PERENCANAAN JADWAL DISTRIBUSI DENGAN
MENGGUNAKAN METODE DISTRIBUTION RESOURCES
PLANNING (DRP) PADA PT. MEWAH INDAH JAYA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari
Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
JUSCO 1 0 0 4 0 3 0 8 5D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
PERENCANAAN JADWAL DISTRIBUSI DENGAN
MENGGUNAKAN METODE DISTRIBUTION RESOURCES
PLANNING (DRP) PADA PT. MEWAH INDAH JAYA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari
Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
JUSCO
1 0 0 4 0 3 0 8 5
Disetujui oleh
Dosen Pembimbing I , Dosen Pembimbing II,
(Prof. Dr. Ir. Sukaria Sinulingga, M. Eng) (Rahmi M Sari, ST, MM(T))
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “Perencanaan Jadwal Distribusi dengan Menggunakan Metode Distribution Resources Planning (DRP) pada PT. Mewah Indah Jaya”.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis mengharapkan saran dan masukan yang bersifat membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Maret 2015 Penulis,
UCAPAN TERIMA KASIH
Segala puji dan syukur penulis ucapkan yang sebesar-besarnya kepada Tuhan Yang Maha Esa yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah memberikan nikmat kesehatan dan ilmu kepada penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, M.T., selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
2. Bapak Prof. Dr. Ir. Sukaria. Sinulingga, M.Eng., selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, tuntunan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
4. Seluruh dosen Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara dan dosen fakultas lainnya yang telah memberikan pengajaran selama perkuliahan yang menjadi bekal dalam penulisan tugas sarjana ini. 5. Kedua orangtua tercinta, Eddy Anggono dan Sie Phing yang tiada hentinya
mendukung penulis baik secara moril, doa, maupun materil sehingga tugas sarjana ini dapat diselesaikan. Penulis menyadari tidak dapat membalas segala kebaikan dan kasih sayang dari keduanya, oleh karena itu izinkanlah penulis memberikan karya ini sebagai ungkapan rasa terima kasih kepada Ibunda dan Ayahanda tercinta.
6. Saudara dan saudari penulis Jeriko Anggono, Micko Lekmarlie dan Maggie Junialie yang telah memberi dukungan dan semangat kepada penulis dalam penulisan tugas sarjana ini.
7. Staff pegawai Teknik Industri, Bang Mijo, Bang Ridho, Kak Dina, Bang Nurmansyah, Kak Rahma, dan Ibu Ani, terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini.
8. Bapak Effendy Thomas di PT Mewah Indah Jaya yang telah memberikan bantuan berupa waktu, bimbingan, serta informasi dan data selama melakukan penelitian.
9. Sahabat-sahabat terdekat dari J Corporation yang juga memberikan motivasi dan semangat bagi penulis.
11.Sahabat-sahabat seperjuangan di Departemen Teknik Industri, Lisa Maxel, Ayu Wintia Azizah, Arie Handoko, Suryadi, Andy, Joseph Kristanto, Putra Jaya, Susanto Salim, Rini Paskah Barus, Nadia Comeneci dan Saryanta Lumbantoruan serta rekan-rekan angkatan 2010 Teknik Industri FT USU (TITEN) yang juga membantu dan memberi dukungan dan semangat selama penelitian.
12.Seluruh pihak yang telah banyak memberi bantuan kepada penulis dalam penyelesaian tugas sarjana ini yang tidak dapat disebutkan satu per satu.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvi
ABSTRAK ... xviii
I PENDAHULUAN ... I-1
1.1. Latar Belakang... I-1 1.2. Perumusan Masalah ... I-4 1.3. Tujuan dan Manfaat ... I-4 1.4. Batasan dan Asumsi Penelitian ... I-5 1.5. Sistematika Penulisan Tugas Akhir ... I-6
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.3.2. Pembagian Tugas dan Tanggung Jawab ... II-2 2.3.3. Tenaga Kerja dan Jam Kerja... II-5 2.3.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-8 2.4. Proses Produksi ... II-8 2.4.1. Proses Produksi Produk Berbahan Aluminium ... II-9 2.4.1.1. Bahan yang Digunakan ... II-9 2.4.1.2. Proses Produksi Produk Berbahan Aluminium II-10 2.4.2. Proses Produksi Produk Berbahan Plastik ... II-15 2.4.2.1. Bahan yang Digunakan ... II-15 2.4.2.2. Proses Produksi Produk Berbahan Plastik ... II-16
III LANDASAN TEORI ... III-1
3.1. Konsep Dasar Peramalan ... III-1 3.1.1. Pendefinisian Tujuan Peramalan yang Baik ... III-1 3.1.2. Karakteristik Peramalan yang Baik ... III-2 3.1.3. Teknik Peramalan ... III-3
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.1.4.3. Metode Time Series ... III-8 3.1.4.4. Metode Proyeksi Kecenderungan Regresi ... III-8 3.1.5. Kriteria Performance Peramalan... III-11 3.1.6. Pengujian Hipotesa Distribusi F... III-12 3.1.7. Proses Verifikasi ... III-12 3.2. Economic Order Quantity (EOQ) ... III-13 3.3. Safety Stock ... III-14 3.4. Pengertian Distribusi ... III-15 3.5. Logika Distribution Resources Planning (DRP) ... III-15 3.5.1. Logika DRP : Matematika ... III-17 3.6. Langkah-Langkah Perencanaan... III-19 3.7. Manajemen Distribusi Inventory ... III-20 3.8. Sistem Distribusi ... III-21
IV METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.7. Pengumpulan Data... IV-4 4.8. Pengolahan Data ... IV-5 4.9. Analisis Pemecahan Masalah ... IV-7 4.10. Kesimpulan dan Saran ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data... V-1 5.1.1. Data Permintaan Produk Ember Periode
November 2013 – Oktober 2014 ... V-1 5.1.2. Lead Time Distribusi ... V-2 5.1.3. Status Persediaan Awal... V-2 5.1.4. Biaya Pemesanan ... V-3 5.1.5. Biaya Penyimpanan Persediaan ... V-4 5.1.6. Frekuensi Pemesanan Selama 12 Bulan Sebelumnya .. V-4 5.2. Pengolahan Data ... V-5 5.2.1. Peramalan Permintaan pada Distribution Centre ... V-5
5.2.2.1. Peramalan Permintaan pada Distribution Centre Binjai ... V-5 5.2.2. Perhitungan Order Quantity untuk Setiap
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.4. Perhitungan Safety Stock... V-24 5.2.5. Jumlah Permintaan Setiap Minggu Distribution Centre V-26 5.2.6. Distribution Resources Planning Worksheet ... V-27 5.2.7. Pegging Information ... V-44 5.2.8. Skema Distribusi Metode Distribution Resources
Planning ... V-47
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Peramalan Permintaan Distribution Centre ... VI-1 6.2. Analisis Perhitungan Order Quantity ... VI-3 6.3. Analisis Perhitungan Frekuensi Pemesanan ... VI-3 6.4. Analisis Perhitungan Safety Stock ... VI-5 6.5. Analisis Distribution Resources Planning Worksheet ... VI-8 6.6. Analisis Pegging Information ... VI-9
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan... VII-1 7.2. Saran ... VII-2
L1 – Data Permintaan Produk
L2 – Rekapitulasi Jumlah Permintaan Produk Periode November 2013–Oktober 2015
L3 – Diagram Pareto Perbandingan Jumlah Permintaan Produk PT. Mewah Indah Jaya
L4 – Data Permintaan Produk Ember Periode November 2013 - Oktober 2015 L5 – Scatter Diagram Data Permintaan
L6 – Rekapitulasi Perhitungan Error Hasil Peramalan L7 – Proyeksi Permintaan Distribution Centre
L8 – Aliran Informasi PT. Mewah Indah Jaya L9 - Form Tugas Akhir
L10 - Surat Penjajakan
DAFTAR TABEL
TABEL HALAMAN
1.1. Data Jumlah Permintaan Produk Ember Tahun 2013-2014 ... I-2 2.1. Komposisi Tenaga Kerja PT. Mewah Indah Jaya ... II-6 2.2. Jadwal Kerja Operator Bagian Pelat ... II-7 2.3. Jadwal Kerja Operator Bagian Injection dan Petugas
Keamanan ... II-7 2.4. Jadwal Kerja Karyawan Non Produksi ... II-7 5.1. Data Permintaan Produk Ember Periode November 2013
– Oktober 2014 ... V-1 5.2. Data Lead Time Distribusi ... V-2 5.3. Data Status Persediaan Awal ... V-3 5.4. Data Biaya Pemesanan ... V-3 5.5. Frekuensi Pemesanan Selama 12 Bulan Sebelumnya ... V-5 5.6. Perhitungan Parameter Peramalan Jumlah Permintaan
Distribution Centre Binjai dengan Metode Kuadratis ... V-6 5.7. Perhitungan Parameter Peramalan Jumlah Permintaan
Distribution Centre Binjai dengan Metode Siklis ... V-9 5.8. Perhitungan SEE pada Peramalan Jumlah Permintaan
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.9. Perhitungan SEE pada Peramalan Jumlah Permintaan
DistributionCentre Binjai dengan Metode Siklis ... V-12 5.10. Perhitungan Hasil Verifikasi Peramalan Jumlah
Permintaan DistributionCentre Binjai ... V-13 5.11. Rekapitulasi Fungsi Peramalan Permintaan Setiap Distribution
Centre ... V-16 5.12. Rekapitulasi Hasil Peramalan Permintaan Distribution Centre .. V-18 5.13. Rekapitulasi Perhitungan Order Quantity ... V-22 5.14. Rekapitulasi Perhitungan Frekuensi Pemesanan ... V-24 5.15. Rekapitulasi Perhitungan Safety Stock Distribution Centre ... V-25 5.16. Jumlah Permintaan Distribution Centre Setiap Minggu ... V-27 5.17. Distribution Resources Planning Worksheet untuk
Distribution Centre Binjai... V-30 5.18. Distribution Resources Planning Worksheet untuk
Distribution Centre Padang ... V-32 5.19. Distribution Resources Planning Worksheet untuk
Distribution Centre Sibolga ... V-34 5.20. Distribution Resources Planning Worksheet untuk
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.21. Distribution Resources Planning Worksheet untuk
Distribution Centre Tebing Tinggi ... V-39 5.22. Distribution Resources Planning Worksheet untuk
Distribution Centre Siantar ... V-41 5.23. Distribution Resources Planning Worksheet untuk
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Stuktur Organisasi PT. Mewah Indah Jaya ... II-2 3.1. Proses Manajemen Distribution Resources Planning ... III-19 3.2. Aliran Pendistribusian PT Mewah Indah Jaya ... III-22 4.1. Kerangka Berpikir ... IV-3 4.2. FlowChart Penelitian ... IV-4 4.3. FlowChart Pengolahan Data ... IV-6 5.1. Scatter Diagram Jumlah Permintaan Produk Ember
pada Distribution Centre Binjai ... V-6 5.2. Moving Range Chart Jumlah Permintaan Distribution
Centre Binjai ... V-15 5.3. Skema Pendistribusian PT. Mewah Indah Jaya dengan
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
ABSTRAK
Proses distribusi pada PT. Mewah Indah Jaya memiliki beberapa kendala dalam menyikapi jumlah permintaan yang terjadi pada masing-masing Distribution Centre (DC). Hal tersebut merupakan salah satu kendala yang menyebabkan sering terjadinya stock out pada masing-masing Distribution Centre sehingga terjadi keterlambatan dalam pemenuhan kebutuhan pelanggan yang menunjukkan bahwa sistem distribusi dalam perusahaan masih belum terintegrasi. Penyelesaian permasalahan agar sistem distribusi lebih terintegrasi adalah dengan menerapkan metode Distribution Resources Planning. Jumlah hasil peramalan dari data historis tersebut yang menjadi input metode DRP tersebut yang kemudian diolah dan diperoleh jumlah frekuensi pemesanan, order quantity dan safety stock yang dibutuhkan perusahaan dalam melakukan proses atau aktivitas distribusi. Sistem DRP mampu memberikan aliran produk dari Central Supply Facility ke setiap
Distribution Centre dalam waktu dan jumlah yang terintegrasi, sehingga kelancaran aktivitas distribusi perusahaan menjadi tidak terganggu dan mengurangi kekurangan stok (stock out) pada masing-masing Distribution Centre
serta meningkatkan tingkat pelayanan terhadap pelanggan melalui perencanaan distribusi yang mampu memproyeksikan kebutuhan yang akan datang.
Kata Kunci : Forecasting, Economic Order Quantity (EOQ), Safety Stock dan
ABSTRAK
Proses distribusi pada PT. Mewah Indah Jaya memiliki beberapa kendala dalam menyikapi jumlah permintaan yang terjadi pada masing-masing Distribution Centre (DC). Hal tersebut merupakan salah satu kendala yang menyebabkan sering terjadinya stock out pada masing-masing Distribution Centre sehingga terjadi keterlambatan dalam pemenuhan kebutuhan pelanggan yang menunjukkan bahwa sistem distribusi dalam perusahaan masih belum terintegrasi. Penyelesaian permasalahan agar sistem distribusi lebih terintegrasi adalah dengan menerapkan metode Distribution Resources Planning. Jumlah hasil peramalan dari data historis tersebut yang menjadi input metode DRP tersebut yang kemudian diolah dan diperoleh jumlah frekuensi pemesanan, order quantity dan safety stock yang dibutuhkan perusahaan dalam melakukan proses atau aktivitas distribusi. Sistem DRP mampu memberikan aliran produk dari Central Supply Facility ke setiap
Distribution Centre dalam waktu dan jumlah yang terintegrasi, sehingga kelancaran aktivitas distribusi perusahaan menjadi tidak terganggu dan mengurangi kekurangan stok (stock out) pada masing-masing Distribution Centre
serta meningkatkan tingkat pelayanan terhadap pelanggan melalui perencanaan distribusi yang mampu memproyeksikan kebutuhan yang akan datang.
Kata Kunci : Forecasting, Economic Order Quantity (EOQ), Safety Stock dan
BAB I
PENDAHULUAN
1.1. Latar Belakang
Dunia usaha mengalami perkembangan yang sedemikian cepatnya yang menyebabkan maraknya perusahaan-perusahaan manufaktur yang saling bersaing untuk menjadi yang terbaik di pasar global. Berbagai cara dilakukan untuk meningkatkan kepuasan pelanggan diantaranya melalui produk yang berkualitas, ketepatan waktu pengiriman dan biaya yang minimum. Perusahaan sendiri juga tidak terlepas untuk meningkatkan produktivitas serta meminimumkan biaya yang tidak diperlukan untuk mengurangi biaya produksi dengan cara mengoptimumkan kegiatan atau proses produksi perusahaan.
PT. Mewah Indah Jaya merupakan perusahaan yang bergerak di bidang
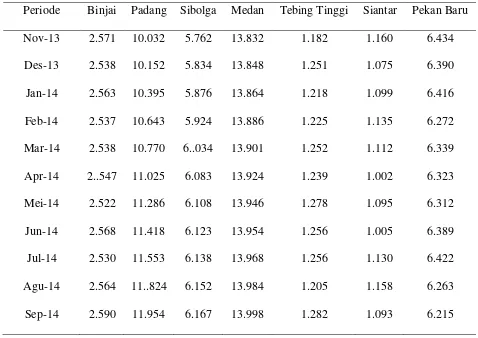
Tabel 1.1. Data Jumlah Permintaan Produk Ember Tahun 2013-2014
Periode Binjai Padang Sibolga Medan Tebing Tinggi Siantar Pekan Baru Nov-13 2571 10032 5762 13832 1182 1160 6434 Des-13 2538 10152 5834 13848 1251 1075 6390 Jan-14 2563 10395 5876 13864 1218 1099 6416 Feb-14 2537 10643 5924 13886 1225 1135 6272 Mar-14 2538 10770 6034 13901 1252 1112 6339 Apr-14 2547 11025 6083 13924 1239 1002 6323 Mei-14 2522 11286 6108 13946 1278 1095 6312 Jun-14 2568 11418 6123 13954 1256 1005 6389 Jul-14 2530 11553 6138 13968 1256 1130 6422 Agu-14 2564 11824 6152 13984 1205 1158 6263 Sep-14 2590 11954 6167 13998 1282 1093 6215 Okt-14 2558 12100 6184 14012 1239 1154 6361 Total 30626 133152 72385 167117 14883 13218 76136
Sumber : PT. Mewah Indah Jaya
Perusahaan ini memiliki beberapa kelemahan yang diantaranya berupa sering terjadi kendala dalam proyeksi permintaan setiap distribution centre di masa yang akan datang yang masih menggunakan metode trial dan error
persediaan yang berada pada Distribution Centre tidak terkendali sehingga tidak terpenuhinya permintaan konsumen.
Bukti nyata yang dapat dilihat dari data historis perusahaan adalah pada bulan Agustus 2014 terjadi stock out produk ember sebesar 248 unit pada minggu ke 3 di Distribution Centre Padang sehingga pemenuhan sebagian permintaan produk ember untuk minggu ke 3 direlokasikan pada minggu berikutnya begitu juga pada minggu ke 4. Permasalahan yang sama juga terjadi pada beberapa
Distribution Centre di antaranya Distribution Centre Sibolga yang pada bulan September mengalami keadaan stock out produk ember sebesar 137 unit pada minggu ke 2 dimana sebagian pemenuhan produk ember untuk minggu ke 2 direlokasikan pada minggu ke 3.
Permasalahan ini menunjukkan sistem penjadwalan pendistribusian dalam perusahaan masih belum terintegrasi sehingga dalam pemenuhan kebutuhan produk kepada pelanggan menjadi terlambat dan otomatis tingkat kepuasan pelanggan juga akan menurun. Perencanaan penjadwalan distribusi yang baik dapat mengurangi terjadinya permasalah pada setiap distribution centre.
Metode ini pernah dilakukan pada Perusahaan Bulog Negara yang berlokasikan di Bandung yang dimana dengan pemanfaatan metode DRP terjadi penghematan biaya distribusi sebesar 42,77 %.1
1.2. Perumusan Masalah
Berdasarkan latar belakang di atas dapat dilihat bahwa perumusan masalah dari PT Mewah Indah Jaya yaitu tidak terintegrasinya sistem penjadwalan distribusi yang menyebabkan keterlambatan dalam pendistribusian produk di setiap Distribution Centre.
1.3. Tujuan dan Manfaat
Tujuan umum penelitian adalah untuk merencanakan kegiatan distribusi dan produksi dengan metode Distribution Resources Planning (DRP) untuk memperbaiki kegiatan distribusi produk pada perusahaan.
Tujuan khusus dalam penelitian ini adalah :
1. Memberikan proyeksi data permintaan pada masing – masing distribution center untuk periode 1 tahun ke depan.
2. Menentukan perencanaan frekuensi pemesanan usulan
3. Menentukan safety stock pada masing-masing DC berdasarkan tingkat pemenuhan kebutuhan distribution center.
1
4. Menentukan order quantity pada masing-masing DC untuk mengoptimumkan jumlah pemesanan.
5. Memperoleh perencanaan kegiatan distribusi dalam bentuk Distribution Resources Planning Worksheet.
Manfaat penelitian adalah: 1. Manfaat bagi mahasiswa
Mahasiswa mampu menggunakan dan mengaplikasikan teori dan konsep perencanaan produksi ke dalam inti persoalan dalam suatu perusahaan yaitu dengan pendekatan metode Distribution Resources Planning.
2. Manfaat bagi perusahaan.
Manfaat bagi perusahaan yaitu hasil penelitian bisa menjadi usulan perbaikan dalam sistem perusahaan agar kegiatan produksi perusahaan menjadi lebih optimal dan dapat meminimumkan biaya.
3. Manfaat bagi Departemen Teknik Industri USU
Departemen Teknik Industri USU dapat menjalin hubungan kerjasama yang baik dengan PT Mewah Indah Jaya.
1.4. Batasan Masalah dan Asumsi
Batasan masalah yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Penelitian dilakukan pada daerah pemasaran utama yang memiliki
2. Pabrik yang digunakan untuk dilakukan penelitian adalah pabrik injection molding PT. Mewah Indah Jaya
3. Penerapan Distribution Resources Planning hanya diterapkan pada 1 produk unggulan pada PT Mewah Indah Jaya yaitu ember.
4. Penelitian ini hanya membahas tentang perencanaan kegiatan distribusi dari
Central Supply Facility ke setiap Distribution Centre.
Sedangkan asumsi-asumsi yang digunakan dalam penelitian ini adalah: 1. Data permintaan yang digunakan berupa data permintaan pada bulan
November 2013- Oktober 2014.
2. Sistem produksi berjalan dengan lancar 3. Kapasitas penyimpanan produk tersedia 4. Tidak diperbolehkan adanya back order
5. Kondisi perusahaan tidak mengalami perubahan selama penelitian 6. Permintaan produk bersifat deterministik.
7. Transportasi dapat berjalan dan dioperasikan 8. Lokasi DC tidak mengalami perubahan
1.5. Sistematika Penulisan Laporan
organisasi perusahaan, sistem pengupahan dan fasilitas yang digunakan, proses produksi produk gantungan baju, serta mesin dan peralatan yang digunakan dalam proses produksi dibahas pada bab II. Bab III berisi tentang landasan teori, berisi teori mengenai forecasting, Distribution Resources Planning (DRP) dan penentuan safety stock dan order quantity pada inventory.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Mewah Indah Jaya merupakan sebuah perusahaan yang bergerak di bidang industri pengolahan alat-alat kebutuhan rumah tangga. Perusahaan ini didirikan oleh Bapak Susanto dan Effendi pada tahun 1980 tepatnya berada di lokasi daerah Sunggal pada awal berdirinya. Pada tahun 1983, PT. Mewah Indah Jaya pindah ke daerah Binjai tepatnya di gang Kenduri no 86 km 14, Deli Serdang, Sumatera Utara.
PT. Mewah Indah Jaya yang merupakan perusahaan keluarga turun menurun sekarang dipimpin oleh anak dari Bapak Effendi yaitu Thomas Effendi.
2.2. Ruang Lingkup Bidang Usaha
PT. Mewah Indah Jaya merupakan perusahaan yang bergerak di bidang produksi produk rumah tangga yang berbahan aluminium dan plastik. Adapun produk berbahan aluminium yang dihasilkan berupa dandang dan kuali sementara produk berbahan plastik yang diproduksi memiliki ragam yang lebih banyak yang berupa ember, baskom, piring, keranjang, kursi, celengan dan lain sebagainya.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi Perusahaan
PT. Mewah Indah Jaya memiliki struktur organisasi fungsional yang dimana hubungan fungsional tersebut terlihat dari pembagian atau pemisahan tugas berdasarkan fungsi-fungsi yang ada pada perusahaan yaitu bagian produksi, bagian gudang, bagian keuangan, bagian administrasi dan petugas keamanan.
Struktur Organisasi PT. Mewah Indah Jaya dapat dilihat pada Gambar 2.1.
Direktur
Kabid Produksi Kabid Gudang Kabid Keuangan Kabid Administrasi Petugas Keamanan Supervisor Injection Supervisor Pelat Supervisor Boker Karyawan Gudang Karyawan Penjualan Karyawan Pemasaran Operator Bagian Injection Operator Bagian Pelat Operator Bagian Boker
Gambar 2.1. Stuktur Organisasi PT. Mewah Indah Jaya
2.3.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab setiap bagian pada PT. Mewah Indah Jaya adalah sebagai berikut:
1. Direktur
Direktur berfungsi sebagai pemimpin tertinggi di dalam perusahaan, mempunyai tujuan dan tanggung jawab sebagai berikut :
b. Menjalankan fungsi manajemen (top management) dalam pengambilan keputusan
c. Melakukan kerjasama dengan organisasi yang terkait 2. Kepala bidang produksi
Kepala bidang produksi memiliki fungsi dan tujuan sebagai berikut : a. Mangatur pelaksanaan produksi
b. Melakukan pengawasan terhadap proses produksi
c. Bertanggung jawab kepada Direktur atau keseluruhan kegiatan produksi 3. Kepala bidang gudang
Kepala bidang gudang mempunyai tugas dan wewenang sebagai berikut: a. Mengatur ketersediaan bahan baku untuk produksi
b. Mengatur tempat penyimpanan produk jadi
c. Bertanggung jawab kepada Direktur atas keseluruhan kegiatan di gudang 4. Kepala bidang keuangan
Kepala bidang keuangan mempunyai tugas dan wewenang sebagai berikut : a. Mengatur keuangan perusahaan
b. Mencatat dan membuat laporan hasil penjualan dan kegiatan lain yang berhubungan dengan keuangan
c. Mengatur pembagian gaji karyawan.
d. Bertanggung jawab kepada Direktur mengenai anggaran biaya, realisasi dan pengawasannya.
Kepala bidang administrasi mempunyai tanggung jawab atas semua hal yang menyangkut administrasi yang ada pada perusahaan.
6. Petugas keamanan
Petugas keamanan mempunyai tanggung jawab menjaga keamanan pabrik serta menutup dan membuka pintu masuk perusahaan.
7. Supervisor bagian injection
Supervisor bagian injection mempunyai tanggung jawab untuk mengatur serta mengawasi pekerjaan operator bagian injection.
8. Supervisor bagian pelat
Supervisor bagian pelat mempunyai tanggung jawab untuk mengatur serta mengawasi pekerjaan operator bagian pelat.
9. Supervisor bagian boker
Supervisor bagian boker memiliki tanggung jawab untuk mengatur serta mengawasi pekerjaan operator bagian boker.
10. Karyawan gudang
Karyawan gudang memiliki tugas dan tanggung jawab sebagai berikut : a. Menjaga keamanan gudang
b. Mencatat barang yang keluar dan masuk c. Mengatur keluar masuknya barang 11. Karyawan penjualan
Karyawan penjualan mempunyai tanggung jawab untuk menerima pesanan dari pelanggan dan mencatat segala aktivitas penjualan
Karyawan pemasaran mempunyai tujuan dan tanggung jawab dalam pemasaran produk yang diproduksi dan meningkatkan penjualan melalui usaha promosi.
13. Karyawan Bengkel
Karyawan bengkel mempunyai tujuan dan tanggung jawab dalam memberikan jadwal maintenance kepada bagian produksi dan memperbaiki mesin yang tidak bekerja.
14. Operator
Operator mempunyai tanggung jawab sebagai berikut:
a. Bertanggung jawab terhadap proses produksi yang berlangsung di lantai produksi
b. Bertanggung jawab terhadap produk yang dihasilkan
2.3.3. Tenaga Kerja dan Jam Kerja
Tenaga kerja pda PT. Mewah Indah Jaya terdiri dari tenaga kerja tetap dan tenaga kerja outsourcing. Tenaga kerja tetap pada PT. Mewah Indah Jaya berupa kepala bidang, staf dan supervisor. Tenaga kerja yang termasuk tenaga kerja outsourcing yaitu operator yang bekerja di lantai produksi.Perusahaan tidak secara langsung mengadakan kontrak kerja kepada tenaga kerja outsourcing
melainkan kepada pihak perusahaan yang menjadi penyalurnya.
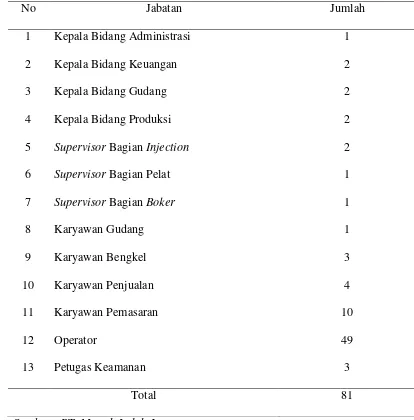
Tabel 2.1. Komposisi Tenaga Kerja PT. Mewah Indah Jaya
No Jabatan Jumlah
1 Kepala Bidang Administrasi 1 2 Kepala Bidang Keuangan 2 3 Kepala Bidang Gudang 2 4 Kepala Bidang Produksi 2
5 Supervisor Bagian Injection 2
6 Supervisor Bagian Pelat 1
7 Supervisor Bagian Boker 1
8 Karyawan Gudang 1
9 Karyawan Bengkel 3
10 Karyawan Penjualan 4
11 Karyawan Pemasaran 10
12 Operator 49
13 Petugas Keamanan 3
Total 81
Sumber : PT. Mewah Indah Jaya
Pembagian jam kerja tenaga kerja pada PT. Mewah Indah Jaya adalah sebagai berikut :
1. Operator bagian pelat
Tabel 2.2. Jadwal Kerja Operator Bagian Pelat
Hari Kerja Jam Kerja (WIB) Jam Istiharat (WIB) Senin-Sabtu 08.00-16.00 12.00-13.00
Sumber : PT. Mewah Indah Jaya
2. Supervisorinjection, operator injection dan petugas keamanan
[image:33.595.128.549.362.474.2]Jadwal kerja bagian supervisor injection, operator injection dan petugas keamanan terbagi dalam tiga shift kerja yang dapat dilihat pada Tabel 2.3.
Tabel 2.3. Jadwal Kerja Operator Bagian Injection dan Petugas Keamanan
Hari Kerja Shift Jam Kerja (WIB) Jam Istirahat (WIB)
Senin-Sabtu
1 07.00-15.00 12.00-13.00 2 15.00-23.00 18.00-19.00 3 23.00-07.00 04.00-15.00
Sumber : PT. Mewah Indah Jaya
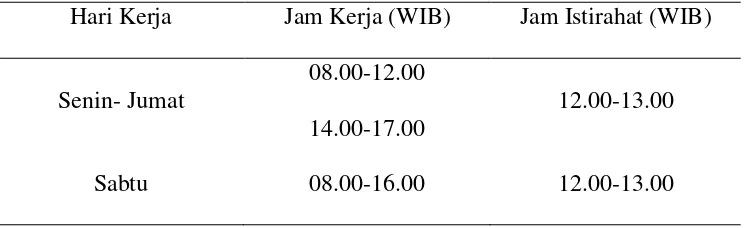
3. Karyawan bagian non produksi
[image:33.595.145.518.612.726.2]Jadwal kerja untuk karyawan bagian non produksi dapat dilihat pada Tabel 2.4.
Tabel 2.4. Jadwal Kerja Karyawan Non Produksi
Hari Kerja Jam Kerja (WIB) Jam Istirahat (WIB)
Senin- Jumat
08.00-12.00
12.00-13.00 14.00-17.00
Sabtu 08.00-16.00 12.00-13.00
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Mewah Indah Jaya didasarkan pada jenis tenaga kerja. Gaji tenaga kerja outsourcing diberikan setiap dua minggu sekali. Besarnya upah ditentukan berdasarkan jumlah hari kerja. Gaji tenaga kerja tetap diberikan secara bulanan dengan besar upah sesuai tingkat jabatan. Selain gaji pabrik, perusahaan juga memberikan tunjangan dan fasilitas antara lain:
1. Upah lembur
Upah lembur diberikan kepada tenaga kerja yang bekerja melebihi jam kerja normal.
2. Tunjangan Hari Raya (THR)
Tunjangan hari raya diberikan kepada tenaga kerja tetap menjelang hari raya. 3. Cuti
Cuti yang diberikan oleh perusahaan kepada tenaga kerjanya yaitu 12 hari setiap tahunnya. Perusahaan juga memberikan cuti melahirkan selama 3 bulan kepada tenaga kerja wanita.
2.4. Proses Produksi
2.4.1. Proses Produksi Produk Berbahan Aluminium 2.4.1.1. Bahan yang Digunakan
Bahan yang digunakan untuk memproduksi produk berbahan aluminium yang berupa bahan baku, bahan tambahan dan bahan penolong adalah sebagai berikut :
1. Bahan baku
Bahan baku yang digunakan untuk produk berbahan aluminium adalah aluminium. Bahan baku bersumber dari perusahaan pemasok aluminium. 2. Bahan tambahan
Bahan tambahan yang digunakan sebagai berikut : a. Paku
Paku yang digunakan terbuat dari aluminium yang digunakan dalam perakitan body dengan pegangan.
b. Label
Label berupa stiker yang bertuliskan merek produk yang ditempelkan pada produk.
c. Plastik pembungkus
Plastik digunakan untuk membungkus produk yang telah selesai diproses. 3. Bahan penolong
Bahan penolong yang digunakan pada PT. Mewah Indah Jaya antara lain : a. Bensin
Kertas pasir digunakan untuk menghaluskan permukaan produk.
2.4.1.2. Proses Produksi Produk Berbahan Aluminium
Proses produksi produk berbahan aluminium sebagai berikut : 1. Pengecoran
Pada tahap pengecoran, aluminium yang telah dileburkan, dituangkan ke dalam cetakan berbentuk kubus yang selanjutnya dibiarkan hingga terbentuknya produk.
2. Pengepresan (Pressing 1)
Pada tahap pengepresan ini produk dibawa untuk dibentuk pelat dengan ketebalan 1,2 cm.
3. Pengepresan (Pressing 2)
Pada tahap ini, hasil pengepresan yang tahap pertama diproses pada pengepresan tahap 2 hingga memiliki ketebalan 0,5 cm.
Proses pembuatan produk aluminium berupa dandang terdiri dari proses pembuatan body, pegangan, tutup, penyaring, perakitan dan pengemasan. 1. Pembuatan body
Tahapan pembuatan body yaitu sebagai berikut: a. Pemotongan (square cutting)
Pemotongan pada aluminium dilakukan dengan menggunakan cutting machine. Pelat aluminium dipotong berbentuk persegi empat yang disesuaikan dengan ukuran dandang yang akan diproduksi.
Pelat aluminium dengan tebal 0,5 cm yang telah dipotong selanjutnya diproses pada mesin press hingga ketebalan pelat menjadi 0,15 cm.
c. Pemotongan (circle cutting)
Pelat segi empat dipotong membentuk lingkaran. Pemotongan pelat dilakukan dengan menggunakan mesin circle. Pada mesin circle terdapat bermacam ukuran cetakan sesuai ukuran dinding yang akan diproduksi. d. Pencetakan (forming)
Pelat yang berbentuk lingkaran kemudian dicetak membentuk body
dinding dengan menggunakan mesin big press. Sebelum dicetak, peat diolesi dengan limbah minyak sawit agar tidak pecah atau rusak karena akan dikenanakan tekanan.
e. Pemebentukan pinggrian (edge forming)
Pada tahap ini digunakan mesin engkol. Proses yang dilakukan pada tahap ini adalah penyempurnaan bentuk body dinding, pemotongan pinggiran dandang yang belum dibentuk hingga rata dan pembentukan pinggiran dinding.
f. Pengkilatan (polishing)
Pada proses ini body dandang ditemaptkan pada mesin putar kemudian diolesi dengan bensin. Body digosok dengan menggunakan kain higga mengkilat.
g. Pembentukan pinggang (waist forming)
h. Pelubangan
Body dandang dilubangi sebanyak 4 lubang menggunakan punch. 2. Pembuatan pegangan dandang (holder forming)
Tahapan proses pembuatan pegangan dandang adalah sebagai berikut : a. Pemotongan pelat aluminium
Pemotongan pelat aluminium yang telat dipres sesuai dengan spesifikasi pegangan produk
b. Pembentukan (forming)
Hasil potongan pelat aluminium kemudian dibentuk dengan menggunakan alat penekuk agar pegangan menekuk.
c. Pelubangan (punching)
Pelat yang ditekuk kemudian dilubangkan pada kedua bagian ujungnya. d. Pembengkokan (curving)
Pelat yang sudah berlubang kemudian dibengkokkan sesuai dengan spesifikasi yang dibutuhkan dengan alat pembengkok.
3. Pembuatan tutup
Tahapan proses pembuatan tutup sebagai berikut: a. Pemotongan (square cutting)
Pemotongan pelat aluminium dilakukan dengan menggunakan cutting machine. Pelat dipotong dengan bentuk segi empat sesuai dengan spesifikasi tutup dandang yang akan diproduksi.
Pelat aluminium dengan tebal 0,5 cm yang telah dipotong kemudian diproses pada mesin press sehingga ketebalan menjadi 0,15 cm.
c. Pemotongan (circle cutting)
Pelat aluminium berbentuk segi empat tersebut dipotong dengan menggunakan mesin circle untuk menjadikan bentuk lingkaran.
d. Pencetakan (forming)
Pelat yang berbentuk lingkaran dicetak membentuk tutup dandang menggunakan mesin big press. Sebelum dicetak, pelat diolesi limbah minyak sawit agar pelat tidak pecah/rusak karena kaan dikenakan tekanan.
e. Pembentukan pinggiran (edge forming)
Pada tahap ini digunakan mesin engkol. Proses yang dilakukan pada tahap ini adalah penyempurnaan bentuk tutup dandang, pemotongan pinggiran tutup dandang yang belum dibentuk hingga rata dan pembentukan pinggiran tutup dandang.
f. Pengkilatan (polishing)
Pada tahap ini tutup dinding ditempatkan pada mesin putar lalu diolesi bensin. Tutup dandang digosok menggunakan kain hingga mengkilat. g. Pelubangan (punching)
Tutup dandang dilubangi pada bagian tengah menggunakan punch. 4. Pembuatan penyaring
Pemotongan pelat aluminium dilakukan dengan menggunakan cutting machine. Pelat dipotong dengan bentuk segi empat sesuai dengan spesifikasi ukuran penyaring yang akan diproduksi.
b. Pengepresan (pressing)
Pelat aluminium dengan tebal 0,5 cm yang telah dipotong kemudian diproses pada mesin press sehingga ketebalan menjadi 0,15 cm.
c. Pemotongan (circle cutting)
Pelat aluminium berbentuk segi empat tersebut dipotong dengan menggunakan mesin circle untuk menjadikan bentuk lingkaran.
d. Pelubangan (punching)
Penyaring dilubangi dengan menggunakan punch sehingga terdapat banyak lubang pada penyaring.
e. Pemasangan kawat
Pada tahap ini kawat dikaitkan pada lubang di bagian tengah penyaring yang berfungsi sebagai pegangan penyaring.
5. Perakitan
Tahapan perakitan sebagai berikut :
a. Body dandang yang telah selesai dilubangi kemudian dirakit dengan pegangan
6. Pengemasan
Proses pengemasan meliputi semua kegiatan penempelan label merek dan pembungkusan produk.
Proses pembuatan kuali hampir sama dengan dengan proses pembuatan dandang. Perbedaannya adalah pada pembuatan kuali tidak terdapat proses pembentukan pinggang, pembuatan tutup, pembuatan penyaringan dan pegangan.
2.4.2. Proses Produksi Produk Berbahan Plastik 2.4.2.1. Bahan yang Digunakan
Bahan yang digunakan untuk memproduksi produk berbahan plastik yang berupa bahan baku, bahan tambahan dan bahan penolong adalah sebagai berikut :
1. Bahan baku
Bahan baku yang digunakan untuk produksi produk plastik yaitu bijih plastik. Bahan baku bijih lastik dipasok dari PT. Candra Petrochemical Tbk, PT. Bintang Terang dan PT. Sempurna. Bahan baku yang digunakan bermacam-macam yaitu polyetylene bening, poyprophylene dengan variasi warna dan cacahan dari plastik bekas yang akan didaur ulang kembali.
2. Bahan tambahan
Bahan tambahan yang digunakan adalah zat pewarna yang digunakan untuk mewarnai bahan baku, label yang merupakan merek produk dan plastik/kardus untuk proses pengemasan.
Bahan penolong yang digunakan dalam proses produksi yaitu air yang digunakan dalam proses pencucian cacahan plastik.
2.4.2.2. Proses Produksi Produk Berbahan Plastik
Bahan yang digunakan PT. Mewah Indah Jaya untuk produk plastik ada 2 jenis yaitu bahan baku dari pabrik dan bahan baku daur ulang. Bahan baku daur ulang memerlukan beberapa tahap proses pengolahan terlebih dahulu sebelum menjadi bahan baku siap pakai, yaitu sebagai berikut :
1. Pencacahan
Pada tahap ini bahan baku daur ulang dicacah menjadi berukuran lebih kecil lagi untuk memudahkan dalam proses pemanasan di dalam mesin injection. Proses ini dilakukan dengan mesin crusher di bagian boker.
2. Pencucian dan penyaringan
Pada tahap ini cacahan bahan baku dimasukkan ke dalam bak pencucian dengan proses pencucian sebanyak empat tahap. Proses pencucian ini dilakukan secara manual oleh operator. Proses ini bertujuan memisahkan kotoran yang menempel pada bahan baku. Bahan baku yang bersih akan terapung di air, sedangkan kotoran akan mengendap di bawah air. Bahan baku yang terapung disaring secara manual menggunakan saringan.
3. Penjemuran
Bahan baku daur ulang yang siap pakai dan bahan baku dari pabrik selanjutnya diproses sebagai berikut :
1. Pencampuran warna
Tahap pencampuran warna dimulai dengan memasukkan bahan baku dan zat pewarna ke dalam mesin mixer warna. Hasil dari proses ini adalah bahan baku yang sesuai dengan warna produk yang akan diproduksi.
2. Pencetakan
Tahap ini dilakukan pada mesin injection molding dan mesin blow molding. Bahan baku dimasukkan ke dalam mesin melalui hopper. Pada mesin terjadi proses pemanasan untuk mengubah wujud bahan baku dari cacahan/butiran padat menjadi cairan. Bahan baku yang telah mencair kemudian diinjeksikan ke cetakan. Dengan demikian cara yang demikian dihasilkan produk dengan bentuk yang sesuai dengan cetakan. Cetakan produk dapat diganti atau diubah sesuai dengan produk yang akan diproduksi.
3. Pemotongan
Pemotongan dilakukan menggunakan pisau untuk merapikan pinggiran produk yang tidak rata.
4. Perakitan
5. Pengemasan
BAB III
LANDASAN TEORI
3.1. Konsep Dasar Peramalan2
1. Jangka Pendek (Short Term)
Peramalan merupakan bagian awal dari proses pengambilan suatu keputusan. Sebelum melakukan peramalan harus diketahui terlebih dahulu apa sebenarnya persoalan dalam pengambilan keputusan itu. Pada hakekatnya peramalan hanya merupakan suatu perkiraan (guess), namun dengan menggunakan teknik-teknik tertentu, peramalan menjadi lebih dari sekedar perkiraan. Peramalan dapat disebut sebagai perkiraan yang ilmiah (educated guess). Dalam kegiatan produksi, peramalan dilakukan untuk menentukan jumlah permintaan terhadap suatu produk dan juga merupakan langkah awal dari proses perencanaan dan pengendalian produksi.
3.1.1. Pendefinisian Tujuan Peramalan yang Baik
Tujuan peramalan dilihat dari segi waktu, terdiri dari :
Menentukan kuantitas dan waktu dari item produksi. Peramalan ini biasanya bersifat harian, mingguan ataupun bulanan dan ditentukan oleh low management.
2. Jangka Menengah (Medium Term)
2
Menentukan kuantitas dan waktu dari kapasitas produksi. Peramalan ini biasanya bersifat kuartal ataupun tahunan dan ditentukan oleh middle management.
3. Jangka Panjang (Long Term)
Menentukan kuantitas dan waktu dari fasilitas produksi. Peramalan ini biasanya bersifat 5 tahun, 10 tahun ataupun 20 tahun dan ditentukan oleh top management.
3.1.2. Karakteristik Peramalan yang Baik
Peramalan yang baik mempunyai kriteria yang penting yaitu : 1. Akurasi
Akurasi dari suatu hasil peramalan diukur dengan konsistensian peramalan tersebut. Hasil peramalan dikatakan bias bila peramaln tersebut terlalu tinggi atau rendah dibandingkan dengan kenyataan yang sebenarnya terjadi. Hasil peramalan dikatakan konsisten bila besarnya kesalahan peramlan relatif kecil. Peramalan yang terlalu rendah akan mengakibatkan kekurangan persediaan, sehingga permintaan konsumen tidak dapat dipenuhi segera, akibatnya perusahaan dimungkinan kehilangan pelanggan dan kehilangan keuntungan penjualan. Peramalan yang terlalu tinggi akan mengakibatkan terjadinya penumpukan persediaan, sehingga banyak modal yang terserap sia-sia. Keakuratan dari hasil peramalan ini berperan penting dalam menyeimbangkan persediaan yang ideal.
Biaya yang diperlukan dalam pembuatan suatu peramalan adalah tergantung dari jumlah item yang diramalkan, lamanya peramalan dan metode peramalan yang digunakan. Ketiga faktor pemicu biaya tersebut akan mempengaruhi berapa banyak data yang dibutuhkan, bagaimana pengolahan datanya, bagaimana penyimpanan datanya dan siapa tenaga ahli yang diperbantukan. Pemilihan metode peramalan harus disesuaikan dengan dana yang tersedia dan tingkat akurasi yang ingin diperoleh. Misalkan item-item yang akan penting akan diramalkan dengan metode yang sederhana dan murah.
3. Kemudahan
Penggunaan metode peramaln yang sederhana, mudah dibuat dan mudah diaplikasikan akan memberikan keuntungan bagi perusahaan. Metode yang canggih hanya percuma bila tidak dapat diaplikasikan pada sistem perusahaan karena keterbatasan dana, sumber daya manusia maupun peralatan dan teknologi.
3.1.3. Teknik Peramalan3
3.1.3.1.Faktor-faktor yang Mempengaruhi Pemilihan Teknik Peramalan
Peramalan pada dasarnya merupakan upaya dalam memperkecil resiko yang timbul akibat pengambilan keputusan dalam suatu perencanaan produksi. Semakin besar upaya yang dikeluarkan, maka akan semakin besar pula resiko yang diperoleh. Namun, upaya memperkecil resiko tersebut dibatasi oleh biaya
3
yang dikeluarkan dalam mengupayakan hal tersebut. Faktor-faktor yang harus dipertimbangkan antara lain :
1. Horizon Peramalan
Ada uda aspek dari horizon waktu yang berhubungan dengan masing-masing metode peramaln, yaitu :
a. Cakupan waktu di masa datang
Dimana perbedaan dari metode peramalan hendaknya disesuaikan b. Jumlah periode ramalan yang diinginkan
Beberapa teknik dan metode hanya dapat disesuaikan untuk peramalan satu atau dua periode, sedangkan teknik dan metode ini dapat digunakan untuk peramalan beberapa periode di masa yang akan datang.
2. Tingkat Ketelitian
Tingkat ketelitian yang dibutuhkan sangat erat hubungannya dengan tingkat perincian yang dibutuhkan dalam suatu peramlan. Untuk beberapa pengambilan keputusan diharapkan penyimpangan yang terjadi antara 10 – 15%, namun untuk kasus yang lain dapat idanggap bahwa penyimpangan sebesar 5 % merupakan penyimpangan yang cukup berbahaya.
3. Ketersediaan data
Metode yang digunakan sangat besar manfaatnya, apabila dikaitakn denan keadaan atau informasi yang ada atau data yang tersedia.
Dasar utama metode peramalan adalah anggapan bahwa pola data yang diramalkan akan berkelanjutan. Sebagai contoh, beberapa deret yang menunjukkan pola musiman atau trend. Metode peramlan yang lain mungkin lebih sederhana, terdiri dari satu nilai rata-rata, dengan fluktuasi yang acak. Karena perbedaan kemampuan metode peramalan untuk mengidentifikasi pola-pola data, maka perlu adanya usaha penyesuaian pola data.
5. Biaya
Umumnya ada empat jenis biaya dalam proses peramalan yaitu biaya pengembangan, biaya penyimpanan, biaya operasi dan biaya kesempatan penggunaan teknik peramalan.
3.1.4. Klasifikasi Teknik Peramalan4
Peramaln kualitatif merupakan peramaln yang didasarkan atas keadaan masa lalu. Hasil peramalan yang dibuat sangat tergantung pada orang yang menyusunnya. Hail ini penting karena hasil peramalan tersebut ditentukan berdasarkan pemikiran yang bersifat intuisi, judgement, pendaapt, pengetahuan
Dalam sistem peramalan, metode yang berdeda akan memberikan hasil yang berbeda dan derajat galat peramalan yang juga berbeda.
3.1.4.1.Peramalan Kualitatif
4
serta pengalaman dari penyusunnya. Beberapa metode peramlan yang digolongkan sebagai model kualitatif adalah :
a. Metode Delphi
Dalam hal ini, sekelompok pakar mengisi kuesioner, kemudian moderator menyimpulkan hasilnya dan memformulasikan menjadi suatu kuesioner baru yang diisi kembali oleh kelompok tersebut, demikian seterusnya.
b. Dugaan Manajemen
Dalam hal ini, peramaln didasarkan pada pertimbangan manajemen, umunya oleh manajemen senior. Metode ini akan cocok dalam situasi yang sangat sensitif terhadap intuisi dari suatu kelompok kecil orang dimana pengalamannya mampu memberikan opini yang kritis dan relevan.
c. Riset pasar
Metode peramalan yang didasarkan pada hasil-hasil dari survey pasar yang dilakukan oleh tenaga-tenaga pemasar produk attau yang mewakilinya.metode ini akan menjaring infromasi dari pelanggan, sehingga riset pasar tidak hanya untuk membantu peramalan, tetapi juga untuk meningkatkan desain produk dan perencanaan untuk produk-produk baru. d. Metode Kelompok Terstruktur
e. Analogi historis
Teknik peramlan yang didasarkan pada pola data masa lalu dari produk-produk yang dapat disamakan secara analogi. Analogi historis akan cenderung lebih baik untuk penggantian produk di pasar dan apabila terdapat hubungan substitusi langsung dari dalam pasar itu.
3.1.4.2.Peramalan Kuantitatif5
1. Adanya informasi tentang keadaan yang lain
Peramalan kuantitatif merupakan peramalan yang didasarkan pada data kuantitatif pada masa lalu. Hasil peramlan yang dibuat tergantung pada metode yang digunakan dalam peramalan tersebut. Metode yang baik yaitu yang memberi nilai-nilai perbedaan atau penyimpangan yang mungkin. Peramalan kuantitatif hanya dapat digunkaan apabila terdapat dua kondisi berikut :
2. Informasi tersebut dapat dikuantifikasikan dalam bentuk data dapat diasumsikan bahwa pola yang lalu akan berkelanjutan pada masa yang akan datang.
Prosedur umum yang digunakan dalam peramalan secara kuantitatif adalah:
1. Mendefinisikan Tujuan Peramalan 2. Pembuatan diagram pencar
3. Memilih minimal dua metode peramalan yang dianggap sesuai 4. Hitung parameter-parameter fungsi peramalan
5
5. Hitung kesalahan setiap metode peramalan
6. Pilih metode yang terbaik, yaitu yang memiliki kesalahan terkecil 7. Lakukan verifikasi peramalan.
3.1.4.3.Metode Time Series6
1. Trend Linier
Analisis Time Series menemukan bagaimana indikator produksi tertentu bervariasi terhadap waktu. Total penjualan tahunan pada beberapa tahun terakhir dapat menjadi indikator produksi. Pada umumnya jumlah dari penjualan dapat berubah dari tahun ke tahun sesuai dengan yang telah diformulasikan, hasil dari penggambaran tidak dapat dipungkiri pada sebuah hubungan waktu penjualan yang digunakan untuk memprediksi level penjualan yang akan dating. Menetapkan perhatian untuk setiap langkah dan setiap rumusan hasil sebuah produk hasil akhir terbaik, yang merupakan peramalan paling tepat.
3.1.4.4.Metode Proyeksi Kecenderungan dengan Regresi
Dalam meramalkan biaya-biaya yang termasuk di dalam biaya operasi dipergunakan pola trend karena biaya tersebut cenderung naik jika mesin/peralatan semakin tua atau semakin lama jangka waktu pemakaiannya. Ada beberapa trend yang digunakan di dalam penyelesaian masalah ini yaitu :
Bentuk persamaan umum : Y = a + bt
6
Persamaan peramalan : Yt = a + bt
2. Trend Eksponensial Bentuk persamaan umum : Y = aebt
Persamaan peramalan : Yt = aebt
3. Trend Logaritma
Metode proyeksi kecenderungan dengan regresi metuakan dasar garis kecenderungan untuk suatu persamaan, sehingga dengan dasar persamaan tersebut dapat diproyeksikan hal-hal yang akan diteliti pada masa yang akan datang.
Y = a + b log t
Yt = a dimana,
dimana : Yt = nilai tambah N = Jumlah periode b. Linier, dengan fungsi peramalan :
Yt = a + bt dimana :
c. Kuadratis, dengan fungsi peramalan : Yt = a + bt + ct2
d. Eksponensial, dengan fungsi peramalan :
Yt = aebt dimana :
e. Siklis, dengan fungsi peramalan :
dimana :
Ketepatan yang kecil memberikan arti ketelitian peramalan tinggi, kakuratan hasil peramaln tinggu, begitu pulak sebaliknya. Besar kesalahan suatu peramalan dapat dihitung dengan metode Standard Error of Estimate (SEE).
dimana,
k = derajat kebebasan
Untuk data konstan, k =1 Untuk data linier, k = 2 Untuk data kuadratis, k = 3 Untuk data siklis, k= 3 Untuk data eksponensial, k =2
3.1.6. Pengujian Hipotesa Distribusi F
Setelah diperoleh kesalahan dari masing-masing metode peramalan, maka akan dilakukan pengujian hipotesis terhadap dua metode yang memiliki error
terkecil, guna mendapatkan metode peramalan yang baik untuk digunakan. Pengujian dilakukan dengan tes distribusi F. Jika diasumsikan bahwa metode X adalah metode peramalan yang memiliki besar error yang paling kecil pertama dan metode Y adalah metode peramalan yang memiliki besar error yang paling kecil kedua, maka langkah-langkah pengujiannya adalah sebagai berikut :
1. Tentukan pernyataan awal H0 da pernyataan alternatif H1
3. Bandingkan hasil yang diperoleh dari langkah 2 dengan hasil yang diperoleh dari tabel distribusi F dengan tingkat ketelitian yang telah diterapkan.
3.1.7. Proses Verifikasi
Proses verifikasi digunakan untuk melihat apakah metode peramalan yang diperoleh telah representatif terhadap data. Proses verifikasi dilakukan dengan menggunakan Moving Range Chart (MRC). Dari peta ini dapat terlihat apakah sebaran berada di dalam batas kontrol ataupun sudah di luar kontrol.
Kondisi out of control dapat diperiksa dengan menggunakan empat aturan berikut :
1. Aturan Satu Titik
Bila ada sebaran berada di luar UCL dan LCL. Walaupun jika semua titik sebaran berada dalam batas kontrol belum tentu fungsi metode sudah representatif. Untuk itu, penganalisaan perlu dilanjuti dengan membagi MRC menjadi tiga daerah A, B dan C.
2. Aturan Tiga Titik
Bila ada 3 buah titik secara berurutan berada pada salah satu sisi, yang mana dua di antaranya jatuh pada daerah A.
3. Aturan Lima Titik
Bila ada 5 titik secara berurutan berada pada salah satu sisi, yang mana dua di antaranya jatuh pada daerah B.
4. Aturan Delapan Titik
3.2. Economic Order Quantity (EOQ)7
Keguanaan EOQ adalah untuk menentukan order quantity yang akan meminimumkan jumlah biaya persediaan per waktu. Dalam penggunaanya metode EOQ ini dapat dikombinasikan untuk menentukan planned shipments. DRP adalah satu metode yang dipakai bersama dengan EOQ untuk pengendalian persediaan dan penjadwalan distribusi pada distribution centre. Asumsi –asumsi dasar EOQ adalah :
1. Lead time adalah konstan dan diketahui
2. Preparation cost dan total carrying cost konstan dan diketahui 3. Replenishment sesegera mungkin
EOQ dapat dirumuskan sebagai berikut :
Q optimal =
Keterangan : D = Jumlah Kebutuhan Barang selama satu periode (tahun) k = Ordering cost setiap kali pesan
h = Holding cost setiap 10 unit selama satu periode
3.3. Safety Stock
Stok pengaman dalam DRP digunakan untuk mengantisipasi ketidakpastian permintaan relatif terhadapt ramalan-ramalan yang dibuat.
7
Ketidakpastian ini paling mungkin terjadi apabila permintaan benar-benar
independent pada pusat-pusat distribusi yang secar langsung melayani pelanggan. Tingkat stok pengaman secara keseluruhan dalam sistem distribusi seharusnya menjadi lebih kecil untuk push system daripada pull system.
Salah satu cara untuk menyelesaikan masalah ketidakpastian permintaan dan penawaran adalah mengkombinasikan data yang menunjukkan rata-rata permintaan. Hal ini akan menghasilkan ukuran variasi yang lebih besar, namun dapat diterapkan sebagai perhitungan dalam keadaan normal untuk menentukan stok pengaman guna mencapai tingkat pelayanan yang diinginkan yaitu :
Safety Stock = s x Z
Dimana: s = Standar deviasi permintaan pada distribution centre
Z = faktor Pengganda pada tingkat pelayanan yang diinginkan.
3.4. Pengertian Distribusi8
8
Fogarty, Donald. 1991. Production & Inventory Management, Ohio: South-Wester Publishing Co.
Kegiatan distribusi merupakan usaha perpindahan/pengiriman produk dari akhir lini produksi kepada konsumen. Kegiatan distribusi yang terdapat pada perusahaan meliputi transportasi pengangkutan, proteksi terhadap pengemasan, pengendalian persediaan, pemilihan lokasi gudang dan pelayanan terhadap pelanggan.
Sistem tarik adalah sistem pengisian persediaan dimana setiap DC menentukan kebutuhannya dan memesan dari CSF.
2. Sitem dorong (push system)
Sistem dorong adalah sistem pengendaliaan persediaan dimana CSF menentukan bagaimana mengalokasikan produk ke DC.
3.5. Logika Distribution Resources Planning (DRP)9
1. Peramalan stok berdasarkan inventory stocking locations (ISLs)
Distribution Resources Planning adalah sebuah proses manajemen yang menentukan keperluan inventory stocking locations (ISLs) yang merupakan toko, pusat distribusi, pusat distribusi regional, pusat distribusi manufaktur atau gudang yang menyimpan produk yang akan dijual. Sumber kebutuhan supplier dapat menjadi third party supplier, titik distribusi regional atau sebuah perusahaan sehingga dapat diperkirakan bahwa kebutuhan supplier dapat sesuai dengan permintaan.
Distribution Resources Planning memiliki 3 fase utama. Pertama, DRP mempunyai input sebagai berikut :
2. Permintaan pelanggan baik untuk pemesanan sekarang dan masa depan 3. Biaya penyimpanan berdasarkan inventory stocking locations (ISLs) 4. Pemesanan produk yang akan dibeli atau yang diproduksi
5. Logistik, manufaktur, dan lead time pembelian 6. Jalur transportasi
9
7. Prinsip safety stock berdasarkan inventory stocking locations (ISLs)
8. Kuantitas normal minimum untuk produk yang dibeli, diproduksi dan didistribusikan.
Kedua, ketika semua input telah diterima, DRP memperhitungkan model
time-phased dari kebutuhan persediaan untuk mendukung strategi logistik. Ini meliputi :
1. Dimana produk yang dibutuhkan, berapa harganya dan dimana dan kapan diperlukan
2. Kapasitas transportasi yang dibutuhkan
3. Kapasitas tempat penyimpanan, sumber daya manusia serta peralatan yang dibutuhkan
4. Investasi tempat persediaan yang dibutuhkan
5. Level produksi yang dibutuhkan dan produk yang dibeli oleh supplier kebutuhan
Ketiga, DRP membandingkan kebutuhan yang dibutuhkan yang tersedia pada supplier kebutuhan, dan apa yang tersedia di waktu yang akan datang. DRP juga akan merekomendasikan langkah yang harus diambl untuk menhentikan pembelian dan atau produksi, oleh karena itu dengan mengabungkan persediaan dan permintaan. Pada integrasi dan feedback fase ketiga pada sistem, dengan menutup putaran sekitar laju produksi, pembelian, logistik dan pelanggan.
3.5.1. Logika DRP : Matematika10
10
Inti dari proses manajemen ini sangat mudah, juga sangat kuat dan masuk akal. Dalam hal ini, kemampuan ini tidak dapat ditemukan dari kalkulasi matematika, namun pada kemampuan sistem secara keseluruhan untuk mengetahui kegiatan pada waktu yang akan datang, memprediksi kemungkinan yang terjadi, aktivitas yang kritis yang sedang berlangsung dan rekomendasi aksi.
Bill of Distribution
Order Entry Forecasting Inventory Control
Open PO’s/ MO’s
DRP
Transportation Planning & Scheduling
Resources Requirements Planning & Scheduling
Realistic ?
Sales & Operating Planning
Pruchase &/ Or Inventory Planning
Make Buy
Key Input Interfaces DRP Plans ? Schedules
& Key Output Interfaces
No
[image:63.595.116.509.113.525.2]Yes
Gambar 3.1 Proses Manajemen Distribution Resources Planning 3.6. Langkah-Langkah Perencanaan 11
1. Netting
Empat langkah utama yang diterapkan pada proses MRP yaitu :
11
Netting adalah proses perhitungan kebutuhan bersih (net requirement). Kebutuhan bersih adalah selisih antara kebutuhan kotor (gross requirement) ramalan permintaan produk pada DC tersebut.
2. Lot Size
Lot sizing adalah proses untuk menentukan besarnya pesanan pada setiap item berdasarkan kebutuhan bersih yang dihasilkan dari proses netting.
Ada beberapa prosedur untuk menentukan ukuran lot. 3. Offsetting
Offsetting bertujuan menentukan saat yang tepat untuk melakukan rencana pemesanan guna memenuhi kebutuhan bersih.
4. Implosion
Implosion adalah proses perhitungan kebutuhan kotor untuk item pada level yang lebih tinggi. Dasar untuk menentukan kebutuhan item pada level tergantung pada posisinya dan struktur distribusinya.
3.7. Manajemen Distribusi Inventory12
Kunci yang paling tepat untuk menetapkan prinsip DRP adalah kemampuan untuk mengubah. Seperti yang telah dijelaskan, bahwa secara umum perkembangan industri sering berganti. Perubahan yang paling besar terjadi apabila jumlah permintaan berbeda dengan jumlah peramalan. Hal tersebut bukan merupakan suatu masalah pada DRP dikarenakan sistem DRP tidak
12
merencanakan setiap item pada setiap Distribution Center (DC), namun DRP juga merencanakan kembali secara kontinu. Pada sistem DRP, setiap item yang berada pada DC direncanakan setidaknya sekali dalam seminggu.
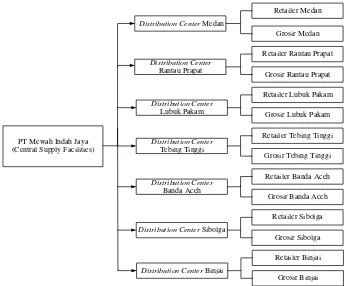
3.8. Sistem Distribusi13
13
Narasimhan, Seetharama. 1995. Production Planning and Inventory Control, New jersey : A Simon & Schuster Company
Sistem distribusi pada perusahaan ini mencakup sistem transportasi pada beberapa daerah di Sumatera Utara. Sistem transportasi untuk pendistribusian produk dilakukan di beberapa daerah seperti Lubuk Pakam, Banda Aceh, Sibolga dan wilayah sekitar Sumatera Utara. Aliran distribusi dilakukan pada beberapa
PT Mewah Indah Jaya (Central Supply Facilities)
Distribution Center Medan
Distribution Center Rantau Prapat Distribution Center Lubuk Pakam Distribution Center Tebing Tinggi
Retailer Tebing Tinggi
Grosir Tebing Tinggi Retailer Medan
Grosir Medan
Retailer Rantau Prapat
Grosir Rantau Prapat
Retailer Lubuk Pakam
Grosir Lubuk Pakam
Distribution Center
Banda Aceh
Retailer Banda Aceh
Grosir Banda Aceh
Distribution Center Sibolga
Retailer Sibolga
Grosir Sibolga
Distribution Center Binjai
Retailer Binjai
[image:66.595.138.483.111.397.2]Grosir Binjai
Gambar 3.2. Aliran Pendistribusian PT Mewah Indah Jaya
Namun kendala yang dihadapi oleh perusahaan berupa kelebihan dan kekurangan stok yang berdampak pada waktu pengiriman dan jumlah barang yang didistribusikan menjadi tidak tepat dan menyebabkan biaya distribusi yang tinggi. Penerapan DRP dapat mengakomodasi kendala yang unik dari setiap lingkungan bisnis yang mengahasilkan penerapan stimulasikan dunia nyata dalam bentuk yang dapat mencerminkan apa yang dilakukan perusahaan dan yang dibutuhkan di masa yang akan datang seperti penerapan penggunaan bill of distribution
memaparkan jaringan distribusi dengan mengindikasi berapa banyak lokasi stok
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT. Mewah Indah Jaya yang beralamat di Jalan Binjai Km 14 gang Kenduri No. 86 Medan, Sumatera Utara. Penelitian dilakukan mulai dari bulan Januari 2015 –April 2015.
4.2. Objek Penelitian
Objek penelitian yang diteliti oleh peneliti adalah aktivitas distribusi produk ember pada Central Supply Facility (CSF) terhadap setiap Distribution Centre (DC) pada 7 daerah yakni Binjai, Padang, Sibolga, Medan, Tebing Tinggi, Siantar dan Pekan Baru.
4.3. Jenis Penelitian14
Penelitian ini termasuk dalam penelitian jenis deskriptif penelitian ini bertujuan untuk mendeskripsikan secara sistematik, faktual, dan akurat tentang fakta-fakta dan sifat-sifat suatu objek tertentu. Pada penelitian deskriptif ini juga berbentuk action research yaitu menggunakan metode perbaikan yang mampu diaplikasikan pada perusahaan.
14
4.4. Variabel Penelitian
Varibel penelitian yang akan diamati dalam penelitian ini yaitu:
1. Variabel Independen, yang merupakan variabel yang mempengaruhi dan menjadi sebab perubahan atau timbulnya variabel akibat. Berikut adalah variabel independen yang berupa :
a. Proyeksi permintaan yang merupakan peramalan atau proyeksi permintaan untuk 1 periode ke depannya.
b. Lead time merupakan waktu yang dibutuhkan untuk mendistribusikan produk dari Central Supply Facility ke setiap Distribution Centre.
c. Project on hand, yang merupakan jumlah stok yang tersedia pada periode sebelumnya yang mampu menpengaruhi jumlah produksi perusahaan untuk periode berikutnya.
d. Order quantity, yang didefinisikan sebagai jumlah produk yang harus dikirim untuk sekali pemesanan yang diperoleh dengan rumus EOQ (Economic Order Quantity).
e. Safety stock, yang didefinisikan sebagai jumlah produk yang harus tersedia di setiap DC agar tidak terjadi delay dalam pemenuhan permintaan.
2. Variabel Dependen, yang merupakan variabel yang dipengaruhi atau menjadi variabel akibat dari variabel independen. Berikut adalah variabel dependen yang berupa :
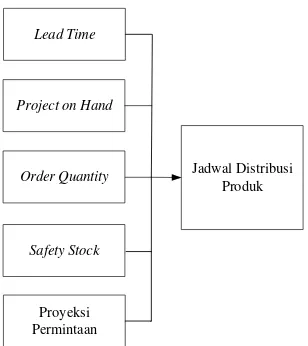
4.5. Kerangka Berpikir
Kerangka berpikir dalam penelitian dapat dilihat pada Gambar 4.1. yang menggambarkan faktor-faktor yang mempengaruhi proses penjadwalan distribusi.
Lead Time
Project on Hand
Order Quantity Jadwal Distribusi
Produk
Proyeksi Permintaan
[image:69.595.260.414.204.377.2]Safety Stock
Gambar 4.1. Kerangka Berpikir
Pada kerangka berpikir di atas terdapat beberapa variabel independen yang menjadi input dari jadwal distribusi produk, dimana yang pertama adalah lead time dan project on hand yang merupakan data sekunder yang diperoleh perusahaan mengenai waktu yang dibutuhkan untuk melakukan pengiriman dari
Central Supply Facilities ke setiap Distribution Centre dan jumlah produk yang tersedia pada periode yang lalu, order quantity yang diperoleh berdasarkan metode Economic Order Quantity dengan input berupa jumlah proyeksi permintaan, biaya distribusi dan biaya penyimpanan (holding cost), safety stock
perusahaan yang kemudian data-data tersebut yang dirangkum dan menjadi input dari pembuatan Distribution Resources Planning Worksheet atau perencanaan jadwal distribusi produk dari Central Supply Facility ke setiap Distribution Centre.
4.6. Rancangan Penelitian
Penelitian ini dilaksanakan dengan mengikuti langkah-langkah berikut: 1. Penelitian diawali dengan memperoleh data dan kondisi serta masalah pada
perusahaan, proses produksi, inventory control dan informasi lainnya yang ditunjang dengan literatur dan teori pendukung untuk penentuan metode terbaik untuk pemecahan masalah.
2. Tahapan berikutnya adalah pengumpulan data primer yang berupa data aktivitas distribusi perusahaan. Data sekunder yang berupa data persediaan, data lead time, jumlah permintaan dan biaya distribusi.
3. Tahapan berikutnya adalah dilakukan pengolahan data dari data yang diperoleh dengan metode Distribution Resources Planning.
4. Berikutnya adalah dilakukan analisis terhadap pemecahan masalah atau pengolahan data.
5. Diambil kesimpulan dan diberikan saran pada perusahaan.
Studi Pendahuluan
1. Kondisi dan Masalah pada Pabrik 2. Proses Produksi
3. Informasi pendukung
Studi Literatur
1. Teori dan Literatur Distribusi 2. Jurnal Internet
3. Metode Pemecahan Masalah
Kesimpulan dan Saran
Mulai
• Pengumpulan Data
Data Primer :
• Data Aktivitas Distribusi Data Sekunder
• Data Lead Time Pengiriman
• Data Persediaan
• Data Jumlah Permintaan
• Biaya Distribusi
• Data Project on Hand
Pengolahan Data
• Melakukan Peramalan Permintaan
• Menghitung Order Quantity
• Menghitung Frekuensi Permintaan
• Menghitung Safety Stock
• DRP Worksheet
Analisis Pemecahan Masalah
Selesai
Gambar 4.2. FlowChart Penelitian
4.7. Pengumpulan Data
Pada penelitian ini teknik pengumpulan data yang dilakukan adalah berupa:
[image:71.595.146.480.108.545.2]2. Studi kepustakaan yaitu mempelajari teori-teori dan literatur yang terkait dengan objek penelitian seperti literatur dan teori mengenai Distribution Resources Planning.
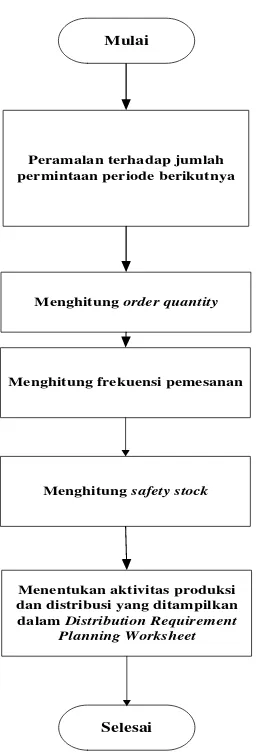
4.8. Pengolahan Data
Pengolahan data dilakukan dengan menggunakan metode Distribution Resources Planning:
1. Tahapan pertama yang dilakukan adalah melakukan peramalan terhadap jumlah permintaan untuk periode berikutnya yaitu dari data permintaan November 2013 – Oktober 2014 dalam time bucket bulanan. Peramalan data digunakan dua metode peramalan dan metode perhitungan standar error
peramalan yang digunakan adalah metode perhitungan error SEE (Standard Error Estimation)
2. Selanjutnya dilakukan penentukan order quantity dengan menggunakan model EOQ (Economic Order Quantity) untuk meminimasi biaya persediaan.
3. Melakukan perhitungan frekuensi pemesanan pada distribution center pada PT. Mewah Indah Jaya.
4. Melakukan perhitungan Safety Stock dengan cara memperhitungkan standar deviasi permintaan.
5. Penentuan aplikasi perencanaan produksi dan distribusi dengan menggunakan metode Distribution Resources Planning yang ditampilkan pada Distribution Resources Planning Worksheet.
Mulai
Selesai
Peramalan terhadap jumlah permintaan periode berikutnya
Menghitung order quantity
Menentukan aktivitas produksi dan distribusi yang ditampilkan dalam Distribution Requirement