ANALISIS BULLWHIP EFFECT PADA RANTAI SUPPLY
DENGAN MODEL Q MENGGUNAKAN
PENDEKATAN HADLEY-WITHIN
DI PT. COCA COLA AMATIL INDONESIA MEDAN
T U G A S S A R J A N A
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh
MARTHA P.S. PANGGABEAN
NIM : 100403074
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur kehadirat Tuhan yang Maha Esa, karena atas berkat dan
karunia-Nya, penulis dapat menyelesaikan Tugas Sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar
sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler
Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas
sarjana ini adalah “Analisis Bullwhip Effect pada Rantai Supply dengan Model
Q Menggunakan Pendekatan Hadley-Within di PT. Coca Cola Amatil
Indonesia Medan”.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas
sarjana ini. Penulis juga mengharapkan saran dan masukan yang bersifat
membangun demi kesempurnaan laporan tugas sarjana ini. Laporan tugas sarjana
ini diharapkan dapat bermanfaat bagi penulis, jurusan teknik industri,
perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
UNIVERSITAS SUMATERA UTARA PENULIS
UCAPAN TERIMA KASIH
Dalam melaksanakan penelitian tugas sarjana sampai dengan selesainya
laporan ini, banyak pihak yang telah membantu, karena itu penulis menyampaikan
terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara.
2. Ibu Ir. Rosnani Ginting, MT selaku Koordinator Tugas Sarjana yang telah
meluangkan waktunya untuk memberikan arahan-arahan yang mendukung
penyelesaian laporan Tugas Sarjana ini.
3. Bapak Dr. Ir. Nazaruddin, MT selaku Dosen Pembimbing I dan Ibu Tuti
Sarma Sinaga, ST, MT selaku Dosen Pembimbing II penulis yang bersedia
meluangkan waktunya untuk membimbing, memberikan arahan, motivasi,
serta kepercayaan kepada penulis untuk mengerjakan laporan tugas sarjana ini.
4. Seluruh Dosen di Departemen Teknik Industri USU atas segala ilmu dan
bimbingan yang diberikan kepada penulis selama perkuliahan, serta seluruh
Staff Administrasi yang ada di Departemen Teknik Industri USU.
5. Bapak Ahmad Nasoha dan Bapak Suhardani selaku Pembimbing Lapangan
penulis dan seluruh jajaran Staff di lingkungan PT. Coca Cola Amatil
Indonesia Medan yang telah meluangkan waktunya untuk membimbing dan
UCAPAN TERIMA KASIH (LANJUTAN)
6. Teristimewa kedua orang tua Bapak Henry Panggabean dan Ibu Tiorita
Batubara, S. Pd atas doa, nasihat, bimbingan dan dukungan moril dan materil,
yang menjadi sumber inspirasi dan motivasi penulis untuk tetap semangat
dalam perkuliahan dan penulisan laporan tugas sarjana ini.
7. Rekan-rekan dan adik-adik asisten di Laboratorium Ergonomi dan
Perancangan Sistem Kerja, Teknik Industri, Fakultas Teknik USU (Nadia,
Saryanta, Gavrilo, Reza, Aziz, Joseph, Adra, Willy, Poppy, Loli, Marina,
Rama, Holongan, Sarmida, Erin, Rian, Andi, Savudan, Tri dan Jennifer).
8. The Seven B, rekan kelas istimewa di Kelas B 2010 Teknik Industri USU
(Theresia, Nadhira, Cici, Tanesia, Saryanta, dan Rahel).
9. Rekan-rekan seperjuangan di PT. Coca Cola Amatil Indonesia Medan, Rahel
Agustin serta teman-teman Departemen Teknik Industri Fakultas Teknik USU
khususnya stambuk 2010 (Andy, Citra) yang telah memberikan semangat serta
dorongan untuk menyelesaikan laporan ini, dan semua pihak yang telah
banyak membantu.
10.Rekan-rekan Perkantas Otto, Christine, Leo, Maria, Anggreyani, Ariyanto,
Dian, Netty, Hanna, Joshua, Rudi, Pendi, Januari atas dukungan dan doa yang
diberikan kepada penulis dalam melakukan penelitian dan pengerjaan tugas
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
ABSTRAK ... v
DAFTAR ISI ... vi
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
I PENDAHULUAN ... I-1 1.1. Latar Belakang ... I-1
1.2. Perumusan Masalah... I-4
1.3. Tujuan dan Manfaat ... I-5
1.4. Batasan dan Asumsi Penelitian ... I-6
1.5. Sistematika Penulisan Laporan ... I-7
II GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah Perusahaaan ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3. Lokasi Perusahaan ... II-2
2.4. Daerah Pemasaran ... II-2
2.5. Organisasi dan Manajemen ... II-3
2.5.1. Struktur Organisasi ... II-3
2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-5
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-13
2.5.3.1. Tenaga Kerja ... II-13
2.5.3.2. Jam Kerja ... II-13
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-15
2.6. Proses Produksi ... II-15
2.6.1. Standar Mutu Bahan/Produk ... II-16
2.6.2. Bahan yang Digunakan ... II-16
2.6.3. Uraian Proses Produksi ... II-20
2.7. Mesin dan Peralatan ... II-21
2.8. Utilitas ... ... II-23
2.9. Perawatan Mesin dan Peralatan... II-24
2.10.Safety and Fire Protection ... II-24
2.11. Pengolahan Limbah ... II-25
2.12. Aktivitas dan Mekanisme Pada Sistem Supply Chain
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.12.1. Aktivitas dan Mekanisme di Bagian Persediaan
Bahan Baku ... II-28
2.12.2. Aktivitas dan Mekanisme di Bagian Produksi ... II-29
2.12.3. Aktivitas dan Mekanisme di Bagian Pemasaran ... II-30
III LANDASAN TEORI ... III-1 3.1. Konsep Supply Chain ... III-1
3.1.1. Supply Chain Management ... III-6
3.1.2. Strategi Supply Chain ... III-7
3.2. Bullwhip Effect ... III-7
3.2.1. Pengukuran Bullwhip Effect ... III-8
3.3. Model Probabilistik Q ... III-9
3.3.1. Karakteristik Model Q ... III-10
3.3.2. Mekanisme Pengendalian Model Q Kasus Lost
Sales ... III-12
3.3.3. Komponen Model ... III-13
3.3.4. Formulasi Model Q (G. Handley and T.M Within)
Kasus Lost Sales ... III-15
3.4. Peramalan ... ... III-22
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.4.2. Peramalan Kuantitatif ... III-23
3.5. Penentuan Ukuran Lot (Lot Sizing) ... III-33
IV METODOLOGI PENELITIAN ... IV-1 4.1. Tempat dan Waktu Penelitian... IV-1
4.2. Jenis Penelitian ... IV-1
4.3. Objek Penelitian ... IV-1
4.4. Variabel Penelitian ... IV-2
4.5. Kerangka Konseptual Penelitian ... IV-2
4.6. Metode Pengumpulan Data ... IV-3
4.7. Pengolahan Data ... IV-4
4.8. Analisis Pemecahan Masalah ... IV-6
4.9. Kesimpulan dan Saran ... IV-7
4.10. Block Diagram Metode Penelitian ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1
5.1.1. Aliran Distribusi Barang ... V-1
5.1.2. Entitas pada Setiap Level Distribusi ... V-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.1.2.2. Manufaktur ... V-2
5.1.2.3. Distributor ... V-2
5.1.2.4. Retailer ... V-3
5.1.3. Lead Time Pemesanan ... V-3
5.1.4. BiayaPemesanan Distributor Medan ... V-4
5.1.5. Rata-rata Biaya Simpan Produk Jadi ... V-4
5.1.6. BiayaKekurangan Persediaan Produk Jadi ... V-4
5.1.7. Data Permintaan Produk ... V-5
5.2. Pengolahan Data ... V-6
5.2.1. Melakukan Peramalan Permintaan Produk ... V-6
5.2.1.1. Peramalan Permintaan Distributor
Indomaret ... V-7
5.2.1.2.Peramalan Permintaan Distributor
Carrefour ... V-17
5.2.2. Perhitungan Bullwhip Effect ... V-29
5.2.3. Perhitungan Pengendalian Persediaan ... V-36
5.2.3.1. Kebijakan Inventori Optimal ... V-36
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI ANALISIS DAN PEMECAHAN MASALAH ... VI-1 6.1. Analisis ... VI-1
6.1.1. Analisis Bullwhip Effect ... VI-1
6.2. Pembahasan ... VI-5
6.2.1. Kebijakan Inventori dengan Model Q (Metode
Hadley-Within) ... VI-5
6.2.2. Usulan Mengurangi Bullwhip Effect ... VI-7
VI KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan... VII-1
7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
1.1. Data Permintaan dan Penjualaan Produk Pulpy Orange
Indomaret ... I-2
2.1. Tenaga Kerja dan Jumlah Tenaga Kerja ... II-13
2.2. Data Mesin dan Peralatan Produksi PT. Coca-Cola Amatil
Indonesia Medan ... II-22
2.3. Lead Time Pemesanan Bahan Baku ... II-29
3.1. Kegiatan-kegiatan Utama Supply Chain Management ... III-6
5.1. Lead Time Pemesanan ... V-4
5.2. Data Permintaan Distributor Tahun 2013 (kotak) ... V-5
5.3. Data Aktual Permintaan Distributor Tahun 2014 (kotak) V-5
5.4. Data Permintaan Distributor Indomaret Tahun 2013 ... V-7
5.5. Hasil Peramalan Dengan Metode Simple Exponential
Smoothing Berdasarkan Tahun 2013 ... V-9
5.6. Parameter Regresi Linier Metode Hold ... V-10
5.7. Hasil Peramalan Dengan Metode Hold ... V-12
5.8. Perhitungan Kesalahan Peramalan Metode SES ... V-13
5.9. Perhitungan Kesalahan Peramalan Metode Hold ... V-14
5.10. Rekapitulasi Nilai MSE dan MAPE Setiap Metode PeramalanV-14
5.11. Perhitungan Hasil Verifikasi ... V-15
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.13. Data Permintaan Distributor Carrefour Tahun 2013 ... V-17
5.14. Hasil Peramalan Dengan Metode Simple Exponential
Smoothing Berdasarkan Tahun 2013 ... V-19
5.15. Parameter Regresi Linier Metode Hold ... V-20
5.16. Hasil Peramalan Dengan Metode Hold ... V-22
5.17. Perhitungan Kesalahan Peramalan Metode SES ... V-23
5.18. Perhitungan Kesalahan Peramalan Metode Hold ... V-24
5.19. Rekapitulasi Nilai MSE dan MAPE Setiap Metode PeramalanV-25
5.20. Perhitungan Hasil Verifikasi ... V-25
5.21. Hasil Peramalan Permintaan Carrefour Tahun 2014... V-27
5.22. Hasil Perbandingan Peramalan Permintaan dengan
Permintaan Aktual Distributor Indomaret Tahun 2014... V-27
5.23. Hasil Perbandingan Peramalan Permintaan dengan
Permintaan Aktual Distributor Carrefour Tahun 2104... V-28
5.24. Hasil Perbandingan Total Permintaan dari Hasil Peramalan
dengan Permintaan Aktual Manufaktur Tahun 2014 ... V-29
5.25. Perhitungan Bullwhip Effect DistributorIndomaret ... V-31
5.26. Perhitungan Bullwhip Effect DistributorCarrefour ... V-32
5.27. Perhitungan Bullwhip Effect pada Rantai Manufaktur ... V-34
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.29. Perhitungan Pengendalian Persediaan Distributor Indomaret
Tahun 2014... V-41
5.30. Perhitungan Pengendalian Persediaan Distributor Carrefour
Tahun 2014... V-42
5.31. Perhitungan Pengendalian Persediaan Manufaktur Tahun
2014... V-42
5.32. Distribution Requirement Planning Distributor Indomaret V-44
5.33. Distribution Requirement Planning Distributor Carrefour
Citra Garden... ... V-44
5.34. Distribution Requirement Planning Rantai Manufaktur V-45
5.35. Perbandingan Aktual Permintaan Tahun 2014 dengan
Order Rilis Tahun 2014... ... V-47
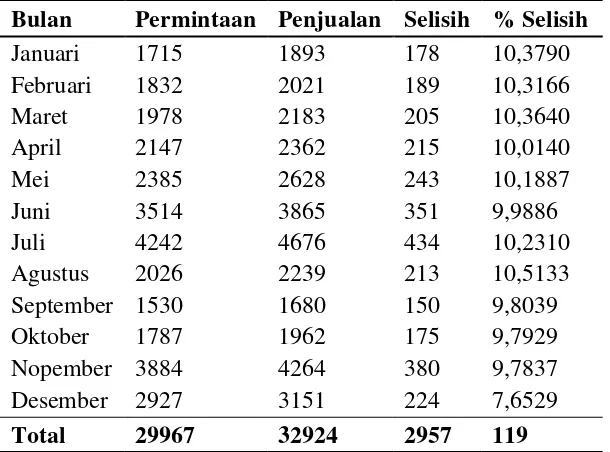
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Coca Cola Amatil Indonesia
Medan ... II-4
2.2. Proses Produksi PT.Coca Cola Amatil Indonesia Medan . II-15
2.3. Blok Diagram Pembuatan Carbonated Soft Drink ... II-20
2.4. Diagram Pengolahan Limbah Cair ... II-27
2.5. Mekanisme Perencanaan dan Persediaan Bahan Baku ... II-28
2.6. Diagram Aliran Material di Bagian Produksi ... II-29
2.7. Aktivitas dan Mekanisme di Bagian Pemasaran ... II-30
3.1. Simplifikasi Model Supply Chain dan 3 Macam Aliran yang
Dikelola ... III-3
3.2. Situasi Persediaan dengan Model Q ... III-11
3.3. Mekanisme Pengendalian Inventori Menurut Model Q .... III-13
3.4. Posisi Inventori dalam Keadaan Steady State ... III-17
3.5. Langkah-langkah Peramalan Secara Kuantitatif ... III-24
4.1. Kerangka Konseptual Penelitian ... IV-2
4.2. Flow chart Pengolahan Data ... IV-6
4.3. Block Diagram Metode Penelitian ... IV-8
5.1. Aliran Distribusi Barang PT Coca-Cola Amatil Indonesia
Medan ... V-1
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.3. Moving Range Chart Peramalan Permintaan Indomaret .. V-16
5.4. Diagram Pencar Permintaan Carrefour Tahun 2013 ... V-18
5.5. Moving Range Chart Peramalan Permintaan Carrefour ... V-26
6.1. Nilai Bullwhip Effect dalam Supply Chain PT. Coca Cola
Amatil Indonesia Medan ... VI-3
6.2. Grafik Perbandingan Aktual Permintaan dengan Order ...
Rilis Tahun 2014 ... VI-6
6.3. Nilai Bullwhip Effect Setelah Dilakukan Kebijakan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Tabel Distribusi Normal ... L-1
2. Tugas Permohonan Tugas Sarjana Halaman 1 ... L-2
3. Tugas Permohonan Tugas Sarjana Halaman 2 ... L-3
4. Surat Permohonan Riset Tugas Sarjana di PT. Coca
Cola Amatil Indonesia Medan... L-4
5. Surat Balasan Penerimaan Riset Tugas Sarjana di PT.
Coca Cola Amatil Indonesia Medan ... L-5
ABSTRAK
PT. Coca Cola Amatil Indonesia Medan adalah perusahaan manufaktur yang memproduksi pembuatan minuman dalam kemasan. Dalam sistem distribusi produk di PT. Coca-Cola Amatil Indonesia Medan, diperoleh bahwa jumlah permintaan berdasarkan hasil peramalan tahun 2013 lebih rendah dibandingkan aktual permintaan pada distributor dan manufaktur tahun 2014 dengan persentase rata-rata selisih untuk distributor Indomaret, Carrefour, dan manufaktur masing-masing sebesar 14,71%, 35,11%, dan 33 %. Distorsi informasi terhadap permintaan produk ini dapat mengevaluasi adanya bullwhip effect pada rantai
supply. Berdasarkan hasil perhitungan bullwhip effect, diperoleh nilai bullwhip effect untuk distributor Indomaret, Carrefour, dan rantai manufakturnya masing-masing sebesar 0,5303; 0,2967, dan 0,5114. Nilai bullwhip effect yang lebih kecil dari satu tersebut menunjukkan terjadinya peningkatan variabilitas penjualan produk yang mengakibatkan terjadinya pembengkakan biaya pada sistem inventori. Usulan perbaikan untuk mengatasi bullwhip effect yaitu dengan melakukan kebijakan pengendalian persediaan dengan model Q menggunakan pendekatan Hadley-Within, sehingga diperoleh ukuran lot pemesanan ekonomis (qo) dan cadangan pengaman (ss) yang optimal masing-masing untuk distributor Indomaret, Carrefour, dan rantai manufakturnya sebesar 73,7,75 (kotak), dan 41,4,48 (kotak). Nilai bullwhip effect setelah dilakukan kebijakan pengendalian persediaan untuk distributor Indomaret, Carrefour, dan rantai manufakturnya masing-masing sebesar 1,0721; 1,100; dan 1,0714. Nilai bullwhip effect yang mendekati satu tersebut menunjukkan bahwa variansi antara jumlah permintaan dan jumlah penjualan hampir seimbang sehingga dapat menghemat inventory cost
pada PT. Coca-Cola Amatil Indonesia Medan.
ABSTRAK
PT. Coca Cola Amatil Indonesia Medan adalah perusahaan manufaktur yang memproduksi pembuatan minuman dalam kemasan. Dalam sistem distribusi produk di PT. Coca-Cola Amatil Indonesia Medan, diperoleh bahwa jumlah permintaan berdasarkan hasil peramalan tahun 2013 lebih rendah dibandingkan aktual permintaan pada distributor dan manufaktur tahun 2014 dengan persentase rata-rata selisih untuk distributor Indomaret, Carrefour, dan manufaktur masing-masing sebesar 14,71%, 35,11%, dan 33 %. Distorsi informasi terhadap permintaan produk ini dapat mengevaluasi adanya bullwhip effect pada rantai
supply. Berdasarkan hasil perhitungan bullwhip effect, diperoleh nilai bullwhip effect untuk distributor Indomaret, Carrefour, dan rantai manufakturnya masing-masing sebesar 0,5303; 0,2967, dan 0,5114. Nilai bullwhip effect yang lebih kecil dari satu tersebut menunjukkan terjadinya peningkatan variabilitas penjualan produk yang mengakibatkan terjadinya pembengkakan biaya pada sistem inventori. Usulan perbaikan untuk mengatasi bullwhip effect yaitu dengan melakukan kebijakan pengendalian persediaan dengan model Q menggunakan pendekatan Hadley-Within, sehingga diperoleh ukuran lot pemesanan ekonomis (qo) dan cadangan pengaman (ss) yang optimal masing-masing untuk distributor Indomaret, Carrefour, dan rantai manufakturnya sebesar 73,7,75 (kotak), dan 41,4,48 (kotak). Nilai bullwhip effect setelah dilakukan kebijakan pengendalian persediaan untuk distributor Indomaret, Carrefour, dan rantai manufakturnya masing-masing sebesar 1,0721; 1,100; dan 1,0714. Nilai bullwhip effect yang mendekati satu tersebut menunjukkan bahwa variansi antara jumlah permintaan dan jumlah penjualan hampir seimbang sehingga dapat menghemat inventory cost
pada PT. Coca-Cola Amatil Indonesia Medan.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Perkembangan industri manufaktur yang semakin pesat menyebabkan
persaingan dalam dunia industri menjadi sangat ketat dan kompetitif. Perusahaan
yang dapat bertahan adalah perusahaan yang dapat memenuhi keinginan dan
kebutuhan konsumen. Untuk mewujudkan hal tersebut diperlukan koordinasi dan
kolaborasi antara pihak-pihak dalam rantai supply. Sistem rantai supply yang
baik memberikan kontribusi yang optimal bagi perusahaan, karena dapat
meningkatkan kemampuan dalam menyediakan produk yang tepat, pada waktu
yang tepat, dan pada kondisi yang diinginkan. Strategi menjaga rantai supply
merupakan kunci dalam menguasai ataupun mempertahankan pasar.
PT. Coca-Cola Amatil Indonesia Medan merupakan salah satu anak
perusahaan dari The Coca-Cola Company yang bergerak dalam bidang
pembotolan dan pendistribusian minuman ringan. Perusahaan ini dipercayakan
untuk memproduksi dan mendistribusikan produk-produknya ke wilayah provinsi
Sumatera Utara, Aceh, dan Batam. Area pemasaran yang demikian luas
menuntut PT. Coca-Cola Amatil Indonesia Medan harus mampu merencanakan
dan mengendalikan persediaan produk jadi dengan tepat untuk memenuhi
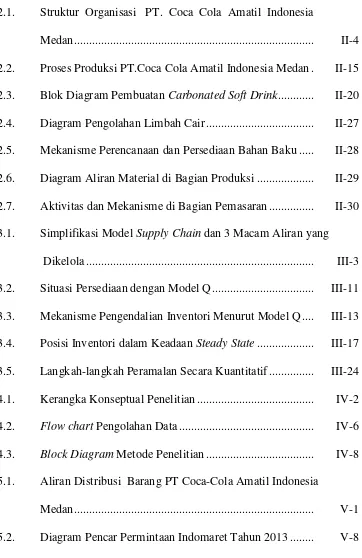
Pulpy Orange merupakan produk yang paling banyak dan signifikan
diproduksi oleh PT. Coca-Cola Amatil Indonesia Medan dibandingkan jenis
produk minuman lainnya. dan bersifat make to stock sehingga dapat menimbulkan
penumpukan produk (over stock) ataupun kekurangan produk (stock out) apabila
perencanaan tidak akurat. Data produksi produk coca cola tahun 2014 dapat
dilihat pada Tabel 1.1.
Tabel 1.1. Data Produksi Jenis Produk Coca Cola Tahun 2014 (kotak)
Bulan Pulpy
Sumber: PT. Coca Cola Amatil Indonesia Medan
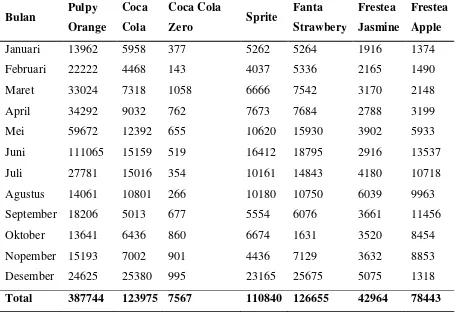
Data permintaan dan penjualan produk Pulpy Orange dari salah satu
Tabel 1.2. Data Permintaan dan Penjualan Distributor Indomaret
Tahun 2014 (kotak)
Bulan Permintaan Penjualan Selisih % Selisih
Januari 1715 1893 178 10,3790
Tabel 1.1. menunjukkan bahwa terdapat selisish yang variatif antara
jumlah permintaan dengan jumlah penjualan yang menimbulkan pembengkakkan
inventori (over stock) pada periode Januari hingga Juli 2014, Nopember dan
Desember 2014 serta kekurangan produk (stock out) pada periode Agustus hingga
Oktober 2014. Overstock dan stock out disebabkan oleh permintaan yang
cenderung mengalami perubahan. Dalam sistem distribusi produk di PT.
Coca-Cola Amatil Indonesia Medan, distributor sering melebih-lebihkan order
permintaan kepada manufaktur sebesar 10 % dan manufaktur juga berproduksi
dalam jumlah yang dilebih-lebihkan untuk menghindari lonjakan permintaan.
Perubahan ini menyebabkan distorsi permintaan dari pihak-pihak dalam rantai
terdapat selisih yang variatif antara jumlah permintaan dengan jumlah penjualan.
Fenomena ini disebut sebagai bullwhip effect. Bullwhip effect menyebabkan
inefisiensi pada rantai supply, yaitu bertambahnya inventori yang menimbulkan
inventory cost.
Untuk mengatasi permasalahan yang dihadapi PT. Coca-Cola Amatil
Indonesia Medan, perlu dilakukan kebijakan pengendalian persediaan produk.
Pada jumlah permintaan yang berfluktuasi digunakan model probabilistik, berbeda
dengan model deterministik yang selalu diketahui dengan pasti permintaannya.
Dalam menangani fenomena probabilistik ditempuh dengan model Q karena
bersifat responsif bila terjadi kekurangan barang dibandingkan dengan model
lainnya. Selain itu, besarnya cadangan pengaman lebih akurat sebab ditetapkan
secara simultan dengan optimalitas ongkos. Kebijakan inventori model Q dengan
pendekatan Haldey-Within mempunyai kelebihan dalam penentuan ukuran lot
ekonomis dan cadangan pengaman, sebab mudah dipecahkan secara analitik dan
pencarian solusinya dilakukan dengan cara iteratif.
Penelitian terdahulu menunjukkan bahwa model probabilistik Q dengan
pendekatan Hadley-Wihtin dapat digunakan sebagai solusi pemecahan masalah
untuk mengurangi bullwhip effect . Nurul Novianti (2013) dalam penelitiannya
menggunakan model probabilistik Q dengan metode Hadley-Wihtin untuk
melakukan pengendalian persediaan barang. Model ini dapat membantu untuk
menentukan jumlah safetystock yang harus disiapkan setiap dilakukan pemesanan
kepada distributor secara lebih optimal dengan meminimalkan total biaya
pendekatan Supply Chain Management guna menganalisis efektivitas sistem
distribusi produk dan untuk memenimalisasi total biaya persediaan digunakan
model Q.
Penelitian tersebut digunakan sebagai alat pendukung bahwa model
probabilistik Q dengan pendekatan Hadley-Wihtin merupakan model yang tepat
digunakan dalam pemecahan masalah untuk mengatasi bullwhip effect. Dengan
menggunakan model Q melalui pendekatan Hadley-Within akan diperoleh
kebijakan pengadaan inventori barang yang meliputi besarnya ukuran lot
pemesanan ekonomis, cadangan pengaman, dan total ekspektasi persediaan
sehingga dapat meminimalisir pertambahan inventori pada rantai supply.
1.2. Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan, maka permasalahan
yang terdapat pada perusahaan adalah terjadinya bullwhip effect yang diakibatkan
distorsi informasi pada rantai supply, sehingga perlu dilakukan penelitian dengan
perumusan masalah yaitu bagaimana menganalisis bullwhip effect pada rantai
supply dengan menggunakan model Q melalui pendekatan Hadley-Within agar
tidak mengganggu sistem distribusi produk di PT. Coca-Cola Amatil Indonesia
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Coca-cola Amatil Indonesia Unit Medan merupakan pengembangan
dari penemuan Dr. John Styth Pemberton secara industri. Pada tahun 1892,
Pemberton menjual hak cipta Coca-cola pada Assa Candler, yang kemudian
mendirikan perusahaan bernama PT. Coca-Cola Company di Atlanta, Amerika
Serikat yang kini menjadi kantor pusat Coca-Cola seluruh dunia.
Pada tahun 1932, Coca-cola mulai diperdagangkan di Indonesia.
Kemudian, perusahaan ini berganti nama menjadi Indonesia Beverages Limited
(IBL). Tahun 1971 IBL menjalin kerjasama dengan tiga perusahaan Jepang dan
membentuk Djaya Beverages Bottling Company (DBBC). Pada Tanggal 12
Oktober 1993, sebuah perusahaan publik Australia mengambil alih kepemilikan
DBBC dan berubah nama menjadi Coca-Cola Amatil Indonesia.
Hingga saat ini tercatat 11 pabrik Coca-cola yang beroperasi di berbagai
provinsi di Indonesia. Salah satunya berada di Medan. Pada tanggal 1 Januari
tahun 2000, perusahaan pembotolan dan distribusi Coca-cola yang berada
dibawah manajemen Coca-Cola Amatil berubah nama menjadi PT. Coca-cola
Amatil Indonesia untuk perusahaan pembotolan dan PT. Coca-cola Distribution
2.2. Ruang Lingkup Bidang Usaha
PT. Coca-cola Amatil Indonesia Unit Medan bergerak dalam bidang
pembuatan minuman dalam kemasa. PT. Coca-cola Amatil Indonesia sudah
memiliki lebih dari 18000 retailer produk coca-cola. Hal ini membuat produk
Coca-cola semakin mudah untuk diperoleh dimana saja dengan harga yang dapat
dijangkau oleh semua lapisan masyarakat.
2.3. Lokasi Perusahaan
PT. Coca-Cola Amatil Indonesia Medan berada di Jalan Medan – Belawan
Km 14, Martubung. PT. Coca-Cola Amatil Indonesia Medan memiliki luas
sebesar 51353 m2 (5,1 Ha).
2.4. Daerah Pemasaran
Produk yang dihasilkan oleh PT. Coca-Cola Amatil Indonesia Medan
adalah minuman berkarbonasi dan non karbonasi seperti coca-cola, sprite, fanta,
frestea, pulpy, ades. Pada umumnya daerah pemasarannya adalah daerah
Provinsi Sumatera Utara, Batam dan D.I.Aceh. Dalam pelaksanaannya, untuk
memperlancar pendistribusian produk PT. Coca-cola Amatil Indonesia Medan
memiliki beberapa subdistributor, yaitu Medan, Kabanjahe, Tebing Tinggi,
P.Siantar, Rantau Parapat, Kisaran, P.Sidempuan, Langsa, Lhoksemawe, Banda
Aceh, Meulaboh, Sibolga, Balige, dan Indrapura. PT. Coca-Cola Amatil Indonesia
Medan memiliki beberapa distributor center, yaitu:
1. Medan
3. Langsa
4. Lhokseumawe
5. Kisaran
6. Pematangsiantar
7. Rantau Prapat
8. Sigli
9. Batam
Dari antara daerah pemasaran yang menjadi sasaran pendistribusian
produk, Medan adalah daerah yang cukup strategis dan potensial, karena tingginya permintaan dibandingkan dengan daerah lain.
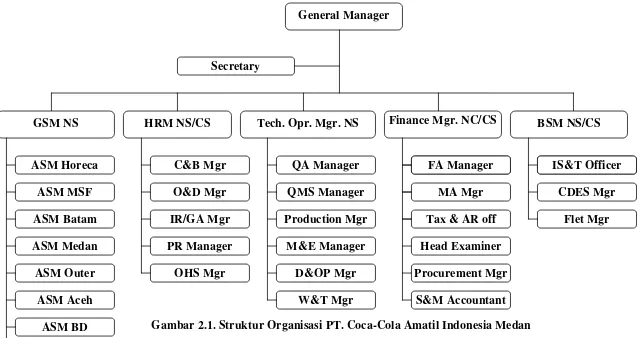
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi
Struktur organisasi merupakan perwujudan dari fungsi-fungsi, wewenang,
dan tanggung jawab yang saling berhubungan. Struktur organiasi PT. Coca
Cola Amatil Indonesia Medan merupakan lini atau garis. Segala ketentuan,
keputusan atau segala kebijaksanaan ada di tangan satu orang, yaitu pucuk
pimpinan. Struktur organiasi lini adalah suatu bentuk organisasi dimana pucuk
pimpinan (manager atau chief excecutive) dipandang sebagai sumber
kekuasaan tunggal. Dari pucuk pimipinan sampai kepada bawahan berlangsung
menurut garis komando. Gambar 2.1 merupakan struktur organiasi PT. Cola
General Manager FA Manager IS&T Officer
2.5.2. Pembagian Tugas dan Tanggung jawab
Pembagian tugas dan tanggung jawab dari masing-masing jabatan pada
PT. Coca-Cola Amatil Indonesia Medan secara garis besar dapat dilihat sebagai
berikut:
1. General Manager
a. Menentukan dan merumuskan kegiatan utama dalam perusahaan untuk
pencapaian tujuan umum perusahaan
b. Mengakoordinir dan mengawasi tugas-tugas yang di delegasikan kepada
manager-manager dan menjalin hubungan baik dengannya
c. Membuat peraturan-peraturan intern perusahaan yang tidak bertentangan
dengan undang-undang yang ditetapkan
2. Secretary
a. Mengatur hubungan dengan pihak luar dan para tamu
b.Menyelenggarakan surat-menyurat yang berhubungan dengan perusahaan
c. Menyusun dokumentasi
d.Bertanggung jawab kepada general manager
3. Cold Drink Equipment Manager
a. Melakukan pembelian Cold Drink Equipment
b. Mengatur Pendistribusian Cold Drink Equipment
BAB III
LANDASAN TEORI
3.1. Konsep Supply Chain
Supply chain adalah jaringan instansi-instansi yang secara bersama-sama
bekerja untuk menciptakan dan menghantarkan suatu produk ke tangan pemakai
akhir (end user). Instansi-instansi tersebut biasanya termasuk supplier, instansi,
distributor, toko atau ritel, serta instansi-instansi pendukung seperti instansi jasa
logistik. ( Pujawan, 2005).
Supply chain pada industri jasa pertama kali harus diketahui gambaran
sesungguhnya dan lengkap mengenai seluruh mata rantai yang ada mulai dari
awal sampai akhir. Misalnya jasa perbankan, awal supply chain dari jasa
perbankan adalah adanya kepercayaan masyarakat untuk mengelola uang dan
asset yang mereka miliki. Kemudian bank akan memutar uang tersebut dengan
beberapa usaha, antara lain dengan memberi kredit perorangan, kredit perusahaan,
atau kredit permodalan bagi industri manufaktur. Jasa peminjaman uang tersebut
harus dibayarkan kembali kepada bank dalam bentuk bunga. Bunga bank inilah
yang akan membiayai operasional perbankan, mulai dari membayar tenaga kerja
dan membayar jasa orang- orang yang menaruh dan menitipkan uangnya di bank
tersebut.
Konsep supply chain merupakan konsep baru dalam melihat persoalan
logistik. Konsep lama melihat logistik lebih sebagai persoalan intern
masing-masing. Dalam konsep baru ini, masalah logistik dilihat sebagai masalah yang
lebih luas yang terbentang sangat panjang sejak dari bahan dasar sampai barang
jadi yang dipakai konsumen akhir, yang merupakan mata rantai penyediaan
barang.
Faktor-faktor kunci yang dikelola dalam supply chain meliputi :
1. Pengelolaan relasi dengan konsumen.
2. Pengelolaan pelayanan kepada konsumen.
3. Sistem pengelolaan permintaan.
4. Sistem pengaturan aliran manufaktur.
5. Sistem pengadaan bahan baku.
6. Pengembangan produk dan proses komersial.
7. Pengembalian produk.
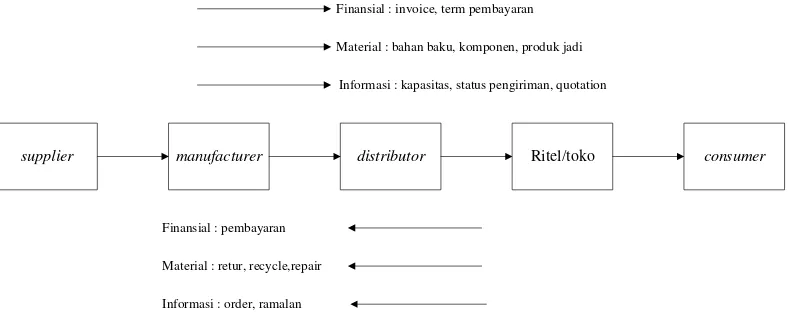
Pada suatu supply chain biasanya ada 3 macam aliran yang harus dikelola.
Pertama adalah aliran barang yang mengalir dari hulu (upstream) ke hilir
(downstream). Contohnya adalah bahan baku yang dikirim dari supplier ke bagian
logistik. Setelah bahan baku selesai diproduksi, mereka dikirim ke distributor,
lalu ke pengecer atau ritel, kemudian ke pemakai akhir. Yang kedua adalah aliran
uang dan sejenisnya yang mengalir dari hilir ke hulu. Yang ketiga adalah aliran
informasi yang bisa terjadi dari hulu ke hilir ataupun sebaliknya. Informasi
tentang persediaan produk yang masih ada di masing-masing divisi sering
dibutuhkan oleh distributor maupun oleh instansi. Informasi tentang ketersediaan
kapasitas produksi yang dimiliki oleh supplier juga sering dibutuhkan oleh
instansi yang mengirim maupun yang menerima. Instansi pengapalan harus
membagi informasi seperti ini supaya pihak-pihak berkepentingan bisa memonitor
untuk kepentingan perencanaan yang lebih akurat. Gambar 3.1 memberikan
ilustrasi konseptual sebuah supply chain.
supplier manufacturer distributor Ritel/toko consumer
Finansial : invoice, term pembayaran
Material : bahan baku, komponen, produk jadi
Informasi : kapasitas, status pengiriman, quotation
Finansial : pembayaran
Material : retur, recycle,repair
Informasi : order, ramalan
Gambar 3.1. Simplifikasi Model Supply chain dan 3 Macam Aliran yang
Dikelola Chain 1 : Suppliers
Jaringan bermula dari sini, yang merupakan sumber yang menyediakan
bahan pertama, dimana mata rantai penyaluran barang akan dimulai. Bahan
pertama ini bisa dalam bentuk bahan baku , bahan mentah, bahan penolong, bahan
dagangan, subassemblies, suku cadang, dan sebagainya. Sumber pertama ini
dinamakan suppliers. Dalam artinya yang murni, ini termasuk juga
suppliers`supplier atau sub-supplier. Jumlah supplier bisa banyak atau sedikit,
tetapi supplier`supplier biasanya berjumlah banyak sekali. Inilah mata ratai yang
pertama.
Rantai pertama dihubungkan dengan rantai kedua, yaitu manufacturer atau
plants atau assembler atau fabricator atau bentuk lain yang melakukan pekerjaan
membuat, memfabrikasi, mengasembling, merakit, mengolah, mengkonversikan
atau pun menyelesaikan barang (finishing). Untuk keperluan tulisan ini, sebut saja
bentuk yang bermacam-macam tadi sebagai manufacturer. Hubungan dengan
mata rantai pertama ini sudah mempunyai potensi untuk melakukan penghematan.
Misalnya, persediaan bahan baku, bahan setengah jadi, dan bahan jadi yang
berada di pihak suppliers, manufacturer, dan tempat transit merupakan target
untuk penghematan ini. Tidak jarang penghematan sebesar 40%-60%, bahkan
lebih dapat diperoleh dari inventory carrying cost di mata rantai ini. Dengan
menggunakan konsep supplier partnering misalnya penghematan ini dapat
diperoleh.
Chain 1-2-3 : Suppliers → Manufacturer → Distributor
Barang sudah jadi yang dihasilkan oleh manufacturer sudah mulai harus
disalurkan kepada para pelanggan/ konsumen. Walaupun tersedia banyak cara
untuk penyaluran barang ke pelanggan, yang umum adalah melalui distributor dan
ini biasanya ditempuh oleh sebagian besar supply chain. Barang dari instansi
melalui gudangnya disalurkan ke gudang distributor atau wholesaller atau
pedagang besar dalam jumlah besar, dan pada waktunya nanti pedagang besar
menyalurkan dalam jumlah yang lebih kecil kepada retailers atau pengecer.
Chain 1-2-3-4 : Suppliers → Manufacturer → Distribution → Retail Outlets
Pedagang besar biasanya mempunyai fasilitas gudang sendiri atau dapat
sebelum disalurkan ke pihak pengecer. Dalam hal ini terdapat kesempatan untuk
memperoleh penghematan dalam bentuk jumlah persediaan dan biaya gudang,
dengan cara melakukan design kembali pola-pola pengiriman barang baik dari
gudang manufacturer maupun ke pengecer. Walaupun ada beberapa instansi yang
langsung mendistribusikan barang hasil produksinya kepada pelanggan, namun
secara relatif jumlahnya tidak banyak dan kebanyakan menggunakan pola seperti
diatas.
Chain 1-2-3-4-5 : Suppliers → Manufacturer → Distribution → Retail Outlets →
Customer
Dari rak-raknya, para pengecer atau supplier atau retailers ini
menawarkan barangnya langsung kepada para pelanggan atau pembeli atau
pengguna barang tersebut dalam hal ini mungkin bisa disebut departemen. Yang
termasuk outlet adalah toko, warung, toko serba ada, pasar swalayan, toko
koperasi, mal, club stores, dan sebagainya, pokoknya dimana pembeli akhir
melakukan pembelian. Walaupun secara fisik dapat dikatakan bahwa ini
merupakan mata rantai yang terakhir, sebetulnya masih ada satu mata rantai lagi,
yaitu dari pembeli (yang mendatangi retail outlets ) ke real customers atau real
user. Mata rantai supply baru betul-betul berhenti setelah barang yang
bersangkutan tiba di pemakai langsung (pemakai yang sebenarnya) barang atau
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT Coca Cola Amatil Indonesia yang bergerak dalam
bidang produksi minuman . Perusahaan ini berlokasi di Jl. Medan Belawan Km. 14,
Simpang Martubung, Medan - Sumatera Utara. Waktu penelitian dilakukan pada bulan
September hingga bulan Desember 2014.
4.2. Jenis Penelitian
Jenis penelitian yang digunakan adalah Action Research. Action Research
merupakan penelitian yang dilakukan untuk mendapatkan temuan-temuan praktis
untuk keperluan pengambilan operasional. Tujuan penelitian ini untuk pengambilan
keputusan operasional guna mengembangkan keterampilan baru atau pendekatan baru.
(Sinulingga, 2011).
4.3. Objek Penelitian
Objek penelitian yang diamati adalah distributor Indomaret, dan distributor
Carrefour dengan data yang diamati yaitu data permintaan produk Pulpy Orange.
itu distributor tersebut juga mempunyai retailer-retailer yang besar sehingga jumlah
permintaan yang diterima oleh perusahaan juga sangat besar.
4.4. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah sebagai
berikut:
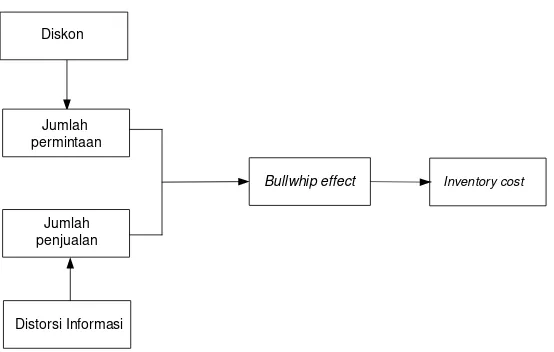
1. Variabel Independen
Variabel independen yang digunakan dalam penelitian ini, yaitu:
a. Jumlah penjualan, yaitu jumlah penjualan dari rantai manufaktur yang
dikirimkan kepada distributor
b. Jumlah permintaan, yaitu jumlah permintaan yang diterima dari distributor
2. Variabel Dependen
Variabel dependen dalam penelitian ini adalah inventory cost sebagai fokus
investigasi penelitian
4.5. Kerangka Konseptual Penelitian
Penelitian dapat dilaksanakan apabila tersedia sebuah perancangan
kerangka konseptual yang baik sehingga langkah-langkah penelitian lebih
Bullwhip effect
Gambar 4.1. Kerangka Konseptual Penelitian
4.6. Metode Pengumpulan Data
Data yang dikumpulkan ada dua jenis yaitu:
1. Data primer berupa entitas pada setiap level distribusi dan aliran distribusi
barang yang meliputi prosedur pemesanan dan pengiriman produk jadi.
2. Data sekunder berupa data yang diperoleh melalui pihak perusahaan dan
karyawan PT. Coca Cola Amatil Indonesia Medan yaitu:
a. Data penjualan produk
b. Data permintaan produk
c. Biaya pesan, biaya simpan dan biaya kekurangan persediaan produk
d. Leadtime pemesanan produk
Langkah-langkah yang dilakukan dalam pengumpulan data adalah sebagai
berikut:
1. Wawancara
Wawancara dilakukan tanya jawab dengan pihak manajemen distributor yang
bekerja di perusahaan tersebut mengenai hal-hal yang berhubungan dengan sistem
dipilih dalam wawancara tersebut adalah seorang manager distribution PT. Coca Cola Amatil Indonesia Medan dengan instrumen penelitian yang digunakan adalah
kuesioner terbuka yang mencakup informasi distribusi aliran barang di PT. Coca
Cola Amatil Indonesia Medan. Teknik pemilihan responden adalah purposive sampling yaitu sampel diambil dengan maksud atau tujuan tertentu. Manager distribution diambil sebagai sampel karena peneliti menganggap bahwa seseorang tersebut memiliki informasi sistem distribusi produk yang diperlukan dalam
penelitian.
2. Teknik kepustakaan
Teknik kepustakaan diperoleh melalui mempelajari buku-buku dan jurnal
internet yang berkaitan rantai supply dengan pendekatan dari metode yang
digunakan yaituModel Q dengan pendekatan Hadley-Within.
4.7. Pengolahan Data
Langkah-langkah yang dilakukan dalam pengolahan data adalah sebagai
berikut:
1. Melakukan peramalan permintaan terhadap permintaan tahun 2013 dengan
metode Simple Exponential Smoothing dan metode Hold. Hasil peramalan
permintaan tahun 2013 akan menjadi permintaan produk untuk tahun 2014.
2. Membandingkan hasil peramalan permintaan tahun 2013 atau permintaan
produk tahun 2014 dengan permintaan aktual tahun 2014.
3. Perhitungan bullwhip effect dilakukan dengan membandingkan koefisien
variansi diperoleh terlebih dahulu mencari rata-rata maupun standar deviasi
untuk permintaan maupun penjualan produk.
4. Kebijakan pengendalian persediaan dilakukan dengan perhitungan
optimalisasi persediaan dengan model Q menggunakan pendekatan
Hadley-Within sehingga diperoleh ukuran lot pemesanan ekonomis (q) dan cadangan
pengaman (ss) yang optimum. Ukuran lot pemesanan ekonomis (q) dan
cadangan pengaman (ss) yang optimum yang telah diperoleh kemudian akan
diinput ke dalam bentuk Distribution Requirement Planning, dan didapatkan
order rilis yang optimal.
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Dalam penyelesaian masalah pada penelitian ini, dibutuhkan sejumlah data
yang relevan, yakni lead time pemesanan produk jadi oleh distributor, biaya
pemesanan produk, biaya simpan, biaya kekurangan persediaan (stockout
cost),dan data jumlah permintaan produk jadi.
5.1.1. Lead Time Pemesanan
Lead time pemesanan adalah jangka waktu yang dibutuhkan dari pelepasan
order PT. Coca-Cola Amatil Indonesia Medan sampai diterima oleh gudang
distributor di wilayah pemasaran. Komponen-komponen yang termasuk dalam
lead time pemesanan adalah:
a. Waktu pelepasan order
b. Waktu pemuatan Barang (Loading)
c. Waktu Perjalanan (In transit)
d. Waktu Bongkar (Unloading)
Lead time pemesanan bahan baku maupun produk jadi dapat dilihat pada
Tabel 5.1.
Tabel 5.1. Lead Time Pemesanan
No. Keterangan Lead Time (Hari)
1 Produk Jadi (Manufaktur-Distributor) 1
2 Produk Jadi (Distributor-Retailer) 1
5.1.2. Biaya Pemesanan Distributor Medan
Biaya pemesanan terdiri atas biaya untuk sekali pesan satu kotak produk
Pulpy Orange PET X24 yaitu sebesar Rp 2.000.
5.1.3. Rata-rata Biaya Simpan Produk Jadi
Biaya simpan bahan dan produk jadi terdiri dari beberapa elemen biaya
yaitu biaya yang diperkirakan akibat adanya modal yang tertanam dalam
persediaan (capital cost), Biaya yang diperhitungkan akibat adanya penurunan
nilai produk yang disimpan (deterioration cost), biaya pengawasan, pemindahan
produk, pencatatan dan biaya pemeliharaan produk. Besarnya biaya simpan untuk
distributor ditetapkan sebesar 85% dari harga pembelian produk. Dengan
demikian biaya simpan untuk produk produk Pulpy Orange PET X24 sebesar Rp
98.600 per kotak di level distributor.
5.1.4. Biaya Kekurangan Persediaan Produk Jadi
Ketidaktersediaan produk jadi di gudang distributor pada jumlah yang
dibutuhkan diakibatkan perusahaan tidak mampu melakukan kegiatan produksi
dan memenuhi permintaan produk jadi. Berdasarkan pengalaman dan dikarenakan
perusahaan tidak menginginkan sampai kehilangan penjualan maka ditetapkan
besarnya biaya ketidaktersediaan produk jadi oleh pihak manajemen sebesar 10%
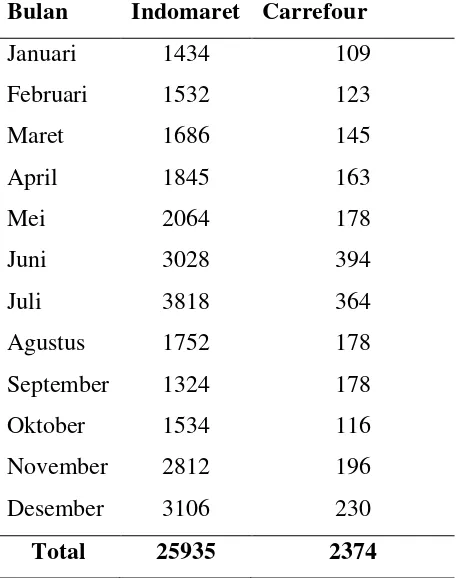
5.1.5. Data Permintaan Produk
Data permintaan produk untuk periode Januari 2013 – Desember 2013
untuk distributor Indomaret dan Carrefour dapat dilihat pada Tabel 5.2.
Tabel 5.2. Data Permintaan Distributor Tahun 2013 (kotak)
Bulan Indomaret Carrefour
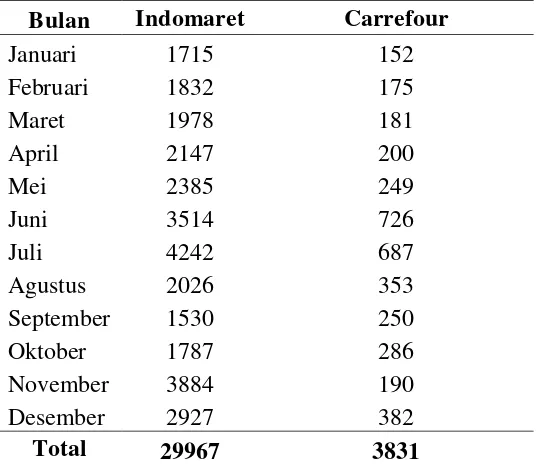
Pada Tabel 5.3. disajikan data aktual permintaan untuk distributor
Indomaret dan Carrefour tahun 2014.
Tabel 5.3. Data Aktual Permintaan Distributor Tahun 2014 (kotak)
Bulan Indomaret Carrefour
Januari 1715 152
Februari 1832 175
Tabel 5.3. Data Aktual Permintaan Distributor Tahun 2014 (Lanjutan)
Sumber: PT. Coca-Cola Amatil Indonesia Medan
5.2. Pengolahan Data
5.2.1. Melakukan Peramalan Permintaan Produk
Peramalan permintaan pada level distributor Indomaret dilakukan
berdasarkan permintaan retailer Indomaret secara total. Peramalan permintaan
tidak dapat dilakukan pada level retailer karena PT. Coca Cola Amatil Indonesia
Medan hanya menerima permintaan produk pulpy orange dari distributor
Indomaret, sementara Indomaret melayani setiap retailer Indomaret dibawahnya.
5.2.1.1. Peramalan Permintaan Distributor Indomaret
Langkah-langkah peramalan permintaan untuk distributor Indomaret
tahun 2014 adalah:
1. Tujuan Peramalan
Tujuan peramalan adalah untuk menentukan jumlah permintaan Pulpy Orange
PET 24 Indomaret untuk tahun 2014 .
2. Pembuatan Diagram Pencar (Scater Diagram)
Data permintaan Pulpy Orange PET 24 selama horison permintaan pada tahun
2013 dapat dilihat pada Tabel 5.4.
Tabel 5.4. Data Permintaan Distributor Indomaret Tahun 2013
Bulan Indomaret
BAB VI
ANALISA DAN PEMECAHAN MASALAH
6.1.Analisis
6.1.1. Analisa Bullwhip Effect
Berdasarkan hasil perbandingan peramalan permintaan periode Januari-
Desember tahun 2013 dengan aktual permintaan tahun 2014 untuk distributor
Indomaret, Carrefour, dan rantai manufakturnya diperoleh bahwa jumlah
permintaan berdasarkan peramalan lebih rendah dibandingkan aktual permintaan
nya. Rata-rata persentase selisih permintaan untuk distributor Indomaret,
Carrefour, dan manufaktur masing-masing adalah 14,71%, 35,11%, dan 33 %.
Pada jumlah permintaan produk yang selalu berubah-ubah, serta
keengganan dalam melakukan komunikasi yang transparan dan akurat, telah
menimbulkan fenomena yang sering terjadi pada sistem rantai supply, yaitu
adanya simpangan yang jauh antara permintaan yang ada dengan penjualan.
Fenomena ini dinamakan bullwhip effect.
Dalam pelaksanaan sistem supply chain di PT. Coca-Cola Amatil
Indonesia Medan, telah terjadi bullwhip effect akibat distorsi informasi
permintaan dari rantai distributor ke rantai manufakturnya. Perbandingan hasil
peramalan permintaan tahun 2013 dengan aktual permintaan tahun 2014
menunjukkan adanya variabilitas permintaan yang menimbulkan inventori cukup
besar pada rantai supply dan telah menyebabkan inefisiensi pada supply chain,
disebabkan kesalahan interpertasi data permintaan dan sistem informasi yang
kurang terintegrasi pada rantai distribusinya.
Besarnya nilai bullwhip effect diperoleh dari hasil bagi dari koefisien
variansi permintaan dengan koefisien variansi penjualan. Berdasarkan hasil
identifikasi perhitungan bullwhip effect, diperoleh nilai bullwhip effect lebih kecil
dari satu pada distributor Indomaret (0,5303), Carrefour (0,2969), begitu juga
pada manufakturnya (0,5114). Nilai bullwhip effect tersebut menunjukkan bahwa
tidak terjadi peningkatan variabilitas permintaan dalam supply chain. Semakin
besar nilai dari koefiesien variansi permintaan, semakin besar pula nilai bullwhip
effect. Sebaliknya, semakin kecil nilai dari koefiesien variansi permintaan,
semakin kecil pula nilai bullwhip effect. Bullwhip effect dalam rantai supply dapat
dilihat pada Tabel 6.1.
Tabel 6.1. Nilai Bullwhip Effect dalam Rantai Supply
PT. Coca Cola Amatil Indonesia Medan
Rantai Supply Indomaret Carrefour
Distributor 0,5303 0,29697
Manufaktur 0,51136
Nilai bullwhip effect lebih kecil dari satu, berarti tidak terjadi variabilitas
permintaan pada rantai supply distributor Indomaret,dan distributor Carrefour,
begitu juga dengan rantai supply manufakturnya. Namun nilai bullwhip effect
yang lebih kecil dari satu menunjukkan terjadinya peningkatan variabilitas
Berdasarkan hasil identifikasi nilai bullwhip effect diketahui bahwa
penyebab terjadinya bullwhip effect adalah:
1. Demand Forecasting Updating
Peramalan yang dilakukan tidak menggunakan permintaan dari konsumen
langsung atau retailer melainkan menggunakan peramalan permintaan yang
diperoleh dari distribusi resmi. Tidak akuratnya permintaan yang dilakukan
pihak manufaktur mengakibatkan terjadinya variabilitas permintaan dalam
rantai supply.
2. Lot Sizing
Lot sizing ini memicu terjadinya bullwhip effect pada supply chain. Retailer
yang menjual rata-rata 2 kotak produk pulpy orange PET X 24 MM tidak
akan memesan tiap hari dengan rata-rata 2 kotak produk ke pusat distribusi.
Mereka mungkin akan memesan tiap 2 minggu dengan rata-rata ukuran
pesanan sekitar 28 kotak produk. Lot Sizing diperlukan karena proses
produksi dan pengiriman produk tidak akan ekonomis jika dilakukan dalam
ukuran kecil. Permintaan pelanggan akhir yang relatif stabil dari hari ke hari
akan berubah menjadi order mingguan atau dua mingguan dari retailer
sehingga pusat distribusi akan menerima order yang lebih fluktuatif
dibandingkan permintaan yang dihadapi oleh retailer.
3. Rationing and Shortage Gaming
Pihak distributor maupun retailer sering melakukan rationing, yakni ketika
mengetahui bahwa permintaan sering tidak terpenuhi seluruhnya, distributor
dilakukan rationing, mereka masih memperoleh jumlah yang cukup.
Akibatnya, seringkali pada saat persediaan sebenarnya cukup, distributor dan
retailer mengubah atau membatalkan pesanan mereka. Cara seperti ini
merusak informasi pasar pada supply chain. Pihak manufaktur tidak akan
pernah mendapatkan informasi pasar yang mendekati kenyataan akibat motif
gaming dan spekulatif yang dilakukan oleh distributor maupun retailer.
Pabrik atau pemain hulu tidak akan dengan mudah membedakan antara
kenaikan pesanan yang bermotif spekulatif dan peningkatan pesanan yang
murni merefleksikan peningkatan permintaan dari pelanggan akhir.
4. Fluktuasi harga
Kebijakan promosi berupa pemberian diskon menyebabkan perubahan
permintaan. Permintaan melonjak pada saat pemberian diskon dan mengalami
penurunan saat diskon dihentikan. Produksi dapat saja kekurangan saat ada
harga khusus yang diberikan kepada konsumen. Pada saat harga normal, stok
pada distributorpun menumpuk.
6.2. Pembahasan
6.2.1. Kebijakan Inventori dengan Model Q (Metode Hadley-Within)
Setelah melakukan pengendalian persediaan produk menggunakan model
probabilistik Q dengan metode Hadley-Within maka pemesanan produk dapat
terencana dengan baik sehingga jumlah persediaan produk yang ada di gudang
dapat dikontrol dan tidak akan mengalami kekurangan permintaan produk saat
0
Medan terhadap pelanggan dapat terpenuhi meskipun adanya fluktuasi permintaan
produk dari pelanggan terhadap perusahaan.
Penyelesaian kebijakan inventori yang optimal sebagai jalan meminimasi
beban inventori meliputi ukuran lot pemesanan, saat pemesanan dan cadangan
pengaman (safety stock). Gambar 6.1 merupakan hasil perbandingan aktual
permintaan untuk tahun 2014 dengan order yang seharusnya dirilis berdasarkan
kebijakan penentuan inventori yang optimal menggunakan DRP (Distribution
Requirement Planning).
Gambar 6.1. Grafik Perbandingan Aktual Permintaan dengan Order
BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Kesimpulan yang diperoleh dari hasil pengumpulan, pengolahan dan
analisis data adalah sebagai berikut:
1. Jumlah permintaan berdasarkan hasil peramalan tahun 2013 lebih rendah
dibandingkan aktual permintaan pada distributor dan manufaktur tahun 2014
dengan rata-rata persentase selisih untuk distributor Indomaret, Carrefour,
dan manufaktur masing-masing sebesar 14,71%, 35,11%, dan 33 %.Distorsi
informasi terhadap permintaan produk ini dapat mengevaluasi adanya
bullwhip effect pada rantai supply
2. Nilai bullwhip effect berdasarkan hasil perbandingan peramalan permintaan
tahun 2013 dengan aktual permintaan tahun 2014 untuk distributor
Indomaret, Carrefour, dan pada rantai manufakturnya masing-masing adalah
0,5303; 0,2967, dan 0,5114.
3. Usulan perbaikan untuk mengatasi bullwhip effect pada rantai supply adalah
dengan melakukan kebijakan pengendalian persediaan menggunakan model
Q dengan pendekatan Hadley-Within, sehingga diperoleh ukuran lot
pemesanan ekonomis dan cadangan pengaman yang optimal. Nilai bullwhip
effect setelah dilakukan kebijakan pengendalian persediaan untuk distributor
Indomaret, distributor Carrefour, dan pada rantai manufakturnya
mendekati satu tersebut menunjukkan bahwa variansi antara jumlah
permintaan dan jumlah penjualan hampir seimbang sehingga dapat
menghemat inventory cost pada PT. Coca-Cola Amatil Indonesia Medan.
7.2. Saran
Saran yang dapat diberikan setelah dilakukan penelitian ini adalah:
1. Seluruh pemain supply chain menjalin komunikasi yang kontinyu guna
menghindari terjadinya bullwhip effect terutama menyangkut pembagian
informasi (Information Sharing) terhadap permintaan produk.
2. Sebaiknya dilakukan manajemen permintaan (Demand
Management/forecasting) pada bagian manufaktur dengan memperbaiki
teknik-teknik peramalan yang ada agar diperoleh hasil peramalan permintaan
yang lebih akurat.
3. Jika terdapat promosi atau penurunan harga (diskon), semua pihak pada
supply chain harus mengetahui program tersebut dengan baik sehingga tidak
DAFTAR PUSTAKA
Bahagia, S. N., 2003, Sistem Inventory, Lab ITB, Bandung.
Chopra, Sunil. 2004. Supply chain Mangement:Strategy, Planning and Operation.
Pearson Prentice Hall.
Eko, Richardus Indrajait. 2002. Supply Chain: Strategi Mengelola Manajemen
Rantai Pasokan Bagi Perusahaan Modern Indonesia. Jakarta: PT.
Grasindo.
Makridakis, Spyros. 1998. Metode dan Aplikasi Peramalan. Jakarta: Binarupa
Aksara.
Pujawan. I Nyoman. 2005. Supply Chain Management. Surabaya: Penerbit Guna
Widya.
Parwati, Indri. 2009. Metode Supply Chain Management Untuk Menganalisis
Bullwhip Effect Guna Meningkatkan Sistem Distribusi Produk. Jurusan
Teknik Industri. Institut Sains dan Teknologi AKPRIND Yogyakarta.
Sinulingga, Sukaria. 2008. Perencanaan dan Pengendalian Produksi.
Yogyakarta: Graha Ilmu.
Sinulingga, Sukaria. 2014. Metode Penelitian. Yogyakarta: Graha Ilmu.
Novianti, Nurul . 2013. Program Pengendalian Persediaan Barang Menggunakan