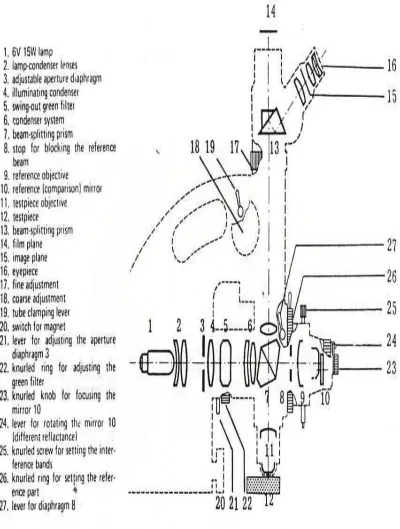
PEMBENTUKAN KURVA S DARI PROSES KINETIKA
TRANSFORMASI FASA BAJA MANGAN PADA
TEMPERATUR 600
oC
TESIS
Oleh
MUHD. AMIN NASUTION
067026015/FIS
SEKOLAH PASCASARJANA
UNIVERSITAS SUMATERA UTARA
PEMBENTUKAN KURVA S DARI PROSES KINETIKA
TRANSFORMASI FASA BAJA MANGAN PADA
TEMPERATUR 600
oC
TESIS
Untuk Memperoleh Gelar Magister Sains dalam Program Studi Magister Ilmu Fisika pada Sekolah Pascasarjana Universitas Sumatera Utara
Oleh
MUHD. AMIN NASUTION
067026015/FIS
SEKOLAH PASCASARJANA
UNIVERSITAS SUMATERA UTARA
Judul Tesis :
PEMBENTUKAN KURVA S DARI PROSES KINETIKA TRANSFORMASI FASA BAJA MANGAN PADA TEMPERATUR 600oC
Nama mahasiswa : Muhd. Amin Nasution Nomor Pokok : 067026015
Program studi : Ilmu Fisika
Menyetujui Komisi Pembimbing
(Prof. Dr. Eddy Marlianto, M.Sc) Ketua
(Dra. Justinon, M.Si) (Ir. Reza Fadhillah, M.I.M) Anggota Anggota
Ketua Program Studi, Direktur,
Tanggal lulus : 23 Oktober 2008 Telah diuji pada
Tanggal : 23 Oktober 2008
PANITIA PENGUJI TESIS
Ketua : Prof. Dr. Eddy Marlianto, M.Sc Anggota : 1. Ir. Reza Fadhillah, M.I.M 2. Dra. Justinon, MS
ABSTRAK
Telah dilakukan suatu penelitian terhadap bahan baja mangan hadfield yang biasa dipakai sebagai rel kereta api dimana dilakukan perhitungan terhadap perubahan mikrostruktur akibat perlakuan panas pada daerah temperatur aging. Bahan dipanaskan hingga temperatur 1200oC akan membentuk fasa austenit. Pemanasan kembali fasa austenit ini akan membentuk fasa pearlit.Pemanasan dilakukan pada temperatur tetap 600oC dengan variasi waktu penahanan mulai 15 menit sampai 60 menit dengan interval kenaikan waktu tahan 15 menit. Selanjutnya dari photo mikrostruktur dapat dihitung fraksi transformasi fasa pearlit yang dipengaruhi oleh lamanya waktu penahanan. persentasi freaksi trasformasi fasa pearlit dapat juga perhitungan dengan program ekstrasi.
Berdasarkan persentasi fraksi trasformasi fasa pearlit, parameter- parameter kinetika transformasi diperoleh dengan energi aktivasi (Q) = 372,3 kJ /mol, konstanta laju transformasi (ko) = 3,649.1018 serta orde reaksi (n) = 1,483. Dari parameter kinetika transformasi dapat ditentukan persentasi fraksi trasformasi fasa pearlit untuk berbagai temperatur sehingga kurva sigmoidal baja mangan Hadfield temperatur 6000C dapat dibentuk.
ABSTRACT
A research is made on material of steel mangan hadfield usually used as railroad by taking the data of microstructural change caused by heat treatment in aging temperature areas. The material is heated until temperature of 1200oC followed by process of fast cooling causing compacted solution of carbide to settle down in limits of phase original austenite grains. The heating again to this austenite phase will form the peralit phase. The heating is made in fixed temperature of 600oC from 15 to 60 minutes with variation of interval holding time 15 minutes. And then, the microstructure gained is made into the data as number of fraction. Transformation of phase is influenced by the duration of heating time.
The parameter of kinetic transformation is gained with energy of activation (Q) = 372.3 kJ/mol, constant rate, transformation (ko) = 3.649 10 18, and also order of reaction (n) = 1.483. From parameter of kinetic transformation gained can be determined the prosentase of fraction transformation of pearlit phase for several temperature till the sigmoid curve for steel manganese Hadfiel on 600 oC is gained.
KATA PENGANTAR
Pertama dan yang paling utama penulis mengucapkan puji dan syukur kehadirat Tuhan Yang Maha Esa atas berkat, karunia dan ridho yang diberikan Nya kepada penulis sehingga tesis yang diberi judul PEMBENTUKAN KURVA S DARI PROSES KINETIKA TRANSFORMASI FASA BAJA MANGAN PADA
TEMPERATUR 600OC dapat diselesaikan sesuai rencana semula. Tesis ini merupakan tugas akhir penulis pada Sekolah Pascasarjana Universitas Sumatera Utara.
Pada kesempatan yang baik ini, penulis ingin menyampaikan ucapan terima kasih dan penghargaan yang sebesar-besarnya kepada :
1. Prof. Chairuddin P.Lubis, DTM&H,Sp.A(K) selaku Rektor Universitas Sumatera Utara dan Prof. Dr. Ir. T. Chairun Nisa B, M.Sc selaku Direktur Sekolah Pascasarjana Universitas Sumatera Utara yang telah memberikan kesempatan kepada penulis untuk mengikuti Program Studi Magister Ilmu Fisika di Sekolah Pascasarjana Universitas Sumatera Utara Medan
3. Drs. Nasir Saleh, M.Eng.Sc. selaku Sekretaris Program Studi Magister Ilmu Fisika Sekolah Pascasarjana Universitas Sumatera Utara.
4. Bapak dan Ibu seluruh staf tenaga pengajar Program Studi Magister Ilmu Fisika Sekolah Pascasarjana USU atas kerja sama dan kebersamaannya mengatasi masalah selama perkuliahan bersama penulis
5. Seluruh staf administrasi Sekolah Pascasarjana USU, yang dengan penuh kesabaran memberikan pelayanan terbaik di Sekolah Pascasarjana USU.
6. Rekan – rekan seperjuangan, khususnya Sukma, Sapta dan Sundari yang telah membantu penulis dan seluruh rekan-rekan mahasiswa angkatan III (05) Sekolah Pascasarjana USU atas kerja sama dan kebersamaan mereka dalam mengatasi berbagai masalah selama perkuliahan bersama penulis.
7. Secara khusus penulis menyampaikan terima kasih dan sayang yang mendalam kepada orang tua penulis, Bapak Kamaruddin Nasution. Dan Ibunda Samriah Batubara, serta Istri tercinta Ernayani, yang senantiasa memberi dorongan dengan penuh kesabaran dan pengorbanan serta selalu mendoakan keberhasilan penulis dalam menyelesaikan studi.
Semoga tesis ini bermanfaat bagi pembaca dan pihak-pihak yang
memerlukannya.
Medan, 23 Oktober 2008 Penulis
RIWAYAT HIDUP
DATA PRIBADI
Nama : Muhd. Amin Nasution Tempat/Tanggal lahir : Medan, 27 Nopember 1963
Alamat Rumah : Jln. Bakti Luhur Gg. Simbok No. 926 C Telepon/Hp : 08126560042
e-mail : [email protected] Instansi Tempat Bekerja : SMA Negeri 1 Medan
Alamat Kantor : Jln. Cik Ditiro No. 1 Medan Telepon : (061) 4511765
DATA PRIBADI
DAFTAR TABEL
Nomor Judul Halaman
4.1 Komposisi Kimia Baja Mangan Hadfield AISI 3401 ... 48 4.2 Diameter Butir Rata-Rata Hasil Perhitungan dan Diameter
Standar ASTM No. 112 E Baja Mangan AISI 3401 ... 56
4.3 Hubungan ln [(ln (1 - Y)-1)] Vs ln t Temperatur 6000C ... 65 4.4 Persentase Fraksi Transformasi Fasa Pearlit Hasil Perhitungan ... 70
DAFTAR GAMBAR
Nomor Judul Halaman
2.1 Diagram Fasa Fe Mn ... 11
2.2 Diagram Continous Cooling Transformation (CCT) Variasi Media Pendinginan Terhadap Mikro Struktur ... 16
2.3 Proses Rekristalisasi ... 18
2.4 Pergerakan Pertumbuhan Butir ... 20
2.5 Pertumbuhan Butir ... 21
2.6 Diagram Time Transformation Temperatur (TTT) ... 22
2.7 Pengaruh Temperatur pada Jumlah Pearlit yang Terbentuk dengan Waktu ... 25
2.8 Nukleasi dan Pertumbuhan Nodul Pearlit ... 27
2.9 Struktur Butir Baja (ferrit/α) yang Telah Dietsa ... 30
4.1 Grafik Hubungan ln [(ln (1 - Y)-1] Vs ln t Temperatur 6000C ... 66 4.2 Kurva Sigmoidal Baja Mangan Hadfild AISI 4301 untuk
Temperatur 6000C ... 74
4.3 Kurva Sigmoidal Hasil Explorasi Baja Mangan Hadfild
AISI 4301 untuk Berbagai Temperatur ... 77 4.4 Mikro Struktur Baja Mangan Hadfield Tanpa Perlakuan,
Perbesaran 100 kali ... 78 4.5 Mikro Struktur Baja Mangan Pemanasan pada Temperatur
DAFTAR LAMPIRAN
Halaman Nomor Judul
A Hasil Perhitungan Diameter Butir Rata-rata (Methode Jeffries)... 94
B Hasil Perhitungan Fraksi Trasnformasi Fasa Pearlit ... 95
C Standar Baja Mangan Hadfiel 3401 ... 96
D Material Balance Analyses ... 97
E Standar ASTM ... 98
F.1 Mikro Struktur dengan 4 Lingkaran Pintasan dengan Waktu Tahan 15 menit pada Temperatur 600 oC ... 99
F. 2 Mikro Struktur dengan 4 Lingkaran Pintasan dengan Waktu Tahan 30 menit pada Temperatur 600 oC ... 100
F. 3 Mikro Struktur dengan 4 Lingkaran Pintasan dengan Waktu Tahan 45 menit pada Temperatur 600 oC ... 101
F. 4 Mikro Struktur dengan 4 Lingkaran Pintasan dengan Waktu Tahan 60 menit pada Temperatur 600 oC ... 102
BAB I
PENDAHULUAN
1. 1 Latar Belakang
Baja sangat berperan penting bagi kehidupan manusia. Kebutuhan akan baja dimulai dari peralatan dapur, transportasi, generator, sampai kerangka gedung dan jembatan yang pada umumya menggunakan baja..
Baja mangan pada umumnya mengandung unsur paduan antara lain : C, Mn, Si, Ni, Cr, Mo, dan Zr dengan komposisi yang bervariasi. Baja mangan banyak digunakan, terutama pada pembuatan rel kereta api, roda kereta api, ujung mata bor serta aplikasi peralatan militer seperti alas track tank. Untuk mendapatkan baja mangan dengan kualitas yang dibutuhkan harus diberi perlakuan antara lain : Heat-treatment, pendinginan cepat (quenching), re-heat treatment dan waktu tahan.
persentase fraksi transformasi fasa pearlit semakin meningkat. Berdasarkan persamaan Avrami diperoleh parameter kinetika transformasi, energi aktivasi (Q*) dan konstanta transformasi (ko) dapat ditentukan.
Penelitian ini diharapkan dapat menentukan parameter kinetika fraksi transformasi fasa pearlit akibat pemanasan kembali pada temperatur tetap dengan waktu tahan yang bervariasi pada baja mangan. Berdasarkan parameter-parameter kinetika transformasi selanjutnya akan dibentuk kurva Sigmoidal pada baja mangan.
1.2 Perumusan Masalah
Andaikan baja mangan dengan komposisi Mn 12 % Wt dipanaskan dengan kenaikan temperatur 250 oC per jam sampai temperatur 1200 oC terbentuk fasa austenit. Untuk memperoleh fasa austenit homogen dengan mikrostruktur yang teratur dilakukan penahanan temperatur selama 1 jam yang diikuti proses pendinginan cepat pada media air. Untuk memperoleh fasa pearlit, baja mangan austenit dipanaskan kembali (re-heat treatment) dengan kenaikan temperatur 250 oC per jam sampai temperatur 600 oC. Untuk memperoleh variasi persentase fasa pearlit dilakukan variasi waktu tahan mulai 15 menit sampai 60 menit dengan interval kenaikan waktu tahan 15 menit yang diikuti proses pendinginan lambat pada media udara.
1.3 Batasan Masalah
1. Pengujian sampel
Proses pemanasan yang dilakukan adalah annilisasi pada temperatur 1200 oC lalu didinginkan secara tiba-tiba pada media air, kemudian dilanjutkan proses pemanasan kembali (re-heat tratment) temperatur 600 oC dengan variasi waktu tahan mulai 15 menit sampai 60 menit dengan interval kenaikan waktu tahan 15 menit.
2. Karakterisasi sampel
1.4 Manfaat Penelitian
Adapun manfaat penelitian :
1. Mengetahui adanya pengaruh anilisasi yang mengakibatkan pertumbuhan butir dan sifat fisisnya.
2. Meningkatkan kualitas produksi baja mangan pada pemakaian, pada transportasi umum dan dalam pemakaian sehari-hari.
1.5 Tempat Penelitian
Proses preparasi sampel dilakukan di Politeknik USU Medan, proses perlakuan panas (heat treatment), proses perlakuan panas kembali (re-heat treatment) dan pengujian mikrostruktur dilakukan di Universitas Kebangsaan Malaysia (UKM).
1.6 Tujuan Penelitian
Tujuan penelitian ini adalah :
2. Identifikasi dan eksplorasi kinetika transformasi baja mangan pada temperatur 600 oC dari kurva Sigmoidal dan sekaligus menginventarisasikan kinetika transformasi baja mangan yang terbentuk dalam memperkaya khasanah studi fisika metalografi bagi para rekayasawan yang berminat dalam bidang material di Indonesia.
1.7 Hipotesis Masalah
Hipotesis permasalahan dimulai dengan adanya pembentukan kurva S dari kinetika transformasi baja mangan yang disebabkan perlakuan panas kembali pada temperatur tetap 600 oC dengan waktu tahan bervariasi. Baja mangan dipanaskan hingga 1200 oC dengan kenaikan temperatur 250 oC per jam fasa yang terbentuk adalah fasa austenit. Dekomposisi austenit akan diperoleh dengan jalan pemanasan kembali (re-heat treatment) temperatur tetap 600 oC dengan waktu tahan bervariasi yang akan mempengaruhi fraksi transformasi fasa pearlit yang terbentuk.
BAB II
TINJAUAN PUSTAKA
2.1 Baja
Baja adalah bahan dasar vital untuk industri. Semua segmen kehidupan, mulai dari peralatan dapur, transportasi, generator, sampai kerangka gedung dan jembatan menggunakan baja. Eksploitasi baja menduduki peringkat pertama di antara barang tambang logam dan produknya melingkupi hampir 95 % dari produk barang berbahan logam yang dimanfaatkan dalam kehidupan manusia.
Baja merupakan campuran besi dan karbon, dimana kandungan karbon(C) mepengaruhi kekerasan baja. Disamping itu, baja mengandung unsur campuran lain yang disebut paduan, misalnya Mangan(Mn), Silikon(Si), Sulfur(S), Kromium(Cr), Vanadium (Vn), Molibden(Mo), Wolfram(Wo), dan Posfor(P) yang jumlah persen beratnya didasarkan kegunaan dan kepentingan fabrikasi disesuaikan berdasarkan standard American Society for Testing and Material (ASTM). (Amanto, 1999). Secara garis besar baja dapat dikelompokkan sebagai berikut (Amstead, 1993).
2.1.1. Baja Karbon
Baja karbon ini digolongkan menjadi 3 bagian yaitu :
1. Baja karbon rendah, bila kandungan karbonnya ≤ 0.30 % Wt. 2. Baja karbon menengah, bila kandungan karbonnya 0.30 % Wt < C< 0.7 % Wt 3. Baja karbon tinggi, bila kandungan karbonnya 0.70 % Wt < C < 1.40 % Wt
2.1.2 Baja Paduan
Baja paduan didefenisikan sebagai suatu baja yang ditambahkan dengan satu atau lebih unsur paduan seperti: Carbón (C), Silikon (Si), Nikel (Ni), Kromium (Cr), Molibden(Mo), Vanadium (Vn), Mangan (Mn), Pospor (P), dan Wolfram (Wo) yang berguna untuk memperoleh sifat-sifat baja yang dikehendaki (Amanto, 1999).
Baja paduan diklasifikasikan menurut kandungan paduannya dibagi menjadi 3 bagian yaitu:
1. Baja paduan rendah (low-alloy steel), bila kandungan paduannya ≤ 2,5% Wt . 2. Baja paduan menengah (medium-alloy steel), bila kandungan paduannya 2,5% Wt. 3. Baja paduan tinggi (high-alloy steel), jika elemen paduannya > 10% Wt.
Baja paduan dihasilkan dengan biaya lebih mahal dari baja karbon lainnya, karena bertambahnya biaya untuk penambahan pengerjaan khusus yang dilakukan dalam industri.
1. Unsur Karbon (C)
terhadap pengerjaan panas dan menghasilkan sifat-sifat yang khusus. Karbon dalam besi dapat berupa jenis larutan padat intertisi, dengan atom yang kecil dikelilingi oleh atom-atom yang lebih besar. Pada temperatur di bawah 912 0C terdapat daerah temperatur fasa ferrlit dimana besi mempunyai struktur BCC. Diatas temperatur 9120C terdapat daerah temperatur fasa austenit dimana besi mempunyai struktur FCC. Pada kisi FCC terdapat ruang sisipan atau “porositas” yang lebih besar pada pusat sel satuan. Karbon sebagai atom yang sangat kecil (jari-jari austenit karbon sebesar 0.0075 nm) dapat menduduki porositas tersebut dan membentuk besi karbon yaitu Fe C, dengan jari-jari besi austenit adalah 0,129 nm.
2. Unsur Mangan (Mn)
Semua baja mengandung mangan karena sangat dibutuhkan dalam proses pembuatan baja. Kandungan mangan lebih kurang 0,6 % tidak mempengaruhi sifat baja, dengan kata lain mangan tidak memberikan pengaruh yang besar pada strutkur baja dalam jumlah rendah. Dengan bertambahnya kandungan mangan maka temperatur kritis menurun secara seimbang. Mangan membuat butiran lebih halus. Penambahan unsur mangan dalam baja dapat menaikkan kuat tarik tanpa mengurangi atau sedikit mengurangi regang, sehingga baja dengan penambahan mangan memiliki sifat kuat dan kenyal.
3. Unsur Silikon (Si)
Unsur silikon menyebabkan sementit tidak stabil, sehingga memisahkan dan membentuk grafit. Unsur silikon juga merupakan pembentuk ferit, tetapi bukan pembentuk karbida, silikon juga cenderung membentuk partikel oksida sehingga memperbanyak pengintian kristal dan mengurangi pertumbuhan akibatnya struktur butir semakin halus.
4. Unsur Nikel (Ni)
Nikel mempunyai pengaruh yang sama seperti mangan, yaitu menurunkan sedikit temperatur kritis dan laju pendinginan kritis, memperbaiki kekuatan tarik atau menaikkan sifat kenyal, tahan panas, jika pada baja paduan terdapat unsur nikel sekitar 25% maka baja dapat tahan terhadap korosi. Unsur yang mempunyai bentuk kisi FCC larut dengan baik dalam austenit dan unsur yang mempunyai bentuk kisi BCC larut dengan baik dalam ferit. Nikel adalah salah satu unsur yang mempunyai bentuk kisi FCC, yang larut lebih baik dalam austenit dari pada dalam ferit, sehingga mempengaruhi penurunan laju transformasi dan meningkatkan mampu kerasnya. Unsur nikel yang bertindak sebagai tahan karat (korosi) disebabkan nikel bertindak sebagai lapisan penghalang yang melindungi permukaan baja.
5. Unsur Kromium (Cr)
Kromium dapat menambah kekuatan tarik dan keplastisan serta berguna juga dalam membentuk lapisan pasif untuk melindungi baja dari korosi serta tahan terhadap temperatur tinggi. Kromium mempunyai bentuk kisi BCC yang lebih baik larut dalam ferit.
Pada umumnya baja paduan memiliki sifat yang unggul dibandingkan dengan baja karbon antara lain (Amstead, 1993) :
1. Keuletan yang tinggi tanpa pengurangan kekuatan tarik.
2. Kemampukerasan sewaktu dicelup dalam minyak maupun didinginkan di udara, dan dengan demikian kemungkinan retak atau distorsinya berkurang.
3. Tahan terhadap korosi dan keausan yang tergantung pada jenis paduannya.
4. Tahan terhadap perubahan suhu, ini berarti bahwa sifat fisisnya tidak banyak berubah.
5. Memiliki butiran yang halus dan homogen.
Baja paduan dengan sifat khusus antara lain : baja tahan karat (Stainless Stell), baja paduan rendah berkekuatan tinggi (High Strenght-Low Alloy Stee l(HSLA)), dan baja perkakas (Tool Steel).
2.2 Diagram Fasa
memberikan komposisi kimia fasa pada keadaan seimbang setelah semua reaksi-reaksi berakhir. Informasi ini bersama informasi lainya mengenai jumlah tiap fasa merupakan data yang sangat berguna bagi ilmuwan maupun ahli tehnik yang bertugas dalam pengembangan bahan, pemilihan dan pemakaiannya pada desain produk. Selain itu diagram fasa dapat digunakan untuk menentukan kuantitas tiap fasa yang ada dalam keseimbangan.
2.2.1Diagram Fasa Fe – Mn
Pada tahun 1882 Robert Hadfield menyatakana baja manggan mengandung 1,2%Wt C dan 12%Wt Mn. Menurut Lipin (1885) baja mangan harus mengandung kadar mangan (Mn) 10% dibandingkan dengan kadar karbon (Bain, E.C, 1939).
Pada Gambar 2.1 diagram fasa baja mangan, Fe-Mn. diagram fasa ini menjadi landasan untuk laku panas baja mangan yang kita kenal. Andaikan fasa baja mangan (Fe Mn) 12 % wt Mn di heat treatment sampai temperatur1200 0C fasa yang terjadi fasa austenit dengan struktur kristal Face Center Cubic (FCC) dan kemudian diturunkan temperaturnya menjadi 769 0C sampai titik kritis fasa yang terjadi sebagianfasa austenit (γ) dan sebagian fasa ferrit (α) kondisi fasa austenit lebih dominan, dan juga merupakan fasa magnetik dengan kandungan mangan yang lebih kecil 10 % wt Mn, jika temperatur turun menjadi 600 0C fasa austenit ( ) lebih dominan dari fasa ferrit (α) dan jika temperatur menjadi 400 0C maka fasa ferrit (α) akan jauh lebih dominan dari fasa austenit ( ) dengan struktur kristal Body Centre Cubic (BCC).
2.3 Proses Perlakuan Panas
Perlakuan panas pada baja sampai temperatur dan waktu penahanan (holding time) tertentu, kemudian dilanjutkan dengan proses pendinginan yang sesuai, sehingga diperoleh sifat fisis dan sifat mekanis yang diinginkan dari baja..
Baja yang telah diberi perlakuan panas mempunyai sifat-sifat antara lain : 1. Kekerasan dan kekuatan baja bertambah
2. Sifat fisis dan sifat mekanis yang teratur seperti keuletan, ketahanan korosi 3. Memunculkan sifat magnetik dan listrik pada baja
4. Perbaikan ukuran butir di dalam baja
Perlakuan panas logam pada temperatur dan waktu tahan tertentu, kemudian dilanjutkan dengan proses pendingian didapat merobah sifat fisis dan sifat mekanis yang diinginkan. Jenis-jenis perlakuan panas antara lain: Proses annilisasi dan Proses pemanasan kembali (Re-heat treatment),
2.3.1 Proses Annilisasi
2.3.2 Pemanasan Kembali (Re-Heat Treatment)
Pemanasan kembali (re-heat treatment) adalah proses panas kembali pada baja yang telah diannelisasi dengan temperatur yang lebih rendah dari temperatur annilisasi. Bertujuan untuk menghasilkan fasa baru yang mempengaruhi mikro struktur dari baja. Selama proses re-heat treatment berlangsung dengan waktu tahan yang bervariasi akan menghasilkan mikrostruktur yang bervariasi seiring dengan terbentuknya fasa baru.
2.3.3 Penahanan Temperatur (Holding Time)
Penahanan suhu selama beberapa waktu (holding time) bertujuan agar karbon yang terdapat dalam karbida dapat larut ke fasa austenit secara merata dan temperatur yang diterima pada permukaan dan bagian dalam baja merata, sehingga pada waktu dilakukan pencelupan cepat (quenched) tidak mengalami retakan. Waktu yang diperlukan untuk penahanan temperatur (holding time) tergantung pada jenis baja yang diberi perlakuan panas (heat treatment).
2.3.4 Media Pendingin
2.4 Pendinginan
Proses pendinginan dilakukan setelah perlakuan panas diberikan pada baja. Pada umumnya mikro struktur baja tergantung pada laju pendinginan dari temperatur fasa austenit sampai ke temperatur kamar. Pendinginan terbagi dua yaitu, pendinginan cepat dan pendinginan lambat. Pendinginan cepat bertujuan agar terbentuk mikro struktur baja yang keras yang mudah getas, sedangkan pendingian lambat bertujuan agar didapat mikro struktur yang lebih stabil dikarenakan perubahan bentuk butir terjadi secara perlahan, sehingga menghasilkan baja yang lunak dan ulet.
Medium pendingin yang sering digunakan diantaranya:
1. Pencelupan (quenching) dengan media ; air, minyak, es, dan dry ice
2. Pendinginan di ruangan atau dikenal dengan air cooling
3. Pendinginan di dalam tungku atau dikenal dengan furnace cooling
Laju pendinginan atau sangat mempengaruhi struktur mikro bahan dan pengaruh keduanya dapat dilihat pada gambar 2.2.
Gambar. 2.2 Diagram Continous Cooling Transformation (CCT) Variasi Media Pendinginan terhadap Mikro Struktur (Shackelford, 1996 )
Gambar 2.2 menunjukkan bahwa sturktur martensit dihasilkan dengan pencelupan di air dengan waktu (1 - 10) detik. Sedangkan Struktur martensit dan pearlit diperoleh dengan pencelupan di oli dengan waktu (10 - 100) detik. Struktur bainet dan pearlit diperoleh dengan pendinginan di udara dengan waktu lebih kurang (9050 – 10.000) detik dan struktur mikro pearlit diperoleh dengan pendinginan di dapur pada waktu lebih besar dari 100.000 detik.
terjadi dekomposisi fasa austenit dalam fasa ferit ( ) + karbida (c). Hal ini berarti bahwa ada waktu untuk karbon untuk berdifusi dan berkonsentrasi dalam karbida sehingga fasa ferrit kekurangan karbon bila fasa austenit didinginkan dengan sangat cepat .
Penghilangan kondisi pengerjaan dingin terjadi melalui kombinasi dari tiga proses yaitui (Smallman, 1985):
1. Pemulihan (Recovery )
2. Rekristalisasi (Recrystalization) 3. Pertumbuhan butir (Grain growth)
2.4.1 Pemulihan (Recovery)
Pemulihan terjadi pada awal pemanasan kembali dengan temperatur rendah, dan perubahan tidak diikuti dengan perubahan struktur, serta perubahan sifat mekanik. Perubahan yang terjadi hanyalah berkurangnya tegangan dalam. Perlunya pengurangan tegangan dalam ini untuk dapat mencegah terjadinya distorsi pada bahan yang mengalami pengerjaan dingin akibat tegangan sisa.
2.4.2 Rekristalisasi (Recrystalization)
batang kristal yang mengalami distorsi paling hebat yang terjadi pada batas butir dan bidang slip. Kelompok-kelompok atom (cluster of atomic) disekitarnya menjadi inti. Sehingga inti bertumbuh menjadi kristal baru, yang lebih besar dan akhirnya kristal lama yang terdeformasi akan habis.
Handness
Strength
Ructility New grains
Temperatu Amount of cold work
Gambar 2.3 Proses Rekristalisasi (Wahid,1987)
Rekristalisasi terjadi melalui pergantian dan pertumbuhan. Untuk memperoleh suatu proses rekristalisasi diperlukan masa inkubasi. Maka inkubasi diperlukan sebagai waktu untuk mengumpulkan sejumlah energi yang cukup memulai rekristalisasi. Gambar 2.3 mula-mula laju kristalisasi rendah kemudian cepat dan akhirnya melambat lagi menjelang akhir proses
Rekristalisasi dapat terjadi pada temperatur tertentu yang dinamakan tenperatur rekristalisasi temperatur dimana logam yang dideformasi dingin akan mengalami rekristalisasi, yang dapat selesai dalam satu jam. Tingginya temperatur rekristalisasi ini dipengaruhi oleh besarnya deformasi dingin sebelumnya, temperatur rekristalisasi makin rendah bila logam telah mengalami pendinginan.
Logam yang dideformasi pada temperatur diatas temperatur rekristalisasi akan langsung mengalami rekristalisasi dan setelah deformasi selesai akan diperoleh kristal yang sama dengan kristal sebelum mengalami deformasi (pengerjaan panas).
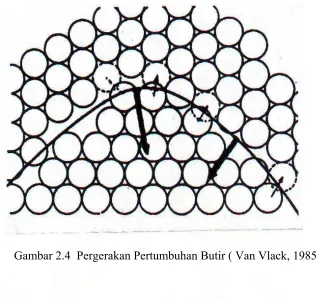
2. 4.3 Pertumbuhan Butir (Grain Growth)
Gambar 2.4 Pergerakan Pertumbuhan Butir ( Van Vlack, 1985)
Bentuk butir dalam bahan yang padat biasanya diatur oleh adanya butiran-butiran lain disekitarnya. Dalam setiap butir, semua sel satuan teratur dalam satu arah dan satu pola tertentu.
Pada batas butir, antara dua butir yang berdekatan terdapat daerah transisi yang tidak searah dengan pola dalam kedua butiran tadi. Ketidak seragaman orientasi antara butiran yang berdekatan menghasilkan tumbukan atom sepanjang batas butir.
Gambar. 2.5 Pertumbuhan Butir ( Van Vlack, 1985)
Laju pertumbuhan tergantung sekali pada suhu. Kenaikan suhu berakibat meningkatnya energi getaran termal, yang kemudian mempercepat difusi atom melalui batas butir, dan butiran yang kecil menuju butiran besar penurunan suhu akan menghambat pergerakan batas butir akan tetapi tidak dapat membalikkan reaksi.Satu-satunya jalan untuk mengurangi ukuran butir ialah dengan cara deformasi plastis disusul dengan pembentukan kristal baru melalui rekristalisasi.
2. 5 Diagram TTT (Time Transformation Temperature )
Diagram Time Transformation Temperature (TTT) kadang bisa juga disebut kurva C karena bentuknya. Diagram TTT memperlihatkan permulaan dan akhir transformasi dengan waktu sebagai variabelnya. Diagram seperti ini merupakan hasil serangkaian percobaan dekomposisi isothermal, karena mengkaitkan produk transformasi dengan waktu dan temperatur tertentu disebut kurva TTT.
Gambar 2.6 garis t s menyatakan waktu yang diperlukan untuk memulai suatu transformasi dekomposisi, sedangkan garis t f menyatakan waktu berakhirnya reaksi:
fasa austenit ( ) fasa ferrit ( ) + carbida (c )
Diagram TTT tertera waktu yang diperlukan agar fasa austenit dengan komposisi eutektoit (~0,8%C-99,2%Fe) pada temperatur tertentu, bertransformasi menjadi fasa pearlit, fasa bainit dan fasa martensitik.
tf ts
Gambar 2.6 mungkin diperoleh berbagai jenis struktur sebagai produk dekomposisi fasa austenit, untuk baja tertentu. Struktur mungkin berbentuk fasa pearlit kasar 100 %, baja akan keras dan rapuh.
Dari kurva TTT, sedikit dibawah temperatur kritis laju transformasi rendah meskipun pada temperatur ini mobilitas atom cukup tinggi. Hal ini disebabkan oleh setiap perubahan fasa yang meliputi nukleasi dan pertumbuhan (sebagai contoh : transformasi fasa pearlit) menghadapi kesulitan nukleasi, yang timbul akibat factor permukaan dan energi regangan. Tentu saja andaikan temperatur transformasi mendekati temperatur lutut kurva, laju transformasi meningkat.
Kelambanan transformasi dibawah lutut kurva TTT, pada waktu pembentukan fasa bainit mudah dijelaskan, karena pada temperatur yang agak rendah ini migrasi atom lamban, dan transformasi fasa bainit bergantung pada difusi. Pada bagian bawah kurva TTT, yaitu pada temperatur 2500C - 3000C ternyata bahwa transformasi berlangsung sangat cepat, meskipun mobilitas atom pada rentang temperatur ini rendah sekali. Berdasarkan alasan ini disimpulkan bahwa transformasi fasa martensit tidak bergantung pada pergerakan atom karbon, melainkan mengikuti proses lain yang disebut transformasi tanpa difusi. Fasa austenit dapat bertransformasi menjadi fasa martensit bila temperatur berada dibawah temperatur kritis, biasanya disebut Ms . (temperatur awal fasa martensit). Di bawah Ms jumlah fasa austenit yang bertransformasi menjadi fasa martensit. Pada proses transformasi isothermal pada baja menunjukkan bahwa reaksi:
Reaksi di atas berbeda untuk suhu diatas dan dibawah hidung kurva TTT. Diatas suhu tersebut nukleasi terbatas pada batas butir fasa austenit dan fasa ferrlit ( ) tumbuh sebagai fasa pearlit menuju ke pusat butir fasa austenit semula. Dibawah hidung reaksi tertunda karena pergerakan atom lambat akan tetapi logam yang mengalami pendinginan lanjut dengan mudah membentuk fasa ferrit ( ) dan karbida (c) yang bernukleasi pada titik-titik catat dalam butir-butir fasa austenit menghasilkan fasa bainit. Diatas suhu 5500C fasa pearlit terbentuk dalam waktu yang lebih singkat dari pada fasa bainit, dibawah suhu tersebut fasa bainit terbentuk lebih dahulu. Kedua daerah suhu tersebut mengahsilkan fasa ferrit ( ) + karbida (c).
2. 6 Kurva Sigmoidal ( Kurva S)
Kurva Sigmoidal biasa juga disebut sebagai kurva S (kurva Sigmoidal) dikarenakan bentuknya. Bila benda uji austenit homogen dengan komposisi eutektoid (~0.8%C-99,2%Fe) dipanaskan pada temperatur antara 7200C dan 5500C akan diperoleh kurva dekomposisi berbentuk S (Gambar. 2.7) kurva ini perupakan ciri khas proses nukliasi dan pertumbuhan penandakan bahwa transformasi mengalami masa inkubasi, tahap percepatan dan tahap perlambatan. Masa inkubasi adalah waktu mengumpulkan sejumlah energi untuk memulai transformasi.
Fraksi transformasi (Y) merupakan suatu fungsi dari waktu dan temperatur. Nilai Y berkisar antara 0% sampai 100 %.
Gambar. 2.7 Pengaruh Temperatur pada Jumlah Pearlit yang Terbentuk dengan Waktu (Smallman, 1982)
Fasa pearlit adalah campuran khusus terdiri dari dua fasa dan terbentuk sewaktu fasa austenit dengan komposisi eutektoid bertransformasi menjadi fasa ferrit dan karbida.
mungkin terjadi pengendapan produk transformasi selanjutnya. Pada C, nodul yang tumbuh akan saling berhimpit, sehingga daerah kontak antara pearlit dan austenit berkurang dan untuk selanjutnya, makin besar nodul makin lambat laju transformasi. Pada C, nodul yang tumbuh akan saling berhimpit, sehingga daerah kontak antara pearlit dan austenit berkurang dan untuk selanjutnya, makin besar nodul makin lambat laju transformasi
1. Faktor yang Mempengaruhi Nukleasi dan Pertumbuhan
Laju transformasi fasa pearlit bergantung pada 2 faktor yaitu:
A. Laju nukleasi nodul pearlit (N) yaitu jumlah nukleasi yang terbentuk per satuan waktu.
B. Laju pertumbuhan nodul pearlit (G) yaitu laju pertumbuhan jari – jari terhadap waktu.
Pertumbuhan fasa pearlit menyangkut pembentukan fasa ferrit dan karbida sekaligus. Pertumbuhan dimulai pada batas-batas butir fasa austenit, dan lapisan kedua fasa tersebut tumbuh kearah dalam..
Sejalan dengan itu, terdapat pula pengurangan dalam jumlah ferrit. Jumlah pearlitik turun dalam baja karena karbida membentuk jaringan disekitar butiran fasa austenit semula.
2. Mekanisme dan Marfologi Fasa Pearlit
Pertumbuhan fasa pearlit dari austenit melibatkan dua proses yang berbeda : A. Distribusi kembali dari karbon karena karbon menumpuk dalam sementit
dan hampir tak terdapat dalam ferrit .
B. Perubahan kristalografi karena struktur fasa ferrit maupun sementit berbeda dengan struktur fasa austenit.
Laju pertumbuhan kedua proses dikendalikan oleh difusi atom karbon, dan perubahan kristalografi terjadi seiring dengan distribusi kembali atom karbon.
Gambar 2.8.a nukleasi terjadi pada batas butir fasa austenit. Gambar 2.8.b setelah terbentuk matriks di sekelilingnya fasa ferrit kekurangan karbon, dan kondisi seperti ini menggugah nukleasi pelat ferrit berdekatan dengan nukleasi sementit.
Gambar 2.8.c pelat ferit ini akan melepaskan karbon ke fasa asutenit di sekitarnya dan ini akan memacu terbentuknya nukleasi sementit, yang kemudian tumbuh terus. Bersamaan dengan pertumbuhan ke samping dari nodul peralit, lamel ferrit dan sementit tumbuh dalam austenit, karena atom karbon yang dilepas oleh lamel ferrit yang tumbuh terus berdifusi ke arah sementit yang tumbuh juga. Akhirnya, terbentuk pelat sementit dengan orientasi berbeda yang kemudian menjadi inti yang baru seperti pada gambar 2.8.d dan gambar 2.8.e.
Dengan banyaknya fasa pearlit yang tumbuh, maka tentu akan semakin banyak benturan-benturan atau tumbukan-tumbukan antara satu dengan lainnya sehingga laju transformasi nantinya akan berkurang.
3. Pengaruh Unsur Paduan
2. 7 MikroStruktur
Pemilihan bahan baku baja ditentukan oleh faktor komposisi paduan. Faktor komposisi dapat mempengaruhi sifat fisis dan sifat mekanis dan mikrostruktur. Mikrostruktur dapat menginterprestasikan kekerasan dan bahan tersebut. Analisa mikrostruktur adalah salah satu bahagian dari metalurgi fisis yang dapat menganalisa mikrostruktur dari baja akibat perlakuan panas dan poerlakuan mekanik yang menghasilkan bentuk butir yang nantinya dapat memperbaiki sifat fisis dan sifak mekanis dari baja, andaikan suatu bahan dipanaskan sampai temperatur tertentu.
Metalurgi fisik adalah pengetahuan tentang metalografi. Konstitusi dari logam dan strukturnya maupun paduan-paduannya dipelajari dengan menggunakan mikroskop elektron atuau mikroskop optik.
Setelah permukaan baja dipoles dan dietsa dengan bahan kimia khusus, maka dengan penyinaran dibawah mikroskop akan tampak bermacam-macam struktur mikro dengan batas butir berupa garis ,seperti yang nampak pada Gambar 2.9.
Gambar.2.9 Struktur Butir Baja (ferrit/α) yang Telah Dietsa(Vander, 1984). Gambar 2.9 memperlihatkan kondisi dengan perbesaran optik,pada mikrostruktur tampak beberapa warna,warna putih adalah warna yang mendominasi yang merupakan fasa ferrit (α).Garis warna hitam adalah batas butir fasa ferrit.
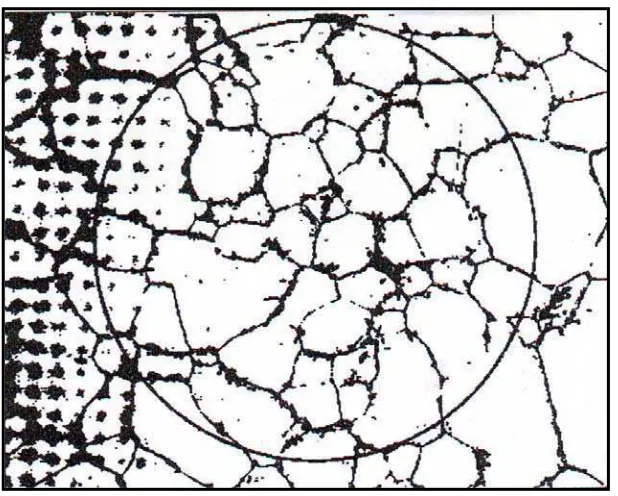
2.7.1 Metode Planimetric ( Metode Jeffries )
Metode Planimetric dikembangkan oleh Jeffries yang telah digunakan cukup lama dan sederhana untuk menentukan jumlah butir persatuan luas pada bagian bidang yang dapat dihubungkan pada standart ukuran butir ASTM E112. Metode Jeffries lebih sederhana penggunaannya jika dibandingkan dengan metode-metode lainnya.(Vander, 1984, hal 445). Dalam penggunaan metode Jeffries dapat dilakukan dengan menggambar sebuah lingkaran pada gambar struktur mikro yang akan dianalisa. Jumlah butir yang utuh didalam daerah lingkaran disebut dengan n1 dan jumlah butir yang berpotongan dengan garis lingkaran disebut dengan n2.
Gambar 2.10 penggunaan metode Jeffries dapat dilakukan dengan menggambar sebuah lingkaran pada gambar struktur mikro yang akan dianalisa.
Persamaan-persamaan yang berhubungan dalam perhitungan ukuran butir dengan metode Jeffries tersebut sebagai berikut ( Vander, 1984. hal. 445 ) ;
Jumlah butir per milimeter persegi (Na) dihitung dengan persamaan (2-1):
⎟
Dari persamaan diatas, nilai f ( faktor Jeffries ) dapat dihitung dengan persamaan(2.2):
Dimana: M= Perbesaran gambar mikro-stuktur A= Luas gambar mikro-stuktur
Luas butir rata-rata A ditentukan dengan persamaan(2.3)
(2.3)
Ukuran butir (G) dihitung dengan persamaan (2.5):
Untuk menghitung diameter butir rata-rata digunakan persamaan (2-5) ,tetapi dapat juga dilihat langsung dari tabel data grain size berdasarkan standar ASTM E112 pada lampiran C dengan terlebih dahulu menghitung ukuran butir(G).
2.7.2 Laju Transformasi (R)
Fraksi fasa transformasi pada suatu transformasi fasa akan mengikuti persamaan Avrami, sehingga fungsi f dapat dinyatakan sebagai Y, yaitu suatu fraksi fasa yang bertransformasi (misalkan volume fraction) dari suatu fasa hasil transformasi (contohnya transformasi dari fasa austenite ( ) menjadi pearlite), maka persamaan transformasinya mengikuti persamaan Avrami (Porter, 1981):
Bila persamaan 2.6 dijabarkan akan menghasilkan 1 –Y = exp ( - K t n), sehingga bilamana dilogaritma naturaliekan akan menjadi:
(2.7) ln ( 1 –Y) = ( - K t n)
Selanjutnya bilamana persamaan (2-7) yakni ln (1 – Y )-1 = ( K t n) dilogaritmakan naturaliekan untuk kedua kalinya akan menjadi :
(2.8)
(2.9) ln [ ln( 1 – Y )-1 ]= ln K + n ln t
yang dapat dinyatakan sebagai persamaan garis lurus yaitu :
Z = a + b . x
Persamaan 2.9 secara kwantitatif merupakan persamaan linear yang bila digambarkan akan memberikan suatu kurva garis lurus (Gambar 2.11).
Gambar 2.11 Hubungan Linear antara In [In {1-Y}-1] dengan In t Berdasarkan gambar 2.11 diatas secara matematika akan didapat
ln t [ ln {1- Y}-1 ] n = tan =
ln t
atau dapatlah dijabarkan sebagai :
ln [ln {1-Ya}-1- ln [ln {1-Yb }-1 n =
[ ln ta ] - [ ln tb ]
Sebagaimana telah diketahui sebelumnya bahwa laju transformasi adalah derivasi [turunan / differensial ] dari fraksi transformasi per perubahan waktu, atau dengan perkataan lain :
R = dY / dt = d ( 1 – exp { - K t n }) / (d t )
Dimana bentuk persamaan differensial ini tentunya dapat diasumsikan mengikuti persamaan differensial dari persamaan :
d eu / d t = ey dy / dx
Dengan perkataan lain persamaan R = - d / d t (exp{ - K t n} dapatlah diubah menjadi suatu persamaan R = - d / dt e u bilamana diasumsikan : U = - K t n
R = - d / dt e u dapatlah ditulis sebagai R = - e u dU / dt atau dengan kata lain : R = - exp (-K t n) d / dt (-K t n).
Selanjutnya bilamana dijabarkan lebih lanjut persamaan: R = - exp (-K t n) d / dt (-K t n) maka akan didapat persamaan yaitu :
dan bilamana dapat diasumsikan pula bahwa : exp { - K t n} = 1 – Y, yang memberi sumsi bahwa K t n = ln { 1 – Y }-1 maka untuk selanjutnya persamaan 2.15 tersebut
dapat diubah menjadi : (2.16)
R = ( n / t ) { 1 – Y } ln { 1 – Y }-1
dimana persamaan di atas ini akan mengandung arti bahwa :waktu (t) adalah suatu fungsi dari persamaan {(ln [ 1- Y ]-1) / K }-n . Dan bila disubsitusikan nilai dari t sebagai waktu tersebut ke dalam persamaan sebelumnya yaitu:
R = - d / dt ( exp { - K t n} ) sehingga nantinya didapat persamaan akhir yaitu : R = n ( 1- Y ). K 1/ n . {ln [1- Y]-1} (n-1) / n
Persamaan : R = n ( 1- Y ). K 1/ n . {ln [1- Y]-1} (n-1) / n ini nantinya yang akan menentuka nilai dari laju transformasi yang terjadi. Persamaan 2.17 diatas dapatlah diubah menjadi: R = d y / d t = { f [y] } . k *
dimana : { f [y] } = n . ( 1 – Y ) . { ln [ 1 – Y ]-1 }( n – 1) / n dan nilai dari k* = K 1 / n . Dari persamaan 2.18 diatas : R = { f [y] } . k *
2. 8 Analisa Mikro Struktur
Pemilihan bahan baku baja ditentukan oleh faktor komposisi unsur, sifat mekanik yang diinginkan, sifat fisis, dan struktur mikro dari baja sebagai penentu ketahanan baja. Penganalisaan struktur mikro yang dilakukan pada benda uji berguna untuk mengetahui struktur mikro dari baja mangan. Penganalisaan struktur mikro benda uji dilakukan dengan menggunakan mikroskop optik.
2.8.1 Mikroskop Optik
Mikroskop optik (Gambar 2.12 ) merupakan salah satu alat yang digunanakan untuk mengamati struktur mikro dari suatu bahan.
Pada prinsipnya mikroskop optik atau mikroskop cahaya terdiri dari tiga bagian, yaitu
a. Cermin, untuk memantulkan permukaan logam b. Lensa objaktif, yang mempunyai daya pisah
Kekuatan pembesaran awal dari lensa objektif dan okuler biasanya digambarkan pada puncak lensa yang terhubung dengan komputer ketika mengambil foto struktur mikro didapat hasil presisi.
Namun sebelum dilakukan pengamatan mikrokop, pada benda uji dilakukan proses pemolesan dan pengetsa sehingga didapat gambaran ukuran butir, keteraturan dan ketidak teraturan butir sehingga didapat hasil yang maksimal.
Prosedur proses pemolesan sampel dan pemotretannya adalah sebagai berikut : a. Sampel yang akan dianalisa dengan mikroskop optik harus dipoles dengan
diamond paste ukuran 1µm, sehingga permukaannya menjadi halus dan rata.
b. Pembersihan permukaannya dari lemak dan pengotor lainnya dengan menggunakan ultrasonic cleaner selama 2 menit dengan menggunakan bahan alkohol
c. Benda uji yang telah dipoles kemudian dietsa dengan larutan etsa standar yang bertujuan untuk memunculkan fasa-fasa yang diinginkan sehingga bila dilihat pada mikroskop optic dapat terlihat dengan jelas.
Hasil foto mikroskop optik dianalisa dengan interface komputer dengan
software Project program image UKM Revision Reza dan Jmicro Vision-v125-win32.
beberapa penelitian dalam bidang dunia industri maupun laboratorium memberikan gambaran dokumentasi dari suatu pemrosesan.
Dalam beberapa dekade belakangan ini pemrograman berdasarkan software Java
telah menjadi trend dunia terutama dibidang industri, khususnya dalam penelitian-penelitian di bidang ilmu material. Sejak program java dapat membaca design object
maupun bahasa komputer, maka penerapan program ini juga telah menjadi tolak ukur guna mendapatkan konsep-konsep didalam suatu pengukuran orientasi suatu struktur. Hal inilah yang akhirnya mendorong pentingnya penggunaan pemrograman
image analyzer untuk diterapkan dalam menentukan distribusi partikel maupun alloy
yang terdata dalam suatu gambar mikrostruktur suatu bahan. Diharapkan untuk selanjutnya program ini dapat dikembangkan lebih lanjut disemua aspek penelitian khususnya bidang physical metallurgi.
BAB III
METODOLOGI PENELITIAN
3.1 Diagram Alir Penelitian Diagram Alir Penelitian
3.2Bahan-Bahan
Adapun bahan- bahan yang digunakan dalam penelitian ini adalah: 1. Baja Mangan Hadfield AISI 3401.
2 Larutan Alumina.
3. Larutan Etsa ( 3 ml HNO3 + 10 ml Ethanol dan 30ml KOH + 30 K3Fe(CN)6 + 60 mL air).
4. Alkohol 96 %.
5. Kertas Pasir ( 100, 350, 600, 800, 1000, 1500, 2000 ) mesh. 6. Kain Beludru.
7. Air ( Aquades ).
3.3Alat-Alat
Adapun alat- alat yang digunakan dalam penelitian ini adalah: 1. Mesin potong sampel.
2 Tungku pemanas ( Furnace ) Vectar VHT – 3.
3 Optical microscopy ( Epiplan Hdlenz, Carl Zeiss, 220 V – 60 Hz, 80 VA). 4 Mesin Poles ( polisher ).
5 Penjepit sampel.
6 Pengering( Specimen dryer). 7 Software Image Analyzer.
3.4. Variabel Penelitian
3.4.1. Variabel Tetap
a. Baja Mangan. b. Media Pendingin.
3.4.2. Variabel Berubah
a. Waktu Tahan.
b. Temperatur.
3.5. Prosedur Penelitian
3.5.1 Preparasi Sampel
Spesimen test untuk penelitian metallografik dipotong dan dipreparasi dari pelat-pelat di atas, yang mempunyai ukuran 1 × 2 × 2,5 cm (Gambar 3.2) dengan mesin pemotong presisi untuk menghindari perubahan transformasi fase. Kemudian sampel dimonting menggunakan resin dengan bantuan pencetakan pipa paralon diameter 1.5 inchi. Sampel diletakkan didalam cetakan disiram dengan resin yang telah dicampur dengan katalis.
Gambar 3.2 Bentuk dan Ukuran Benda Uji 2,5 cm 1 cm
3.5.2 Proses Perlakuan Panas
Setelah semua benda uji selesai dipreparasi, kemudian dilakukan proses perlakuan panas menggunakan furnace PID pengolah-panas tipe Vectar VHT-3. Proses ini terbagi atas 2 tahap yaitu:
1. Proses Perlakuan Panas (Heat Treatment)
Temperatur yang dipilih untuk perlakuan panas (heat treatment) sampel didasarkan pada diagram Fasa Fe-Mn (Gambar2.1) benda uji yang telah dipreparasi dipanaskan pada temperatur 1200°C selama 1 jam pada furnace tipe Vectar VHT-3. Selanjutnya semua benda uji didingkan dengan cara dicelup (quench) ke dalam air kemudian benda uji dikeringkan dan dibersihkan dari kotoran-kotoran yang menempel pada permukaannyan. Proses perlakuan panas (heat treatment) digambarkan Gambar 3.3 dibawah ini:
2. Proses Pemanasan Kembali (Re-Heat Treatment).
Sebagai pengolahan kedua, sampel diolah panas kembali pada temperatur tetap dengan waktu tahan bervariasi. Benda uji yang telah heat treatment kemudian dipanaskan kembali (re-heat treatment) pada temperatur tetap 6000C untuk memperoleh fasa pearlit. Untuk mendapatkan variasi fasa pearlit dilakukan waktu tahan yang bervariasi yaitu mulai 15 menit sampai 60 menit dengan interval kenaikan waktu tahan 15 menit. Benda uji dikeluarkan dari furnace dan didinginkan di udara (air cooling) sampai temperature kamar agar fasa pearlit terbentuk dengan baik di batas butir fasa austenit. Proses dipanaskan kembali (re-heat treatment) digambarkan Gambar 3.4 dibawah ini
Waktu (menit)
T
em
pe
ra
tu
r ( C
)
Waktu Penahanan
Laju Pendinginan
Laju Pemanasan
3.5.3 Pengujian Metallografi
1. Pengamplasan.
Pengamplasan denda uji dilakukan dengan menggunakan kertas ampelas yang diletakkan diatas piringan berputar dengan laju rotasi 450 putaran/menit. dari 100, 350, 600, 800, 1000, 1500 hingga 2000 mesh sehingga diperoleh permukan benba uji yang rata dan mengkilap.
Setelah penggerindaan selesai pada kertas ampelas 2000 mesh sehingga diperoleh permukaan benda uji rata dan mengkilap. Dalam proses ini benda uji dipegang kuat dan digerakan berputar berlawanan dengan putaran jarum jam. Proses ini selesai bila diperoleh permukaan benda uji licin, rata dan mengkilap.
2. Pemolesan
Selanjutnya denda uji dipoles dengan menggunakan kain beludru dan diberikan pasta alumina 1μ untuk memperoleh permukaan mengkilap, kemudian sampel dibersihkan dengan menggunakan mesin pembersih ultrasonik, Branson 1210, Model B1210E-MT 47 KHz, 230 Volt agar bebas dari kotoran-kotoran atau goresan-goresan.
3. Etsa
Larutan etsa yang digunakan ada 2 yaitu:
A. Untuk memunculkan batas butir fasa austenit
Larutan etsa yang digunakan adalah 3 ml HNO3 + 100 ml alkohol. Benda uji dicelupkan kedalam larutan tersebut dalam waktu 15 detik, kemudian diangkat lalu disisam dengan air bersih dan alkohol kemudian dikeringkan.
B. Untuk memunculkan fasa pearlit
Larutan etsa yang digunakan adalah 30ml KOH + 30 K3Fe(CN)6 + 60mL air. Benda uji dicelupkan ke dalam larutan tersebut dengan temperature etsa 20 0C dalam waktu 3-5 detik, kemudian diangkat lalu disisam dengan air bersih dan alkohol kemudian dikeringkan.
3.5.4 Pengamatan dengan Mikroskop Optik
Benda uji yang telah selesai dietsa selanjutnya diphoto dengan menggunakan alat mikroskop analisator bayangan optik (Epiplan Hdlenz, Carl Zeiss, 220 V – 60 Hz, 80 VA) dengan pembesaran 100 kali sehingga diperoleh struktur mikro dari benda uji. Dengan menggunakan software image analyzer yang berbasis program
BAB IV
HASIL DAN PEMBAHASAN
4.1.Uji Komposisi
Sampel yang digunakan dalam penelitian ini adalah baja mangan dengan komposisi kimia ditentukan dengan spectrometer. Tabel 4.1 komposisi kimia yang diperoleh , sedangkan komposisi kimia standartnya pada lampiran C.
Tabel 4.1 Komposisi Kimia Baja Mangan Hadfield AISI 3401. Komposisi Standar (a) Uji Spektrometer (b) Karbon (C) 1,0 % -1,2 % 1,059 % Mangan (Mn) 11 % - 14 % 11,340 % Silikon ( Si) - 0,3694 % Nikel ( Ni) - 0,1345 %
Kromium (Cr) - 0,1362 %
a Baja Hadfield standar secara teoritis(lampiran D)
b Komposisi analisa aktual dengan Spektrometer (Lampiran E)
4.2 Analisa Ukuran Butir
Benda uji yang telah selesai dietsa di photo dengan menggunakan alat mikroskop analisator bayangan optik (Epiplan Hdlenz, Carl Zeiss, 220 V – 60 Hz, 80 VA) dengan pembesaran (M) 100 kali sehingga diperoleh gambar struktur mikro benda uji. Gambar mikrostruktur baja mangan Hadfield dianalisa: ukuran butir dan fraksi trasformasi fasa pearlitsehingga dapat dibentuk kurva S.
Besar ukuran butir (Grain Size) fasa austenit dihitung dengan menggunakan methode Jeffries dengan terlebih dahulu membentuk pintas lingkaran pada photo mikro struktur. Tiap photo mikro struktur dipintas menjadi 4 lingkaran masing-masing berdiameter lebih kurang 50 mm sehingga luas bidang lingkaran = 1964,3 mm2 (lampiuran F). Selanjutnya jumlah grain rata (Na) dan diameter butir rata-rata (d) dapat diperoleh.
Contoh gambar lampiran F1 mikro-stuktur baja mangan haidfield AISI 3401 yang diberi pemanasan kembali pada temperatur 6000C dengan waktu tahan 15 menit. Diameter lingkaran pintasan 50 mm. Untuk lingkaan pintasan pertama diperoleh jumlah n1 = 30 dan n2 = 18, dengan menggunakan persamaan (2.2) diperoleh Faktor Jeffries (f):
M2
f =
A
1002 f =
1964,3
f = 5,1 /mm2
Jumlah butiran persatuan millimeter persegi (Na) dihitung dengan menggunakan persamaan (2.1) diperoleh :
Na = f (n1 + n2/2)
= 5,1 (30 + 18/2)
= 198,9 grain/mm2
Diameter butir fasa austenit dihitung dengan menggunakan persamaan (2.4) diperoleh :
1 d = (A)1/2 = (Na)1/2 1
=
(199)1/2
d = 0,071 mm
d = 71 µm
Untuk lingkaan pintasan pertama diperoleh jumlah n1 = 16 dan n2 = 11 dengan menggunakan persamaan (2.2) diperoleh Faktor Jeffries (f) sebesar:
M2
f =
A
1002
f =
1964,3
f = 5,1 /mm2
Jumlah butiran persatuan millimeter persegi (Na) fasa austenit dihitung dengan persamaan (2 .1) diperoleh:
Na = f (n1 + n2/2)
= 5,1 (16 + 11/2)
= 109,65 grain/mm2
Diameter butir (d) dapat dihitung dengan menggunakan persamaan (2.4) diperoleh :
1 d = (A)1/2 = (Na)1/2
1 =
d = 0,095 mm
d = 95 µm
Nilai n1, n2 dan jumlah butiran persatuan millimeter persegi (Na) serta diameter butir (d) gambar Lampiran F1 sampai gambar Lampiran F5 pada pada Lampiran A.
Tabel lampiran A diameter butir rata-rata fasa austenit baja mangan hadfield proses pemanasan kembali pada temperatur 6000C dengan waktu tahan 15 menit diperoleh:
d1 + d2 + d3 + d4
d =
4
71 + 69,6+ 68,7+ 68,3 = 4
= 0,0694 mm
d = 69,4 µm
Tabel lampiran A, jumlah butir persatuan millimeter persegi rata-rata proses pemanasan kembali pada temperature 6000C dengan waktu tahan 15 menit diperoleh:
Na1 + Na2 + Na3 + Na4 Na =
4
199 + 266,55+211,65+ 214,2 Na =
4 Na = 207, 85 grain/mm2
Ukuran butir (G) standart ASTM No. 112 E fasa austenit baja mangan hadfield proses pemanasan kembali pada temperatur 6000C dengan waktu tahan 15 menit dengan menggunakan persamaan (2.5):
G = [ 3,322 log (Na)] – 2,95 = [3,322 log (207,85)] – 2,95
G = 4,7
Berdasarkan standart ASTM No. 112 E Lampiran E ukuran butir (G) sebesar 4,7 maka diameter butir 70 µm.
Diameter butir rata- rata hasil hasil perhitungan ( d exp ) dibandingkan dengan diameter butir standart ASTM No. 112 E (d ASTM ) untuk perlakuan panas kembali pada temperature 6000C dengan waktu tahan 15 menit diperoleh ralat sebesar:
d ASTM - d exp
Ralat = x 100 % dASTM
70 % – 69,4 %
Tabel Lampiran A diameter butir rata-rata fasa austenit baja mangan hadfield proses pemanasan kembali pada temperatur 5800C dengan waktu tahan 45 menit diperoleh sebesar :
Jumlah butir persatuan millimeter persegi rata-rata fasa austenit baja mangan pada proses pemanasan kembali temperatur 5800C dengan waktu tahan 45 menit diperoleh sebesar:
G = [ 3,322 log (Na)] – 2,95 = [3,322 log (115,49)] – 2,95
G = 3,9 ≈ 4
Berdasarkan standart ASTM No. 112 E pada Lampiran E ukuran butir(G) sebesar 4 maka diameter butir 90 µm.
Diameter butir rata- rata hasil hasil perhitungan ( d exp ) dibandingkan dengan diameter butir standart ASTM No. 112 E (d ASTM ) untuk perlakuan panas kembali pada temperature 5800C dengan waktu tahan 45 menit diperoleh ralat sebesar:
d exp - d ASTM
Ralat = x 100 % dASTM
93,1 % – 90 %
Ralat = x 100% 90 % Ralat = 0,97 %
Tabel 4.2 Diameter Butir Rata-Rata Hasil Perhitungan dan Diameter Standar
Dari tabel 4.2 diameter butir hasil perhitungan (dexp ) waktu tahan 15 menit, 45 menit dan 60 menit proses pemanasan kembali pada temperatur 6000C nilainya mendekati dengan diameter butir standar ASTM No. 112 E (dASTM). Sedangkan temperatur 6000C waktu tahan 30 menit dan temperatur 5800C waktu tahan 45 menit ralat lebih besar ini dikarenakan pengaruh alloy.
4.3 Analisa Pembentukan Kurva S
Luas batas butir rata-rata mikro-stuktur fasa austenit diperoleh sebesar:
. d 2
A = 4
3,14 (69,4 x 10-6 m )2 =
4
= 3,7808 x 10-9 m2
A = 3, 7808 x 10-3 mm2
Gambar Lampiran F1, jumlah batas butir fasa austenit seluruhnya (n) yang berwarna biru muda sebanyak 170, sedangkan ukuran gambar Lampiran F1 adalah 15,2 cm x 11,3 cm dengan skala gambar 1,2 : 0,005
Luas batas butir rata-rata fasa austenit gambar Lampiran F1 sebesar:
A 1,2 =
100 x 3,7808 x 10-3 0,005
1,2 x 100 x 3,7808 x 10-3 A =
0,005
A = 90,74 mm2
Persentase fraksi transformasi fasa pearlit (Y’) pada gambar Lampiran F1 diperoleh sebesar:
Luas total gambar – n x A
Y’ = X 100% Luas total gambar
15,2 x 11,3 – 170 x 0,9074
Y’ = X 100% 15,2 x 11,3
Y’ = 10,19 %
Untuk perlakuan panas kembali pada temperature 6000C dengan waktu tahan 60 menit diperoleh fraksi transformasi fasa pearlit hasil perhitungan (Y’) = 10,19 % dan fraksi transformasi fasa pearlit hasil perhitungan ekstraksi (Y) = 10,29 % jika dibandingkan dengan diperoleh ralat sebesar:
Y - Y’
Ralat = x 100 % Y
10,29 – 10,19
Ralat = x 100%
10,29
Persentasi fraksi transformasi fasa pearlit (Y’) gambar Lampiran F2. Diameter butir rata-rata baja mangan yang biberi perlakuan panas kembali temperature 6000C dengan waktu tahan 30 menit hasil perhitungan adalah 70 µm (Table 4.2). Luas batas butir rata-rata mikrostruktur fasa austenit diperoleh sebesar :
. d 2
A =
4
3,14 (72 x 10-6 m)2
=
4
= 4,0694 x 10-9 m2
A = 4,0694 x 10-3 mm2
Gambar Lampiran F2, jumlah batas butir fasa austenit seluruhnya (n) yang berwarna biru muda sebanyak 146 sedangkan ukuran gambar Lampiran F2 adalah 15,2 cm x 11,3 cm dengan skala gambar 1,2 : 0,005
Selanjutnya diperoleh luas batas butir rata-rata fasa austenit gambar Lampiran F2 sebesar :
A 1,2
=
1,2 x 100 x 4,0694 x 10-3 A =
0,005
A = 0,9767
Persentase fraksi transformasi fasa pearlit (Y’) pada gambar Lampiran F2 diperoleh sebesar:
Luas total gambar – n x A
Y’ = X 100% Luas total gambar
15,2 x 11,3 – 146 x 0,9767
Y’ = X 100% 15,2 x 11,3
Y’ = 16,9 %
Untuk perlakuan panas kembali pada temperature 6000C dengan waktu tahan 60 menit diperoleh fraksi transformasi fasa pearlit hasil perhitungan (Y’) = 16,90 % dan fraksi transformasi fasa pearlit hasil perhitungan ekstraksi (Y) = 17,60 % jika dibandingkan dengan diperoleh ralat sebesar:
Y - Y’
Ralat = x 100 %
17,60 – 16,90
Ralat = x 100%
17,60
Ralat = 3,98 %
Persentasi fraksi transformasi fasa pearlit (Y’) gambar Lampiran F3. Diameter butir rata-rata baja mangan hadfield yang biberi perlakuan panas kembali pada temperature 6000C dengan waktu tahan 45 menit hasil perhitungan (dexp ) adalah 75,1 µm (Table 4.2).
Luas batas butir rata-rata mikro stuktur fasa austenit diperoleh sebesar :
d 2
A = 4
3,14 (75,1 x 10-6 m) 2 =
4
= 4,4274 x 10-9 m2
A = 4,4274 x 10-3 mm2
Selanjutnya diperoleh luas batas butir rata-rata fasa austenit gambar Lampiran F3 sebesar :
A 1,2 =
100 x 4,4274 x 10-3 0,005
1,2 x 100 x 4,4274 x 10-3 A =
0,005
A = 1,0626
Persentase fraksi transformasi fasa pearlit (Y’) gambar Lampiran F3 diperoleh sebesar:
Luas total gambar – n x A
Y’ = X 100% Luas total gambar\
15,2 x 11,3 – 125 x 1,0626
Y’ = X 100% 15,2 x 11,3
Y’ = 22,60 %
Y’ - Y
Ralat = x 100 % Y
22,60 – 22,58
Ralat = x 100%
22,58
Ralat = 0,09 %
Persentasi fraksi transformasi fasa pearlit (Y’) gambar Lampiran F4. Diameter butir rata-rata baja mangan hadfield yang biberi perlakuan panas kembali pada temperature 6000C dengan waktu tahan 60 menit hasil perhitungan (dexp ) adalah 74,6 µm (Table 4.2).
Luas batas butir rata-rata mikro stuktur fasa austenit diperoleh sebesar :
d 2
A = 4
3,14 (74,6 x 10-6 m) 2 =
4
= 4,3687 x 10-9 m2
Persentasi fraksi transformasi fasa pearlit (Y’) gambar Lampiran F4. Diameter butir rata-rata baja mangan hadfield yang biberi perlakuan panas kembali pada temperature 6000C dengan waktu tahan 60 menit hasil perhitungan (dexp ) adalah 74,6 µm (Table 4.2).
Luas batas butir rata-rata fasa austenit gambar Lampiran F4 sebesar
A 1,2 =
100 x 4, 3687 x 10-3 0,005
1,2 x 100 x 4,3687 x 10-3 A =
0,005
A = 1,0485
Persentase fraksi transformasi fasa pearlit (Y’) pada gambar Lampiran F4 diperoleh sebesar:
Luas total gambar – n x A
Y’ = X 100% Luas total gambar
15,2 x 11,3 – 96 x 1,0485
Y’ = X 100% 15,2 x 11,3
Untuk perlakuan panas kembali pada temperature 6000C dengan waktu tahan 60 menit diperoleh fraksi transformasi fasa pearlit hasil perhitungan (Y’) = 40,20 % dan fraksi transformasi fasa pearlit hasil perhitungan ekstraksi (Y) = 39,90 % jika dibandingkan dengan diperoleh ralat sebesar:
Fraksi transformasi fasa pearlit (Y’) untuk temperatur 6000C hasil perhitungan diatas dapat dibuat pentabelan untuk membentuk kurva berhubungan ln [ln (1 - Y)-1 ] Vs ln t seperti tabel 4.3 yang dicantumkan berikut ini .
Dari tabel 4.3 dapat dibentuk persamaan garis lurus hubungan antara ln [ (ln (1 - Y)-1]
Vs ln t gambar dibawah ini :
-1
-2
2 4 6 8 10 12 ln t
0
-1 ]
ln [ l
n (1-Y
)
Gambar 4.1 Grafik Hubungan ln (ln (1 - Y)-1 Vs lnt Temperatur 6000C
Dengan menggunakan persamaan (2.13) Slop grafik ln [(ln (1 - Y)-1] Vs ln t diperoleh sebesar:
ln [(ln (1-Y)-1]2 - ln [(ln (1-Y)-1]1
n =
ln t2 – ln t1
-0,665 + 1,688
n =
8,19 – 7,50
Persamaan garis lurus gambar 4.1 adalah:
y – y1 = n (x – x1)
y + 1,688 = 1,483 ( x – 7,50 )
y + 1,688 = 1,48 x - 11,123
y = 1,483 x - 12,811
Dengan membandingkan persamaan garis lurus y = 1,483x - 12,811 dengan persamaan (2.8) diperoleh nilai K sebesar :
a = lnK = -12,811
K = exp (-12,811)
K = 2,73 x 10-6
Dengan mensubsitusi nilai K dan n akan diperoleh nilai k* sebesar:
k* = K 1 n
k* = (2,73 x 10-6) 1 1,483
k* = 1,77 x 10-4
Dengan menggunakan persamaan (2.19) diperoleh persamaan konstanta laju transformasi untuk temperatur 6000C sebagai berikut :
(k* = ko exp { - Q* / [R T]})
ln 1,77 x 10-4 = ln ko – {Q*/8,314} [1/873]
- 8,639 = ln ko – 0,000138 Q*
- 8,639 = ln ko – 1,38 x 10-4 Q* (4.a)
Sedangkan persentasi fraksi transformasi fasa pearlit (Y’) gambar Lampiran F5. Diameter butir rata-rata baja mangan hadfield yang biberi perlakuan panas kembali pada temperature 5800C dengan waktu tahan 45 menit hasil perhitungan (dexp ) adalah 93,1 µm (Table 4.2).
. d 2
A = 4
. 3,14 (93,1 x 10-6 ) 2 =
4
= 6,797 x 10-9 m
A = 6,797 x 10-3 mm2
Gambar Lampiran F5, jumlah batas butir fasa austenit seluruhnya (n) yang berwarna biru muda sebanyak 79 sedangkan ukuran gambar Lampiran F5 adalah 15,2 cm x 11,3 cm dengan skala gambar 1,2 : 0,005
A 1,2 = 100 x 6,797 x 10-3 0,005
1,2 x 100 x 6,797 x 10-3 A =
0,005
A = 203,91 mm2
A = 2,0391cm2
Persentase fraksi transformasi fasa pearlit (Y’) pada gambar Lampiran F5 diperoleh sebesar :
Luas total gambar – n x A
Y’ = X 100% Luas total gambar
15,2 x 11,3 – 79 x 2,0391
Y’ = X 100% 15,2 x 11,3
Y’ = 6,2 %
Y - Y’
Fraksi transformasi fasa pearlit hasil perhitungan (Y’) gambar Lampiran F dan fraksi transformasi fasa pearlit hasil perhitungan ekstraksi (Y) gambar 4.11 sampai gambar 4.15 serta persen ralat fraksi transformasi fasa pearlit Tabel 4.4
Tabel 4.4 Persentase Fraksi Transformasi Fasa Pearlit Hasil Perhitungan
No Suhu Waktu d (µm) A N Y Y’ Ralat Y’
Dengan menggunakan persamaan (2.6) diperoleh nilai K sebesar :
Y = 1 – exp (- K tn)
( 1 –Y) = ( - K tn)
ln{ 1 – Y }-1 = ( K tn)
ln{ 1 – 0,062 }-1 = ( K 27001,483)
ln{0,938}-1 = ( K 27001,483)
K = 0,064 / 27001,483
K = 5,21 X 10-7
Nilai k* dapat dihitung dan diperoleh :
k* = K 1 / n
k* = (5,21 x 10-7) 1 / 1,483
k* = 5,797x 10-5
Dengan menggunakan persamaan (2.19) diperoleh persamaan konstanta laju transformasi (ko) untuk proses pemanasan kembali temperatur 5800C dengan waktu tahan 45 menit adalah :
(k* = ko exp { - Q* / [R T]})
ln k* = ln ko – {Q*/R} [1/T]
- 9,797 = ln ko – 0,000141 Q*
- 9,797 = ln ko – 1,41 x 10-4 Q* (4.b)
Dengan mengeliminasi persamaan (4.a) dan (4.b) diperoleh energi aktivasi sebesar :
- 8,639 = ln ko – 1,38 x 10-4 Q*
- 9,797 = ln ko – 1,41 x 10-4 Q* 1,117 = 3 x 10-6 Q*
Q* = 372,3x 103 J/mol
Dengan mensubsitusi nilai Q* (energi aktivasi) kepersamaan (4.a) diperoleh konstanta transformasi (ko) sebesar :
- 8,639 = ln ko – 1,38 x 10-4 Q*
- 8,639 = ln ko – 1,38 x 10-4 .3,723.105
ln ko = -8,639 +51,38
ko = 3,649 x 1018
Dari nilai yang diperoleh n = 1,483, K= 2,73 x 10-6 dan konstanta transformasi (ko) = 3,649 x 1018 serta energi aktivasi (Q*) = 372,3 kJ/mol. Persentasi fraksi transformasi fasa pearlit untuk berbagai waktu tahan temperatur 6000C dapat dihitung.
( 1 –Y) = ( - K tn)
ln{ 1 – Y }-1 = ( K tn)
ln{ 1 – Y }-1 = ( 2,73 x 10-6 600 1,483)
ln{ 1 – Y }-1 = 0,036
Y = 0,0357
Untuk waktu tahan 10 menit pada temperature 6000C fraksi transformasi fasa pearlit bila dinyatakan dalam persen sebesar 3,37 %.
Untuk waktu penahan 45 menit pada temperature 6000C diperoleh fraksi transformasi fasa pearlit sebesar:
( 1 –Y) = ( - K tn)
ln{ 1 – Y }-1 = ( K tn)
ln{ 1 – Y }-1 = ( 2,73 x 10-6 27001,483)
ln{ 1 – Y }-1 = 0,3349
{ 1 – Y }-1 = 1,3978
Y = 0,285
Persentasi fasa pearlit beberapa waktu penahanan temperatur tersaji pada Lampiran B. Dari tabel pada Lampiran B dibentuk kurva Sigmoidal atau kurva transformasi fasa pada baja mangan Hadfild AISI 4301 untuk proses pemanasan kembali pada temperatur 6000C sebagai hubungan persentase fraksi transformasi fasa pearlit terhadap logaritma waktu seperti pada gambar 4.2 dibawah ini






![Gambar 2.11 Hubungan Linear antara In [In {1-Y}-1] dengan In t](https://thumb-ap.123doks.com/thumbv2/123dok/434190.45848/49.612.143.503.366.606/gambar-hubungan-linear-antara-in-in-dengan-in.webp)