PENGARUH VARIASI ARUS LAS TERHADAP SIFAT
MEKANIK DAN KETANGGUHAN LAS SMAW
DENGAN ELEKTRODA NSN308
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
ALBERT TANDIKA
NIM. 08 0401 057
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa, atas segala karunia dan rahmatNya yang senantiasa diberikan kepada penulis sehingga dapat menyelesaikan Tugas Sarjana ini.
Skripsi ini adalah salah satu syarat untuk dapat lulus menjadi Sarjana Teknik di Departemen Teknik Mesin, Fakultas Teknik, Universitas Sumatera Utara. Adapun Skripsi yang dipilih, diambil dari mata kuliah Teknik Pengelasan, denagn judul skripsi, “ PENGARUH VARIASI ARUS LAS TERHADAP SIFAT MEKANIK DAN KETANGGUHAN LAS SMAW DENGAN ELEK-TRODA NSN308 .”
Dalam penulisan Tugas Skripsi ini, penulis selalu berupaya dengan segala kemampuan pembahasan dan penyajian, baik dengan disiplin ilmu yang diperoleh selama masa perkuliahan, menggunakan literatur serta bimbingan dan arahan dari Dosen Pembimbing.
Selama pembuatan Tugas Skripsi ini dimulai dari proses awal penelitian sampai penulisan dan akhirnya penyelesaian, saya banyak mendapat bimbingan dan bantuan dari berbagai pihak. Pada kesempatan ini, penulis tidak lupa menyampaikan terima kasih yang sebesar-besarnya kepada :
1. Kedua orang tua penulis, Ayahanda tercinta, Ir. Lasido Mindari dan Ibunda tercinta, Jio Gek Hong yang terus membimbing dan men-garahkan penulis.
2. Bapak Ir. Alfian Hamsi,M.Sc. selaku Dosen Pembimbing yang selalu membimbing serta mengarahkan penulis selama proses penyelesaian Tugas Skripsi ini.
4. Bapak/Ibu Staff Pengajar dan Pegawai di Departemen Teknik Mesin
Fakultas Teknik Universitas Sumatera Utara.
5. Seluruh rekan-rekan mahasiswa Teknik Mesin, terkhusus stambuk
2008 yang tidak dapat disebutkan namanya satu persatu, “ Solidarity
Forever “
Penulis menyadari bahwa Tugas Skripsi ini masih jauh dari sempurna,
oleh karena itu penulis mengharapkan kritik dan saran yang sifatnya membangun
demi penyempurnaan di masa mendatang.
Dengan segala hormat, akhirnya penulis berharap semoga tulisan ini berguna bagi kita semua. Semoga Tuhan Yang Maha Esa selalu menyertai kita
semua.
Medan, April 2015 Penulis,
ABSTRAK
“ PENGARUH VARIASI ARUS LAS TERHADAP SIFAT MEKANIK DAN KETANGGUHAN LAS SMAW DENGAN ELEKTRODA NSN308 ”.
Oleh : Albert Tandika
FT USU
Penelitian ini bertujuan untuk mengetahui pengaruh arus pengelasan terhadap sifat
mekanik dan ketangguhan las SMAW dengan elektroda NSN308. Salah satu
fak-tor yang mempengaruhi ketangguhan material adalah sifat mekanik dari material
tersebut. Jika material diberi proses pengelasan, maka akan dapat merubah sifat
mekanik dari material tersebut. Penelitian ini menggunakan bahan baja tahan
karat yang mengandung kadar C = 0,08 %, Si = 1 %, Mn = 2 %, S = 0,03 %, P = 0,045 %, Ni = 10-12 %, Cr = 19-21 %. Spesimen diberi perlakuan pengelasan
dengan variasi arus dengan interval 25 Ampere, mulai dari 120 Ampere, 145
Am-per dan 170 AmAm-pere dengan menggunakan las SMAW DC polaritas terbalik
den-gan elektroda NSN308 diameter 4 mm. DC polaritas terbalik yaitu pemeden-gang
elektroda dihubungkan dengan kutub positif dan logam induk dihubungkan
den-gan kutub negatif. Jenis kampuh yang digunakan adalah kampuh V denden-gan sudut 45º. Spesimen dilakukan uji tarik, kekerasan, ketangguhan dan dilakukan foto
mikro. Hasil uji impak spesimen dengan arus 120 Ampere, besar energi yang
dis-erap adalah 271,337 J, untuk spesimen 145 Ampere, besar energi rata-rata yang diserap adalah 299,723 J, dan besar energi rata-rata yang diserap untuk spesimen arus 170 Ampere adalah 246,637J. Nilai regangan spesimen dengan arus las 120 Ampere adalah 12,56 %, untuk arus las 145 Ampere adalah sebesar 12,67 %, dan untuk arus las 170 Ampere, rata-rata besar nilai regangannya adalah 36,06 %. Ni-lai kekerasan spesimen arus las 120 Ampere adalah 151 BHN, untuk spesimen 145 Ampere nilainya adalah 157 BHN, serta spesimen arus las 170 Ampere nilai kekerasan adalah sebesar 143 (142,667) BHN
Kata kunci adalah variasi, arus, SMAW, foto mikro, ketangguhan, NSN308,
ABSTRACT
THE EFFECT OF WELD FLOW VARIATION ON MECHANICAL PROPERTIES AND WELDING SMAW WITH ELECTRODE NSN308
By : Albert Tandika
FT USU
This study aims to determine the effect of welding current on mechanical
proper-ties and toughness SMAW welding with electrodes NSN308. One of the factors that affect the material toughness is the mechanical properties of the material. If
the material given welding process, it will be able to change the mechanical
prop-erties of the material. This study uses stainless steel materials which contain high
levels of C = 0.08%, Si = 1%, Mn = 2%, S = 0.03%, P = 0.045%, Ni = 10-12%,
Cr = 19- 21%. Specimens treated with the welding current variation by 25
Am-peres interval, ranging from 120 AmAm-peres, 145 AmAm-peres and 170 AmAm-peres using reverse polarity DC SMAW welding electrode NSN308 with a diameter of 4 mm.
DC reverse polarity is the electrode holder is connected to the positive pole and
the metal stem is connected to the negative pole. Seam type used is seam V with
45º angle. Tensile test specimens, hardness, toughness and performed micro
pho-to. Results of impact test specimens with a current of 120 Amperes, large energy
absorbed is 271.337 N · m, for 145 Amperes specimens, the average amount of
energy absorbed is 299.723 N · m, and an average of the energy is absorbed to the specimen flow 170 Amperes is 246.637 N · m. Value strain specimens with welding
current of 120 Aamperes is 12.56%, to 145 Amperes welding current is equal to
12.67%, and for welding current 170 Amperes, the average major strain value
was 36.06%. Specimen hardness value of 120 amperes welding current is 151
BHN, to the specimen 145 Amperes value is 157 BHN, as well as specimens of
170 Amperes welding current hardness value is equal to 143 (142.667) BHN
Keywords : variations, currents, SMAW, microstructure, hardness, NSN308,
DAFTAR ISI
2.2 Klasifikasi Cara-cara Pengelasan dan Pemotongan……….9
2.3 Las SMAW (Shielded Metal Arc Welding)……….…12
2.4 Elektroda……….…13
2.4.1 Elektroda Berselaput……….13
2.4.2 Klasifikasi Elektroda……….14
2.4.3 Elektroda Baja Lunak………...15
2.4.4 Memilih Besar Arus Listrik Pengelasan………….….17
2.4.4.1 Cara-cara Menyalakan Busur………..…17
2.4.4.2 Pengaruh Panjang Busur Pada Hasil Las.…..18
2.4.4.3 Pengaruh Besar Arus Las……….18
2.5 Struktur Mikro Daerah Las……….….19
2.5.1 Daerah Logam Las………19
2.5.2.1 Pengaruh Kecepatan Las Dan Besar Arus Las
Terhadap Daerah HAZ……….………23
2.5.2.2 Struktur Mikro Daerah HAZ..………23
2.5.3 Logam Induk……….……….…24
2.5.4 Heat Input……….………….………….24
2.6 Pengujian Ketangguhan………26
2.7 Kampuh V………..27
2.8 Pengujian Kekerasan………28
2.9 Pengujian Tarik……….30
2.10 Foto Struktur Mikro………..31
2.11 Pengujian Komposisi………..32
2.12 Kerangka Berfikir……….….33
BAB 3 METODOLOGI PENELITIAN………35
3.1 Langkah - langkah Penelitian………..35
3.2 Alat dan Bahan………..38
3.3 Penentuan Variabel Bebas, Terikat dan Kendali….…….…..48
3.4 Diagram Alir Penelitian……….…………49
BAB 4 ANALISA DATA………..….50
4.1 Tensile Test (Pengujian Tarik)………50
4.1.1 Hasil Pengujian Tarik (Tensile Test) Dengan Variasi Arus Las.……….…50
4.1.1.1 Tensile Test Dengan Besar Arus 120 Ampere……51
4.1.1.2 Tensile Test Dengan Besar Arus 145 Ampere……53
4.1.1.3 Tensile Test Dengan Besar Arus 170 Ampere……55
4.2 Hasil Pengujian Hardness………..…….58
4.2.1 Hasil Pengujian Kekerasan Dengan Variasi Arus ……..58
4.3.1 Hasil Pengujian Impact Dengan Variasi Arus………62
4.3.1.1 Hasil Pengujian Impact Dengan Arus 120 Ampere….62 4.3.1.2 Hasil Pengujian Impact Dengan Arus 145 Ampere….64 4.3.1.3 Hasil Pengujian Impact Dengan Arus 170 Ampere….66 4.4 Hasil Foto Mikrostruktur………..68
4.4.1 Hasil Foto Mikrostruktur Arus 120 Ampere…..………69
4.4.2 Hasil Foto Mikrostruktur Arus 145 Ampere………..…..…..70
4.4.3 Hasil Foto Mikrostruktur Arus 170 Ampere………..…71
BAB 5 KESIMPULAN DAN SARAN………72
5.1 KESIMPULAN………...72
5.2 SARAN………73
DAFTAR PUSTAKA
DAFTAR GAMBAR
Gambar 2.1 Perkembangan cara pengelasan (Wiryosumarto, 2004)…………..…8
Gambar 2.2 Pengelasan cair (sumber : www.google.com)………10
Gambar 2.3 Klasifikasi cara pengelasan (Wiryosumarto, 2000)………11
Gambar 2.4 Las SMAW (Wiryosumarto, 2000)………12
Gambar 2.5 Bagian-bagian elektroda (sumber : www.conectingwillys.blogspot.com)………..……14
Gambar 2.6 Cara menyalakan busur dengan cara digoreskan dan disentuhkan (sumber : www.http-tl.ppns.ac.id)……….…18
Gambar 2.7 Arah pembekuan dari logam las (Wiryosumarto, 2000)………19
Gambar 2.8 Struktur mikro batas butir ferit (Sonawan, 2004)………..20
Gambar 2.9 Ferrite Widmanstatten atau ferrite with aligned second phase (http://www.twi-global.com)……….…20
Gambar 2.10 Struktur mikro ferit acicular (http://www.twi-global.com)…….…21
Gambar 2.11 Struktur mikro bainit (ASM, 1989)………..21
Gambar 2.12 Struktur mikro martensit (Sonawan, 2004)………..22
Gambar 2.13 Transformasi fasa pada logam hasil pengelasan (Sonawan, 2004)………..………23
Gambar 2.14 Perubahan sifat fisis pada sambungan las cair (Malau, 2003)……24
Gambar 2.15 Pengujian ketangguhan Charpy www.twi-global.com)………26
Gambar 2.16 Kampuh V las terbuka (Sonawan, 2004)………27
Gambar 2.17 Kampuh V las tertutup(Sonawan, 2004)………27
Gambar 2.18 Kurva tegangan - regangan logam(www.google.com)…………..28
Gambar 2.19 Batas elastis dan tegangan luluh 0,2% (Smith, 1984)………30
Gambar 3.12 Mesin Uji Impak Charpy……….44
Gambar 3.13 Mesin Uji Tarik (Tensile) TARNO GROCKI………..45
Gambar 3.14 Mesin Uji Kekerasan Brinell………..46
Gambar 3.15 Mikroskop untuk pengujian mikrostruktur……….47
Gambar 3.16 Mesin Las SMAW………..47
Gambar 3.17 Diagram Alir Penelitian………..49
Gambar 4.1 Spesimen Uji Tarik dengan Besar Arus 120 Amper……….51
Gambar 4.2 Spesimen Uji Tarik dengan Besar Arus 145 Amper……….53
Gambar 4.3 Spesimen Uji Tarik dengan Besar Arus 170 Amper……….56
Gambar 4.4 Grafik Tegangan Vs Regangan Spesimen 120 Ampere, 145 Ampere dan 170 Ampere………57
Gambar 4.5 Hasil Pengujian Kekerasan dengan Arus 120 Amper………59
Gambar 4.6 Hasil Pengujian Kekerasan dengan Arus 145 Amper………59
Gambar 4.7 Hasil Pengujian Kekerasan dengan Arus 170 Amper………60
Gambar 4.8 Tiga Spesimen dengan 9 Titik Uji dalam Brinell Hardness Number……….61
Gambar 4.9 Hasil Uji Impak Spesimen 1 (Arus 120 Amper)……….…….62
Gambar 4.10 Hasil Uji Impak Spesimen 2 (Arus 145 Amper)……….……64
Gambar 4.11 Hasil Uji Impak Spesimen 3 (Arus 170Amper)……….66
Gambar 4.12 Hasil Pengujian Impak Spesimen 120 Amper, 145 Amper, dan 170 Amper………..………..…68
Gambar 4.13 Foto struktur mikro daerah las, batas las dan daerah HAZ dari spesimen arus las 120 Ampere..………..……69
Gambar 4.14 Foto struktur mikro daerah las, batas las dan daerah HAZ dari spesimen arus las 145 Ampere..……….…..70
DAFTAR TABEL
Tabel 2.1. Efisiensi proses pengelasan (Malau, 2003) ……….……….…25
Tabel 2.2 Komposisi kimia baja paduan tinggi stainless steel SAE 308.………..32 Tabel 4.1 Hasil Pengujian Tensile untuk Variasi Arus 120 Amper……….52
Tabel 4.2 Hasil Pengujian Tensile untuk Variasi Arus 145 Amper……….55
Tabel 4.3 Hasil Pengujian Tensile untuk Variasi Arus 170 Amper……….57
Tabel 4.4 Pengujian Kekerasan pada 3 Titik Uji dengan Arus 120 Amper...…….59
Tabel 4.5 Pengujian Kekerasan pada 3 Titik Uji dengan Arus 145 Amper...…….60
Tabel 4.6 Pengujian Kekerasan pada 3 Titik Uji dengan Arus 170 Amper………61
Tabel 4.7 Hasil Uji Impak Spesimen 120 Amper………..63
Tabel 4.8 Hasil Uji Impak Spesimen 145 Amper…..………64
ABSTRAK
“ PENGARUH VARIASI ARUS LAS TERHADAP SIFAT MEKANIK DAN KETANGGUHAN LAS SMAW DENGAN ELEKTRODA NSN308 ”.
Oleh : Albert Tandika
FT USU
Penelitian ini bertujuan untuk mengetahui pengaruh arus pengelasan terhadap sifat
mekanik dan ketangguhan las SMAW dengan elektroda NSN308. Salah satu
fak-tor yang mempengaruhi ketangguhan material adalah sifat mekanik dari material
tersebut. Jika material diberi proses pengelasan, maka akan dapat merubah sifat
mekanik dari material tersebut. Penelitian ini menggunakan bahan baja tahan
karat yang mengandung kadar C = 0,08 %, Si = 1 %, Mn = 2 %, S = 0,03 %, P = 0,045 %, Ni = 10-12 %, Cr = 19-21 %. Spesimen diberi perlakuan pengelasan
dengan variasi arus dengan interval 25 Ampere, mulai dari 120 Ampere, 145
Am-per dan 170 AmAm-pere dengan menggunakan las SMAW DC polaritas terbalik
den-gan elektroda NSN308 diameter 4 mm. DC polaritas terbalik yaitu pemeden-gang
elektroda dihubungkan dengan kutub positif dan logam induk dihubungkan
den-gan kutub negatif. Jenis kampuh yang digunakan adalah kampuh V denden-gan sudut 45º. Spesimen dilakukan uji tarik, kekerasan, ketangguhan dan dilakukan foto
mikro. Hasil uji impak spesimen dengan arus 120 Ampere, besar energi yang
dis-erap adalah 271,337 J, untuk spesimen 145 Ampere, besar energi rata-rata yang diserap adalah 299,723 J, dan besar energi rata-rata yang diserap untuk spesimen arus 170 Ampere adalah 246,637J. Nilai regangan spesimen dengan arus las 120 Ampere adalah 12,56 %, untuk arus las 145 Ampere adalah sebesar 12,67 %, dan untuk arus las 170 Ampere, rata-rata besar nilai regangannya adalah 36,06 %. Ni-lai kekerasan spesimen arus las 120 Ampere adalah 151 BHN, untuk spesimen 145 Ampere nilainya adalah 157 BHN, serta spesimen arus las 170 Ampere nilai kekerasan adalah sebesar 143 (142,667) BHN
Kata kunci adalah variasi, arus, SMAW, foto mikro, ketangguhan, NSN308,
ABSTRACT
THE EFFECT OF WELD FLOW VARIATION ON MECHANICAL PROPERTIES AND WELDING SMAW WITH ELECTRODE NSN308
By : Albert Tandika
FT USU
This study aims to determine the effect of welding current on mechanical
proper-ties and toughness SMAW welding with electrodes NSN308. One of the factors that affect the material toughness is the mechanical properties of the material. If
the material given welding process, it will be able to change the mechanical
prop-erties of the material. This study uses stainless steel materials which contain high
levels of C = 0.08%, Si = 1%, Mn = 2%, S = 0.03%, P = 0.045%, Ni = 10-12%,
Cr = 19- 21%. Specimens treated with the welding current variation by 25
Am-peres interval, ranging from 120 AmAm-peres, 145 AmAm-peres and 170 AmAm-peres using reverse polarity DC SMAW welding electrode NSN308 with a diameter of 4 mm.
DC reverse polarity is the electrode holder is connected to the positive pole and
the metal stem is connected to the negative pole. Seam type used is seam V with
45º angle. Tensile test specimens, hardness, toughness and performed micro
pho-to. Results of impact test specimens with a current of 120 Amperes, large energy
absorbed is 271.337 N · m, for 145 Amperes specimens, the average amount of
energy absorbed is 299.723 N · m, and an average of the energy is absorbed to the specimen flow 170 Amperes is 246.637 N · m. Value strain specimens with welding
current of 120 Aamperes is 12.56%, to 145 Amperes welding current is equal to
12.67%, and for welding current 170 Amperes, the average major strain value
was 36.06%. Specimen hardness value of 120 amperes welding current is 151
BHN, to the specimen 145 Amperes value is 157 BHN, as well as specimens of
170 Amperes welding current hardness value is equal to 143 (142.667) BHN
Keywords : variations, currents, SMAW, microstructure, hardness, NSN308,
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pengembangan teknologi dalam bidang konstruksi yang semakin maju
dewasa ini, tidak akan terlepas dari teknologi atau teknik pengelasan karena
mempunyai peranan yang sangat penting dalam rekayasa serta reparasi logam.
Pembangunan konstruksi dengan logam pada zaman modern seperti saat ini
banyak melibatkan unsur pengelasan khususnya dalam bidang rancang bangun
yang sangat memerlukan ketrampilan yang tinggi bagi pengelasnya agar diperoleh sambungan las dengan kualitas yang baik dan sesuai dengan standar yang berlaku.
Lingkup penggunaan teknik pengelasan dalam konstruksi sangat luas meliputi
pembuatan jembatan, pengelasan kapal, rangka baja, sarana transportasi , rel
kere-ta api, sarana transporkere-tasi, pipa saluran, dan sebagainya.
Adapun faktor yang mempengaruhi las salah satunya adalah prosedur pen-gelasan yaitu suatu perencanaan dalam pelaksanaan penelitian yang meliputi cara
pembuatan konstruksi las yang sesuai dengan rencana dan spesifikasi dengan
menentukan semua hal yang diperlukan dalam pelaksanaan tersebut. Faktor
pro-duksi pengelasan adalah jadwal pembuatan, proses pembuatan, alat dan bahan
yang diperlukan, urutan pelaksanaan, persiapan pengelasan (meliputi: pemilihan
jenis mesin las, penunjukan juru las, pemilihan elektroda, penggunaan jenis
kam-puh) (Wiryosumarto, 2000).
Pengelasan berdasarkan klasifikasi cara kerja dapat dibagi dalam tiga
kelompok, yaitu:
1. Pengelasan cair
2. Pengelasan tekan
3. Pematrian
Pengelasan cair adalah suatu cara pengelasan dimana benda yang akan
Cara pengelasan ini yang paling banyak digunakan adalah pengelasan cair dengan
busur (las busur listrik) dan juga gas. Las busur listrik sendiri terbagi empat, yaitu :
1. Las busur dengan elektroda terbungkus
2. Las busur gas (TIG, MIG, las busur CO2)
3. Las busur tanpa gas
4. Las busur dalam
Salah satu jenis dari las busur elektroda terbungkus adalah las SMAW (Shielding
Metal Arc Welding) yang akan dipergunakan dalam tugas skripsi ini.
Jenis mesin las SMAW menurut arusnya dibedakan menjadi tiga, yaitu:
1. Mesin las arus searah atau disebut juga Direct Current (DC)
2. Mesin las arus bolak-balik atau Alternating Current (AC)
3. Mesin las arus ganda, dapat dipakai arus DC ataupun arus AC.
Mesin las arus Direct Current (DC) dapat digunakan dengan dua cara, yaitu den-gan polaritas lurus dan polaritas terbalik. Mesin las DC denden-gan polaritas lurus
(dilambangkan dengan DC-) digunakan bila titik cair bahan induk tinggi dan
kap-asitas besar, pemegang elektrodanya dihubungkan dengan kutub negatif dan
logam induk dihubungkan dengan kutub positif. Sedangkan untuk mesin las DC
dengan polaritas terbalik (dilambangkan dengan DC+) digunakan bila titik cair
bahan induk rendah dan dengan kapasitas kecil, pemegang elektrodanya
di-hubungkan dengan kutub positif dan logam induk didi-hubungkan dengan kutub negatif.
Penggunaan elektroda sangat menentukan jenis mesin las DC mana yang
akan dipakai, apakah dengan mesin las DC polaritas lurus atau terbalik. Beberapa
elektroda SMAW didesain hanya pada mesin las DC- (polaritas lurus) atau DC+
(polaritas terbalik). Elektroda jenis lain dapat menggunakan kedua jenis mesin las
DC- dan DC+. Elektroda jenis NSN308 terbuat dari material stainless steel ter-baik dilengkapi dengan sifat kimia fluks yang memudahkan pengelasan, memiliki
beberapa variasi diameter, untuk penelitian ini dipilih elektroda dengan diameter
4,0 mm. Cocok digunakan untuk pengelasan secara horizontal maupun vertikal.
Arus yang dapat digunakan untuk memakai elektroda jenis ini berkisar antara 120
- 170 Ampere, dalam penelitian ini. Dapat digunakan untuk pengelasan baja tahan
menempel pada baja di sekitar daerah lasan) yang dihasilkan sedikit, busur api
stabil, terak mudah lepas dan tahan terhadap korosi.
Pengaturan besar kuat arus pengelasan akan sangat mempengaruhi hail
pengelasan. Bila arus yang digunakan terlalu rendah akan menyebabkan sukarnya
busur listrik untuk mulai menyala dan busur listrik yang terjadi menjadi tidak
sta-bil. Dan panas yang terjadi tidak cukup untuk melelehkan elektroda dan juga
ba-han dasar las, sehingga hasilnya menjadi rigi-rigi las yang kecil dan tidak rata
ser-ta penembusan kurang dalam. Sebaliknya, bila arus terlalu besar maka elektroda akan meleleh terlalu cepat dan akan menghasilkan permukaan las yang terlalu
lebar dari yang diharapkan dan penembusan yang terlalu dalam sehingga
mengak-ibatkan kekuatan tarik yang rendah dan bahan dasar las menjadi semakin rapuh.
(Arifin, 1997).
Tegangan busur, besar arus, kecepatan pengelasan, besarnya tembusan dan juga polaritas listrik akan sangat mempengaruhi kekuatan hasil lasan. Berdasarkan
latar belakang di atas maka penelitian ini diberi judul “PENGARUH VARIASI ARUS LAS TERHADAP SIFAT MEKANIK DAN KETANGGUHAN LAS SMAW DENGAN ELEKTRODA NSN308”. Dan besar variasi arus pengelasan yang akan diambil adalah 120 A, 145 A, dan 170 A, dengan interval 25 A.
Pengambilan variasi arus 120 A sebagai acuan awal arus pengelasan karena pada
arus tersebut adalah titik cair terendah dan 170 A sebagai acuan akhir adalah titik tertinggi arus yang boleh dipakai untuk elektroda NSN308 dengan diameter 4,0
mm yang diambil.
1.2 Perumusan Masalah
Sesuai dengan latar belakang tersebut di atas, maka akan muncul per-masalahan sebagai berikut:
1. Ada pengaruh besar arus pengelasan terhadap kualitas kekuatan tarik baja
tahan karat (stainless steel) hasil pengelasan SMAW dengan menggunakan
elektroda NSN308.
2. Besar pengaruh arus pengelasan terhadap ketangguhan baja stainless steel
3. Pengaruh arus pengelasan terhadap kekuatan tarik daerah las baja tahan
karat hasil pengelasan SMAW dengan elektroda NSN308.
4. Pengaruh arus pengelasan terhadap struktur mikro baja stainless steel hasil
pengelasan SMAW dengan elektroda NSN308.
5. Besar pengaruh arus pengelasan terhadap kekerasan baja stainless steel
pada hasil pengelasan SMAW dengan memakai elektroda NSN308.
1.3 Tujuan Penelitian
1.3.1 Tujuan Umum
Tujuan umum dari penelitian ini adalah untuk mengetahui besar pengaruh
variasi arus pengelasan yang digunakan pada elektroda jenis NSN308 dengan
ba-han dasar las yaitu baja taba-han karat atau stainless steel.
1.3.2 Tujuan Khusus
Tujuan penelitian secara khusus dalam tugas skripsi ini adalah sebagai
berikut:
1. Mengetahui pengaruh variasi arus pengelasan terhadap kualitas kekuatan
tarik baja stainless steel pada hasil pengelasan SMAW dengan memakai
elektroda NSN308.
2. Mengetahui pengaruh variasi arus pengelasan terhadap ketangguhan baja
stainless steel pada hasil pengelasan SMAW dengan memakai elektroda
NSN308.
3. Mengetahui pengaruh variasi arus pengelasan terhadap kekuatan tarik
daerah las baja stainless steel pada hasil pengelasan SMAW dengan
memakai elektroda NSN308.
4. Mengetahui pengaruh variasi arus pengelasan terhadap struktur mikro dari
baja stainless steel pada hasil pengelasan SMAW dengan memakai
elek-troda NSN308.
5. Mengetahui pengaruh variasi arus pengelasan terhadap kekerasan baja
stainless steel pada hasil pengelasan SMAW dengan memakai elektroda
1.4 Batasan Masalah
Batasan permasalahan dari penelitian ini, yaitu:
1. Memakai arus pengelasan dengan interval 25Ampere, mulai dari 120
Am-per, 145 Ampere, dan 170 Ampere.
2. Memakai elektroda NSN308 dengan diameter 4,0 mm dan uji terhadap
besar variasi arus yang telah ditentukan di atas.
3. Pengujian yang dilakukan pengujian ketangguhan baja stainless steel
meliputi kekuatan tarik, kekerasan dan struktur mikro
1.5 Manfaat Penelitian
Sebagai peran nyata dalam pengembangan teknologi khususnya pada
teknologi pengelasan, maka penulis berharap dapat mengambil manfaat dari
penelitian pada tugas skripsi ini, diantaranya sebagai berikut:
1. Sebagai literatur pada penelitian yang sejenisnya dalam rangka
pengem-bangan teknologi khususnya di bidang pengelasan.
2. Sebagai informasi bagi juru las untuk meningkat kualitas hasil
penge-lasan.
3. Sebagai informasi penting guna meningkatkan pengetahuan bagi peneliti
dalam bidang pengujian bahan, pengelasan dan bahan teknik.
1.6 Sistematika Penulisan
Agar penyusunan tugas skripsi ini dapat tersusun secara sistematis dan
mempermudah pembaca memahami tulisan ini, maka tugas skripsi ini dibagi
Pada bab ini akan dibahas mengenai latar belakang dari judul skripsi yang telah
ditetapkan, tujuan, manfaat, batasan masalah, sistematika penulisan dan metodologi penulisan skripsi.
BAB II : DASAR TEORI
Pada bab ini akan dibahas mengenai teori-teori yang berhubungan dengan
penulisan skripsi. Dasar teori didapatkan dari berbagai sumber, diantaranya
brasal dari: buku - buku pedoman, jurnal, paper, tugas akhir, mail, book, dan
e-news.
BAB III: METODOLOGI
Pada bab ini akan dibahas mengenai metode yang akan digunakan untuk
menyele-saikan penulisan skripsi. Pada bab ini juga akan dibahas mengenai
langkah-langkah penelitian, pengolahan dan analisa data yang akan digunakan untuk
menyelesaikan permasalahan dari topik yang diangkat.
BAB IV: ANALISA DATA DAN PEMBAHASAN
Pada bab ini akan dianalisa dan dibahas mengenai data-data yang telah diperoleh
dari hasil penelitian yang telah dilakukan.
BAB V: KESIMPULAN DAN SARAN
Pada bab ini berisi kesimpulan dari penulisan tugas akhir dan saran-saran.
BAB II
TINJAUAN PUSTAKA
2.1 Pengelasan
2.1.1 Sejarah Pengelasan
Berdasarkan penemuan benda-benda sejarah dapat diketahui bahwa teknik
penyambungan logam telah diketahui sejak zaman prasejarah, misalnya pematrian
timbal-timah menurut keterangan yang didapat telah diketahui dan dipraktekan
dalam rentang waktu antara 4000 sampai 3000 SM. Sumber energi panas yang dipergunakan pada waktu itu diduga dihasilkan dari pembakaran kayu atau arang.
Berhubung suhu yang diperoleh dengan pembakaran kayu dan arang sangat
ren-dah maka teknik penyambungan ini pada waktu itu tidak dikembangkan lebih
lan-jut.
Setelah energi listrik dapat dipergunakan dengan mudah, teknologi penge-lasan maju dengan pesat sehingga menjadi suatu teknik penyambungan yang
mu-takhir. Cara-cara dan teknik pengelasan yang banyak digunakan pada waktu ini
seperti las busur,las resistansi listrik, las termit dan las gas, pada umumnya
dicip-takan pada akhir abad ke-19.
Alat-alat busur dipakai secara luas setelah alat tersebut digunakan dalam
praktek oleh Benardes dalam tahun 1885. Dalam penggunaan yang pertama ini Benardes memakai elektroda yang dibuat dari batang karbon atau grafit. Dengan
mendekatkan elektroda kelogam induk atau logam yang akan dilas sejarak kira-
kira 2 mm, maka terjadi busur listrik yang merupakan sumber panas dalam proses
pengelasan. Karena panas yang timbul, maka logam pengisi yang terbuat dari
logam yang sama dengan logam induk mencair dan mengisi tempat sambungan.
Dalam tahun 1889 Zerner mengembangkan cara pengelasan busur yang
Dengan cara ini busur yang dihasilkan ditarik ke logam dasar oleh gaya
elektro-magnit sehingga terjadi semburan busur yang kuat. Slavianoff dalam tahun 1892 adalah orang pertama yang menggunakan kawat logam elektroda yang turut
men-cair karena panas yang ditimbulkan oleh busur listrik yang terjadi. Dengan
pene-muan ini maka elektroda di smping berfungsi sebagai penghantar dan pembangkit
busur listrik juga berfungsi sebagai logam pengisi. Kemudian Kjellberg
mene-mukan bahwa kualitas sambungan las menjadi lebih baik bila kawat elektroda
logam yang digunakan dibungkus dengan terak. Penemuan ini adalah permulaan
dari penggunaan las busur dengan elektroda terbungkus yang sangat luas penggu-naanya pada waktu ini.
Kemajuan-kemajuan dalam ilmu pengetahuan dan teknologi yang dicapai
sampai dengan tahun 1950, telah mulai mempercepat lagi kemajuan dalam bidang
las. Karena itu, tahun 1950 dapat dianggap sebagai permulaan masa keemasan
yang ketiga yang masih terus berlangsung terus sampai sekarang. Selama masa keemasan yang ketiga ini telah ditemukan cara-cara las baru antara lain las tekan
dingin, las listrik terak, las busur dengan perlindungan gas CO2, las gesek, las
ul-trasonik, las sinar elektron, las busur plasma, las laser dan masih banyak lagi lain-nya. Jumlah penemuan pada tahun-tahun tertentu dan jenis pengelasan yang
dite-mukan dipergunakan dalam praktek pada waktu ini, sebagian masih memerlukan
perbaikanyang mungkin dalam waktu yang dekat akan menjadi lebih bermanfaat
dan dapat merupakan sumbangan yang berharga kepada kemajuan teknologi las.
2.1.2 Definisi Pengelasan
Definisi welding atau pengelasan menurut Deutsche Industrie Norman
(DIN) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang
dilaksanakan dalam keadaan cair. Dengan kata lain, las adalah sambungan
setem-pat dari beberapa batang logam dengan menggunakan energi panas. Mengelas
menurut Alip (1989) adalah suatu aktifitas menyambung dua bagian benda atau
lebih dengan cara memanaskan atau menekan atau gabungan dari keduanya
sedemikian rupa sehingga menyatu seperti benda utuh. Penyambungan bisa den-gan atau tanpa bahan tambah (filler metal) yang sama atau berbeda titik cair
maupun strukturnya.
Pengelasan juga dapat diartikan sebagai proses penyambungan dua buah
logam sampai titik rekristalisasi logam, dengan atau tanpa menggunakan bahan
tambah dan menggunakan energi panas sebagai pencair bahan yang dilas. Penge-lasan juga dapat diartikan sebagai ikatan tetap dari benda atau logam yang
di-panaskan. Mengelas bukan hanya memanaskan dua bagian benda sampai mencair
dan membiarkan membeku kembali, tetapi membuat lasan yang utuh dengan cara
memberikan bahan tambah atau elektroda pada waktu dipanaskan sehingga
mem-punyai kekuatan seperti yang dikehendaki. Kekuatan sambungan las dipengaruhi
beberapa faktor antara lain:
1. Prosedur pengelasan, bahan 2. Elektroda
3. Jenis kampuh yang digunakan
2.2 Klasifikasi Cara-cara Pengelasan dan Pemotongan
Sampai pada waktu ini banyak sekali cara-cara pengklasifikasian yang
di-gunakan dalam bidang las, ini disebabkan karena belum adanya kesepakatan
dalam hal tersebut. Secara konvesional cara-cara pengklasifikasiaan tersebut pada
waktu ini dapat dibagi dalam dua golongan, yaitu klasifikasi berdasarkan cara ker-ja dan klasifikasi berdasarkan energi yang digunakan. Klasifikasi pertama
mem-bagi las dalam kelompok las cair, las tekan, las patri dan lain-lainnya, sedangkan
klasifikasi yang kedua membedakan adanya kelompok-kelompok seperti las
terperinci lagi, maka kedua klasifikasi tersebut di atas akan terbaur dan akan
ter-bentuk kelompok-kelompok yang banyak sekali.
Di antara kedua cara klasifikasi tersebut, kelihatannya klasifikasi
berdasarkan cara kerja lebih banyak digunakan, berdasarkan klasifikasi ini
penge-lasan dapat dibagi dalam tiga kelas utama yaitu :
1. Pengelasan cair adalah cara pengelasan di mana sambungan dipanaskan sampai
mencair dengan sumber panas dari busur listrik atau semburan api gas yang
ter-bakar. Pengelasan cair dapat dibagi lagi menjadi: a. Las Busur Plasma
b. Las Sinar Elektron
c. Las Termit
d. Las Busur (elektroda terumpan dan elektroda tak terumpan)
e. Las Listrik Gas
f. Las Listrik Terak g. Las Listrik Gas
Gambar 2.2 Pengelasan cair (sumber : www.google.com)
2. Pengelasan tekan adalah cara pengelasan di mana sambungan dipanaskan dan
kemudian ditekan hingga menjadi satu. Pengelasan tekan dapat dibagi lagi
menja-di:
a. Las Tekan Gas
b. Las Tempa
d. Las Ledakan
e. Las Induksi f. Las Ultrasonik
3. Pematrian adalah cara pengelasan di mana sambungan diikat dan disatukan
dengan menggunakan paduan logam yang mempunyai titik cair rendah. Pematrian
dapat di bagi lagi menjadi:
a. Pembrasingan
b. Penyolderan
Perincian lebih lanjut mengenai klasifikasi pengelasan ini dapat dilihat
pada bagan di bawah:
!
2.3 Las SMAW (Shielded Metal Arc Welding)
Logam induk dalam pengelasan ini mengalami pencairan akibat
pem-anasan dari busur listrik yang timbul antara ujung elektroda dan permukaan benda
kerja. Busur listrik dibangkitkan dari suatu mesin las. Elektroda yang digunakan
berupa kawat yang dibungkus pelindung berupa fluks. Elektroda ini selama
penge-lasan akan mengalami pencairan bersama dengan logam induk dan membeku
bersama menjadi bagian kampuh las.
Proses pemindahan logam elektroda terjadi pada saat ujung elektroda
mencair dan membentuk butir-butir yang terbawa arus busur listrik yang terjadi.
Bila digunakan arus listrik besar maka butiran logam cair yang terbawa menjadi
halus dan sebaliknya bila arus kecil maka butirannya menjadi besar. Pola
pe-mindahan logam cair sangat mempengaruhi sifat mampu las dari logam. Logam
mempunyai sifat mampu las yang tinggi bila pemindahan terjadi dengan butiran yang halus. Pola pemindahan cairan dipengaruhi oleh besar kecilnya arus dan
komposisi dari bahan fluks yang digunakan. Bahan fluks yang digunakan untuk
membungkus elektroda selama pengelasan mencair dan membentuk terak yang
menutupi logam cair yang terkumpul di tempat sambungan dan bekerja sebagai
penghalang oksidasi.
2.4 Elektroda
Pengelasan dengan menggunakan las busur listrik memerlukan kawat las
(elektroda) yang terdiri dari satu inti terbuat dari logam yang dilapisi lapisan dari
campuran kimia. Fungsi dari elektroda sebagai pembangkit dan sebagai bahan
tambah.Elektroda terdiri dari dua bagian yaitu bagian yang berselaput (fluks) dan
tidak berselaput yang merupakan pangkal untuk menjepitkan tang las. Fungsi dari
fluks adalah untuk melindungi logam cair dari lingkungan udara, menghasilkan
gas pelindung, menstabilkan busur.
2.4.1 Elektroda Berselaput
Elektroda berselaput yang dipakai pada Ias busur listrik mempunyai
perbedaan komposisi selaput maupun kawat Inti. Pelapisan fluksi pada kawat inti
dapat dengah cara destrusi, semprot atau celup. Ukuran standar diameter kawat inti dari 1,5 mm sampai 7 mm dengan panjang antara 350 sampai 450 mm.
Jenis-jenis selaput fluksi padaelektroda misalnya selulosa, kalsium karbonat (Ca C03),
titanium dioksida (rutil), kaolin, kalium oksida mangan, oksida besi, serbuk besi,
besi silikon, besi mangan dan sebagainya dengan persentase yang berbeda-beda,
untuk tiap jenis elektroda.
Tebal selaput elektroda berkisar antara 70% sampai 50% dari diameter
elektroda tergantung dari jenis selaput. Pada waktu pengelasan, selaput elektroda
ini akan turut mencair dan menghasilkan gas CO2 yang melindungi cairan las, busur listrik dan sebagian benda kerja terhadap udara luar. Udara luar yang
men-gandung O2 dan N akan dapat mempengaruhi sifat mekanik dari logam Ias.
Cairan selaput yang disebut terak akan terapung dan membeku melapisi
Gambar 2.5 Bagian-bagian elektroda
(sumber: www.conectingwillys.blogspot.com)
2.4.2 Klasifikasi Elektroda
Elektroda baja lunak dan baja paduan rendah untuk las busur listrik
manu-rut klasifikasi AWS (American Welding Society) dinyatakan dengan tanda E
XXXX yang artinya sebagai berikut:
• E : menyatakan elaktroda busur listrik
• XX (dua angka) : sesudah E menyatakan kekuatan tarik deposit las dalam
ribuan Ib/in2.
• X (angka ketiga) : menyatakan posisi pangelasan.
• angka 1 untuk pengelasan segala posisi. angka 2 untuk pengelasan posisi
datar di bawah tangan
• X (angka keempat) menyatakan jenis selaput dan jenis arus yang cocok dipakai untuk pengelasan.
Contoh : E 6013 Artinya:
• Kekuatan tarik minimum den deposit las adalah 60.000 Ib/in2 atau 42 kg/
mm2
• Dapat dipakai untuk pengelasan segala posisi
• Jenis selaput elektroda Rutil-Kalium dan pengelasan dengan arus AC atau
2.4.3 Elektroda Baja Lunak
Dan bermacam-macam jenis elektroda baja lunak perbedaannya hanyalah
pada jenis selaputnya. Sedang kan kawat intinya sama:
1. E 6010 dan E 6011
Elektroda ini adalah jenis elektroda selaput selulosa yang dapat dipakai
untuk pengelesan dengan penembusan yang dalam. Pengelasan dapat pada segala
posisi dan terak yang tipis dapat dengan mudah dibersihkan. Deposit las biasanya
mempunyai sifat sifat mekanik yang baik dan dapat dipakai untuk pekerjaan den-gan pengujian Radiografi. Selaput selulosa denden-gan kebasahan 5% pada waktu
pengelasan akan menghasilkan gas pelindung. E 6011 mengandung Kalium untuk
mambantu menstabilkan busur listrik bila dipakai arus AC.
2. E 6012 dan E 6013
Kedua elektroda ini termasuk jenis selaput rutil yang dapat manghasilkan
penembusan sedang. Keduanya dapat dipakai untuk pengelasan segala posisi, tetapi kebanyakan jenis E 6013 sangat baik untuk posisi pengelesan tegak arah ke
bawah. Jenis E 6012 umumnya dapat dipakai pada ampere yang relatif lebih
ting-gi dari E 6013. E 6013 yang mengandung lebih benyak Kalium memudahkan
pe-makaian pada voltage mesin yang rendah. Elektroda dengan diameter kecil
ke-banyakan dipakai untuk pangelasan pelat tipis.
3. E 6020
Elektroda jenis ini dapat menghasilkan penembusan las sedang dan ter-aknya mudah dilepas dari lapisan las. Selaput elektroda terutama mengandung
oksida besi dan mangan. Cairan terak yang terlalu cair dan mudah mengalir
menyulitkan pada pengelasan dengan posisi lain dari pada bawah tangan atau
datar pada las sudut.
4. Elektroda dengan Selaput Serbuk Besi
Selaput elektroda jenis E 6027, E 7014. E 7018. E 7024 dan E 7028 men-gandung serbuk besi untuk meningkatkan efisiensi pengelasan. Umumnya selaput
elektroda akan lebih tebal dengan bertambahnya persentase serbuk besi. Dengan
adanya serbuk besi dan bertambah tebalnya selaput akan memerlukan ampere
yang lebih tinggi.
5. Elektroda Hidrogen Rendah
Selaput elektroda jenis ini mengandung hydrogen yang rendah (kurang
dipakai untuk pengelasan yang memerlukan mutu tinggi, bebas porositas,
misal-nye untuk pengelasan bejana dan pipa yang akan mengalami tekanan. Jenis-jenis elektroda hidrogen rendah misalnya E 7015, E 7016 dan E 7018.
6. Elektroda Untuk Besi Tuang
Elektroda yang dipakai untuk mengelas besi tuang adalah sebagai berikut:
a. Elektroda nikel
Elektroda jenis ini dipakai untuk mengelas besi tuang, bila hasil las
masih dikerjakan lagi dengan mesin. Elektroda nikel dapat dipakai dalam
sagala posisi pengelasan. Rigi-rigi las yang dihasilkan elektroda ini pada besi tuang adalah rata dan halus bila dipakai pada pesawat las DC kutub
terbalik.
b. Elektroda baja
Elektroda jenis ini bila dipakai untuk mengelas besi tuang akan
menghasilkan deposit las yang kuat sehingga tidak dapat dikerjakan
den-gan mesin. Denden-gan demikian elektroda ini dipakai bila hasil las tidak dik-erjakan lagi. Untuk mengelas besi tuang dengan elektroda baja dapat
di-pakai pesawat las AC atau DC kutub terbalik.
c. Elektroda perunggu
Hasil las dengan memakai elektroda ini tahan terhadap retak,
se-hingga panjang las dapat ditambah. Kawat inti dari elektroda dibuat dari
perunggu fosfor dan diberi selaput yang menghasilkan busur stabil.
d.Elektroda dengan Hydrogen rendah
Elektroda jenis ini pada dasarnya dipakai untuk baja yang
mengan-dung karbon kurang dari 1,5%. Tetapi dapat juga dipakai pada pengelasan
besi tuang dengan hasil yang baik. Hasil lasnya tidak dapat dikerjakan
dengan mesin.
7. Elektroda untuk Aluminium.
Aluminium dapat dilas listrik dengan elektroda yang dibuat dari logam yang sama. Pemilihan elektroda aluminium yang sesuai dengan pekerjaan
di-dasarkan pada tabel keterangan dari pabrik yang membuatnya. Elektroda
alumini-um AWS-ASTM AI-43 untuk las busur listrik adalah dengan pasawat las DC
ku-tub terbalik.
8. Elektroda untuk pelapis keras
Tujuan pelapis keras dari segi kondisi pemakaian yaitu agar alat atau
Elek-troda untuk pelapis keras dapat diklasifikasikan dalam tiga macam, antara lain
se-dapat dipakai untuk pelapis keras permukaan pada sisi potong yang tipis,
peluas lubang dan beberapa type pisau.
b. Elektroda tahan pukulan.
Elektroda ini dapat dipakai pada pesawat las AC atau DC kutub
terbalik. Dipakai untuk pelapis keras bagian pemecah dan palu.
c. Elektroda tahan keausan.
Elektroda ini dibuat dari paduan-paduan non ferro yang
mengan-dung Cobalt, Wolfram dan Chrom. Biasanya dipakai untuk pelapis keras
permukaan katup buang dan dudukan katup dimana temperatur dan keau-san keau-sangat tinggi.
2.4.4 Memilih Besar Arus Listrik Pengelasan
Besarnya arus listrik untuk pengelasan tergantung pada ukuran diameter
dan macam elektroda las. Pada prakteknya dipilih ampere pertengahan. Sebagai
contoh; untuk elektroda E 6010 ampere minimum dan maximum adalah 80 amp. sampai 120 amp. Sehingga dalam hal ini ampere pertengahan 100 amp.
2.4.4.1. Cara-cara Menyalakan Busur
Untuk mamperoleh busur yang baik di perlukan pangaturan arur (ampere)
yang tepat sesuai dengan tipe dan ukuran elektroda, Menyalahkan busur dapat di-lakukan dengan dua cara:
a. Bila pesawat Ias yang dipakai pesawat Ias AC, menyalakan busur
di-lakukan dengan menggoreskan elektroda pada benda kerja.
Gambar 2.6 Cara menyalakan busur dengan cara digoreskan dan disentuhkan.
(sumber : www.http-tl.ppns.ac.id)
2.4.4.2 Pengaruh Panjang Busur Pada Hasil Las.
Panjang busur (L) Yang normal adalah kurang lebih sama dengan diameter
(D) kawat inti elektroda:
1. Bila panjang busur tepat (L = D), maka cairan elektroda akan mengalir
dan mengendap dengan baik. Hasilnya rigi-rigi las yang halus dan baik, tembusan las yang baik, perpaduan dengan bahan dasar baik,
percikan teraknya halus.
2. Bila busur terlalu panjang (L > D), maka timbul bagian-bagian yang
berbentuk bola dari cairan elektroda. Hasilnya rigi-rigi las kasar,
tem-busan las dangkal, percikan teraknya kasar dan keluar dari jalur las.
3. Bila busur terlalu pendek, akan sukar memeliharanya, bisa terjadi pembekuan ujung elektroda pada pengelasan. Hasilnya rigi las tidak
merata, tembusan las tidak baik, percikan teraknya kasar dan
berben-tuk bola.
2.4.4.3. Pengaruh Besar Arus Pengelasan
Besar arus pada pengelasan mempengaruhi hasil las. Bila arus terlalu ren-dah akan menyebabkan sukarnya penyalaan busur listrik dan busur listrik yang
terjadi tidak stabil. Panas yang terjadi tidak cukup untuk melelehkan elektroda dan
bahan dasar sehingga hasilnya merupakan rigi-rigi las yang kecil dan tidak rata
serta penembusan yang kurang dalam. Sebaliknya bila arus terlalu besar maka
elektroda akan mencair terlalu cepat dan menghasilkan permukaan las yang lebih
2.5 Struktur Mikro Daerah Las
Daerah las-lasan terdiri dari tiga bagian yaitu: daerah logam las, daerah
pengaruh panas atau heat affected zone, biasa disingkat menjadi HAZ dan logam
induk yang tak terpengaruhi panas.
2.5.1 Daerah Logam Las
Daerah logam las adalah bagian dari logam yang pada waktu pengelasan
mencair dan kemudian membeku. Komposisi logam las terdiri dari komponen
logam induk dan bahan tambah dari elektroda. Karena logam las dalam proses
pengelasan ini mencair kemudian membeku, maka kemungkinan besar terjadi
pemisahan komponen yang menyebabkan terjadinya struktur yang tidak homogen,
ketidakhomogennya struktur akan menimbulkan struktur ferit kasar dan bainit atas yang menurunkan ketangguhan logam las. Pada daerah ini struktur mikro yang
terjadi adalah struktur cor. Struktur mikro di logam las dicirikan dengan adanya
struktur berbutir panjang (columnar grains). Struktur ini berawal dari logam
in-duk dan tumbuh ke arah tengah daerah logam las (Sonawan, 2004).
Gambar 2.7 Arah pembekuan dari logam las (Wiryosumarto, 2000)
Proses pertumbuhan dari kristal-kristal logam las yang pilar ditunjukkan
secara skematik pada gambar 2.7 di atas. Titik A pada gambar adalah titik mula
dari struktur pilar yang terletak dari logam induk. Titik ini tumbuh menjadi garis
lebur dengan arah sama dengan sumber panas. Pada garis lebur ini sebagian dari
logam dasar ikut mencair selama proses pembekuan logam las tumbuh pada
butir-butir logam induk dengan sumbu kristal yang sama. Penambahan unsur paduan pada logam las menyebabkan struktur mikro cenderung berbentuk bainit dengan
terben-tuk, jika ukuran butir austenitnya besar. Waktu pendinginan yang lama akan
meningkatkan ukuran batas butir ferit, selain itu waktu pendinginan yang lama akan menyebabkan terbentuk ferit Widmanstatten. Struktur mikro logam las
bi-asanya merupakan kombinasi dari struktur mikro dibawah ini:
b. Batas butir ferit, terbentuk pertama kali pada transformasi austenit-ferit
bi-asanya terbentuk sepanjang batas austenit pada suhu 1000-650ºC.
Gambar 2.8 Struktur mikro batas butir ferit (Sonawan, 2004)
c. Ferrite Widmanstatten atau ferrite with aligned second phase, struktur mikro
ini terbentuk pada suhu 750-650ºC di sepanjang batas butir austenit,
ukuran-nya besar dan pertumbuhanukuran-nya cepat sehingga memenuhi permukaan
bu-tirnya.
Gambar 2.9 Ferrite Widmanstatten atau ferrite with aligned second phase
(http://www.twi-global.com)
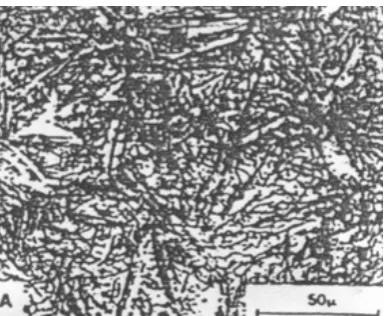
d. Ferit acicular, berbentuk intragranular dengan ukuran yang kecil dan
suhu 650ºC dan mempunyai ketangguhan paling tinggi dibandingkan struktur
mikro yang lain.
Gambar 2.10 Struktur mikro ferit acicular
(http://www.twi-global.com)
e. Bainit, merupakan ferit yang tumbuh dari batas butir austenit dan terbentuk
pada suhu 400-500ºC. Bainit mempunyai kekerasan yang lebih tinggi
diband-ingkan ferit, tetapi lebih rendah dibanding martensit.
f. Martensit akan terbentuk, jika proses pengelasan dengan pendinginan sangat
cepat, struktur ini mempunyai sifat sangat keras dan getas sehingga ketang-guhannya rendah.
Gambar 2.12 Struktur mikro martensit (Sonawan, 2004)
2.5.2 Heat Affected Zone (HAZ)
Daerah pengaruh panas atau heat affected zone (HAZ) adalah logam dasar
yang bersebelahan dengan logam las yang selama proses pengelasan mengalami
siklus termal pemanasan dan pendinginan cepat sehingga daerah ini yang paling
kritis dari sambungan las. Secara visual daerah yang dekat dengan garis lebur las
maka susunan struktur logamnya semakin kasar.
Pada daerah HAZ terdapat tiga titik yang berbeda, titik pertama dan kedua
menunjukkan temperatur pemanasan mencapai daerah berfasa austenit dan ini
disebut dengan transformasi menyeluruh yang artinya struktur mikro baja mula-mula ferit+perlit kemudian bertransformasi menjadi austenit 100%. Sedangkan
titik ketiga menunjukkan temperatur pemanasan, daerah itu mencapai daerah
berfasa ferit dan austenit dan ini yang disebut transformasi sebagian yang artinya
Gambar 2.13 Transformasi fasa pada logam hasil pengelasan. (Sonawan, 2004)
2.5.2.1 Pengaruh Kecepatan Las Dan Besar Arus Las Terhadap Daerah HAZ
Kecepatan dan besar arus las yang dipakai sangatlah berpengaruh terhadap
daerah Heat Affected Zone (HAZ). Untuk kecepatan pengelasan tetap dan arus pengelasan semakin besar, maka daerah pengaruh panas (HAZ) semakin lebar,
butir pada HAZ bertambah besar, kekerasan pada HAZ turun. Kekuatan tarik
sambungan las minimum dan maksimum tergantung dari jenis elektroda las dan
jenis spesimen baja yang akan dilakukan pengelasan.
Untuk besar arus pengelasan tetap dan kecepatan pengelasan semakin
tinggi, maka daerah pengaruh panas (HAZ) semakin menyempit, butir pada HAZ semakin halus, kekerasan pada HAZ turun. Kekuatan tarik sambungan las
maksi-mum pada kecepatan pengelasan 200 mm per menit.
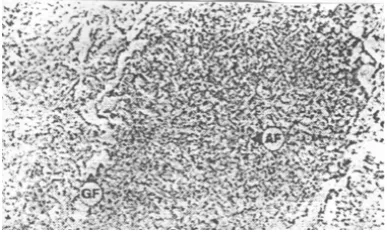
2.5.2.2 Struktur Mikro Daerah HAZ
Struktur mikro dari spesimen yang telah dilas, yang terbentuk di daerah
pengaruh panas, atau HAZ ditentukan oleh komposisi kimia logam induk, atau
kom-posisi dan laju pendiningan dapat membentuk fasa-fasa yang sensitif terhadap
timbulnya retak.
Untuk logam baja, retak dingin di daerah pengaruh panas, HAZ biasanya
terjadi pada daerah yang berfasa martensite. Beberapa unsur yang ditambahkan
sebagai paduan akan mempertinggi sifat mampu keras baja dan dapat juga
mem-pertinggi sensitifitas retak dingin. Artinya beberapa unsur yang ditambahkan akan
menyebabkan logam yang dilas menjadi lebih mudah retak. Untuk itu, harus
diusahakan kandungan unsure paduan tersebut dibuat serendah mungkin.
2.5.3 Logam Induk
Logam induk adalah bagian logam dasar di mana panas dan suhu
penge-lasan tidak menyebabkan terjadinya perubahan-perubahan struktur dan sifat. Dis-amping ketiga pembagian utama tersebut masih ada satu daerah pengaruh panas,
yang disebut batas las (Wiryosumarto, 2000).
Gambar 2.14 Perubahan sifat fisis pada sambungan las cair (Malau, 2003)
2.5.4 Heat Input
Pencairan logam induk dan logam pengisi memerlukan energi yang cukup. Energi yang dihasilkan dalam operasi pengelasan dihasilkan dari
bermacam-macam sumber tergantung pada proses pengelasannya. Pada pengelasan busur
listrik, sumber energi berasal dari listrik yang diubah menjadi energi panas. Energi
pengelasan. Parameter ketiga yaitu kecepatan pengelasan ikut mempengaruhi
en-ergi pengelasan karena proses pemanasannya tidak diam akan tetapi bergerak dengan kecepatan tertentu.
Kualitas hasil pengelasan dipengaruhi oleh energi panas yang berarti
dipengaruhi tiga parameter yaitu arus las, tegangan las dan kecepatan pengelasan. Hubungan antara ketiga parameter itu menghasilkan energi pengelasan yang
ser-ing disebut heat input. Persamaan dari heat input hasil dari penggabungan ketiga
parameter dapat dituliskan sebagai berikut:
! (2-1)
Dari persamaan itu dapat dijelaskan beberapa pengertian antara lain, jika
kita menginginkan masukan panas yang tinggi maka parameter yang dapat diukur yaitu arus las dapat diperbesar atau kecepatan las diperlambat. Besar kecilnya arus
las dapat diukur langsung pada mesin las. Tegangan las umumnya tidak dapat
diatur secara langsung pada mesin las, tetapi pengaruhnya terhadap masukan
panas tetap ada.
Untuk memperoleh masukan panas yang sebenarnya dari suatu proses pengelasan, persamaan satu dikalikan dengan efisiensi proses pengelasan (η)
se-hingga persamaannya menjadi:
(2-2)
Untuk efisiensi masing-masing proses pengelasan dapat dilihat dari tabel
2-1 di berikut ini :
Tabel 2-1. Efisiensi proses pengelasan (Malau, 2003)
Proses Pengelasan Efisiensi (%)
SAW (Submerged Arc Welding) 95
GMAW (Gas Metal Arc Welding) 90
FCAW (Flux Cored Arc Welding) 90
SMAW (Shielded Metal Arc Welding) 90
2.6 Pengujian Ketangguhan
Ketangguhan adalah tahanan bahan terhadap beban tumbukan atau kejutan
(takikan yang tajam secara drastis menurunkan ketangguhan). Tujuan utama dari
pengujian impak adalah untuk mengukur kegetasan atau keuletan bahan terhadap
beban tiba-tiba dengan cara mengukur energi potensial sebuah palu godam yang
dijatuhkan pada ketinggian tertentu. Pengujian impak adalah pengujian dengan
menggunakan beban sentakan (tiba-tiba). Metode yang sering digunakan adalah
metode Charpy dengan menggunakan benda uji standar.
Gambar 2.15 Pengujian ketangguhan Charpy
(sumber : www.twi-global.com)
Pada pengujian pukul takik (impact test) digunakan batang uji yang
bertakik (notch). Pada metode Charpy, batang uji diletakkan mendatar dan
ujung-ujungnya ditahan kearah mendatar oleh penahan yang berjarak 40 mm. Bandul akan berayun memukul batang uji tepat dibelakang takikan. Untuk pengujian ini
akan digunakan sebuah mesin dimana sebuah batang dapat berayun dengan bebas.
Pada ujung batang dipasang pemukul yang diberi pemberat. Batang uji diletakkan
di bagian bawah mesin dan takikan tepat pada bidang lintasan pemukul. Kerja
W= G . L (cos β - cos α) ………(2-3)
dimana:
W = kerja patah (Joule)
G = beban yang digunakan (kg)
L = panjang lengan ayun dalam (m)
β = sudut jatuh (derajat)
α = sudut awal (derajat)
Dapat disimpulkan perolehan nilai ketangguhan batang uji dihitung seba-gai berikut:
! (2-4)
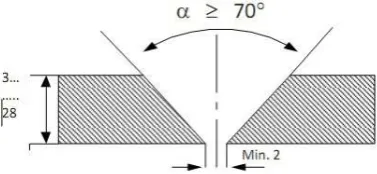
2.7 Kampuh V
Sambungan kampuh V dipergunakan untuk menyambung logam atau plat
dengan ketebalan 6-15 mm. Sambungan ini terdiri dari sambungan kampuh V
ter-buka dan sambungan kampuh V tertutup. Sambungan kampuh V terter-buka
dipergu-nakan untuk menyambung plat dengan ketebalan 6-15 mm dengan sudut kampuh
antara 60º - 80º, jarak akar 2 mm, tinggi akar 1-2 mm ( Sonawan, 2004).
Gambar 2.16 Kampuh V las terbuka (Sonawan, 2004)
2.8 Pengujian Tarik
Proses pengujian tarik bertujuan untuk mengetahui kekuatan tarik benda
uji. Pengujian tarik untuk kekuatan tarik daerah las dimaksudkan untuk
menge-tahui apakan kekuatan las mempunyai nilai yang sama, lebih rendah atau lebih
tinggi dari kelompok raw materials. Pengujian tarik untuk kualitas kekuatan tarik
dimaksudkan untuk mengetahui berapa nilai kekuatannya dan dimanakah letak
putusnya suatu sambungan las. Pembebanan tarik adalah pembebanan yang
diberikan pada benda dengan memberikan gaya tarik berlawanan arah pada salah satu ujung benda.
Gambar 2.18 Kurva tegangan - regangan logam (www.google.com)
Penarikan gaya terhadap beban akan mengakibatkan terjadinya perubahan
bentuk (deformasi) bahan tersebut. Proses terjadinya deformasi pada bahan uji
adalah proses pergeseran butiran kristal logam yang mengakibatkan melemahnya
gaya elektromagnetik setiap atom logam hingga terlepas ikatan tersebut oleh
pe-narikan gaya maksimum.
Pada pengujian tarik beban diberikan secara kontinu dan pelan–pelan bertambah besar, bersamaan dengan itu dilakukan pengamatan mengenai
Tegangan dapat diperoleh dengan membagi beban dengan luas penampang
mula benda uji.
………(2-5)
dimana:
σu = Tegangan nominal (kg/mm2)
Fu = Beban maksimal (kg)
Ao = Luas penampang mula dari penampang batang (mm2)
Regangan (persentase pertambahan panjang) yang diperoleh dengan
mem-bagi perpanjangan panjang ukur (ΔL) dengan panjang ukur mula-mula benda uji.
………..…..(2-6)
dimana:
ε = Regangan (%)
L = Panjang akhir (mm)
Lo = Panjang awal (mm)
Pembebanan tarik dilakukan terus-menerus dengan menambahkan beban sehingga akan mengakibatkan perubahan bentuk pada benda berups pertambahan
panjang dan pengecilan luas permukaan dan akan mengakibatkan kepatahan pada
beban. Persentase pengecilan yang terjadi dapat dinyatakan dengan rumus sebagai
berikut:
……….…….…………(2-7) dimana:
q = Reduksi penampang (%)
A0 = Luas penampang mula (mm2)
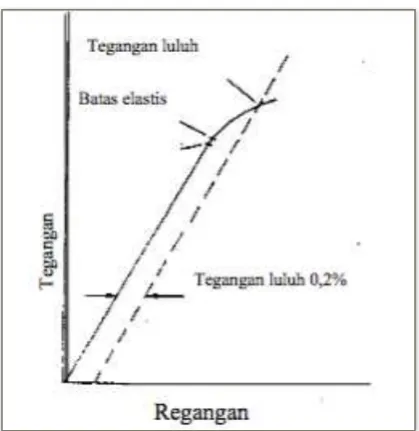
Gambar 2.19 Batas elastis dan tegangan luluh 0,2% (Smith, 1984)
2.9 Pengujian Kekerasan
Proses pengujian logam kekerasan logam dapat diartikan sebagai
kemam-puan suatu bahan terhadap pembebanan dalam perubahan yang tetap. Harga
kek-erasan bahan tersebut dapat dianalisis dari besarnya pembebanan yang diberikan
terhadap luasan bidang yang menerima pembebanan.
Pengujian kekerasan logam ini secara garis besar ada 3 jenis yaitu cara goresan, penekanan, cara dinamik. Proses pengujian yang mudah dan cepat dalam
memperoleh angka kekerasan yaitu penekanan. Penentuan kekerasan penekanan
ada 3 cara yaitu Brinell, Vickers, dan Rockwell. Pada penelitian ini digunakan cara
mikro Vickers dengan menggunakan penekan berbentuk piramida intan. Besar
sudut antara permukaan piramida yang saling berhadapan 136º. Pada pengujian
ini bahan ditekan dengan gaya tertentu dan terjadi cetakan pada bahan uji dari in-tan.
Pengujian ini sering dinamakan uji kekerasan piramida intan, karena
menggunakan bentuk piramida intan. Nilai kekerasannya disebut dengan
kek-erasan HV atau VHN (Vickers Hardness Number), didefinisikan sebagai beban
………(2-8)
dimana :
F = Beban (kg)
L = Panjang diagonal rata-rata (mm)
θ = Sudut piramida 136º
2.10 Foto Struktur Mikro
Struktur bahan dalam orde kecil sering disebut struktur mikro. Struktur ini
tidak dapat dilihat dengan mata telanjang, tetapi harus menggunakan alat
penga-mat struktur mikro. Penelitian ini menggunakan mikroskop cahaya. Persiapan
yang dilakukan sebelum mengamati struktur mikro adalah pengefraisan spesimen, pengampelasan, pemolesan dan pengetsaan.
Setelah dipilih, bahan uji diratakan kedua permukaannya dengan
menggu-nakan mesin frais, dalam pendinginan harus selalu terjaga agar tidak timbul panas
yang mempengaruhi struktur mikro. Setelah rata digosok dengan menggunakan
ampelas mulai dari yang kasar sampai yang halus. Arah pengampelasan tiap tahap
harus diubah, pengampelasan yang lama dan penuh kecermatan akan meng-hasilkan permukaan yang halus dan rata. Bahan yang halus dan rata itu diberi
au-tosol untuk membersihkan noda yang menempel pada bahan.
Langkah terakhir sebelum dilihat struktur mikro adalah dengan
mencelup-kan spesimen kedalam larutan etsa dengan penjepit tahan karat dan permukaan
2.11Pengujian Komposisi
Hasil pengujian komposisi kimia material bahan stainless steel 308 pada
penelitian ini dimasukkan dalam Tabel 2-2 berikut ini :
Tabel 2-2 Komposisi kimia baja paduan tinggi stainless steel SAE 308
Baja tahan karat termasuk dalam baja paduan tinggi (high alloy steel) yang
tahan terhadap korosi, suhu tinggi dan suhu rendah. Disamping itu juga
mempun-yai ketangguhan dan sifat mampu potong yang cukup. Karena sifatnya, maka baja
ini banyak digunakan dalam reaktor atom, turbin, mesin jet, pesawat terbang, alat
rumah tangga dan lain-lainnya. Baja tahan karat termasuk kategori material fer-rous yang digolongkan berdasarkan % krom (Cr), bukan berdasarkan % karbon
(C) seperti jenis steel umumnya, untuk mempengaruhi klasifikasi baja tahan karat,
kadar minimum % krom (Cr) 12 %.
Dari kandungan % Cr, baja ini termasuk dalam baja tahan karat austenitic.
Baja tahan karat austenitik terjadi jika pada sistem larutan padat Fe-Cr
ditam-bahkan unsur penstabil austenite seperi nikel atau mangan. Kedua unsur ini berperah sebagai unsur yang menstabilkan austenite dan menambah luas daerah
fasa austenite dan mempersempit daerah ferit.
Jika pada paduan Fe-Cr ditambahkan nikel dengan kadar 8 persen, maka
akan terbentuk struktur atau fasa austenite yang stabil pada temperatur ruang.
Selain unsur nikel, penambahan unsur mangan dan nitrogen dalam jumlah yang
cukup akan membentuk matrik dengan struktur austenite yang stabil pada
berba-gai temperatur. Paduan baja tahan karat ini bersifat non magnetik dan tidak dapat dilaku-panas. Baja tahan karat ini memiliki keuletan yang baik dengan kekuatan
luluh yang relatif rendah.
Type
SAE % Cr % Ni % C % Mn % Si % P % S % N
-Baja tahan karat ini dapat ditingkatkan kekuatannya dengan melakukan
pengerjaan dingin atau dengan menambah unsur paduan tertentu yang dapat
meningkatkan kekuatannya.
2.12 Kerangka Berpikir
Pengelasan merupakan salah satu proses penyambungan logam. Pada
proses pengelasan banyak faktor yang mempengaruhi kualitas dari hasil
penge-lasan diantaranya: mesin las yang digunakan, bahan yang digunakan, prosedur pengelasan, cara pengelasan, arus pengelasan dan juru las.
Kualitas dari hasil pengelasan dapat diketahui dengan cara memberikan
gaya atau beban pada hasil lasan tersebut. Gaya atau beban yang diberikan dapat
berupa pengujian tarik dan ketangguhan pada bahan tersebut.
Las SMAW adalah suatu proses pengelasan busur listrik yang mana
peng-gabungan atau perpaduan logam yang dihasilkan oleh panas dari busur listrik
yang dikeluarkan diantara ujung elektroda terbungkus dan permukaan logam
dasar yang dilas dengan menggunakan arus listrik sebagai sumber tenaga. Jenis
arus listrik yang digunakan ada 2 yaitu arus searah (DC) dan arus bolak-balik
(AC). Pengelasan dengan arus searah pemasangan kabel pada mesin las ada 2
macam yaitu polaritas lurus (DC-) dan polaritas terbalik (DC+). Pada polaritas terbalik (DC+) panas yang diberikan mesin las 1⁄3 untuk memanaskan benda dan
2⁄3 untuk memanaskan elektroda.
Logam induk dalam pengelasan ini mengalami pencairan akibat
pem-anasan dari busur listrik yang timbul antara ujung elektroda dan permukaan benda
kerja. Busur listrik dibangkitkan dari suatu mesin las. Elektroda yang digunakan berupa kawat yang dibungkus pelindung berupa fluks. Elektroda ini selama
penge-lasan akan mengalami pencairan bersama dengan logam induk dan membeku
bersama menjadi bagian kampuh las.
Proses pemindahan logam elektroda terjadi pada saat ujung elektroda
Bila digunakan arus listrik besar maka butiran logam cair yang terbawa menjadi
halus dan sebaliknya bila arus kecil maka butirannya menjadi besar.
Pengelasan dengan menggunakan las SMAW DC polaritas terbalik
be-sarnya arus bermacam-macam sesuai dengan jenis elektroda. Penyetelan arus
pengelasan akan berpengaruh pada panas yang ditimbulkan dalam pencairan
logam dan penetrasi logam cairan tersebut. Arus yang tinggi akan mengakibatkan
panas yang tinggi, penembusan atau penetrasi yang dalam dan kecepatan
pen-cairan logam yang tinggi. Arus yang kecil menghasilkan panas yang rendah dan tidak cukup untuk melelehkan elektroda dan bahan logam. Penembusan, panas
BAB III
METODOLOGI PENELITIAN
Metode penelitian adalah suatu cara yang digunakan dalam penelitian,
se-hingga pelaksanaan dan hasil penelitian bisa untuk dipertanggungjawabkan secara ilmiah. Penelitian ini menggunakan metode eksperimen, yaitu suatu cara untuk
mencari hubungan sebab akibat antara dua faktor yang berpengaruh. Eksperimen
dilaksanakan pada bulan Mei 2015 di laboratorium Metalurgi Teknik Mesin USU
dan laboratorium Politeknik Negeri Medan, guna memperoleh data tentang pe-
ngaruh arus pengelasan terhadap kekuatan tarik dan ketangguhan las SMAW de-
ngan elektroda NSN308.
3.1 Langkah - Langkah Penelitian
Adapun metode langkah – langkah yang dilakukan dalam penelitian ini
adalah sebagai berikut:
1. Studi kepustakaan
Studi kepustakaan dilakukan dengan mempelajari literatur – literatur yang sesuai,
sehingga dapat mempermudah dalam proses penelitian dan analisa data penelitian.
2. Persiapan dimensi benda uji
Spesifikasi benda yang diujikan dalam penelitian dan eksperimen ini adalah seba-gai berikut :
a. Bahan benda uji yang digunakan adalah plat baja tahan karat atau stainless
steel tipe 308.
b. Ketebalan plat untuk pengujian tensile dan hardness adalah setebal 5 mm,
sedangkan untuk pengujian impact adalah 10 mm.
c. Jenis kampuh yang dipakai adalah jenis kampuh V terbuka dengan jarak celah plat 9-10 mm dan sudut kampuhnya sebesar 45º.
d. Bentuk spesimen benda untuk pengujian uji tensile mengacu pada standar
JIS Z 2201 1981.
e. Bentuk spesimen benda untuk pengujian uji ketangguhan mengacu pada