Tugas Akhir 23 Assembling
Pengujian prestasi
Mesin Wire Drawing
Selesai Kesimpulan Pemilihan Load Cell
Kriteria Disain Mulai
Proses Modifikasi
BAB III
MODIFIKASI MESIN
WIRE DRAWING
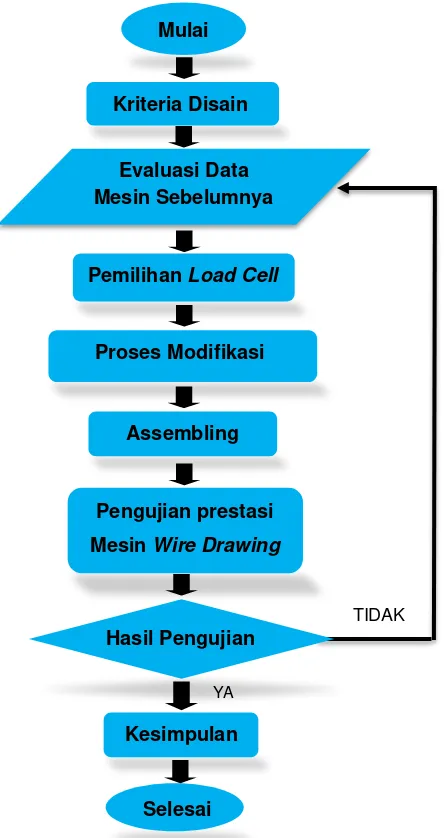
3.1 Diagram Alir Proses Modifikasi
Berikut ini diagram alir untuk proses modifikasi mesin wire
drawing.
Gambar 3.1 Diagram alir proses modifikasi mesin wire drawing.
YA
TIDAK Hasil Pengujian
Tugas Akhir 24 3.2 Kriteria Disain
Sebelum melakukan proses modifikasi mesin wire drawing,
perlu adanya kriteria disain terlebih dahulu. Kriteria disain dalam
modifikasi mesin wire drawing pada laboratorium teknik produksi ialah:
a) Gaya maksimum penarikan material tembaga dengan nilai
koefisien pengerasan regangan K = 320 MPa, n = 0,54.
b) Arah gaya penarikan mesin wire drawing.
c) Kapasitas beban maksimum load cell.
d) Proses assembling.
Setelah keempat kriteria diatas telah didapat, maka langkah
proses modifikasi mesin wire drawing dapat dilakukan.
3.3 Evaluasi Mesin Wire Drawing Sebelum Dimodifikasi
3.3.1 Instalasi mesin wire drawing
Sebelum melakukan modifikasi, terlebih dahulu harus
mengetahui sketsa gambar instalasi mesin wire drawing serta
bagian-bagian pada mesin wire drawing tersebut. Dibawah ini
adalah gambar sektsa instalasi mesin wire drawing sebelum
dimodifikasi.
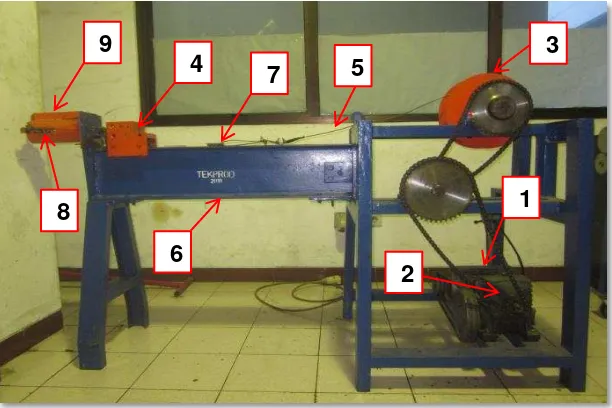
Gambar 3.2 Instalasi mesin wire drawing.
9
6 8
5
4 7
2
Tugas Akhir 25 Pada (gambar 3.2), diatas terdapat beberapa bagian-bagian
utama dari mesin wire drawing yaitu diantaranya:
1. Motor listrik
7. Jaw (penjepit kawat tembaga)
8. Pegas
9. Mistar
3.3.2 Spesifikasi mesin wire drawing
Setelah mengetahui instalasi mesin wire drawing, maka
spesifikasi mesin wire drawing dapat diketahui. Dibawah ini adalah
spesifikasi mesin wire drawing sebelum dimodifikasi:
a) Daya Motor : 1,5 Hp
b) Putaran motor : 910 rpm
c) Diameter sling baja : 4 mm
d) Beban patah minimum : 9290 N
3.3.3 Hasil pengujian
Setelah mengetahui spesifikasi mesin wire drawing,
selanjutnya adalah mengetahui prosedur pengujian dan data hasil
pengujian mesin wire drawing sebelum dimodifikasi.
a) Prosedur pengujian
Jenis material yang digunakan pada dies ialah material baja
Tugas Akhir 26
Mn, dan 11,5% Cr. Baja tersebut termasuk dalam kriteria
baja karbon rendah.
Gambar 3.3 Dies.
Pengujian dilakukan dengan 2 kali perhitungan, yaitu dengan perhitungan secara teori dan perhitungan
berdasarkan percobaan.
Data hasil perhitungan
Tabel 3.1 Data hasil pengujian mesin wire drawing sebelum dimodifikasi.
Do D1 L0 L1 A0 A1 r ε σ Ft Fk Pt Pk
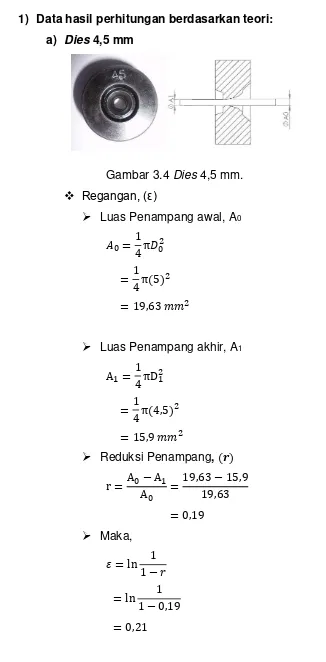
Tugas Akhir 27 1) Data hasil perhitungan berdasarkan teori:
a) Dies 4,5 mm
Gambar 3.4 Dies 4,5 mm.
Regangan, (ε)
Luas Penampang awal, A0
Luas Penampang akhir, A1
Reduksi Penampang,
Maka,
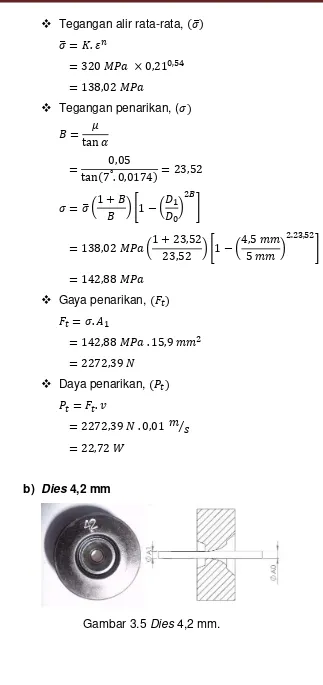
Tugas Akhir 28 Tegangan alir rata-rata, ̅
̅
Tegangan penarikan, (
̅ ( ) [ ( ) ]
( ) [ ( ) ]
Gaya penarikan,
Daya penarikan,
⁄
b) Dies 4,2 mm
Tugas Akhir 29
Regangan, (ε)
Luas Penampang awal, A0
Luas Penampang akhir, A1
Reduksi Penampang,
Maka,
Tegangan alir rata-rata, ( ̅
̅
Tegangan penarikan, (
̅ ( ) [ ( ) ]
Tugas Akhir 30 Gaya penarikan,
Daya penarikan,
⁄
c) Dies 4 mm
Gambar 3.6 Dies 4 mm.
Regangan, (ε)
Luas Penampang awal, A0
Luas Penampang akhir, A1
Reduksi Penampang,
Tugas Akhir 31 Maka,
Tegangan alir rata-rata, ( ̅
̅
Tegangan penarikan, (
̅ ( ) [ ( ) ]
( ) [ ( ) ]
Gaya penarikan,
Daya penarikan, (
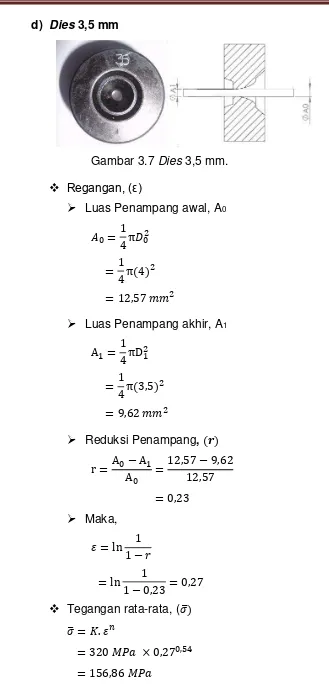
Tugas Akhir 32 d) Dies 3,5 mm
Gambar 3.7 Dies 3,5 mm.
Regangan, (ε)
Luas Penampang awal, A0
Luas Penampang akhir, A1
Reduksi Penampang,
Maka,
Tegangan rata-rata, ( ̅
̅
Tugas Akhir 33 Tegangan penarikan, (
̅ ( ) [ ( ) ]
( ) [ ( ) ]
Gaya penarikan, (
Daya penarikan, (
⁄
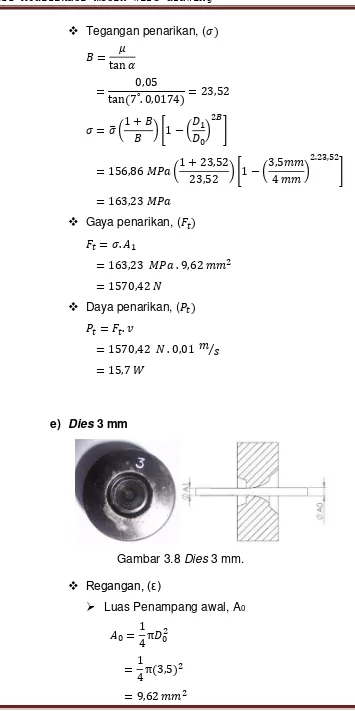
e) Dies 3 mm
Gambar 3.8 Dies 3 mm.
Regangan, (ε)
Luas Penampang awal, A0
Tugas Akhir 34 Luas Penampang akhir, A1
Reduksi Penampang,
Maka,
Tegangan rata-rata, ( ̅
̅
Tegangan penarikan, (
̅ ( ) [ ( ) ]
( ) [ ( ) ]
Gaya penarikan, (
Tugas Akhir 35 Daya penarikan, (
⁄
2) Data hasil perhitungan berdasarkan percobaan:
a) Dies 4,5 mm
Gaya penarikan, (
⁄
Daya penarikan, (
⁄
b) Dies 4,2 mm
Gaya penarikan, (
⁄
Daya penarikan, (
⁄
c) Dies 4 mm
Gaya penarikan, (
Tugas Akhir 36 Daya penarikan, (
⁄
d) Dies 3,5 mm
Gaya penarikan, (
⁄
Daya penarikan, (
⁄
e) Dies 3 mm
Gaya penarikan, (
⁄
Daya penarikan, (
⁄
Dari data pengujian sebelumnya, dapat disimpulkan bahwa
besarnya gaya tarik hasil perhitungan secara teori dan hasil
perhitungan bedasarkan percobaan sangat berbeda jauh,
dikarenakan umur mesin sudah tua yang mengakibatkan
melemahnya nilai konstanta pegas yang terdapat pada tabung
skala ukur. Sehingga perlu adanya modifikasi pada alat ukur
Tugas Akhir 37 3.4 Pemilihan Load Cell
Load cell adalah sebuah tranduser yang digunakan untuk
mengubah gaya menjadi sinyal-sinyal listrik. Didalam sebuah load cell
terdapat strain gage yang akan mengalami deformasi bila load cell
diberi beban. Besarnya deformasi tersebut sebanding dengan
besarnya beban yang diterima oleh load cell. Setelah mengetahui data
hasil perhitungan percobaan, maka load cell dapat dipilih sesuai
dengan dengan gaya tarik maksimum mesin wire drawing pada saat
melakukan pengujian dengan menggunakan spesimen tembaga
(K=320 MPa n=0,54), dengan reduksi maksimum 19%. Sehingga
didapat nilai gaya tarik terbesar adalah: 6.187,5 N, maka load cell
yang digunakan iayalah Load cell type-S PST dengan kapasitas
beban maksimum 10.000 N.
Gambar 3.9 Load celltype-S PST.
3.5 Proses Modifikasi
3.5.1 Alat ukur mesin wire drawing sebelum dimodifikasi.
Sebelum memodifikasi, sebaiknya melakukan pengamatan
terlebih dahulu terhadap alat ukur mesin wire drawing sebelum
dimodifikasi. Dari hasil pengamatan dan data tugas akhir
sebelumnya, alat ukur mesin wire drawing masih menggunakan
pegas dan mistar sebagai skala ukur atau instrument, sehingga
perlu adanya modifikasi, dapat dilihat pada (gambar 3.10)
bagaimana instalasi alat ukur mesin wire drawing sebelum
Tugas Akhir 38 Gambar 3.10 Alat ukur mesin wire drawing sebelum dimodifikasi.
3.5.2 Alat ukur mesin wire drawing setelah dimodifikasi
Setelah mengetahui kontruksi alat ukur mesin wire
drawing dan alat yang digunakan, dengan melihat kelemahan
pada alat ukur mesin wire drawing sebelum dimodifikasi,
terutama pada komponen pegas yang sering mengalami
deformasi elastis, sehingga dapat mengakibatkan melemahnya
nilai konstanta pegas tersebut dan tidak dapat dikalibrasi ulang
kecuali dengan cara menggantinya. Maka penulis mencoba
mengubah alat ukur pada mesin wire drawing dengan
menambahkan load cell, display weighing indicator dan rangka
rumah load cell sebagai alat ukur mesin wire drawing.
Tugas Akhir 39 Pada (gambar 3.11) dapat dilihat alat ukur wire drawing
yang telah dimodifikasi.
3.5.3 Proses pembuatan dan pemilihan
Pada proses modifikasi ada beberapa bagian yang harus
dibuat dengan proses permesinan dan pengelasan, yaitu:
Rangka load cell dan dudukan load cell.
a) Rangka alat ukur
Rangka alat ukur berfungsi sebagai rumah load cell dan
dudukannya, material yang digunakan untuk pembuatan
rangka alat ukur adalah baja ST-37.
Gambar 3.12 Rangka alat ukur.
Untuk pembuatan rangka alat ukur seperti pada gambar
yang telah dirancang (lampiran), melibatkan proses permesinan
dan pengelasan seperti yang terlihat pada tabel dibawah ini.
Tabel 3.2 Proses pembuatan rangka alat ukur.
Nama proses Pembuatan Keterangan
Proses Cutting Memotong benda kerja sesuai dengan dimensi yang telah ditentukan.
Proses Drilling Membuat lubang pada bagian yang telah ditentukan yang berfungsi sebagai lubang baut, sling baja, dan spesimen uji.
9 lubang M8
Tugas Akhir 40 Proses Grinding Menghilangkan terak
sisa pengelasan.
b) Dudukan load cell
Dudukan load cell berfungsi sebagai penghubung load cell
dengan sling baja yang terhubung dengan dies holder,
material yang digunakan untuk pembuatan dudukan load cell
adalah baja ST 37.
Gambar 3.13 Dudukan load cell.
Untuk pembuatan dudukan load cell seperti pada gambar
yang telah dirancang (lampiran), melibatkan proses permesinan
dan pengelasan seperti yang terlihat pada tabel dibawah ini.
Tabel 3.3 Proses pembuatan dudukan load cell.
Nama proses Pembuatan Keterangan
Proses Cutting Memotong benda kerja sesuai dengan dimensi yang telah ditentukan.
Proses Drilling Membuat lubang pada bagian yang telah
Tugas Akhir 41 material batang atau
pelat.
Electroda E6013
Arus pengelasan 100 Ampere. Proses Grinding Menghilangkan terak
sisa pengelasan.
Sedangkan komponen rod end ball joint, load cell dan display
weighing indicator dapat dibeli dengan spesifikasi sesuai
dengan yang dibutuhkan.
c) Rod end ball joint
Rod end ball joint berfungsi sebagai sumbu untuk mengubah
arah dari sudut gaya penarikan, sehingga posisi load cell
dapat menyesuaikan arah gaya penarikan. Rod end ball joint
yang digunakan adalah jenis SA12E, yang ditunjukan pada
(gambar 3.14) dibawah ini.
Gambar 3.14 Rod end ball joint SA12E.
Dibawah ini adalah spesifikasi dari rod end ball joint type
SA12E:
1. Diameter lubang : 12 mm
2. Diameter ulir : M12
3. Lebar : 18 mm
4. Diameter luar : 30 mm
5. Panjang Ulir : 25 mm
6. Jarak pitch : 1,5 mm
7. Beban dinamik : 10.000 N
Tugas Akhir 42 d) Load cell
Load cell yang digunakan ialah type-S PST dengan
kapasitas beban maksimum 10.000 N yang yang mempunyai
dimensi Panjang 70 mm, lebar 70 mm dan tebal 25 mm.
Sehingga proses perakitan antara load cell dengan rangka
alat ukur dan dudukan penarikan dapat dilakukan dengan
baik.
Gambar 3.15 Load celltype-S PST yang telah dipasang
pada rangka alat ukur.
e) Display weighing indicator
Display weighing indicator adalah sebuah alat yang berfungsi
sebagai pengolah sinyal listrik yang dihasilkan oleh load cell
dan dirubah menjadi angka atau sebuah nilai yang dapat
ditampilkan pada display sehingga dapat dibaca
besaraannya.
Tugas Akhir 43
Display weighing indicator yang digunakan adalah Display
weighing indicator type YH-T3 dengan spesifikasi sebagai
berikut:
Tabel 3.4 Spesifikasi display weighing indicator YH-T3.
A/D Conversion Method Tri-Integral
A/D Conversion Speed ≥40 times/sec.
Max A/D Conversion 720,000
Input Signal Range 0mV~10mV
Input Sensitivity ≥1 μV/e
Loadcell Excitation DC 5V; I≤150mA
Max No of Loadcell
Connections 4 at 350Ω
Verified Counts 3000
Max External Counts 30,000
Max Internal Counts 150,000
Division Selection 1 / 2 / 5 / 10 / 20 / 50
Display 6 bits LED, 6 status indicators
Display Range -99990 ~ 99990 (e=10)
Communication Interface
Optional RS232C serial output with selectable baud rate by continuous sending method
Transmission Distance RS232C ≤ 30m
Power Supply AC 187~242V @ 49~51 Hz. Builtin
rechargable lead acid battery 6V/4Ah
3.6 Assembling
Setelah proses pembuatan dan pemilihan selesai, maka
dilakukan proses perakitan (assembling). Urutan proses perakitan
Tugas Akhir 44 Tabel 3.5 Urutan proses perakitan (assembling).
No Proses Gambar Keterangan
end ball joint dengan
rangka alat ukur
Menggunakan 4 buah baut dan mur M8
ISO-4015
3
Perakitan rod end ball joint, load cell, dan dan luar load cell dan rod end ball joint 1,5
mm
5
perakitan rod end ball joint yang telah tepasang pada load cell
Tugas Akhir 45 3.7 Proses kalibrasi
Tujuan kalibrasi load cell adalah untuk mendapatkan nilai
gaya yang akurat pada saat pengukuran beban penarikan.
Gambar 3.17 Diagram alir proses kalibrasi.
Ada beberapa langkah untuk melakukan kalibrasi load cell
menggunakan display weighing indicator, yaitu :
1. Sebelum melakukan kalibrasi, load cell harus dipastikan
dalam kondisi tanpa beban. Ketika load cell brada pada
kondisi tanpa beban dan display weighing indicator
dihidupkan, tombol # ditekan dan ditahan sampai display
menunjukan angka 99999. Apabila display sudah menunjukan
angka 99999 maka tombol # dapat dilepas.
2. Setelah tombol # dilepas, division atau tingkat kenaikan
pembacaan beban yang diinginkan disetting. Division
diseeting dengan cara menekan tombol TARE. Tingkat
kenaikan pembacaan beban (division) dipilih 1. Setelah tingkat
kenaikan pembacaan beban (division) dipilih 1, tombol #
ditekan.
3. Setelah tombol # ditekan, decimal point atau jumlah digit
Tugas Akhir 46 tombol TARE, selanjutnya decimal point dipilih 0. Setelah
decimal point dipilih 0, tombol # ditekan.
4. Setelah tombol # ditekan, langkah selanjutnya adalah
mensetting full load atau beban maksimum yang diinginkan.
Full load disetting dengan cara menekan tombol TARE untuk
memilih digit bit. Setelah digit bit dipilih, tombol ZERRO
ditekan untuk menentukan nilai digit. Nilai digit yang
dimasukan sebesar 1000 kg. Apabila nilai digit telah diset
1000 kg, tombol # ditekan.
5. Setelah tombol # ditekan, langkah selanjutnya adalah kalibrasi
nol. kalibrasi nol adalah kalibrasi load cell pada saat load cell
tidak diberi beban. Indikator yang menyatakan bahwa load cell
sudah dipastikan dalam kondisi tanpa beban adalah lampu
indikator STABLE. Jika lampu indikator STABLE sudah
menyala konstan maka tombol # ditekan.
6. Setelah tombol # ditekan, langkah selanjutnya adalah kalibrasi
load cell berbeban. Kalibrasi load cell berbeban dilakukan
dengan cara load cell diberi beban dengan berat tertentu atau
nilai beban yang telah dikatahui besarannya. Setelah load cell
diberi beban, tombol TARE ditekan untuk mengatur digit bit.
Apabila digit bit sudah diatur, tombol ZERRO ditekan untuk
mensetting nilai digit. Nilai digit yang disetting disesuaikan
dengan beban yang diberikan pada load cell. Indikator yang
menyatakan bahwa load cell telah diberi beban adalah lampu
indikator STABLE sudah menyala konstan maka tombol #
ditekan.
7. Setelah tombol # ditekan, langkah selanjutnya adalah
menyimpan settingan kalibrasi. Settingan kalibrasi disimpan
dengan cara menekan switch yang ada dibagian belakang