1 1.1. Latar Belakang Masalah
PT. Primarindo Asia Infrastructure Tbk merupakan perusahaan yang bergerak
dibidang pembuatan sepatu, perusahaan ini memiliki permintaan pasar yang
cukup banyak, mulai dari dalam negeri maupun luar negeri. Perusahaan ini
mempunyai model sepatu yang cukup banyak, dari mulai untuk anak-anak, remaja
maupun dewasa. Dengan jumlah permintaan yang cukup banyak, perusahaan
memiliki cara tersendiri dalam memproduksi sepatu, namun dalam pelaksanaanya
banyak ditemukan kendala, seperti unit produk cacat.
Jumlah unit produk cacat ditahun 2013 yaitu 21322 unit dan tahun 2014 sebanyak
23272 unit di PT. Primarindo Asia Infrastructure Tbk mengindikasikan bahwa
adanya peningkatan unit cacat dan terjadi kesalahan dalam kegiatan produksi.
Jenis cacat pada produksi sepatu sangatlah beragam diantaranya lasting miring,
velcro miring, keriput, cacat upper, out sole dan lain-lain. Berdasarkan jumlah unit cacat yang tinggi perusahaan harus bisa bertindak dalam perbaikan akan hal
tersebut. Penggunaan metode yang tepat dalam menentukan teknik perbaikan
sangatlah membantu, diantaranya yaitu metode Statistical Quality Control (SQC) dan House Of Quality (HOQ).
Statistical Quality Control (SQC) adalah teknik yang digunakan untuk mengendalikan dan mengelola proses baik manufaktur maupun jasa melalui
menggunakan metode statistik. Pengendalian kualitas statistik merupakan teknik
penyelesaian masalah yang digunakan untuk memonitor, mengendalikan,
menganalisis, mengelola dan memperbaiki produk dan proses menggunakan
upaya untuk mengkonversi suara konsumen (Costumers Need’s) secara langsung terhadap karaktersitik atau spesifikasi teknis dari sebuah produk.
Pengendalian kualitas secara stastistik (Statistical Quality Control) dapat digunakan untuk menganalisis jenis cacat yang dominan sehingga dapat
memfokuskan penelitian terhadap objek penelitian untuk dilakukan perbaikan
berdasarkan tingginya kesalahan atau unit cacat. Dari hasil analisis metode SQC,
HOQ (House Of Quality) memperlihatkan struktur untuk proses perbaikan dan pengembangan berdasarkan kebutuhan pelanggan, sehingga terjadi
kesinambungan dalam proses usulan perbaikan.
Berdasarkan dengan latar belakang masalah diatas maka dalam laporan tugas
akhir ini peneliti mengambil judul “USULAN PERBAIKAN KUALITAS SEPATU TOMKINS DENGAN MENGGUNAKAN METODE HOUSE OF
QUALITY (HOQ) DI PT. PRIMARINDO ASIA INFRASTRUCTURE TBK”.
1.2. Identifikasi Masalah
Berdasarkan latar belakang masalah yang telah diuraikan diatas, dapat
didentifikasi beberapa masalah, yaitu:
1. Jenis cacat produksi apa yang banyak terjadi
2. Jenis sepatu yang paling banyak unit cacatnya
3. Perbaikan apa yang harus dilakukan untuk mengurangi produksi cacat
1.3. Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah sebagai berikut:
1. Mengidentifikasi jumlah unit cacat
1.4. Asumsi
Adapun asumsi yang diguanakan antara lain:
1. Tingkat kemampuan operator diasumsikan sama.
2. Beban kerja operator sama
1.5. Pembatasan Masalah
Pembatas dan asumsi dibuat agar ruang lingkup masalah yang dilakukan oleh
peneliti tidak terlalu luas serta memberikan arahan dalam menyelesaikan
masalah. Adapun batasan-batasan yang digunakan antara lain:
1. Produk yang diteliti meliputi sepatu Jasmine, Philip, Pompeii dan Carter
2. Tidak melakukan banchmarking
3. Data produk disatukan, tidak berdasarkan size
1.6. Sistematika Penulisan
Lembar Pengesahan
Lembar Pernyataan
Abstrak
Lembar Peruntukan
Kata Pengantar
Daftar Isi
Daftar Tabel
Daftar Gambar
Daftar Lampiran
Bab 1 Pendahuluan
Berisikan mengenai latar belakang masalah yang terjadi, serta menjelaskan
mengenai apa yang akan kita dapatkan dengan memecahkan masalah itu.
Bab 2 Tinjauan Pustaka
Berisikan mengenai teori yang digunakan untuk memecahkan masalah yang
Bab 3 Kerangka Pemecahan Masalah
Berisiskan kerangaka pemecahan masalah (flow chart) serta tahapan pengerjaan penelitian yang dilakukan
Bab 4 Pengumpulan dan Pengolahan Data
Berisikan mengenai data dan cara pengolahannya berdasakan metode yang
digunakan
Bab 5 Analisis
Berisikan mengenai analisis data hasil perhitungan pada tahap pengolahan data,
yang nantinya menghasilkan kesimpulan untuk penelitian yang dilakukan.
Bab 6 Kesimpulan dan Saran
Berisikan mengenai hasil penelitian yang telah dilakukan disertai saran yang
sesuai dengan penelitian yang ada
5 2.1. Definisi Statistik
Dengan ruang lingkup yang cukup luas definisi statistik tidak pernah memuaskan,
sehingga banyak sekali orang yang mengartikan hal tersebut berbeda-beda
berdasarkan pemahamannya masing-masing. Namun statistik bisa diartikan dalam
beberapa kategori, yaitu dalam arti sempit dan luas. J Supranto, M.A dalam
bukunya Statistik Terori dan Aplikasi mengartikan kedua hal tersebut, sebagai
berikut:
a. Statistik Dalam Arti Sempit
Statistik berarti data ringkasan berbentuk angka (kuantitatif). Statistik penduduk
misalnya, merupakan data atau keterangan berbentuk angka ringkasan mengenai
penduduk didalamnya terdapat jumlah, rata-rata umur, distribusi, dan persentase
akan hal tersebut. Contoh lain adalah statistik personalia didalamnya terdapat
rata-rata masa kerja, rata-rata-rata-rata jumlah angka keluarga, persentase sarjana dan lain
sebagainya.
b. Statistik Dalam Arti Luas
Statistik merupakan ilmu yang mempelajari mengenai cara pengumpulan,
pengolahan/pengelompokan, penyajian, dan analisis data serta cara pengambilan
kesimpulan dengan memperhitungkan unsur ketidakpastian berdasarkan konsep
probabilitas.
Ilmu statistik mempunyai banyak manfaat, seperti halnya dalam pengambilan
keputusan dan pengolahan data sehari-hari. Namun dalam kenyataanya statistik
merupakan ilmu yang mempunyai peran penting dalam perkembangan ilmu
lainnya melalui riset. Dalam kaitannya dengan ilmu-ilmu yang lain, statistik
mempunyai cara atau teknik tersendiri untuk pemecahan persoalan yang berbeda
teknologi disebut teknomertik, dalam biologi disebut biometrik, dan dalam
ekonomi disebut ekonometrik.
Dorothea Wahyu Ariani dalam bukunya “Pengendalian Kualitas Statistik”
menyatakan bahwa, sejak awal pengembangan kualitas, para praktisi telah
memperdebatkan pentingnya metode statistik dalam mencapai kualitas yang
memuaskan. Namun, pengetahuan mengenai metode-metode statistik saja tidak
cukup, pengetahuan tentang produk dan proses yang khusus dalam industri itulah
yang harus dipahami sebagai kunci dan alat yang penting dalam pendekatan
metode tentang kualitas. Tanpa statistik, maka penggambaran penyelesaian
mengenai data akan menjadi sumber malapetaka dalam penerapannya pada
berbagai kasus.
Konsep penting lain adalah variasi atau penyimpangan yang membahas mengenai
tidak adanya dua hal yang sama secara sempurna. Variasi merupakan kenyataan
baik dalam dunia nyata maupun dalam industri. Seperti halnya kaleng yang
tampak serupa akan ada perbedaan walaupun tipis dalam tinggi, diameter, berat
dan seterusnya. Apabila tidak memperhatikan variasi atau penyimpangan tersebut,
maka hal ini akan menyebabkan kesalahan dalam pengambilan keputusan untuk
menyelesaikan masalah utama dalam perusahaan atau organisasi. Ilmu statistik
akan membantu menganalisis dta dengan tepat dan menggambarkan
penyelesaiannya, dengan memperkecil keberadaan variasi tersebut. Variasi terjadi
secara acak, yang biasanya lebih besar darpada yang diperkirakan orang.
Seringkali keputusan yang diambil menentukan tindakan apakah yang adanya data
historis. Data seringkali ditampilkan baik secara ringkas maupun secara lengkap
dalam bentuk tabel, grafik atau angka-angka.
Untuk menampilkan data dalam bentuk ringkas, dapat digunakan bentuk
kecenderungan memusat dapat digunakan rata-rata (mean) atau nilai tengah (median). Nilai tengah berguna untuk mengurangi dampak dari nilai ekstrim atau untuk data yang dapat diurutkan tetapi tidak mudah diukur seperti warna atau
yang tampak secara visual. Untuk mengukur penyebaran, yang umum digunakan
adalah jarak (range) dan penyimpangan standar (standar deviation) akan lebih tepat. Ada lagi satu teknik untuk menghitung pengukuran penyimpangan atau
variasi relatif sebagai deviasi standar ditentukan dengan rata-rata (the coefficient of variation).
2.2. Pengertian Pengendalian Kualitas Statistik
Total Quality Management (TQM) merupakan hasil dari revolusi antara kualitas dan manajemen selama setengah abad terakhir. Secara umum TQM berisi dua
komponen yang saling berhubungan, yaitu sistem manajemen dan sistem teknik.
Sistem manajemen berkaitan dengan perencanaan, pengorganisasian,
pengendalian, dan pengelolaan proses sumber daya manusia yang berkaitan
dengan kualitas produk atau jasa. Sistem teknik melibatkan penjaminan kualitas
dalam desain produk, perencanaan dan desain proses, serta pengendalian bahan
baku antara produk dalam proses dan produk jadi.
Pengendalian kualitas statistik merupakan teknik penyelelesaian masalah yang
digunakan untuk memonitor, mengendalikan, menganalisis, mengelola dan
memperbaiki produk dan proses menggunakan metode-metode statistik. Konsep
terpenting dalam pengendalian kualitias statistik adalah variabilitas, dimana
semua prosedur pengendalian kualitas statistik membuat keputusan berdasarkan
sampel yang diambil dari populasi yang lebih besar. Variabilitas yang dimaksud
adalah variabilitas antar sampel (misalnya rata-rata atau nilai tengah) dan
varibilitas dalam sampel (misalnya range atau standar deviasi). Apabila diambil sampel dari populasi yang sama, variasi statistik akan terjadi dari sampel ke
sampel dan variasi range dapat dihitung. Bentuk ini merupakan dasar dari batas
variabilitas tidak dikenal, maka dilakukan pencarian dengan penyesuaian proses
dan klasifikasi bahan baku yang datang.
Penyelesaian masalah dengan statistik mencakup dua hal, seperti melebihi batas
pengendalian bila proses dalam kondisi terkendali atau tidak melebihi batas
pengendalian bila proses dalam kondisi diluar kendali. Secara statistik, kedua hal
tersebut digolongkan kedalam kesalahan tipe I dan tipe II atau dalam acceptance sampling dikenal dengan resiko produsen (menolak produk baik) dan resiko konsumen (menerima produk cacat). Prosedur pengendalian kualitas statistik
umumnya dirancang untuk meminimalkan kesalahan tipe I. Karena itu, peta
pengendalian (control chart) mengasumsikan bahwa proses berada dalam batas pengendalian dan acceptance sampling mengasumsikan bahwa produk dapat diterima tanpa kontradiksi dengan tingkat kepastian yang tinggi. Kesalahan tipe I
dan tipe II ini digambarkan dengan kurva karakteristik operasi (operating characteristic curve). Kurva karakteristik operasi menunjukan probabilitas penerimaan sebagai fungsi dari berbagai tingkatan kualitas. Kesalahan tipe I
adalah 1-probabilitas penerimaan bila kualitas dapat diterima, sedangkan
kesalahan tipe II adalah probabilitas penerimaan bila kualitas dapat diterima.
Perusahaan mengadakan inspeksi pada saat bahan baku atau penerimaan bahan
baku, proses dan produk akhir. Inspeksi tersebut dapat dilaksanakan di beberapa
waktu, antara lain:
1. Pada waktu bahan baku masih ada ditangan pemasok
2. Pada waktu bahan baku sampai ditangan perusahaan tersebut
3. Sebelum proses dimulai
4. Selama proses produksi berlangsung
5. Setelah proses produksi
6. Sebelum dikirimkan kepada pelanggan
Selain itu, perusahaan mempunyai dua pilihan inspeksi, yaitu inspeksi 100% yang
selama masih ada dalam proses, atau seluruh produk jadi yang telah diselesaikan.
Atau dengan mengadakan teknik sampling, yaitu menguji hanya pada produk
yang diambil sebagai sampel dalam pengujian. Kedua macam cara pengujian ini
masing-masing mempunyai kelebihan dan kelemahan, misalnya untuk inspeksi
100%, kelebihannya adalah tingkat ketelitiannya tinggi karena seluruh produk
diuji. Tetapi kelemahannya, seringkali produk justru rusak selama dalam
pengujian. Selain itu, pengujian dengan cara ini membutuhkan biaya, waktu , dan
tenaga yang tidak sedikit. Sementara itu, pengujian dengan pengambin sampel,
kelebihannya adalah lebih menghemat biaya, waktu dan tenaga dibandingkan
dengan cara inspeksi 100%. Namun teknik ini mempunyai kelemahan dalam
tingkat ketelitian, atau dapat kita katakan tingkat ketelitiannya rendah, sehingga
seringkali menimbulkan resiko baik dari pihak produsen (producer’s risk) atau dari pihak konsumen (consumer’s risk).
Pengendalian kualitas statistik (statistical quality control) secara garis besar digolongkan menjadi dua, yaitu pengendalian proses statistik (statistical quality control) atau yang sering disebut dengan control chart dan rencana penerimaan sampel produk atau yang sering dikenal acceptance sampling. Hal ini dapat digambarkan sebagai berikut:
Pengendalian Kualitas Statistik
Pengendalian Kualitas Statistik (Control Chart)
Rencana Penerimaan Sampel Produk (Acceptance Sampling)
Data Variabel Data Atribut Data Variabel Data Atribut
Gambar 2.1. Pengendalian Kualitas Statistik Sumber: Buku Pengendalian Statistik, Dorothea Wahyu Ariani, 2004
Dari gambar tersebut tampak bahwa pengendalian kualitas proses dan produk juga
data atribut. Data variabel memberikan lebih banyak informasi daripada data
atribut, namun demikian, data varibel tidak dapat digunakan untuk mengetahui
karakteristik kualitas seperti banyaknya kesalahan atau persentase suatu proses.
Data variabel dapat menunjukan seberapa jauh penyimpangan dari standar proses,
sementara data atribut tidak dapat menunjukan informasi tersebut
Menurut Dorothea Wahyu Ariani (2004), terdapat beberapa langkah dalam
menyusun peta pengendali proses atau control chart, yaitu:
1. Memilih karakteristik yang akan direncanakan, yang meliputi:
a. Memberikan prioritas tinggi pada karakteristik yang dijalankan saat ini
dengan tingkat kesalahan yang paling tinggi, untuk itu dapat digunakan
analisis pareto
b. Mengidentifikasi variabel-variabel proses dan kondisi-kondisi yang
dapat memberikan kontribusi dalam karaktristik produk akhir.
c. Memeriksa dan memastikan proses pengukuran telah memenuhi syarat
ketepatan dan keakuratan pemberian data yang tidak mengaburkan
variasi dalam proses manufaktur maupun pelayanan. Variasi atau
penyimpangan dalam proses tersebut menunjukan tidak hanya
penyimpangan proses manufaktur tetapi juga kombinasi penyimpangan
dan pengukuran proses.
d. Penentuan titik paling awal dalam proses produksi yang dapat
dilakukan untuk mendapatkan informasi tentang penyebab khusus
bahwa peta pengendali digunakan sebagai peringatan awal untuk
mencegah kesalahan
2. Memilih jenis peta pengendali dengan melihat pada tabel berikut:
Tabel 2.1. Perbandingan Berbagai Peta Pengendali Pengukuran
Statistik
Peta Pengendali
untuk Data Variabel
Peta Pengendali
untuk Data Atribut
(%)
Peta Pengendali
untuk Data Atribut
(jumlah)
Jenis data yang
dibutuhkan
Data Variabel
(Pengukuran
nilai-nilai karakteristik
Data Atribut
(Banyaknya unit
produk yang cacat)
Data atribut
(banyaknya kelahan
produk Gambaran penerapan secara umum Pengendalian karakteristik inividu Pengendalian seluruh bagian kesalahan proses Pengenalian seluruh
kesalahan tiap unit
produk
Manfaat yang
penting
Penggunaan secara
maksimum
informasi yang
teredia dari data
Penyediaan
informasi secara
menditail pada
data-data proses
Data yang
dibutuhkan
seringkali sudah
tersedia dari
laporan inspeksi
Mudah dipahami
seluruh personil
Data yang
dibutuhkan seringkali telah tersedia dari laporan inspeksi dan penyimpangan dari pengendalian dimensi-dimensi individu Menyediakan seluruh gambaran kualitas Mudah dipahami seluruh personil Menyediakan seluruh gambaran kualitas Kelemahan yang perlu diingat
Tidak dapat
dipahami tanpa pelatihan Dapat menyebabkan kebingungan untuk membedakan antara batas-batas pengendalian dengan batas-batas toleransi
Tidak dapat
digunakan pada
tipe data cacat atau
baik Tidak menyediakan informasi secara menditail untuk pengendalian karakteristik individu
Tidak mengenal
tingkat kesalahan yang berbeda pada unit-unit produk tersebut Tidak Menyediakan informasi secara menditail untuk pengendalian karakteristik individu
Ukuran sampel Biasanya 4 atau 5
unit setiap kali
Menggunakan hasil
inspeksi tertentu
Beberapa unit
observasi atau setiap
sub-kelompok
atau sampel dari
25, 50. 100 unit
dan seterusnya
seperti 100 m kawat
atau seperangkat
TV
3. Mene
ntukan garis pusat (central line) yang menggunakan rata-rata dari masa lalu atau rata-rata yang dikehendaki. Garis batas tersebut biasanya berada
pada ± 3σ, tetapi garis batas lain juga dapat dipilih berdasarkan risiko
statistik yang berbeda
4. Pemil
ihan sub kelompok. Tiap titik pada peta pengendali menunjukan sub
kelompok yang berasal dari beberapa unit produk. Untuk tujuan
pengendalian proses, sub kelompok harus dipilih, sehingga unit-unit yang
ada dalam sub-kelompok mempunyai kemungkinan terbesar menjadi
serupa dan unit-unit diatara sub-kelompok memiliki kemungkinan besar
menjadi berbeda
5. Peny
ediaan sistem pengumpulan data. Jika peta pengendali untuk alat
pengendali diwajibkan, maka harus dibuat sederhana dan memenuhi
pemakaian.
6. Perhi
tungan batas pengendali dan penyediaan intruksi-intruksi khusus dalam
interpretasi terhadap hasil dan tindakan para karyawan produksi tersebut
7. Pene
mpatan data dan membuat interpretasi terhadap hasilnya.
Selanjutnya, pengendalian kualitas juga dapat dilakukan pada produk yang
dihasilkan , atau dikenal dengan acceptance sampling. Acceptance sampling
merupakan proses evaluasi bagian produk dan seluruh produk yang dihasilkan
sampling adalah pengurangan biaya inspeksi. Menurut Dorothea Wahyu Ariani
(2004), manfaat acceptance sampling antara lain:
1. Staf
inspeksi yang lebih sedikit akan mengurangi komplektifitas inspeksi dan
biaya administrasi inspeksi tersebut
2. Berk
urangnya kerusakan produk
3. Sekel
ompok produk dapat diselesaikan dalam waktu yang pendek sehingga
penjadwalan dan penyerahan dapat dilakukan secara tepat dan cepat
4. Masa
lah yang membosankan dan kesalahan penguji yang disebabkan 100%
inspeksi dapat diminimalkan
5. Penol
akan produk yang tidak sesuai cenderung mengesankan penyimpangan
kualitas dan penting bagi organisasi untuk mencari tindakan pencegahan
6. Desai
n yang pantas dalam rencana pengambilan sampel memerlukan pengkajian
terhadap tingkat kualitas yang disyaratkan oleh pemakai.
2.2.1 Pengertian Pengendalian Kualitas Proses Statistik Data Atribut
Atribut dalam pengendalian kualitas menunjukan karakteristik kualitas yang
sesuai dengan spesifikasi atau tidak sesuai dengan spesifikasi. Menurut Beserfiled
(1998), atribut digunakan apabila ada pengukuran yang tidak memungkinkan
untuk dilakukan, misalnya goresan, warna atau bagian yang hilang.
Pengendalian kualitas proses statistik untuk data atribut ini digunakan sebagai
pengganti pengendali kualitas proses statistik untuk data variabel. Hal ini dapat
terjadi apabila pengukuran seperti kesalahan warna, adanya bagian yang hilang,
dan seterusnya tidak dapat diukur. Selain itu, dalam peta pengendali kualitas
untuk dapat dibuat peta pengendali rata-rata proses maupun tingkat keakuratan
proses.
Dalam menyusun peta pengendali proses statistik untuk data atribut tersebut
diperlukan beberapa langkah. Menutur Besterfield, langkah tersebut meliputi
1. Mene
ntukan sasaran yang akan dicapai
Sasaran ini akan mempengaruhi jenis peta pengendali kualitas proses
statistik data atribut mana yang harus digunakan. Hal ini tentu saja
dipengarui oleh karakteristik kualitas suatu produk dan proses, apabila
proporsi atau banyaknya ketidaksesuaian dalam sampel atau sub
kelompok, ataukah bagian ketidaksesuaian dari suatu unit setiap kali
mengadakan observas
2. Mene
ntukan banyaknya sampel dan banyaknya observasi
Banyaknya sampel yang diambil adak mempengaruhi jenis peta
pengendali disamping karakteristik kualitasnya
3. Meng
umpulkan data
Data yang dikumpulkan tentu disesuaikan dengan jenis peta pengendali.
Misalnya, suatu perusahaan atau organisasi menggunakan p-chart, maka data yang dikumpulkan juga harus diatur dalam bentuk proporsi kesalahan
terhadap banyaknya sampel yang diambil
4. Mene
ntukan garis pusat dan batas-batas pengendali
Penentuan garis pusat dan batas-batas pengendali akan ditunjukan secara
rinci pada sub bagian berikut ini, pada masing-masing peta pengendali.
Biasanya, perusahaan menggunakan ± 3σ sebagai batas-batas
pengendaliannya
5. Mere
Revisi terhadap garis pusat dan batas-batas pengendali dilakukan apabila
dalam peta pengendali kualitas prsoes statistik untuk data atribut terdapat
data yang berada diluar batas pengendali statistik (out of statistical control) dan diketahui kondisi tersebut disebabkan karena penyebab khusus. Demikikan pula, data yang berada di bawah garis batas pengendali
bahwa apabila ditemukan penyebab khusus didalamnya tentu juga
diadakan revisi.
2.2.2. Peta Pengendali Proporsi Kesalahan (p-chart) dan Banyaknya Kesalahan (np-chart dalam Sampel)
Pengendali proporsi kesalahan (p-chart) dan banyaknya kesalahan (np-chart) digunakan untuk mengetahui apakah cacat produk yang dihasilkan masih dalam
batas yang disyaratkan. Untuk peta pengendali proporsi dan banyak digunakan
bila kita memakai ukuran cacat berupa proporsi produk cacat dalam setiap sampel
yang diambil. Bila sampel yang diambil untuk setiap kali melakukan observasi
jumlahnya sama amaka kita dapat menggunakan peta pengendali proporsi
kesalahan (p-chart) maupun banyaknya kesalahan (np-chart). Namun bila sampel yang diambil bervariasi untuk setiap kali melakukan observasi berubah-ubah
jumlahnya atau memang perusahaan tersebut akan melakukan 100% inspeksi
maka kita harus menggunakan 100% inspeksi atau inspeksi total, juga dapat
disebabkan kurangnya karyawan dan biaya.
Perubahan dalam banyaknya sampel yang diambil atau ukuran sub kelompok
tesebut menyebabkan perubahan dalam batas-batas pengendali, meskipun garis
pusatnya tetap. Apabila ukuran sampel atau ukuran sub kelompok yang digunakan
setiap kali observasi naik atau lebih banyak, maka batas-batas pengendali menjadi
lebih rendah. Namun apabila banyaknya sampel atau sub kelompok yang
digunakan setiap kali observasi turun atau berkurang, maka batas-batas
pengendali menajdi lebih tinggi atau meningkat. Kondisi ini dapat mempengaruhi
merupakan kelemahan dalam pengendalian kualitas proses statistik untuk data
atribut.
Bila sampel yang diambil untuk setiap kali melakukan observasi jumlahnya sama
maka kita dapat mernggunakan peta pengendali p maupun np. Namun bila sampel
yang diambil bervariasi untuk setip kali melakukan observasi berubah ubah
jumlahnya atau memang perusahaan tersebut akan melakukan 100% inspeksi
maka kita harus menggunakan peta kontrol p. Rumus yang kita gunakan adalah:
Untuk jumlah sampel konstan
Dimana
= proporsi cacat dalam setiap sampel
x = jumlah produk yang cacat dalam setiap sampel
n= jumlah sampel yang diambil dalam inspeksi
Standar deviasi
σ =
...(2.2)
Menghitung Batas Kendali Atas dan Bawah
...(2.3)
...(2.4)
2.2.3. Tujuh Alat Dasar Kualitas
Kaoru Ishikawa adalah orang yang pertama kali mengembangkan
metode/teknik/alat ini, yang digunakan untuk melakukan perbaikan dan
pengendalian kualitas suatu produk atau jasa. Ketujuh alat dasar kualitas tersebut
1. Diagr
am Alir (Flow Chart)
Diagram alir adalah alat bantu yang memberikan gambaran visual dari urutan
operasi yang diperlukan untuk menyelesaikan suatu tugas. Diagram alir
merupakan langkah pertama dalam memahami suatu proses, baik administrasi
maupun manufaktur. Dalam diagram alir dapat dilihat unsur-unsur penyusun
suatu pekerjaan dan urutan proses-prosesnya. Setiap proses akan membutuhkan
input untuk menyelesaikan tugas dan akan memberikan output ketika tugas
telah selesai.
2. Lemb
ar Periksa (Check Sheet)
Merupakan alat yang memungkinkan pengumpulan data sebuah proses yang
mudah, sistematis, dan teratur. Alat ini berupa lembar kerja yang telah dicetak
sedemikian rupa sehingga dapat dikumpulkan dengan mudah dan singkat. Data
yang dikumpulkan dapat digunakan sebagai masukan data untuk peralatan
kualitas.
3. Diagr
am Pareto (Pareto Chart)
Merupakan grafik yang digunakan untuk melihat penyebab terbesar suatu
masalah (Rampersad, 2005). Grafik ini menampilkan distribusi variabel
data-data. Biasanya diagram pareto digunakan sebagai identifikasi masalah yang
paling penting. Dalam diagram pareto berlaku aturan 80/90, artinya yaitu 20%
jenis kesalahan/kecacatan dapat menyebabkan 80% proses.
4. Diagr
am Sebab-Akibat (Cause and Effect Diagram)
Merupakan alat yang memungkinkan meletakkan secara sistematis representasi
grafis jalur terkecil (penyebab-penyebab) yang pada akhirnya mengarah pada
5. Histo
gram
Merupakan alat bantu statistik yang memberikan gambaran tentang suatu
proses operasi pada satu waktu. Tujuannya adalah menentukan penyebaran
atau variasi suatu himpunan titik data dalam bentuk grafis. Alat ini secara
grafis juga memperkirakan kapasitas suatu proses, beserta hubungannya
terhadap spesifikasi dan target. Selain itu, alat ini juga mengindikasi bentuk
populasi dan dapat melihat jarak antar data
6. Diagr
am Pancar (Scatter Diagram)
Alat ini digunakan untuk mengkaji hubungan (relasi) yang mungkin antara
variabel bebas (x) dengan variabel terikar (y). Diagram ini juga digunakan
untuk mengidentifikasi korelasi yang mungkin ada antara karakteristik kualitas
dan faktor yang mungkin mempengaruhinya
7. Diagr
am Kendali (Control Chart)
Alat ini digunakan untuk menganalisa proses menurut berjalannya waktu ( time-based) atau urutan (order-based). Diagram ini digunakan untuk mencari pola data dan bersifat siklis. Tujuan dari diagram ini adalah untuk memastikan
bahwa suatu proses dalam kendali dan memonitor variasi proses secara terus
menerus.
2.2.4. Pengertian Kualitas Produk dan Produk Cacat
Menurut Kotler dalam bukunya kuliatas produk adalah kemampuan suatu barang
diinginkan pelanggan. Sedangkan Gaspersz, untuk menentukan kualias produk
dapat dimakuskan ke dalam 8 dimensi, yaitu:
1. Perfo
rmance yaitu berkaitan dengan aspek fungsional suatu barang dan merupakan karakteristik utama yang dipertimbangkan pelanggan dalam
membeli barang tersebut.
2. Featu
re yaitu karakteristik sekunder atau pelengkap yang berguna untuk menambah fungsi dasar yang berkaitan dengan pilihan-pilihan produk dan
pengembangannya
3. Relia
bility yaitu berkaitan dengan probabilitas atau kemungkinan suatu barang berhasil menjalankan fungsinya setiap kali digunakan dalam periode
waktu tertentu dan dalam kondisi tertentu pula.
4. Conf
ormance yaitu berkaitan dengan tingkat kesesuaian dengan spesifikasi yang ditetapkan sebelumnya berdasarkan keinginan pelanggan.
Kesesuaian merefleksikan derajat ketetapan antara karakteristik desain
produk dengan karakteristik kualitas standar yang telah ditetapkan.
5. Dura
bility yaitu berkaitan dengan berapa lama suatu prouduk dapat digunakan
6. Servi
ce Ability yaitu karakteristik yang berkaitan dengan kecepatan, kompetensi kemudahan dan akurasi dalam memberikan layanan untuk perbaikan
barang
7. Aesth
etic merupakan karakteristik yang bersifat subjektif mengenai nilai-nilai estetika yang berkaitan dengan pertibangan pribadi dan refleksi dari
preferensi individual.
8. Fit
dengan perasaan pelanggan mengenai keberadaan produk sebagai produk
yang berkualitas
Menurut Salam (2008), suatu produk dikatan cacat apabila produk tersebut tidak
aman dalam penggunaannya sertra tidak memenuhi syarat-syarat keamanan
tertentu. Pengertian cacat juga diatur dalam KUH Perdata, yaitu cacat yang
bersifat “sungguh-sungguh” bersifat sedemikian rupa yang menyebabkan barang
itu “ tidak dapat digunakan” dengan sempurna sesuai dengan keperluan yang semestinya dihayati oleh benda itu, atau cacat itu mengakibatkan ”berkurangnya
manfaat” bernda tersebut dari tujuan semsestinya. Menurut Jiwa (2009) penyebab
suatu produk dikatakan cacat ada tiga kategori yaitu, cacat produk atau cacat
manufaktur, cacat desain, dan cacat peringatan atau intruksi
2.3. Pengujian Statistik Alat Ukur 2.3.1.Metode Pengujian Kuesioner
Kuesioner yang telah selesai disusun kemudian disebarkan untuk melakukan uji
awal kuesioner. Uji ini dilakukan untuk mengetahui apakah kuesioner yang dibuat
perlu direvisi atau tidak, sehingga kuesioner yang digunakan sebagai sumber data
nantinya akan memiliki realibitas dan validitas yang baik. Bila setelah mengalami
pengujian awal kuesioner masih belum memiliki realibitas dan validitas yang
baik, maka kuesioner harus direvisi. Tetapi bila setelah mengalami pengujian awal
kuesioner telah memiliki realibitas dan validitas yang baik, maka kuesioner dapat
langsung dilanjutkan untuk melakukan uji kecukupan data.
2.3.2.Korelasi Item
Suatu alat ukur merupakan sekumpulan item yang menanyakan suatu hal yang
ingin diukur atau diketahui. Suatu alat ukur dikatakan berhasil menjalankan fungsi
ukurnya apabila alat ukur tersebut dapat menunjukan hasil ukurannya dengan
cermat dan akurat. Dengan demikian kualitas suatu alat ukur ditentukan oleh
kualitas item-itemnya. Sebuah alat ukur yang berisi item berkualitas tinggi
ukur yang berisi puluhan item kualitas rendah. Item-item berkualitas rendah tidak
hanya akan menurunkan kualitas dari fungsi alat ukur, tetapi juga akan
memberikan informasi hasil pengukuran yang menyesatkan.
Langkah pertama guna menciptakan alat ukur yang baik yang berisi item –item
berkualitas tinggi yaitu dengan melakukan penyusunan alat ukur berdasarkan pada
suatu spesifikasi yang jelas, dengan penulisan item menggunakan kaidah dan
petunjuk penulisan yang telah digariskan, dan dengan latihan yang disertai
kreativitas serta pengalaman yang baik. Alat ukur yang disusun dengan cara
demikian itulah yang disebut sebagai alat ukur yang theoretical sounds, yaitu alat ukur yang secara teoritis adalah baik.
Disisi lain, suatu yang telah direncanakan dengan cermat dan baik berdasarkan
teori, masih harus diuji kebenarannya secara cepat. Diuji dalam hal ini adalah
melalui data dari suatu hasil uji coba alat ukur yang sesungguhnya. Dari data hasil
uji coba alat ukur inilah diharapkan diperoleh bukti mengenai kualitas item-item
alat ukur yang bersangkutan. Dan dari hasil analisis mengenai data empiris inilah
dapat dilakukan perbaikan-perbaikan yang diperlukan, Salah satu cara yang dapat
dilakukan untuk mengetahui korelasi item adalah dengan melihat daya pembeda
item, yaitu konsistensi antara skor item dengan skor keseluruhan yang dapat
dilihat dari bersarnya koefisien korelasi antara setiap item dengan skor
keseluruhan, dengan persamaan Pearson sebagai berikut:
Dimana : r = Korelasi
X = Skor setiap item
Y= Skor total
Setelah koefisien korelasi untuk setiap item telah dihitung, perlu ditentukan angka
terkecil yang dapat dianggap cukup tinggi sebagai indikator adanya konsistensi
antara skor item dan skor keseluruhan. Dalam hal ini tidak ada batasan yang tegas.
Prinsip utama pemilihan item dengan melihat koefisien korelasi adalah mencari
nilai koefisien yang setinggi mungkin dan menyingkirkan setiap item yang
mempunyai korelasi negative atau koefisien yang medekati nilai nol (0,00).
Menurut Kaplan dan Saccuzzoo (1993), item yang baik adalah item yang biasaya
mempunyai nilai koefisien korelasi antara 0,30-0,70. Disamping itu besarnya
koefisien korelasi yang diperoleh dapat ditentukan pula berdasarkan kritersia
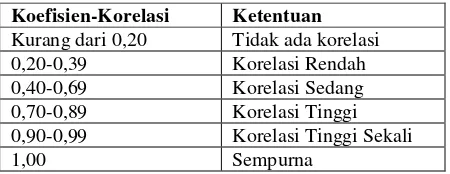
Guilford (1956) dalam Marlon (2004) pada tebel berikut:
Tabel 2.2.Kriteria Penentuan Tingkat Korelasi Item Guilford
Koefisien-Korelasi Ketentuan
Kurang dari 0,20 Tidak ada korelasi
0,20-0,39 Korelasi Rendah
0,40-0,69 Korelasi Sedang
0,70-0,89 Korelasi Tinggi
0,90-0,99 Korelasi Tinggi Sekali
1,00 Sempurna
2.3.3.Uji Realibitas (Keandalan Alat Ukur)
Realibitas adalah tingkat kepercayaan hasil suatu pengukuran, yang
mengindikasikan stabilitas dan kekonsistenan alat ukur. Pengukuran yang
mempunyai realibitas tinggi mempunyai arti bahwa pengukuran mampu
memberikan hasil ukur yang konsisten (reliable) dan dapat memberikan hasil yang relatif sama jika pengukuran dilakukan lebih dari satu kali pada waktu yang
Reliabilitas merupakan salah satu ciri atau karakter utama instrumen pengukuran
yang baik. Realibitas memberikan gambaran sejauh mana suatu pengukuran
terbebas dari kesalahan pengukuran (measurement error).
Tinggi rendahnya reliabilitas secara empiris ditunjukan oleh suatu angka yang
disebut koefisien reliabilitas. Secara teoritis, besarnya koefisien reliabilitas
berkisaran antara 0 – 1,00. Besarnya koefisien reliabilitas minimal yang harus
dipenuhi oleh suatu alat ukur adalah 0,70 (Kaplan dan Saccuzzo, 1993). Di
samping itu, walaupun koefisien korelasi dapat bertanda positif maupun negatif,
namun dalam hal reliabilitas, koefisien yang besarnya kurang dari nol tidak
mempunyai apa-apa karena interpretasi reliabilitas selalu mengacu pada koefisien
yang positif
2.4. Quality Fucntion Development (QFD)
Quality Function Development (QFD) adalah suatu metode yang digunakan dalam mendukung dan melaksanakan filosofi Total Quality Management (TQM). QFD dalam buku Manajemen Kualitas (Dorothea;88) QFD adalah metode perencanaan
dan pengembangan produk secara terstruktur yang memungkinkan tim
pengembangan mengidentifikasikan secara jelas kebutuhan dan harapan
pelanggan, dan mengevaluasi kemampuan produk atau jasa secara sistematik
untuk memenuhi kebutuhan dan harapan tersebut.
QFD mulai digunakan pada tahun 1984 oleh seorang karyawan Xerox
Corporation, Don Clausing yang sangat tertarik pada metode The Robust Design
dari Dr. Genichi Taguchi yang merupakan konsultan perusahaan tersebut.
Sedangkan sofwere QFD baru dikenal pada tahun 1989, namun QFD ditemukan pertama kali oleh seoreang profesor Jepang yaitu Yoji Akoo pada akhir tahun
1980 dengan percobaan yang dilakukannya pada perusahaan pensil Writesharp
Inc. QFD digunakan berbagai perncanaan, dimana semua anggota tim dapat
mengambil keputusan secara sistematik untuk memprioritaskan berbagai
QFD digunakan untuk memperbaiki proses perencanaan, mengatasi permasalahan
dalam suatu tim, serta membantu dalam mengadakan perbaikan terhadap budaya
perusahaan atau organisasi. Ada tiga manfaat utama yang dapat diperoleh
perusahaan bila menggunakan QFD, yaitu:
Mengurangi biaya
Hal ini dapat terjadi karena produk yang dihasilkan benar-benar sesuai
dengan kebutuhan dan harapan pelanggan, sehingga tidak ada
pengulangan pekerjaan atau pembuangan bahan baku karena tidak sesuai
dengan spesifikasi yang telah ditetapkan oleh pelanggan. Pengurangan
biaya dapat dicapai dengan pengurangan biaya pembelian bahan baku,
pengurangan biaya overhead atau pengurangan upah, penyederhanaan proses produksi dan pengurangan pemborosan (waste)
Meningkatkan pendapatan
Dengan pengurangan biaya, maka hasil yang kita terima akan lebih
meningkat. Dengan QFD produk atau jasa yang dihasilkan akan lebih
memenuhi kebutuhan dan harapan pelanggan
Pengurangan waktu produksi
QFD adalah kunci penting dalam pengurangan biaya produksi. QFD akan
membuat tim pengembangan produk atau jasa untuk membuat keputusan
awal dalam proses pengembangan . Ada beberapa cara dimana QFD dapat
mengurangi biaya produksi antaran lain:
QFD membantu mengurangi perubahan-perubahan
QFD membantu mengurangi biaya pelaksanaan produksi karena
pengulangan kegiatan.
2.5. House Of Quality
House Of Quality adalah suatu kerangka kerja atas pendekatan dalam mendisain manajemen yang dikenal sebagai Quality Fuction Development. (Cohen,L.,1995).
bentuknya menyerupai sebuah rumah. Kunci dalam membangun HOQ adalah
difokuskan kepada kebutuhan pelanggan, sehingga proses desain dan
pengembangannya lebih sesuai dengan apa yang diinginkan oleh pelanggan
daripada teknologi inovasi. Hal ini dimaksudkan untuk mendapatkan informasi
yang lebih penting dari pelanggan.
Hal tersebut mungkin menambah waktu perencanaan awal (initial planning time) dalam proyek pengembangan, tetapi waktu desain atau me-redesain dan
membawa produk atau jasa kepasaran (time to market) akan berkurang. HOQ merupakan suatu organisasi dalam arti inter-departemental atau inter-junction planning & communication yang berawal dari atribut-atribut pelanggan (Customer Atributes/Cas) yang menggambarkan produk, proses, dan karakteristik. Gambar 2.2. menunjukan komponen-komponen yang penting dari tabel kualitas atau
diagram QFD-The House Of Quality
Gambar 2.2. House Of Quality
Dalam proses perancangan produk penerapan teknologi quality fuction
deployment secara keseluruhan meliputi tahapan penyusunan 4 jenis matiks yaitu:
1. Matriks Perencanaan Produk
2. Matriks Perencanaan Komponen
3. Matriks Perencanaan Proses
Technical Correlations Needs Customer Need
Relationship
Technical Response
Planning Matrix
4. Matriks Perencanaan Produksi
Langkah-langkah yang harus ditempuh dalam membangun HOQ sebagai berikut:
1. Melakukan identifikasi semua kebutuhan dan keinginan konsumen
terhadap produk atau jasa yang ada. Lebih lanjut, kebutuhan dan keinginan
konsumen ini disebutkan sebagai karaktristik konsumen,
mengelompokkan karakteristik yang diperoleh kedalam kelompok primer,
sekunder dan bila perlu tesier. Seluruh data-data tersebut diuraikan dan
dicatat pada bagian kiri rumah kualitas
2 Mengidentifikasikan tingkat kepentingan konsumen untuk
masing-masing karakteristik konsumen yang diperoleh. Masukan nilai-nilai
tersebut kedalam kolom tingkat kepentingan (importance) pada rumah kualitas
3 Menterjemahkan seluruh kebutuhan dan keinginan konsumen (Want)
kedalam karakteristik desain (How’s), yang menunjukan bagaimana
perusahaan melakukan tahap desain guna memenuhi permintaan
konsumen terhadap produk atau jasanya. Mengelompokkan karakteristik
desain kedalam kelompok primer, sekunder dan bila perlu tesier. Seluruh
data yang diperoleh diuraikan dan dicatat pada bagian atas dari rumah
kualitas.
4 Menentukan hubungan yang terjadi antara masing-masing karakteristik
desain. Adapun hubungan yang dimaksud dapat dibedakan menjadi 3
kategori yaitu hubungan kuat, sedang dan lemah. Masing-masing dengan
lambang penulisan yang berbeda. Hubungan ini digambarkan pada bagian
tengah rumah kualitas.
5 Menentukan target perusahaan terhadap masing masing karakteristik
desain yang ada, yang akan diusahakan pencapaiannya guna memenuhi
kebutuhan dan keinginan konsumen. Nilai-nilai tersebut dimasukkan
kedalam kolom target yang terletak dibagian bawah rumah kualitas.
6 Target perusahaan yang telah ditentukan dapat ditingkatkan atau
7 Dengan menempatkan nilai-nilai yang berupa angka pada matiks-matriks
hubungan keinginan konsumen dan karakteristik desain maka seluruh
penilaian dapat disusun berdasarkan kepentingan relatif dari setiap
kebutuhan dan keinginan konsumen. Pengurutan penilaian-penilaian ini
akan menunjukan item-item mana yang harus diberikan perhatian penuh
berdasarkan pertimbangan pada tahap ini.
Pembobotan yang dilakukan pada HOQ ini bertujuan untuk melihat sejauh mana
atribut-atribut teknik berkaitan dengan atribut yang diinginkan konsumen. Hal ini
dapat dilihat dari pemberian skor untuk masing-masing atribut berdasarkan
perkalian antara bobot yang diinginkan konsumen dengan tingkat hubungan
atribut teknik dengan atribut konsumen yaitu kuat, sedang dan lemah. Hal ini
dilakukan bersama-sama dengan pihak perusahaan.
2.5.1. Matrik Kebutuhan Pelanggan (Customers Need Matrix)
HOQ merupakan sentral atau dasar dalam membuat QFD dan merupakan matrik
yang sangat komleks karena terdiri atas beberapa matrik yang terdapat
didalamnya. Ruang pertama HOQ adalah kebutuhan keinginan pelanggan
(Customers Needs and Benefits)
2.5.2.Matrik Perencanaan (Planning Matrix)
Pada matrik perencanaan ini berisi data kuantitatif, yaitu merupakan tempat
penentuan sasaran atau tujuan produk, didasarkan terhadap data riset pasar.
Penetapan sasaran atau tujuan merupakan gabungan antara prioritas-prioritas binis
perusahaan dengan prioritas-prioritas kebutuhan konsumen. Hal ini merupakan
tahap paling penting dalam perencanaan suatu produk yang ingin dikembangkan
(Cohen. L, 1995).
tinggi. Pertimbangan hal ini adalah mengurangi waktu yang dibutuhkan untuk
menyelesaikan proses QFD (Cohen L, 1995)
Jika planning matrix ditunda sampai beberapa waktu, setelah bagian reationship
terisi, maka tim tidak akan membuat batasan analisa, karena tidak mengetahui
customers needs mana yang paling penting bagi mereka. Tetapi, beberapa praktisi
mengajarkan planning matrix. Keuntungan dari cara ini adalah tim akan lebih familiar dengan kebutuhan pelanggan. (Cohen L, 1995).
Rumus yang digunakan (Cohen L, 1995).
2.5.3.Matrik Karakteristik Teknik (Technical Response Matrix)
Karakteristik teknik ini disebut juga subtitue quality characteristic. Karakteristik teknik ini menunjukan bahasa suara pengembang (voice of developer). Penjabaran teknik ini diperoleh dari informasi kebutuhan dan keninginan konsumen yang
kemudian informasi tersebut diterjemahkan kedalam bahasa pengembang.
Karakteristik teknik ini merupakan gambaran produk atau jasa yang akan
dikembangkan.
Pada proses penentuan karakteristik teknik ini memberikan kebebasan kepada tim
untuk menyusun analisis mereka pada tingkat karakteristik tertinggi atau terendah
dengan detail melalui pemilihan tingkat hierarki primer, sekunder, tesier. Terdapat
beberapa informasi yang didapat dari technical response, yaitu kebutuhan konsumen terhadap produk atau jasa dan kemampuan atau fungsi produk atau
2.5.4. Matrik Hubungan
Pada matrik ini dikenal dengan matrik prioritas (priorization matrix) yang merupakan bagian terbesar dari matrik dan pekerjaan perancang. Matrik ini
menghubungkan antara kebutuhan dan keinginan konsumen dengan karakteristik
teknik yang menunjukan nilai kepuasan pelanggan. Hubungan relationship ini dinyatakan dalam bentuk simbol didalam matrik dan terdapat empat
kemungkinan, yaitu:
Not Linked/tidak berhubungan (nilai 0)
Hubungan yang terjadi adalah bahwa pada karakteristik teknik ini tidak akan
berpengaruh pada performasi kepuasan konsumen. Performasi kepuasan
konsumen ditentukan oleh pemenuhan kebutuhan yang berkaitan.
• Possibly Linked/lemah (nilai 1)
Hubungan yang terjadi adalah bahwa perubahan yang relatif besar pada
karakteristik teknik ini akan memberikan sedikit perubahan pada peformasi
kepuasan konsumen.
• Moderately Linked/kuat (nilai 3)
Hubungan yang terjadi adalah bahwa perubahan yang relatif besar pada
karakteristik teknik akan memberikan pengaruh yang cukup berarti pada
peformasi kepuasan konsumen.
• Strongly Linked/sangat kuat (nilai 9)
Hubungan yang terjadi adalah bahwa perubahan yang relatif kecil pada
karakteristik teknik akan memberikan pengaruh yang besar pada peformasi
kepuasan konsumen.
2.5.4. Matrik Arah Perbaikan
Nilai target memperlihatkan teknik yang diperlihatkan secara fisik. Nilai target ini
adalah sebuah keluaran dari QFD yang merupakan rangkaian keseluruhan proses
untuk memperoleh berbagai informasi, struktur, dan bentuk tingkatan
pengembangan desain produk atau jasa yang melibatkan berbagai fungsi yang
Informasi dari nilai target ini menyatakan kepada pengembangan (developers),
tentang karakteristik teknis apa saja yang akan menjadi penggerak bagi kepuasan
konsumen.
2.5.5. Banchmarking
Benchmarking merupakan salah satu alat (tools) peningkatan kualitas. Terdapat beberapa istilah atau pengertian Benchmarking didefinisikan sebagai suatu standar atau titik referensi dimana item dapat diukur atau dinilai.
Benchmarking didefinisikan sebagai sebuah cara sisternatis untuk mengidentifikasikan, memahami dan secara kreatif menciptakan pengembangan
produk, jasa, desain, peralatan, proses dan diterapkan untuk meningkatkan
peformasi suatu organisasi. Benchmarking adalah kegiatan yang tergabung dalam aktivitas fungsi perusahaan kompetitor dan non kompetitor dalam usaha proses
dan produk perusahaan.
Benchmarking dalam arti formil adalah suatu proses berkelanjutan (kontinyu) dalam mengukur produk, jasa dan dilakukan untuk menghadapi atau melawan
kompetitor yang kuat atau perusahaan yang terkenal sebagai industri leader.
Adapun melakukan benchmarking adalah melihat proses yang digunakan oleh perusahaan lain dan mempelajarinya untuk meningkatkan proses menuju ke arah
pandangan daya saing dan daya mutu yang lebih baik. Dalam proses peningkatan
kualitas harus mempertimbangkan pesaing (kompetitor), peformasi produk, dan kepuasan pelanggan (customer sastifiction). Melalui proses Benchmarking ini diharapkan memperoleh hasil dengan daya saing tinggi, produktivitas tinggi,
biaya rendah, memuaskan pelanggan dan dapat meningkatkan keuntungan bagi
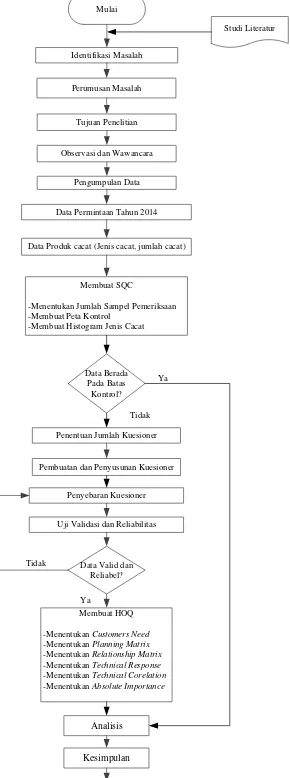
30 3.1. Flowchart Pemecahan Masalah
Alur proses penelitian dapat dilihat pada gambar 3.1. dibawah ini. Penyajian
secara sistematis dibuat agar masalah yang dikaji pada penelitian beserta
peniliaiannya dapat dimengerti dengan baik
Mulai
Identifikasi Masalah
Perumusan Masalah
Tujuan Penelitian
Pengumpulan Data
Penentuan Jumlah Kuesioner
Pembuatan dan Penyusunan Kuesioner
Penyebaran Kuesioner
Uji Validasi dan Reliabilitas
Data Valid dan Reliabel?
Membuat HOQ -Menentukan Customers Need -Menentukan Planning Matrix -Menentukan Relationship Matrix -Menentukan Technical Response -Menentukan Technical Corelation -Menentukan Absolute Importance Data Permintaan Tahun 2014
Data Produk cacat (Jenis cacat, jumlah cacat)
Membuat SQC -Menentukan Jumlah Sampel Pemeriksaan -Membuat Peta Kontrol -Membuat Histogram Jenis Cacat
Kesimpulan Selesai Analisis
Ya Tidak
Observasi dan Wawancara
Studi Literatur
Data Berada Pada Batas
Kontrol?
Tidak Ya
[image:31.595.265.410.298.687.2]3.2. Langkah-langkah Pemecahan Masalah 3.2.1. Studi Literatur dan Studi Lapangan
Studi literatur berupa konsep dan metode yang dilakukan dengan tujuan untuk
mendapatkan landasan pemikiran yang mendukung serta menunjang penelitian
ini. Tahapan ini dilakukan dengan mencari, membaca dan mempelajari
literatur-literatur yang berhubungan dengan masalah yang dibahas dalam penelitian.
Studi lapangan merupakan tahap awal penelitian yaitu dengan melakukan
wawancara dan survei langsung ke lapangan untuk mengetahui permasalahan
yang akan dijadikan sebagai bahan penelitian.
3.2.2. Identifikasi Masalah
Identifikasi masalah merupakan tahapan dimana keadaan yang terjadi dirumuskan
secara sistematik berdasarkan hasil studi literatur. Pokok permasalahan dalam
penelitian ini yaitu bagaimana cara memperbaiki produk cacat berdasarkan suara
konsumen dan mengurangi jumlah produk cacat.
3.2.3. Perumusan Masalah
Pada tahap ini masalah yang sudah terindentifikasi dirumuskan menjadi poin-poin
pokok untuk dicari dan diteliti sehingga ditemukannya solusi dari hal tersebut.
3.2.4. Tujuan Penelitian
Tujuan pada penelitian ini adalah menghasilkan usulan perbaikan kualitas sepatu.
Data yang diambil dari perusahaan maupun pelanggan sangat mempengaruhi
penelitian ini, dengan banyaknya data maka perlu adanya pembatas, sehingga
tujuan dari penelitian mudah untuk dicapai
3.2.5. Observasi dan Wawancara
Observasi dilakuan untuk mengetahui secara langsung kondisi lapangan, agar
ada. Agar lebih sesuai kegiatan wawancara sangat mendukung dengan observasi,
sehingga asumsi awal dari seorang peneliti berkesinambungan dengan kondisi
lapangan.
3.2.6. Pengumpulan Data
3.2.6.1. Data Permintaan Sepatu Tahun 2014
Pada tahap ini peneliti mengambil data permintaan dari devisi PPIC (Planning Production Inventori and Controling). Data yang diambil berdasarkan jenis sepatu yang akan diteliti, yaitu sepatu Jasmine untuk child, Philip untuk junior, Pompeii untuk women dan Carter untuk men tahun 2014.
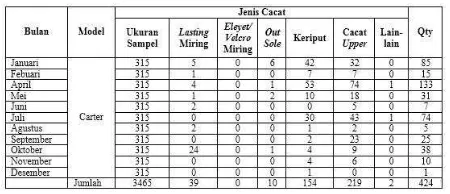
3.2.6.2. Data Produk Cacat
Dalam menunjang SQC peneliti mengambil data produk cacat sepatu. Dalam hal
ini selain data jumlah cacat, peneliti mengambil data mengenai jenis cacat yaitu
lasting miring, out sole, eyelet miring, dan lain-lain. Sehingga dalam pengolahan data untuk produk cacat dapat diketahui secara rinci dan detail mengenai jumlah
dan jenis cacat yang dominan.
3.2.6.3. Membuat Statistical Quality Control
Pada tahap ini data yang data sudah diambil, diolah berdasarkan metode yang
digunakan. Dalam tahap pertama, data yang diperoleh dipisah berdasarkan model
dan jenis sepatu, baik itu jumlah cacat maupun jumlah cacat berdasarkan jenis
cacatnya. Setelah dipisah maka langkah selanjutnya yaitu membuat peta kendali,
apabila terdapat data yang keluar dari batas kendali, Setelah membuat peta kontol,
maka tahap selanjutnya ialah membuat histogram. Apabila data berada pada batas
kontrol tahapan yang dilakukan selanjutnya adalah ke tahap analisis, dan apabila
diluar batas kendali lakukan tahap selanjutnya yaitu mentukan jumlah dan
3.2.6.4. Penentuan Jumlah Sampel
Berdasarkan hasil wawancara dengan pihak operator yang melayani pelanggan di
Factory Outlet diperusahaan, maka ditentukanlah jumlah populasi sebanyak 100 orang, sehingga untuk penyebaran kuesioner apabila kita memilih tingkat
kepercayaan sebersar 5% pada tabel kirce maka jumlah responden atau sampel
yaitu sebanyak 78 orang.
3.2.6.5. Pembuatan Kuesioner
Pada tahap pembuatan kuesioner peneliti melakukan studi literatur dan wawancara
kepada pihak perusahaan agar sesuai dengan apa yang diharapkan peneliti dan
masuk kedalam tujuan penelitian.
3.2.6.6. Penyebaran Kuesioner
Penyebaran kuesioner dilakukan di factory outlet perusahaan, dengan teknis
peneliti memberikan langsung kuesioner kepada konsumen yang ada, agar dalam
pengisian kuesioner responden tidak mengalami kebingungan dalam pengisian.
Selain itu peneliti memastikan jumlah kuesioner yang disebarkan itu sesuai
jumlah yang ditetapkan dan tidak mengalami banyak kesalahan dalam
pengisiannya.
3.2.6.7. Uji Validasi dan Reliabilitas
Setelah data yang diperoleh dari kuesioner terkumpul peneliti melakukan uji
validasi dan reliabilitas. Pada tahap ini peneliti menggunakan softwere SPSS 2.0 dalam melakukan uji validasi dan reliabilitas, sehingga waktu untuk pengujian
relatif sebentar. Uji validasi bertujuan untuk menguji apakah setiap pertanyaan
yang ada di kuesioner saling berkesinambungan atau tidak, sedangkan untuk uji
reliabilitas bertujuan untuk mengetahui keandalan kuesioner yang dibuat. Namun
apabila masih terdapat keterangan belum valid makan perlu dilakukan pembuatan
3.2.6.8. Membuat House Of Quality
Setelah pengujian kuesioner mendapatkan hasil valid, maka tahap selanjunya
adalah melakukan pembuatan HOQ, dengan tahapan sebagai berikut:
a. Menentukan Customers Needs
b. Menentukan Planning Matrix c. Menentukan Relationship Matrix
d. Menentukan Technical Response
e. Menentukan Technical Corelation
f. Menentukan Absolute Importance
3.2.7. Analisis
Pada tahap ini peneliti melakukan analisis mengenai apa yang telah diolah secara
rinci, baik itu dari jumlah cacat yang maupun model sepatu. Selain daripada itu
dalam tahap ini peneliti memberikan usulan perbaikan kepada perusahaan terkait
pengembangan produk maupun pegurangan jumlah cacat
3.2.8. Kesimpulan
Dalam tahap ini peneliti menyimpulkan mengenai penelitian yang sudah
dilakukan, apakah sudah memenuhui tujuan awal penelitian atau belum, atau
perlukah dilakukan penelitian lanjutan untuk mendapatkan informasi yang lebih
banyak sehingga dari penelitian lanjutan itu dijadikan acuan dalam metode
TUGAS AKHIR
Karya tulis disusun sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik
Program Studi Teknik Industri
Oleh:
Denden Chaerul FH NIM: 10311018
PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK DAN ILMU KOMPUTER
UNIVERSITAS KOMPUTER INDONESIA BANDUNG
86 6.1. Kesimpulan
6.1.1. Sepatu Jasmine
Sepatu jasmine memiliki unit cacat yang terdiri dari jenis cacat lasting miring sebanyak 358, Outsole berjumlah 4 unit, keriput sebanyak 29 unit, cacat upper sebanyak 55 unit dan lain-lain sebanyak 6 unit. Total cacat sepatu jasmine tahun
2014 = 452 buah
Aspek penting yang dibutuhkan pelanggan atau responden:
Daya tahan sepatu (47,44%)
Kenyamanan sepatu (47,44%)
Aksesoris sepatu (35,90%)
Tidak ada robekan pada sepatu (44,87%)
Lubang tali sepatu tidak mudah rusak (52,56%)
Jahitan benang sepatu rapih (47,44%)
Daya rekat lem pada sepatu baik (53,85%)
Alas sepatu tidak licin (44,87%)
Aspek yang harus diperbaiki berdasarkan penilaian dan absolute importance
responden dengan nilai 84 adalah sebagai berikut:
Daya tahan sepatu
Tidak ada robekan pada sepatu
Lubang tali sepatu
Daya rekat lem pada sepatu
6.1.2. Sepatu Philip
Sepatu philip memiliki unit cacat yang terdiri dari jenis cacat lasting miring sebanyak 948, Eleyet/Verlcro miring sebanyak 6 unit, Outsole berjumlah 6 unit, keriput sebanyak 10 unit, cacat upper sebanyak 153 unit dan lain-lain sebanyak 6
unit. Total cacat sepatu philip tahun 2014= 1133 buah
Aspek penting yang dibutuhkan pelanggan atau responden:
Daya tahan sepatu (58,97%)
Kenyamanan sepatu (52,56%)
Aksesoris sepatu (48,72%)
Tidak ada robekan pada sepatu (58,97%)
Lubang tali sepatu tidak mudah rusak (38,46%)
Jahitan benang rapih (38,46%)
Daya rekat lem pada sepatu (65,38%)
Alas sepatu tidak licin (56,41%)
Aspek yang harus diperbaiki berdasarkan penilaian dan absolute importance
responden dengan nilai 87 adalah sebagai berikut :
Daya tahan sepatu
Tidak ada robekan pada sepatu
Lubang tali sepatu tidak mudah rusak
Daya rekat lem pada sepatu
Alas sepatu tidak licin
6.1.3. Sepatu Pompeii
Sepatu pompeii memiliki unit cacat yang terdiri dari jenis cacat lasting miring sebanyak 79, Outsole berjumlah 5 unit, keriput sebanyak 9 unit, cacat upper sebanyak 82 unit dan lain-lain sebanyak 16 unit. Total cacat sepatu pompeii tahun
Aspek penting yang dibutuhkan pelanggan atau responden:
Daya tahan sepatu (52,52%)
Kenyamanan sepatu (57,69%)
Aksesoris sepatu (37,18%)
Tidak ada robekan pada sepatu (60,26%)
Lubang tali sepatu tidak mudah rusak (44,87%)
Jahitan benang rapih (58,97%)
Daya rekat lem pada sepatu (64,10%)
Alas sepatu tidak licin (39,74%)
Aspek yang harus diperbaiki berdasarkan penilaian dan absolute importance
responden dengan nilai 78 adalah sebagai berikut:
Daya tahan sepatu
Tidak ada robekan pada sepatu
Lubang tali sepatu tidak mudah rusak
Jahitan benang sepatu rapih
Daya rekat lem pada sepatu
Outsole (alas) sepatu tidak licin
6.1.4. Sepatu Carter
Sepatu pompeii memiliki unit cacat yang terdiri dari jenis cacat lasting miring sebanyak 39, Outsole berjumlah 10 unit, keriput sebanyak 154 unit, cacat upper
sebanyak 219 unit dan lain-lain sebanyak 2 unit. Total cacat sepatu carter tahun
2014= 424 buah
Aspek penting yang dibutuhkan pelanggan atau responden:
Daya tahan sepatu (66,67%)
Kenyamanan sepatu (56,41%)
Aksesoris sepatu (42,31%)
Lubang tali sepatu tidak mudah rusak (39,74%)
Jahitan benang rapih (51,28%)
Daya rekat lem pada sepatu (62,82%)
Alas sepatu tidak licin (56,41%)
Aspek yang harus diperbaiki berdasarkan penilaian dan absolute importance
responden dengan nilai 87 adalah sebagai berikut:
Daya tahan sepatu
Tidak ada robekan pada sepatu
Lubang tali sepatu tidak mudah rusak
Daya rekat lem pada sepatu
Alas kaki tidak licin
6.2. Saran
Dalam hal ini peneliti menyarankan bahwa perusahaan harus melakukan
perbaikan berdasarkan data survei, sehingga pada saat perbaikan aspek yang harus
diubah atau diperbaiki menjadi spesifik. Karena dengan adanya perbaikan yang
spesifik perusahaan tidak harus menyediakan dana lebih untuk melakukan
perbaikan keseluruhan yang nyatanya menghasilkan kualitas produk yang cacat
juga. Selain daripada itu peneliti menyarankan agar melakukan pelatihan yang
baik kepada karyawan sehingga tidak melakukan kesalahan dalam proses
produksi, percuma saja apabila sebuah sistem produski sudah bagus, namun
operatornya tidak terlatih, hal tersebut sama saja tidak mempengaruhi kepada
pengurangan jumlah unit cacat, bahkan bertambah. Studi banding dengan
perusahaan lain atau mengikuti seminar tentang pengendalian kualitas bisa
memberikan inspirasi dalam perbaikan sistem produksi guna mengurangi jumlah
vii
Lembar Pernyataan ii
Abstrak iii
Lembar Peruntukan iv
Kata Pengantar v
Daftar Isi vii
Daftar Tabel xiii
Daftar Gambar xv
Daftar Lampiran xvii
Bab 1 Pendahuluan ...1 1.1. Latar Belakang Masalah ... 1
1.2. Identifikasi Masalah ... 2
1.3. Tujuan Penelitian ... 2
1.4. Asumsi ... 3
1.5. Pembatasan Masalah ... 3
1.6. Sistematika Penulisan ... 3
Bab 2 Tinjauan Pustakan ...5 2.1. Definisi Statistik ... 5
2.2. Pengertian Pengendalian Kualitas Statistik ... 7
2.2.1 Pengertian Pengendalian Kualitas Proses Statistik Data Atribut ... 13
2.2.2. Peta Pengendali Proporsi Kesalahan (p-chart) dan Banyaknya
Kesalahan (np-chart dalam Sampel) ... 14
2.2.3. Tujuh Alat Dasar Kualitas ... 16
2.2.4. Pengertian Kualitas Produk dan Produk Cacat ... 18
2.3. Pengujian Statistik Alat Ukur ... 19
2.3.1.Metode Pengujian Kuesioner ... 19
viii
2.5.1. Matrik Kebutuhan Pelanggan (Customers Need Matrix) ... 26
2.5.2.Matrik Perencanaan (Planning Matrix) ... 26
2.5.3.Matrik Karakteristik Teknik (Technical Response Matrix) ... 27
2.5.4. Matrik Hubungan ... 27
2.5.4. Matrik Arah Perbaikan ... 28
2.5.5. Banchmarking ... 28
Bab 3 Kerangka Pemecahan Masalah...30 3.1. Flowchart Pemecahan Masalah ... 31
3.2. Langkah-langkah Pemecahan Masalah ... 31
3.2.1. Studi Literatur dan Studi Lapangan ... 31
3.2.2. Identifikasi Masalah ... 31
3.2.3. Perumusan Masalah ... 31
3.2.4. Tujuan Penelitian ... 31
3.2.5. Observasi dan Wawancara ... 31
3.2.6. Pengumpulan Data... 32
3.2.6.1. Data Permintaan Sepatu Tahun 2014 ... 32
3.2.6.2. Data Produk Cacat ... 32
3.2.6.3. Membuat Statistical Quality Control ... 32
3.2.6.4. Penentuan Jumlah Sampel ... 33
3.2.6.5. Pembuatan Kuesioner... 33
3.2.6.6. Penyebaran Kuesioner ... 33
3.2.6.7. Uji Validitas dan Reliabilitas ... 33
3.2.6.8. Membuat House Of Quality ... 34
3.2.7. Analisis ... 34
ix
4.1.2. Data Permintaan Sepatu Tomkins 2014 ... 37
4.1.3. Data Produk Cacat Sepatu ... 38
4.1.3.1. Data Produk Cacat Sepatu Jasmine ... 39
4.1.3.2. Data Produk Cacat Sepatu Philip ... 39
4.1.3.3. Data Produk Cacat Sepatu Pompeii ... 40
4.1.3.4. Data Produk Cacat Sepatu Carter ... 40
4.2. Pengolahan Data ... 41
4.2.1. Menghitung Bagan Kendali ... 41
4.2.1.1. Menghitung Bagan Kendali Sepatu Jasmine ... 41
4.2.1.2. Menghitung Bagan Kendali Sepatu Philip ... 42
4.2.1.3. Menghitung Bagan Kendali Sepatu Pompeii ... 42
4.2.1.4. Menghitung Bagan Kendali Sepatu Carter ... 43
4.2.2. Membuat Diagram Pareto Berdasarkan Jumlah dan Jenis Cacat ... 44
4.2.3. Pengolahan data Menggunakan HOQ ... 44
4.2.3.1. Penentuan Jumlah Sampel Kuesioner ... 44
4.2.3.2. Pembuatan Kuesioner dan Penyusunan Kuesioner ... 45
4.2.3.3. Penyebaran Kuesioner ... 46
4.2.4. Uji Validasi dan UjiReliabilitas ... 46
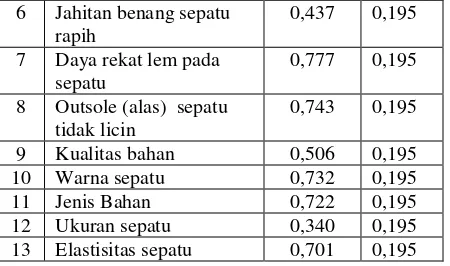
4.2.4.1. Uji Validitas ... 46
4.2.4.2. Uji Reabilitas ... 49
4.2.5. Membuat House Of Quality (HOQ) ... 49
4.2.5.1. Menentukan Kebutuhan dan Keinginan Pelanggan ... 49
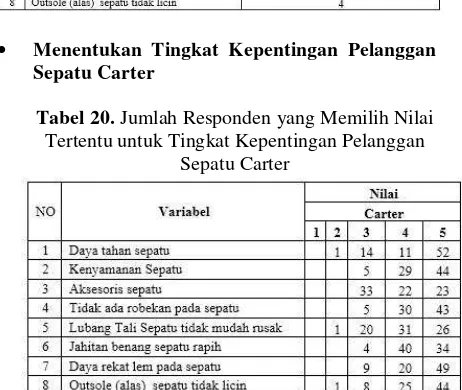
4.2.5.1.1. Menentukan Tingkat Kepentingan Pelanggan Sepatu
Jasmine ... 50
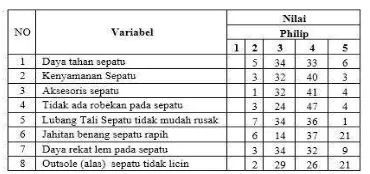
4.2.5.1.2. Menentukan Tingkat Kepentingan Pelanggan Sepatu
Philip ... 52
4.2.5.1.3. Menentukan Tingkat Kepentingan Pelanggan Sepatu
x
4.2.5.2.1. Membuat Planning Matrik Sepatu Jasmine ... 56
4.2.5.2.2. Membuat Planning Matrik Sepatu Philip ... 58
4.2.5.2.3. Membuat Planning Matrik Sepatu Pompeii ... 60
4.2.5.2.4. Membuat Planning Matrik Sepatu Carter... 62
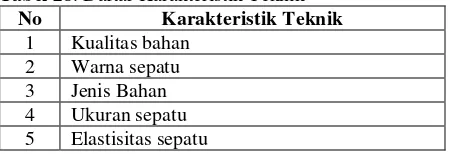
4.2.5.3. Menentukan Karakteristik Teknik (Technical Response) ... 63
4.2.5.4. Membentuk Matrik Hubungan (Relationship Matrik) ... 64
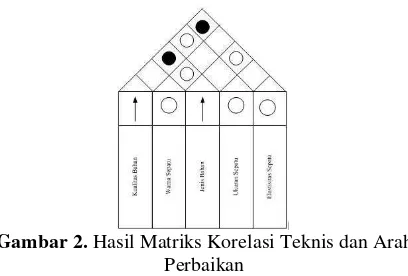
4.2.5.5. Membentuk Matrik Hubungan Karakteristik Teknik (Technical Correlation Matrix)... 65
4.2.5.6. Menentapkan Target (Absolute Importance) ... 67
4.2.5.6.1. Menentapkan Target (Absolute Importance) Sepatu Jasmine
... 68
4.2.5.6.2. Menentapkan Target (Absolute Importance) Sepatu Philip 68
4.2.5.6.3. Menentapkan Target (Absolute Importance) Sepatu Pompeii
... 69
4.2.5.6.4. Menentapkan Target (Absolute Importance) Sepatu Carter
... 69
4.2.5.7. House Of Quality ... 70 4.2.5.7.1. HouseOf Quality Sepatu Jasmine ... 70
4.2.5.7.2. House Of Quality Sepatu Philip ... 71
4.2.5.7.3. House Of Quality Sepatu Pompeii ... 72
4.2.5.7.4. House Of Quality Sepatu Carter ... 73
Bab 5 Analisis...74 5.1.Analisis Statistical Quality Control (SQC) ... 74
5.1.1. Analisis Jenis Cacat ... 74
5.1.1.1. Analisis Jenis Cacat Sepatu Jasmine ... 74
5.1.1.2. Analisis Jenis Cacat Sepatu Philip ... 74
xi
5.1.2.2. Peta Kontrol Sepatu Philip ... 75
5.1.2.3. Peta Kontrol Sepatu Pompeii ... 75
5.1.2.4. Peta Kontrol Sepatu Carter ... 75
5.1.3. Analisis Histogram Jenis Cacat ... 76
5.2. Analisis Uji Kuesioner ... 76
5.3. Analisis House Of Quality (HOQ) ... 77
5.3.1. Matrik Kepentingan ... 77
5.3.1.1. Matrik Kepentingan Pelanggan Sepatu Jasmine ... 77
5.3.1.2. Matrik Kepentingan Pelanggan Sepatu Philip ... 77
5.3.1.3. Matrik Kepentingan Pelanggan Sepatu Pompeii ... 78
5.3.1.4. Matrik Kepentingan Pelanggan Sepatu Carter ... 78
5.3.2. Planning Matrik ... 78
5.3.2.1. Planning Matrik Sepatu Jasmine ... 78
5.3.2.2. Planning Matrik Sepatu Philip ... 79
5.3.2.3. Planning Matrik Sepatu Pompeii ... 79
5.3.2.4. Planning Matrik Sepatu Carter... 79
5.3.3. Karekteristik Teknik (Technical Response) ... 79
5.3.4. Matrik Hubungan Karakteristik Teknik (Technical Correlation Matrix) ... 81
5.3.5. Target (Absolute Importance) ... 82
5.3.5.1. Target (Absolute Importance) Sepatu Jasmine ... 82
5.3.5.2. Target (Absolute Importance) Sepatu Philip ... 82
5.3.5.3. Target (Absolute Importance) Sepatu Pompeii ... 82
5.3.5.4. Target (Absolute Importance) Sepatu Carter ... 83
5.4. Usulan Perbaikan ... 83
5.4.1. Sepatu Jasmine ... 83
5.4.2. Sepatu Philip ... 83
xii
6.1. Kesimpulan ... 86
6.1.1. Sepatu Jasmine ... 86
6.1.2. Sepatu Philip ... 87
6.1.3. Sepatu Pom