ANALISIS PENGENDALIAN KUALITAS KORAN DALAM MENENTUKAN TINGKAT KERUSAKAN PADA PT. TEMPRINA MEDIA GRAFIKA JEMBER
Teks penuh
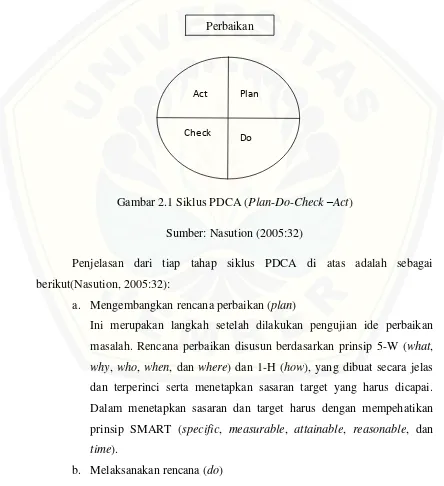
Gambar

Dokumen terkait
Metode survei adalah metode pengumpulan data dengan memperolehnya secara langsung dari sumber lapangan penelitian (Ruslan, 2003: 22). Melalui metode survei ini, data atau
Observasi merupakan pengumpulan data dengan melakukan pengamatan, dan berpartisipasi secara langsung pada objek penelitian, guna memperoleh data yang diperlukan.
Wawancara mendalam, yaitu proses pengumpulan data yang dilakukan secara langsung dengan pihak terkait untuk memperoleh informasi yang dibutuhkan dengan cara melakukan Tanya jawab
Sumber data primer merupakan data yang diperoleh langsung oleh pengumpul data (Sugiyono, 2016:225), dimana dalam penelitian ini pengumpulan data dilakukan dengan cara menggunakan
Skripsi ini disusun berdasarkan penelitian dengan pengumpulan data-data dan pengamatan secara langsung dalam kegiatan magang yang dilakukan sebagai syarat kelulusan untuk
Pengumpulan data dilakukan dengan cara melakukan penelitian lapangan yang dilakukan melalui survey langsung ke PT Bentan Sondong yang bertujuan untuk memperoleh data yang sesuai dengan
Pengumpulan dan Pengolahan Data Pada tahap ini dilakukan peninjauan langsung ke lapangan serta brainstorming dengan pihak expert dari perusahaan, sehingga diperoleh data yang dapat
Hasil dan Pembahasan Berikut merupakan hasil pengolahan data menggunakan metode Six Sigma: 4.1 Define Pada tahap define, identifikasi yang dilakukan berdasarkan karakteristik jenis
