PERANCANGAN SISTEM SUPPLY CHAIN DENGAN PENDEKATAN
THINKING PROCESS OF THEORY OF CONSTRAINT (TOC) DI PT. COCA-COLA BOTTLING INDONESIA MEDAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian Besar dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh :
Indra Suriadi Saragih
NIM. 060403041
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Segala puji dan syukur kepada Tuhan Yang Maha Esa atas kasih karuniaNya yang selalu menyertai sehingga penulis dapat menyelesaikan Tugas Sarjana ini dengan baik.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh setiap mahasiswa dalam menyelesaikan studinya di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini merupakan laporan hasil penelitian yang dilakukan oleh penulis dan dibagi ke dalam tujuh bab dengan judul “Perancangan Sistem Supply Chain dengan Pendekatan Thinking Process of Theory of Contraint (TOC) di PT. Coca-Cola Bottling Indonesia Medan”
Penulis sangat menyadari bahwa masih banyak terdapat kekurangan di dalam tugas sarjana ini. Oleh karena itu, diharapkan adanya kritik dan saran yang membangun dari pembaca demi penyempurnaan laporan Tugas Sarjana ini.
Akhir kata, penulis mengucapkan terima kasih dan semoga laporan ini bermanfaat.
Medan, Desember 2010
UCAPAN TERIMA KASIH
Dalam menyelesaikan laporan ini, penulis banyak mendapat bimbingan dan motivasi dari berbagai pihak, baik berupa materiil, spiritual, informasi maupun administrasi. Oleh karena itu, sudah selayaknya penulis mengucapkan terima kasih kepada :
1. Kedua orang tua dan seluruh keluarga penulis yang selalu memberikan dukungan dan doa bagi penulis.
2. Ibu Ir. Rosnani Ginting, MT. selaku dosen pembimbing I dan ketua departemen teknik industri yang telah memberikan bimbingan, pengarahan, dan masukan yang sangat berharga.
3. Bapak Aulia Ishak, ST. MT selaku dosen pembimbing II dan koordinator tugas akhir yang telah memberikan waktu untuk membimbing, mengarahkan, dan memberi masukan yang sangat berharga.
4. Bapak Akhmad Nasoha selaku Pembimbing Lapangan Kerja Praktek dan Manajer Humas PT. Coca-Cola Bottling Indonesia Medan yang memberi dukungan dan informasi mengenai kondisi pabrik.
5. Karyawan di PT. Coca-Cola Bottling Indonesia Medan yang telah memberi informasi dalam hal pengambilan data.
7. Teman-teman asisten Laboratorium Sistem Produksi angkatan 2006 (Jefry, Arif, Dendi , Dian, Afandi, Silvia dan Risky) dan angkatan 2007 yang telah memberikan dukungan dan informasi dalam penyelsaian tugas Sarjana ini. 8. Teman-teman angkatan 2006 secara keseluruhan yang telah memberikan
semangat dan motivasi dalam pengerjaan tugas sarjana ini. Dan secara khusus buat Maylando, Mas H, dan Marusaha yang bersama-sama dalam penelitian di PT. Coca-Cola Bottling Indonesia Medan.
DAFTAR ISI
BAB HALAMAN
JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xviii
ABSTRAK ... xix
I PENDAHULUAN ... I-1 1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Permasalahan ... I-3 1.3. Tujuan Penelitian ... I-4 1.4. Asumsi dan Batasan ... I-4 1.5. Manfaat Penelitian ... I-5 1.6. Sistematika Penulisan Laporan ... I-6
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-3 2.3. Lokasi Perusahaan ... II-4 2.4. Daerah Pemasaran ... II-4 2.5. Organisasi dan Manajemen ... II-5 2.5.1. Struktur Organisasi ... II-6 2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-9 2.6. Jumlah Tenaga Kerja dan Jam Kerja ... II-19 2.6.1. Tenaga Kerja ... II-19 2.6.2. Jam Kerja ... II-20
2.7. Sistem Pengupahan dan Fasilitas Lainnya ... II-21
2.8. Proses Produksi ... II-24 2.8.1. Satandard Mutu Bahan/Produk ... II-25
2.8.2. Bahan yang Digunakan ... II-25 2.8.3. Uraian Proses Produksi ... II-31 2.9. Mesin dan Peralatan ... II-43
2.9.1.Utilitas ... II-45 2.9.2.Perawatan Mesin dan Peralatan ... II-46
DAFTAR ISI (Lanjutan)
BAB HALAMAN
III LANDASAN TEORI ... III-1 3.1. Konsep Supply Chain ... III-1 3.1.1. Supply Chain Management ... III-6 3.1.2. Strategi Supply Chain ... III-7 3.2. Theory Of Constraints ... III-8
3.3. Langkah – langkah Theory of Constraints ... III-9 3.3.1.Langkah-langkah membuat Current
Reality Tree (CRT) ... III-12 3.3.2. Conflict Resolution Diagram ... III-13 3.3.3. Future Reality Tree (FRT) ... III-14 3.3.4. Prerequisite Tree (PRT) ... III-15 3.4. Peramalan ... III-15
3.4.1. Peramalan Kualitatif ... III-15 3.4.2. Peramalan Kuantitatif... III-17 3.5. Penentuan Ukuran Lot (Lot Sizing) ... III-27 3.6. Menentukan Safety Stock ... III-32
DAFTAR ISI (Lanjutan)
BAB HALAMAN
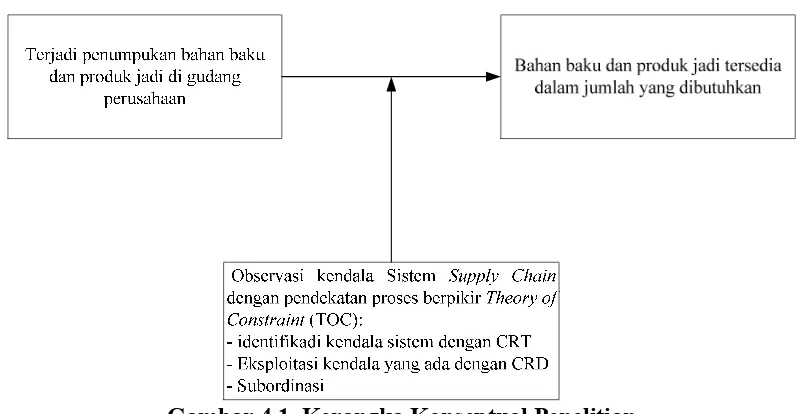
4.3. Studi Pustaka ... IV-3 4.4. Identifikasi Variabel Penelitian ... IV-4 4.5. Kerangka Konseptual Penelitian ... IV-4 4.6. Identifikasi Kebutuhan Data ... IV-5 4.7. Metode Pengumpulan Data ... IV-6 4.8. Pengolahan Data ... IV-9
4.8.1. Step 1 :Identifikasi kendala sistem (What to Change)
dengan Menggunakan Current Reality Tree (CRT) V-10 4.8.2. Step 2 : Eksploitasi Kendala – kendala yang
Ditemukan (to what to change) ... V-11 4.8.3. Step 3 : Subordinasi ... V-13 4.9. Analisis Pemecahan Masalah ... IV-13 4.10. Kesimpulan dan Saran ... IV-14 4.11. Tempat dan Waktu Penelitian ... IV-14
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.1.1.2.Manufacture ... V-2 5.1.1.3.Distributor ... V-3 5.1.2. Aktivitas dan Mekanisme Pada Sistem Supply
Chain Perusahaan ... V-3 5.1.2.1.Aktivitas dan Mekanisme di Bagian
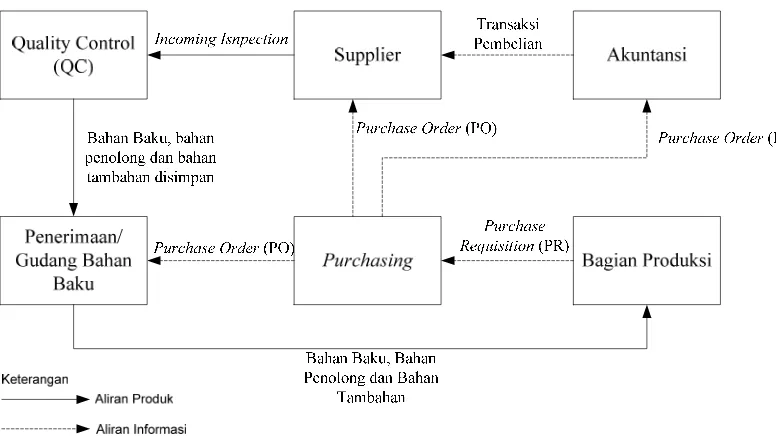
Persediaan Bahan Baku ... V-3 5.1.2.2.Aktivitas dan Mekanisme di Bagian
Produksi ... V-5 5.1.2.3.Aktivitas dan Mekanisme di Bagian
Pemasaran ... V-6 5.1.3. Data Permintaan Produk ... V-7 5.1.4. Lead Time Pemesanan Frestea Setiap Distributor ... V-9 5.1.5. Biaya Pemesanan Setiap Distributor ... V-10 5.1.6. Rata-rata Biaya Simpan Bahan dan Produk Jadi ... V-10 5.1.7. Biaya Kekurangan Persediaan Produk Jadi... V-11 5.2. Pengolahan Data ... V-11
5.2.1. Identifikasi kendala sistem (What to Change)
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.1.3.Pembentukan Current Reality Tree (CRT)
Level 0 ... V-23 5.2.1.4. Pengembangan Current Reality Tree (CRT). V-25 5.2.1.5.Penjelasan Current Reality Tree (CRT) ... V-27 5.2.2.Eksploitasi Kendala – kendala yang Ditemukan
(to what to change)... V-28 5.2.2.1. Pembentukan ConflictResolution
Diagram (CRD) ... V-28 5.2.2.2.Penjelasan Conflict Resolution Diagram
(CRD) ... V-28 5.2.3.Penentuan Solusi Permasalahan dari Conflict
Resolution Diagram (CRD) ... V-29 5.2.3.1.Tahap 1: Melakukan Perhitungan Safety
Stock ... V-30 5.2.3.2.Tahap 2: Membentuk Sistem Informasi
Logistik ... V-44 5.2.3.3.Tahap 3: Menyusun Rencana Kebutuhan
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VI ANALISIS DAN PEMBAHASAN ... VI-1 6.1. Analisis Sistem Supply Chain PT. Coca-Cola Bottling
Indonesia Medan ... VI-1 6.1.1. Bagian Supplier ... VI-1
6.1.2. Bagian Persediaan Bahan Baku ... VI-2 6.1.3. Bagian Produksi ... VI-3 6.1.4. Bagian Gudang Produk Jadi ... VI-3 6.1.5. Bagian Pemasaran ... VI-4 6.2. Analisis Undesireable Effects (UDEs) ... VI-5 6.3. Analisis Faktor-Faktor Penyebab Gangguan ... VI-5 6.4. Analisis ConflictResolution Diagram (CRD) ... VI-6 6.5. Analisis Peramalan ... VI-7 VI KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Tenaga Kerja dan Jumlah Tenaga Kerja ... II-19 2.2. Rata-rata Jumlah Kebutuhan Gula/Unit Produksi ... II-27 2.3. Rata-rata Jumlah Kebutuhan Concentrate/ Unit Produksi ... II-28 2.4. Rata-rata Jumlah Pemakaian CO2/ Unit Produksi ... II-29 2.5. Data Mesin dan Peralatan Produksi PT. Coca-Cola Bottling
Indonesia Medan ... II-43 3.1. Kegiatan-kegiatan Utama Supply Chain Management ... III-7 3.2. Proses Berpikir TOC dan Alatnya... III-11 5.1. Suppier PT. Coca-Cola Bottling Indonesia Medan ... V-2 5.2. Lead Time Pemesanan Bahan Baku ... V-5 5.3. Data Pemintaan Produk PT. Coca-Cola Bottling Indonesia Medan .... V-7 5.4. Biaya Pemesanan Setiap Distributor ... V-10 5.5. Biaya Simpan Bahan dan Produk Jadi per Bulan ... V-11 5.6. Jumlah Produk yang Dihasilkan dan Produk Reject
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.12. Perhitungan Kesalahan Peramalan Metode Hold ... V-37 5.13. Rekapitulasi Nilai MSE dan MAPE Setiap Metode Peramalan... V-38 5.14. Perhitungan Hasil Verifikasi ... V-39 5.15 Hasil Peramalan Permintaan Produk Frestea Tea 220 ml Tahun
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
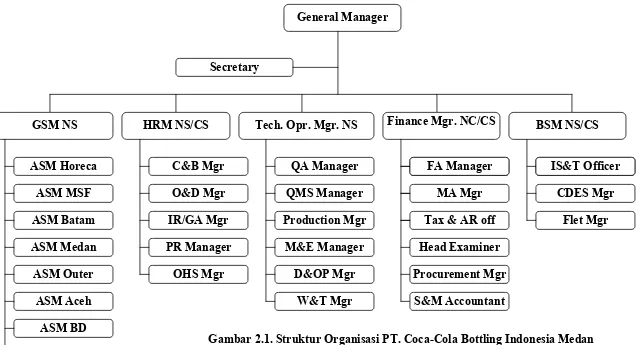
2.1. Struktur Organisasi PT. Coca-Cola Bottling Indonesia Medan ... II-8 2.2. Proses Produksi PT. Coca-Cola Bottling Indonesia Medan... II-24 2.3. Blok Diagram Pembuatan Carbonated Soft Drink... II-32 2.4. Flowchart Proses Pengolahan Air di PT. Coca-Cola Bottling
Indonesia Medan ... II-36 2.5. Diagram Pengolahan Limbah Cair ... II-49 3.1. Simplifikasi Model Supply Chain dan 3 Macam Aliran yang
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.5. Struktur Sistem Supply Chain PT. Coca-Cola Bottling Indonesia
ABSTRAK
PT. Coca-Cola Bottling Indonesia Medan merupakan salah satu anak perusahaan dari The Coca-Cola Company yang bergerak dalam proses pembotolan dan pendstribusian minuman ringan. Area pemasaran yang sangat luas menuntut PT. Coca-Cola Bottling Indonesia Medan harus mampu merencanakan dan mengendalikan persediaan bahan baku dan produk jadi dengan tepat untuk memenuhi permintaan dan stock produk perusahaan. Tetapi dalam pelaksanaan sistem supply chain, perusahaan belum mampu mengintegrasikan aliran informasi antara setiap komponen yang ada dalam penyediaan bahan baku dan barang jadi yang akan dipasarkan. Penelitian dilakukan untuk merancang metode yang efektif dalam mengoptimalkan kinerja supply chain dengan memusatkan perhatian terhadap faktor-faktor utama penyebab kendala yang terjadi di PT. Coca-Cola Bottling Indonesia Medan dengan pendekatan proses berpikir Theory of Constraint (TOC).
Berdasarkan hasil observasi diperoleh ada 8 Undesireable Effecs (UDEs) dari bagian sistem supply chain perusahaan. dengan menggunakan Current Reality Tree (CRT), diperoleh ada 3 faktor penyebab 8 masalah tersebut muncul yaitu: peramalan permintaan produk tidak akurat sehingga pelaksaan produksi tidak sesuai perencanaan; penetapan safety stock perusahaan tidak berdasarkan kebutuhan tetapi ditetapkan sama setiap bulan;dan koordinasi antara bagian pemasaran dengan bagian produksi tidak berjalan dengan baik (tidak terkoordinasi). Untuk mengatasi hal tersebut diberikan 3 solusi penyelesaian antara lain melakukan peramalan permintaan dan safety stock produk, dan merancang sistem informasi logistik di perusahaan. Berdasarkan hasil perhitungan peramalan dan safety stock diperoleh bahwa jumlah safety stock setiap produk tidak sama besar, dan hal ini berbeda dengan perencanaan perusahaan yang memperhitungkan safety stock semua jenis produk dalam jumlah yang sama. Sedangkan sistem informasi logistik yang dibentuk bertujuan untuk membangun integrasi antara semua bagian dalam sistem supply chain di perusahaan secara khusus koordinasi antara bagian pemasaran dengan bagian produksi.
Keyword: Supply Chain, Thinking Process ofTOC, Current Reality Tree (CRT),
ABSTRAK
PT. Coca-Cola Bottling Indonesia Medan merupakan salah satu anak perusahaan dari The Coca-Cola Company yang bergerak dalam proses pembotolan dan pendstribusian minuman ringan. Area pemasaran yang sangat luas menuntut PT. Coca-Cola Bottling Indonesia Medan harus mampu merencanakan dan mengendalikan persediaan bahan baku dan produk jadi dengan tepat untuk memenuhi permintaan dan stock produk perusahaan. Tetapi dalam pelaksanaan sistem supply chain, perusahaan belum mampu mengintegrasikan aliran informasi antara setiap komponen yang ada dalam penyediaan bahan baku dan barang jadi yang akan dipasarkan. Penelitian dilakukan untuk merancang metode yang efektif dalam mengoptimalkan kinerja supply chain dengan memusatkan perhatian terhadap faktor-faktor utama penyebab kendala yang terjadi di PT. Coca-Cola Bottling Indonesia Medan dengan pendekatan proses berpikir Theory of Constraint (TOC).
Berdasarkan hasil observasi diperoleh ada 8 Undesireable Effecs (UDEs) dari bagian sistem supply chain perusahaan. dengan menggunakan Current Reality Tree (CRT), diperoleh ada 3 faktor penyebab 8 masalah tersebut muncul yaitu: peramalan permintaan produk tidak akurat sehingga pelaksaan produksi tidak sesuai perencanaan; penetapan safety stock perusahaan tidak berdasarkan kebutuhan tetapi ditetapkan sama setiap bulan;dan koordinasi antara bagian pemasaran dengan bagian produksi tidak berjalan dengan baik (tidak terkoordinasi). Untuk mengatasi hal tersebut diberikan 3 solusi penyelesaian antara lain melakukan peramalan permintaan dan safety stock produk, dan merancang sistem informasi logistik di perusahaan. Berdasarkan hasil perhitungan peramalan dan safety stock diperoleh bahwa jumlah safety stock setiap produk tidak sama besar, dan hal ini berbeda dengan perencanaan perusahaan yang memperhitungkan safety stock semua jenis produk dalam jumlah yang sama. Sedangkan sistem informasi logistik yang dibentuk bertujuan untuk membangun integrasi antara semua bagian dalam sistem supply chain di perusahaan secara khusus koordinasi antara bagian pemasaran dengan bagian produksi.
Keyword: Supply Chain, Thinking Process ofTOC, Current Reality Tree (CRT),
BAB I
PENDAHULUAN
1.1. Latar Belakang
PT. Coca-Cola Bottling Indonesia Medan merupakan salah satu anak perusahaan dari The Coca-Cola Company yang bergerak dalam bidang pembotolan dan pendstribusian minuman ringan dengan merk-merk dagang seperti Coca-Cola, Sprite, Fanta, Freastea, Ades, Minute Maid dan Isotonik. Perusahaan ini dipercayakan untuk memproduksi dan mendistribusikan produk-produk tersebut untuk wilayah Sumatera Utara, Aceh dan Batam. Perusahaan telah menyediakan tempat penampungan produk jadi di daerah-daerah pemasaran tersebut untuk memudahkan pendistribusian produk dan menjaga ketersediaan produk di area tersebut. Area pemasaran yang demikian luas menuntut PT. Coca-Cola Bottling Indonesia Medan harus mampu merencanakan dan mengendalikan persediaan bahan baku dan produk jadi dengan tepat untuk memenuhi permintaan dan stock produk perusahaan. Untuk mencapai hal tersebut dibutuhkan suatu manajemen persediaan yang terintegrasi mulai dari pengadaan bahan baku, pengendalian produksi dan sistem pemasaran produk jadi. Sistem rantai pasokan (supply chain) perusahaan yang meliputi supplier (pemasok bahan baku),
pengiriman produk jadi oleh perusahaan akan mengakibatkan kerugian dalam hal biaya pengiriman, kekecewaan konsumen yang pada akhirnya dapat menurunkan pangsa pasar perusahaan.
Dalam pelaksanaan sistem supply chain di PT. Coca-Cola Bottling Indonesia Medan, aktivitas-aktivitas tiap rantai berjalan secara individual. Akibatnya bagian produksi memproduksi dengan jumlah yang tidak tepat. Hal ini akan mempengaruhi jumlah dan waktu pengiriman produk.
penentuan jumlah produk yang optimal pada pemilihan alternatif produk berdasarkan analisis terhadap kendala dalam proses produksi.1
1.2. Rumusan Permasalahan
Permasalahan yang ada di PT. Coca-Cola Bottling Indonesia Medan berdasarkan kondisi tersebut adalah perusahaan belum mampu mengintegrasikan aktivitas-aktivitas setiap komponen yang terdapat pada sistem supply chain
internal perusahaan dalam penyediaan bahan baku dan barang jadi. Hal ini terlihat dari adanya penumpukan bahan baku dan produk jadi di gudang perusahaan.
1.3. Tujuan Penelitian
a. Tujuan Umum
Tujuan umum yang diharapkan dari penelitian ini adalah untuk merancang metode yang efektif dalam mengoptimalkan kinerja supply chain dengan memusatkan perhatian terhadap faktor-faktor utama penyebab kendala yang terjadi di PT. Coca-Cola Bottling Indonesia Medan.
b. Tujuan Khusus
Tujuan Khusus dari penelitian ini adalah:
- Menganalisis sistem supply chain yang sedang diterapkan oleh PT. Coca-Cola Bottling Indonesia Medan pada saat ini.
1
Handogo. 2009. Aplikasi Theory of Constraint Untuk Optimasi Volume Produksi Studi Kasus PT. Tri Kartika Megah Salatiga.
- Menenetukan faktor-faktor utama penyebab masalah yang terjadi pada sistem
supply chain di PT. Coca-Cola Bottling Indonesia Medan.
- Mengindentifikasi efek-efek yang tidak diinginkan terjadi pada sistem supply chain perusahaan.
- Mencari solusi-solusi yang mungkin diterapkan untuk mengatasi efek-efek yang tidak diinginkan pada sistem supply chain perusahaan.
1.4. Asumsi dan Batasan Penelitian
Pembatasan masalah yang ditetapkan pada penelitian ini adalah:
a. Penelitian hanya dilakukan pada pendistribusian produk dengan merk dagang Coca-Cola.
b. Bagian-bagian yang dianalisis pada sistem supply chain PT. Coca-Cola Bottling Indonesia Medan hanya merupakan sistem supply chain internal perusahaan yaitu bagian persediaan bahan baku, bagian produksi, dan bagian pemasaran.
c. Analisis sistem supply chain perusahaan dilakukan pada bulan Nopember 2010.
d. Pengolahan data dilakukan dengan menggunakan pendekatan proses berpikir
theory of constraint (TOC).
Asumsi yang digunakan pada penelitian ini adalah: a. Permintaan produk berdistribusi normal.
c. Perusahaan tidak melakukan penambahan atau pengurangan supplier selama penelitian.
d. Mekanisme dan aktivitas tiap bagian perusahaan berjalan normal.
e. Jenis produk yang dihasilkan tidak mengalami penambahan pada saat penelitian.
1.5. Manfaat Penelitian
Manfaat yang diperoleh melalui pebelitian ini adalah sebagai berikut: a. Untuk Mahasiswa
Menambah pengalaman dalam menerapkan dan mengembangkan konsep ilmiah (ilmu pengetahuan) yang diperoleh dalam perkuliahan untuk menyelesaikan permasalahan di perusahaan yang dijadikan lokasi penelitian. b. Untuk Perusahaan
Hasil penelitian ini dapat dijadikan masukan bagi perusahaan dalam membuat kebijakan untuk mengintegrasikan aliran informasi antara supplier,
manufacturer dan distributor. c. Untuk Lembaga Pendidikan
Penelitian ini dapat dijadikan sumber informasi mengenai sistem distribusi PT. Coca-Cola Bottling Indonesia Medan dan sebagai referensi penerapan metode
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah sebagai berikut :
BAB I PENDAHULUAN, bab ini berisi latar belakang masalah, perumusan masalah, tujuan dan sasaran penelitian, ruang lingkup dan asumsi penelitian dan sistematika penulisan tugas akhir,
BAB II GAMBARAN UMUM PERUSAHAAN, bab ini berisi sejarah dan gambaran umum perusahaan, organisasi dan manajemen serta proses produksi,
BAB III LANDASAN TEORI, bab ini berisi teori-teori yang digunakan dalam analisis pemecahan masalah,
BAB IV METODOLOGI PENELITIAN, bab ini berisi tahapan-tahapan penelitian mulai dari persiapan hingga penyusunan laporan tugas akhir,
BAB V PENGUMPULAN DAN PENGOLAHAN DATA, bab ini berisi data-data primer dan sekunder yang diperoleh dari penelitian serta pengolahan data yang membantu dalam pemecahan masalah,
BAB VI ANALISIS PEMECAHAN MASALAH, bab ini berisi analisis hasil pengolahan data dan pemecahan masalah,
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Coca-Cola merupakan produk minuman ringan yang dikenal dengan soft drink. Pertumbuhan Coca-Cola sebagai minuman ringan telah menjadkannya sebagai merk minuman ringan yang terkenal di seluruh dunia. Minuman ini ditemukan oleh seorang farmasi dari Atlanta Georgia, Amerika Serikat, yang bernama Dr.John S.Pemberton pada awal bulan Mei 1886. Ia membuat sirup caramel berwarna dalam sebuah ketel kuningan di kebun belakang rumahnya. Rekan kerja dan pengurus keuangan bisnis Dr. Pemberton, yaitu Frank M.Robinson, kemudian menyarankan untuk memakai tulisan “Coca-cola” dengan huruf-huruf miring mengalir yang sekarang menjadi terkenal di seluruh dunia.
Sebelum meninggal, Dr.J.S.Pemberton ini pada tahun 1888, mewariskan penemuannya pada Assa Candler seorang manager ulung, kemudian pada tahun 1892, ia mendirikan perusahaan bernama PT. Coca-Cola Company di Atlanta, Amerika Serikat yang kini menjadi kantor pusat Coca-Cola seluruh dunia.
perusahaan yang saling menguntungkan antara dua perusahaan yang sama sekali terpisah modal dan kepemilikan dan manajemennya.
Pada tahun 1932, Coca-cola mulai diperdagangkan di Indonesia oleh
Nederlands Mineral Water Fabriek Jakarta dibawah manajemen Bernie Vonings
dari Belanda. Setelah proklamasi kemerdekaan Indonesia, perusahaan ini berubah nama menjadi Indonesia Beveraages Limited (IBL). Pada tahun 1971, IBL menjalin kerjasama dengan tiga perusahaan Jepang dan membentuk PT. Djaya
Beverages Bottling Company (DBBC).
Pada Tanggal 12 Oktober 1993, sebuah perusahaan publik Australia yang merupakan perusahaan terbesar di dunia untuk fabrikasi, distribusi, dan pemasaran produk The Coca-cola Company mengambil alih kepemilikan DBBC dan berubah nama menjadi Coca-Cola Amatil Indonesia.
Hingga saat ini tercatat 11 pabrik Coca-cola yang beroperasi di berbagai provinsi di Indonesia, yaitu:
1. Tahun 1971 : PT. Djaya Baverages Bottling Company, Jakarta 2. Tahun 1973 : PT. Braseries Del Indonesia, Medan
3. Tahun 1976 : PT. Tirtalina Bottling Company, Surabaya
10.Tahun 1971 : PT. Bangun Wenang Baverages Company, Manado
11.Tahun 1971 : PT. Eka Tiema Manunggal Bottling Company, Banjarmasin Pada tahun 1995 Coca-Cola Amatil milik Australia yang merupakan perusahaan pembotolan terbesar di dunia untuk pabrikasi, distribusi dan pemasaran produk. The Coca-Cola Company mengambil alih semua semua pabrik pembotolan Coca-Cola Company di Indonesia kecuali di Manado.
Perkembangan perusahaan minuman ini sangat cepat. Dan untuk meningkatkan efisiensi dan daya saing, maka pada tanggal 1 Januari tahun 2000, kesepuluh perusahaan pembotolan dan distribusi Coca-cola yang berada dibawah manajemen Coca-Cola Amatil Australia berubah nama menjadi PT. Coca-cola Bottling Indonesia untuk perusahaan pembotolan dan PT. Coca-cola Distribution Indonesia untuk perusahaan distribusi.
2.2. Ruang Lingkup Bidang Usaha
PT. Coca-Cola Bottling Indonesia Medan saat ini telah mempunyai 700 tenaga kerja dan telah memproduksi 4 jenis minuman yaitu: coca-cola, sprite, fanta dan frestea dengan berbagai ukuran dalam kemasan botol (botol kaca dan botol plastik).
1. Coca-cola dengan isi : 193 ml, 393 ml, 1000 ml. 2. Sprite dengan isi : 295 ml, 200 ml, 1000 ml. 3. Fanta:
c. Fanta soda water dengan isi : 295 ml.
d. Fanta Pineapple dengan isi : 295 ml, 200 ml, 1000 ml. 4. Frestea dengan isi : 220 ml.
Untuk kemasan yang lain seperti plastik dan kaleng tidak diproduksi, tetapi dikirm dari Jakarta.
2.3. Lokasi Perusahaan
PT. Coca-cola Bottling Indonesia Medan berada di Jalan K.L.Yos Sudarso km 14.5, kecamatan Medan Labuhan, Medan-Belawan. PT. Coca-cola Bottling Indonesia Medan memiliki luas sebesar 51353 m2 (5,1 Ha).
2.4. Daerah Pemasaran
Produk yang dihasilkan oleh PT. Coca-cola Bottling Indonesia Medan adalah minuman berkarbonasi dan non karbonasi seperti coca-cola, sprite, fanta, frestea, dipasarkan di daerah Kabanjahe, Tebing tinggi, Rantau parapat, Kisaran, Padang Sidempuan, Aceh, dan Pematangsiantar.
Pada umumnya daerah pemasarannya adalah daerah Provinsi Sumatera Utara dan D.I.Aceh. Dalam pelaksanaannya, untuk memperlancar pendistribusian produk ke luar kota Medan, PT. Coca-cola Bottling Indonesia Medan memiliki beberapa ditributor, yaitu:
4. P.Siantar
5. Rantau Parapat 6. Kisaran
7. P.Sidempuan 8. Langsa
9. Lhoksemawe. 10. Banda Aceh 11. Meulaboh 12. Sibolga 13. Balige 14. Indrapura
PT. Coca-cola Bottling Indonesia sudah memiliki lebih dari 18000 retailer
produk coca-cola. Hal ini membuat produk Coca-Cola semakin mudah untuk diperoleh dimana saja dengan harga yang dapat dijangkau oleh semua lapisan masyarakat. Dari antara daerah pemasaran yang menjadi sasaran pendistribusian produk, Medan adalah daerah yang cukup strategis dan potensial, karena tingginya permintaan dibandingkan dengan daerah lain.
2.5. Organisasi dan Manajemen
terikat dengan peraturan dan lingkungan tertentu sehingga mengarah pada pencapaian tujuan yang diinginkan. Organisasi juga diartikan sebagai salah satu alat manajemen. Manajemen adalah cara pengelolaan dan pengaturan untuk mencapai tujuan tertentu dengan menggunakan sumber daya yang ada.
Hubungan dan kerja sama dalam organisasi dituangkan dalam suatu struktur organisasi. Struktur organisasi menunjukkan satuan-satuan organisasi dan garis wewenang, sehingga batasan-batasan tugas dan tanggung jawab dari setiap personil dalam organisasi dapat dilihat dengan jelas. Dengan demikian, masing-masing personil mengetahui dari mana ia mendapat perintah dan kepada siapa ia harus mempertanggungjawabkan hasil pekerjaannya.
2.5.1. Struktur Organisasi
Struktur organisasi merupakan gambaran mengenai pembagian tugas serta tanggung jawab kepada individu maupun bagian tertentu dari organisasi.
Struktur organisasi ini mempunyai peranan yang sangat penting dalam menentukan dan memperlancar jalannya roda perusahaan. Pendistribusian tugas-tugas, wewenang dan tanggung jawab serta hubungan satu sama lain dapat digambarkan pada struktur organisasi perusahaan, sehingga para pegawai dan karyawan akan mengetahui dengan jelas apa tugasnya dari mana ia mendapatkan perintah dan kepada siapa ia harus bertanggung jawab.
oleh seorang bawahan dari atasannya tidak akan tumpang tindih dengan perintah atasan yang lain kepada bawahan tersebut.
General Manager
Secretary
GSM NS HRM NS/CS Tech. Opr. Mgr. NS Finance Mgr. NC/CS BSM NS/CS
ASM Horeca ASM MSF ASM Batam ASM Medan ASM Outer
ASM Aceh ASM BD
AMM
C&B Mgr O&D Mgr IR/GA Mgr PR Manager
OHS Mgr
QA Manager QMS Manager Production Mgr
M&E Manager D&OP Mgr
W&T Mgr
MA Mgr Tax & AR off Head Examiner Procurement Mgr S&M Accountant
[image:35.842.80.719.131.476.2]CDES Mgr Flet Mgr FA Manager IS&T Officer
2.5.2. Pembagian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab dari masing-masing jabatan pada PT. Coca-Cola Bottling Indonesia Medan secara garis besar dapat dilihat sebagai berikut:
1. General Manager
- Menentukan dan merumuskan kegiatan utama dalam perusahaan untuk pencapaian tujuan umum perusahaan,
- Mengakoordinir dan mengawasi tugas-tugas yang di delegasikan kepada manager-manager dan menjalin hubungan baik dengan mereka,
- Membuat peraturan-peraturan intern perusahaan yang tidak bertentangan dengan undang-undang yang ditetapkan.
2. Secretary
- Mengatur hubungan dengan pihak luar dan para tamu,
- Menyelenggarakan surat-menyurat yang berhubungan dengan perusahaan,
- Menyusun dokumentasi.
- Bertanggung jawab kepada general manager. 3. Cold Drink Equipment Manager
4. Human Resource Business Partner
- Membantu General Manager dalam melaksanakan undang-undang ketenagakerjaannya dan peraturan pemerintah serta menjalankan kebijaksanaan perusahaan dan manajemen sumber daya.
- Membantu tercapainya target atau tujuan perusahaan dengan menciptakan lingkungan kerja, dimana semua karyawan memperoleh kepuasan terhadap pekerjaannya.
- Merencanakan dan mengakoordinasikan semua sumber daya manusia dan program pengembangan.
- Menterjemahkan strategi perusahaan ke dalam strategi SDM. 5. Finance Manager
- Membantu General Manager mengumpulkan atau menyusun data untuk rencana financial jangka pendek atau jangka panjang,
- Membantu pencapaian sasaran keuangan dengan mempersiapkan laporan keuangan yang terkonsolidasi secara tepat waktu.
- Bertanggung jawab kepada General Manager. 6. General Sales and Marketing Manager
- Mengkoordinasikan semua progran pemasaran perusahaan dan visi perusahaan,
- Bertanggung jawab terhadap General Manager. 7. TechnicalOperation Manager
- Merancanakan serta mengatur produksi perusahaan agar sesuai dengan spesifikasi dan standar mutu yang telah ditetapkan,
- Mengkoordinasi dan mengawasi setiap kegiatan yang ada dibawahnya, misalnya processing, teknik, logistik dan administrasi produksi,
- Mengawasi dan mengevaluasi kegiatan produksi untuk menentukan kekurangan dan penyimpangan yang terjadi sehingga dapat dilakukan perbaikan,
- Membuat laporan produksi secara periodik mengenai pemakaian bahan dan juga jumlah produksi,
- Bertanggung jawab kepada General Manager. 8. Information System Manager
- Mengumpulkan informasi-informasi manajemen yang dibutuhkan perusahaan,
- Bertanggung jawab kepada General Manager. 9. General Affair Manager
- Mengawasi penyelesaian izin, rekomendasi dari instansi pemerintah,
- Bertanggung jawab kepada HRD Manager. 10. Training Coordinator`
- Mengadakan pelatihan, - Memilih peserta pelatihan,
- Bertanggung jawab kepada HRD Manager. 11. Financial Accountant
- Mengumpulkan data dan menyusun data keuangan perusahaan, - Mengatur Cash Flow untuk perusahaan,
- Bertanggung jawab kepada Financial Manager. 12. Management Accountant
- Membuat pembukuan keuangan perusahaan,
- Memperoleh data keuangan dari departemen lain di dipeusahaan, - Bertanggung jawab kepada Finance Manager.
13. Examiner accountant
- Mengumpulkan dan menyusun dat keuangan khusus luaar kota, - Mengawasi penyelesaian izin, rekomendasi dari instansi
pemerintah,
- Bertanggung jawab kepada Finance Manager. 14. Purchasing Supervisor
- Menyetujui ataupun membatalkan pembelian barang, - Bertanggung jawab kepada Finance Manager. 15. Tax Office
- Mengaudit mengenai kebutuhan akan karyawan,
- Mengajukan usulan akan menambah ataupun mengurangi karyawan,
- Bertanggung jawab kepada Finance Manager. 16. Area Manager Medan
- Mendayagunakan seluruh aparat dan peralatan yang ada di
warehouse Medan.
- Memberhentikan sales-sales di Medan yang dianggap melanggar peraturan perusahaan.
- Bertanggung jawab kepada General Sales Manager. 17. Area Manager Outer
- Mendayagunakan seluruh aparat dan peralatan yang ada di
warehouse luar kota secara optimal dan efesien,
- Mengawasi tugas-tugas penyelesaian izin dan rekomendasi dari instansi pemerintah yang berwenang wajib dimiliki oleh perusahaan,
- Bertanggung jawab kepada General Sales Manager. 18. Fleet Manager
- Bertanggung jawab kepada General Sales Manager. 19. Production Manager
- Membuat laporan produksi secara periodik mengenai mutu dan jumlah produk,
- Mengkordinir kegiatan-kegiatan dalam bidang pemprosesan bahan baku menjadi produk jadi,
- Bertanggung jawab kepada Thechical Operation Manager. 20. Quality Assurance Manager
- Meneliti, memeriksa dan menganalisa mutu bahan baku maupun produk jadi,
- Memisahkan bahan baku maupun produk yang tidak sesuai dengan standart yang telah ditentukan,
- Bertanggung jawab kepada Technial Operation Manager. 21. Production Planning and Inventory Control Manager
- Merencanakan dan mengontrol kebutuhan untuk kegiatan proses produksi,
- Bertanggung jawab kepada Technical Operation Manager. 22. Chasier
- Mengetahui dengan pasti semua sistem penerimaan dan pengeluaran perusahaan,
- Meyakinkan bahwa pembayaran gaji dilakukan tepat pada waktunya,
- Bertanggung jawab terhadap Human Resources and Development Manager.
23. Personal Administration
- Mengawasi aktivitas sehari-hari yang berhubungan dengan fungsi administrasi personalia, hubungan dengan tamu-tamu dan lain-lain,
- Bertanggung jawab terhadap Human Resources and Development Manager.
24. Head Security
- Mengawasi aktivitas hari yang berhubungan dengan sehari-hari yang berhubungan dengan keamanan, keselamatan, pencegahan kebakaran dan lain-lain,
- Bertanggung jawab terhadap Human Resources and Development Manager.
25. Processing Manager
- Memimpin dan mengakoordinir kegiatan-kegiatan dalam pengolahan air, pembuatan sirup, pembotolan dan perawatan mesin yang dikelolanya,
- Menyusun program kerja untuk semua seksi-seksinya dan meletakkan dasar koordinasi antara operator-operator,
- Memberi masukan untuk rencana penyusunan anggaran tahunan, - Mengevaluasi keadaan bulan lalu dari tiap-tiap seksi yang ada
26. Administration Production
- Membuat lporan produksi secara periodik baik harian, bulanan maupun tahunan mengenai pemakaian bahan baku dan jumlah produksi,
27. Quality Ansurance
- Meneliti, memeriksa dan menganaliasis mutu produk baik bahan baku maupun barang jadi apakah sesuai dengan spesifikasi dan standar yang telah ditetapkakan,
- Bertanggung jawab terhadap Technical Operational Manager.
28. Sales Manager
- Bertanggung jawab menyediakan informasi pasar yang akurat dan
up to date,
- Meningkatkan volume penjualan dan market share,
- Mengorganisir dan mengontrol pendistribusian pemasaran produk supaya tercapai target penjualan dan market share.
29. Marketing Service Manager
- Bertanggung jawab untuk membuat perencanaan agar produk yang akan di pasarkan dikenal orang, pelanggan merasa terlayani dengan baik dan menciptakan image perusahaan yang baik.
- Bertanggung jawab dalam masalah perbengkelan mengenai mobil- mobil yang rusak dan lain-lain.
- Bertanggung jawab terhadap Marketing Manager. 31. Marketing Development Koordinator
- Mengembangkan pasar di wilayah pemasaran,
- Bertanggung jawab terhadap kegiatan di bidang pengembangan pelanggan (costumer service) serta membina bawahan agar lebih produktif dan efesien melaksanakan tugas-tugasnya.
2.6. Jumlah Tenaga Kerja dan Jam Kerja 2.6.1. Tenaga Kerja
`Tenaga kerja di PT. Coca-Cola Bottling Indonesia Medan direkrut dari tenaga kerja bangsa Indonesia sendiri. Sebagian besar tenaga kerja di bagian produksi dan pemasaran direkrut dari penduduk sekitar pabrik.
Jumlah tenaga kerja pada PT. Coca-Cola Bottling Indonesia Medan dapat dilihat pada tabel 2.1.:
Tabel 2.1. Tenaga Kerja dan Jumlah Tenaga Kerja
No. Departemen
Jumlah Karyawan (Orang)
1 General Administration 9
2 Finance and Accounting 14
3 Human Resources 26
4 Sales and Marketing 408
5 Production 107
2.6.2. Jam Kerja
Agar perusahaan dapat bekerja dengan baik dalam melakukan tugasnya maka untuk mencapai tujuan diperlukan pengaturab waktu yang baik. Sesuai dengan peraturan DEPNAKER bahwa jam kerja seorang pekerja adalah 40 jam/minggu, selebihnya diperkirakan sebagai lembur.
Pengaturan jam kerja di PT Coca Cola Bottling Indonesia Medan adalah sebagai berikut:
1. Untuk tenaga kerja untuk, kecuali tenaga kerja di Departemen
Marketing, Departemen Human Resources Development yaitu bagian
Security, Departemen Produksi yaitu bagian Kamar Mesin dan Produksi, hari kerja adalah sampai Jumat dengan jam sebagai berikut: a. Jam 08.00 – 12.00 WIB : waktu kerja
b. Jam 12.00 – 13.00 WIB : waktu istirahat c. Jam 13.00 – 17.00 WIB : waktu kerja
2. Untuk Departemen Marketing, jam kerja untuk hari Senin sampai Jumat adalah sebagai berikut:
a. Jam 08.00 – 12.00 WIB : waktu kerja b. Jam 12.00 – 13.00 WIB : waktu istirahat c. Jam 13.00 – 17.00 WIB : waktu kerja
Sedangkan untuk hari Sabtu jam kerja adalah jam 08.00 – 13.00 WIB. 3. Untuk Departemen Human Resources Development yaitu bagian
a. Shift I : Jam 08.00 – 16.00 WIB b. Shift II : Jam 16.00 – 24.00 WIB c. Shift III : Jam 24.00 – 08.00 WIB
Untuk bagian Security terdiri atas empat orang dengan pergantian
shift setiap 2 hari sekali, sedangkan untuk kamar mesin pergantian shift 5 hari sekali dengan 1 orang tenaga kerja untuk 1 shift.
2.7. Sistem Pengupahan dan Fasilitas lainnya
Gaji/upah adalah suatu penerimaan sebagai imbalan dari perusahaan kepada tenaga kerja untuk suatu pekerjaan yang telah dilakukan, yang dinilai dalam bentuk perjanjian dan undang-undang. Banyak cara/sistem pembayaran upah/gaji yang digunakan oleh perusahaan. Setiap perusahaan memiliki cara pengupahan yang berbeda-beda. Dengan dasar sistem tersebut akan membawa keberuntungan bagi perusahaan tanpa merugikan tenaga kerja atau karyawan.
Sistem pengupahan di PT. Coca Cola Bottling Indonesia Medan dibedakan atas:
1. Untuk tenaga kerja bulan atau honor menerima gaji setiap bulan setiap tanggal 25 yakni untuk General Manager Office, Departemen
Accounting dan Human Resources.
2. Untuk tenaga kerja harian menerima gaji 2 minggu sekali yakni untuk
setiap pekerja yang berada di luar jam normal, akan diberikan upah dengan ketentuan sebagai berikut:
a. Upah tenaga kerja tetap
Upah lembur = gaji pokok/173 x jumlah jam lembur b. Upah tenaga kerja lepas dan honor
Upah lembur = 2/30 x jumlah jam lembur
Penentuan upah lembur perjam adalah sebagai berikut: 1. Untuk hari biasa
a. Jam lembur pertama : 1,5 x upah/jam b. Jam lembur selebihnya : 2 x upah/jam 2. Untuk hari sabtu/libur
a. 7 jam pertama : 2 x upah/jam b. Jam ke-8 : 3 x upah/jam c. Jam ke-9 dan seterusnya : 3 x upah/jam
3. Untuk tenaga kerja yang bekerja lembur diberikan tambahan uang makan dimana:
a. Untuk 3 jam pertama diberikan uang makan senilai satu kali biaya makan di kantin.
b. Untuk setiap 5 jam berikutnya akan ditambahan makan siang satu kali biaya makan di kantin.
Perusahaan juga memberikan tunjangan kepada pegawai berupa: 1. Makan disediakan
2. Uang transport harian
3. Pergantian biaya pengobatan yang diatur berdasarkan Surat Keputusan termasuk biaya perawatan, bersalin, kacamata dan lain-lain.
4. Perumahan (khusus untuk jabatan kepala seksi ke atas) 5. Tunjangan Hari Raya (THR)
6. Pakaiaan dan peraltan dinas
7. Jaminan Sosial Tenaga Kerja (JAMSOSTEK) 8. Uang duka atau pemakaman
9. Dana cuti dan cuti satu bulan untuk menunaikan ibadah haji
10.Bonus/profit sharing yang besarnya tergantung keuntungan perusahaan tiap tahun
11.Dana pensiun
12.Olahraga misalnya aerobic atau menyewa lapangan tenis 13.Rekreasi tahunan
14.Poliklinik 15.Koperasi
2.8. Proses Produksi
menggunakan standard mutu produk berdasarkan bahan baku utama, bahan penolong dan bahan tambahan.
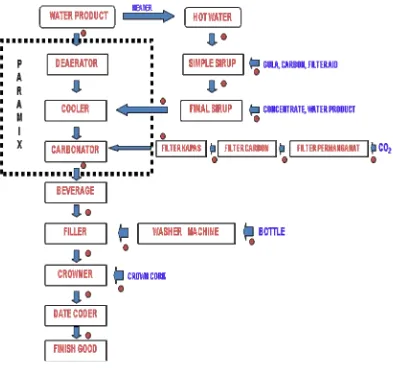
Secara umum proses produksi di PT. Coca-Cola Bottling Indonesia Medan dapat dilihat pada gambar 2.2.:
Gambar 2.2. Proses Produksi PT. Coca-Cola Bottling Indonesia Medan
2.8.1. Standar Mutu Bahan / Produk
PT. Coca-Cola Bottling Indonesia Medan sangat mengutamakan kualitas standard mutu produk. Dalam setiap kali memproduksi Coca-Cola, Sprite, Fanta dan Frestea dilakukan pemerikasaan produk, mulai dari
ringan). Pemerikasaan standard mutu ini dilakukan di laboratorium. Adapun yang menjadi standard mutu produk PT. Coca-Cola Bottling Indonesia Medan adalah:
- Kemurnian (purity) - Rasa (taste)
- Bau (odor) - Penampakan
2.8.2. Bahan yang Digunakan
Adapun bahan yang digunakan oleh PT. Coca-Cola Bottling Indonesia Medan dalam menghasilkan produk adalah sebagai berikut: a. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk, ikut dalam proses produksi dan memiliki persentase terbesar dibandingkan dengan bahan-bahan lain. Adapun bahan baku yang digunakan PT. Coca-Coal Bottling Indonesia Medan dalam pembuatan minuman ringan adalah:
- Air
air juga digunakan untuk memenuhi kebutuhan sehari-hari perusahaan.
Air yang diperoleh dari sumur dikategorikan menjadi 2 jenis, yaitu: 1. Treated Water
Digunakan untuk bahan baku produksi, keperluan air minum kantin, dan kantor.
2. Untreated Water
Digunakan untuk keperluan kamar mandi, pencucian ruangan, pekarangan dan lain-lain.
- Gula
Gula yang digunakan adalah gula murni yang memenuhi standard yang telah ditetapkan, yaitu memiliki kadar 99,99% dan bebas dari kotoran. Gula diperoleh dari dalam negeri dan luar negeri seperti Thailand atau Cina. Rata-rata kebutuhan gula yang digunakan dapat dilihat pada tabel 2.2.
Tabel 2.2. Rata-rata Jumlah Kebutuhan Gula/Unit Produksi Jenis Produksi Jumlah Gula (Kg)
Coca-Cola 203,225 Sprite 258,081 Fanta Strawbery 292,650
Fanta Melon 259,200 Fanta Creamy 255,400
- Concentrate
Concentrate diperoleh dari PT. Coca-Cola Bottling Indonesia Jakarta yang merupakan satu-satunya perusahaan yang menyediakan bahan ini untuk perusahaan Coca-Cola di seluruh Indonesia. Concentrate
berfungsi sebagai bahan pengawet dan pemberi rasa yang membedakanya dengan jenis minuman lain. Concentrate terdiri dari 3 jenis yaitu Concentrate part I, Part II dan Part III.
Rata-rata kebutuhan concentrate dapat dilihat pada tabel 2.3.:
Tabel 2.3. Rata-rata Jumlah Kebutuhan Concentrate/ Unit Produksi
Jenis Produksi
Concentrate
Keterangan Part I Part II Part III
Coca-Cola 0,667 t 0,67 t T = tabung Sprite 0.25 b 0,25 b 0,5 b B =bungkus Fanta Strawbery 0,5 b 0,5 b 1,0 t
Fanta Melon Part I Part II Part III Fanta Creamy 0,5 b 0,5 b 0,5 b Fabta Soda
Water
0,5 b
Sumber: PT. Coca-Cola Bottling Indonesia Medan
- Karbondioksida (CO2)
untuk menunjukkan cirri khas dari Coca-Coca. CO2 dibeli dari PT. Aneka Gas dan UD. Mulya Perkasa di Medan. Rata-rata penggunaan CO2 dapat dilihat pada tabel 2.4.
Tabel 2.4. Rata-rata Jumlah Pemakaian CO2/ Unit Produksi
Jenis Produiksi Jumlah CO2 (Kg)
Coca-Cola 14,26 Sprite 14,65 Fanta Strawbery 9,90
Fanta Melon 9,90
Fanta Creamy 9,90 Fanta Soda Water 15,84 Sumber: PT. Coca-Cola Bottling Indonesia Medan
b. Bahan Penolong
Bahan penolong adalah bahan yang ditambahkan pada proses produksi dengan persentase lebih rendah dari pada bahan utama dan tidak dapat dibedakan dengan jelas pada produk akhir. Bahan penolong yang digunakan pada proses produksi di perusahaan ini adalah:
- Kaporit [Ca(OCl)2)
Digunakan dalam proses pengolahan air, membunuh bakteri (menghambat pertumbuhan mikroorganisme), membersihkan botol dan sanitasi peralatan.
Bahan ini digunakan untuk membebaskan dan menghilangkan gas-gas yang terlarut dalam air.
- Filter Aid
Berfungsi untuk melapisi filter paper pada proses penyaringan sympel
syrup di filter press, memperbesar pori-pori filter paper sehingga mempermudah filtrasi dan menahan karbon aktif sehingga tidak lolos ke final syrup tank.
- Karbon Aktif
Digunakan pada pembuatan syrup untuk menjernihkan larutan gula dan menghilangkan bau-bau asing.
- Causatif Soda (NaOH)
Digunakan pada proses pencuciam botol pada bottle washer sebagai detergen.
- Kapur
Kapur digunakan untuk menstabilkan pH air sampai 6 -7 sehingga proses pembentukan floe menjadi sempurna.
c. Bahan Tambahan
- Botol
Botol adalah bahan pengemas minuman yang dihasilkan oleh PT. Coca-Cola Bottling Indonesia Medan sehingga siap dipasarkan.
- Crown Cork (Penutup Botol)
Digunakan untuk menutup botol minuman ringan. - Crate ( Peti Plastik)
Berfungsi sebagai tempat penyusunan botol-botol dengan kapasitas 24 botol per crate.
- Karton
Digunakan sebagai tempat pengepakan minuman yang dikemas dalam botol plastik.
2.8.3. Uraian Proses Produksi
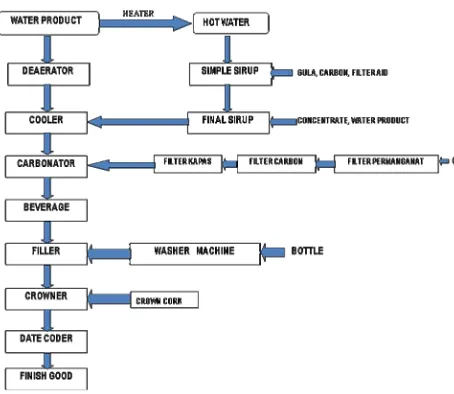
Berdasarkan cara pembuatannya, minuman yang diproduksi PT. Coca-Cola Bottling Indonesia Medan dapat dikelompokan atas 2 yaitu minuman berkarbonasi (Coca-Cola, Sprite, dan Fanta) dan minuman tanpa karbonasi (Frestea). Coca-Cola, Sprite, dan Fanta mengalami proses produksi yang sama tetapi komposisi bahannya yang berbeda.
Gambar 2.3. Blok Diagram Pembuatan Carbonated Soft Drink
Uraian proses pengolahan air sampai pembotolan adalah sebagai berikut:
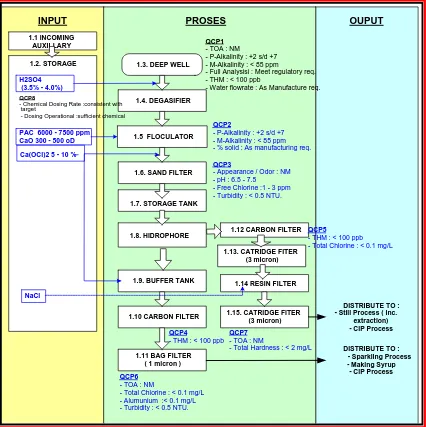
a. Proses Pengolahan Air (Water Treatment)
Air dari sumur akan dipompa ke alat degasifer yang sebelumnya diinjeksikan H2SO4 dengan tujuan mengubah CO2 sehingga mudah dibebaskan dan menghilangkan gas-gas yang larut dalam air.
Dari degasifer air masuk ke dalam fluctor tank/ reaction tank. Sebelumnya ditambahkan poly Aluminium Chlorine (PAC), kapur dan Cl2 10%. PAC berfungsi untuk mengendapkan senyawa-senyawa organik. Kapur berfungsi untuk menaikkan besar pH karena semakin besar pH maka kecepatan pengendapan semakin besar. Sementara Cl2 berfungsi sebagai antiseptik untuk mematikan kuman-kuman bakteri standard
chlorine dalam air, diman standard chlorine dalam air adalah 6 – 10 ppm. Pada fluctiator tank terjadi pengendapan floc sementara air pada bagian atas akan mengalir ke sand filter. Jarak antara permukaan air dengan floc
dijaga lebih kurang 1 -1,25 meter untuk mempertahankan kejernihan air. Di sand filter akan disaring dan akan menghasilkan 3 lapisan. Tetapi hanya adal 2 lapisan yang akan digunakan dan 1 lapisan lagi sebagai cadangan. Untuk menyaring sand filter menggujkan kerikil dengan ukuran sebagai berikut:
- Lapisan I : ukuran 2 – 3 meter - Lapisan II : ukuran 1 – 2 meter - Lapisan III : ukuran 0,5 – 1 meter.
bulan sekali kerikil-kerikil akan dikeluarkan untuk dicuci dengan HCl 2 – 5 % lalu dapat dipakai kembali.
Dari sand filter dialrkan ke storage tank. Setelah air sampai ketinggian maksimum, pompa air dari sumur akan mati secara otomatis dan akan hidup kembali apabila telah mencapai ketinggian maksimum.
Kemudian air dialirkan lagi ke buffer tank dan sebelumnya ditambahnkan clorine 10%. Tujuannya adalah untuk membunuh sisa-sisa dari bakteri yang masih terdapat di dalam air yang diolah.
Dari buffer tank ini, air dilewatkan melalui carbon filter untuk menyerap clorine dan partikel-partikel kecil. Kadar Cl2 setelah melewati
carbon filter adalah sebesar 0 ppm. Setelah itu air dilewatkan melalui polisher filter sebagai proses penyaringan akhir.
Air hasil pengolahan (treated water) inilah yang dipakai untuk proses produksi pembuatan Coca-Cola, Sprite, Fanta dan Frestea. Pada tiap tahapan proses pengolahan akan diambil sampel air untuk diperiksa bagian pengendalian kualitas di laboratorium untuk memeastikan bahwa iar hasi pengolahan akan memenuhi persyaratan yang ditentukan.
1.3. DEEP WELL
1.4. DEGASIFIER
1.5 FLOCULATOR
1.6. SAND FILTER
1.7. STORAGE TANK
1.8. HIDROPHORE
1.9. BUFFER TANK
1.10 CARBON FILTER
1.11 BAG FILTER ( 1 micron )
DISTRIBUTE TO : - Sparkling Process - Making Syrup
- CIP Process 1.12 CARBON FILTER
1.14 RESIN FILTER
1.15. CATRIDGE FITER (3 micron)
DISTRIBUTE TO : - Still Process ( Inc.
extraction) - CIP Process
PROSES
INPUT OUPUT
H2SO4 (3.5% - 4.0%)
PAC 6000 - 7500 ppm CaO 300 - 500 oD Ca(OCl)2 5 - 10 %
1.1 INCOMING AUXILLARY
NaCl
QCP1
- TOA : NM
- P-Alkalinity : +2 s/d +7 - M-Alkalinity : < 85 ppm
- Full Analysisi : Meet regulatory req. - THM : < 100 ppb
- Water flowrate : As Manufacture req.
QCP3
- Appearance / Odor : NM - pH : 6.5 - 7.5
- Free Chlorine :1 - 3 ppm - Turbidity : < 0.5 NTU.
QCP2
- P-Alkalinity : +2 s/d +7 - M-Alkalinity : < 85 ppm - % solid : As manufacturing req.
QCP6
- TOA : NM
- Total Chlorine : < 0.1 mg/L - Alumunium :< 0.1 mg/L - Turbidity : < 0.5 NTU.
QCP7
- TOA : NM
- Total Hardness : < 2 mg/L
QCP4
- THM : < 100 ppb
QCP5
- THM : < 100 ppb - Total Chlorine : < 0.1 mg/L
QCP8
- Chemical Dosing Rate :consistent with target - Dosing Operational :sufficient chemical
1.2. STORAGE
1.13. CATRIDGE FITER (3 micron)
Gambar 2.4. Flowchart Proses Pengolahan Air di PT. Coca-Cola Bottling Indonesia Medan
b. Proses Pembuatan Syrup
Pada proses pembuatan syrup, air hasil olahan dari hot water tank
[image:59.595.114.540.113.540.2]derajad kemanisan (Brix) yang ditentukan. Temperatur air untuk melarutkannya adalah sebesar 800 C. kedalam tangki perlarut tersebut juga dimasukkan karbon aktif untuk menyerap bauan menurunkan warna sehingga larutan menjadi jernih. Pelarutan gula dan air dilakukan selama 60 menit dan diaduk dengan agigator sampai homogen. Hasil pelarutan ini disebut syrup dasar dan telah memenuhi standard yang telah ditentukan.
Setelah semua larut, langkah selanjutnya adalah penyaringan/filtrasi. Sebelumnya dilakukan precoating (pelapisan awal) untuk membentuk lapisan pada filter paper. Air hasil olahan dialirkan ke tangki precoating yaitu sebuah tangki yang kecil yang terbuat dari stainless steel yang dilangkapi dengan agogator. Lalu kedalamnya ditambahkan filter aid. Cairan dari tangki precoating disirkulasikan melalui filter sampai semua filter aid menempel pada filter paper dengan baik. Syrup dasar akan dialirkan ke filter dan disirkulasikan sampai filternya bersih.
c. Proses Pemurnian CO2
CO2 yang dipakai adalah CO2 yang dibeli dari PT. Aneka Gas Medan dan UD. Mulya Perkasa Medan. CO2 ini kemungkinan besar masih mengandung zat/gas sehingga mengurangi kemurnian CO2. Untuk itu CO2 perlu dimurnian terlebih dahulu sebelum digunakan dengan cara sebagai berikut:
- Tabung-tabung CO2 pada bagian atasnya harus disemprot dengan air terlebih dahulu supaya selang-selang penghubung tidak membeku, bila membeku CO2 tidak berjalan dengan lancar.
- CO2 kemudian dialirkan lagi ke dalam tabung yang berisi KMnO4 berfungsi mengikat zat impurity (kotoran)
- CO2 kemudian dialirkan lagi ke dalam tabung yang berisi air. Tujuannya untuk memurnikan CO2 agar KMnO4 tidak terbawa pada proses selanjutnya.
- Tahap selanjutnya adalah melewatkan CO2 pada tabung yang berisi karbon dengan tujuan untuk menghilangkan bau yang tidak diinginkan.
- Terakhir CO2 disaring pada filter sehingga kotoran yang tersisa dapat tertahan.
d. Proses Pencampuran Air, Syrup dan CO2
Proses paramix adalah proses pencampuran air, syrup dan CO2 sehingga diperoleh minuman ringan (beverage) yang siap untuk diisi kemasannya.
Air dari trested water dan syrup akhir bersamaan masuk ke mesin pencampuran. Air sebelumnya didearasi di dearator. Dearasi adalah proses pengeluaran udara dari dalam air yang digunakan untuk membuat minuman sehingga mempermudah proses karbonasi dan membantu memperlancar pengisian. Jadi dearasi ini bertujuan untuk memisahkan gas oksigen di dalam iar sehingga CO2 mudah larut di dalamnya. Air masuk ke dearator dimana tekanan dearator adalah 0,8 bar dan kemudian gas CO2 akan dipompakan masuk ke dalam liter air.
Syrup akhir langsung di masukkan ke dalam gelas syrup. Dengan perbandingan tertentu, air dan syrup akhir dicampur.
Hasil pencampuran didinginkan sehingga temperatur lebih kurang 0 – 10C dengan medium pendingin gelikol. Hal ini dilakukan karena semakin rendah temperature campuran semakin tinggi absorbs CO2.
karbonator inilah yang disebut beverage dan diteruskan ke mesin filter dan crowner.
e. Proses Pembotolan
Proses pembotolan mengalami beberapa tahap, yaitu: 1. Pencucian Botol
Botol bekas yang datang dari pasar ataupun botol yang baru masuk ke mesin pencuci botol, terlebih dahulu disortir. Tujuannya untuk memeriksa apakah ada botol yang terlalu kotor atau rusak. Botol yang terlalau kotor akan dipisahkan untuk dicuci secara manual terlebih dahulu, sementara botol yang rusak atau pecah akan disisihkan. Dengan bantuan conveyor botol-botol dimasukkan ke dalam mesin pencucian botol yang cara kerjanya sebagai berikut:
- Botol dibilas menggunakan air yang disirkulasi kembali dari air tahap pembilasan akhir. Air ini umumnya mengandung sedikit sisa causatik yang dapat membantu pembilasan awal. Air dipanaskan sampai temperatur 450C.
- Botol-botol kemudian bergerak ke tangki perendam causatic II yang suhunya lebih panas yaitu lebih kurang 780C. botol-botol ini akan disemprot di bagian dalamnya untuk dibersihkan. - Botol kemudian melalui tangki perendam yang berisi air yang
disirkulasi dari treated dan mengalami penyemprotan luar dan dalam sebanyak 2 kali.
- Botol-botol yang telah dicuci dialirkan dengan menggunakan conveyor ke mesin filter dan crowner. Sebelum botol diperiksa oleh inspector untuk mengetahui apakah botol sudah memenuhi syarat, maka botol yang masih kotor atau cacat akan disisihkan.
2. Pengisian Minuman ke Botol
Proses pengisian minuman ke dalam botol adalah sebagai berikut:
- Pembukaan filling valve (kran pengisian)
- Pembukaan filling valve bertujuan agar tekanan yang ada pada mesin dapat dipindahkan ke botol.
- Setelah selesai pengisian, kran pengisian ditutup.
3. Penutupan Botol Minuman
Botol yang telah berisi minuman selanjutnya ditutup dengan menggunakan crowner machine yang fungsinya untuk menutup botol.
Botol yang sudah ditutup selalu dicek oleh inspekor. Inspeksi akan mensortir minuman yang tidak memenuhi syarat, misalnya retak, volume botol yang kurang bagus atau berlebih dan segainya. Minuman tersebut lalu disisihkan sebagai reject produk. Produk ini tidak bolah dijual, sedangkan minuman yang baik akan dibawa ke tempat pengepakan melalui conveyor.
4. Pemberian Kode Produksi dan Pengepakan
Sebelum sampai ke tempat pengepakan, botol diberi kode produksi oleh coding machine dan diperiksa oleh inspektor. Produk yang tidak memenuhi syarat dipisahkan untuk dibuang. Di tempat pengepakan botol dimasukkan oleh operator ke dalam crate dan disusun di atas pallet. Forklift akan membawa pallet yang sudah diisi dengan produk ke gedung produk jadi.
2.9. Mesin dan Peralatan
2.9.1. Utilitas
Utilitas merupakan fasilitas penunjang untuk kelancaran melakukan proses produksi pada lantai produksi. Adapun fasilitas penunjang di pabrik ini adalah: a. Air
Air diperoleh dari sumur bor dengan kedalaman 100-200 m dan diolah menjadi 2 jenis yaitu:
- Treated Water
Treated water digunakan untuk produksi, keperluan air minum kantin dan kantor.
- Untreated Water
Untreated water digunakan untuk keperluan kamar mandi, pencucian ruangan dan pekarangan.
b. Listrik
Listrik PT. Coca-Cola Bottling Indonesia Medan menggunakan fasilitas listrik dari perusahaan listrik negara (PLN) dengan kapasitas terpasang sebesar 1040 KVA. Selain itu listrik juga dihasilkan generator listrik dengan kapasitas 1500 KVA. Generator ini akan akan digunakan apabila listrik dari PLN terputus. c. Steam
2.9.2. Perawatan Mesin dan Peralatan
Adapun perawatan mesin dan peralatan pada PT. Coca-Cola Bottling Indonesia Medan, antara lain :
1. Perawatan mesin sebelum dimulainya proses pengolahan
Perawatan dilakukan dengan membersihkan mesin, memeriksa oli motor penggerak mesin dan memberikan minyak gemuk pada gigi roga dan rantai-rantai pemutar jika diperlukan.
2. Pembersihan mesin setelah proses pengolahan
Membersihkan kotoran-kotoran yang terdapat pada mesin, dan kembali memeriksa kondisi mesin.
3. Pembongkaran mesin secara keseluruhan bila diperlukan sekali.
Selama proses pembongkaran berlangsung, proses produksi juga harus diberhentikan secara keseluruhan. Lamanya waktu perbaikan bervariasi tergantung pada kerusakan yang ditemukan pada waktu pembongkaran.
2.10. Safety and Fire Protection
a. Pencegahan kebakaran
Usaha preventive yang dilakukan perusahaan adalah dengan memberikan prosedur kerja yang jelas kepada seluruh karyawan sehingga terhindar dari kecelakaan kerja atau kebakaran yang disebabkan oleh kesalahan operator. Perusahaan juga memberikan display (rambu-rambu) untuk bahan-bahan yang berbahaya atau mudah terbakar.
b. Penanggulangan Kebakaran
Untuk menanggulangi masalah kebakaran, perusahaan telah menyediakan daearah evakuasi untuk semua karyawan untuk menghindari korban yang mungkin terjadi. Sedangkan untuk pemadaman api, perusahaan menempatkan fire extinguiser di lantai produksi dan beberapa ruangan kantor.
Penaggulangan kebakaran adalah meliputi tugas dan kewajiban bagi seluruh karyawan agar tercapai kesiap-siagaan dalam menghadapi kebakaran dan memiliki kemampuan untuk dapat mencegah, menghindari dan menyelamatkan diri.
2.11. Pengolahan Limbah
Limbah yang dihasilkan oleh PT. Coca-Cola Bottling Indonesia Medan secara umum dapat diklasifikasikan atas dua bagian yaitu:
a. Limbah Padat
botol yang tidak layak pakai, sedotan minuman dan kertas. Untuk pengolahan limbah padat ini PT. Coca-Cola Bottling Indonesia Medan menyerahkannya kepada dinas kebersihan kota Medan.
b. Limbah Cair
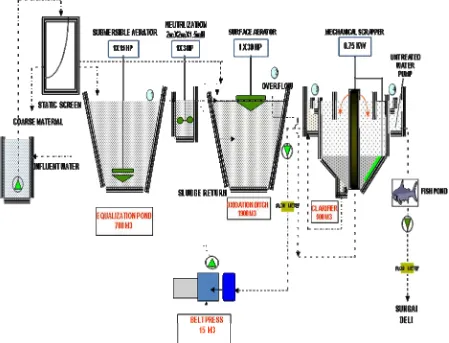
Yang tergolong limbah cair adalah limbah yang berasal dari proses produksi dan limbah dari hasil sanitasi. Limbah cair ini mengalami proses pengolahan sebelum dialirkan ke sungai Deli. Sistem pengolahan limbah cair oleh PT. Coca-Cola Bottling Indonesia Medan adalah secara aerobik, dengan tahapan sebagai berikut:
- Screening Unit
Limbah buangan dari proses produksi dialirkan melalui pipa ke screening unit. Pada bagian ini terjadi pemisahan antara limbah padat dengan limbah cair.
- Equalition Pond
Limbah cair kemudian dialirkan ke equalition pond. Sekeliling sisi dari
equalition pond dilapisi dengan kertas plastik hitam, dengan tujuan limbah tidak meresap ke dalam tanah. Limbah cair ini dihomogenkan dengan pompa hingga suhu 400C.
- Neutralition Tank
Dari equalition pond limbah cair kemudian mengalir ke neutralition tank dimana pada tahap ini diinjeksi H2SO4 dengan tujuan menetralkan pH agar berkisar anatara 7,5 – 8,2.
Limbah kemudian dialirkan ke oxidan ditch untuk ditambahkan O2, pupuk urea dan posfat agar bakteri dapat hidup dan berkembang biak. Bakteri ini bertujuan untuk menguraikan zat organik dalam limbah menjadi lumpur. - Calrification Tank
Sludge/lumpur dialirkan ke clarification tank untuk memisahkan air dengan lumpur tersebut, kemudian air ini dialirkan ke sungai Deli.
- Belt Press
Sludge/lumpur dari calrification belt tank dialirkan melalui belt press ke
equalition pond untuk dioleh kembali.
BAB III
TINJAUAN PUSTAKA
3.1. Konsep Supply Chain
Supply chain adalah jaringan instansi-instansi yang secara bersama-sama bekerja untuk menciptakan dan menghantarkan suatu produk ke tangan pemakai akhir (end user). Instansi-instansi tersebut biasanya termasuk supplier, instansi,
distributor, toko atau ritel, serta instansi-instansi pendukung seperti instansi jasa logistik.2
Supply chain pada industri jasa pertama kali harus diketahui gambaran sesungguhnya dan lengkap mengenai seluruh mata rantai yang ada mulai dari awal sampai akhir. Misalnya jasa perbankan, awal supply chain dari jasa perbankan adalah adanya kepercayaan masyarakat untuk mengelola uang dan asset yang mereka miliki. Kemudian bank akan memutar uang tersebut dengan beberapa usaha, antara lain dengan memberi kredit perorangan, kredit perusahaan, atau kredit permodalan bagi industri manufaktur. Jasa peminjaman uang tersebut harus dibayarkan kembali kepada bank dalam bentuk bunga. Bunga bank inilah yang akan membiayai operasional perbankan, mulai dari membayar tenaga kerja dan membayar jasa orang- orang yang menaruh dan menitipkan uangnya di bank tersebut.
2
Konsep supply chain merupakan konsep baru dalam melihat persoalan logistik. Konsep lama melihat logistik lebih sebagai persoalan intern masing-masing instansi, dan pemecahannya dititikberatkan pada pemecahan secara intern di instansi masing-masing. Dalam konsep baru ini, masalah logistik dilihat sebagai masalah yang lebih luas yang terbentang sangat panjang sejak dari bahan dasar sampai barang jadi yang dipakai konsumen akhir, yang merupakan mata rantai penyediaan barang.
Faktor-faktor kunci yang dikelola dalam supply chain meliputi : 1. Pengelolaan relasi dengan konsumen.
2. Pengelolaan pelayanan kepada konsumen. 3. Sistem pengelolaan permintaan.
4. Sistem pengaturan aliran manufaktur. 5. Sistem pengadaan bahan baku.
6. Pengembangan produk dan proses komersial. 7. Pengembalian produk.
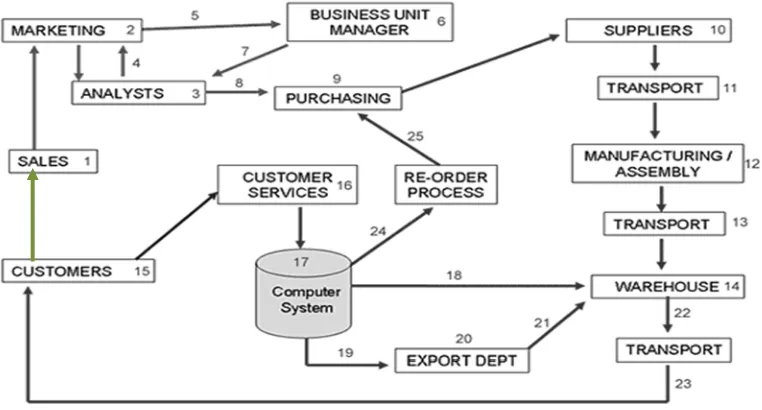
Pada suatu supply chain biasanya ada 3 macam aliran yang harus dikelola.
dibutuhkan oleh distributor maupun oleh instansi. Informasi tentang ketersediaan kapasitas produksi yang dimiliki oleh supplier juga sering dibutuhkan oleh instansi. Informasi tentang status pengiriman bahan baku sering dibutuhkan oleh instansi yang mengirim maupun yang menerima. Instansi pengapalan harus membagi informasi seperti ini supaya pihak-pihak berkepentingan bisa memonitor untuk kepentingan perencanaan yang lebih akurat. Gambar 3.1 memberikan ilustrasi konseptual sebuah supply chain.
Gambar 3.1. Simplifikasi Model Supply Chain dan 3 Macam Aliran yang Dikelola
Chain 1 : Suppliers
Jaringan bermula dari sini, yang merupakan sumber yang menyediakan bahan pertama, dimana mata rantai penyaluran barang akan dimulai. Bahan pertama ini bisa dalam bentuk bahan baku , bahan mentah, bahan penolong, bahan dagangan, subassemblies, suku cadang, dan sebagainya. Sumber pertama ini dinamakan suppliers. Dalam artinya yang murni, ini termasuk juga
tetapi supplier`supplier biasanya berjumlah banyak sekali. Inilah mata ratai yang pertama.
Chain 1-2 : Suppliers → Manufacturer
Rantai pertama dihubungkan dengan rantai kedua, yaitu manufacturer atau
plants atau assembler atau fabricator atau bentuk lain yang melakukan pekerjaan membuat, memfabrikasi, mengasembling, merakit, mengolah, mengkonversikan atau pun menyelesaikan barang (finishing). Untuk keperluan tulisan ini, sebut saja bentuk yang bermacam-macam tadi sebagai manufacturer. Hubungan dengan mata rantai pertama ini sudah mempunyai potensi untuk melakukan penghematan. Misalnya, persediaan bahan baku, bahan setengah jadi, dan bahan jadi yang berada di pihak suppliers, manufacturer, dan tempat transit merupakan target untuk penghematan ini. Tidak jarang penghematan sebesar 40%-60%, bahkan lebih dapat diperoleh dari inventory carrying cost di mata rantai ini. Dengan menggunakan konsep supplier partnering misalnya penghematan ini dapat diperoleh.
Chain 1-2-3 : Suppliers → Manufacturer → Distributor
Chain 1-2-3-4 : Suppliers → Manufacturer → Distribution → Retail Outlets
Pedagang besar biasanya mempunyai fasilitas gudang sendiri atau dapat juga menyewa dari pihak lain. Gudang ini digunakan untuk menimbun barang sebelum disalurkan ke pihak pengecer dalam hal ini mungkin bisa disebut fakultas. Sekali lagi disini ada kesempatan untuk memperoleh penghematan dalam bentuk jumlah persediaan dan biaya gudang, dengan cara melakukan design kembali pola-pola pengiriman barang baik dari gudang manufacturer maupun ke pengecer. Walaupun ada beberapa instansi yang langsung mendistribusikan barang hasil produksinya kepada pelanggan, namun secara relatif jumlahnya tidak banyak dan kebanyakan menggunakan pola seperti diatas.
Chain 1-2-3-4-5 : Suppliers → Manufacturer → Distribution → Retail Outlets → Customer
Dari rak-raknya, para pengecer atau supplier atau retailers ini menawarkan barangnya langsung kepada para pelanggan atau pembeli atau pengguna barang tersebut dalam hal ini mungkin bisa disebut departemen. Yang termasuk outlet adalah toko, warung, toko serba ada, pasar swalayan, toko koperasi, mal, club stores, dan sebagainya, pokoknya dimana pembeli akhir melakukan pembelian. Walaupun secara fisik dapat dikatakan bahwa ini merupakan mata rantai yang terakhir, sebetulnya masih ada satu mata rantai lagi, yaitu dari pembeli (yang mendatangi retail outlets tadi) ke real customers atau
supply baru betul-betul berhenti setelah barang yang bersangkutan tiba di pemakai langsung (pemakai yang sebenarnya) barang atau jasa dimaksud 3
3.1.1. Supply Chain Management
Kemudian, apakah supply chain management (SCM)? Istilah SCM pertama kali dikemukakan oleh Oliver & Weber pada tahun 1982. Kalau supply chain adalah jaringan fisiknya, yakni instansi-instansi yang terlibat dalam masalah memaso