TIPE III PABRIKAN DAN DAUR ULANG
UNTUK PEMBUATAN MODEL KERJA
SKRIPSI
Diajukan untuk memenuhi tugas dan melengkapi syarat guna memperoleh gelar Sarjana Kedokteran Gigi
Oleh:
CINDY DENHARA WIJAYA NIM: 090600038
FAKULTAS KEDOKTERAN GIGI
Departemen Prostodonsia Tahun 2014
Cindy Denhara Wijaya
Perbedaan Kekuatan Kompresi Gips Tipe III Pabrikan dan Daur Ulang untuk Pembuatan Model Kerja
xii + 45 halaman
Gipsum (kalsium sulfat dihidrat) merupakan material yang sering digunakan sebagai model studi maupun model kerja dalam kedokteran gigi. Tipe gips yang sering digunakan sebagai model kerja ialah gips tipe III menurut spesifikasi American Dental Association (ADA). Reaksi pengerasan gipsum merupakan reaksi reversibel sehingga kalsium sulfat dihidrat dapat diubah kembali menjadi kalsium sulfat hemihidrat. Hal ini yang mendasari pemikiran untuk mendaur ulang limbah model kerja yang berasal dari gips tipe III. Tujuan penelitian adalah untuk mengetahui perbedaan kekuatan kompresi gips tipe III pabrikan dengan gips tipe III daur ulang.
130oC dan 160oC.
Hasil penelitian menunjukkan ada perbedaan kekuatan kompresi yang bermakna antara gips tipe III pabrikan dengan gips tipe III daur ulang yang dipanaskan dengan suhu 130oC, gips tipe III pabrikan dengan gips tipe III daur ulang yang dipanaskan dengan suhu 160oC, gips tipe III daur ulang pada suhu pemanasan 130oC dengan 160oC, dengan signifikasi p= 0,000 (p<0,05).
Dari hasil penelitian ini dapat disimpulkan bahwa gips tipe III yang didaur ulang dengan cara dipanaskan di vacuum oven pada suhu 130oC maupun 160oC memiliki kekuatan kompresi yang sangat rendah sehingga tidak dianjurkan digunakan kembali untuk pembuatan model kerja.
TIPE III PABRIKAN DAN DAUR ULANG
UNTUK PEMBUATAN MODEL KERJA
SKRIPSI
Diajukan untuk memenuhi tugas dan melengkapi syarat guna memperoleh gelar Sarjana Kedokteran Gigi
Oleh:
CINDY DENHARA WIJAYA NIM: 090600038
FAKULTAS KEDOKTERAN GIGI
UNIVERSITAS SUMATERA UTARA
Skripsi ini telah disetujui untuk dipertahankan di hadapan tim penguji skripsi
Medan, 15 Maret 2014
Pembimbing: Tanda tangan
1. Eddy Dahar, drg., M.Kes ... NIP: 19540910 198112 1 002
Skripsi ini telah dipertahankan di hadapan penguji pada tanggal 15 Maret 2014
TIM PENGUJI
KETUA : Prof. Haslinda Z. Tamin, drg., M.Kes., Sp. Pros (K)
ANGGOTA : 1. Eddy Dahar, drg., M.Kes 2. Ariyani, drg., MDSc 3. Siti Wahyuni, drg.
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa yang telah memberikan rahmat dan karuniaNya, sehingga penulis dapat menyelesaikan skripsi ini sebagai salah satu syarat untuk memperoleh gelar Sarjana Kedokteran Gigi di Universitas Sumatera Utara.
Dalam penulisan skripsi ini, penulis menyampaikan rasa hormat dan ucapan terima kasih yang tak terhingga kepada orangtua tercinta, Ayahanda Deny Hara Wijaya dan Ibunda Rina Kadiman yang telah membesarkan serta memberikan kasih sayang yang tak terbatas, doa, semangat dan dukungan baik moril maupun materiil kepada penulis.
Dalam pelaksanan penelitian dan penulisan skripsi ini, penulis telah banyak mendapatkan bimbingan, pengarahan, saran dan bantuan dari berbagai pihak. Pada kesempatan ini, dengan segala kerendahan hati, penulis ingin menyampaikan terima kasih sebesar-besarnya kepada:
1. Eddy Dahar, drg., M.Kes, selaku pembimbing utama penulis dalam penulisan skripsi ini yang telah meluangkan waktu untuk membimbing dan memberikan pengarahan serta saran, nasihat, dan dorongan semangat kepada penulis selama penulisan skripsi ini hingga selesai.
2. Siti Wahyuni, drg., selaku pembimbing kedua dalam penulisan skripsi ini yang telah meluangkan waktu untuk membimbing dan memberikan pengarahan serta saran, nasihat, dan dorongan semangat kepada penulis selama penulisan skripsi ini hingga selesai.
3. Prof. Haslinda Z. Tamin, drg., M.Kes., Sp.Pros (K)., selaku ketua tim penguji skripsi dan koordinator skripsi serta penasihat akademik yang telah memberikan banyak saran dan masukan yang berguna dalam penelitian dan penulisan skripsi ini serta motivasi dan bantuan selama masa pendidikan di FKG-USU.
5. Syafrinani, drg., Sp.Pros (K)., selaku Ketua Departemen Prostodonsia FKG-USU atas kesempatan dan dukungan yang diberikan sehingga skripsi ini dapat berjalan lancar.
6. Ariyani, drg., MDSc., Putri Welda Utami Ritonga, drg., MDSc., selaku anggota tim penguji skripsi yang telah memberikan banyak saran dan masukan yang berguna dalam penelitian dan penulisan skripsi ini.
7. Prof. Ismet Danial Nasution, drg., Ph.D., Sp.Pros (K)., Dwi Tjahyaning Putranti, drg., MS., M. Zulkarnain, drg., M.Kes., Ricca Chairunissa, drg., Sp.Pros., Ika Andryas, drg., Hubban Nasution, drg., selaku staf pengajar Departemen Prostodonsia FKG-USU atas masukan, saran dan dukungan yang sangat bermanfaat dalam penulisan skripsi ini.
8. Seluruh pegawai di Departemen Prostodonsia dan di Unit UJI Laboratorium Dental FKG-USU atas dukungan dan masukan yang bermanfaat kepada penulis.
9. Lamek Marpaung, M.Phil., Ph.D., selaku Kepala Laboratorium Kimia Bahan Organik FMIPA-USU dan Zulfikar, ST., MT selaku pegawai Laboratorium Fraktur dan Impak Program Studi Magister Teknik Mesin USU yang telah memberikan izin, bantuan, dan bimbingan untuk pelaksanaan penelitian.
10. Teman-teman yang melaksanakan penulisan skripsi di Departemen Prostodonsia FKG-USU: David, Rachel, Sumarni, Langgeng, Wildan, Olivia, Witta, Calvin, Talen, Steven atas dukungan dan bantuannya selama penulis mengerjakan skripsi.
11. Sahabat-sahabat terbaik peneliti Shieny L., Melfi AT., Silvia, Christin H., William W., Andy dan seluruh teman angkatan 2008, 2009 atas bantuan, doa dan dukungan yang diberikan dalam suka dan duka.
Penulis menyadari bahwa dalam penulisan skripsi ini masih terdapat banyak kekurangan, oleh karena itu penulis memohon maaf yang sebesar-besarnya apabila terdapat kesalahan selama penulis melakukan penelitian dan penyusunan skripsi ini. Semoga skripsi ini dapat memberikan sumbangan pikiran yang berguna bagi fakultas, pengembangan ilmu pengetahuan dan masyarakat.
Medan, 15 Maret 2014 Penulis,
Halaman ABSTRAK ...
HALAMAN JUDUL ... HALAMAN PERSETUJUAN ... HALAMAN TIM PENGUJI SKRIPSI ...
KATA PENGANTAR ... iv
DAFTAR ISI ... vii
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xi
DAFTAR LAMPIRAN ... xii
BAB 1 PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Permasalahan... 3
1.3 Rumusan Masalah ... 4
1.4 Tujuan Penelitian ... 5
1.5 Manfaat Penelitian ... 5
1.5.1 Manfaat Teoritis ... 5
1.5.2 Manfaat Praktis ... 5
BAB 2 TINJAUAN PUSTAKA 2.1 Gipsum ... 6
2.1.1 Proses Pembentukan Gips Kedokteran Gigi ... 6
2.1.2 Jenis Gips Kedokteran Gigi ... 7
2.1.3 Karakteristik Gips Kedokteran Gigi ... 9
2.2 Kekuatan Kompresi ... 11
2.3 Daur Ulang ... 13
2.3.1 Mekanisme ... 14
2.6 Hipotesis Penelitian ... 19
BAB 3 METODOLOGI PENELITIAN 3.1 Rancangan Penelitian ... 20
3.2 Sampel dan Besar Sampel Penelitian ... 20
3.2.1 Sampel Penelitian ... 20
3.2.2 Besar Sampel Penelitian ... 20
3.3 Variabel Penelitian ... 21
3.3.1 Klasifikasi Variabel ... 21
3.3.1.1 Variabel Bebas ... 21
3.3.1.2 Variabel Terikat ... 21
3.3.1.3 Variabel Terkendali ... 22
3.3.1.4 Variabel Tidak Terkendali ... 22
3.3.2 Definisi Operasional... 22
3.4 Waktu dan Lokasi Penelitian ... 23
3.4.1 Waktu Penelitian ... 23
3.4.2 Lokasi Pembuatan Sampel ... 24
3.4.3 Lokasi Pengujian Sampel ... 24
3.5 Bahan dan Alat Penelitian ... 24
3.5.1 Bahan Penelitian... 24
3.5.2 Alat Penelitian ... 24
3.6 Cara Penelitian ... 26
3.6.1 Pembuatan Sampel Gips Kelompok A ... 26
3.6.2 Pembuatan Sampel Gips Kelompok B dan C ... 26
3.6.3 Pengujian Kekuatan Kompresi ... 27
3.7 Analisis Data ... 28
3.8 Kerangka Operasional ... 29
BAB 4 HASIL PENELITIAN 4.1 Perbedaan Kekuatan Kompresi Gips Tipe III Pabrikan dan Gips Tipe III Daur Ulang yang Dipanaskan dengan Suhu 130oC ... 30
4.2 Perbedaan Kekuatan Kompresi Gips Tipe III Pabrikan dan Gips Tipe III Daur Ulang yang Dipanaskan dengan Suhu 160oC ... 31
4.3 Perbedaan Kekuatan Kompresi Gips Tipe III Daur Ulang Pada Suhu Pemanasan 130oC dan 160oC ... 33
BAB 5 PEMBAHASAN 5.1 Metodologi Penelitian ... 35 5.2 Hasil Peneltian
160 C ... 37 5.2.3 Perbedaan Kekuatan Kompresi Gips Tipe III Daur Ulang
Pada Suhu Pemanasan 130oC dan 160oC ... 39 BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan ... 41 6.2 Saran ... 41
Tabel Halaman 1 Hidrasi Kalsium Sulfat ... 7 2 Tabel Karakteristik Gips ... 11 3 Kekuatan Kompresi Gips Tipe III Pabrikan dan Gips Tipe III Daur Ulang
yang Dipanaskan dengan Suhu 130oC ... 30 4 Hasil Uji T-Independent Pada Kelompok Gips Tipe III Pabrikan dan Gips
Tipe III Daur Ulang yang Dipanaskan dengan Suhu 130oC ... 31 5 Kekuatan Kompresi Gips Tipe III Pabrikan dan Gips Tipe III Daur Ulang
yang Dipanaskan dengan Suhu 160oC ... 32 6 Hasil Uji T-Independent Pada Kelompok Gips Tipe III Pabrikan dan Gips
Tipe III Daur Ulang yang Dipanaskan dengan Suhu 160oC ... 33 7 Kekuatan Kompresi Gips Tipe III Daur Ulang Pada Suhu Pemanasan
130oC dan 160oC ... 33 8 Hasil Uji T-Independent Pada Kelompok Gips Tipe III Daur Ulang Pada
Gambar Halaman
1 Ukuran Sampel untuk Mengukur Kekuatan Kompresi ... 20
2 Vacuum Oven ... 25
3 Ayakan ... 25
Lampiran
1 Analisis Statistik
2 Sertifikat Hasil Uji Gips Tipe III Pabrikan
BAB 1 PENDAHULUAN
1.1 Latar Belakang
Gipsum merupakan mineral yang ditambang dari berbagai belahan dunia dan sudah digunakan di bidang kedokteran gigi sejak tahun 1756. Gipsum yang digunakan dalam kedokteran gigi berasal dari kalsium sulfat dihidrat murni (CaSO4.2H2O) yang
dipanaskan sehingga terbentuk kalsium sulfat hemihidrat (CaSO4.½H2O). Dalam
kedokteran gigi, produk gipsum biasa disebut gips dan banyak digunakan untuk membuat model duplikat dari rongga mulut serta struktur jaringan sekitarnya dan sebagai bahan penting untuk pekerjaan laboratorium kedokteran gigi yang melibatkan pembuatan protesa.1,2,3
Menurut Spesifikasi American Dental Association (ADA) No. 25, gips dapat dibagi menjadi lima tipe yakni tipe I (Impression Plaster), tipe II (Laboratory or Model Plaster), tipe III (Dental Stone), tipe IV (Dental Stone, High Strength), tipe V ( High-Strength, High-Expansion Dental Stone).4-5 Mineral gipsum yang dipanaskan di ketel terbuka pada suhu 110o-120oC akan menghasilkan plaster dimana produk hemihidrat yang dibentuk ialah β-kalsium sulfat hemihidrat, memiliki bentuk partikel yang tidak teratur dan poreus serta digunakan untuk menghasilkan Impression Plaster (tipe I) dan
Laboratory or Model Plaster (tipe II).3,5 Apabila gipsum dipanaskan di autoklaf di bawah tekanan uap air pada suhu sekitar 120oC-130oC akan membentuk hidrokal dimana bentuk partikelnya lebih teratur dan lebih padat daripada plaster, produk
yang lebih banyak daripada tipe V untuk mengurangi ekspansi pengerasannya sehingga disebut High Strength, Low Expansion Dental stone.4 Pada dasarnya semua jenis gips yang digunakan memiliki senyawa dasar yang sama yaitu kalsium sulfat hemihidrat (CaSO4.½ H2O) yang membedakannya adalah metode yang dilakukan untuk mengubah
ukuran dan bentuk partikel gips. Perbedaan ukuran dan bentuk partikel tersebut akan mempengaruhi jumlah air yang dibutuhkan untuk mengubah kristalisasi kalsium sulfat hemihidrat menjadi dihidrat sehingga mengakibatkan perbedaan kekuatan kompresi dari masing-masing gips.2,6
Kalsium sulfat dihidrat (CaSO4.2H2O) pada saat dipanaskan pada suhu < 200oC
akan kehilangan 1,5 gr mol dari 2 gr mol H2O dan diubah menjadi kalsium sulfat
hemihidrat (CaSO4.½ H2O). Jika kalsium sulfat hemihidrat dicampur dengan air, reaksi
sebaliknya yang akan terjadi dan kalsium sulfat hemihidrat diubah kembali menjadi kalsium sulfat dihidrat. Oleh karena itu, dehidrasi parsial dari batu gipsum dan rehidrasi dari kalsium sulfat hemihidrat merupakan reaksi reversibel. Secara kimiawi, reaksi yang terjadi dinyatakan seperti di bawah ini.7,13
CaSO4 . ½ H2O + 1½ H2O CaSO4 . 2H2O + 3900 kal/g mol
Sifat reversibel dari reaksi tersebut memungkinkan untuk dilakukannya proses daur ulang pada gips yang telah mengalami setting menjadi sebuah model. Ibrahim RM, Seniour SH, Sheehab GI (1995) menyatakan bahwa kalsium sulfat hemihidrat dapat direproduksi dari model dengan pemanasan dalam autoklaf.8 Abidoye LK dan RA Bello (2010) melakukan penelitian tentang proses daur ulang bahan papan gipsum dengan cara pemanasan limbah papan gipsum pada suhu yang berbeda-beda untuk memperoleh kekuatan kompresi yang lebih baik. Penurunan kekuatan kompresi pada papan gipsum daur ulang tersebut terjadi akibat masih terdapat sisa air yang terperangkap pada kisi kristal gipsum.9
Adapun karakteristik gips meliputi setting time, perubahan dimensi, setting ekspansi dan kekuatan kompresi.1-2,10-11 Setting time dipengaruhi oleh waktu dan kecepatan pengadukan, rasio air bubuk, aselerator dan retarder, suhu dan tekanan
ekspansi dan ekspansi higroskopis.2,6,11 Ekspansi massa gips yang terjadi di udara dikenal sebagai normal setting ekspansi. Jika gips pada initial setting ditempatkan dalam air akan menyebabkan ekspansi yang lebih besar dan disebut ekspansi higroskopis. Setting ekspansi gips dipengaruhi oleh beberapa faktor yaitu rasio air bubuk, lama pengadukan (mixing time), penambahan akselerator dan retarder serta lama penyimpanan.2,6 Kekuatan kompresi merupakan kemampuan bahan untuk menahan fraktur. Kekuatan kompresi dipengaruhi oleh pengadukan, rasio air bubuk, penambahan zat akselerator dan retarder, penyimpanan dan kontaminasi, suhu dan tekanan atmosfer.2,6,10,13
Dalam praktik kedokteran gigi sehari- hari, bahan gips sangat banyak digunakan, misalnya untuk membuat model studi maupun model kerja pada pembuatan gigitiruan.5 Salah satu hal yang perlu diperhatikan pada pembuatan gigitiruan ialah pembuatan model kerja yang umumnya menggunakan bahan gips tipe III. Limbah model kerja cukup banyak dan akan dibuang apabila tidak digunakan lagi sehingga apabila dibiarkan dan terus berlanjut, maka zat yang terkandung dalam gips tersebut akan menyebabkan masalah pencemaran lingkungan. Menurut Abdelfatah and Tabsh (2008), limbah gipsum yang sangat banyak ini sesuai ketentuan dibuang di TPA (Tempat Pembuangan Akhir). Hal tersebut akan menyebabkan masalah pencemaran lingkungan sebab limbah tersebut tidak dapat dengan mudah diuraikan.9
1.2 Permasalahan
memiliki kekuatan kompresi yang cukup tinggi untuk tahan terhadap goresan dan abrasi dari instrumen tajam, maka akan mempengaruhi bentuk dan ukuran dari mahkota yang dihasilkan.13-4 Akan tetapi, ketika gigitiruan selesai dikerjakan, model tersebut tidak berguna lagi dan dibuang begitu saja sehingga sebagian besar limbah tersebut berasal dari gips tipe III.
Gips memiliki sifat kimia yang reversibel sehingga dapat dilakukan upaya untuk mengolah limbah gips kembali. Pada reaksi pembentukan gips tipe III dilakukan proses pemanasan mineral gipsum pada suhu 120oC – 130oC.6-7 Berdasarkan penelitian Abidoye LK dan RA Bello (2010) sebelumnya dinyatakan bahwa limbah papan gipsum dapat didaur ulang dan didapatkan kekuatan kompresi yang tertinggi pada suhu pemanasan 160oC selama 40 menit.9 Peneliti melakukan penelitian pendahuluan mengenai kadar air yang terkandung pada limbah gips tipe III dan gips tipe III pabrikan dan didapatkan hasil bahwa kadar air yang terdapat pada limbah gips tipe III (8,88%) lebih tinggi dari gips tipe III pabrikan (0,57%). Kandungan air yang tinggi akan menurunkan kekuatan kompresi.3 Tujuan pemanasan adalah untuk mengurangi kadar air yang terdapat pada limbah gips tipe III sampai mendekati 0,57%.
Dari uraian di atas maka timbul permasalahan apakah ada perbedaan kekuatan kompresi gips tipe III pabrikan dengan gips tipe III daur ulang yang dipanaskan pada suhu 130oC dan 160oC untuk pembuatan model kerja.
1.3 Rumusan Masalah
Dalam penelitian ini dapat dirumuskan permasalahan sebagai berikut:
1. Apakah ada perbedaan kekuatan kompresi gips tipe III pabrikan dan gips tipe III daur ulang yang dipanaskan dengan suhu 130oC?
2. Apakah ada perbedaan kekuatan kompresi gips tipe III pabrikan dan gips tipe III daur ulang yang dipanaskan dengan suhu 160oC?
1.4 Tujuan Penelitian Tujuan penelitian ini adalah:
1. Untuk mengetahui perbedaan kekuatan kompresi gips tipe III pabrikan dan gips tipe III daur ulang yang dipanaskan dengan suhu 130oC.
2. Untuk mengetahui perbedaan kekuatan kompresi gips tipe III pabrikan dan gips tipe III daur ulang yang dipanaskan dengan suhu 160oC.
3. Untuk mengetahui perbedaan kekuatan kompresi gips tipe III daur ulang pada suhu pemanasan 130oC dan 160oC.
1.5 Manfaat Penelitian 1.5.1 Manfaat Teoritis
a. Penelitian ini diharapkan memberikan sumbangan atau kontribusi bagi pengembangan ilmu pengetahuan dan penerapannya, khususnya di bidang Prostodonsia. b. Hasil penelitian ini diharapkan dapat dijadikan sebagai bahan referensi untuk penelitian lebih lanjut.
1.5.2 Manfaat Praktis
a. Hasil penelitian ini diharapkan dapat digunakan oleh dokter gigi sebagai pertimbangan pemanfaatan limbah gips untuk didaur ulang.
BAB 2
TINJAUAN PUSTAKA
2.1 Gipsum
Gipsum merupakan mineral yang ditambang dari berbagai belahan dunia. Selain itu, gipsum juga merupakan produk samping dari berbagai proses kimia. Di alam, gipsum merupakan massa yang padat dan berwarna abu-abu, merah atau coklat. Warna tersebut disebabkan adanya zat lain seperti tanah liat, oksida besi, anhidrat, karbohidrat, sedikit SiO2 atau oksida lain.15-6 Secara kimiawi, produk gipsum yang
dihasilkan untuk tujuan kedokteran gigi adalah kalsium sulfat dihidrat (CaSO4·2H2O)
murni.2,6,17
Produk gipsum dapat digunakan secara umum seperti untuk membuat patung dan sebagai bahan bangunan. Di bidang kedokteran, produk gipsum dapat digunakan sebagai alat ortopedi.5 Di bidang kedokteran gigi, produk gipsum digunakan untuk membuat model dari rongga mulut serta struktur maksilofasial dan sebagai piranti penting untuk pekerjaan laboratorium kedokteran gigi yang melibatkan pembuatan protesa gigi.2,6 Produk gipsum yang digunakan dalam kedokteran gigi dikenal dengan gips yang memiliki rumus kimia CaSO4.½H2O.12
2.1.1 Proses Pembentukan Gips Kedokteran Gigi
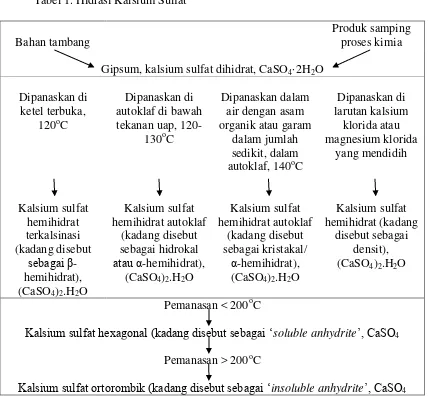
Tabel 1. Hidrasi Kalsium Sulfat6,13
Bahan tambang
Produk samping proses kimia Gipsum, kalsium sulfat dihidrat, CaSO4·2H2O
Dipanaskan di ketel terbuka,
120oC
Dipanaskan di autoklaf di bawah tekanan uap,
120-130oC
Dipanaskan dalam air dengan asam organik atau garam
dalam jumlah sedikit, dalam autoklaf, 140oC
Dipanaskan di larutan kalsium klorida atau magnesium klorida yang mendidih Kalsium sulfat hemihidrat terkalsinasi (kadang disebut
sebagai β -hemihidrat), (CaSO4)2.H2O
Kalsium sulfat hemihidrat autoklaf
(kadang disebut sebagai hidrokal
atau α-hemihidrat), (CaSO4)2.H2O
Kalsium sulfat hemihidrat autoklaf
(kadang disebut sebagai kristakal/
α-hemihidrat), (CaSO4)2.H2O
Kalsium sulfat hemihidrat (kadang
disebut sebagai densit), (CaSO4)2.H2O
Pemanasan < 200oC
Kalsium sulfat hexagonal (kadang disebut sebagai ‘soluble anhydrite’, CaSO4
Pemanasan > 200oC
Kalsium sulfat ortorombik (kadang disebut sebagai ‘insoluble anhydrite’, CaSO4
2.1.2 Jenis Gips Kedokteran Gigi
Menurut spesifikasi American Dental Association (ADA) No. 25, produk gipsum dapat dikelompokkan menjadi lima tipe yaitu:3,12,19
1. Impression Plaster (Tipe I)
sehingga gips tipe I terbatas digunakan untuk cetakan akhir, atau wash, untuk rahang edentulus.3,18
2. Model Plaster (Tipe II)
Gips tipe II (Model Plaster) terdiri dari kalsium sulfat terkalsinasi/ β-hemihidrat sebagai bahan utamanya dan zat tambahan untuk mengontrol setting time.13 β -hemihidrat terdiri dari partikel kristal ortorombik yang lebih besar dan tidak beraturan dengan lubang-lubang kapiler sehingga partikel β-hemihidrat menyerap lebih banyak
air bila dibandingkan dengan α-hemihidrat.6 Pada masa sekarang, gips tipe II digunakan terutama untuk pengisian kuvet dalam pembuatan gigitiruan dimana ekspansi pengerasan tidak begitu penting dan kekuatan yang dibutuhkan cukup, sesuai batasan yang disebutkan dalam spesifikasi. 6,18 Selain itu, gips tipe II dapat digunakan sebagai model studi.17
3. Dental Stone (Tipe III)
Gips tipe III (Dental Stone) terdiri dari hidrokal/ α-hemihidrat dan zat tambahan untuk mengontrol setting time, serta zat pewarna untuk membedakannya dengan bahan dari plaster yang umumnya berwarna putih.13α-hemihidrat terdiri dari partikel yang lebih kecil dan teratur dalam bentuk batang atau prisma dan bersifat tidak poreus sehingga membutuhkan air yang lebih sedikit ketika dicampur bila
dibandingkan dengan β-hemihidrat.6,10 Gips tipe III ideal digunakan untuk membuat model kerja yang memerlukan kekuatan dan ketahanan abrasif yang tinggi seperti pada konstruksi protesa dan model ortodonsi.3,6,18 Kekuatan kompresi gips tipe III berkisar antara 20,7 MPa (3000 psi) – 34,5 MPa (5000 psi).2,6
4. Dental Stone, High-Strength (Tipe IV)
Gips tipe IV (Dental Stone, High Strength) terdiri dari densit yang memiliki bentuk partikel kuboidal dengan daerah permukaan yang lebih kecil sehingga
permukaan yang keras dan tahan abrasi karena preparasi kavitas diisi dengan malam dan diukir menggunakan instrumen tajam hingga selaras dengan tepi-tepi dai.6,18
5. Dental Stone, High Strength, High Expansion (Tipe V)
Adanya penambahan terbaru pada klasifikasi produk gipsum ADA dikarenakan terdapat kebutuhan dental stone yang memiliki kekuatan serta ekspansi lebih tinggi.3 Pembuatan gips tipe V sama seperti gips tipe IV namun gips tipe V memiliki kandungan garam lebih sedikit untuk meningkatkan setting ekspansinya.7 Gips tipe V memiliki setting ekspansi sekitar 0,1% - 0,3% untuk mengkompensasi pengerutan
casting yang lebih besar pada pemadatan logam campur.3,5,20 Kekuatan yang lebih tinggi diperoleh dengan menurunkan rasio air-bubuk.5 Gips tipe V umumnya digunakan sebagai dai untuk pembuatan bahan logam campur yang memiliki pengerutan tinggi.17 Bahan ini umumnya berwarna biru atau hijau dan merupakan produk gipsum yang paling mahal.3
2.1.3 Karakteristik Gips Kedokteran Gigi Karakteristik gips meliputi:
a. Setting time
Setting time adalah waktu yang diperlukan gips untuk menjadi keras dan dihitung sejak gips kontak dengan air.6,20-1 Setting time terdapat dua tahap sebagai berikut:3,5-6
1. Initial setting time
2. Final setting time
Ketika gips dapat dikeluarkan dari cetakan menandakan bahwa gips tersebut telah mencapai final set. Akan tetapi pada masa ini, gips tersebut memiliki kekerasan dan ketahanan terhadap abrasi yang minimal. Pada reaksi pengerasan akhir ini, reaksi kemis yang terjadi telah selesai dan model akan menjadi dingin ketika disentuh.3,5
b. Setting ekspansi
Setting ekspansi terjadi pada semua jenis gips. Plaster memiliki setting ekspansi yang paling besar yaitu 0,30% sedangkan high-strength stone memiliki setting ekspansi yang paling rendah yakni 0,10%. Setting ekspansi merupakan hasil dari pertumbuhan kristal-kristal gips ketika mereka bergabung. Setting ekspansi harus dikontrol agar tetap minimum terutama ketika gips tersebut akan digunakan untuk membuat pola malam sebuah restorasi. Apabila setting ekspansi yang terjadi berlebihan maka akan menghasilkan sebuah restorasi yang oversized. Settting ekspansi hanya terjadi ketika gips dalam proses pengerasan.3
c. Perubahan dimensi
Perubahan dimensi dipengaruhi oleh setting ekspansi dari gipsum. Setting ekspansi yang terjadi pada proses pengerasan gips disebabkan oleh adanya dorongan ke luar oleh pertumbuhan kristal dihidrat. Semakin tinggi atau besar ekspansi pengerasan maka keakuratan dimensi semakin rendah.2,6
d. W/ P Ratio
Rasio air-bubuk harus diperhatikan ketika melakukan pencampuran gips sebab diperlukan daya alir yang cukup untuk menghasilkan detil permukaan yang akurat.3 Tipe gips yang berbeda akan memiliki rasio air-bubuk yang berbeda juga. Hal ini disebabkan oleh perbedaan bentuk dan ukuran kristal kalsium sulfat hemihidrat.7
e. Kekuatan kompresi
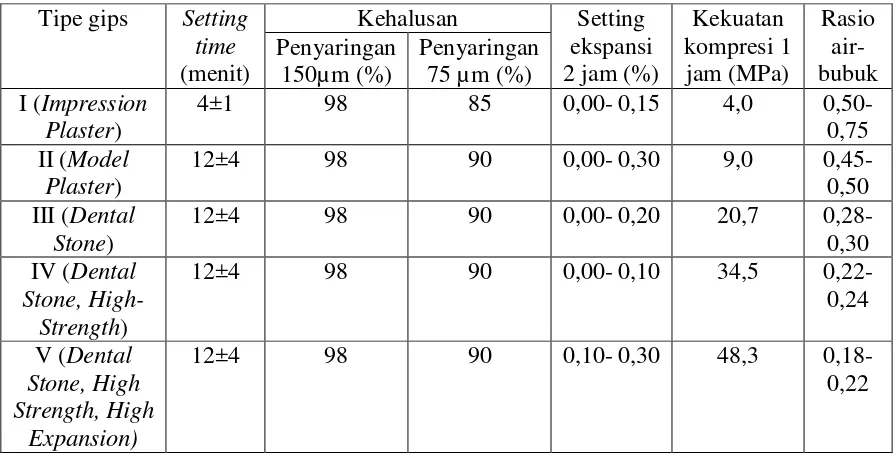
Tabel 2. Tabel Karakteristik Gips2,6,23
Tipe gips Setting time
(menit)
Kehalusan Setting ekspansi 2 jam (%)
Kekuatan kompresi 1 jam (MPa) Rasio air-bubuk Penyaringan 150µm (%) Penyaringan 75 µm (%) I (Impression
Plaster)
4±1 98 85 0,00- 0,15 4,0
0,50-0,75 II (Model
Plaster)
12±4 98 90 0,00- 0,30 9,0
0,45-0,50 III (Dental
Stone)
12±4 98 90 0,00- 0,20 20,7
0,28-0,30 IV (Dental
Stone, High-Strength)
12±4 98 90 0,00- 0,10 34,5
0,22-0,24
V (Dental Stone, High Strength, High
Expansion)
12±4 98 90 0,10- 0,30 48,3
0,18-0,22
2.2 Kekuatan Kompresi
Kekuatan kompresi ialah kekuatan yang diukur dengan cara memecahkan spesimen dengan alat uji tekan. Kekuatan kompresi dikalkulasikan dari kegagalan spesimen menahan beban dibagi dengan cross-sectional area beban dan hasilnya dinyatakan dalam satuan per square inch (psi) dalam satuan US atau megapascals
(MPa) dalam satuan SI.21 Menurut spesifikasi ADA, spesimen mencapai kekuatan kompresi minimum satu jam setelah mengeras.4,11 Pengerasan maksimum dicapai pada satu hari (24 jam) setelah pengadukan.2,6 Ada beberapa faktor yang mempengaruhi kekuatan kompresi antara lain:
a. Waktu dan kecepatan pengadukan
pengadukan yang dapat mengakibatkan porus sehingga kekuatan kompresi menurun dan model yang dihasilkan menjadi tidak akurat. Pengadukan harus dilakukan dengan cepat dan secara periodik spatula menyapu seluruh gips di dalam mangkuk pengaduk untuk menjamin pembasahan seluruh bubuk serta mencegah endapan atau gumpalan. Pengadukan harus terus berlangsung sampai diperoleh adonan yang halus. Kebiasaan menambahkan air dan bubuk berulang-ulang untuk mencapai konsistensi yang tepat harus dihindari karena hal ini dapat mengakibatkan ketidakseragaman pengerasan massa adukan sehingga menghasilkan kekuatan yang rendah dan distorsi. Metode yang dianjurkan ialah menambahkan air yang telah diukur kemudian masukkan bubuk yang telah ditimbang secara perlahan dan aduk dengan spatula selama kurang lebih 15 detik, diikuti pengadukan dengan vacuum mixer selama 20-30 detik.2
b. Rasio air dan bubuk (W/P ratio)
Kekuatan kompresi dipengaruhi oleh perbandingan air dan bubuk yang digunakan. Penambahan air yang digunakan akan menghasilkan adukan yang halus dan memerlukan waktu yang lebih lama untuk mengeras serta mengurangi kekuatan gips. Sedangkan, pengurangan jumlah air yang digunakan akan menyulitkan manipulasi gips sehingga sangat dianjurkan untuk mengikuti rasio bubuk dan air yang sesuai dengan petunjuk pabrik.10 Sebenarnya yang mempengaruhi W/P ratio adalah ukuran partikel dan porositas gips. Semakin poreus partikel kristal gips, semakin banyak air yang dibutuhkan untuk mengubah partikel hemihidrat ke dihidrat. Partikel gips yang lebih besar, tidak beraturan dan poreus seperti plaster membutuhkan air yang lebih banyak ketika dicampur dan dihidrat yang dihasilkan akan memiliki rongga udara yang lebih banyak sehingga kekuatan produk plaster lebih lemah dibandingkan dengan produk stone.3
c. Retarder dan akselerator
Retarder merupakan suatu bahan kimia yang ditambahkan pada gips untuk menambah setting time. Beberapa contoh retarder ialah boraks, asetat, potasium sitrat, NaCl >2%, Na2SO4 >3,4%, sodium sitrat, dll. Akselerator merupakan suatu
Penambahan bahan retarder dan akselerator dapat mengurangi kekuatan basah maupun kekuatan kering gips sehingga kekuatan kompresi menurun. Hal ini disebabkan oleh penambahan bahan kimia tersebut mempengaruhi kemurnian dan mengurangi kohesi antar-kristal.2,6,13
d. Penyimpanan dan kontaminasi
Penyimpanan bubuk gips harus dalam wadah yang tertutup dan dijauhkan dari kontaminasi zat lain maupun model gips yang telah mengeras untuk mencegah reaksi disebabkan kelembaban udara sehingga dapat menyebabkan pembentukan dihidrat dan mempercepat pengerasan serta menurunkan kekuatan kompresi.13
e. Suhu dan tekanan atmosfer
Penyimpanan model pada temperatur antara 90oC – 100oC akan mengakibatkan pengerutan yang disebabkan oleh kristalisasi air yang keluar dan mengubah dihidrat menjadi hemihidrat kembali sehingga kekuatan kompresi gips akan berkurang.2,6 Yosi KE, Arianto, Hartono S (1998) dalam penelitian mereka menyatakan bahwa suhu dan kelembaban ruang yang lebih tinggi menurunkan kekuatan kompresi gips tipe III secara signifikan pada gips tipe III.24
2.3 Daur Ulang
Daur ulang merupakan salah satu cara untuk mengatasi penumpukan limbah. Daur ulang mengacu pada proses pengumpulan bahan bekas (limbah) dan pengolahannya. Dalam proses daur ulang, bahan-bahan yang digunakan diurutkan dan diproses untuk digunakan sebagai bahan baku pembentukan produk baru.26
2.3.1 Mekanisme
Mekanisme atau pengelolaan yaitu proses mengolah limbah menjadi bahan yang siap pakai. Pada penelitian Ibrahim RM dkk (1995) serta Abidoye LK dan Bello RA (2010), proses pengelolaan dilakukan dengan cara memanaskan limbah gips. Berdasarkan penelitian tersebut, dinyatakan bahwa gips tersebut dapat didaur ulang dan menunjukkan keadaan mikrostruktural jarum kristal yang mirip dengan gipsum komersial, tetapi terdapat molekul air yang terperangkap pada kisi kristal.8-9.
Gips umumnya didapatkan dari batuan mineral gipsum alam. Gipsum adalah bentuk dihidrat dari kalsium sulfat (CaSO4·2H2O), ketika dipanaskan pada suhu
<200oC, akan kehilangan 1,5 g mol dari 2 g mol H2O dan dikonversikan menjadi
kalsium sulfat hemihidrat (CaSO4·½ H2O) atau kadang ditulis (CaSO4)2·H2O.7,13
2CaSO4.2H2O + pemanasan (CaSO4)2.H2O + 3H2O
Kalsium sulfat dihidrat Kalsium sulfat hemihirat Air
Ketika kalsium sulfat hemihidrat dicampur dengan air, reaksi sebaliknya akan terjadi sehingga kalsium sulfat hemihidrat dikonversikan kembali ke kalsium sulfat dihidrat. Oleh sebab itu, dehidrasi sebagian dari mineral gipsum dan rehidrasi kalsium sulfat hemihidrat bersifat reversibel. Reaksi pengerasan gips yang umumnya terjadi sebagai berikut:7
CaSO4·½ H2O + 1½H2O CaSO4·2H2O + 3900 kal/g mol
Kalsium sulfat hemihidrat Air Kalsium sulfat dihidrat
Pada tahap pengelolaan, dapat dilakukan proses pencampuran yaitu untuk mendapatkan bahan yang lebih bermanfaat, misalnya sejenis limbah dicampur dengan bahan lain.27 Penambahan bahan lain, misalnya calcium chloride, dilakukan agar diperoleh peningkatan pada kekuatan kompresi bahan gipsum.28
2.3.2 Syarat
Beberapa persyaratan dalam proses daur ulang:
1. Limbah gips yang didaur ulang berasal dari tipe gips yang sama
Tipe limbah gips perlu diperhatikan sebab proses pembentukan setiap tipe gips berbeda. Selain itu, manipulasi gips yang dijadikan limbah juga berbeda, seperti rasio air bubuk untuk setiap tipe gips berbeda, sehingga limbah gips yang didaur ulang sebaiknya berasal dari tipe gips yang sama sebab dapat mempengaruhi kekuatan kompresi gips daur ulang.13
2. Pemurnian limbah harus dilakukan sebelum diproses dengan pemanasan Limbah yang akan di daur ulang harus sejenis, sehingga perlu dilakukan proses pemisahan dan pengelompokan. Kegiatan ini dapat dilaksanakan secara manual (dilakukan dengan tangan manusia secara langsung) maupun secara mekanis (dilakukan oleh mesin).9,27 Tahapan berikutnya adalah pemurnian yaitu untuk mendapatkan bahan/elemen semurni mungkin, baik melalui proses fisik, kimia, biologi, atau termal. Pemurnian secara fisik misalnya dapat dilakukan dengan menggunakan magnet untuk memisahkan limbah gips dari bahan logam.9
2.3.3 Faktor yang Mempengaruhi
Beberapa faktor yang mempengaruhi kekuatan kompresi gips daur ulang: 1. Proses daur ulang yang dilakukan harus sesuai dengan proses pembentukan gips
lain, pemanasan gipsum pada suhu sekitar 80-150°C dengan tekanan uap di dalam
autoklaf akan menghasilkan α-hemihidrat. Perbedaan antara α dan β-hemihidrat terdapat pada ukuran, bentuk, dan daerah permukaan kristal gips.13,29 Secara
mikroskopik, β-hemihidrat memiliki struktur kumpulan serabut kristal-kristal halus dengan lubang-lubang kapiler sedangkan α-hemihidrat memiliki struktur kristal yang tersusun dalam bentuk batang atau prisma.5 Ketidakhadiran air selama pemanasan dalam vacuum oven menyebabkan partikel gips (β-hemihidrat) yang dihasilkan tetap poreus dan tidak teratur.21 Perbedaan bentuk dan ukuran kristal kalsium sulfat hemihidrat akan mempengaruhi kekuatan kompresi gips.7,13
2. Suhu dan lama penyimpanan limbah
reve
rs
ibe
l
dehidrasi
2.4 Kerangka Teori
Gips (CaSO4
.
½H2O)
Klasifikasi
Tipe I Tipe II Tipe III Tipe IV Tipe V
Karakteristik Perubahan Dimensi w/p Ratio Setting Time Setting Ekspansi Kekuatan Kompresi Fungsi Model Kerja (CaSO4 . 2H2O)
Limbah
Daur Ulang
Mekanisme Syarat Faktor yang
Mempengaruhi
Air Gips Daur ulang
(CaSO4 . ½H2O)
Karakteristik Perubahan Dimensi w/p Ratio Setting Time Setting Ekspansi Kekuatan Kompresi
Apakah ada perbedaan kekuatan kompresi gips tipe III pabrikan dengan gips tipe
III daur ulang yang dipanaskan dengan suhu 130oC dan 160oC? Mineral Gipsum
(CaSO4 . 2H2O)
dehidrasi rehidrasi daur ulang dehidrasi Mineral Gipsum (CaSO4 . 2H2O)
Gips Pabrikan (CaSO4 . ½H2O)
Model Kerja (CaSO4
. 2H2O)
Gips Daur ulang (CaSO4
.
½H2O)
Bentuk kristal lebih teratur dan tidak poreus Pengaruhi rasio bubuk
dan air (W/P ratio) Kekuatan kompresi berkisar
antara 20,7 – 34,5 MPa
Sisa molekul air yang terperangkap dalam kisi
kristal
Bereaksi dengan molekul air
Kekuatan kompresi gips tipe III daur ulang T 130oC
Sisa molekul air yang terperangkap dalam kisi kristal setelah daur ulang pada suhu pemanasan 130oC lebih
banyak
Pengaruhi rasio bubuk dan air (W/P ratio)
T 160oC
Sisa molekul air yang terperangkap dalam kisi kristal setelah daur ulang pada suhu pemanasan 160oC lebih
2.6 Hipotesis Penelitian
Berdasarkan tinjauan pustaka di atas, maka dapat disusun hipotesis penelitan bahwa:
1. Terdapat perbedaan kekuatan kompresi gips tipe III pabrikan dan gips tipe III daur ulang yang dipanaskan dengan suhu 130oC.
2. Terdapat perbedaan kekuatan kompresi gips tipe III pabrikan dan gips tipe III daur ulang yang dipanaskan dengan suhu 160oC.
BAB 3
METODOLOGI PENELITIAN
3.1 Rancangan Penelitian
Penelitian ini merupakan penelitian eksperimental laboratoris.
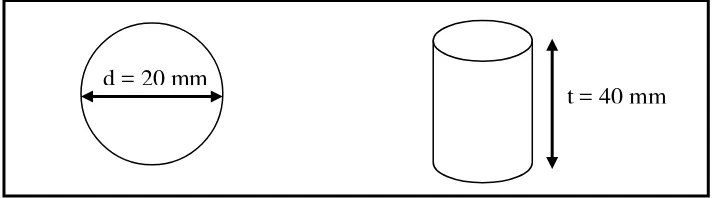
3.2 Sampel dan Besar Sampel Penelitian 3.2.1 Sampel Penelitian
Sampel penelitian terbuat dari gips tipe III yang terbagi atas tiga kelompok, yakni kelompok A berasal dari gips tipe III pabrikan, kelompok B berasal dari gips tipe III hasil daur ulang dengan pemanasan 130oC dan kelompok C berasal dari gips tipe III hasil daur ulang dengan pemanasan 160oC. Bentuk sampel adalah silinder dengan ukuran diameter 20 mm x tinggi 40 mm. (Spesifikasi ADA No.25).23 Sampel dibuat dari tabung silinder yang terbuat dari stainless steel.
Gambar 1. Ukuran Sampel untuk Mengukur Kekuatan Kompresi
3.2.2 Besar Sampel Penelitian
Besar sampel dihitung berdasarkan rumus sebagai berikut:
( t – 1 )( r –1 ) ≥ 15 d = 20 mm
Keterangan:
t: Jumlah perlakuan r: Jumlah ulangan
Dalam penelitian ini akan digunakan t=3 sebab jumlah perlakuan sebanyak tiga perlakuan yakni sampel gips daur ulang tipe III dengan suhu pemanasan 130oC, 160oC dan sampel gips pabrikan. Jumlah (r) tiap kelompok sampel dapat ditentukan sebagai berikut:
( t - 1 )( r - 1 ) ≥ 15 ( 3 – 1 )( r – 1 ) ≥ 15
2 ( r –1 ) ≥ 15 r –1 ≥ 7,5
r ≥ 8,5
Jumlah sampel minimal untuk masing-masing kelompok ialah 9, maka total sampel yang digunakan adalah 27 sampel.
3.3 Variabel penelitian 3.3.1 Klasifikasi Variabel 3.3.1.1 Variabel Bebas
1. Sampel yang dibuat dari gips tipe III pabrikan (kelompok A).
2. Sampel yang dibuat dari gips tipe III hasil daur ulang dengan pemanasan 130oC (kelompok B).
3. Sampel yang dibuat dari gips tipe III hasil daur ulang dengan pemanasan 160oC (kelompok C).
3.3.1.3 Variabel Terkendali 1. Rasio W/ P gips tipe III. 2. Kecepatan pengadukan. 3. Waktu pengadukan. 4. Limbah gips tipe III.
5. Ukuran bubuk limbah gips tipe III.
6. Suhu dan waktu pemanasan limbah gips tipe III.
3.3.1.4 Variabel Tidak Terkendali 1. Lama penyimpanan limbah gips tipe III. 2. Suhu dan kelembaban ruangan.
3.3.2 Definisi Operasional
Variabel Bebas Definisi Operasional Skala Ukur Alat Ukur Gips tipe III
pabrikan (kelompok A)
Gips tipe III sediaan pabrik yang belum digunakan, merek
Moldano®, Germany.
- -
Gips hasil daur ulang (kelompok B)
Limbah gips tipe III yang telah melalui proses penghalusan dan pemanasan pada suhu 1300 C.
- -
Gips hasil daur ulang (kelompok C)
Limbah gips tipe III yang telah melalui proses penghalusan dan pemanasan pada suhu 1600 C.
- -
Variabel Terikat Definisi Operasional Skala Ukur Alat Ukur Kekuatan kompresi kekuatan yang diukur
menggunakan alat uji tekan.
Skala rasio Alat uji tekan
Variabel Terkendali
Definisi Operasional Skala Ukur Alat Ukur Rasio W/ P gips
tipe III
Perbandingan banyak bubuk gips dengan banyaknya air yaitu 100 gr bubuk gips : 30 mL air.3
- Timbangan
digital dan gelas ukur. Kecepatan
pengadukan
kecepatan untuk mengaduk gips yaitu dengan menggunakan
vacuum mixer (Mixyvac) selama 30 detik hingga homogen.2,21
- -
Waktu pengadukan waktu yang dibutuhkan untuk mengaduk gips hingga homogen yaitu 15 detik menggunakan spatula dan 20-30 detik menggunakan vacuum mixer.2,21
- Stopwatch.
Limbah gips tipe III
Gips sisa dari pembuatan sampel gips kelompok kontrol.
- -
Ukuran bubuk limbah gips tipe III
Besarnya partikel bubuk hasil penghancuran limbah gips tipe III yaitu < 0,075 mm.
- Saringan
Partikel ( BBS-Laboratory Test Sieve). Suhu dan waktu
pemanasan limbah gips tipe III
Derajat panas dan lamanya proses pemanasan bubuk limbah gips tipe III yaitu sebesar 1300C (kelompok B) dan 1600C (kelompok C) selama 40 menit.
- Termometer
dan
stopwatch.
Variabel Tidak Terkendali
Definisi Operasional Skala Ukur Alat Ukur Lama penyimpanan
limbah gips tipe III
Waktu yang diperlukan untuk mengumpulkan limbah gips tipe III sebelum dilakukan daur ulang.
- -
Suhu dan
kelembaban ruangan
Derajat panas dan kandungan uap air di udara pada ruang kerja.
- -
3.4 Waktu dan Lokasi Penelitian 3.4.1 Waktu Penelitian
3.4.2 Lokasi Pembuatan Sampel
1. Laboratorium Kimia Organik Bahan Alam FMIPA USU. 2. Laboratorium Beton/ Bahan Rekayasa Fak. Teknik Sipil USU. 3. Unit UJI Laboratorium Dental FKG USU.
3.4.3 Lokasi Pengujian Sampel
Laboratorium Fraktur & Impak Program Studi Magister Teknik Mesin USU.
3.5 Bahan dan Alat Penelitian 3.5.1 Bahan Penelitian
1. Gips tipe III pabrikan merek Moldano®, Germany yang digunakan untuk membuat sampel kelompok A.
2. Gips tipe III hasil daur ulang yang dipanaskan dengan vacuum oven pada suhu 130oC selama 40 menit yang digunakan untuk membuat sampel kelompok B.
3. Gips tipe III hasil daur ulang yang dipanaskan dengan vacuum oven pada suhu 160oC selama 40 menit yang digunakan untuk membuat sampel kelompok C.
4. Air.
3.5.2 Alat Penelitian
1. Tabung silinder terbuat dari stainless steel dengan ukuran diameter 20 mm x tinggi 40 mm yang digunakan untuk pembuatan sampel.
2. Plat kaca.
3. Gelas ukur (Pyrex®, USA) 4. Vacuum Mixer (Mixyvac) 5. Spatula.
6. Stopwatch.
10. Vacuum oven (Napco®).
Gambar 2. Vacuum Oven
[image:40.624.235.416.349.436.2]11. Ayakan (Laboratory Test Sieve, BBS, aperture 0,075 mm).
Gambar 3. Ayakan
12. Alat uji tekan (Servopulser, Japan).
[image:40.624.273.408.539.673.2]3.6 Cara Penelitian
3.6.1 Pembuatan Sampel Gips Kelompok A
Proses pembuatan sampel gips kelompok A adalah sebagai berikut:2
1. Masukkan 30 mL air ke dalam vacuum mixer lalu tambahkan 100 gr bubuk gips tipe III pabrikan sedikit demi sedikit dan diaduk selama 30 detik (waktu diukur dengan menggunakan stopwatch).
2. Tuang sedikit demi sedikit adonan gips tipe III tersebut ke dalam tabung silinder stainless steel yang beralaskan plat kaca dengan bantuan spatula sambil digetarkan dengan vibrator sampai penuh.
3. Gunakan plat kaca kedua untuk meratakan permukaan atas adonan kemudian biarkan selama 1 jam.
4. Keluarkan sampel gips tipe III kelompok A dari tabung silinder stainless steel
dan biarkan sampel gips tipe III kelompok A hingga mengeras sepenuhnya selama 24 jam sebelum dilakukan pengujian sampel.
3.6.2 Pembuatan Sampel Gips Kelompok B dan C
Proses pembuatan sampel gips kelompok B dan C adalah sebagai berikut:
1. Limbah gips tipe III pabrikan yang telah dikumpulkan dihaluskan menggunakan alat parut dari stainless steel kemudian bubuk limbah gips tipe III tersebut disaring dengan ayakan agar diperoleh besar partikel yang sama yaitu <0,075 mm.4,9
2. Tempatkan bubuk limbah gips tipe III di wadah dan ratakan permukaan bubuk kemudian masukkan bubuk tersebut ke dalam vacuum oven dan dipanaskan dengan suhu 130° C selama 40 menit (kelompok B).9
3. Keluarkan bubuk gips tipe III hasil daur ulang kelompok B dari vacuum oven
dan biarkan mendingin.
5. Tuang sedikit demi sedikit adonan gips tipe III hasil daur ulang kelompok B tersebut ke dalam tabung silinder stainless steel yang beralaskan plat kaca dengan bantuan spatula sambil digetarkan dengan vibrator sampai penuh.
6. Gunakan plat kaca kedua untuk meratakan permukaan atas adonan kemudian biarkan selama 1 jam.
7. Keluarkan sampel gips tipe III hasil daur ulang kelompok B dari tabung silinder stainless steel dan biarkan sampel gips tipe III hasil daur ulang kelompok B hingga mengeras sepenuhnya selama 24 jam sebelum dilakukan pengujian sampel.
8. Prosedur pembuatan sampel gips daur ulang untuk kelompok C sama dengan prosedur pembuatan sampel gips daur ulang untuk kelompok B dengan suhu pemanasan 1600C.
3.6.3 Pengujian Kekuatan Kompresi
a. Uji kekuatan kompresi menggunakan alat Servopulser, Japan, sampel ditekan pada alat hingga pecah.
b. Besar beban dicatat dalam satuan kilogramforce (kgf) dan dikonversikan ke dalam satuan Newton (N). Besar kekuatan kompresi dihitung dan dicatat dalam satuan MegaPascal (MPa).
Adapun rumus yang dipakai untuk menghitung kekuatan kompresi (Compressive Strength = CS) dari penelitian ialah:30-1
CS= 4F
πd2
dimana: CS = Compressive Strength (MPa)
F = kekuatan saat sampel hancur (N) = kgf x 9.807 π = konstanta (3,14)
3.7 Analisis Data
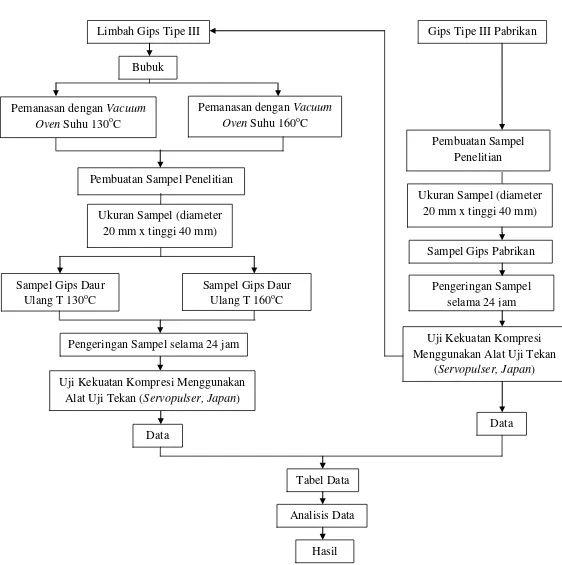
3.8 Kerangka Operasional
Limbah Gips Tipe III
Pemanasan dengan Vacuum Oven Suhu 130oC
Pembuatan Sampel Penelitian
Ukuran Sampel (diameter 20 mm x tinggi 40 mm)
Sampel Gips Daur Ulang T 130oC
Sampel Gips Pabrikan
Uji Kekuatan Kompresi Menggunakan Alat Uji Tekan
(Servopulser, Japan)
[image:44.624.30.592.111.676.2]Data
Tabel Data
Analisis Data
Hasil Pemanasan dengan Vacuum
Oven Suhu 160oC
Sampel Gips Daur Ulang T 160oC
Pengeringan Sampel selama 24 jam Bubuk
Gips Tipe III Pabrikan
Pembuatan Sampel Penelitian
Ukuran Sampel (diameter 20 mm x tinggi 40 mm)
Pengeringan Sampel selama 24 jam
Uji Kekuatan Kompresi Menggunakan Alat Uji Tekan (Servopulser, Japan)
BAB 4
HASIL PENELITIAN
4.1 Perbedaan Kekuatan Kompresi Gips Tipe III Pabrikan dan Gips Tipe III Daur Ulang yang Dipanaskan dengan Suhu 130oC
[image:45.612.111.528.436.708.2]Kekuatan kompresi diuji dengan memberikan beban tekanan pada sampel hingga pecah dengan menggunakan alat uji tekan dan dinyatakan dalam satuan kgf yang kemudian dikonversikan menjadi MPa. Kekuatan kompresi terkecil gips tipe III pabrikan adalah 24,31 MPa, terbesar adalah 28,87 MPa, serta rerata±SD adalah 26,72±1,43 MPa. Kekuatan kompresi terkecil gips tipe III daur ulang yang dipanaskan dengan suhu 130oC adalah 2,03 MPa, terbesar adalah 2,63 MPa, serta rerata±SD adalah 2,38±0,21 MPa. (Tabel 3)
Tabel 3. Kekuatan Kompresi Gips Tipe III Pabrikan dan Gips Tipe III Daur Ulang yang Dipanaskan dengan Suhu 130oC
No. Sampel
Kekuatan Kompresi (MPa)
Gips Tipe III Pabrikan Gips Tipe III Daur Ulang Suhu 130oC
1 26,23 2,30
2 27,15 2,61
3 25,30 2,24
4 28,01 2,37
5 25,92 2,03 **
6 27,84 2,19
7 28,87 * 2,48
8 24,31 ** 2,63 *
9 26,89 2,56
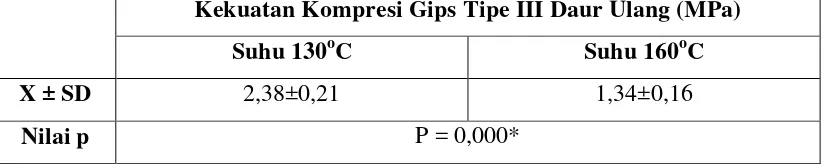
Perbedaan kekuatan kompresi gips tipe III pabrikan dan daur ulang yang dipanaskan dengan suhu 130oC dianalisis dengan menggunakan uji t-independent. Pada tabel 4 dari hasil uji t-independent didapatkan hasil signifikasi p=0,000 (p<0,05) dimana hal ini berarti terdapat perbedaan kekuatan kompresi yang signifikan antara gips tipe III pabrikan dengan gips tipe III daur ulang yang dipanaskan dengan suhu 130oC. (Tabel 4)
Tabel 4. Hasil Uji t-Independent Pada Kelompok Gips Tipe III Pabrikan dan Gips Tipe III Daur Ulang yang Dipanaskan dengan Suhu 130oC
Kekuatan Kompresi (MPa)
Gips Tipe III Pabrikan Gips Tipe III Daur Ulang Suhu 130oC
X ± SD 26,72±1,43 2,38±0,21
Nilai p P = 0,000*
* Signifikan
4.2 Perbedaan Kekuatan Kompresi Gips Tipe III Pabrikan dan Gips Tipe III Daur Ulang yang Dipanaskan dengan Suhu 160oC
Tabel 5. Kekuatan Kompresi Gips Tipe III Pabrikan dan Gips Tipe III Daur Ulang yang Dipanaskan dengan Suhu 160oC
No. Sampel
Kekuatan Kompresi (MPa)
Gips Tipe III Pabrikan Gips Tipe III Daur Ulang Suhu 160oC
1 26,23 1,05 **
2 27,15 1,23
3 25,30 1,41
4 28,01 1,18
5 25,92 1,54 *
6 27,84 1,37
7 28,87 * 1,45
8 24,31 ** 1,30
9 26,89 1,51
X ± SD 26,72±1,43 1,34±0,16
* Nilai terbesar ** Nilai terkecil
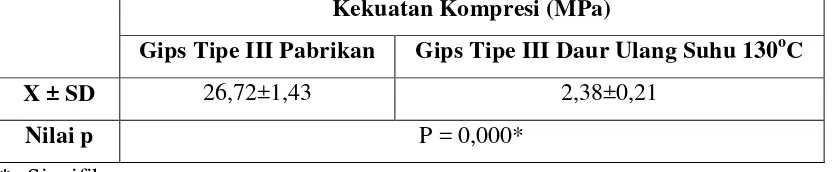
Perbedaan kekuatan kompresi gips tipe III pabrikan dan daur ulang yang dipanaskan dengan suhu 160oC dianalisis dengan menggunakan uji t-independent. Pada tabel 6 dari hasil uji t-independent didapatkan hasil signifikasi p=0,000 (p<0,05) dimana hal ini berarti terdapat perbedaan kekuatan kompresi yang signifikan antara gips tipe III pabrikan dan gips tipe III daur ulang yang dipanaskan dengan suhu 160oC. (Tabel 6)
Tabel 6. Hasil Uji t-Independent Pada Kelompok Gips Tipe III Pabrikan dan Gips Tipe III Daur Ulang yang Dipanaskan dengan Suhu 160oC
Kekuatan Kompresi (MPa)
Gips Tipe III Pabrikan Gips Tipe III Daur Ulang Suhu 160oC
X ± SD 26,72±1,43 1,34±0,16
4.3 Perbedaan Kekuatan Kompresi Gips Tipe III Daur Ulang Pada Suhu Pemanasan 130oC dan 160oC
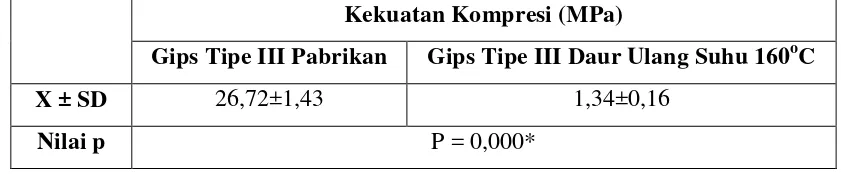
Kekuatan kompresi diuji dengan memberikan beban tekanan pada sampel hingga pecah dengan menggunakan alat uji tekan dan dinyatakan dalam satuan kgf yang kemudian dikonversikan menjadi MPa. Kekuatan kompresi terkecil gips tipe III daur ulang yang dipanaskan dengan suhu 130oC adalah 2,03 MPa, terbesar adalah 2,63 MPa, serta rerata±SD adalah 2,38±0,21 MPa. Kekuatan kompresi terkecil gips tipe III daur ulang yang dipanaskan dengan suhu 160oC adalah 1,05 MPa, terbesar adalah 1,54 MPa, serta rerata±SD adalah 1,34±0,16 MPa. (Tabel 7)
Tabel 7. Kekuatan Kompresi Gips Tipe III Daur Ulang Pada Suhu Pemanasan 130oC dan 160oC
No. Sampel
Kekuatan Kompresi Gips Daur Ulang (MPa)
Suhu 130oC Suhu 160oC
1 2,30 1,05 **
2 2,61 1,23
3 2,24 1,41
4 2,37 1,18
5 2,03 ** 1,54 *
6 2,19 1,37
7 2,48 1,45
8 2,63 * 1,30
9 2,56 1,51
X ± SD 2,38±0,21 1,34±0,16
* Nilai terbesar ** Nilai terkecil
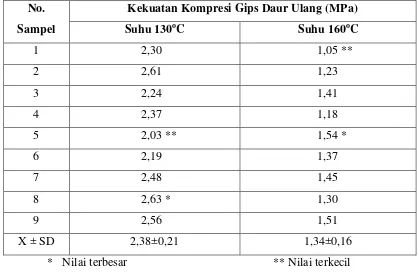
berarti terdapat perbedaan kekuatan kompresi yang signifikan antara gips tipe III daur ulang yang dipanaskan dengan suhu 130oC dan 160oC. (Tabel 8)
Tabel 8. Hasil Uji t-Independent Pada Kelompok Gips Tipe III Daur Ulang Pada Suhu Pemanasan 130oC dan 160oC
Kekuatan Kompresi Gips Tipe III Daur Ulang (MPa)
Suhu 130oC Suhu 160oC
X ± SD 2,38±0,21 1,34±0,16
Nilai p P = 0,000*
BAB 5 PEMBAHASAN
5.1 Metodologi Penelitian
Rancangan penelitian yang digunakan pada penelitian ini adalah eksperimental laboratoris yang bertujuan untuk mengungkapkan pengaruh atau gejala yang timbul akibat manipulasi tertentu. Penelitian ini menyelidiki kemungkinan adanya perbedaan antara dua kelompok eksperimen dari bahan yang berbeda dimana kedua kelompok tersebut diberi perlakuan. Tujuan utama penelitian ini adalah untuk menyelidiki perbedaan kekuatan kompresi gips tipe III pabrikan dan daur ulang pada suhu 130oC dan 160oC dengan cara memberikan perlakuan pada kelompok eksperimen kemudian dibandingkan dengan kelompok kontrol.31-2
5.2 Hasil Penelitian
5.2.1 Perbedaan Kekuatan Kompresi Gips Tipe III Pabrikan dan Gips Tipe III Daur Ulang yang Dipanaskan dengan Suhu 130oC
Pemanasan bahan tambang gipsum (kalsium sulfat dihidrat) untuk mengeluarkan sedikit ataupun seluruhnya air di dalamnya menghasilkan bahan gips pabrikan (kalsium sulfat hemihidrat). Bentuk hemihidrat yang diperoleh bisa berbeda bergantung pada metode pemanasan yang digunakan. Bentuk hemihidrat yang
dihasilkan disebut sebagai α-hemihidrat dan β-hemihidrat. Bila gipsum dipanaskan dalam ketel, tong, vacuum atau dalam suasana yang hampir kering dengan suhu sekitar 120-180°C maka akan terbentuk β-hemihidrat. Di sisi lain, metode pemanasan
yang digunakan untuk menghasilkan α-hemihidrat yaitu melalui metode pemanasan gipsum pada suhu sekitar 80-150°C dengan tekanan uap di dalam autoklaf. Perbedaan
memiliki struktur kristal yang tersusun dalam bentuk batang atau prisma.5 Perbedaan bentuk dan ukuran kristal kalsium sulfat hemihidrat akan mempengaruhi kekuatan kompresi gips.7,13
Pada tabel 3 terlihat bahwa gips tipe III pabrikan memiliki nilai kekuatan kompresi yang jauh lebih tinggi dibandingkan dengan gips tipe III daur ulang yang dipanaskan dengan suhu 130oC dimana nilai rerata kekuatan kompresi gips tipe III pabrikan adalah 26,72±1,43 MPa sedangkan nilai rerata kekuatan kompresi gips tipe III daur ulang yang dipanaskan dengan suhu 130oC adalah 2,38±0,21 MPa. Dari hasil uji t-independent terlihat bahwa terdapat perbedaan kekuatan kompresi yang bermakna antara gips tipe III pabrikan dengan gips tipe III daur ulang yang dipanaskan dengan suhu 130oC (p=0,000).
Adanya perbedaan kekuatan kompresi gips tipe III pabrikan dan daur ulang yang dipanaskan dengan suhu 130oC dapat disebabkan oleh perbedaan metode pemanasan yang dilakukan. Dalam penelitian ini, bahan yang diamati adalah gips tipe III pabrikan dan gips tipe III daur ulang. Gips tipe III pabrikan dihasilkan dari proses pemanasan gipsum pada suhu 120-130oC dengan tekanan uap di dalam autoklaf.13 Hemihidrat yang dihasilkan adalah α-hemihidrat yang memiliki bentuk partikel lebih kecil, teratur dan tidak poreus. Pada penelitian ini, peneliti menggunakan vacuum oven dengan suhu 130oC untuk mendaur ulang limbah gips tipe III.9 Hemihidrat yang dihasilkan adalah β-hemihidrat. Pemanasan menggunakan vacuum oven dapat merusak struktur partikel sebab suhu dalam vacuum oven meningkat dengan cepat dan tidak secara bertahap sehingga partikel kristal gips yang dihasilkan lebih poreus dan tidak teratur.5,14,31 Hal ini disebabkan oleh ketidakhadiran air selama pemanasan dalam vacuum oven sehingga tidak ada kesempatan untuk menyusun kembali morfologi kristal dalam gips ketika terpapar udara sehingga walaupun morfologi kristal yang dihasilkan setelah terpapar oleh udara adalah kalsium sulfat hemihidrat (CaSO4.½H2O), partikel gips yang didapatkan tetap poreus dan tidak teratur.21
Setelah pemanasan limbah gips tipe III, peneliti melakukan penelitian kadar air yang terdapat pada bubuk gips tipe III pabrikan dan gips tipe III daur ulang yang dipanaskan pada suhu 130oC. Dari hasil penelitian yang dilakukan, didapatkan bahwa gips tipe III daur ulang yang dipanasakan pada suhu 130oC memiliki kadar air (8,01%) yang lebih tinggi daripada gips tipe III pabrikan (0,57%). Kandungan kadar air yang semakin tinggi akan menurunkan kekuatan kompresi gips.3
Peneliti melakukan penelitian pendahuluan tentang kadar air yang terkandung dalam gips tipe III pabrikan dan limbah gips tipe III pabrikan dan didapatkan hasil bahwa kadar air yang terdapat pada limbah gips (8,88%) lebih tinggi dari gips tipe III pabrikan (0,57%). Kandungan air yang tinggi akan menurunkan kekuatan kompresi.3 Untuk mengurangi kadar air maka peneliti menggunakan vacuum oven untuk mendaur ulang limbah gips tipe III pabrikan. Tujuan pemanasan menggunakan
vacuum oven adalah untuk mengurangi kadar air yang terdapat pada gips daur ulang sampai mendekati 0,57% untuk meningkatkan kekuatan kompresi, tetapi ternyata penggunaan vacuum oven untuk mendaur ulang limbah gips tipe III merusak partikel gips setelah pemanasan dan tidak mengurangi kadar air pada limbah gips tipe III.
5.2.2 Perbedaan Kekuatan Kompresi Gips Tipe III Pabrikan dan Gips Tipe III Daur Ulang yang Dipanaskan dengan Suhu 160oC
Pada tabel 5 terlihat bahwa gips tipe III pabrikan memiliki nilai kekuatan kompresi yang jauh lebih tinggi dibandingkan dengan gips tipe III daur ulang yang dipanaskan dengan suhu 160oC dimana nilai rerata kekuatan kompresi gips tipe III pabrikan adalah 26,72±1,43 MPa sedangkan nilai rerata kekuatan kompresi gips tipe III daur ulang yang dipanaskan dengan suhu 160oC adalah 1,34±0,16 MPa. Dari hasil uji t-independent terlihat bahwa terdapat perbedaan kekuatan kompresi yang bermakna antara gips tipe III pabrikan dengan gips tipe III daur ulang yang dipanaskan dengan suhu 160oC (p=0,000).
proses pemanasan gipsum pada suhu 120-130oC dengan tekanan uap di dalam autoklaf dimana hemihidrat yang dihasilkan adalah α-hemihidrat yang memiliki partikel yang lebih kecil, teratur dan tidak poreus. Metode pemanasan untuk menghasilkan gips tipe III daur ulang menggunakan vacuum oven dengan suhu pemanasan 160oC yang menghasilkan β-hemihidrat. Suhu dalam vacuum oven
meningkat dengan cepat dan tidak secara bertahap sehingga partikel kristal gips yang dihasilkan lebih poreus dan tidak teratur.5,14,31 Partikel kristal gips yang lebih poreus dan tidak teratur akan menyebabkan semakin banyak kristalisasi air yang akan mengisi rongga antar partikel kristal gips ketika setting sehingga akhirnya kekuatan kompresi menjadi lebih lemah.13
Hasil yang didapatkan pada penelitian ini berbeda dengan yang dilakukan oleh peneliti lain. Abidoye LK dan Bello RA (2010) melakukan penelitian daur ulang pada limbah papan gipsum dengan memanaskan limbah papan gipsum menggunakan oven pada berbagai suhu dan mendapatkan hasil bahwa kekuatan kompresi bubuk papan gipsum daur ulang yang optimal terdapat pada suhu pemanasan 160oC, namun kekuatan kompresi bubuk papan gipsum daur ulang masih lebih rendah daripada bubuk papan gipsum pabrikan. Dalam penelitian ini didapatkan hasil bahwa kekuatan kompresi yang lebih rendah terdapat pada gips tipe III daur ulang yang dipanaskan dengan suhu 160oC. Hal ini dapat disebabkan oleh adanya perbedaan sumber limbah yang didaur ulang. 9
Dari hasil penelitian, didapatkan bahwa zirconium dioxide (ZrO2) dan chromium carbide (Cr7C3) yang meningkatkan kekuatan yang terdapat pada bubuk
gips tipe III pabrikan ternyata berkurang setelah dilakukan daur ulang dengan suhu pemanasan 160oC. Senyawa ZrO2 dan Cr7C3 memiliki sifat kekerasan yang tinggi.32-4
5.2.3 Perbedaan Kekuatan Kompresi Gips Tipe III Daur Ulang Pada Suhu Pemanasan 130oC dan 160oC
Pada tabel 7 terlihat bahwa gips tipe III daur ulang pada suhu pemanasan 130oC memiliki nilai kekuatan kompresi yang lebih tinggi dibandingkan dengan gips tipe III daur ulang yang dipanaskan dengan suhu 160oC dimana nilai rerata kekuatan kompresi gips tipe III daur ulang pada suhu pemanasan 130oC adalah 2,38±0,21 MPa sedangkan nilai rerata kekuatan kompresi gips tipe III daur ulang yang dipanaskan dengan suhu 160oC adalah 1,34±0,16 MPa. Dari hasil uji t-independent terlihat bahwa terdapat perbedaan kekuatan kompresi yang bermakna antara gips tipe III daur ulang pada suhu pemanasan 130oC dengan gips tipe III daur ulang yang dipanaskan dengan suhu 160oC (p=0,000).
Kelemahan pada penelitian ini yang dapat mempengaruhi kekuatan kompresi adalah metode daur ulang dengan pemanasan vacuum oven yang dapat menghasilkan
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil yang didapatkan dari penelitian ini disimpulkan bahwa: 1. Ada perbedaan kekuatan kompresi gips tipe III pabrikan dan gips tipe III daur ulang yang dipanaskan dengan suhu 130oC (P<0,05). Gips tipe III pabrikan memiliki kekuatan kompresi lebih besar dibandingkan dengan gips tipe III daur yang dipanaskan dengan suhu 130oC.
2. Ada perbedaan kekuatan kompresi gips tipe III pabrikan dan gips tipe III daur ulang yang dipanaskan dengan suhu 160oC (P<0,05). Gips tipe III pabrikan memiliki kekuatan kompresi lebih besar dibandingkan dengan gips tipe III daur yang dipanaskan dengan suhu 160oC.
3. Ada perbedaan kekuatan kompresi gips tipe III daur ulang yang dipanaskan pada suhu 130oC dengan pemanasan 160oC (P<0,05). Gips tipe III daur yang dipanaskan dengan suhu 130oC lebih besar dibandingkan dengan gips tipe III daur yang dipanaskan dengan suhu 160oC.
6.2 Saran
1. Gips tipe III yang didaur ulang dengan cara dipanaskan di vacuum oven pada suhu 130oC maupun 160oC memiliki kekuatan kompresi yang rendah sehingga tidak dianjurkan digunakan kembali untuk pembuatan model kerja.
3. Perlu dilakukan penelitian lebih lanjut tentang teknik pendinginan gips setelah dilakukan daur ulang dengan cara pemanasan limbah gips yang dapat meningkatkan kekuatan kompresi gips tipe III hasil daur ulang.
4. Perlu dilakukan penelitian lebih lanjut tentang zat yang perlu ditambahkan untuk meningkatkan kekuatan kompresi gips tipe III hasil daur ulang.
DAFTAR PUSTAKA
1. Ferracane JL. Materials in dentistry principles and applications. 2nd ed. Philadelphia: Lippincott Williams & Wilkins, 2001: 204-5, 213-5.
2. Anusavice KJ. Philips buku ajar ilmu bahan kedokteran gigi, E/10. Trans. Budiman JA, Purwoko S. Jakarta: Penerbit Buku Kedokteran EGC, 1996: 155-7, 160, 169-72.
3. Hatrick CD, Eakle WS, Bird WF. Dental materials clinical applications for dental assistants and dental hygienists. 2nd ed. Missouri: Saunders Elsevier, 2011: 203. 4. Powers JM, Wataha JC. Dental materials properties and manipulation. 9th ed.
Missouri: Mosby Elsevier, 2008: 205-6, 210-4.
5. Manappallil JJ. Basic dental materials. India: Jaypee Brothers Medical Publishers (P) Ltd, 1998: 30-2, 42-4.
6. Anusavice KJ. Phillips’ science of dental materials. 11th ed. St. Louis: Elsevier Inc, 2003: 257.
7. Powers JM, Sakaguchi RL. Craig’s restorative dental materials. 12th ed. Missouri: Mosby Elsevier, 2009: 314-5, 318-23.
8. Ibrahim RM, Seniour SH, Sheehab GI. Recycling of calcium sulphate dihydrate. Abstrak. Egypt Dent J. 1995; 41(3): 1253-6.
9. Abidoye LK, Bello RA. Restoration of compressive strength of recycled gypsum board powder. The Pasific Journal of Science and Technology. 2010; 11 (2): 42-9. 10. Noort RV. Introduction to dental materials. 3rd ed. Toronto: Mosby Elsevier, 2007:
211-4.
11. Craig RG, Powers JM, Wataha JC. Dental materials properties and manipulation. 7th ed. Missouri: Mosby Elsevier, 2000: 193-7.
12. McCabe JF, Walls AWG. Applied dental materials. 9th ed. Oxford: Blackwell Publishing Ltd, 2008: 32.
14. Hasan RH, Mohammad KA. The effect of drying techniques on the compressive strength of gypsum products. Al- Rafidain Dent J. 2005; 5 (1): 63-8.
15. Aya A. Bahan gipsum. 3 September 2010.
<http://amaliapradana.blogspot.com/2010/09/laporan-praktikum-bahan-dan-teknologi.html> (6 September 2012).
16. Sachi. Laptut skenario gips. 30 April 2011. < http://sachi-hestysachi.blogspot.com/2011/04/laptut-skenario-gips.html> (25 September 2012). 17. Scheller C, Sheridan. Basic guide to dental materials. Oxford: Wiley-Blackwell,
2010: 232.
18. Sachi. Jenis Gips. 30 April 2011. <http://sachi-hestysachi.blogspot.com/2011/04/jenis-gips.html> (27 September 2012).
19. Blisa NS. Gigi tiruan. 7 Januari 2012.
<http://blisha.wordpress.com/category/uncategorized/> (27 Juli 2012).
20. Kumar. Gypsum products and its orthodontic application. 24 Januari 2011. <http://www.todentalcare.com/forum/viewtopic.php?f=124&t=585&start=0&view =print> (1 Agustus 2012).
21. Sachi. Laptut skenario gips 2. 30 April 2011. <http://sachi-hestysachi.blogspot.com/2011/04/laptut-skenario-gips-2_30.html> (25 September 2012).
22. American National Standards Institute. Revised american national standards/ american dental association specification no. 25 for dental gypsum products. <http://132.248.225.10/posgrado/materiales/normas/Norma_25.pdf> (25 September 2012).
23. National Ready Mixed Concrete Association. CIP 35 – Testing compressive strength of concrete. 2003. <http://www.nrmca.org/aboutconcrete/cips/35p.pdf> (25 September 2012).
25. Blog Berita Indonesia. Pengertian limbah dan macamnya. <http://pitikkedu.blogspot.com/2012/11/pengertian-limbah.html> (30 April 2013). 26. Apotas. Pentingnya manfaat daur ulang sampah. 28 Maret 2013.
<http://www.apotas.com/pentingnya-manfaat-daur-ulang-sampah/> (30 April 2013).
27. Damanhuri E, Padmi T. Kegiatan daur ulang sampah di Indonesia. Diktat kuliah teknik lingkungan ITB, 2010: 31-2.
28. Marinkovic S, Kostić-pulek A, Tomanec R, Duric S, Logar M. Hydrothermal treatment time effect on the quality of alpha-hemihydrate from selenite. Fizykochemiczne Problemy Mineralurgli, 1993; 27: 151-7.
29. Selby A. The relationship between the viscosity of the mix and the tensile strength of cast gypsum. Thesis. Sydney: University Of Sydney, 1979: 2-3, 5-6, 11-3.
30. Murata H, Kawamura M, Hamada T, Chimori H, Nikaw H. Physical properties and compatibility with dental stomes of current alginate impression materials. J Oral Rehabilitation 2004; 31: 1115-22.
31. Bresciani E, Barata TJE, Fagundes TC, Adachi A, Terrin MM, Navarro MFL. Compressive and diametral tensile strength of glass ionomer cements. J Appl Oral Sci 2004; 12 (4): 344-8.
32. Budiharto. Metodologi penenlitian kesehatan. Jakarta: EGC, 2008: 46
33. Notoatmodjo S. Metodologi penelitian kesehatan. Jakarta: Rineka Cipta, 2005: 156. 34. Ceramtec. Oxide Ceramics – Zirconium Oxide (ZrO2).
<http://www.ceramtec.com/ceramic-materials/zirconium-oxide/> (3 Desember 2012).
35. Anonymous. Zirconium dioxide. 6 November 2013. <http://en.wikipedia.org/wiki/Zirconium_dioxide> (3 Desember 2012).
Explore
[DataSet0]
Kelompok
Case Processing Summary
Kelompok
Cases
Valid Missing Total
N Percent N Percent N Percent Kekuatan Kompresi kelompok kontrol 9 100,0% 0 ,0% 9 100,0%
kelompok T130 9 100,0% 0 ,0% 9 100,0% kelompok T160 9 100,0% 0 ,0% 9 100,0%
Descriptives
Kelompok Statistic Std. Error
Kekuatan Kompresi kelompok kontrol Mean 26,7244 ,47812
95% Confidence Interval for Mean
Lower Bound 25,6219
Upper Bound
27,8270
5% Trimmed Mean 26,7394
Median 26,8900
Variance 2,057
Std. Deviation 1,43436
Minimum 24,31
Maximum 28,87
Range 4,56
Interquartile Range 2,32
Skewness -,225 ,717
Upper Bound
2,5379
5% Trimmed Mean 2,3843
Median 2,3700
Variance ,043
Std. Deviation ,20691
Minimum 2,03
Maximum 2,63
Range ,60
Interquartile Range ,37
Skewness -,313 ,717
Kurtosis -,989 1,400
kelompok T160 Mean 1,3378 ,05403
95% Confidence Interval for Mean
Lower Bound 1,2132
Upper Bound
1,4624