PERANCANGAN ALAT MATERIAL HANDLING DENGAN MENGGUNAKAN PENDEKATAN BIOMEKANIKA DAN POSTUR
KERJA PADA BAGIAN BALLING PRESS DI. PT BRIDGESTONE SUMATRA RUBBER ESTATE
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh : Nostan. S NIM. 080403192
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas segala berkat dan karunianya dan senantiasa memberikan rahmat-Nya kepada penulis sehingga dapat menyelesaikan Tugas Sarjana ini.
Tugas Sarjana ini Berjudul “Perancangan Alat Material Handling dengan Menggunakan Pendekatan Biomekanika dan Postur Kerja pada Bagian Balling Press di PT. Bridgestone Sumatra Rubber Estate”
Tugas Sarjana ini merupakan salah satu syarat yang harus dipenuhi untuk mengikuti Sidang Sarjana Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Penulis menyadari bahwa Tugas Sarjana ini belum sepenuhnya sempurna dan masih terdapat kekurangan, oleh karena itu penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini.
Akhir kata penulis mengucapkan terima kasih, semoga Tugas Sarjana ini bermanfaat bagi pembaca.
Universitas Sumatera Utara
Medan, Oktober 2010
UCAPAN TERIMA KASIH
Penulis mengucapkan Terima Kasih kepada :
1. Ibu Ir. Rosnani Ginting, M.T, selaku Ketua Departemen Teknik Industri Fakultas Teknik, Universitas Sumatera Utara.
2. Ibu Ir. Nazlina, M.T, selaku Dosen Pembimbing I dan Ibu Ir. Anizar, M.Kes, selaku Dosen Pembimbing II yang telah meluangkan waktunya dalam memberikan bimbingan pada penulis dalam penyusunan Tugas Sarjana ini. 3. Ayahanda Tamin Sitepu, BBA (Alm) dan Ibunda N. Yustina Tarigan serta
abang penulis Alexander Sitepu, S.P, Johan Sitepu dan Marino Sitepu, S.P yang telah memberikan motivasi kepada penulis dalam penyusunan Tugas Sarjana.
4. Bapak D. Ginting , Ibu D Br Simamora, Kakak Varasiska A. Ginting, S.P, dan Adik Florentina Ginting yang telah memberikan motivasi serta fasilitas tempat tinggal pada saat melakukan Riset Tugas Sarjana.
5. Teman-teman penulis Pak Dani, Pak Andre, Septa Fernando Pinem, S.T dan Robert Siahaan yang membantu penulis dalam penyelesaian Tugas Sarjana ini. 6. Bapak Drs. Sudarmaji selaku manajer Administrasi Processing, Bapak Danny Arabi, S.T ,seluruh staf Administrasi Processing dan HRD serta karyawan pada DX Factory yang telah membantu selama proses pengambilan data selama kegiatan Riset Tugas Sarjana.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN
SERTIFIKAT EVALUASI TUGAS SARJANA KEPUTUSAN SIDANG KOLOKIUM
SURAT PERJANJIAN PENYELESAIAN SUPLEMEN FORM PERBAIKAN SIDANG SARJANA
KATA PENGANTAR . ... i
UCAPAN TERIMA KASIH . ... ii
DAFTAR ISI ... iii
DAFTAR TABEL . ... vii
DAFTAR GAMBAR . ... ix
DAFTAR LAMPIRAN . ... xii
ABSTRAKSI ... xiii
I. PENDAHULUAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II. GAMBARAN UMUM PERUSAHAAN
2.1. Sejaran Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha. ... II-2 2.3. Organisasi dan Manajemen. ... II-3 2.4. Proses Pengolahan. ... II-6 2.4.1. Proses Pre cleaning ... II-6 2.4.2. Proses Produksi Crumb Rubber ... II-8
III. LANDASAN TEORI
DAFTAR ISI (Lanjutan)
BAB HALAMAN
IV. METODOLOGI PENELITIAN
4.1. Jenis Penelitian ... IV-1 4.2. Lokasi Penelitian ... IV-1 4.3. Instrumen Penelitian ... IV-1 4.4. Metode Pengumpulan Data ... IV-3 4.5. Pelaksanaan Penelitian ... IV-4 4.6. Metode Pengolahan Data ... IV-6 4.7. Analisa Pemecahan Masalah ... IV-6 4.8. Kesimpulan dan Saran ... IV-7
V. PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VI. ANALISA PEMECAHAN MASALAH
6.1. Analisis Metode Kerja Aktual ... VI-1 6.2. Analisa Perancangan Metode Kerja Baru ... VI-5 6.3. Perbandingan Matode Kerja Aktual dan
Metode Keja Baru ... VI-10 6.4. Analisa Biaya Perancangan ... VI-14
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2 DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1 Lokasi Divisi Perkebunan PT. BSRE ... II-2 2.2 Skema Persyaratan Mutu Crumb rubber ... II-14 3.1. Batasan Angkat Berdasarkan Segmen Tubuh ... III-4 3.2 Faktor Resiko Pengangkatan Beban ... III-7 3.3 Konversi Tinggi dan Berat Badan ke Dalam
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi
PT. Bridgestone Sumatra Rubber Estate ... II-5 3.1. Nordic Body Map ... III-7 3.2. Lengan Bawah dan Free Body Diagram ... III-15 3.3. Lengan Atas dan Free Body Diagram ... III-15 3.4. Punggung dan Free Body Diagram ... III-15 3.5. Paha, Betis dan Free Body Diagram ... III-16 3.6. Kaki dan Free Body Diagram ... III-16 3.7. Sudut Lengan Atas... III-17 3.8. Sudut Lengan Bawah ... III-17 3.9. Sudut Pergelangan Tangan... III-18 3.10. Sudut Batang Tubuh ... III-18 3.11. Sudut Leher ... III-19 3.12. Sudut Kaki ... III-19 4.1. Blok Diagram Metodologi Penelitian ... IV-8 5.1. Elemen Kegiatan Mengangkat Biscuit dari
Meja Pendinginan ... V-1 5.2. Elemen Kegiatan Memindahkan Biscuit ke
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.3. Elemen Kegiatan Meletakkan Biscuit di
Mesin Timbang... V-2 5.4. Elemen Kegiatan Mengangkat Biscuit dari
Mesin Timbang... V-2 5.5. Elemen Kegiatan Memindahkan Biscuit ke
Mesin Press ... V-3 5.6. Elemen Kegiatan Meletakkan biscuit diatas
Mesin Press ... V-3 5.7. Ilustrasi Aktivitas Penimbangan Manual
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
6.2. Tampak Depan Conveyor Fan ... VI-6 6.3. Tampak Belakang Conveyor Fan ... VI-7 6.4. Tampak Atas Pemasangan As, Bearing,
dan Gear pada Pipa... VI-7 6.5. Tampak Depan Pemasangan As, Bearing,
dan Gear pada Pipa... VI-7 6.6. Tampak Atas Roller Tambahan ... VI-7 6.7. Tampak Depan dan Atas Undakan
Timbangan ... VI-8 6.8. Tampak Depan dan Atas Undakan Mesin Press ... VI-8 6.9. Tampak Tiga Dimensi Rancangan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
ABSTRAKSI
Penggunaan tenaga manusia dalam dunia industri di Indonesia masih sangat dominan. Fleksibilitas gerakan merupakan alasan kuat penggunaan tenaga manusia, terutama kegiatan penanganan material secara manual (Manual Material Handling). Aktivitas Manual Material Handling diidentifikasikan sebagai penyebab keluhan musculoskeletal pada pekerja terutama penyebab penyakit tulang belakang (Low Back Paint). Keluhan musculoskeletal diakibatkan penanganan material yang berat, postur kerja yang salah, peralatan kerja yang tidak sesuai dengan anthropometri pekerja, dan frekuensi pengangkatan yang tinggi. Persoalan Manual Material Handling juga terjadi pada PT. Bridgestone Sumatra Rubber Estate terutama aktivitas penimbangan dan pengepresan biscuit pada bagian balling press. Kondisi yang nyata aktivitas penimbangan manual dan pengpresan biscuit adalah pekerja melakukan pengangkatan secara manual dengan berat biscuit mencapai ±17,5 kg dengan jarak angkat mencapai 5m, dan frekuensi pengangkatan mencapai 5 kali/ menit. Aktivitas ini pengangkatan ini berlangsung selama 8 jam/hari. Kondisi ini semakin buruk karena seorang pekerja biasanya mengangkat 2 biscuit sekaligus. Aktivitas pengangkatan beban secara manual dengan berat ±17,5 kg, jarak 5m, dan frekuensi pengangkatan berlangsung selama 8 jam akan memberikan tekanan pada otot saraf, sehingga menyebabkan kelelahan dan dalam jangka waktu yang panjang dapat menyebabkan keluhan musculoskeletal. Kondisi ini dapat memperlama proses pemindahan dan pengangkatan biscuit, sehingga untuk mengejar target produksi standar pendinginan biscuit dari suhu 1000C menjadi 500C dengan lama pendinginan selama±12menit yang telah ditetapkan perusahaan tidak dapat terpenuhi
Tujuan dari penelitian ini adalah melakukan perancangan fasilitas kerja dengan merancang alat material handling yang dapat membantu proses pemindahan serta mengurangi kelelahan dan keluhan musculoskeletal untuk mempercepat proses pendinginan biscuit dengan mempertimbangkan aspek ergonomis dan ekonomis.
Penelitian dimulai dengan mengidentifikasi keluhan musculoskeletal pekerja, postur kerja serta besar gaya otot yang dikeluarkan pada saat bekerja. Hasil identifikasi menunjukkan dimensi anthropometri yang diperlukan untuk fasilitas perancangan. Penelitian ini juga menghitung biaya yang dikeluarkan untuk melakukan perancangan.
ABSTRAKSI
Penggunaan tenaga manusia dalam dunia industri di Indonesia masih sangat dominan. Fleksibilitas gerakan merupakan alasan kuat penggunaan tenaga manusia, terutama kegiatan penanganan material secara manual (Manual Material Handling). Aktivitas Manual Material Handling diidentifikasikan sebagai penyebab keluhan musculoskeletal pada pekerja terutama penyebab penyakit tulang belakang (Low Back Paint). Keluhan musculoskeletal diakibatkan penanganan material yang berat, postur kerja yang salah, peralatan kerja yang tidak sesuai dengan anthropometri pekerja, dan frekuensi pengangkatan yang tinggi. Persoalan Manual Material Handling juga terjadi pada PT. Bridgestone Sumatra Rubber Estate terutama aktivitas penimbangan dan pengepresan biscuit pada bagian balling press. Kondisi yang nyata aktivitas penimbangan manual dan pengpresan biscuit adalah pekerja melakukan pengangkatan secara manual dengan berat biscuit mencapai ±17,5 kg dengan jarak angkat mencapai 5m, dan frekuensi pengangkatan mencapai 5 kali/ menit. Aktivitas ini pengangkatan ini berlangsung selama 8 jam/hari. Kondisi ini semakin buruk karena seorang pekerja biasanya mengangkat 2 biscuit sekaligus. Aktivitas pengangkatan beban secara manual dengan berat ±17,5 kg, jarak 5m, dan frekuensi pengangkatan berlangsung selama 8 jam akan memberikan tekanan pada otot saraf, sehingga menyebabkan kelelahan dan dalam jangka waktu yang panjang dapat menyebabkan keluhan musculoskeletal. Kondisi ini dapat memperlama proses pemindahan dan pengangkatan biscuit, sehingga untuk mengejar target produksi standar pendinginan biscuit dari suhu 1000C menjadi 500C dengan lama pendinginan selama±12menit yang telah ditetapkan perusahaan tidak dapat terpenuhi
Tujuan dari penelitian ini adalah melakukan perancangan fasilitas kerja dengan merancang alat material handling yang dapat membantu proses pemindahan serta mengurangi kelelahan dan keluhan musculoskeletal untuk mempercepat proses pendinginan biscuit dengan mempertimbangkan aspek ergonomis dan ekonomis.
Penelitian dimulai dengan mengidentifikasi keluhan musculoskeletal pekerja, postur kerja serta besar gaya otot yang dikeluarkan pada saat bekerja. Hasil identifikasi menunjukkan dimensi anthropometri yang diperlukan untuk fasilitas perancangan. Penelitian ini juga menghitung biaya yang dikeluarkan untuk melakukan perancangan.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
PT.Bridgestone Sumatra Rubber Estate merupakan perusahaan yang bergerak dalam bidang perkebunan dan pengolahan karet. Hasil perkebunan berupa getah karet akan diolah menjadi crumb rubber. Crumb rubber yang diolah oleh PT. Bridgestone Sumatra Rubber Estate akan diekspor ke Jepang dan ke berbagai negara Asia, Afrika, dan Amerika.
Proses pengolahan crumb rubber terdiri dari proses pre cleaning, wet process, dan balling press. Pre cleaning dan wet process merupakan proses
pencucian dan ekstruksi karet menjadi butiran atau remahan yang dilakukan secara otomatis. Balling press merupakan proses akhir dari produksi crumb rubber setelah karet dibentuk menjadi butiran pada wet process. Aktivitas pada
balling press terdiri dari aktivitas pengeringan, pembongkaran biscuit,
pendinginan biscuit, penimbangan, pengepresan, pendeteksian metal, pengemasan, dan pallet. Aktivitas yang ada di balling press dilakukan secara manual dan semi otomatis. Aktivitas manual dilakukan pada kegiatan yang bersifat pemindahan material (manual material handling). Aktivitas semi otomatis dilakukan pada aktivitas pengepresan biscuit , pendeteksian metal, dan pallet.
Tenaga manusia masih dominan digunakan pada aktivitas pemindahan di balling press, terutama pada aktivitas penimbangan manual dan pengepresan
penimbangan manual dan pengpresan biscuit adalah pekerja melakukan pengangkatan secara manual dengan berat biscuit mencapai ±17,5 kg dengan jarak angkat mencapai 5m, dan frekuensi pengangkatan mencapai 5 kali/ menit, dan aktivitas pengangkatan ini berlangsung selama 8 jam/hari. Masalah lainnya pada aktivitas penimbangan dan pengepresan biscuit adalah pendinginan yang dilakukan pada area terbuka mengakibatkan pendinginan biscuit tidak optimum, sehingga waktu yang dibutuhkan untuk mendinginkan biscuit dari suhu 1000C menjadi 500C adalah selama ±12menit.
Menurut Kumar (1999) mengangkat beban 1,9 kg selama 1 menit dengan periode istirahat selama 10 detik akan mengakibatkan kelelahan apabila pengangkatan dilakukan selama 4 jam, dan pengerahan tenaga yang berulang setiap hari pada tingkat repetasi yang tinggi akan mengakibatkan keluhan musculoskeletal. Dari pernyataan ini dapat disimpulkan bahwa pekerja pada
aktivitas penimbangan manual dan pengepresan biscuit mengalami kelelahan pada saat bekerja dan dalam jangka waktu panjang akan berpotensi mengalami keluhan musculoskeletal. Terjadinya kelelahan dan keluhan musculoskeletal serta proses
1.2. Perumusan Masalah
Berdasarkan latar belakang permasalahan, maka diketahui perumusan masalah sebagai berikut :
1. Pengangkatan dan pemindahan biscuit yang berlangsung selama 8jam menyebabkan pekerja mengalami kelelahan, sehingga target pendinginan biscuit yang telah ditetapkan perusahaan tidak terpenuhi.
2. Pengangkatan biscuit yang dilakukan secara tidak ergonomis, dalam jangka waktu yang panjang akan meyebabkan keluhan musculoskeletal bagi para pekerja, adanya keluhan tesebut menyebabkan kualitas kerja menurun.
1.3. Tujuan dan Sasaran Penelitian
Tujuan dari penelitian ini adalah melakukan perancangan fasilitas kerja dengan merancang alat material handling yang dapat membantu proses pemindahan serta mengurangi kelelahan dan keluhan musculoskeletal untuk mempercepat proses pendinginan biscuit dengan mempertimbangkan aspek ergonomis dan ekonomis.
Berdasarkan tujuan penelitian, maka dapat ditentukan sasaran penelitian sebagai berikut :
1. Mengidentifikasi resiko muskuloskeletal yang dialami pekerja
2. Melakukan perbaikan terhadap fasilitas kerja pada bagian balling press 3. Merancang alat material handling
5. Membandingkan metode kerja aktual dan metode kerja usulan 6. Menentukan biaya perancangan alat material handling
1.4. Manfaat Penelitian
Manfaat dari penelitian ini adalah :
1. Bagi perusahaan, menjadi masukan bagi PT. Bridgestone Sumatra Rubber Esate dalam melakukan perbaikan fasilitas untuk mengurangi kelelahan dan keluhan musculoskeletal pekerja pada bagian balling press terutama pada aktivitas penimbangan dan pengepresan biscuit.
2. Bagi peneliti, sebagai upaya aplikasi dari teori ilmiah terhadap persoalan nyata dalam dunia industri khususnya pada persoalan perancangan fasilitas kerja.
3. Bagi perguruan tinggi, sebagai tambahan refrensi mengenai perancangan fasilitas kerja di dunia industri khususnya Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
1.5. Batasan Masalah dan Asumsi
Batasan masalah dan asumsi yang digunakan dalam penelitian ini adalah : 1. Penelitian ini dilakukan hanya di DX Factory pada bagian balling press 2. Penelitian ini di fokuskan pada aktivitas penimbagan manual dan pengepresan
Asumsi-asumsi yang digunakan pada penelitian ini adalah : 1. Pekerja bekerja pada kondisi normal
2. Setiap biscuit dan bandela yang ditimbang tidak mengalami kekurangan berat, dan sesuai dengan berat standar bandela 35±0,05 kg.
1.6. Sistematika Penulisan Tugas Sarjana
Untuk memberikan gambaran yang menyeluruh dalam penilitian ini, maka Tugas Sarjana ini akan disusun dengan sistematika sebagai berikut :
Bab I, berisi tentang permasalahan yang terjadi pada bagian balling press, perumusan masalah, sasaran untuk pemecahan masalah, manfaat penelitian serta asumsi dan batasan yang digunakan pada penelitian
Bab II, menguraikan secara umum tentang perusahaan PT.Bridgestone Sumatra Rubber Estate diantaranya ruang lingkup bidang usaha, organis asi perusahaan dan proses pengolahan crumb rubber.
Bab III, berisi tentang teori-teori yang digunakan untuk pemecahan masalah antara lain teori mengenai keluhan musculoskeletal, penilaian keluhan musculoskeletal, biomekanika, postur kerja, dan teori mengenai perancangan cara
kerja yang ergonomis.
Bab V, berisi tentang pengumpulan dan pengolahan data terhadap keluhan musculoskeletal pekerja, postur kerja, biomekanika, serta anthropometri pekerja
yang merupakan dasar dari perancangan fasilitas.
Bab VI, berisi tentang analisisa pemecahan masalah terhadap keluhan pekerja, analisa terhadap perancangan fasilitas yang dapat mengurangi keluhan kerja serta analisa terhadap perbandingan fasilitas kerja yang lama dengan yang fasilitas baru ditinjau dari segi waktu pengerjaan, postur kerja, dan biomekanika
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT.Bridgestone Sumatra Rubber Estate merupakan suatu perusahaan yang bergerak dalam bidang perkebunan dan pengolahan karet. Hasil perkebunan berupa getah karet akan diolah menjadi crumb rubber. Crumb rubber atau karet remahan yang diolah oleh PT. Bridgestone Sumatra Rubber Estate akan diekspor ke jepang sebagai bahan baku pembuatan ban. Ban Bridgestone akan dipasarkan ke berbagai negara Asia, Afrika dan Amerika.
PT. Bridgestone Sumatra Rubber Estate yang terletak di Dolok Merangir, Kabupaten Simalungun, Sumatera Utara dibeli oleh perusahaan Goodyear pada tahun 1916. Perusahaan ini dibeli dari Vrenide Indice Coltounderneeming (VICO). Vrenide Indice Coltounderneeming merupakan perusahaan Belanda yang dipimpin oleh J.J. Blandeing. Pada Tahun 1917 didirikan pabrik dan kemudian, pada tahun 1927 didirikan Planing Research dan Chemical Research.
Tabel 2.1. Lokasi Divisi Perkebunan PT. BSRE
No Divisi Lokasi
1. Divisi I Naga Raja
2. Divisi II Dolok Meragir
3. Divisi III Dolok Ulu
4. Divisi IV Dolok Ulu
5. Divisi V Aek Tarum
Sumber : PT.Bridgestone Sumatera Rubber Estate, Dolok Merangir
PT. Bridgestone Sumatra Rubber Estate saat ini memiliki pabrik pengolahan crumb rubber seluas 106.537,58 m2. Pabrik pengolahan crumb rubber terbagi atas 5 factory, yaitu :
1. DM Factory (Dolok Merangir Factory)
2. DX Factory (Dolok Merangir Expansion Factory) 3. FOOM Factory
4. NB1 (New Bridgestone 1) 5. NB2 (New Bridgestone 2)
DM factory, DX factory serta Foom factory merupakan factory yang didirikan oleh PT. Goodyear Sumatra Plantations. Factory NB1 dan NB2 merupakan factory yang didirikan oleh PT. Bridgestone Sumatra Rubber Estate.
2.2. Ruang Lingkup Bidang Usaha
dilakukan oleh PT. Bridgestone Sumatera Rubber Estate membuat masyarakat sekitar terpacu untuk menanam karet. Harga jual karet pada PT. Bridgestone Sumatera Rubber Estate sangat tinggi, oleh karena itu masyarakat sekitar lebih tertarik menjual kepada PT. Bridgestone Sumatera Rubber Estate dari pada perusahaan sejenis yang ada di lingkungan sekitar. Harga Jual karet yang tinggi dikarenakan perusahaan sangat bergantung pada penjualan karet dari masyarakat. Sekitar 65% bahan baku untuk proses produksi berasal dari karet masyarakat.
Selain bergerak dalam bidang penjualan dan pengolahan karet, PT. Bridgestone Sumatera Rubber Estate juga bergerak pada bidang perkebunan karet. Hasil perkebunan karet dari PT. Bridgestone Sumatera Rubber Estate hanya memenuhi 35% dari kebutuhan bahan baku. Saat ini PT. Bridgestone meiliki 5 Divisi perkebunan yaitu di daerah Naga Raja, Dolok Ulu, Dolok Merangir dan Aek Tarum. Untuk memenuhi kebutuhan bahan baku saat ini PT. Bridgestone Sumatera Rubber Estate berupaya menambah divisi perkebunannya.
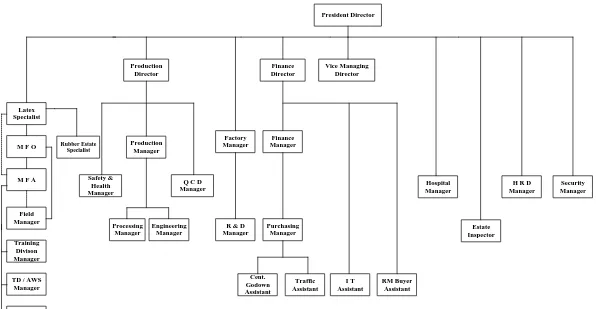
2.3. Organisasi dan Manajemen
Organisasi ditentukan atau dipengaruhi oleh badan usaha, jenis usaha dan besarnya usaha dan sistem produksi perusahaan. Dengan adanya struktur organisasi dan uraian tugas yang telah ditetapkan akan menciptakan suasana kerja yang baik dan tidak terjadi kekacauan akibat kesalahan dalam pemberian perintah dan tanggung jawab.
President Director
Dari stuktur organisasi dapat dilihat hubungan lini, fungsional, dan staff antara pimpinan tertinggi dengan bawahannya. Hubungan lini misalnya pada hubungan president director dengan para director yang ada dibawahnya. Hubungan fungsional misalnya terdapat pada manajer latex specialist dengan manager field administration (MFA). Disini manajer latex specialist
melimpahkan wewenang kepada MFA yang mempunyai jabatan fungsional sebagai pelaksana yang memiliki keahlian khusus. Hubungan staff dapat dilihat pada hubungan Finace Director dengan staff khusus IT. Tugas staff IT disini hanya memberi saran atau nasehat kepada Finace Director. Dari hal ini, maka dapat disimpulkan bahwa PT. Bridgestone Sumatra Rubber Estate memiliki struktur organisasi campuran.
2.4 Proses Pengolahan 2.4.1 Proses Pre cleaning
Bahan baku sebelum diproses di pabrik terlebih dahulu menjalani proses pre cleaning. Pre cleaning merupakan proses pengecilan ukuran, pencucian getah
karet dan juga penghilangan bau. Tahapan proses pre cleaning adalah : 1. Transportasi
Bahan baku ditransportasikan ke precleaning melalui truk 2. Drag Conveyor
3. Screw Conveyor dan Slab Cutter
Pada mesin slab cutter terjadi pengurangan ukuran secara kasar fungsinya adalah melepaskan sejumlah besar kotoran untuk kemudian dibawa ke proses selanjutnya.
4. Tangki Pencuci 1 (Settling Tank 1)
Bahan baku yang telah melewati slab cutter kemudian dimasukkan ke dalam tangki pencuci. Proses ini menyebabkan pelepasan dan pengendapan kotoran. 5. Bucket Conveyor 1
Bucket Conveyor berfungsi untuk memindahkan karet dari tangki pencuci ke
mesin selanjutnya. 6. Hammer Mill
Mesin ini berfungsi untuk memperkecil ukuran partikel dan membersihkan kotoran dengan menggunakan rotating knife yang berputar dengan kecepatan tinggi.
7. Tangki Pencuci 2 (Settling Tank 2)
Partikel Karet yang telah melewati hammer mill kemudian dimasukkan kedalam tangki pencuci 2. Disini karet dibersihkan dan kotoran diendapkan. 8. Bucket Conveyor 2
Bucket Conveyor berfungsi untuk memindahkan partikel karet dari tangki
pencuci 2 ke tahap selanjutnya, yaitu blower 9. Blower
akan dibawa oleh drumb truck dan dimasukkan kedalam bin sebelum partikel karet diproses ke tahap selanjutnya (balling process). Partikel karet disimpan pada bin sampai partikel karet tersebut mempunyai kadar DRC (Dry Rubber Content) sebesar 75-80%.
2.4.2 Proses Produksi Crumb Rubber Proses produksi terdiri dari dua , yaitu: a. Wet Process
1. Drag Conveyor
Partikel Karet dari tempat penyimpanan bin yang DRCnya telah mencapai 75-80% akan dikeluarkan dari tempat penyimpanan untuk diproses di pabrik. Partikel karet terlebih dahulu ditumpuk, kemudian partikel karet akan diletakkan di drag conveyor oleh pekerja untuk diproses di mesin slab cutter. 2. Slab Cutter
Pada mesin slab cutter bahan baku dipotong menjadi ukuran yang lebih kecil. Pada mesin slab cutter, bahan baku akan mengalami penekanan oleh screw press untuk melewati die plate. Die plate mempunyai diameter lubang sebesar
3. Settling Tank 1
Tangki ini berfungsi untuk mengendapkan kotoran. Bahan baku yang telah melewati settling tank I akan di transfer blending tank dengan bucket conveyor 4. Bucket Conveyor 1
Pada proses pentransferan denga bucket conveyor I bahan baku juga mengalami proses pencucian
5. Blending Tank
Pada blending tank bahan baku dicuci dengan putaran mixer, fungsinya untuk pengendapan kotoran.
6. Bucket Conveyor
Karet di keluarkan dari tangki, kemudian ditranportasikan ke mesin pre breaker
7. Pre breaker
Sama seperti prinsip kerja mesin slab cutter, mesin pre breaker juga berfungsi untuk mengurangi ukuran partikel dari bahan baku serta menghilangkan serum dan kotoran. Dengan bantuan arus air, maka bahan baku akan berpindah ke settling tank 2
8. Settling Tank 2
Mesin Settling tank 2 berfungsi untuk membersihkan partikel karet dari
10.Hammer Mill
Mesin Hammer mill akan mengurangi ukuran partikel dan menghilangkan kotoran dengan menggunakan pisau yang berputar dengan kecepatan tinggi. Dengan bantuan arus air, bahan baku keluar dari hammer mill dan akan ditransportasikan di settling tank 3
11.Settling Tank 3
Mesin settling tank 3 berfungsi untuk mengaduk, sehingga kotoran mengendap.
12.Screw Conveyor dan Blower System
Partikel karet yang telah melewati Settling Tank 3 akan dibawa dengan screw conveyor kedalam system pneumatic transfer. Melalui system pneumatic
transfer bahan baku akan dibawa ke dalam settling tank 4
13.Settling Tank 4
Sama dengan settling tank sebelumnya, fungsi settling tank 4 adalah mengendapkan kotoran yang ada pada partikel karet.
14.Screw Conveyor dan Blower System
Partikel karet ditransfer dari settling tank 4 menggunakan screw conveyor ke dalam system pneumatic transfer. Melalui system pneumatic transfer partikel karet akan ditransfer ke mesin extruder I
15.Extruder 1
pemotongan kecepatan tinggi, sehingga menghasilkan partikel karet yang kecil. Mesin extruder berfungsi mengurangi ukuran partikel, sehingga memudahkan pengeringan dan mengurangi serum dan kotoran. Partikel karet yang telah melewati mesin extruder I akan dibawa arus air ke settling tank 5 16.Washing tank 5
Pada settling tank 4 partikel karet akan dicuci untuk mengendapkan kotoran. 17.Screw/ Blower
Partikel karet kemudian ditransfer menggunakan screw conveyor ke dalam system pneumatic transfer. Partikel karet akan ditransfer oleh system
pneumatic transfer ke mesin extruder 2
18.Extruder 2
Pada mesin extruder 2 bahan baku akan mengalami proses penekanan untuk melewati die plate dengan diameter 2,4mm–3mm. Pada mesin extruder 2, partikel karet akan dipotong dan diekstruksi
19.Blower + Cyclone
Produk crumb yang diekstrusi dimasukkan ke blower arus udara, partikel karet akan ditransfer secara pneumatik ke trolley. Partikel karet dipisahkan dari udara menggunakan aliran gas siklon. Partikel karet turun ke dalam trolley dan partikel udara habis, sehingga dihasilkan kualitas produk akhir
b. Balling Press
1. Trolley (Lori Pengering)
Trolley dibagi ke dalam beberapa bagian untuk memudahkan pembentukan
pump dan blower. Trolley berisi 28 kotak, masing-masing kotak berukuran
60cm x 20cm x 25cm 2. Dryer (Pengering)
Trolley diisi oleh partikel karet kemudian dimasukkan kedalam dryer dan akan
dipanaskan selama ±12 menit dengan suhu 1150C-1250C. Setelah 12 menit, trolley akan keluar secara otomatis. Selanjutnya akan dilakukan
pembongkaran Biscuit oleh pekerja. 3. Pembongkaran Biscuit
Biscuit yang telah dikeringkan dari dryer (suhu sekitar 80-1000C) ditempatkan pada meja pendinginan untuk didinginkan selama 1 timer (±12 menit, dengan suhu yang diinginkan selama masa pendinginan sebesar <500C.
4. Penimbangan Manual dan Pengepresan
Biscuit yang telah didinginkan kemudian akan dtimbang dengan berat
35kg±0,05. Biscuit yang telah memenuhi kriteria penimbangan, kemudian akan dipress dengan mesin press selama 15 detik. Biscuit yang telah dipress (bandela) akan diambil sampel sesuai dengan kriteria pengambilan sampel pada PT. BSRE
5. Pengambilan Sampel
ditolak oleh petugas QCD. Bandela kemudian dipotong dua setiap 6 bandela, secara visual diperiksa untuk memeriksa white spot dan kontaminasi.
6. Penimbangan Ulang dan Pendeteksian Metal
Setiap bandela kemudian ditimbang ulang dengan timbangan digital. Penimbangan ulang untuk memastikan bahwa berat dari produk sesuai dengan standar yang telah ditetapkan. Bandela kemudian ditransfer ke detektor logam dengan menggunakan belt conveyor, jika terkontaminasi bandela akan ditolak oleh inspektur QCD dan kemudian dipisahkan.
7. Pengemasan dan Pallet
Bandela diberi label atau nomor dan kemudian dikemas setelah mendapatkan persetujuan kualitas dari QCD. Bandela yang tidak sesuai dengan kualitas kemudian dipisahkan dalam “on hold area” untuk kemudian diproduksi kembali. Bandela kemudian akan dimasukkan ke dalam pallet, setiap pallet berisi 36 bandela.
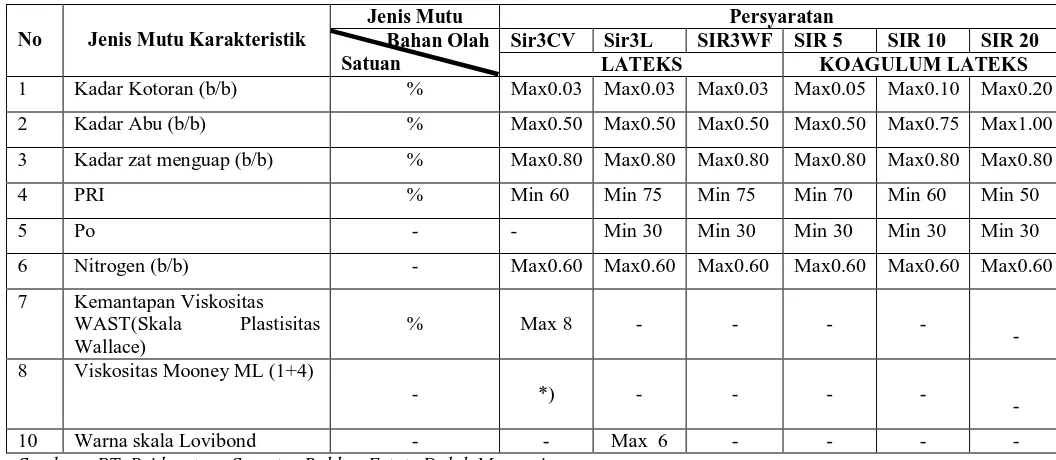
Produk yang dihasilkan berdasarkan Standard Indonesia Rubber yang disajikan dalam bentuk bandela dengan berat dan ukuran tertentu. Ukuran bandela SIR yang diperdagangkan adalah panjang 675±25 mm dan lebar 35 mm, dapat mempunyai berat sebesar 33 1/3 atau 35 kg, atau sesuai dengan permintaan pembeli.
Tabel 2.2. Skema Persyaratan Mutu Crumb Rubber No Jenis Mutu Karakteristik
Jenis Mutu Persyaratan
Bahan Olah Satuan
Sir3CV Sir3L SIR3WF SIR 5 SIR 10 SIR 20
LATEKS KOAGULUM LATEKS
1 Kadar Kotoran (b/b) % Max0.03 Max0.03 Max0.03 Max0.05 Max0.10 Max0.20
2 Kadar Abu (b/b) % Max0.50 Max0.50 Max0.50 Max0.50 Max0.75 Max1.00
3 Kadar zat menguap (b/b) % Max0.80 Max0.80 Max0.80 Max0.80 Max0.80 Max0.80
4 PRI % Min 60 Min 75 Min 75 Min 70 Min 60 Min 50
5 Po - - Min 30 Min 30 Min 30 Min 30 Min 30
6 Nitrogen (b/b) - Max0.60 Max0.60 Max0.60 Max0.60 Max0.60 Max0.60
7 Kemantapan Viskositas
WAST(Skala Plastisitas Wallace)
% Max 8 - - - -
-
8 Viskositas Mooney ML (1+4)
- *) - - - -
-
10 Warna skala Lovibond - - Max 6 - - - -
BAB III
LANDASAN TEORI
3.1. Material Handling
Material Handling merupakan kegiatan mengangkat, mengangkut,
meletakkan bahan atau barang dengan menggunakan alat transportasi. Hal yang harus diperhatikan dalam material handling adalah peralatan (alat angkut) yang digunakan seperti peralatan manual, semi otomatis, ataupun otomatis. Aktivitas material handling di industri biasanya dilakukan dengan menggunakan alat/
mesin atau menggunakan tenaga manusia. Hubungan manusia dengan mesin pada aktivitas material handling dibagi menjadi 3, yaitu :
1. Hubungan Manual (Manual Material Handling)
Kegiatan manual material handling merupakan kegiatan pemindahan dan pengangkatan yang dilakukan secara manual dan peralatan kerja hanyalah sekedar menambah kemampuan atau kapabilitas dalam menyelesaikan pekerjaan yang dibebankan. Kegiatan Manual MaterialHandling yang sering dilakukan pada dunia industri antara lain :
2. Hubungan Semi Otomatis
Hubungan semi otomatis merupakan suatu mekanisme pemindahan dimana manusia tidak mengeluarkan tenaga yang besar. Dalam hubungan ini manusia hanya mengontrol display yang tersedia pada alat pemindah. Display tersebut akan kemudian akan ditranformasikan sebagai sumber tenaga penggerak secara langsung. Dalam dunia industri hubungan ini misalnya, pemindahan dengan forklift, trucks, trailer.
3. Hubungan Otomatis
Hubungan otomatis merupakan proses pemindahan dimana mesin akan melaksanakan dua fungsi sekaligus yaitu menerima rangsangan dari luar (sensing) dan pengendali aktivitas seperti umumnya yang dijumpai pada prosedur kerja normal yaitu sebagai sumber tenaga. Fungsi pekerja disini sebagai monitor agar peralatan pemindah dapat bekerja dengan baik serta memasukkan data atau mengganti dengan program baru apabila diperlukan. Dalam dunia industri contoh kegiatan ini misalnya pemindahan dengan menggunakan Automatic Guide Vehicle (AGV) yang deprogram dengan sistem komputer.
3.2. Resiko Manual Material Handling
Pemindahan beban secara manual dapat menimbulkan penyakit akibat kerja yang biasa disebut dengan “Over exertion lifting and carrying” yaitu kerusakan jaringan tubuh yang diakibatkan pengangkatan beban yang berlebih. Pemindahan beban secara manual memiliki fleksibilitas yang tinggi dan harga yang murah apabila dibandingkan dengan pemindahan material menggunakan alat bantu. Pekerjaan pemindahan secara manual pada industri berisiko besar penyebab penyakit tulang belakang (low back paint). Hal ini diakibatkan pengangkatan beban yang berlebihan dan posisi tubuh yang salah pada saat pengangkatan.
Low Back Paint yang diakibatkan oleh pengaruh pemindahan beban secara
manual terdapat pada aktivitas pengangkatan yang berat. Usaha untuk mengurangi hal tersebut adalah dengan cara mengadakan pelatihan, pendidikan dan penyuluhan tentang pengaruh negatifnya. Usaha lainnya adalah perhatian khusus kepada perancangan produk yang dapat memperbaiki sistem kerja.
Tabel 3.1. Batasan Angkat Berdasarkan Segmen Tubuh Segmen Tubuh Panjang Tiap Segmen
(% dari tinggi badan) Lengan bawah dan Tangan 20
Lengan Atas 20
Lengan keseluruhan 40
Thorax dan Abdomen 30
Telapak kaki dan betis 29
Paha 24
Kaki keseluruhan 53
Sumber : Human Factors Engineering “ Chandler Allen Philips” ;2004
3.3. Cumulative Trauma Disorder
Sering dijumpai pada sebuah industri terjadi kecelakaan kerja. Kecelakaan kerja tersebut disebabkan oleh faktor dari pekerja sendiri atau dari pihak manajemen perusahaan. Kecelakaan yang disebabkan oleh pihak pekerja sendiri, karena pekerja tidak hati-hati atau mereka tidak mengindahkan peraturan kerja yang telah dibuat oleh pihak manajemen. Faktor penyebab yang ditimbulkan dari pihak manajemen, biasanya tidak adanya alat-alat keselamatan kerja atau bahkan cara kerja yang dibuat oleh pihak manajemen masih belum mempertimbangkan segi ergonominya. Misalnya pekerjaan mengangkat benda kerja di atas 50 Kg tanpa menggunakan alat bantu. Kondisi ini bisa menimbulkan cidera pada pekerja (Suhardi, 2008).
kerusakan-kerusakan kecil akibat trauma berulang yang membentuk kerusakan-kerusakan yang cukup besar dan menimbulkan rasa sakit. Hal ini sebagai akibat penumpukan cidera kecil yang setiap kali tidak sembuh total dalam jangka waktu tertentu yang bisa pendek dan bisa lama, tergantung dari berat ringannya trauma setiap hari, yang diekspresikan sebagai rasa nyeri, kesemutan, bengkak dan gejala lainnya.
Gejala CTD biasanya muncul pada jenis pekerjaan yang monoton, sikap kerja yang tidak alamiah, penggunaan atau pengerahan otot yang melebihi kemampuannya. Biasanya gejala muncul dianggap sepele atau dianggap tidak ada. Trauma pada jaringan tubuh antara lain disebabkan: over exertion, over stretching, dan over compressor.
CTD dapat digolongkan sebagai penyakit akibat kerja, apabila dapat dibuktikan terdapat pemaparan dari dua atau lebih faktor resiko ergonomi di tempat kerja. Ada beberapa faktor resiko untuk terjadinya CTD, yaitu (Suhardi 2008):
1. Terdapat postur atau sikap tubuh yang janggal. 2. Gaya yang melebihi kemampuan jaringan.
3. Lamanya waktu pada saat melakukan posisi janggal. 4. Frekuensi siklus gerakan dengan postur janggal per menit.
Beberapa contoh CTD:
a. Tendinitis, adalah tendon yang meradang. Gejala yang muncul: sakit, bengkak, nyeri tekan, lemah di tempat yang terpapar (siku, bahu).
b. Rotator cuff tendinitis, satu atau lebih dari empat rotator cuff tendonitis pada bahu meradang. Gejala yang muncul: sakit, gerakan terbatas pada bahu.
c. Tenosynovitis, pembengkakan pada tendon dan sarung yang menutupi tendon. Gejalanya: pembengkakan, nyeri tekan, sakit pada tempat yang terpapar (siku, tangan, lengan).
d. Carpal tunnel syndrome, tekanan yang terlalu berat pada syaraf medianus yang melalui pergelangan tangan. Gejalanya: mati rasa,kesemutan, pegal, dan sakit pada pergelangan tangan.
e. Tennis elbow, peradangan pada tendon di siku. Gejala yang muncul: sakit, sedikit bengkak, dan lemah.
f. White finger, pembuluh darah di jari rusak. Gejalanya pucat di jari-jari, mati rasa, dan perasaan seakan jari terbakar.
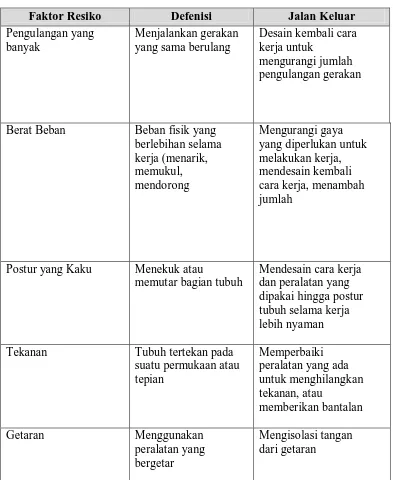
Tabel 3.2. Faktor Resiko Pengangkatan Beban
Faktor Resiko Defenisi Jalan Keluar
Pengulangan yang banyak
Menjalankan gerakan yang sama berulang
Desain kembali cara kerja untuk
mengurangi jumlah pengulangan gerakan
Berat Beban Beban fisik yang berlebihan selama kerja (menarik, memukul, mendorong
Mengurangi gaya yang diperlukan untuk melakukan kerja, mendesain kembali cara kerja, menambah jumlah
Postur yang Kaku Menekuk atau
memutar bagian tubuh
Mendesain cara kerja dan peralatan yang dipakai hingga postur tubuh selama kerja lebih nyaman Tekanan Tubuh tertekan pada
suatu permukaan atau tepian
Memperbaiki peralatan yang ada untuk menghilangkan tekanan, atau
memberikan bantalan
Getaran Menggunakan
peralatan yang bergetar
Mengisolasi tangan dari getaran
3.4. Standard Nordic Body Map Questioner
Untuk mengetahui keluhan musculosletal pada pekerja maka dilakukan pengukuran denga alat ukur ergonomik. Alat ukur yang digunakan adalah Standard Nordic Questioner (SNQ). Melalui Standard Nordic Questioner dapat
diketahui bagian-bagian otot yang mengalami keluhan dengan tingkat keluhan mulai dari rasa yang tidak nyaman (agak sakit) sampai rasa sangat sakit (Tarwaka, 2004).
Dengan melihat dan menganalisis peta tubuh (SNQ) maka dapat diestimisasi jenis dan tingkat keluhan otot skeletal yang dirasakan oleh pekerja. Cara ini sangat sederhana namun kurang teliti karena mengandung subjektivitas yang tinggi.
Data keluhan muskulosletal didapat dengan menyebar kuisioner kepada pekerja yang bekerja pada departemen yang akan diteliti. Dari kuisioner akan ditentukan bagian tubuh dari pekerja yang mengalami keluhan muskulosletal. Tingkat keluhan terdiri dari, tidak sakit, agak sakit, sakit, dan sangat sakit. Pertanyaan yang diajukan dalam kuisioner menyangkut bagian tubuh secara keseluruhan.
Hasil Kuisoner akan menetukan keluhan yang dirasakan pekerja pada waktu bekerja. SNQ merupakan indikator awal, apabila terjadi keluhan muskoloskeletal yang dirasakan oleh pekerja. Melalui kuisioner ini peneliti dapat
mengindikasikan keluhan yang dirasakan oleh pekerja.
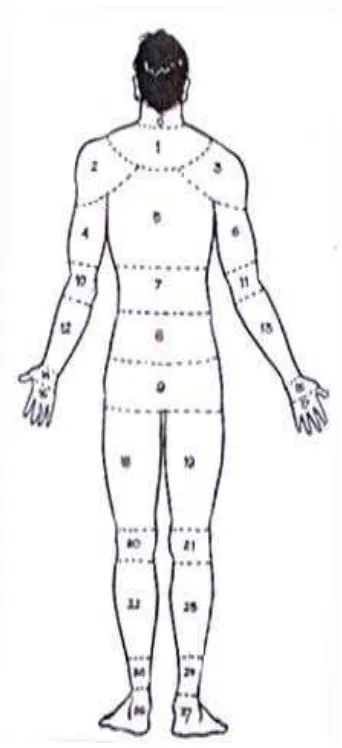
1, agak sakit dengan nilai 2, sakit dengan nilai nilai 3, dan sangat sakit dengan nilai 4. Dari jawaban ini akan diketahu persentase dari pekerja yang mengalami keluhan akibat kerja. Gambar Nordic Body Map dapat dilihat pada Gambar 3.1.
Gambar 3.1. Nordic Body Map
Keterangan Gambar
0 : Leher Bag. Atas 16 : Tangan Kiri 1 : Leher Bag. Bawah 17 : Tangan Kanan
2 : Bahu Kiri 18 : Paha Kiri
4 : Lengan Atas Kiri 20 : Lutut Kiri
5 : Pinggang 21 : Lutut Kanan
6 : Lengan Atas Kanan 22 : Betis Kiri
7 : Punggung 23 : Betis Kanan
8 : Bokong 24 : Pergelangan Kaki Kiri
9 : Pantat 25 : Pergelangan Kaki Kanan
10 : Siku Kiri 26 : Kaki Kiri
11 : Siku Kanan 27 : Kaki Kanan 12 : Lengan Bawah Kiri
13 : Lengan Bawah Kanan 14 : Pergelangan Tangan Kiri 15 : Pergelangan Tangan Kanan
3.5. Plibel
Salah satu metode untuk mengidentifikasi faktor-faktor ketegangan musculoskeletal yang dapat menyebabkan dampak yang merugikan adalah plibel.
Plibel yang dirancang untuk memenuhi kebutuhan-kebutuhan seperti itu. Plibel sudah digunakan di dalam beberapa penelitian ergonomi dan sebagai suatu alat di bidang pendidikan (Stanton, 2005).
didokumentasikan seperti resiko ergonomi pada jurnal dan buku teks yang terdaftar. Jika terdapat suatu pertanyaan yang tidak relevan terhadap suatu daerah tubuh tertentu, dan jika dokumentasi yang ada tidak ditemukan di dalam literatur, hal tersebut ditunjukkan pada bidang abu-abu dalam daftar dan tidak perlu dijawab. Metode Plibel adalah suatu metode penilaian yang umum dan tidak dimaksudkan untuk pekerjaan tertentu. Plibel mengamati bagian tubuh maupun keseluruhan dari tubuh dan meringkas identifikasi resiko ergonomi yang terjadi dalam beberapa kalimat. Plibel adalah suatu metode investigasi awal untuk peninjau tempat kerja dalam mengidentifikasi resiko ergonomi, pengukuran seperti beban dan waktu atau pengamatan dari penelitian yang lain.
3.6. Biomekanika
Biomekanika adalah ilmu yang menggunakan hukum-hukum fisika dan biologi yang bertujuan untuk mendeskripsikan gerakan dan gaya pada berbagai macam bagian tubuh ketika melakukan aktivitas. Biomekanika biasanya berhubungan dengan pekerjaan yang bersifat material handling, seperti pengangkatan dan pemindahan secara manual, atau pekerjaan lain yang menggunakan otot tubuh.
mengakibatkan kecelakaan kerja ataupun low back pain, yang menjadi permasalahan bagi para pekerja maupun perusahaan.
Biomekanika dapat diterapkan pada perancangan kembali pekerjaan yang sudah ada, mengevaluasi pekerjaan, penanganan material secara manual, pembebanan statis dan penentuan sistem waktu.
Prinsip-prinsip biomekanika dalam pengangkatan beban adalah sebagai berikut (Suhardi 2008):
1. Sesuaikan berat dengan kemapanan pekerja dengan mempertimbangkan frekuensi pemindahan.
2. Manfaatkan dua atau lebih pekerja untuk memindahkan barang yang berat. 3. Ubahlah aktivitas jika mungkin sehingga lebih mudah, ringan dan tidak
berbahaya.
4. Minimasi jarak horizontal gerakan antara tempat mulai dan berakhir pada pemindahan barang.
5. Material terletak tidak lebih tinggi dari bahu. 6. Kurangi frekuensi pemindahan.
7. Berikan waktu istirahat.
8. Berlakukan rotasi kerja terhadap pekerjaan yang sedikit membutuhkan tenaga. 9. Rancang kontainer agar mempunyai pegangan yang dapat dipegang dekat
dengan tubuh.
3.6.1. Gaya Statis dan Dinamis Pada Manusia
Manusia mempunyai karakteristik fisik diantaranya tinggi (H) dan berat (W) yang merupakan dua elemen dasar dalam perhitungan biomekanika. Dimana H merupakan tinggi badan saat berdiri tegak (dalam meter) dan W merupakan berat badan (dalam Newton). Tinggi dan berat badan kemudian akan dikonversikan untuk mendapatkan panjang dan berat dari tiap segmen tubuh. Hal ini akan memudahkan dalam pembuatan free body diagram (FBD) yang akan dikembangkan untuk menganalisa persoalan biomekanika. Konversi tinggi dan berat badan ke dalam segmen tubuh dapat dilihat pada Tabel 3.3.
Tabel 3.3. Konversi Tinggi dan Berat Badan ke Dalam Segmen Tubuh Segmen Tubuh Panjang Tiap Segmen
(% dari tinggi badan)
Berat Tiap Segmen (%dari tinggi badan)
Kepala dan leher 17 8
thorax, abdomen, dan pelvis
- 60
Satu kaki dan pelvis - 25
Secara umum, tubuh manusia merupakan kombinasi dari sejumlah besar partikel. Analisis ini mempertimbangkan ukuran tubuh yaitu tinggi dan berat badan serta gaya yang bekerja pada partikel yang berbeda sehingga gaya luar akan diterapkan pada titik-titik yang berbeda. Gaya yang bekerja pada tubuh dibagi menjadi dua jenis yaitu gaya eksternal dan gaya internal. Gaya eksternal merupakan gaya yang berasal dari sistem yang berada di luar tubuh. Gaya eksternal sangat mempengaruhi perubahan kesetimbangan tubuh. Gaya internal adalah gaya yang berasal dari dalam tubuh, misalnya sistem otot yang bekerja karena adanya pembebanan eksternal. Untuk mengetahui gaya eksternal dan internal yang terjadi pada tubuh, maka digunakan prinsip kesetimbangan berdasarkan hukum Newton.
Menurut hukum pertama Newton, tubuh dikatakan dalam keadaan setimbang apabila gaya luar yang bekerja pada saat itu adalah sama dengan nol. Untuk pergerakan dalam dua dimensi pada koordinat x dan y, persamaannya adalah sebagai berikut (Chandler Allen Philips, 2000):
∑
Fx=0 (1)∑
Fy=0 (2)Agar tubuh mencapai kesetimbangan rotasi, momen eksternal pada sumbu sembarang yang terletak pada titik dalam tubuh harus sama dengan nol. Untuk sistem gaya luar yang bekerja pada bidang x dan y, dan menunjukkan bahwa M0 sebagai asal, maka kondisi kesetimbangan rotasi adalah:
∑
M0 =0 (3)Menurut hukum kedua Newton, gaya dapat menyebabkan perubahan gerak benda. Benda yang bergerak dapat berhenti jika dikenai gaya (ditahan) dan benda diam dapat bergerak jika dikenai gaya (didorong). Jika massa benda tetap dan gaya yang mengenainya diperbesar, percepatan yang terjadi makin besar. Jika massa benda tetap dan gaya yang mengenainya diperbesar, percepatan yang terjadi makin besar. Jika massa benda diperbesar dan gaya yang mengenainya tetap, percepatan yang terjadi makin kecil. Secara Matematis, dapat dituliskan persamaan :
∑
F =maDimana :
F = gaya (N)
a = percepatan m/s2
m = massa benda (kg)
Sebenarnya hukum kedua ini tidaklah jauh berbeda dengan hukum pertama keduanya membicarakan gerak benda akibat pengaruh gaya yang bekerja pada benda. Pada hukum pertama kemungkinan keadaan benda adalah diam atau bergerak dengan kecepatan konstan. Berarti bahwa benda dalam keadaan diam yang berarti tidak ada perpindahan.
3.6.2. Free Body Diagram (FBD)
Untuk menganalisis gaya dan momen-momen yang bekerja pada tubuh dalam dua dimensi untuk kondisi kesetimbangan statis, maka digunakan prosedur sebagai berikut (Chandler Allen Philips, 2000) :
1. Gambarkan Free Body Diagram (FBD) dari unsur-unsur sistem dan gaya eksternal yang diketahui.
2. Membentuk sistem koordinat x dan y yang menunjukkan arah positif untuk gerakan transilasi dan rotasi, kemudian menyelesaikan semua gaya eksternal dari tiap komponen disepanjang sumbu orthogonal. 3. Untuk setiap Free Body Diagram (FBD) berlaku kondisi
kesetimbangan translasi dan rotasi. Untuk permasalahan keseimbangan statis, maka belaku persamaan (1), (2), dan (3).
4. Menyelesaikan persamaan dari parameter yang tidak diketahui. Pastikan untuk menyertakan arah dan unit yang benar dari gaya dan momen pada saat menyelesaikan persamaan.
1. Free Body Diagram untuk Lengan Bawah
Sumber : Chandler Allen Philips (Human Factors Engineering, 2000) Gambar 3.2. Lengan Bawah dan Free Body Diagram 2. Free Body Diagram untuk Lengan Atas
Sumber : Chandler Allen Philips (Human Factors Engineering, 2000) Gambar 3.3. Lengan Atas dan Free Body Diagram 3. Free Body Diagram untuk Punggung
4. Free Body Diagram untuk Paha dan Betis
Sumber : Chandler Allen Philips (Human Factors Engineering, 2000) Gambar 3.5. Paha, Betis Free Body Diagram 5. Free Body Diagram untuk Kaki
Sumber : Chandler Allen Philips (Human Factors Engineering, 2000) Gambar 3.6. Kaki dan Free Body Diagram
3.7. Rapid Upper Limb Assessment (RULA)
mendeteksi postur kerja yang merupakan faktor resiko (risk factors). Metode ini didesain untuk menilai para pekerja dan mengetahui beban musculoskeletal yang kemungkinan dapat menimbulkan gangguan pada anggota tubuh bagian atas.
Dalam mempermudah penilaiannya maka tubuh dibagi atas 2 segmen yaitu grup A terdiri atas lengan atas (upper arm), lengan bawah (lower arm), dan pergelangan tangan (wrist), sedangkan grup B terdiri dari leher (neck), punggung (trunk), dan kaki (legs). Berikut ini adalah penilaian postur kerja berdasarkan metode RULA.
a. Grup A
1. Upper Arm (lengan atas)
Gambar 3.7. Sudut Lengan Atas Tabel 3.4. Penilaian Lengan Atas
Lengan Atas
Pergerakan Skor Skor Berubah :
+1 jika batang tubuh berputar/bengkok/bung kuk
200 (fleksi dan ekstensi) 1 >200 (ekstensi), 20-450 (fleksi) 2
45-900 3
>900 4
Sumber : Hand Book of Human Factors Engineering “ Stanton, dkk”, 2004 2. Lower Arm (lengan bawah)
Tabel 3.5. Penilaian Lengan Bawah
Lengan Bawah
Pergerakan Skor
60-1000 1
<600 atau >1000 2 Sumber : Hand Book of Human Factors Engineering “ Stanton, dkk”, 2004
3. Wrist (pergelangan tangan)
Gambar 3.9. Sudut Pergelangan Tangan Tabel 3.6. Penilaian Pergelangan tangan
Pergelangan tangan
Pergerakan Skor Skor Berubah :
Jika pergelangan tangan menjauhi sisi tengah
Posisi Netral 1
0-150 (fleksi atau ekstensi) 2 >150 (fleksi atau ekstensi) 3
Sumber : Hand Book of Human Factors Engineering “ Stanton, dkk”, 2004 4. Wrist Twist (Putaran Pergelangan Tangan)
Kriteria untuk penilaian putaran pergelangan tangan (wrist twist) dapat dilihat pada Tabe 3.7.
Tabel 3.7. Penilaian Putaran Pergelangan tangan
Lengan Bawah
Pergerakan Skor
Posisi tengah dari putaran 1
Pada atau dekat dari putaran 2 Sumber : Hand Book of Human Factors Engineering “ Stanton, dkk”, 2004 a. Grup B
Tabel 3.8. Penilaian Batang Tubuh
Batang Tubuh
Pergerakan Skor Skor Berubah :
+1 jika batang tubuh berputar/bengkok/bung
Sumber : Hand Book of Human Factors Engineering “ Stanton, dkk”, 2004
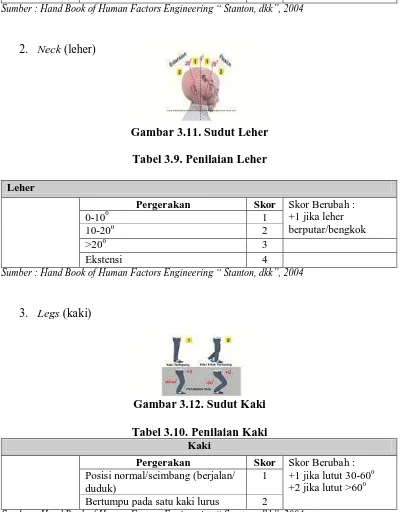
2. Neck (leher)
Gambar 3.11. Sudut Leher Tabel 3.9. Penilaian Leher
Leher
Pergerakan Skor Skor Berubah :
+1 jika leher
Sumber : Hand Book of Human Factors Engineering “ Stanton, dkk”, 2004
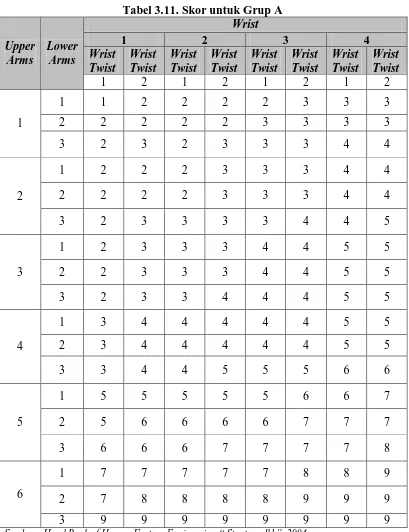
3. Legs (kaki)
Gambar 3.12. Sudut Kaki Tabel 3.10. Penilaian Kaki
Kaki
Pergerakan Skor Skor Berubah :
+1 jika lutut 30-600 +2 jika lutut >600 Posisi normal/seimbang (berjalan/
duduk)
1
Bertumpu pada satu kaki lurus 2
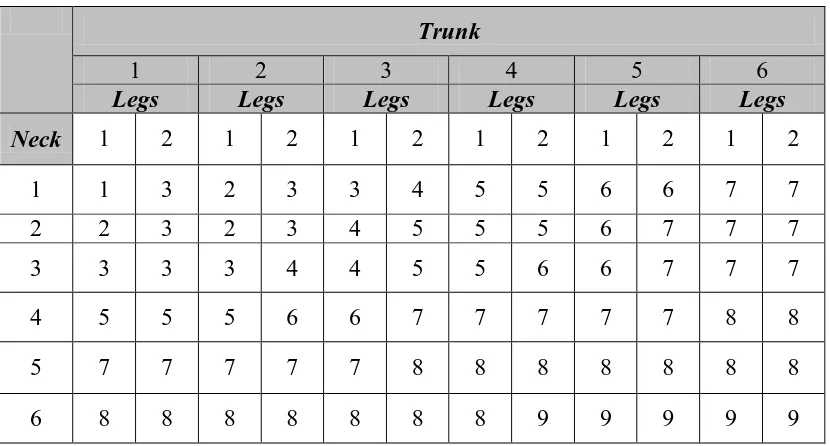
Berdasarkan nilai yang didapat dari grup A yang terdiri dari lengan atas, lengan bawah dan pergelangan tangan, maka skor untuk Grup A dapat dilihat pada Tabel 3.11.
Tabel 3.11. Skor untuk Grup A
Upper
Pertimbangan lain yang harus diperhitungkan untuk penilaian RULA adalah nilai beban dan aktivitas. Nilai untuk beban dapat dilihat pada Tabel 3.12, nilai aktivitas dapat dilihat pada Tabel 3.13.
Tabel 3.12. Penilaian Beban dan Kekuatan
Beban dan Kekuatan
Pergerakan Skor Skor Berubah :
+1 Jika kekuatan cepat
<5kg 0
2-10 kg 1
>10kg 2
Sumber : Hand Book of Human Factors Engineering “ Stanton, dkk”, 2004 Tabel 3.13. Skor Aktivitas untuk Elemen Gerakan I
Aktivitas Skor Keterangan
Postur Statik +1 Satu atau lebih bagian tubuh statis
Pengulangan +1 Tindakan pengulangan mencapai 4 kali/ menit Sumber : Hasil Pengolahan
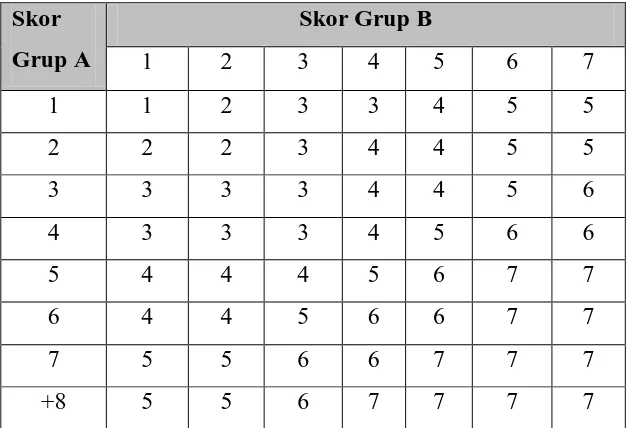
Berdasarkan nilai yang didapat dari grup B yang terdiri dari batang tubuh, leher dan kaki, maka skor untuk Grup B dapat dilihat pada Tabel 3.14.
Tabel 3.14. Skor untuk Grup B Trunk
Skor C RULA merupakan matriks perpotongan antara skor pada grup A dan skor pada grup B. Skor C RULA akan menentukan level resiko postur kerja, skor C RULA dapat dilihat pada Tabel 3.15, sedangkan level tindakan RULA dapat dilihat pada Tabel 3.16.
Tabel 3.15. Skor C RULA Skor
Grup A
Skor Grup B
1 2 3 4 5 6 7
1 1 2 3 3 4 5 5
2 2 2 3 4 4 5 5
3 3 3 3 4 4 5 6
4 3 3 3 4 5 6 6
5 4 4 4 5 6 7 7
6 4 4 5 6 6 7 7
7 5 5 6 6 7 7 7
+8 5 5 6 7 7 7 7
Sumber : Hand Book of Human Factors Engineering “ Stanton, dkk”, 2004
Tabel 3.16. Skor dan Level Tindakan RULA
Skor RULA Level Resiko Tindakan
1-2 Minimum Aman
3-4 Kecil Diperlukan beberapa waktu ke depan
5-6 Sedang Tindakan salam waktu ekat
7 Tinggi Sekarang juga
3.8. Anthropometri
Istilah antropometri berasal dari “anthro” yang berarti manusia dan “metri” yang berarti ukuran. Antropometri adalah pengetahuan yang menyangkut pengukuran tubuh manusia khususnya dimensi tubuh. Antropometri secara luas akan digunakan sebagai pertimbangan-pertimbangan ergonomis dalam proses perancangan (design) produk maupun sistem kerja yang akan memerlukan interaksi manusia. Manusia pada umumnya berbeda-beda dalam hal bentuk dan dimensi ukuran tubuhnya. Beberapa faktor yang mempengaruhi ukuran tubuh manusia, yaitu (Suhardi 2008) :
1. Umur
Ukuran tubuh manusia akan berkembang dari saat lahir sampai sekitar 20 tahun untuk pria dan 17 tahun untuk wanita. Setelah itu, tidak lagi akan terjadi pertumbuhan bahkan akan cenderung berubah menjadi pertumbuhan menurun ataupun penyusutan yang dimulai sekitar umur 40 tahunan.
2. Jenis kelamin (sex)
Dimensi ukuran tubuh laki-laki umumnya akan lebih besar dibandingkan dengan wanita, terkecuali untuk bagian tubuh tertentu seperti pinggul dan sebagainya.
3. Suku / bangsa (etnic)
4. Sosio ekonomi
Tingkat sosio ekonomi sangat mempengaruhi dimensi tubuh manusia. Pada negara-negara maju dengan tingkat sosio ekonomi tinggi, penduduknya mempunyai dimensi tubuh yang besar dibandingkan dengan negara-negara berkembang.
5. Posisi tubuh (posture)
Sikap ataupun posisi tubuh akan berpengaruh terhadap ukuran tubuh oleh karena itu posisi tubuh standar harus diterapkan untuk survey pengukuran.
Data antropometri yang berhasil diperoleh akan diaplikasikan secara luas antara lain dalam hal:
1. Perancangan areal kerja (work station)
2. Perancangan peralatan kerja, seperti mesin dan peralatan
3. Perancangan produk-produk konsumtif seperti pakaian, kursi/meja komputer, dan lain-lain
4. Perancangan lingkungan kerja fisik
3.9. Perpindahan Kalor Konveksi
Konveksi merupakan perpindahan kalor dimana media penghantar ikut berpindah, proses perpindahan ini biasanya terjadi dari benda padat ke fluida atau sebaliknya. Perpindahan kalor secara konveksi biasanya dipengaruhi oleh koefisien perpindahan kalor konveksi (convection heat transfer coefficient) atau disimbolkan dengan h. Harga h biasanya dipengaruhi oleh oleh sifat termal fluida seperti konduktivitas termal, kalor spesifik dan densitas, dan viskositas fluida. Sifat-sifat tadi mempegaruhi profil kecepatan dan mempengaruhi laju perpindahan energi .
Apabila disekitar plat fluida tidak bergerak atau tanpa sumber penggerak, maka perpindahan kalor tetap dengan disertai pergerakan fluida akibat gradien densitas pada fluida disekitar plat. Peristiwa ini disebut dengan konveksi bebas (free convection). Lawan dari peristiwa ini adalah konveksi paksa (forced convection) yang terjadi apabila fluida dengan sengaja dihembuskan dengan
sistem penggerak. Menurut hukum Newton tentang pendinginan, bahwa persamaan konveksi adalah :
) ( − ∞ =hAT T
q w
dimana : h = Koefisien Perpindahan Kalor A = Luas Penampang
T = Suhu
adalah nilai h, yaitu apabila kecepatan medan dipengaruhi oleh unsur luar seperti kipas, maka proses yang terjadi adalah konveksi paksa.
Nilai h dapat dinyatakan dari bilangan Nusselt (Nu), dengan rumus
Nu =
k hl
dimana : L = Panjang Penampang k = Kondutivitas Termal
Nu = Bilangan Nusselt
3.10. Pendekatan Desain Fasilitas
Secara umum baik dalam memodifikasi atau meredesain stasiun kerja yang sudah ada maupun mendesain stasiun kerja yang baru. Para perancang sering dibatasi oleh faktor finansial maupun teknologi seperti, keluasan, modifikasi, ketersediaan ruangan, lingkungan, ukuran frekuensi alat yang digunakan, kesinambungan pekerjaan dan populasi yang menjadi target. Dengan demikian desain dan redesain harus selalu berkompromi antara kebutuhan biologis operator dengan kebutuhan stasiun kerja fisik baik ukuran maupun fungsi alat dalam stasiun kerja. Kompromi untuk stasiun kerja tersebut mempertimbangkan anthropometri dan lokasi elemen mesin terhadap posisi kerja, jangkauan,
Pendekatan secara sistematik untuk menentukan dimensi stasiun kerja dapat dilakukan dengan cara sebagai berikut (Tarwaka, 2004) :
1. Mengidentifikasi variabilitas populasi pemakai yang didasarkan pada etnik, jenis kelamin dan umur
2. Mendapatkan data anthropometri yang relevan dengan populasi pemakai 3. Pengukuran anthropometri perlu mempertimbangkan pakaian, sepatu dan
posisi normal
4. Menentukan kisaran ketinggian dari pekerjaan utama. Penyediaan kursi dan meja yang dapat distel, sehingga operator dimungkinkan bekerja dengan sikap duduk maupun berdiri secara bergantian.
5. Tata letak dari alat-alat tangan, kontrol harus dalam kisaran jangkauan optimum
6. Menempatkan display yang tepat, sehingga pekerja dapat melihat objek dengan pandangan yang tepat dan nyaman
7. Review terhadap desain stasiun kerja secara berkala
penanganan material secara manual, pembebanan statis dan penentuan sistem waktu. Beberapa prinsip yang digunakan untuk mengevaluasi pemindahan material secara manual adalah sebagai berikut (Nurmianto 2008):
1. Pindahkan beban yang berat dari mesin ke mesin yang telah dirancang dengan menggunakan roller.
2. Aturlah peletakan fasilitas, sehingga semakin memudahkan metodologi angkat pada ketinggian permukaan pinggang.
3. Berilah tanda atau angka pada beban sesuai dengan beratnya.
4. Bebaskan area kerja dari gerakan dan peletakan area yang menggangu jalur dari pekerja.
5. Hindarkan lantai kerja dari sesuatu yang dapat membuat licin, sehingga akan membahayakan pekerja pada saat perjalanan memindahkan material.
BAB IV
METODOLOGI PENELITIAN
4.1. Jenis Penelitian
Jenis penelitian ini termasuk dalam action research yang mencoba untuk mengembangkan metode kerja yang paling efisien pada bagian balling press. Tujuannya adalah untuk memperbaiki sistem kerja pada bagian balling press, sehingga produktivitas serta kesehatan dan keselamatan kerja dapat ditingkatkan.
4.2. Lokasi Penelitian
Penelitian dilakukan di PT. Bridgestone Sumatra Rubber Estate yang terletak di Dolok Merangir, Serbelawan Kecamatan Dolok Batu Nanggar. Pemilihan Lokasi penelitian dilakukan dengan menggunakan metode purposive sampling. Metode ini digunakan karena penentuan lokasi mempertimbangkan
kriteria-kriteria tertentu sesuai dengan tujuan penelitian. Penelitian ini dilakukan untuk menilai dan merancang prosedur kerja di PT.Bridgestone Sumatra Rubber Estate pada bagian balling press dimana kondisi kerjanya sesuai dengan kondisi yang akan diteliti oleh peneliti.
4.3. Instrumen Penelitian
Lembar catatan merupakan instrumen yang digunakan dalam wawancara yang berisi daftar pertanyaan yang terkait dengan perusahaan dan masalah yang akan dipecahkan.
2. Lembar Pengamatan
Lembar pengamatan merupakan instrumen yang digunakan dalam observasi untuk mencatat dan mengumpulkan informasi yang ada.
3. SNQ (Standard Nordic Questioner)
SNQ (Standard Nordic Questioner) merupakan pedoman untuk mengetahui keluhan musculoskeletal pekerja.
4. Plibel
Plibel digunakan sebagai checklist untuk mengidentifikasi penyebab musculoskeletal dan hubungannya dengan lingkungan tempat kerja,
lingkungan dan organisasi 5. Goniometer
Goniometer berfungsi untuk mengukur sudut gerakan kerja untuk penilaian postur kerja dan penilaian biomekanika.
6. Stopwatch
Stopwatch berfungsi untuk mengukur kecepatan dan frekuensi pengangkatan. 7. Meteran
4.4. Metode Pengumpulan Data
Data yang dikumpulkan dalam penelitian ini diperoleh dari data primer dan data sekunder, yaitu:
1. Data primer
Data yang diperoleh secara langsung dari tempat yang dijadikan sebagai objek penelitian. Data primer yang dikumpulkan adalah :
a. Metode kerja awal
b. Data frekuensi pengangkatan c. Data kecepatan pengangkatan d. Data Anthropometri
e. Postur kerja
f. Pengukuran sudut gerakan kerja, jarak pengangkatan dan besarnya beban g. Harga komponen perancangan
2. Data sekunder
Data sekunder diperoleh dari dokumen perusahaan, berupa : a. Data karyawan seperti jumlah karyawan
b. Pembagian waktu kerja pada bagian balling press c. Layout pada bagian balling press
d. Jumlah produksi per hari
Metode yang digunakan untuk mengumpulkan data dalam melakukan penelitian ini, yaitu:
Metode pengumpulan data dengan mengadakan pengamatan langsung pada objek yang diteliti. Metode ini dilakukan untuk mengetahui aktivitas yang dilakukan oleh pekerja pada bagian balling press.
2. Wawancara
Pengumpulan data dengan cara melakukan interaksi tanya jawab dengan para pekerja mengenai keluhan musculoskeletal yang dirasakan pekerja.
3. Pengukuran Langsung
Pengumpulan data dengan cara melakukan pengukuran langsung terhadap pekerja. Pengukuran dilakukan terhadap sudut gerakan kerja, anthropometri, kecepatan dan frekuensi pengangkatan.
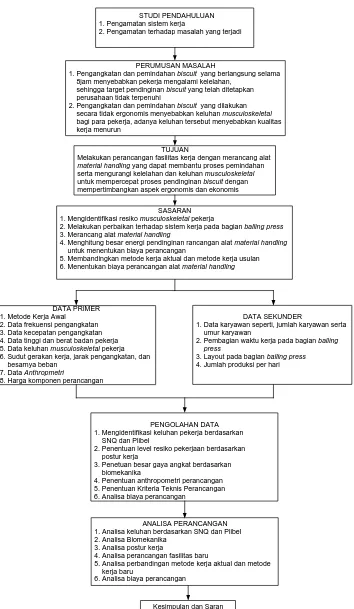
4.5. Pelaksanaan Penelitian
Pelaksanaan penelitaan dilakukan dengan tahapan sebagai berikut: 1. Pengamatan pendahuluan
Penelitian ini diawali dengan pengamatan pendahuluan pada bagian balling press untuk mengetahui masalah yang terjadi.
2. Identifikasi keluhan musculoskeletal pekerja
bagian balling press sebanyak 18 orang pekerja. Pertanyaan tentang keluhan akan dijawab oleh pekerja dengan panduan dari peneliti.
3. Pengukuran Frekuensi Pengangkatan
Pengukuran frekuensi pengangkatan dilakukan dengan menggunakan stopwatch. Pengukuran frekuensi pengangkatan dilakukan untuk mengetahui
pekerja normal berdasarkan pendekatan banyaknya pengangkatan yang dapat dilakukan oleh pekerja selama 1 menit. Pengukuran frekuensi pengangkatan dilakukan terhadap 18 pekerja dengan pengukuran masing-masing pekerja sebanyak 10 kali.
4. Pengukuran Kecepatan Pengangkatan
Pengukuran kecepatan pengangkatan dilakukan terhadap 18 pekerja dengan menggunakan stopwatch. Tujuan pengukuran ini untuk mengetahui kecepatan rata-rata pengangkatan pekerja pada bagian balling press. Kecepatan pengangkatan diperlukan untuk perhitungan gaya otot yang dialami pekerja pada saat memindahkan biscuit/ bandela.
5. Pengukuran Sudut Gerakan Kerja
Pengukuran sudut gerakan kerja dilakukan dengan menggunakan alat ukur goniometer. Pengukuran dilakukan terhadap pekerja normal berdasarkan frekuensi pengangkatan.
6. Pengukuran Anthropometri
4.6. Metode Pengolahan Data
Berdasarkan hasil pengamatan dan pengumpulan data yang dilakukan, maka dilakukan pengolahan data, dengan metode sebagai berikut:
1. Metode Grafik
Metode ini digunakan untuk membandingkan keluhan pekerja terhadap beban kerja. Grafik akan menunjukkan bagian-bagian tubuh yang mengalami keluhan muskuloskeletal dari masing-masing pekerja.
2. Metode Non Statistik
Metode non statistik yang digunakan adalah konsep biomekanika dan postur kerja. Biomekanika digunakan untuk mencari nilai Ry, Rx dan Fm yang merupakan gaya yang bekerja pada tubuh akibat pembebanan eksternal. Kemudian nilai ini akan dibandingkan dengan gaya yang dapat diterima oleh tubuh berdasarkan rekomendasi. Metode postur kerja digunakan untuk mengetahui postur kerja yang tidak aman dari elemen-elemen kegiatan yang ada. 3. Metode Statistik
Uji statistik dilakukan terhadap data anthropometri, uji tersebut diantaranya: a. Uji keseragaman data
b. Uji kecukupan data c. Perhitungan nilai persentil
4.7. Analisa Pemecahan Masalah
postur kerja dihubungkan dengan keluhan pekerja. Setelah itu dilakukan perancangan terhadap material handling yang disesuaikan dengan anthropometri pekerja.
4.8. Kesimpulan dan Saran