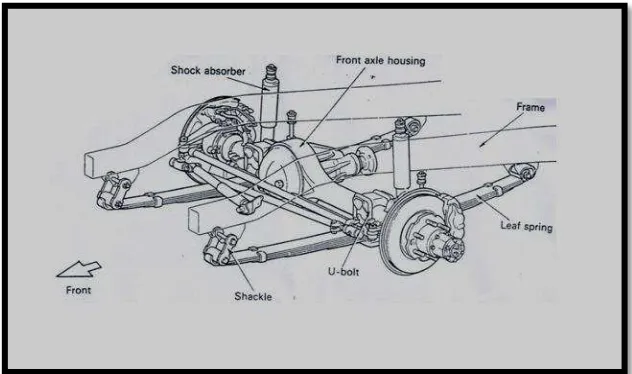
kendaraan untuk transportasi darat masih relevan eksistensinya yang mana hampir 85% suspensi untuk kendaraan mobil, khususnya truck masih menggunakan model suspensi pegas daun sebagai komponen utamanya (Fu, 2002). Baja pegas daun terdiri dari kandungan besi (Fe) sekitar 97% dan kandungan karbon antara 0,3%-0,6% C. Disamping unsur besi (Fe) dan karbon (C), baja pegas daun juga mengandung unsur campuran lain seperti Si, S, P, Mn, Ni, Cr, Mo, V, Ti, Sn, Al, Pb, Sb, Cu, W dan Zn dengan jumlah presentase yang dibatasi dan berbeda-beda.
19
Gambar 1. Baja pegas daun (Venkatesan and Devaraj, 2012).
Gambar 2. Baja pegas daun kendaraan roda empat (anonymous B, 2012).
2.3.2 Kelebihan dan Kelemahan Baja Pegas Daun
Berdasarkan penggunaannya sehari-hari, baja pegas daun memiliki beberapa kelebihan dan kelemahan. Adapun kelebihan dan kelemahan dari baja pegas daun adalah sebagai berikut:
a. Baja pegas daun memiliki konstruksi yang sederhana.
b. Pada baja pegas daun saat bekerja, gesekan antar lembaran per daun dapat berfungsi sebagai gaya peredam (damping force).
c. Saat per patah, hanya perlu mengganti lembaran per yang patah saja. d. Baja pegas daun kaku terhadap gaya kesamping.
e. Untuk kendaraan penumpang dapat memainkan kombinasi panjang per dan jumlah per untuk mendapat ayunan yang ringan.
2. Kelemahan baja pegas daun:
a. Baja pegas daun memiliki bobot yang cukup berat.
b. Baja pegas daun kurang baik dalam menyerap getaran yang memiliki frekuensi tinggi, misal jalan bergelombang dalam kecepatan tinggi (Anonymous C, 2012).
2.4 Diagram Fasa Fe-C
21
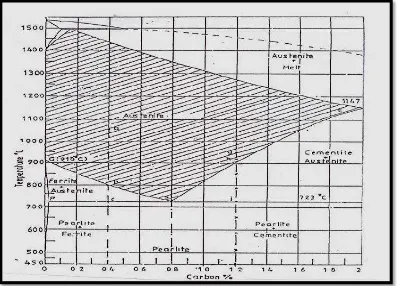
dan hypereutectoid (B): baja dengan C > 0,8 (De Garmo, 1969), seperti yang diperlihatkan pada Gambar 3 berikut.
Gambar 3. Diagram Fe-C/fasa (Suratman,1994).
Beberapa fasa yang sering ditemukan dalam baja karbon:
1. Austenit
Austenit merupakan campuran Fe (besi) dan C (karbon) yang terbentuk pada pembekuan, pada proses pendinginan. Selanjutnya austenit berubah menjadi ferit dan perlit serta sementit. Sifat austenit adalah lunak, lentur dengan keliatan tinggi. Kadar karbon maksimum sebesar 2,14%.
Fasa ini disebut alpha (α). Ruang antar atomnya kecil dan rapat sehingga hanya
sedikit menampung atom karbon. Oleh sebab itu daya larut karbon dalam ferit rendah < 1 atom C per 1000 atom besi. Pada suhu ruang, kadar karbonnya 0,008%, sehingga dapat dianggap besi murni. Kadar maksimum karbon sebesar 0,025% pada suhu 723 oC. Ferit bersifat magnetik sampai suhu 768 oC. Ferit lunak dan liat. Kekerasan dari ferit umumnya berkisar antara 140-180 HVN.
3. Perlit
Fasa ini merupakan campuran mekanis yang terdiri dari dua fasa, yaitu ferit dengan kadar karbon 0,025% dan sementit dalam bentuk lamellar (lapisan) dengan kadar karbon 6,67% yang berselang-seling rapat terletak bersebelahan. Jadi perlit merupakan struktur mikro dari reaksi eutektoid lamellar. Kekerasan dari perlit kurang lebih berkisar antara 180-250 HVN.
4. Bainit
Bainit merupakan fasa yang terjadi akibat transformasi pendinginan yang sangat cepat pada fasa austenit ke suhu antara 250 °C-550 °C dan ditahan pada suhu tersebut (isothermal). Bainit adalah struktur mikro dari reaksi eutektoid (γ →α + Fe3C) non-lamellar (tidak berupa lapisan). Bainit merupakan struktur mikro campuran fasa ferit dan sementit (Fe3C). Kekerasan bainit kurang lebih berkisar antara 300-400 HVN.
5. Martensit
23
meta stabil didinginkan dengan laju pendinginan cepat tertentu. Martensit terbentuk jika kadar C dalam baja sampai 0,6% sedangkan di atas 1% C akan terbentuk martensit pelat (plate martensit). Perubahan dari tipe bilah ke pelat terjadi pada interval 0,6% < C < 1,08%. Kekerasan dari martensit > 500 HVN.
6. Sementit
Pada paduan besi melebihi batas daya larut membentuk fasa kedua yang disebut karbida besi (sementit). Karbida besi mempunyai komposisi kimia Fe3C. Sementit sangat keras. Karbida besi dalam ferit akan meningkatkan kekerasan baja. Akan tetapi karbida besi murni tidak liat, karbida ini tidak dapat menyesuaikan diri dengan adanya konsentrasi tegangan, oleh karena itu kurang kuat. Kekerasan sementit adalah 800 HVN (Yogantoro, 2010).
2.5 Perlakuan Panas
2.5.1 Definisi Perlakuan Panas (Heat Treatment)
Perlakuan panas (heat treatment) merupakan kombinasi suatu proses pemanasan dan pendinginan yang dilakukan secara terkontrol yang diterapkan pada logam tertentu atau paduan dalam keadaan padat untuk mendapatkan struktur mikro dan sifat-sifat mekanik tertentu sesuai dengan yang diinginkan (Fadare et al, 2011). Pada perlakuan panas baja, struktur mikro memegang peranan yang cukup penting. Karena perubahan yang terjadi pada struktur mikro selama pemanasan dan pendinginan akan mempengaruhi perubahan sifat pada baja tersebut (Mizhar dan Suherman, 2011).
Proses perlakun panas atau heat treatment dibedakan menjadi 2 macam yaitu, Perlakuan panas equilibrium yang merupakan proses perlakuan panas yang menghasilkan struktur yang equilibrium, contohnya: annealing dan normalizing. Serta perlakuan panas non-equilibrium yang menghasilkan struktur yang non-equilibrium, contohnya: hardening.
Berikut beberapa proses perlakuan panas (heat treatment) pada baja dijelaskan seperti di bawah ini:
1. Full Annealing
Proses annealing untuk baja hypoeutektoid dilakukan dengan memanaskan sampai suhu sedikit di atas suhu kritisnya A3 dan ditahan beberapa saat pada suhu tersebut, kemudian didinginkan dengan laju pendinginan lambat di dalam dapur. Sifat baja hasil proses annealing adalah menjadi lebih lunak dan ulet.
2. Normalizing
Proses normalising untuk baja hypoeutektoid dilakukan dengan memanaskan suhu sedikit di atas suhu annealing yaitu mencapai 500 oC di atas suhu kritis A3 dengan laju pendinginan lebih cepat dari annealing yaitu pendinginan dengan udara terbuka. Hasil proses normalizing baja akan berbutir lebih halus, lebih homogen dan lebih keras dari hasil annealing (Wardoyo, 2005).
3. Quenching
25
quenching memiliki kekerasan yang tinggi serata dapat mencapai kekerasan yang maksimum tetapi agak rapuh. Dengan adanya sifat yang rapuh, maka kita harus menguranginya dengan melakukan proses lebih lanjut seperti tempering (Mulyadi dan Sunitra, 2010).
4. Hardening
Hardening merupakan proses perlakuan panas baja, yang bertujuan untuk mendapatkan kekerasan alami dan maksimal dari baja sehingga baja memiliki sifat tahan aus yang tinggi (Haryadi, 2006).
2.5.3 Suhu Austenisasi
Suhu austenit merupakan suhu yang sangat penting di dalam perlakuan panas. Pada baja karbon, suhu austenit biasanya di antara suhu 30-50 °C di atas suhu kritis A3 untuk baja hypoeutectoid dan 30-50 °C di atas suhu kritis A1 untuk baja hypereutectoid. Agar mendapatkan martensit yang keras maka pada saat pemanasan harus terjadi struktur austenit yang dapat bertransformasi menjadi martensit. Bila pada saat pemanasan masih terdapat struktur lain setelah di-quench atau didinginkan akan diperoleh struktur yang tidak seluruhnya martensit, dan bila struktur itu ferit maka kekerasan yang dihasilkan tidak maksimal. Pedoman penentuan temperatur austenit selain sama dengan di atas juga dipengaruhi unsur paduan terhadap suhu austenit (A1 dan A3).
terdapat ferit yang apabila didinginkan kembali ferrit tersebut masih tetap berupa ferit yang lunak (Sidney, 1992).
2.5.4 Homogenitas Austenit
Pada pemanasan yang lebih cepat, difusi yang terjadi umumnya belum sempurna, sehingga keadaan yang homogen masih belum tercapai. Apabila austenit yang belum homogen tersebut didinginkan secara cepat atau quenching maka akan diperoleh martensit dengan kekerasan yang berbeda. Untuk membuat austenit menjadi lebih homogen, pada saat pemanasan perlu diberi waktu penahanan (holding time) yang cukup. Hal tersebut agar adanya kesempatan kepada atom-atom untuk berdifusi secara sempurna. Lama dan cepatnya waktu penahanan (holding time) tergantung pada laju pemanasan, dimana semakin tinggi laju pemanasan maka semakin panjang waktu penahanan (holding time) yang harus diberikan. Pemanasan dengan menggunakan dapur listrik biasa tidak memerlukan waktu penahanan (holding time) yang lama, karena difusi sudah berlangsung cukup banyak selama pemanasan mendekati suhu austenisasi (George, 1986 2.5.5 Tempering
27
bainit atau karbida yang mengendap dalam matriks ferit yang bergantung pada suhu tempering yang digunakan tersebut (Motagi and Bhosle, 2012).
Menurut tujuannya proses tempering dibedakan sebagai berikut: a. Tempering pada suhu rendah (150-250 oC)
Tempering ini untuk mengurangi tegangan dan kerapuhan baja, biasanya untuk alat yang tidak mengalami beban berat seperti alat potong, mata bor dan lainnya. b. Tempering pada suhu menengah (350-450 oC)
Tempering ini bertujuan menambah keuletan, dan kekerasannya sedikit berkurang. Biasanya untuk alat yang mengalami beban berat seperti palu, pahat, dan pegas. c. Tempering pada suhu tinggi (500-650 oC )
Tempering ini bertujuan untuk memberikan daya keuletan yang besar dan kekerasannya menjadi agak rendah, misalnya pada roda gigi, poros, batang penggerak dan sebagainya (Setiadji, 2007).
Proses perlakuan panas tempering biasanya juga digambarkan kedalam diagram perlakuan panas tempering. Gambar 4 menunjukkan diagram perlakuan panas tempering, dimana pada diagram pemanasan tersebut menunjukkan baja yang dipanaskan hingga mencapai suhu austenisasi (hardening) kemudian didinginkan secara cepat (quenching). Baja yang telah didinginkan secara quenching kemudian dilakukan pemanasan lanjutan yaitu pemanasan tempering dan disusul dengan pendinginan secara lambat (normalizing).
Temperatur (suhu) Tγ Quenching B C
--- Holding time tempering --- garis kritis
27 oC
t (waktu)
A D G
Gambar 4. Diagram tempering (Yogantoro, 2010). Keterangan:
A-B-C-D = Proses quenching
D-E = Proses pemanasan awal hingga suhu di bawah kritis E-F = Waktu tahan pada suhu isothermal
F-G = Proses pendinginan normal 2.6 Proses Pendinginan pada Baja
2.6.1 Metode Pendinginan Baja
Selain proses perlakuan panas atau heat treatment, pada baja juga biasanya dikenakan proses pendinginan baja. Proses pendinginan pada baja sendiri, terdiri dari 4 jenis proses pendinginan. Berikut proses pendinginan pada baja adalah sebagai berikut:
1. Pendinginan secara cepat (quenching)
29
2. Pendinginan tungku(furnace)
Pada proses ini pendinginan yang dilakukan adalah berupa pendinginan yang terjadi dari suhu austenit sampai suhu kamar, yang disebut proses annealing.
3. Pendinginan secara lambat(normalizing)
Pada proses ini pendinginan yang dilakukan adalah berupa pendinginan yang terjadi dari suhu austenit sampai mencapai temperatur kamar dan biasanya dilakukan dalam suhu udara terbuka.
4. Pendinginan tunda(austempering)
Pada proses ini pendinginan yang dilakukan adalah berupa pendinginan tunda dari suhu austenit mula-mula didinginkan cepat sampai mencapai suhu tertentu, ditahan kemudian didinginkan lagi di udara terbuka sampai mencapai suhu kamar. 2.6.2 Media Pendingin Baja
Kemampuan suatu jenis media dalam mendinginkan spesimen bisa berbeda-beda, perbedaan kemapuan media pendingin di sebabkan oleh suhu, kekentalan, kadar larutan dan bahan dasar media pendingin (Wibowo, 2006). Pada baja, kekuatan mekanik suatu baja dapat ditingkatkan dengan pendinginan dalam media yang sesuai dan tepat. Namun, faktor utama yang mempengaruhi dalam pemilihan media quenching atau pendinginan adalah jenis perlakuan panas, komposisi baja, ukuran dan bentuk dari bagian-bagiannya (Rassizadehghani et al, 2006).
Media pendingin yang digunakan untuk mendinginkan baja bermacam-macam. Berbagai bahan pendingin yang digunakan dalam proses perlakuan panas antara lain:
Pendinginan dengan menggunakan air akan memberikan daya pendinginan yang cepat. Biasanya ke dalam air tersebut dilarutkan garam dapur sebagai usaha mempercepat turunnya temperatur benda kerja dan mengakibatkan bahan menjadi keras.
2. Minyak
Minyak yang digunakan sebagai pendingin dalam perlakuan panas adalah yang dapat memberikan lapisan karbon pada permukaan benda kerja yang diberikan perlakuan panas. Selain minyak yang khusus digunakan sebagai bahan pendingin pada proses perlakuan panas, dapat juga digunakan minyak bakar atau solar. 3. Udara
Pendinginan udara dilakukan untuk perlakuan panas yang membutuhkan pendinginan lambat. Untuk keperluan tersebut udara yang disirkulasikan ke dalam ruangan pendingin dibuat dengan kecepatan yang rendah. Udara sebagai pendingin akan memberikan kesempatan kepada logam untuk membentuk kristal– kristal dan kemungkinan mengikat unsur–unsur lain dari udara.
4. Garam
Garam dipakai sebagai bahan pendingin disebabkan memiliki sifat mendinginkan yang teratur dan cepat. Bahan yang didinginkan di dalam cairan garam akan mengakibatkan ikatannya menjadi lebih keras karena pada permukaan benda kerja tersebut akan meningkat zat arang (Wibowo, 2006).
2.7 Waktu Penahanan (Holding Time)
31
struktur austenitnya homogen atau terjadi kelarutan karbida ke dalam austenit dan diffusi karbon dan unsur paduannya. Pada baja umumnya perlu dilakukan waktu penahanan, karena pada saat austenit masih merupakan butiran halus dan kadar karbon serta unsur paduannya belum homogen dan terdapat karbida yang belum larut. Baja perlu ditahan pada suhu austenit untuk memberikan kesempatan larutnya karbida dan lebih homogennya austenit. Waktu penahanan suhu dapat dilakukan pada saat suhu dapur telah mencapai suhu panas yang dikehendaki guna memberi kesempatan penyempurnaan bentuk kristal yang terbentuk pada suhu transformasi. Tujuan waktu penahanan suhu untuk proses tempering adalah agar struktur mikro yang dicapai setelah proses temper akan lebih homogen (Nur dkk, 2005).
Pada pemanasan baja, berdasarkan jenis-jenis bajanya, pedoman waktu tahan pada proses heat treatment diklasifikasikan menjadi beberapa jenis. Berikut pembagiannya adalah sebagai berikut:
1. Baja konstruksi dari baja karbon dan baja paduan rendah yang mengandung karbida yang mudah larut, biasanya pada baja jenis ini diperlukan holding time atau waktu tahan yang singkat dan tidak terlalu lama yaitu 5-15 menit setelah suhu pemanasannya dianggap sudah memadai.
2. Baja konstruksi dari baja paduan menengah, biasanya pada baja jenis ini disarankan untuk menggunakan holding time 15-25 menit, tidak tergantung ukuran benda kerja.
tersebut dapat tercapai. Holding time yang digunakan yaitu 0,5 menit per-milimeter tebal benda, atau 10 sampai 30 menit.
4. Baja krom campuran tinggi (high alloy chrome steel), biasanya pada baja jenis ini diperlukan holding time yang paling panjang di antara semua baja perkakas, dan juga tergantung pada suhu pemanasannya. Selain itu diperlukan kombinasi suhu dan waktu holding time yang tepat. Biasanya waktu holding time yang digunakan pada baja jenis ini yaitu 0,5 menit permilimeter tebal benda dengan minimum 10 menit dan maksimum 1 jam.
5. Hot-Work Tool Steel, biasanya pada baja jenis ini mengandung karbida yang sulit larut, dan baru akan larut pada suhu 1000 oC. Pada suhu ini kemungkinan terjadinya pertumbuhan butir sangat besar, karena itu holding time harus dibatasi yaitu berkisar antara 15-30 menit.
6. Baja kecepatan tinggi (high speed steel), biasanya pada baja jenis ini memerlukan suhu pemanasan yang sangat tinggi yaitu berkisar antara 1200-1300 oC. Dimana hal tersebut dilakukan untuk mencegah terjadinya pertumbuhan butir dan holding time diambil hanya beberapa menit saja (Dalil dkk, 1999).
2.8 Pengujian Sifat Fisik Baja 2.8.1 Komposisi Kimia
33
suatu penelitian, kita sudah terlebih dahulu mengetahui klasifikasi dari baja atau spesimen yang akan kita gunakan tersebut. Pengujian komposisi kimia dilakukan dengan menggunakan mesin uji Optical Emision Spectroscopy (OES).
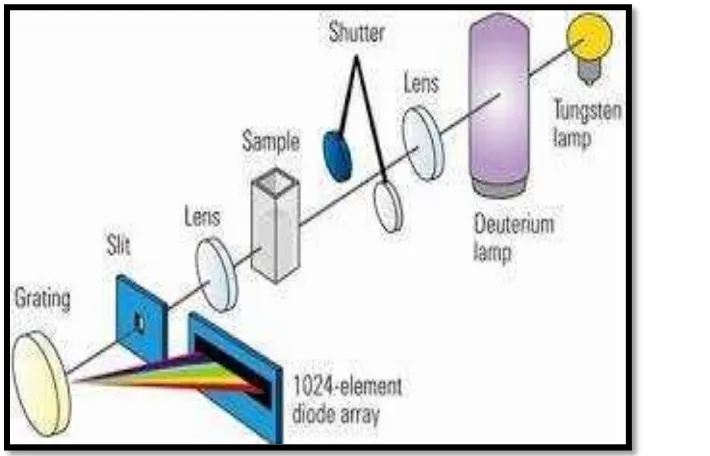
2.8.2 Prinsip Kerja Optical Emision Spectroscopy (OES)
[image:41.595.150.505.457.685.2]Gambar 5 menunjukkan prinsip kerja alat uji komposisi kimia yaitu Optical Emision Spectroscopy (OES) yaitu pengujian sinar radioaktif dan gas argon ditembakkan terhadap sampel, kemudian dari hasil penembakan didapatkan print out hasil uji yang terbaca pada layar komputer. Analisis komposisi kimia ini dapat kita gunakan untuk mengetahui kadar karbon baja yang kita gunakan, apakah baja tersebut masuk dalam jenis baja karbon rendah (low karbon steel), baja karbon sedang (medium carbon steel), dan baja karbon tinggi (high carbon steel) atau malah masuk ke dalam kategori baja paduan.
Uji struktur mikro bertujuan untuk melihat dan menganalisa jenis dan bentuk struktur mikro setelah mengalami proses perlakuan panas (heat treatment) agar dapat membandingkan struktur mikro antara sebelum dan sesudah dilakukannya perlakuan panas (heat treatment), sedang spesimen metalografi sama dengan untuk uji kekerasan dan alat pemeriksaannya memakai mikroskop optik dan strereo (Sardjono, 2009).
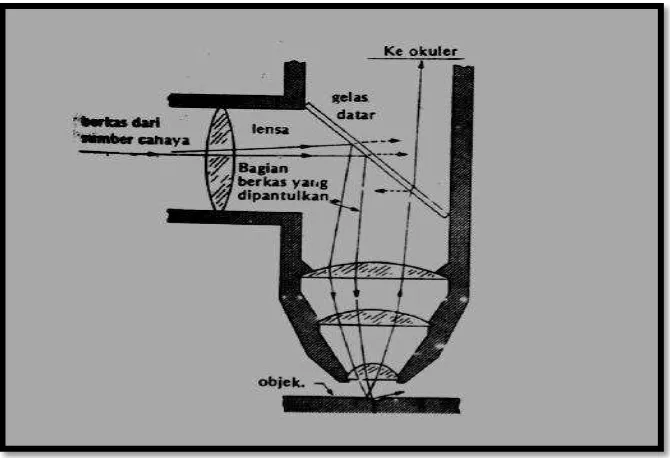
2.8.4 Prinsip Kerja Mikroskop Optik
35
Gambar 6. Skema pengamatan struktur mikro dengan mikroskop optik (Van Vlack, 1992).
2.9 Pengujian Sifat Mekanik Baja
2.9.1 Pengujian Kekerasan (Hardness Test)
Pengujian kekerasan merupakan suatu pengujian yang dilakukan untuk mengetahui harga kekerasan dari benda uji pada beberapa bagian sehingga dapat diketahui distribusi kekerasan serta kekerasan rata-ratanya dari semua benda uji. Kekerasan merupakan ketahanan bahan terhadap goresan atau penetrasi pada permukaannya.
[image:43.595.144.479.85.314.2]kekerasannya dengan menitikberatkan pada penghitungan kekuatan bahan terhadap daya luas penampang yang menerima pembebanan, sedangkan pada metode rockwell ditentukan dengan menitikberatkan pada kedalaman indentor pada benda uji (Miftakhuddin, 2006).
Prinsip pengujian kekerasan brinell sama dengan pengujian vickers, hanya saja perbedaan pokok terletak pada bentuk indentor yang ditekankan pada permukaan. Uji kekerasan brinell menggunakan indentor bola baja yang dikeraskan, sementara uji kekerasan vickers menggunakan indentor dimana piramida intan bersudut 136o (Asmara, 2005). Sedangkan Uji kekerasan rockwell C menggunakan indikator yang ditekankan pada permukaan berupa penetrator speroconical diamond (permata berbentuk kerucut).
2.9.2 Prinsip Kerja Metode Rockwell
37
[image:45.595.127.496.157.297.2]mengukur dari benda kerja yang ditest pada penunjuk (indikator) sehingga membuat waktu pengujian relatif lebih cepat (Effendi, 2009).
III. METODE PENELITIAN
3.1 Waktu dan Tempat Penelitian
Penelitian ini dilakukan pada bulan Februari 2013 sampai dengan selesai. Penelitian ini dilakukan di beberapa tempat yaitu preparasi sampel di Laboratorium Fisika Material Universitas Lampung (Unila), uji komposisi kimia di Politeknik Manufaktur Bandung serta uji kekerasan dan struktur mikro di Laboratorium Teknik Material Institut Teknologi Bandung (ITB).
3.2 Peralatan dan Bahan
3.2.1 Peralatan
Adapun peralatan yang digunakan pada penelitian ini adalah sebagai berikut: 1. Alat pemotong sampel yang berfungsi untuk memotong baja pegas daun sesuai
dengan ukuran sampel yang akan digunakan pada penelitian.
2. Optical Emision Spectroscopy (OES) yang berfungsi untuk mengetahui unsur-unsur yang ada di dalam baja pegas daun yang akan kita gunakan.
3. Tungku pemanas Nabertherm yang berfungsi untuk memanaskan sampel pada suhu tertentu atau sesuai yang diinginkan.
39
goresan atau penetrasi pada permukaannya.
5. Kertas amplas yang berfungsi untuk menghaluskan permukaan baja pegas daun yang akan digunakan dari yang tadinya permukaannya masih kasar hingga menjadi halus dan siap untuk digunakan.
6. Mesin poles Struers Labopol-25 yang digunakan untuk menghilangkan goresan-goresan setelah dilakukannya proses pengamplasan.
7. Kain poles yang digunakan untuk mempermudah menghilangkan goresan-goresan ketika dilakukan pemolesan pada sampel uji.
8. Alat pengering Wigo Faifun 1100 yang digunakan untuk mengeringkan sampel yang sudah dipoles.
9. Mikroskop Optik Olympus yang digunakan untuk melihat struktur mikro dari baja pegas daun yang digunakan dalam penelitian.
3.2.2 Bahan
Bahan-bahan yang digunakan dalam penelitian ini adalah baja pegas daun, alkohol 96 %, larutan etanol, asam nitrit 65 %, diamon pasta dan cairan oli.
3.3 Prosedur Penelitian
Adapun metode penelitian yang dilakukan pada penelitian ini melalui tahap-tahap sebagai berikut:
1. Menyiapkan bahan
20 mm dan tinggi 10 mm, sedangkan untuk sampel tanpa perlakuan panas (raw material) dengan panjang 100 mm, lebar 50 mm, dan tinggi 10 mm.
2. Preparasi sampel
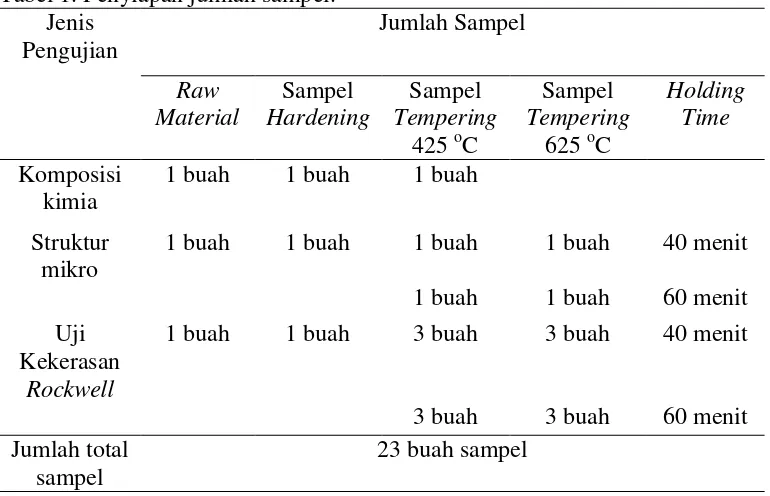
[image:48.595.128.513.357.605.2]Preparasi sampel yang dilakukan yaitu memotong baja pegas daun yang telah disiapkan dan ditandai seperti di atas. Pada penelitian kali ini pemotongan sampel dilakukan sebanyak 23 buah sampel. Dimana 3 sampel untuk uji komposisi kimia, 6 sampel untuk uji struktur mikro dan 14 sampel untuk uji kekerasan. Adapun penyiapan jumlah sampel dan penkodean sampel dapat kita lihat seperti yang ditunjukkan pada Tabel 1 dan 2 berikut.
Tabel 1. Penyiapan jumlah sampel. Jenis Pengujian Jumlah Sampel Raw Material Sampel Hardening Sampel Tempering
425 oC
Sampel Tempering
625 oC
Holding Time
Komposisi kimia
1 buah 1 buah 1 buah
Struktur mikro
1 buah 1 buah 1 buah 1 buah 40 menit 1 buah 1 buah 60 menit Uji
Kekerasan Rockwell
1 buah 1 buah 3 buah 3 buah 40 menit
3 buah 3 buah 60 menit Jumlah total
sampel
23 buah sampel
41
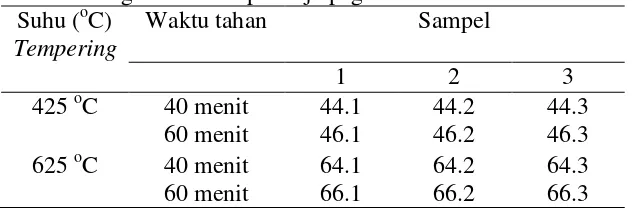
Tabel 2. Pengkodean sampel baja pegas daun. Suhu (oC)
Tempering
Waktu tahan Sampel
1 2 3
425 oC 40 menit 44.1 44.2 44.3 60 menit 46.1 46.2 46.3 625 oC 40 menit 64.1 64.2 64.3 60 menit 66.1 66.2 66.3
3. Uji komposisi kimia
Bahan atau sampel yang telah siap terlebih dahulu dilakukan uji komposisi kimianya. Uji komposisi kimia dilakukan bertujuan untuk mengetahui kandungan unsur kimia yang terdapat pada baja pegas daun yang akan digunakan sebelum dilakukannya suatu penelitian. Adapun langkah-langkah untuk mengamati uji komposisi kimia adalah sebagai berikut:
a. Memotong sampel baja sesuai dengan bentuk dan ukuran alat uji komposisi kimia.
b. Membersihkan sampel dengan pengikiran.
c. Mengampelas sampel yang telah dilakukan proses pengikiran.
d. Menguji sampel dengan alat uji Optical Emision Spectroscopy (OES) untuk melihat komposisi kimia serta unsur-unsur yang terkandung pada baja yang digunakan.
4. Perlakuan panas (heat treatment)
dilakukan perlakuan panas austenisasi (hardening). Dalam prakteknya perlakuan panas austenisasi (hardening) dilaksanakan dengan beberapa tahapan sebagai berikut:
a. Memasukkan semua spesimen perlakuan panas ke dalam dapur pemanas (furnace) dengan posisi spesimen mendatar, sehingga memudahkan dalam proses pengambilannya.
b. Menutup dan mengunci dapur pemanas (furnace) tersebut.
c. Menekan tombol “ON” pada dapur pemanas tersebut sehingga suhunya
akan naik secara perlahan-lahan.
d. Mengeset dapur pemanas (furnace) pada suhu yang ditentukan dan memutar switch temperatur ke kanan pada dapur pemanas tersebut sehingga suhunya akan naik secara cepat. Pada penelitian kali ini suhu austenisasi (hardening) yang digunakan yaitu 835 oC.
e. Setelah mencapai suhu yang kita inginkan, kita putar switch ke kiri kemudian kita atur agar lampu suhu berkedip-kedip lalu segera kita tekan tombol “CYCLE”. Posisi ini akan menahan suhu yang kita inginkan. Pada penelitian kali ini waktu tahan pada suhu austenisasi yang kita gunakan yaitu, 30 menit.
f. Setelah itu matikan dapur pemanas (furnace) dengan menekan tombol “OFF” kemudian kita keluarkan benda uji dengan menggunakan tang
43
Pada penelitian kali ini juga, digunakan perlakuan panas lebih lanjut yaitu perlakuan panas tempering. Dalam prakteknya perlakuan panas tempering dilaksanakan dengan beberapa tahapan sebagai berikut:
a. Memasukkan kembali masing-masing spesimen baja yang telah dipanaskan sampai suhu austenit yaitu, 835 °C selama 30 menit dengan perlakuan panas lebih lanjut yaitu tempering.
b. Mengeset dapur pemanas (furnace) sesuai dengan suhu tempering yang digunakan. Pada penelitian kali ini, variasi suhu tempering yang digunakan yaitu 425 °C dan 625 °C dengan lama waktu penahanan 40 dan 60 menit.
c. Setelah mencapai suhu yang kita inginkan, kita putar switch ke kiri kemudian kita atur agar lampu suhu berkedip-kedip lalu segera kita
tekan tombol “CYCLE”. Posisi ini akan menahan suhu yang kita
inginkan. Pada penelitian kali ini waktu tahan pada pemanasan tempering yang kita gunakan yaitu, 40 dan 60 menit.
d. Setelah itu matikan dapur pemanas (furnace) dengan menekan tombol “OFF” kemudian kita keluarkan benda uji dengan menggunakan tang
penjepit dan kita dinginkan secara lambat dengan pendinginan udara terbuka (normalizing).
5. Uji kekerasan rockwell
Pada penelitian kali ini, pengujian kekerasan yang digunakan yaitu metode uji kekerasan rockwell. Adapun langkah-langkah untuk mengamati nilai kekerasan pada penelitian kali ini adalah sebagai berikut:
a. Melakukan pengampelasan pada sampel dengan memakai amplas, dengan nomor kekerasan atau tingkat kehalusan amplas: #100, #220, #400, #600, #1000 dan #2000.
b. Melakukan pengujian nilai kekerasan dengan menggunakan mesin uji rockwell. Dimana pada penelitian kali ini, pengujian nilai kekerasan diambil sebanyak lima kali dengan lima titik yang berbeda dan berdekatan.
c. Mencatat data yang terbaca pada mesin uji rockwell. 6. Struktur mikro
Pengamatan struktur mikro dilakukan untuk mengetahui susunan fasa pada suatu benda uji atau spesimen. Struktur mikro dan sifat paduannya dapat diamati dengan berbagai cara bergantung pada sifat yang dibutuhkan. Salah satu cara mengamati struktur suatu bahan yaitu dengan teknik metallografi dengan menggunakan alat mikroskop optik. Adapun langkah-langkah untuk mengamati struktur mikro adalah sebagai berikut:
a. Memotong sampel sesuai dengan ukuran alat uji struktur mikro (mikroskop optik).
b. Sampel yang telah dipotong kemudian di mounting.
45
d. Melakukan pemolesan pada sampel dengan menggunakan kain poles yang ditempelkan pada piringan yang berputar pada mesin poles, dimana sebelumnya telah diolesi oleh diamon pasta.
e. Melakukan pengetsaan dimana permukaan sampel dicelupkan ke dalam larutan nital (larutan etanol+asam nitrit) selama + 5 detik dan kemudian dibersihkan dengan air dan alkohol setelah itu dikeringkan dengan alat pengering. Setelah sampel benar-benar kering, Kemudian dilakukan pengamatan struktur mikro dengan perbesaran 300x dan 600x, dengan menggunakan alat mikroskop optik olympus.
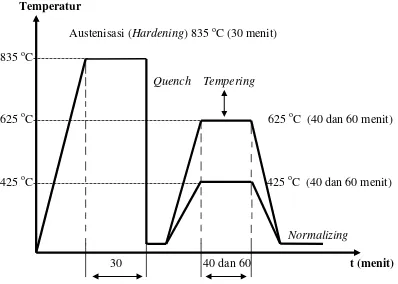
3.4 Siklus Perlakuan Panas Tempering pada Baja
Temperatur
Austenisasi (Hardening) 835 oC (30 menit) 835 oC---
Quench Tempering
625 oC--- 625 oC (40 dan 60 menit)
425 oC--- 425 oC (40 dan 60 menit)
Normalizing
[image:54.595.116.514.86.370.2]30 40 dan 60 t (menit)
Gambar 8. Grafik siklus perlakuan proses tempering pada baja pegas daun.
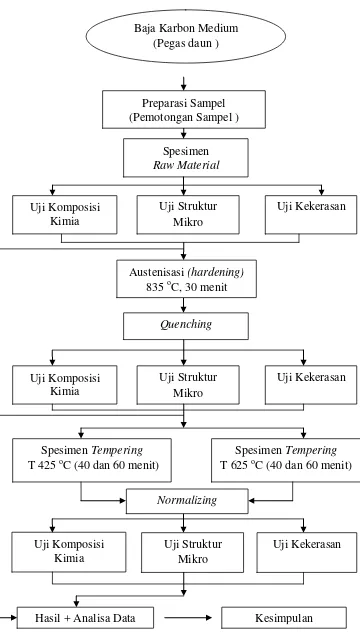
3.5 Diagram Alir Penelitian
Secara garis besar, langkah kerja pada penelitian ini dapat dilihat pada Gambar 9. Penelitian dimulai dengan preparasi sampel baja pegas daun yang melewati proses pemotongan sampel.
47
Gambar 9. Diagram alir proses penelitian. Baja Karbon Medium
(Pegas daun )
Preparasi Sampel (Pemotongan Sampel )
Austenisasi (hardening) 835 oC, 30 menit
Spesimen Tempering T 425 oC (40 dan 60 menit)
Uji Komposisi Kimia
Uji Struktur Mikro
Uji Kekerasan
Hasil + Analisa Data Kesimpulan Uji Komposisi
Kimia
Spesimen Raw Material
Uji Struktur Mikro
Uji Kekerasan
Spesimen Tempering T 625 oC (40 dan 60 menit) Quenching
Normalizing Uji Komposisi
Kimia
Uji Struktur Mikro
V. KESIMPULAN DAN SARAN
5.1. Kesimpulan
Berdasarkan hasil penelitian yang telah dilakukan, dapat disimpulkan bahwa: 1. Pengujian komposisi kimia menunjukkan bahwa baja pegas daun yang
digunakan tergolong ke dalam baja karbon sedang (C = 0,57%).
2. Pengujian komposisi kimia menunjukkan bahwa perlakuan panas ternyata tidak terlalu mempengaruhi hasil uji komposisi kimia, dimana baja pegas daun yang digunakan mengandung (C = 0,57%) karbon sebelum perlakuan panas, (C = 0,55%) karbon setelah proses perlakuan panas hardening dan (C = 0,56%) setelah perlakuan panas tempering.
3. Hasil uji kekerasan menunjukkan nilai kekerasan tertinggi yaitu pada suhu 835 oC, yang merupakan pemanasan hardening yang diikuti dengan pendinginan quench yaitu sebesar 58,2 HRc, sedangkan untuk nilai kekerasan tempering dan pengaruh waktu tahan pada umumnya menunjukkan penurunan nilai kekerasan, dimana semakin tinggi suhu tempering dan semakin lama waktu penahanan maka nilai kekerasannya akan semakin kecil.
74
5. Hasil struktur mikro sebelum perlakuan panas menunjukkan struktur kristal ferit dan perlit, setelah perlakuan panas hardening dan pendinginan quench struktur kristal berubah menjadi martensit, dan setelah pemanasan tempering dan pendinginan normalizing struktur martensit berubah menjadi martensit temper yang lebih halus dan merata.
5.2.Saran
DAFTAR PUSTAKA
Amanto, H dan Daryanto. 1999. Ilmu Bahan. Bumi Aksara. Jakarta. Hal 63-87 American Society for Metals. 1965. Failure Analysis and Prevention. Vol. 10. 8th
Edition. Ohio ASM
Andriansyah. 2007. Pengaruh Temperatur Pada Proses Heat Treatment Untuk Meningkatkan Ketahanan Aus Baja Karbon Rendah Pada Pena Pegas Daun. Jurnal Ilmiah Poli Rekayasa.Vol.3. N0. 1. Hal 8-9
Anonymous A. 2012. Jenis-Jenis Baja. http//klasifikasi baja.com. disunting pada tanggal 2 September 2012. pukul 13.30
Anonymous B. 2012. Gambar Baja Pegas Daun. http//baja pegas daun.com. disunting pada tanggal 4 September 2012. pukul 10.00
Anonymous C. 2012. Kelemahan dan Kelebihan Baja Pegas Daun. http//baja pegas daun.com. disunting pada tanggal 5 September 2012. pukul 15.00 Anonymous D. 2013. Gambar Metode Uji Komposisi Kimia. http//Uji Komposisi
Kimia.com. disunting pada tanggal 5 April 2013. pukul 16.00
ASM Handbook. 1991. Properties and Selection: Iron Steels and High Performance Alloys. Tenth Edition. Metals Handbook. Vol 4. pp 97-105 ASM Handbook. 1993. Properties and Selection: Iron Steels And High
Performance Alloys. Metal handbook. Vol 1. pp 329-335
Asmara, A. 2005. Analisa Pengaruh Perlakuan Panas Sebelum dan Sesudah Penemperan Terhadap Nilai Kekerasan Pada Baja Perkakas HSS. Jurnal Ilmiah Teknik Mesin. Vol.7. No.3. Hal 135-140
Dalil, M. Prayitno, A dan Inonu, I. 1999. Pengaruh Perbedaan Waktu Penahanan Suhu Stabil (Holding Time) Terhadap Kekerasan Logam. Jurnal Natur Indonesia. Vol.2. No.1. Hal 12-17
Departemen Pendidikan Nasional. 2005. Kamus Besar Bahasa Indonesia Edisi Ketiga. Balai Pustaka. Jakarta. Hal 91
Effendi, S. 2009. Pengaruh Perbedaan Waktu Penahanan Suhu Stabil Terhadap Kekerasan Logam. Jurnal Austenit Teknik Mesin.Vol.1. No.1. Hal 39-42 Fadare, D.A, Fadara, T.G and Akanbi, O.Y. 2011. Effect of Heat Treatment on
Mechanical Properties and Microstructure of NST 37-2 Steel. Journal of Minerals & Materials Characterization & Engineering. Vol.10. No.3. pp 299-308
Fitri. 2012. Pengaruh Suhu Pemanasan, Lama Pemanasan dan Pendinginan Secara Cepat Terhadap Sifat Ketangguhan Pada Baja Karbon Medium. (Skripsi). Jurusan Fisika Fakultas MIPA. Universitas Lampung. Bandar Lampung
George, D.E. 1986. Mechanical Metallurgy, 3rd Edition. Mc. Grawl-Hill International Book Company.
Haryadi, G.D. 2006. Pengaruh Suhu Tempering Terhadap Kekerasan, Kekuatan Tarik dan Struktur Mikro Pada Baja K-460. Jurnal Teknik Mesin. Vol.8, No.2. Hal 1-8
Higgins, R.A. 1999. Engineering Metallurgy Part I Applied Physical Metallurgy. Six Edition, Arnold. London
Karmin dan Ginting, M. 2012. Analisis Peningkatan Kekerasan Baja Amutit Menggunakan Media Pendingin Dromus. Jurnal Austenit Jurusan Teknik Mesin. Vol.4. No.1. Hal 1-7
Koswara, E. 1999. Pengujian Bahan Logam. Humaniora Utama Press. Bandung Lestari, N.I. 2012. Pengaruh Suhu Pemanasan, Lama Pemanasan dan
Pendinginan Secara Cepat Terhadap Sifat Kekerasan dan Mikrostruktur pada Baja Hypoeutectoid. (Skripsi). Jurusan Fisika Fakultas MIPA Universitas Lampung. Bandar Lampung
Miftakhuddin, N. 2006. Pengaruh Temper Dengan Quench Media Oli Mesran SAE 20W-50 Terhadap Karakteristik Medium Carbon Steel. (Skripsi). Pendidikan Teknik Mesin Fakultas Teknik Uiversitas Negeri Semarang. Semarang
Mulyadi dan Sunitra, E. 2010. Kajian Perubahan Kekerasan dan Difusi Karbon Sebagai Akibat Dari Proses Karburisasi dan Proses Kuancing Pada Material Gigi Perontok Power Thresher. Jurnal Teknik Mesin. Vol.7. No.1. Hal 33-49
Mulyanti. 1996. Pengaruh Kadar Mangan (Mn) Dan Perlakuan Panas Terhadap Sifat Mekanis Dan Struktur Mikro Paduan Baja Mangan Austenit, Universitas Indonesia. Jakarta. Hal 75-78
Murtiono, A. 2012. Pengaruh Quenching dan Tempering Terhadap Kekerasan dan Kekuatan Tarik Serta Struktur Mikro Baja Karbon Sedang Untuk Mata Pisau Pemanen Sawit. Jurnal e-Dinamis. Vol.II. No.2. Hal 57-70
Nur, I. Junaidi dan Hanwar, O. 2005. Analisis Pengaruh Media Pendingin Dari Proses Perlakuan Panas Terhadap Kekuatan Sambungan Pegas Daun Dengan Las Smaw. Jurnal Teknik Mesin. Vol.2. No.1. Hal 18-23
Rassizadehghani, J. Raygan, S.H. and Askari, M. 2006. Comparison of the quenching capacities of hot salt and oil baths. International Journal of Metal Science and Heat Treatment. Vol 48. No.5-6. pp 193-198
Sardjono KP, K. 2009. Pengaruh Hardening pada Baja JIS G 4051 Grade S45C Terhadap Sifat Mekanis dan Struktur Mikro. Jurnal Sains dan Teknologi Indonesia. Vol.11. No. 2. Hal 95-100
Schonmentz, G. 1985. Pengetahuan Bahan Dalam Pengerjaan Logam. Bumi Aksara. Bandung
Setiadji, W.M. 2007. Perubahan Ketangguhan Bahan ST.40 yang Telah Mengalami Proses Double Hardening Dengan Carburizing. (Skripsi). Jurusan Pendidikan Teknik Mesin Universitas Negeri Semarang. Semarang. Hal 22-23
Sidney. 1992. Introduction for Physics Metallurgy. Prentice-Hall Inc. USA
Sulaiman. 2010. Pengaruh Proses Pelengkungan dan Pemanasan Garis Pelat Baja Kapal AISI E 2512 Terhadap Nilai Kekerasan dan Laju Korosi. (Tesis). Program Studi Magister Teknik Mesin Program Pasca Sarjana Universitas Diponegoro. Semarang
Suratman, R. 1994. Panduan Proses Perlakuan Panas. Lembaga Penelitian Institut Teknologi Bandung. Bandung
TT, Fu and Cebon, D. 2002. Analysis of truck suspension data base, International Journal of Vehicle Design Heavy Vehicle System. Vol.9. No.4. pp 281-297 Van Vlack, L.H.; Djaprie, S. 1992. Ilmu dan Teknologi Bahan. Erlangga. Jakarta
Venkatesan, M and Devaraj, H.D. 2012. Design and Analysis Of Composite Leaf Spring In Light Vehicle. International Journal of Modern Engineering Research. Vol.2. No.1. pp 213-218
Wardoyo, J.T. 2005. Metode Peningkatan Tegangan Tarik dan Kekerasan Pada Baja Karbon Rendah Melalui Baja Fasa Ganda. Jurnal Teknik Mesin. Vol. 10. No.3. Hal 237-248
Wibowo, B.T. 2006. Pengaruh Temper dengan Quenching Media Pendingin Oli Mesran SAE 40 Terhadap Sifat Fisis dan Mekanis Baja ST 60. (Skripsi). Jurusan Pendidikan Teknik Mesin Fakultas Teknik Universitas Negeri Semarang. Semarang
Widyatmadji. 2001. Pengaruh Perlakuan Panas Normalisasi Terhadap Sifat Mekanik Dan Struktur Mikro Baja 1K3816AT Untuk Aplikasi Casing & Tubing Spesifikasi.(Skripsi). Universitas Indonesia. Jakarta
Wulandari, A. 2011. Studi Ketahanan Korosi H2 Pada Baja Karbon Rendah Yang
Mengalami Canai Hangat 600 oC. (Skripsi). Jurusan Teknik Metalurgi dan Material Fakultas Teknik Universitas Indonesia Depok. Jawa Barat
Yogantoro, A. 2010. Penelitian Pengaruh Variasi Temperatur Pemanasan Low Tempering, Medium Tempering dan High Tempering Pada Medium Carbon Steel Produksi Pengecoran Batur- Klaten Terhadap Struktur Mikro, Kekerasan dan Ketangguhan. (Toughness). (Skripsi). Jurusan Teknik Mesin Fakultas Teknik Universitas Muhammadiyah Surakarta. Surakarta
Yudiono, H. 2006. Pengaruh Temperatur Pemanasan Terhadap Kekuatan Tarik Material Baja Karbon C1045 Akibat Tempering. Jurnal Teknik Mesin. Vol.17. No.1. Hal 35-43