ABSTRAK
ANALISA NILAI KEKASARAN PERMUKAAN PADUAN MAGNESIUM AZ31 YANG DIBUBUT MENGGUNAKAN PAHAT POTONG BERPUTAR
Oleh
AHMAD RAMA DONI
Magnesium merupakan salah satu bahan yang banyak digunakan pada komponen otomotif karena memiliki sifat yang ringan dibandingkan besi cor dan baja yang relatif berat. Selain itu magnesium memiliki kelebihan karakteristik pemotongan yang sangat baik dan menguntungkan. Meskipun demikian magnesium juga dikenal sebagai bahan logam yang mudah terbakar karena mamiliki titik nyala yang rendah. Sehingga pada proses pemesinan magnesium cairan pendingin sangat dibutuhkan untuk menurunkan suhu pemotongan, namun seiring berkembangnya zaman penggunaan cairan pendingin mulai untuk diminimalisir karena berakibat pada pencemaran lingkungan. Salah satu metode penurunan suhu pemotongan pada proses pemesinan magnesium adalah dengan menggunakan pahat potong berputar. Di mana pahat akan mengalami pndinginan selama periode putaran tanpa pemotongan. Selain aspek suhu, nilai kekasaran permukaan juga harus diperhatikan. Sebab nilai kekasaran permukaan adalah salah satu karakteristik kualitas kritis yang penting pada proses pemesinan. Hasil pengujian nilai kekasaran material magnesium AZ31 pada parameter kecepatan benda kerja (Vw) 25,50,120,160,200 m/min, kecepatan potong pahat putar (Vt) 25,50,75 m/min, gerak makan (f) 0,05 dan 0,1 mm/rev, serta kedalaman potong 0,2 mm menggunakan insert (pahat) berdiameter 16 dan 20 mm dengan pengukuran nilai kekasaran menggunkan surface tester didapat nilai kekasaran minimum 0,62 µm pada penggunaan insert 16 mm dan nilai kekasaran maksimum 2,86 µm pada penggunaan insert 20 mm. Hal tersebut menunjukkan bahwa semakin besar diameter insert yang digunakan pada penelitian ini maka nilai kekasaran yang dihasilkan akan semakin tinggi. Hasil lain juga menunjukkan pengaruh dari setiap variasi parameter yang digunakan. Semakin tinggi gerak makan maka nilai kekasaran akan semakin tinggi, semakin tinggi kecepatan potong pahat putar maka nilai kekasaran akan semakin rendah, pada penggunaan insert 16 mm semakin tinggi kecepatan putar benda kerja maka nilai kekasaran yang dihasilkan akan semakin rendah namun pada penggunaan insert 20 mm justru didapat hasil yang sebaliknya.
ABSTRACT
THE ANALYSIS OF SURFACE ROUGHNESS VALUE OF MAGNESIUM AZ31 THAT IS TURNING USING ROTARY CUTTING TOOL
By
AHMAD RAMA DONI
Magnesium is one of the materials which are widely used in automotive component because it is lighter than cast iron and steel. How ever, magnesium has the excellences of good and profitable cutting characteristics. Nevertheless, magnesium is also known as a combustible metal since it has a low flash point. Thus, in the magnesium machining process, cooling fluid is very needed to lower cutting temperature, but over the times, the use of cooling fluid has been minimized due to the environmental pollution. One of the lowering methods in magnesium machining process is by using lathe in which the tool will be cooling during rotating period without drilling. Besides the aspect of temperature, surface roughness value must also be considered. It is because the surface roughness value is one of the important critical quality characteristics in the machining process. The testing results of the material roughness values of magnesium AZ31 are: work piece speed parameter (Vw) 25,50,120,160,200 m/min, cutting speed (Vt) 25,50,75 m/min, motion meal (f) 0.05 and 0.1 mm/rev, and the depth of cut 0.2 mm by using insert (chisel) of 16 and 20 mm in diameter with the measurement of roughness value by using a surface tester obtained the minimum roughness value of 0.62 µm in the use of insert 16 mm and maximum roughness value of 2, 86 µ m in the use of insert 20 mm. Those show that the larger the diameter of the insert used in this research, the higher the roughness value produced. The other result also shows the influence of every parameter variation which is used. The higher the motion meal, the higher the value of roughness, the higher the cutting speed of lathe, the lower the value of the roughness. In the use of insert 16 mm, the higher the rotational speed of the work piece, the lower the value of the roughness produced, but in the use of insert 20 mm, it is obtained the opposite result.
ANALISA NILAI KEKASARAN PERMUKAAN PADUAN MAGNESIUM AZ31 YANG DIBUBUT MENGGUNAKAN PAHAT POTONG BERPUTAR
Oleh
AHMAD RAMA DONI
Skripsi
Sebagai Salah Satu Syarat Untuk Mencapai Gelar SARJANA TEKNIK
Pada
Jurusan Teknik Mesin
Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
viii RIWAYAT HIDUP
Penulis dilahirkan di Tanjung Karang Bandar Lampung pada tangga 03 Maret 1993, sebagai anak ke empat dari lima bersaudara
pasangan Bapak Ketut Nyandra dan Ibu Miskawati. Penulis menyelsaikan pendidikan Sekolah Dasar di SD Negeri 1 Kalibalau Kencana pada tahun 2004, pendidikan Sekolah Menengah Pertama
di SMP Negeri 12 Bandar Lampung pada tahun 2007 dan Pendidikan Sekolah Menengah Kejuruan di SMK 2 Mei Bandar Lampung pada tahun 2010. Semasa sekolah penulis
memiliki pengalaman praktek kerja langsung di PT. SUMBERSARANA MULTI TEKNIK Bandar Lampung.
Pada tahun 2010 penulis terdaftar sebagai Mahasiswa Teknik Mesin Fakultas Teknik
Universitas Lampung melalui jalur ujian Seleksi Nasional Masuk Perguruan Tinggi Negeri (SNMPTN). Selama menjadi mahasiswa, penulis aktif dalam organisasi internal kampus,
yaitu sebagai pengurus Himpunan Mahasiswa Teknik Mesin (HIMATEM) sebagai kepala Divisi Advokasi priode 2012-1013. Kemudian pada bidang akademik, penulis pernah
viii Dalam kesehariannya, penulis juga menjalankan usaha keluarga yang didirikan sejak Tahun
2005 yaitu CV. RAMA TEKNIK yang bergerak dibidang pekerjaan Machining Industry dan Umum, Civil dan Kontruksi, Desain Gambar, Perencanaan, Survey dan Pemetaan.
Pada tahun 2013, penulis melaksanakan kerja praktek di PT. LAMBANG JAYA Lampung Selatan. Dan pada tahun 2014 penulis melakukan penlitian pada bidang kensentrasi Produksi sebagai tugas akhir dengan judul “ Analisa Nilai Kekasaran Permukaan Paduan
Magnesium AZ31 Yang Dibubut Menggunakan Pahat Potong Berputar” di bawah Bimbingan Bapak Dr. Gusri Akhyar Ibrahim S.T.,M.T. dan Bapak Dr. Eng. Suryadiwansa
MOTTO
“Kami ( Allah ) pasti akan menguji kamu, hingga nyata dan terbukti mana pejuang dan mana yang sabar dari kamu”
( Q.S. Muhammad 31 )
“Mulai sekarang cobalah untuk melangkah sendiri mencari tujuan hidupmu dan jangan takut ketika engkau terjatuh kami akan tetap ada di sampingmu
untuk membantumu berdiri kembali “
( Ayah dan Ibu )
“Jangan percaya jika ada yang mengatakan sukses adalah kunci meraih kebahagiaan, karena kenyataannya kebahagiaanlah kunci untuk meraih
kesuksesan”
( Ar_Dhond )
“Mulailah sesuatu dengan penuh keyakinan, jalankan dengan penuh keikhlasan, kau pun akan menyelesaikannya dengan penuh kebahagiaan”
( Garsinia )
“Jadilah orang berpendidikan jika ingin merubah hidupmu dan duniamu, sebab pendidikan merupakan senjata paling ampuh yang bisa kamu gunakan
untuk merubah dunia”
KUPERSEMBAHAKAN KARYA SEDRHANA INI KEPADA
Ayahanda dan Ibunda Tercinta
Semua pengorbanan dan kasih sayang yang selalu kalian berikan menjadikanku
kuat dalam melangkah dan hanya pada kalianlan aku memandang marah adalah
nasehat yang berguna
Kakak dan Adikku Tercinta
Teringat ketika kita bermain tertawa bersama, walau terkadang ada
pertengkaran namun selalu penuh kehangatan kasih sayang dan
kebersamaan
Dosenku yang sangat berjasa
Kalian ibarat sebuah lilin yang menghabiskan dirinya untuk mencerahkan
kehidupan orang lain, selalu membagi ilmu dan wawasannya tanpa kenal
lelah
Teman-teman seperjuangan dan semua orang yang tanpa henti selalu
mendukung dan menyemangatiku
Almamater kebanggaanku Fakultas Teknik Universitas Lampung
xi SANWACANA
Assalamu’alaikum Wr. Wb
Bismillahirrahmanirrahim, segala puji bagi Allah SWT yang selalu
memberikan rahmat dan hidayah serta hinayahnya kepada penulis hingga penulis selalu mendapat kelancaran dan kemudahan dalam penulisan skripsi ini. Shalawat serta salam selalu tercurahkan kepada junjungan Nabi besar kita Muhammad
SAW, serta para keluarga dan sahabat Nya hingga akhir zaman.
Alhamdulillahirabbilalamin, akhirnya penulis dapat menyelesaikan
penulisan ini sebagai salah satu syarat dalam meraih gelar sarjana teknik pada jurusan Teknik Mesin Fakultas Teknuk Universitas Lampung. Skripsi ini berjudul “ ANALISA NILAI KEKASARAN PERMUKAAN PADUAN MAGNESIUM AZ31
YANG DIBUBUT MENGGUNAKAN PAHAT POTONG BERPUTAR”.
Dalam proses penyusunan skripsi ini penulis banyak mendapat bimbingan,
motivasi dan bantuan baik secara moral maupun materil oleh banyak pihak. Untuk itu dengan sepenuh ketulusan hati penulis mengucpkan terima kasih kepada:
1. Bapak Prof. Dr. Suharno, M.Sc., Ph.D. selaku Dekan Fakultas Teknik
Universitas Lampung.
2. Ibu Dr. Eng. Shirley Savetlana, S.T., M.Met. selaku Ketua Jurusan Teknik
xii 3. Bapak Dr. Gusri Akhyar Ibrahim, S.T.,M.T. selaku pembimbing utama
tugas akhir, terima kasih atas semua arahan, bimbingan, segala nasehat dan juga motivasinya terhadap penulis serta ilmu yang diberikan selama
penyelesaian tugas akhir penulis.
4. Bapak Dr. Eng. Suryadiwansa Harun, S.T.,M.T. selaku dosen
pembimbing pendamping tugas akhir, terima kasih atas semua saran-saran, bimbingan, dan juga atas segala kelancaran selama penyelesaian tugas akhir penulis.
5. Bapak Achmad Yahya TP, S.T.,M.T. selaku dosen pembahas tugas akhir, terima kasih atas semua saran-saran, perbaikan yang sangat membangun.
6. Kedua orang tuaku tercinta Bapak Ketut Nyandra dan Ibu Miskawati yang selalu memberikan kasih sayang, sabar menunggu dan mendoakan atas harapan akan kesuksesan penulis hingga dapat menyelesaikan studi S-1.
7. Kepada Kakak dan adikku: Alfian S.T, Evry Yanti dan Rizky Purnama Sari atas dukungan, motivasi, pengertian, doa dan kasih sayangnya.
8. Kepada Garsinia Dwi Ranu S.Pd yang selalu sabar dan selalu memberikan
semangat pada penulis agar tidak bermalas-malasan dalam mngerjakan skripsi ini.
xiii 10.Dr. Irza Sukmana, S.T.,M.T selaku dosen coordinator Tugas Akhir yang
selalu membantu dan memotivasi penulis agar dapat menyelesaikan skripsi ini.
11.Seluruh Dosen Jurusan Teknik Mesinatasilmu yang diberikan selama penulis melaksanakan studi, baik materi akademik maupun teladan dan
motivasi untuk masa yang akan datang.
12.Mas Marta, Mas Dadang dan Mas Nanang yang telah banyak membantu penulis dalam menyelesaikan studi di Jurusan Teknik Mesin.
13.Mas Agus A.Md dan Mas Joko S.T selaku asisten Lab Produksi dan SMI yang telah banyak membantu dalam proses penelitian.
14.Rekan satu penelitian Tugas Akhir saya : Prancana M Riyadi S.T, Baron Hariyanto S.T, Dwi, Ferry dan Bondan yang selalu menemani dan saling membantu dalam melakukan penelitian.
15.Rekan-rekan sahabat terbaik GBC : Hotman (Opung), Bondan (Brudul), Yohanes (Dugong), Muslim (Ja), Stefanus (Mecot), Ryon (Gurd), Agung (Ape), Khamdvn (Bogel), Rusdian (Hulk), Richo (Laek), Bima, Imam,
Hendrik semoga rasa kebersamaan dan kekeluargaan ini akan selalu ada untuk selamanya.
16.Rekan-rekan Teknik Mesin 2010 semua yang tidak bisa disebut namanya satu persatu terima kasih atas partisipasinya dalam kelancaran skripsi ini. Semoga kebersamaan ini tetap terjaga hingga akhirhayat, “SOLIDARITY
FOREVER”.
xiv 18.Dan kepada semua pihak yang tidak tersebutkan yang telah membantu
saya selama rentang hidup saya hingga saat ini.
Dan semua pihak yang tidak dapat disebutkan satu per satu, terimakasih penulis ucapkan atas bantuan yang diberikan sehingga terselesaikannya skripsi ini.
Semoga skripsi ini dapat bermanfaat bagi kita semua. Amin. Wassalamu’alaikum Wr. Wb
Bandar Lampung, 23 Oktober 2015 Penulis
DAFTAR ISI
Halaman
ABSTRAK……… i
HALAMAN JUDUL……….. iii
HALAMAN PERSETUJUAN ……….. iv HALAMAN PENGESAHAN……… v
PERNYATAAN PENULIS ……….…………. vi
RIWAYAT HIDUP……….… vii
HALAMAN MOTTO ……… ix
HALAMAN PERSEMBAHAN………. x
SANWACANA ……… xi
DAFTAR ISI……… xv
DAFTAR GAMBAR………... xix
xvi BAB I. PENDAHULUAN
1.1Latar Belakang……… 1
1.2Tujuan ……….……… 4
1.3 Batasan Masalah……… 4
1.4Sistematika Penulisan ………..………... 5
BAB II. TINJAUAN PUSTAKA 2.1. Magnesium……… 6
2.1.1 Sifat Kimia Magnesium……….. 8
2.1.2 Sifat Fisik Magnesium……… 9
2.1.3 Sifat Mekanik Magnesium………... 9
2.1.4 Proses Pembuatan Magnesium……….. 10
2.1.5 Magnesium dan Aplikasi……….... 10
2.1.6 Magnesium panduan Tempa (Wrought Alloys)………… 12
2.1.7 Penandaan Panduan Magnesium……….. 13
2.1.8 Magnesium Panduan cor (Cast Alloyys)……….. 13
2.2 Proses Bubutan (Turning)……… 14
2.2.1 Jenis Operasi Bubut………. 16
2.2.2 Elemen Dasar Proses Bubut……… 17
2.3. Pemesinan Magnesium………. 20
4.3.1 Penyalaan Panduan Magnesium………. 21
2.4Kekasaran Permukaan……… 23
2.5. Pemesinan Kering……….. 29
BAB III. METODOLOGI PENELITIAN
3.1Tempat dan Waktu Penenlitian……… 34
3.2. Alur Penelitian……… 35
3.3Alat dan Bahan………. 36
3.4. Prosedur Penelitian………. 41
3.4.1 Persiapan Bahan……….. 41
3.4.2 Set-up Pemesinan……… 42
3.4.3 Proses Pembubutan Spesimen……… 43
3.4.4 Cara Pengukuran Kekasaran Mnggunakan Surface Tester……… 45
3.4.5 Cara Pengambilan Gambar Profil Permukaan Magnesium Menggunakan Microsoft USB………. 46
3.4.6 Pengambian Data……… 47
BAB IV. HASIL DAN PEMBAHASAN 4.1Hasil Pengujian………. 52
4.2Nilai Kekasaran Permukaan Hasil Pemotongan Menggunakan Insert berbanding 16 mm………...…. 58
4.2.1 Perbandingan Nilai Kekasaran Pada Gerak Makan 0,05 dan 0,1 mm/rev………. 59
4.2.2 Pengaruh Kecepatan Putaran Benda Kerja (Vw) terhadap Nilai Kekasaran (Ra)……… 68
4.2.3 Pengaruh Kecepatan Potong Pahat Putar (Vw) terhadap Nilai Kekasaran (Ra)………. 73
4.3 Nilai Kekasaran Permukaan Hasil Pemotongan
Menggunakan Insert berdiameter 20 mm………. 75 4.3.1 Perbandingan Nilai Kekasaran Pada
Gerak Makan 0,05 Dan 0,1 mm/rev……….. 76 4.3.2 Pengaruh Kecepatan Putaran Benda
Kerja (Vw) terhadap Nilai Kekasaran (Ra)……… 86
4.3.3 Pengaruh Kecepatan Potong Pahat
Putar (Vt) terhadap Nilai Kekasaran (Ra)………. 91
BAB V. SIMPULAN DAN SARAN
5.1Simpulan……….. 94
5.2Saran………... 95
DAFTAR PUSTAKA
LAMPIRAN
xix Gambar 2.5. Ilustrasi Pemesinan Bubut Menggunakan Pahat Potong
Berputar………..………
Gambar 3.7. Pengukuran Diameter Awal Magnesium……… Gambar 3.8. Set-up Pemesinan Magnesium……… Gambar 3.9. Ilustrasi Proses Pemesinan Bubut Menggunakan Pahat Potong
Berputar ……….. Gambar 3.10. Cara Pengambilan Nilai Kekasaran ……….
xx Gambar 3.11. Cara Pengambilan Gambar Permukaan Magnesium
Menggunakan Kamera Mikroskop USB ……….
Gambar 4.1. Grafik Perbandingan Gerak Makan (f) Terhadap Kecepatan Potong Pahat Putar (Vt) Pada Putaran Benda Kerja (Vw) 25 m/mm Menggunakan Insret Berdiameter 16 mm ………. Gambar 4.2. Perbandingan Profil Permuaan Benda Kerja antara Gerak 0,05
dan 0,1 mm/rev Pada putaran Bnda kerja 25 m/min Menggunakan Insert Berdiameter 16
mm………... Gambar 4.3. Grafik Prbandingan Gerak Makan (f) Terhadap Kecepatan
Potong Pahat Putar (Vt) Pada Putaran Bendan Kerja (Vw) 50 m/in Menggunakan Insert Berdiameter 16 mm………. Gambar 4.4. Perbandingan Profil Permuaan Benda KErja antara gerak 0,05
dan 0,1 mm/rev Pada putaran Bnda kerja 50 m/min Menggunakan Insert Berbanding 16 mm……… Gambar 4.5. Grafik Perbandingan Gerak Makan (f) Terhadap Kcepatan
Potong Pahat Putar (Vt) Pada putaran Benda kerja 120 m/min Menggunakan Insert Berdiameter 16 mm………
xxi Gambar 4.7. Grafik Perbandingan Gerak Makan (f) Terhadap Kecepatan
POtong Pahat Putar (Vt) Pada Putaran Benda kerja (Vw) 160 m/min Menggunakan Insert Berdiameter 16 mm………
Gambar 4.8. Perbandingan ProfilPermuaan Benda Kerja antara Gerak 0,05 dan 0,1 mm/rev Pada putaran Benda Kerja 160 m/min Menggunakan Insert Berdiameter 16 mm………..
Gambar 4.9. Grafik Perbandingan Geraka Makan (f) Terhadap Kecepatan Potongan Pahat putar (Vt) Pada Putaran Bunda Kerja (Vw) 200
m/min Menggunakan Insert Berdiamter 16 mm………. Gambar 4.10. Grafik Hubungan antara Kecepatan Putaran benda Kerja (Vw)
Terhadap Nilai Kekerasan (Ra) Pada Gerak Makan (f) 0,05mm/rev Menggunakan Insrt Berdiameter 16 mm…………. Gambar 4.11. Grafik Hubungan antara Kecepatan Putaran Benda Kerja (Vw)
Terhadap Nilai Kekasaran (Ra) Pada Grak Makanan (f) 0,05 mm/rev Menggunakan Insert Berdiameter 16 mm……… Gambar 4.12. (a) Profil permukaan benda kerja pada parameter kecepatan
potong pahat putar 25 m/min dengan putaran benda kerja 160 m/min (b) Profil permukaan benda kerja padaparameter
Kecepatan potong pahat putar 25 m/min dengan putaran benda krja 200 m/min menggunakan insert Berdiameter 16 mm……… Gambar 4.13. (a) Profil permukaan benda kerja pada parameter kecepatan
potong pahat putar 50 m/min dengan putaran benda kerja 160 m/min (b) Profil permukaan benda kerja parameter Kecepatan
xxii potong pahat putar 50 m/min dengan putaran benda krja 200
m/min menggunakan insert Berdiameter 16 mm………... Gambar 4.14. . (a) Profil permukaan benda kerja pada parameter kecepatan
potong pahat putar 75 m/min dengan putaran benda kerja 160 m/min (b) Profil permukaan benda kerja parameter Kecepatan potong pahat putar 75 m/min dengan putaran benda krja 200
m/min menggunakan insert Berdiameter 16 mm………... Gambar 4.15 . Hasil Pengukuran Velocity pada putaran mesin bubut 1400
Rpm………..
Gambar 4.16. Grafik hubungan antara Kecamatan Potong Pahat putar (Vt) Terhadap Nilai Kekerasan (Ra) pada Gerak Makan (f) 0,05 mm/rev menggunakan Insert Berdiameter 16 mm……… Gambar 4.17. Grafik hubungan antara Kecamatan Potong Pahat putar (Vt)
Terhadap Nilai Kekerasan (Ra) pada Gerak Makan (f) 0,1 mm/rev menggunakan Insert Berdiameter 16 mm……… Gambar 4.18. Grafik hubungan antara Kecamatan Potong Pahat putar (Vt)
Terhadap Nilai Kekerasan (Ra) pada Gerak Makan (f) 25 mm/min Menggunakan Insert Berdiameter 20 mm………...
Gambar 4.19 Perbandingan Profil Permuaan Benda Kerja anatara Grak 0,05 dan 0,1 mm/rev Pada putaran Benda Kerja 25 m/min Menggunakan Insert Berdiameter 20 mm……….
xxiii Gambar 4.20. Grafik Perbanding Gerak Makan (f) Terhadap Kecepatan
Potong Pahat Putar (Vt) Pada Putaran Benda Kerja (Vw) 50 m/min Menggunakan Insert Berdiameter 20 mm………
Gambar 4.21 Perbandingan Profil Permuaan Benda Kerja anatara Grak 0,05 dan 0,1 mm/rev Pada putaran Benda Kerja 50 m/min Menggunakan Insert Berdiameter 20 mm……….
Gambar 4.22 Grafik Perbanding Gerak Makan (f) Terhadap Kecepatan Potong Pahat Putar (Vt) Pada Putaran Benda Kerja (Vw) 120 m/min
Menggunakan Insert Berdiameter 20 mm………. Gambar 4.23. Perbandingan Profil Permuaan Benda Kerja anatara Grak 0,05
dan 0,1 mm/rev Pada putaran Benda Kerja 120 m/min Menggunakan Insert Berdiameter 20 mm………. Gambar 4.24. Grafik Perbanding Gerak Makan (f) Terhadap Kecepatan
Potong Pahat 6Putar (Vt) Pada Putaran Benda Kerja (Vw) 120 m/min Menggunakan Insert Berdiameter 20 mm……… Gambar 4.25. Perbandingan Profil Permuaan Benda Kerja anatara Grak 0,05
dan 0,1 mm/rev Pada putaran Benda Kerja 160 m/min Menggunakan Insert Berdiameter 20 mm……….
Gambar 4.26. Grafik Perbanding Gerak Makan (f) Terhadap Kecepatan Potong Pahat Putar (Vt) Pada Putaran Benda Kerja (Vw) 200 m/min Menggunakan Insert Berdiameter 20 mm………..
xxiv Gambar 4.27. Profil Permuaan Benda Kerja anatara Grak 0,05 dan 0,1 mm/rev
Pada putaran Benda Kerja 200 m/min Menggunakan Insert Berdiameter 20 mm………
Gambar 4.28.Grafik Hubungan antara Kecepatan Putaran Benda Kerja (Vw) Terhadap Nilai Kekasaran (Ra) Pada Gerak Makan (f) 0,05 mm/rev Menggunakan Insert Berdiameter 20 mm………
Gambar 4.29 Grafik Hubungan antara Kecepatan Putaran Benda Kerja (Vw) Terhadap Nilai Kekasaran (Ra) Pada Gerak Makan (f) 0,05
mm/rev Menggunakan Insert Berdiameter 20 mm……….. Gambar 4.30. .(a) Profil permukaan benda kerja pada parameter kecepatan
potong pahat putar 25 m/min dengan putaran benda kerja 160 m/min (b) Profil permukaan benda kerja parameter Kecepatan potong pahat putar 25 m/min dengan putaran benda krja 200
m/min menggunakan insert Berdiameter 20 mm………... Gambar 4.31. (a) Profil permukaan benda kerja pada parameter kecepatan
potong pahat putar 50 m/min dengan putaran benda kerja 160
m/min (b) Profil permukaan benda kerja parameter Kecepatan potong pahat putar 50 m/min dengan putaran benda krja 200
m/min menggunakan insert Berdiameter 20 mm………... Gambar 4.32. (a) Profil permukaan benda kerja pada parameter kecepatan
potong pahat putar 75 m/min dengan putaran benda kerja 160
m/min (b) Profil permukaan benda kerja parameter Kecepatan 85
86
87
88
xxv potong pahat putar 75 m/min dengan putaran benda krja 200
m/min menggunakan insert Berdiameter 20 mm………... Gambar 4.33. Grafik Hubungan antara Kecepatan Putaran Benda Kerja (Vt)
Terhadap Nilai Kekasaran (Ra) Pada Gerak Makan (f) 0,05 mm/rev Menggunakan Insert Berdiameter 20 mm……… Gambar 4.34. Grafik Hubungan antara Kecepatan Putaran Benda Kerja (Vt)
Terhadap Nilai Kekasaran (Ra) Pada Gerak Makan (f) 0,1 mm/rev Menggunakan Insert Berdiameter 20 mm………
90
92
xxvi DAFTAR TABEL
halaman Tabel 2.1. Sifat Fisik Magnesium ………..
Tabel 2.2. Toleransi Harga Kekasaran Rata-rata (Ra)……… Tabel 2.3.Tingkat Kekasaran Rata-rata Permukaan Menurut Proses
Pengerjaannya………..
Tabel 3.1. Rencana Kegiatan Penelitian……… Tabel 3.2. Karaktristik Fisik dan Paduan Magnesium AZ31……….. Tabel 3.3. Spesifikasi Mesin Bubut Konvesional……….. Tabel 3.4. Spesifikasi Rotary Tool………….………. Tabel 3.5. Spesifikasi Surface Tester………..……… Tabel 3.6. Parameter Pemotongan ………. Tabel 3.7. Tabel Acuan Pengambilan Data Hasil Pengujian Data Hasil
xxvii Tabel 4.1. Data Hasil Pengujian Nilai Kekerasan dengan Menggunakan
Insert 16 mm pada keadaan kedalaman Potong 0,2 mm dengan gerak makan 0,05 mm/rev……… Tabel 4.2. Data Hasil Pengujian Nilai Kekerasan dengan Menggunakan
Insert 16 mm pada keadaan kedalaman Potong 0,2 mm dengan gerak makan 0,1 mm/rev……….
Tabel 4.3. Data Hasil Pengujian Nilai Kekerasan dengan Menggunakan Insert 20 mm pada keadaan kedalaman Potong 0,2 mm dengan gerak makan 0,05 mm/rev………
1 BAB I. PENDAHULUAN
1.1Latar Belakang
Magnesium merupakan salah satu bahan yang saat ini banyak digunakan sebagai
bahan pada komponen otomotif dan elektronik. Sifat magnesium yang ringan cocok digunakan sebagai bahan pengganti dari besi cor dan baja pada komponen
otomotif yang relatif berat. Selain itu magnesium juga digunakan sebagai pengganti titanium dan alumunium pada komponen elektronik seperti kamera, laptop dan note book, yang saat ini memiliki harga yang cukup tinggi (Harun, 2009).
Pada proses pemesinan, magnesium memiliki karakteristik pemotongan yang
sangat baik dan menguntungkan seperti kekuatan potong spesifik yang rendah, potongan gram yang pendek, keausan pahat yang relatif rendah, kualitas permukaan yang baik serta dapat dipotong pada kecepatan pemotongan dan pemakanan yang
tinggi. Dengan perbandingan gaya pemotongan spesifik rendah berarti tuntutan kinerja untuk pemesinan magnesium adalah sangat rendah dibandingkan logam lain(Harun,
2012).
Meski demikian magnesium juga dikenal sebagai bahan logam yang mudah terbakar karena memiliki titik nyala yang rendah, seperti paduan magnesium
2 operator biasa menggunakan cairan pendingin.Namun dalam perkembangannya proses
pemesinan dengan menggunakan cairan pendingin berusaha untuk diminimalisir, hal ini dikaitkan dengan adanya isu pencemaran lingkungan, kesehatan operator dan
penambahan biaya operasional untuk pengadaan cairan pendingin. Selain itu pembuangan limbah dari cairan pendingin harus melalui beberapa proses pengolahan terlebih dahulu agar komposisi limbah tidak melebihi batas ambang yang diijinkan,
sehingga dapat disimpulkan penggunaan cairan pendingin ini memerlukan biaya produksi yang mahal (Kuuppinen, 2002).
Kekurangan dari proses pemesinan diatas mengawali inovasi terbaru dalam proses pemesinan yaitu pemesinan kering (dry machining). Pemesinan kering atau dalam dunia manufaktur dikenal dengan pemesinan hijau (green
machining) merupakan suatu cara proses pemesinan atau pemotongan logam tanpa menggunakan cairan pendingin melainkan menggunakan partikel udara
sebagai media pendingin selama proses pemesinan berlangsung untuk menghasilkan suatu produk yang diinginkan dengan maksud untuk mengurangi biaya produksi, meningkatkan produktivitas serta ramah lingkungan(Molinary and
Nouari 2003, Grzesik and Nieslony 2003).
Namun dalam penggunaannya, pemesinan kering memiliki permasalahan
yang mendasar yaitu temperatur pahat yang dihasilkan relatif tinggi sehingga beresiko menimbulkan cacat serta ketidak akuratan pada ukuran benda kerja, hal
ini tentu saja berpengaruh terhadap kualitas produk yang dihasilkan. Mahayatra (2003) menambahkan pada material tertentu kekasaran permukaan produk dengan metode pemesinan kering tidak sehalus produk dengan metode pemotongan
3 kualitas permukaan sangatlah dipengaruhi oleh temperaturpemotongan yang
dihasilkan oleh pahat potong.
Salah satu metode untuk menurunkan suhu pemotongan serta untuk
meningkatkan produktivitas pemesinan yang telah dicoba adalah dengan menggunakan pahat potong berputarpada proses pemesinan bubut (Harun et al., 2009). Dalam metode pemotongan dengan pahat potong berputar, mata pisau (cutting edge) mengalami
pendinginan selama periode tanpa pemotongan (non cutting period) dalam satu putaran pahat potong. Selama periode itu diharapkan suhu pahat potong dapat menurun.
Selain dari aspek suhu pemotongan untuk meningkatkan produktivitas permesinan juga harus memperhatikan aspek kekasaran permukaan. Sebab kekasaran permukaan merupakan salah satu karakteristik kualitas kritis yang
penting pada proses pemesinan. Kekasaran permukaan memiliki peranan penting karena dapat mempengaruhi koefisien gesek dari suatu komponen apabila
komponen tersebut dipasangkan dengan komponen lainnya.
Berdasarkan latar belakang diatas, maka penulis tertarik untuk melakukan penelitian dengan mengambil judul“ANALISA NILAI KEKASARAN
PERMUKAAN PADUAN MAGNESIUM AZ31 YANG DIBUBUT
4 1.2 Tujuan
Tujuan yang hendak dicapai dalam penelitian ini adalah:
1. Mendapatkan nilai kekasaran dari pemesinan bubut menggunakan pahat
potong berputar.
2. Mendapatkan nilai kekasaran maksimum dan minimum dari pemesinan bubut menggunakan pahat potong rotary pada paduan magnesium AZ31
dengan menggunakan parameter yang sudah ditentukan.
3. Mengetahui pengaruh dari variasi parameter terhadap nilai kekasaran.
1.3 Batasan Masalah
Agar pengerjaan dalam penelitian ini dapat lebih terarah, maka penulis membatasi ruang lingkup pembahasan pada:
1. Material yang diuji pada penelitian ini adalah paduan magnesium tipe AZ31.
2. Pahat yang dipakai pada pemesinan bubut adalah pahat putar (rotary tool) yang di desain oleh peneliti sebelumnya.
3. Mesin bubut yang digunakan adalah jenis mesin konvensional merk
PINACHO type S-90/200.
5 1.4Sistematika Penulisan
Adapun Sistematika penulisan yang terdapat pada laporan penelitian ini terdiri dari:
Bab I. Pendahuluan yang menjelaskan secara garis besar latar belakang, tujuan, batasan masalah dan sistematika penulisan.
Bab II. Tinjauan Pustaka yang berisikan teori mengenai hal-hal yang berkaitan
dengan penelitian, yaitu: penjelasan material magnesium, pengertian magnesium, pemesinan magnesium, pemesinan kecepatan tinggi dengan pahat berputar dan
analisa kekasaran pemotongan dalam proses pemesinan dengan pahat berputar.
Bab III. Metodologi Penelitian yang menerangkan tentang hal-hal yang berhubungan denganpelaksanaan penelitian, yaitu tempat penelitian,
bahanpenelitian, peralatan, dan prosedur pengujian.
Bab IV. Data Dan Pembahasan yang berisikan hasil dan pembahasan dari
data-data yang diperoleh saat pengujian dilaksanakan.
Bab V. Penutup dimana pada bab ini berisikan hal-hal yang dapat disimpulkan dan saran-saran yang ingin disampaikan dari penelitian ini.
Daftar Pustaka yang berisikan referensi yang digunakan penulis untuk menyelesaikan lapora tugas akhir.
LAMPIRAN
6 BAB II . TINJAUAN PUSTAKA
2.1 Magnesium
Magnesium adalah unsur kedelapan yang paling berlimpah yaitu sekitar 2% dari berat
kerak bumi dan merupakan unsur yang paling banyak ketiga terlarut dalam air laut. Magnesium sangat melimpah di alam dan ditemukan dalam bentuk mineral penting didalam bebatuan, seperti dolomit, magnetit, dan olivin. Magnesium juga ditemukan dalam air laut, air asin bawah tanah dan lapisan asin. Magnesium adalah logam struktural ketiga yang paling melimpah di kerak bumi, hanya dilampaui oleh
aluminium dan besi ( Mahrudi, 2013).
Aplikasi senyawa Magnesium digunakan sebagai bahan tahan api dalam lapisan dapur api untuk menghasilkan logam (besi dan baja, logam nonferrous), kaca,
dan semen. Dengan kepadatan hanya dua pertiga dari aluminium, magnesium memiliki banyak aplikasi dalam kasus di mana berat yang ringan sangat penting,
yaitu dalam konstruksi pesawat terbang dan rudal. Ia juga memiliki banyak kegunaan kimia dan sifat metalurgi yang baik, sehingga membuatnya sesuai untuk berbagai aplikasi non-struktural lainnya. Magnesium banyak digunakan dalam industri dan
7 murni dan logam lainnya dari garamnya, fotografi senter, flare, dan kembang api (Andriyansyah, (2013).
Gambar 2.1 Magnesium dan rumus kimianya (Sumber: Wikipedia, 2014)
Magnesium adalah unsur kimia dalam tabel periodik yang memiliki simbol Mg dan nomor atom 12 serta berat atom 24,31. Magnesium adalah elemen terbanyak
kedelapan yang membentuk 2% berat kulit bumi, serta merupakan unsur terlarut ketiga terbanyak pada air laut. Logam alkali tanah ini terutama digunakan sebagai zat campuran (alloy) untuk membuat campuran alumunium-magnesium yang sering
disebut "magnalium" atau "magnelium". Magnesium merupakan salah satu jenis logam ringan dengan karakteritik sama dengan aluminium tetapi magnesium
8 Seperti pada aluminium, magnesium juga sangat mudah bersenyawa dengan
udara (Oksigen). Perbedaannya dengan aluminium ialah dimana magnesium memiliki permukaan yang keropos yang disebabkan oleh serangan kelembaban udara karena
oxid film yang terbentuk pada permukaan magnesium ini hanya mampu melindunginya dari udara yang kering. Unsur air dan garam pada kelembaban udara sangat mempengaruhi ketahanan lapisan oxid pada magnesium dalam melindunginya
dari gangguan korosi. Untuk itu benda kerja yang menggunakan bahan magnesium ini diperlukan lapisan tambahan perlindungan seperti cat atau meni.
Magnesium murni memiliki kekuatan tarik sebesar 110 N/mm2dalam bentuk hasil pengecoran (Casting), angka kekuatan tarik ini dapat ditingkatkan melalui
proses pengerjaan. Magnesium bersifat lembut dengan modulus elastis yang sangat rendah. Magnesium memiliki perbedaan dengan logam-logam lain termasuk dengan aluminium, besi tembaga dan nikel dalam sifat pengerjaannya dimana magnesium
memiliki struktur yang berada di dalam kisi hexagonal sehingga tidak mudah terjadi slip. Disamping itu, presentase perpanjangannya hanya mencapai 5 % dan hanya mungkin dicapai melalui pengerjaan panas (Andriyansyah, 2013).
2.1.1 Sifat Kimia Magnesium Adapun sifat magnesium diataranya:
1. Magnesium oksida merupakan oksida basa sederhana. 2. Reaksi dengan air: MgO + H2O → Mg(OH)2
9 4. Reaksi dengan Hidrogen: tidak bereaksi
5. Reaksi dengan Klor: Mg + X2 → (dipanaskan) → MgX2 (garam)
2.1.2 Sifat Fisik Magnesium
Daftar keterangan sifat fisik magnesium ditunjukkan pada tabel 2.1.
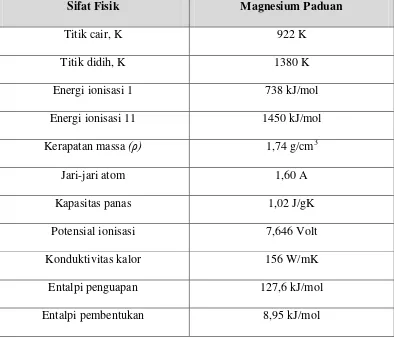
Tabel 2.1 Sifat Fisik Magnesium
Sifat Fisik Magnesium Paduan
Titik cair, K 922 K
Titik didih, K 1380 K
Energi ionisasi 1 738 kJ/mol
Energi ionisasi 11 1450 kJ/mol
Kerapatan massa (ρ) 1,74 g/cm3
Jari-jari atom 1,60 A
Kapasitas panas 1,02 J/gK
Potensial ionisasi 7,646 Volt
Konduktivitas kalor 156 W/mK
Entalpi penguapan 127,6 kJ/mol
Entalpi pembentukan 8,95 kJ/mol
10 2.1.3 Sifat Mekanik Magnesium
Rapat massa magnesium adalah 1,738 gram/cm3. Magnesium murni memiliki kekuatan tarik sebesar 110 N/mm2 dalam bentuk hasil pengecoran (Casting). (Yunus,
2012).
2.1.4 Proses Pembuatan Magnesium
Magnesium adalah elemen logam terbanyak ketiga (2%) di kerak bumi setelah besi
dan aluminium. Kebanyakan magnesium berasal dari air laut yang mengandung 0,13% magnesium dalam bentuk magnesium klorida. Pertama kali diproduksi pada
tahun 1808, logam magnesium bisa didapat dengan cara electrolitik atau reduksi termal. Pada metode elektrolisis, air laut dicampur dengan kapur (kalsium hidroksida) dalam tangki pengendapan. Magnesium hidroksida presipitat mengendap, disaring
dan dicampur dengan asam klorida.Larutan ini mengalami elektrolisis (seperti yang dilakukan pada aluminium); agar eksploitasi menghasilkan logam magnesium, yang
kemudian dituang/dicor menjadi batang logam untuk diproses lebih lanjut ke dalam berbagai bentuk.
Dalam metode reduksi thermal, batuan mineral yang mengandung magnesium
(dolomit, magnesit, dan batuan lainnya) dibagi dengan reduktor (seperti ferrosilicon serbuk, sebuah paduan besi dan silikon), dengan memanaskan campuran di dalam
11 dituang menjadi batang logam untuk diproses lebih lanjut ke dalam berbagai bentuk (
Andriyansyah, 2013 ).
2.1.5 Magnesium Dan Aplikasinya
Magnesium (Mg) adalah logam teknik ringan yang ada, dan memiliki karakteristik meredam getaran yang baik. Paduan ini digunakan dalam aplikasi struktural dan
non-struktural dimana berat sangat diutamakan. Magnesium juga merupakan unsur paduan dalam berbagai jenis logam nonferro. Paduan magnesium khusus digunakan di dalam pesawat terbang dan komponen rudal, peralatan penanganan material,
perkakas listrik portabel, tangga, koper, sepeda, barang olahraga, dan komponen ringan umum. Paduan ini tersedia sebagai produk cor/tuang (seperti bingkai kamera)
atau sebagai produk tempa (seperti kontruksi dan bentuk balok/batangan, benda tempa, dan gulungan dan lembar plat). Paduan magnesium juga digunakan dalam percetakan dan mesin tekstil untuk meminimalkan gaya inersia dalam komponen
berkecepatan tinggi.
Karena tidak cukup kuat dalam bentuk yang murni, magnesium dipaduankan dengan berbagai elemen untuk mendapatkan sifat khusus tertentu, terutama kekuatan
untuk rasio berat yang tinggi. Berbagai paduan magnesium memiliki pengecoran, pembentukan, dan karakteristik permesinan yang baik. Karena magnesium
12 pasir magnesium. Meskipun demikian produk yang terbuat dari magnesium dan
paduannnya tidak menimbulkan bahaya kebakaran selama penggunaannya normal.
Sifat-sifat mekanik magnesium terutama memiliki kekuatan tarik yang sangat
rendah. Oleh karena itu magnesium murni tidak dibuat dalam teknik. Paduan magnesium memiliki sifat-sifat mekanik yang lebih baik serta banyak digunakan Unsur-unsur paduan dasar magnesium adalah aluminium, seng dan mangan (Lukman,
2008).
Penambahan Al diatas 11%, meningkatkan kekerasan, kuat tarik dan fluidity (keenceran) Penambahan seng meningkatkan ductility (perpanjangan relative) dan castability (mampu tuang). Penambahan 0,1 – 0,5 % meningkatkan ketahanan korosi. Penambahan sedikit cerium, zirconium dan baryllium dapat membuat struktur butir yang halus dan meningkatkan ductility dan tahan oksidasi pada peningkatan suhu. Berdasarkan hasil analisis terhadap diagram keseimbangan paduan antara
13 2.1.6 Magnesium paduan tempa ( Wrought Alloys )
Magnesium paduan tempa dikelompokkan menurut kadar serta jenis unsur paduannya yaitu :
a. Magnesium dengan 1,5 % Manganese
b. Paduan dengan aluminium , Seng serta manganese
c. Paduan dengan zirconium (paduan jenis ini mengandung kadar seng yang tinggi
sehingga dapat dilakukan proses perlakuan panas.
d. Paduan dengan Seng, zirconium dan thorium (creep resisting-alloys)
2.1.7 Penandaan paduan magnesium
Paduan Magnesium ditetapkan sebagai berikut:
a. Satu atau dua huruf awalan, menunjukkan elemen paduan utama.
b. Dua atau tiga angka, menunjukkan persentase unsur paduan utama dan dibulatkan ke desimal terdekat.
c. Huruf abjad (kecuali huruf I dan O) menunjukkan standar paduan dengan variasi kecil dalam komposisi.
d. Simbol untuk sifat material, mengikuti sistem yang digunakan untuk paduan
aluminium.
e. Sebagai contoh, ambil paduan AZ91C-T6:
14 2. Huruf C, huruf ketiga dari alfabet, menunjukkan bahwa paduan ini adalah
yang ketiga dari satu standar (kemudian dari A dan B, yang merupakan paduan pertama dan kedua yang standar, berturut-turut).
3. T6 paduan menunjukkan bahwa larutan ini telah direaksikan dan masa artifiasial.
2.1.8 Magnesium paduan Cor (Cast Alloys)
Paduan ini dapat dikelompokan kedalam :
a. Paduan dengan aluminium, zincum dan manganese. Paduan cor ini merupakan paduan yang yang bersifat “heat treatable – alloys”.
b. Paduan dengan zirconium, zicum dan thorium, paduan dengan unsure zirconium dan thorium paduan cor yang bersifat heat treatable dan creep resisting.
c. Paduan dengan zirconium dengan rare earth metal serta Silver merupakan paduan cor yang dapat di-heat treatment.
d. Paduan dengan zirconium, beberapa dari paduan cor ini dapat di-heat treatment. (digilib.its.ac.id)
2.2 Proses Bubut (turning)
Mesin bubut dapat digunakan untuk memproduksi material berbentuk konis maupun
15 Pada proses bubut benda kerja dipegang oleh pencekam yang dipasang di
ujung poros utama spindel. Dengan mengatur lengan pengatur yang terdapat pada kepala diam, putaran poros utama (n) dapat dipilih sesuai dengan spesifikasi pahat
yang dipilih. Harga putaran poros utama umumnya dibuat bertingkat dengan aturan yang telah distandarkan, misalnya : 83, 155, 275, 550, 1020 dan 1800 rpm. Pada mesin bubut gerak potong dilakukan oleh benda kerja yang melakukan gerak rotasi
sedangkan gerak makan dilakukan oleh pahat yang melakukan gerak translasi. Pahat dipasangkan pada dudukan pahat dan kedalaman potong (a) diatur dengan
menggeserkan peluncur silang melalui roda pemutar (skala pada pemutar menunjukkan selisih harga diameter) dengan demikian kedalaman gerak translasi dan
gerak makannya diatur dengan lengan pengatur pada rumah roda gigi. Gerak makan (f) yang tersedia pada mesin bubut dibuat bertingkat dengan aturan yang telah distandarkan.
Mesin bubut beserta bagian bagiannya dapat kita lihat pada gambar 2.2.
16 Keterangan gambar :
1. Kepala tetap (headstock), terdiri atas unit penggerak, digunakan untuk memutar spindel yang memutar bendakerja.
2. Ekor tetap (tailstock), terletak bersebrangan dengan kepala tetap, yang digunakan untuk menopang bendakerja pada ujung yang lain.
3. Pemegang pahat (tool post), ditempatkan di atas peluncur lintang (cross slide)
yang dirakit dengan pembawa (carriage).
4. Peluncur lintang, berfungsi untuk menghantarkan pahat dalam arah yang tegak
lurus dengan gerakan pembawa.
5. Pembawa, dapat meluncur sepanjang batang hantaran (ways) untuk
menghantarkan perkakas dalam arah yang sejajar dengan sumbu putar.
6. Batang hantaran, merupakan rel tempat meluncurnya pembawa, dibuat dengan akurasi kesejajaran yang relatif tinggi dengan sumbu spindel.
7. Ulir pengarah (leadscrew), berfungsi untuk menggerakkan pembawa. Ulir berputar dengan kecepatan tertentu sehingga dihasilkan hantaran dengan kecepatan sesuai dengan yang diinginkan.
8. Bangku (bed), berfungsi untuk menyangga komponen-komponen yang lainnya.
17 pekerjaan dengan diameter bendakerja lebih besar daripada panjangnya, lebih sesuai
digunakan mesin dengan sumbu putar vertical (Helmy and El-hoffy, 2008).
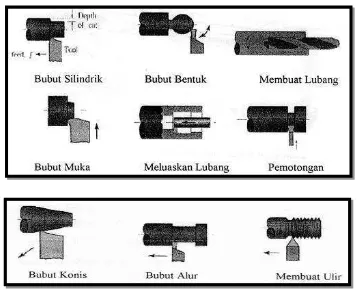
2.2.1 Jenis Operasi Bubut
Berdasarkan posisi benda kerja yang ingin dibuat pada mesin bubut, ada beberapa proses bubut yaitu : Pembubutan silindris (turning), Pengerjaan tepi / bubut muka
(facing), Bubut Alur (grooving), Bubut Ulir (threading), Pemotongan (Cut-off), Meluaskan lubang (boring), Bubut bentuk (Forming), Bubut inti (trepanning), Bubut
konis.
18 2.2.2 Elemen Dasar Proses Bubut
Elemen dasar pada mesin bubut terbagi atas :
a) Kecepatan potong (Cutting speed )
Kecepatan potong adalah proses yang didefinisikan sebagai kerja rata-rata pada sebuah titik lingkaran pada pahat potong dalam satu menit. Kecepatan putar (speed),selalu dihubungkan dengan su,bu utama (spindle) dan benda kerja. Secara sederhana kecepatan potong diasumsikan sebagai keliling benda kerja dikalikan dengan kecepatan putar. Kecepatan potong biasanya dinyatakan dalam unit satuan
m/menit (Widarto,2008). Kecepatan potong ditentukan oleh diameter benda kerja dan putaran poros utama. Dinyatakan dengan rumus :
Vc = oleh kekuatan mesin, material benda kerja, material pahat, bntuk pahat, dan terutama
kehalusan yang diinginkan. Sehingga kecepatan makan didefinisikan sebagai jarak dari pergerakan pahat potong sepanjang jarak kerja untuk setiap putaran dari spindle
(Widarto,2008). Dinyatakan dengan rumus:
19 c) Waktu pmotonga (deph of cut)
Waktu pemotongan adalah waktu yang dibutuhkan untuk menghasilkan suatu produk (Rochim,1993). Dinyatakan dengan rumus :
Tc = lt / Vf ;min ……….. (2.3)
d) Kedalaman potong (cutting time)
Kedalaman potong didefinisikan sebagai kedalaman gram yang dihasilkan oleh pahat potong. Dalam pembubutan dasar, kedalaman potong maksimum tergantung pada
kondisi mesin, tipe pahat yang digunakan, dan ketermesinan dari benda kerja (Rochim,2008). Dinyatakan dalam rumus:
a = ( dm – do ) / 2 ; mm ……… (2.4)
e) Kecepatan penghasilan geram (rate of metal removal)
Geram adalah potongan dari material yang terlpas dari benda kerja oleh pahat potong.
Z = A .V ... (2.5) dimana A = f . a ; mm2
20 Sudut potong utama (Kr , Principal cutting edge angle) merupakan sudut
antara mata potong mayor (proyeksinya pada bidang referensi) dengan kecepatan makan Vf. Besarnya sudut tersebut ditentukan oleh geometri pahat dan cara
pemasangan pahat pada mesin perkakas (orientasi pemasangannya). Untuk harga a dan f yang tetap maka sudut ini menentukan besarnya lebar pemotongan (b, width of cut) dan tebal geram sebelum terpotong (h, undeformed chip thickness) sebagai berikut :
a. Lebar pemotongan: b = a / sin Kr ; mm
b. Tebal geram sebelum terpotong: h = f sin Kr ; mm
Dengan demikian, penampang geram sebelum terpotong dapat dituliskan sebagai berikut :
A = f.a = b.h ; mm2 ... (2.6)
Tebal geram sebelum terpotong (h) belum tentu sama dengan tebal geram setelah
terpotong (hc, chip thickness) dan hal ini antara lain dipengaruhi oleh sudut geram
(0), kecepatan potong dan material benda kerja.
2.3 Pemesinan Magnesium
Ada dua perhatian utama dalam pemesinan magnesium yaitu resiko kebakaran dan
pembentukan Built-up Edge (BUE). Magnesium terbakar jika dipanaskan sampai suhu lelehnya. Dalam pemesinan magnesium, api sangat mungkin terjadi jika geram tipis atau
21 pahat tumpul, rusak, diasah secara salah atau dibiarkan berhenti sebentar pada akhir
pemotongan. Untuk meminimumkan resiko kebakaran, praktek-praktek berikut harus diperhatikan:
a. Pahat yang tajam dengan sudut relief sebesar mungkin. b. Kecepatan makan yang besar harus digunakan.
c. Secepatnya pahat dijauhkan dari benda kerja jika pemotongan berakhir
d. Geram-geram harus sering dikumpulkan dan dibuang.
e. Menggunakan pendingin yang tepat pada pemesinan kecepatan makan dan
kedalaman potong sangat kecil.
Karena geram magnesium bereaksi dengan air dan membentuk magnesium hidroksida dan gas hidrogen bebas, pendingin berbasis air harus dihindarkan. Praktek yang
diterima adalah pemotongan kering bila mungkin dan menggunakan pendingin minyak mineral bila perlu. Pemesinan kering komponen magnesium dalam volume besar
menimbulkan masalah pemeliharaan kebersihan terutama untuk proses gurdi dan pengetapan yang menghasilkan geram halus.
Sekarang ini pendingin berbasis air yang menghasilkan sedikit hidrogen ketika
bereaksi dengan magnesium telah digunakan dalam produksi. Dilaporkan juga pendingin ini dapat meningkatkan umur pahat dan mengurangi resiko kebakaran dibandingkan
pemesinan kering. Namun masalah pembuangan limbah cairan pendingin tetap menjadi masalah. Bila dibuang begitu saja jelas dapat mencemari lingkungan. Sebaliknya bila
22 Pembentukan BUE diamati ketika pemesinan kering paduan
magnesium-aluminium cor dengan pahat Baja Kecepatan Tinggi (HSS) atau Karbida. Pembentukan BUE dapat dikurangi atau dihilangkan dengan pemakaian pendingin minyak mineral atau
penggantian dengan pahat intan. Jelas pemakaian pendingin minyak mineral akan mencemari lingkungan sedangkan pemakaian pahat intan akan menaikkan biaya produksi (Videm dkk, 1994; Tomac dan Tonnessen, 1991).
2.3.1 Penyalaan Paduan Magnesium
Telah diketahui bahwa penyalaan (ignition) dimulai dengan pembentukan “bunga kol” oksida dan terjadinya api pada permukaan paduan (Hongjin dkk, 2008). Berbagai prosedur telah dikembangkan pada masa lalu untuk menyelidiki perilaku penyalaan paduan magnesium. Prosedur-prosedur ini berbeda terutama mengenai metoda pemanasan dan
definisi suhu penyalaan,T (Blandin, 2004).
Dua definisi penyalaan diusulkan, bersesuaian dengan suhu terendah ketika nyala
terlihat atau pada suhu dimana reaksi oksida eksotermik berkelanjutan pada kelajuan yang menyebabkan peningkatan suhu signifikan. Karena kaitan kuat antara penyalaan dan oksidasi, usaha-usaha telah dibuat pada masa lalu untuk mempelajari oksidasi magnesium
pada suhu tinggi (Blandin, 2004).
Suhu penyalaan magnesium pada tekanan atmosfir sedikit dibawah titik cairnya yaitu 623˚C. Pada tekanan 500 Psi, suhu penyalaan mendekati titik cairnya yaitu 650˚C.
23 beberapa logam lain juga mengubah suhu penyalaan magnesium. Bersentuhan dengan
nikel, kuningan dan alumunium memperendah suhu penyalaan, sedangkan bersentuhan dengan baja dan perak tidak mempengaruhinya (White & Ward, 1966).
Magnesium masih menunjukkan akan menyala di udara pada suhu yang sama sebagaimana nyala dalam oksigen. Serbuk magnesium di udara menyala pada suhu 620˚C.
Penyelidikan lain menunjukkan bahwa kepadatan partikel-partikel mempengaruhi suhu
penyalaan. Partikel-partikel yang kurang padat memerlukan suhu yang lebih tinggi untuk menyala berkisar antara 700˚C sampai 800˚C jauh diatas titik cair. Suhu nyala serbuk
dalam oksigen adalah sama kisaran sebagaimana udara. Namun kajian impak menunjukkan magnesium sensitif terhadap perubahan beban atau tumbukkan massa (White & Ward, 1966).
2.4 Kekasaran Permukaan
Hasil proses produksi yang terkait dengan proses permesinan ditentukan oleh kondisi
penyayatan/pemotongan. Untuk itu F.W.Taylor seorang peneliti dibidang operasi mesin perkakas pada awal abad 19 telah melakukan eksperimen selama 26 tahun yang menghasilkan lebih dari 30.000 eksperimen dan menghasilkan 400 ton geram
(Jerard, dkk, 2001). Tujuan utamanya adalah menghasilkan solusi sederhana tentang permasalahan dalam menentukan kondisi pemotongan yang aman dan efesien. Yang
24 Vertical Milling dengan pahat HSS empat flute dan bahan ujinya jenis Alumunium 6061. Parameter optimum yang dihasilkan berupa depth of cut 0,2 inch, spindle speed 5000 rpm, feed rate 10 inch/menit dan tool diameter 0,75 inch dengan interval keyakinan 95 % serta rata-rata kekasaran permukaan 23 μinch. Lebih efisien pada topik operasi surface finish.
Lou, dkk (1998) membuat prediksi atas kekasaran permukaan alumunium
6061. Mesin yang digunakan Fadal CNC End Milling, hasil prediksinya benda pada akurasi 90,29% untuk training data dan 90,03 % untuk testing data. Ditinjau dari parameter pemesinan, diketahui lewat uji statistik bahwa feed rate memegang peranan penting dalam menghasilkan kekasaran permukaan pada operasi endmilling yang diteliti. Taylor percaya bahwa solusi tersebut secara empiris dapat diselesaikan
dalam waktu kurang dari setengah menit oleh mekanik/operator yang handal lewat pengalaman mereka. Permasalahannya adalah para mekanik/operator yang handal
tersebut mengalami kesulitan dalam penularan pengetahuannya secara sistematis kepada mekanik/operator yang lain.
Hingga saat ini kebanyakan mekanik/operator ketika mengoperasikan
25 Permukaan adalah batas yang memisahkan antara benda padat dengan sekelilingnya. Jika ditinjau skala kecil pada dasarnya konfigurasi permukaan merupakan suatu karakteristik geometri golongan mikrogeometri, yang termasuk
golongan makrogeometri adalah merupakan permukaan secara keseluruhan yang membuat bentuk atau rupa yang spesifik, misalnya permukaan lubang, permukaan poros, permukaan sisi dan lain-lain yang tercakup pada elemen geometri ukuran,
bentuk dan posisi ( Chang- Xue , 2002 ).
Kekasaran permukaan dibedakan menjadi dua bentuk, diantaranya :
1. Ideal Surface Roughness, yaitu : kekasaran ideal yang dapat dicapai dalam suatu proses permesinan dengan kondisi ideal.
2. Natural Surface Roughness, yaitu : kekasaran alamiah yang terbentuk dalam proses permesinan karena adanya beberapa faktor yang mempengaruhi proses permesinan diantaranya :
a. Keahlian operator,
b. Getaran yang terjadi pada mesin, c. Ketidakteraturan feed mechanisme,
26 e. Gesekan antara chip dan material.
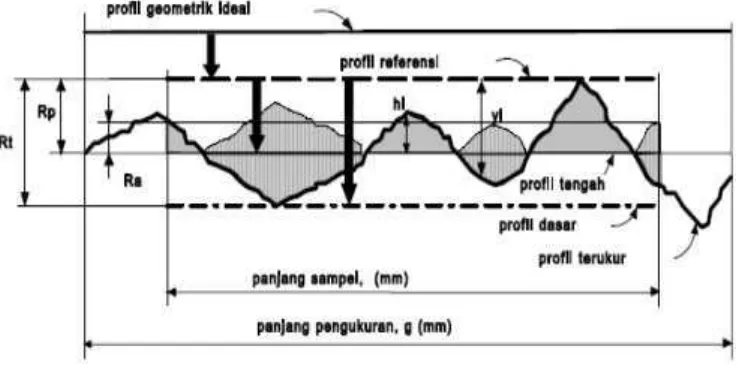
Gambar 2.4 Profil kekasaran permukaan (Saputro, dkk. 2014) Profil kekasaran permukaan terdiri dari :
a. Profil geometrik ideal Merupakan permukaan yang sempurna dapat berupa garis lurus, lengkung atau busur.
b. Profil terukur (measured profil) Profil terukur merupakan profil permukaan terukur.
c. Profil referensi Merupakan profil yang digunakan sebagai acuan untuk menganalisa ketidakteraturan konfigurasi permukaan.
d. Profil akar / alas Yaitu profil referensi yang digeserkan ke bawah sehingga
menyinggung titik terendah profil terukur.
27 Berdasarkan profil-profil di gambar 2.12 di atas, dapat didefinisikan beberapa
parameter permukaan, yaitu yang berhubungan dengan dimensi pada arah tegak dan arah memanjang. Untuk dimensi arah tegak dikenal beberapa parameter, yaitu:
1. Kekasaran total (peak to valley height/total height), Rt(μm) adalah jarak antara profil referensi dengan profil alas.
2. Kekasaran perataan (depth of surface smoothness/peak to mean line), Rp (μm)
adalah jarak rata-rata antara profil referensi dengan profil terukur.
3. Kekasaran rata-rata aritmetik (mean roughness index/center line average, CLA), Ra(μm) adalah harga rata-rata aritmetik dibagi harga absolutnya jarak antara
profil terukur dengan profil tengah.
�� = 1 ∫ ℎ� 2 ��� 1 0 (µ ) ... (2.7)
4.
Kekasaran rata-rata kuadratik (root mean square height), Rq(μm) adalah akar bagi jarak kuadrat rata-rata antara profil terukur dengan profil tengah.��= √ 1 ∫ ℎ� 2 �� 0 ... (2.8)
5.
Kekasaran total rata-rata, Rz(μm) merupakan jarak rata-rata profil alas ke profil terukur pada lima puncak tertinggi dikurangi jarak rata-rata profil alas ke profil terukur pada lima lembah terendah.28 Parameter kekasaran yang biasa dipakai dalam proses produksi untuk mengukur
kekasaran permukaan benda adalah kekasaran rata-rata (Ra). Harga Ra lebih sensitif terhadap perubahan atau penyimpangan yang terjadi pada proses pemesinan.
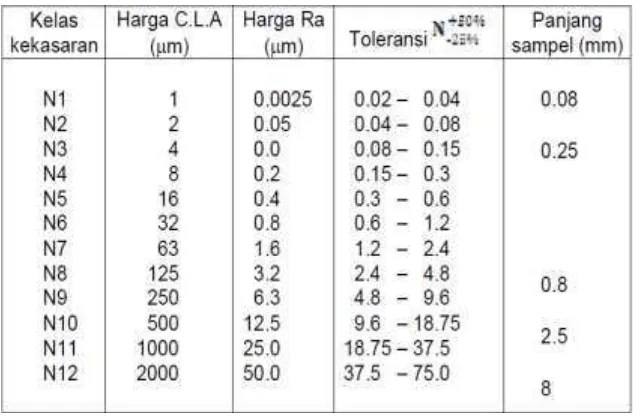
Toleransi harga Ra, seperti halnya toleransi ukuran (lubang dan poros) harga kekasaran rata-rata aritmetis Ra juga mempunyai harga toleransi kekasaran. Harga toleransi kekasaran Ra ditunjukkan pada tabel 2.2.
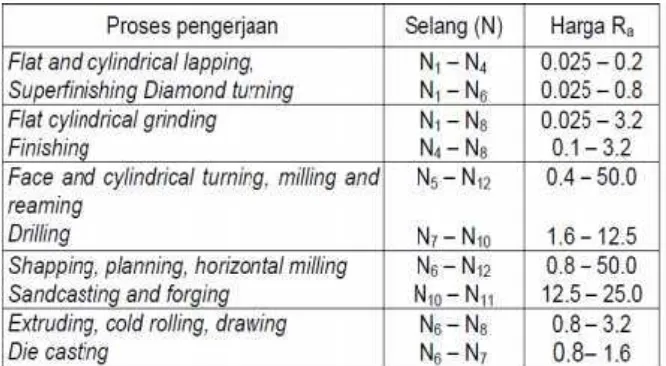
Toleransi harga kekasaran rata-rata, Ra dari suatu permukaan tergantung pada proses pengerjaannya. Hasil penyelesaian permukaan dengan menggunakan mesin
gerinda sudah tentu lebih halus dari pada dengan menggunakan mesin bubut. Tabel 2.3 berikut ini memberikan contoh harga kelas kekasaran rata-rata menurut proses
pengerjaannya.
29 Tabel 2.3 Tingkat kekasaran rata-rata permukaan menurut pross pengerjaannya (Saputro,dkk.2014)
2.5 Pemesinan Kering
Pada umumnya pemesinan untuk memfabrikasi komponen–komponen mesin dilakukan dengan metode pemesinan basah (wet machining) (Sreejith & Ngoi, 2000). Pada metode ini sejumlah cairan pemotongan dialirkan ke kawasan pemotongan
selama proses pemesinan dengan tujuan menurunkan suhu pemotongan dan melumasi bagian-bagian pemesinan sehingga diharapkan permukaan pemesinan memiliki suatu keutuhan permukaan (surface integrity) yang baik.
Fenomena kegagalan pahat dan penggunaan cairan pemotongan merupakan salah satu masalah yang telah banyak dikaji dan mendapat perhatian dalam kaitannya
30 Sreejith & Ngoi (2000) melaporkan bahwa umumnya cairan pemotongan
bekas disimpan dalam kontainer dan kemudian ditimbun di tanah. Selain itu, masih banyak praktikan yang membuang cairan pemotongan bekas langsung ke alam bebas.
Hal ini jelas akan merusak lingkungan dan undang – undang lingkungan hidup yang berlaku. Menurut Seco (2004), badan administrasi keamanan dan kesehatan telah merekomendasikan batas unsur-unsur berbahaya pada cairan pemotongan untuk
pemesinan yaitu 0,5 : 5,0 mg/m3 dan Metalworking fluid Standard Advisory Committee (MWFSAC) merekomendasikan sebesar 0.5 mg/m3 (Canter, 2003). Oleh karena itu pemesinan laju tinggi perlu di perhatikan dengan menggunakan pemesinan kering, Pemesinan kering di akui mampu mengatasi masalah pada dampak yang telah
di uraikan diatas.
Pilihan alternatif dari pemesinan basah adalah pemesinan kering, karena selain tidak ada cairan pemotongan bekas dalam jumlah besar yang akan mencemari
lingkungan juga tidak ada kabut partikel cairan pemotongan yang akan membahayakan operator dan juga serpihan pemotongan tidak terkontaminasi oleh residu cairan pemotongan. Pemesinan kering mempunyai beberapa masalah yang
antara lain, gesekan antara permukaan benda kerja dan pahat potong, kecepatan keluar geram, serta temperatur potong yang tinggi dan hal tersebut semuanya terkait
dengan parameter pemesinan.
Secara umum industri pemesinan pemotongan logam melakukan pemesinan
31 penelitian yang telah dilakukan Mukun et. al. (1995) secara kuantitatif menyangkut
pengaruh buruk pemesinan basah dengan anggapan pada pemesinan kering tidak akan dihasilkan pencemaran lingkungan kerja dan ini berarti tidak menghasilkan kabut
partikel cairan pemotongan. Dari pertimbangan hal diatas pakar pemesinan mencoba mencari solusi dengan suatu metode pemotongan alternatif dan mereka merumuskan bahwa pemesinan kering (dry cutting) yang dari sudut pandang ekologi disebut dengan pemesinan hijau (green machining) merupakan jalan keluar dari masalah tersebut. Melalui pemesinan kering diharapkan agar selain aman bagi lingkungan,
juga akan mengurangi ongkos produksi.
2.6 Rotary Cutting Tool
Selama proses pembubutan berlangsung, pahat diam dapat mengalami kegagalan dari fungsinya karena beberapa sebab antara lain : (Rochim, 1993)
a. Keausan yang secara bertahap memperbesar (tumbuh) pada bidang aktif pahat.
b. Retak yang menjalar sehingga menimbulkan patahan pada mata potong pahat.
c. Deformasi plastik yang akan mengubah bentuk / geometri pahat.
Jenis kerusakan yang terakhir diatas jelas disebabkan oleh penggunaan parameter pemotongan yang tinggi sehingga menimbulkan tekanan temperatur yang tinggi pada bidang aktif pahat dimana kekerasan dan kekuatan material pahat akan turun
32 umur pakai dari pahat diam yang menyebab kan tingkat kekasaran permukaan yang
dihasilkan akan tinggi.
Salah satu metode untuk menurunkan suhu pemotongan serta untuk meningkatkan
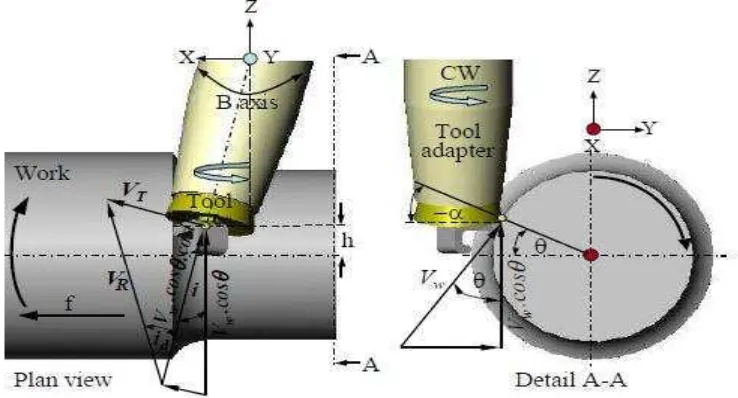
produktivitas pemesinan adalah dengan menggunakan pahat potong berputar (rotary cutting tool) dalam proses pemesinan bubut (Harun et al., 2009). Gambar 2.6 mengilustrasikan prinsip dari proses pemesinan ini. Seperti terlihat pada gambar, dalam
metode pemotongan ini, dengan pahat potong yang berputar maka mata pisau (cutting edge) akan mengalami proses pendingginan selama periode tanpa pemotongan (non cutting period) dalam satu putaran pahat potong.
Hal ini diharapkan bahwa suhu pahat potong akan menurun dibandingkan dengan
proses pemesinan bubut konvensional (pahat potong diam). Selain itu juga diharapkan bahwa proses pemesinan dengan pahat berputar ini dapat menghasilkan tingkat kekasaran
33 yang rendah pada permukaan benda kerja serta dapat digunakan untuk pemotongan
kecepatan tinggi (high speed cutting) untuk material Magnesium (Magnesium Alloy) dan material yang sulit dipotong (difficult to-cut materials) seperti paduan Nikel (Nickel Alloy),
34 BAB III. METODOLOGI PENELITIAN
3.1Waktu Dan Tempat Penelitian
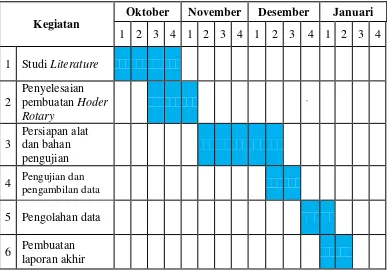
Penelitian ini akan dilaksanakan dalam 4 bulan yaitu dari bulan Oktober 2014
sampai dengan Januari 2014. Penelitian akan dilakukan di Laboratorium Teknik Produksi dan Laboratorium CNC/CAM Fakultas Teknik Universitas Lampung.
Tabel 3.1 Rencana kegiatan penelitian
Kegiatan
35 3.2Alur Penelitian
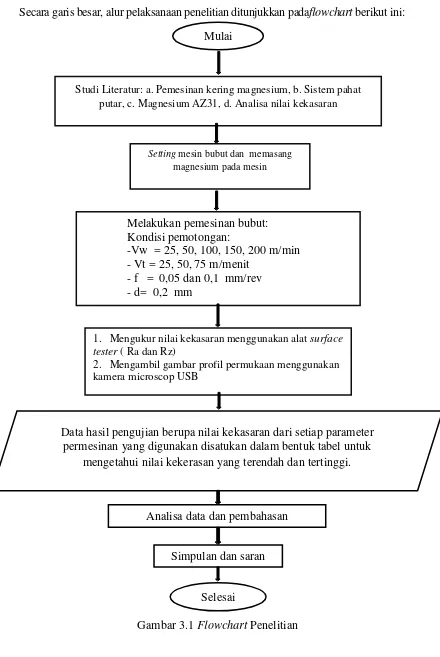
Secara garis besar, alur pelaksanaan penelitian ditunjukkan padaflowchart berikut ini:
Gambar 3.1 Flowchart Penelitian Mulai
Studi Literatur: a. Pemesinan kering magnesium, b. Sistem pahat putar, c. Magnesium AZ31, d. Analisa nilai kekasaran
Setting mesin bubut dan memasang magnesium pada mesin
1. Mengukur nilai kekasaran menggunakan alat surface
tester ( Ra dan Rz)
2. Mengambil gambar profil permukaan menggunakan kamera microscop USB
Data hasil pengujian berupa nilai kekasaran dari setiap parameter permesinan yang digunakan disatukan dalam bentuk tabel untuk
mengetahui nilai kekerasan yang terendah dan tertinggi.
Analisa data dan pembahasan
Simpulan dan saran
36 3.3Bahan Dan Alat Penelitian
Adapun bahan yang digunakan dalam penelitan ini adalahPaduan Magnesium AZ31 dengan giameter 50 mm dan panjang 310 mm.
Gambar 3.2. Material Magnesium AZ31
1. Material Magnesium AZ31
Material Magnesium memiliki karakterisitik fisik dan thermal sebagai berikut:
Tabel 3.2 Karakteristik fisik dan thermal paduan magnesium AZ31
Density [kg/mm3] 1,77 x 10-6 Young’s Modulus [kN/mm2
] 45,000
Possion’s ratio 0.35
Melting temperature [K] 891
Konduktifitas thermal [w/(mK)] 77 + 0.096T
Kapasitas Spesifik panas [J/(kgK)] 1000 + 0.666T
Koefisien muai panas[K-1] 2.48 x 10-5
37 Adapun alat-alat yang digunakan dalam penelitian ini adalah:
1. Mesin bubut
Mesin bubut adalah mesin perkakas manual yang digunakan untuk memotong
benda yang berputar. Bubut sendiri merupakan suatu proses pemakanan benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja kemudian
dikenakan pada pahat yang digerakkan secara translasi (sejajar dengan sumbu putar dengan benda kerja). Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakan translasi dari pahat disebut gerak makan.
Dalam penelitian ini, mesin bubut digunakan untuk melakukan pemesinan terhadap magnesium dengan menggunakan parameter-parameter pengujian yang
sudah ditentukan. Kemudian dari proses pemesinan bubut ini hasilnya akan diambil dan diolah menggunakan aplikasi lain.
Mesin bubut yang digunakan memiliki spesifikasi seperti yang ditunjukkan
pada tabel diberikut, dan ditunjukkan pada gambar 3.3.
38 Tabel 3.3 Spesifikasi mesin bubut konvensional
Merk PHINACO
Type S-90/200
Motor Main Motor Power: 4 Kw
Central High 200 mm
Central Distance 750-1150 mm
Swing Over Bed 400 mm
Swing Over Grap 600 mm
Swing Over Carriage 370 mm
Swing Cross Slide 210 mm
2. Sistem Pahat Putar (Rotary Tool System).
Pahat putar (rotary tool) merupakan sistem pahat yang digunakan dalam penelitian ini, dimana mata pisau (cutting edge) akan mengalami proses pendinginan
selama periode tanpa pemotongan (non cutting period) dalam satu putaran pahat potong. Hal ini diharapkan bahwa suhu pahat potong akan menurun dibandingkan dengan proses pemesinan bubut pahat diam. Pahat putar iniditempatkan pada dudukan
39 Gambar 3.4 Sistem pahat putar (holder rotary)
Tabel 3.4 Spesifikasi Rotary Tool
Merk motor AXUM590-A
Jenis Pahat Insert-Propeller Kecepatan putaran pahat 0-2000 rpm
Arah putaran spindel CW/CCW
40 3. Surface tester
Alat ini berfungsi untuk mengukur kekasaran dari suatu permukaan. Dengan
standar propertis pengukuran Ra, Rz, Rq. Dan dengan ketelitian alat 0.01 �m.
Gambar 3.5 Surface tester
Tabel 3.5 spesifikasi surface tester
Merk Mitutoyo SJ-210
Pabrikasi Japan
41 4. Kamera Mikroskop USB
Kamera Mikroskop USB digunakan untuk mengambil gambar profil permukaan dari material magnesium yang sudah dilakukan proses permesinan. Kamera Mikroskop USB ini memiliki pembesaran hingga 1000
kali.
Gambar 3.6 Microskop USB
3.4Prosedur Penelitian
Prosedur dari penelitian memiliki beberapa tahapan diantaranya:
3.4.1 Persiapan bahan
Paduan Magnesium AZ31 yang sebelumnya berbentuk balok memanjang dilakukan pembubutan rata sehingga berubah bentuk menjadi silinder dengan
42 Gambar 3.7 Pengukuran diameter awal Magnesium
3.4.2 Set-up Pemesinan
Pada tahapan ini dilakukan instalasi set-up mesin berupa penempatanholder rotary yang diletakkan pada dudukan pahat diam dengan cara melepaskannya dari eretan dengan melepas baut pengikatnya dan menggantikannya dengan holder rotary dan mengatur posisi dariholder rotary tersebut seperti tinggi pahat harus sejajar dengan senter. Hal ini sangat perlu dilakukan agar pada saat proses
43 Gambar 3.8Set-upPemesinan Magnesium
Gambar 3.8 Set-up Pemesinan Magnesium
3.4.3 Proses pembubutan spesimen
Setelah mesin di set-up, maka proses pembubutan material magnesium AZ31 dapat dilakukan tanpa menggunakan cairan pendingin. Pelaksanaan penelitian ini
dilakukan untuk mendapatkan nilai kekasaran pada permukaan benda kerja menggunakan surface tester.
Pada proses permesinan ini menggunakan dua buah pahat insert yaitu 16 mm dan 20 mm untuk semua parameter pemesinan yang digunakan, dengan arah putaran pahat yang digunakan adalah berlawanan dengan jarum jam / CCW (Center Clock