Informasi Dokumen
- Penulis:
- Sundari Hariyati Harahap
- Pengajar:
- Prof. Dr. Eddy Marlianto, M.Sc
- Dra. Justinon, M.Si
- Ir. Reza Fadhillah, M.Sc.Eng
- Sekolah: Universitas Sumatera Utara
- Mata Pelajaran: Fisika
- Topik: Penentuan Persentase Pembentukan Fasa Austenit Pada Transformasi Bainit Baja Mangan (FeMn) Dengan Validasi Microhardness Dan Macrohardness Pada Temperatur 500ºC
- Tipe: tesis
- Tahun: 2008
- Kota: Medan
Ringkasan Dokumen
I. PENDAHULUAN
Bagian ini menjelaskan latar belakang pentingnya penelitian terhadap baja mangan, khususnya baja mangan Hadfield yang banyak digunakan dalam industri. Penelitian ini bertujuan untuk memahami transformasi mikrostruktur baja mangan melalui perlakuan panas dan pendinginan. Fokus utama adalah pada pembentukan fasa austenit dan pengaruhnya terhadap sifat mekanik baja, yang relevan untuk aplikasi industri. Penjelasan mengenai proses perlakuan panas dan transformasi fasa memberikan konteks yang kuat untuk memahami tujuan dan manfaat penelitian ini.
1.1 Latar Belakang
Latar belakang menjelaskan pentingnya pemilihan bahan dalam industri, terutama baja mangan. Baja ini memiliki sifat mekanik yang bervariasi tergantung pada komposisi dan perlakuan panas. Penelitian ini bertujuan untuk mengeksplorasi bagaimana perlakuan panas dan waktu penahanan mempengaruhi struktur mikro dan sifat mekanik baja mangan, yang sangat relevan dalam konteks pengembangan material untuk aplikasi industri.
1.2 Perumusan Masalah
Perumusan masalah berfokus pada faktor-faktor yang mempengaruhi pembentukan fasa austenit dalam baja mangan. Penelitian ini menyelidiki bagaimana temperatur, komposisi, dan waktu penahanan mempengaruhi transformasi mikrostruktur dan sifat mekanik baja, memberikan kerangka kerja yang jelas untuk penelitian yang dilakukan.
1.3 Batasan Masalah
Batasan masalah menetapkan fokus penelitian pada baja mangan Hadfield dengan komposisi tertentu. Penelitian ini membatasi analisis pada pengujian mikrostruktur dan kekerasan setelah perlakuan panas, sehingga memberikan kejelasan mengenai lingkup penelitian dan hasil yang diharapkan.
1.4 Manfaat Penelitian
Manfaat penelitian ini adalah untuk memberikan wawasan tentang pengaruh perlakuan panas terhadap sifat mekanik baja mangan, yang dapat meningkatkan kualitas produksi dalam industri. Penelitian ini diharapkan dapat menjadi acuan bagi rekayasawan dan peneliti di bidang material untuk mengembangkan aplikasi baru dalam industri.
1.5 Tempat Penelitian
Bagian ini menjelaskan lokasi penelitian, yang dilakukan di beberapa institusi, termasuk Politeknik USU Medan dan Universitas Kebangsaan Malaysia. Penjelasan tentang lokasi ini memberikan konteks mengenai fasilitas dan sumber daya yang digunakan dalam penelitian, yang penting untuk validitas hasil penelitian.
1.6 Tujuan Penelitian
Tujuan penelitian ini adalah untuk menghitung persentase fasa austenit dan bainit serta untuk memahami nilai kekerasan baja pada temperatur tertentu. Penjelasan tujuan ini memberikan arah yang jelas untuk penelitian dan relevansi dalam konteks aplikasi industri.
1.7 Hipotesis
Hipotesis penelitian ini mengusulkan bahwa perlakuan panas yang berbeda akan mempengaruhi mikrostruktur dan sifat mekanik baja mangan. Ini memberikan dasar teori yang kuat untuk penelitian dan menunjukkan pentingnya pemahaman terhadap proses transformasi dalam material.
II. TINJAUAN PUSTAKA
Bagian ini membahas berbagai konsep penting terkait baja, termasuk klasifikasi baja karbon dan baja paduan, serta diagram fasa. Tinjauan pustaka ini memberikan dasar teoritis yang diperlukan untuk memahami penelitian, mencakup aspek-aspek seperti perlakuan panas dan transformasi mikrostruktur. Ini juga menggarisbawahi pentingnya pemilihan material dalam aplikasi industri.
2.1 Baja
Penjelasan mengenai baja sebagai material konstruksi yang penting dalam berbagai aplikasi industri. Diskusi tentang sifat-sifat baja dan bagaimana komposisi mempengaruhi karakteristik fisik dan mekanik memberikan konteks untuk penelitian ini.
2.1.1 Baja Karbon
Klasifikasi baja karbon berdasarkan kandungan karbon dan penggunaannya. Penjelasan ini penting untuk memahami bagaimana variasi dalam komposisi dapat mempengaruhi sifat mekanik dan aplikasinya dalam industri.
2.1.2 Baja Paduan
Diskusi mengenai baja paduan dan bagaimana penambahan elemen paduan dapat meningkatkan sifat mekanik. Ini relevan untuk penelitian mengenai baja mangan, yang merupakan jenis baja paduan.
2.2 Diagram Fasa
Pengenalan tentang diagram fasa dan pentingnya dalam meramalkan perubahan fasa dalam material. Ini memberikan kerangka kerja untuk memahami bagaimana perlakuan panas mempengaruhi struktur mikro baja mangan.
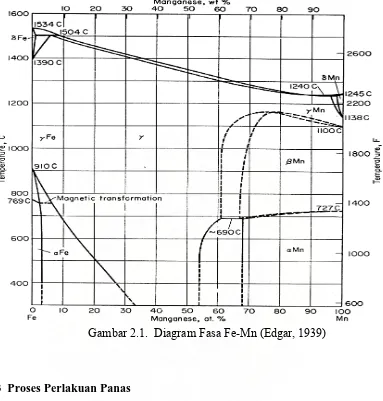
2.2.1 Diagram Fasa Baja Mangan (Fe-Mn)
Penjelasan mengenai diagram fasa baja mangan dan bagaimana fasa austenit terbentuk pada temperatur tertentu. Ini memberikan dasar untuk analisis transformasi yang dilakukan dalam penelitian.
2.3 Proses Perlakuan Panas
Bagian ini menjelaskan berbagai proses perlakuan panas yang digunakan untuk memodifikasi sifat baja. Pemahaman proses ini adalah kunci untuk penelitian yang berfokus pada transformasi mikrostruktur.
2.3.1 Proses Anilisasi
Deskripsi mengenai proses anilisasi dan bagaimana proses ini mempengaruhi struktur mikro baja. Ini relevan untuk memahami langkah-langkah yang diambil dalam penelitian.
2.3.2 Waktu Penahanan (Holding Time)
Penjelasan tentang pentingnya waktu penahanan dalam perlakuan panas dan bagaimana hal ini mempengaruhi hasil akhir dari penelitian. Ini memberikan konteks untuk analisis yang dilakukan.
2.3.3 Pemanasan Kembali (Re-heat Treatment)
Diskusi mengenai proses pemanasan kembali dan dampaknya terhadap mikrostruktur. Ini penting untuk memahami bagaimana perlakuan panas kedua mempengaruhi sifat material.
2.3.4 Pendinginan
Penjelasan mengenai proses pendinginan dan bagaimana laju pendinginan mempengaruhi struktur mikro. Ini memberikan wawasan penting untuk analisis yang dilakukan dalam penelitian.
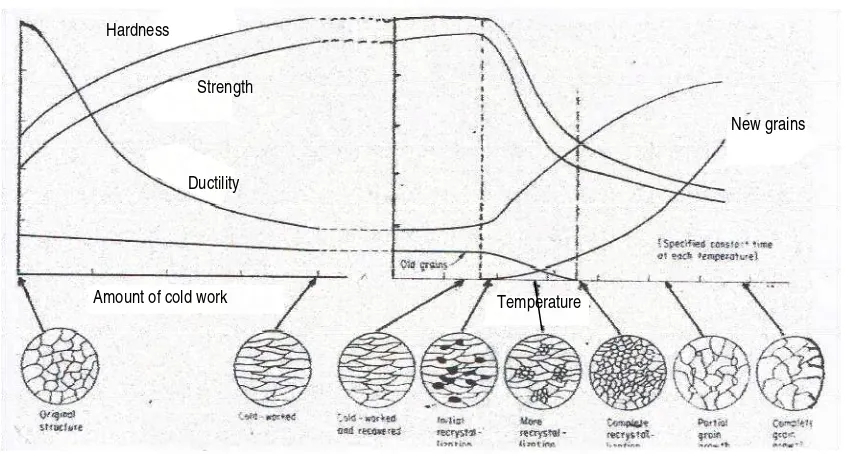
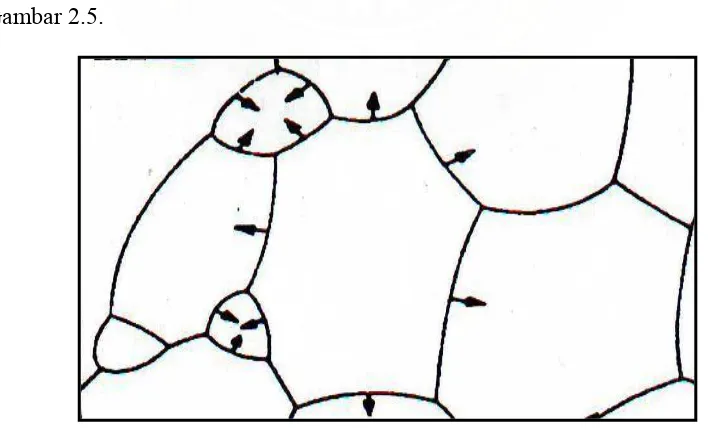
2.4 Pertumbuhan Butir (Grain Growth)
Diskusi tentang pertumbuhan butir dan bagaimana faktor-faktor seperti temperatur mempengaruhi ukuran butir. Ini penting untuk memahami sifat mekanik dari baja yang diteliti.
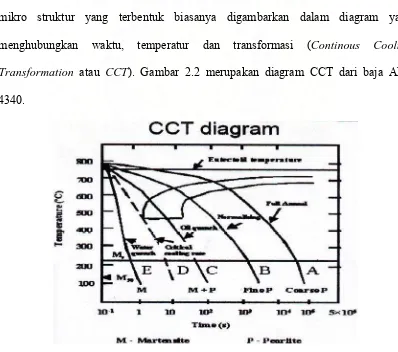
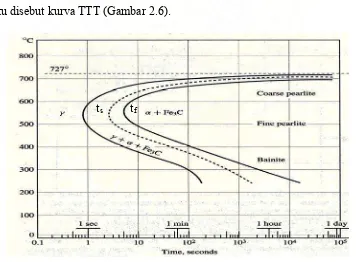
2.5 Diagram Time Transformation Temperature (TTT)
Penjelasan mengenai diagram TTT dan bagaimana hal ini digunakan untuk memahami transformasi fasa dalam material. Ini memberikan konteks untuk analisis yang dilakukan dalam penelitian.
2.6 Kekerasan (Hardenability)
Diskusi mengenai konsep kekerasan dan faktor-faktor yang mempengaruhinya. Ini penting untuk memahami hasil pengujian kekerasan yang dilakukan dalam penelitian.
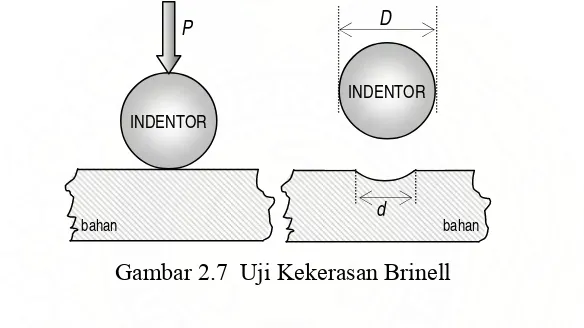
2.6.1 Kekerasan Brinell (Brinell Hardness)
Penjelasan mengenai metode pengujian kekerasan Brinell dan bagaimana pengujian ini dilakukan. Ini memberikan dasar untuk metode yang digunakan dalam penelitian.
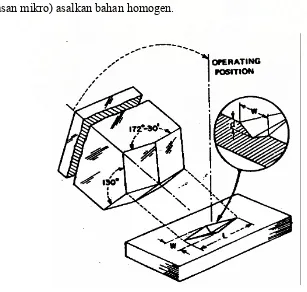
2.6.2 Kekerasan Vickers (Vickers Hardness)
Diskusi mengenai metode pengujian kekerasan Vickers dan relevansinya dalam penelitian. Ini penting untuk memahami hasil yang diperoleh dari pengujian kekerasan.
2.7 Struktur Mikro Logam
Penjelasan mengenai struktur mikro logam dan bagaimana hal ini mempengaruhi sifat material. Ini memberikan konteks untuk analisis mikrostruktur yang dilakukan dalam penelitian.
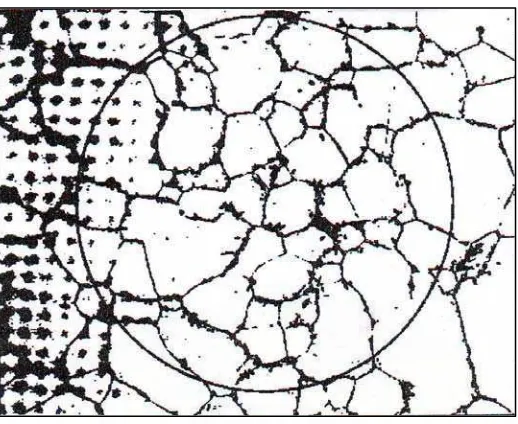
2.7.1 Metode Planimetric (Metode Jeffries)
Diskusi mengenai metode Jeffries untuk menghitung ukuran butir. Ini penting untuk memahami teknik yang digunakan dalam analisis mikrostruktur.
III. METODOLOGI PENELITIAN
Bagian ini menjelaskan metodologi yang digunakan dalam penelitian, termasuk diagram alir penelitian, bahan dan alat yang digunakan, serta prosedur penelitian. Penjelasan metodologi memberikan gambaran yang jelas tentang langkah-langkah yang diambil untuk mencapai tujuan penelitian dan bagaimana data dikumpulkan dan dianalisis.
3.1 Diagram Alir Penelitian
Diagram alir penelitian memberikan gambaran visual tentang langkah-langkah yang diambil dalam penelitian. Ini memudahkan pemahaman tentang proses yang dilakukan dari awal hingga akhir penelitian.
3.2 Bahan
Bagian ini menjelaskan bahan yang digunakan dalam penelitian, yaitu baja mangan Hadfield. Penjelasan ini penting untuk memahami konteks penelitian dan karakteristik bahan yang dianalisis.
3.3 Alat
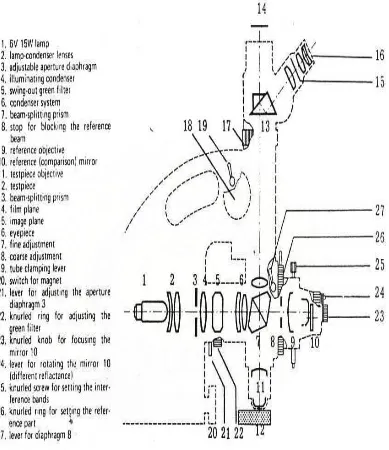
Penjelasan mengenai alat yang digunakan dalam penelitian, termasuk mikroskop dan alat pengujian kekerasan. Ini memberikan wawasan tentang teknologi yang digunakan untuk mengumpulkan data.
3.4 Variabel Penelitian
Bagian ini menjelaskan variabel yang diukur dalam penelitian, termasuk temperatur, waktu penahanan, dan hasil pengujian kekerasan. Penjelasan ini penting untuk memahami fokus penelitian.
3.5 Prosedur Penelitian
Deskripsi prosedur penelitian memberikan rincian tentang langkah-langkah yang diambil dalam eksperimen, dari preparasi sampel hingga pengujian. Ini penting untuk memastikan bahwa penelitian dapat direplikasi.
3.5.1 Preparasi Sampel
Bagian ini menjelaskan bagaimana sampel dipersiapkan sebelum perlakuan panas. Proses ini penting untuk memastikan bahwa hasil penelitian akurat dan dapat diandalkan.
3.5.2 Perlakuan Panas
Deskripsi mengenai proses perlakuan panas yang diterapkan pada sampel, termasuk temperatur dan waktu penahanan. Ini memberikan konteks untuk analisis yang dilakukan.
3.5.3 Pengujian Metallografi
Bagian ini menjelaskan metode pengujian metallografi yang digunakan untuk menganalisis mikrostruktur sampel. Ini penting untuk memahami bagaimana struktur mikro diukur dan dianalisis.
3.5.4 Pengamatan dengan Mikroskop Optik
Deskripsi mengenai penggunaan mikroskop optik untuk mengamati mikrostruktur. Ini memberikan wawasan tentang teknik yang digunakan untuk analisis mikrostruktur dalam penelitian.
IV. HASIL DAN PEMBAHASAN
Bagian ini menyajikan hasil penelitian dan analisis yang dilakukan. Diskusi mengenai hasil mencakup pengujian komposisi, transformasi fasa, dan analisis gambar. Ini memberikan wawasan yang mendalam tentang bagaimana perlakuan panas mempengaruhi mikrostruktur dan sifat mekanik baja mangan.
4.1 Uji Komposisi
Bagian ini menjelaskan hasil uji komposisi kimia baja mangan yang digunakan dalam penelitian. Ini penting untuk memahami karakteristik bahan yang dianalisis.
4.2 Transformasi Fasa
Diskusi mengenai hasil transformasi fasa yang terjadi dalam baja mangan setelah perlakuan panas. Ini memberikan wawasan tentang bagaimana perlakuan panas mempengaruhi struktur mikro.
4.3 Analisa Gambar
Bagian ini menyajikan analisis gambar dari mikrostruktur yang dihasilkan. Ini penting untuk memahami bagaimana struktur mikro berubah setelah perlakuan panas.
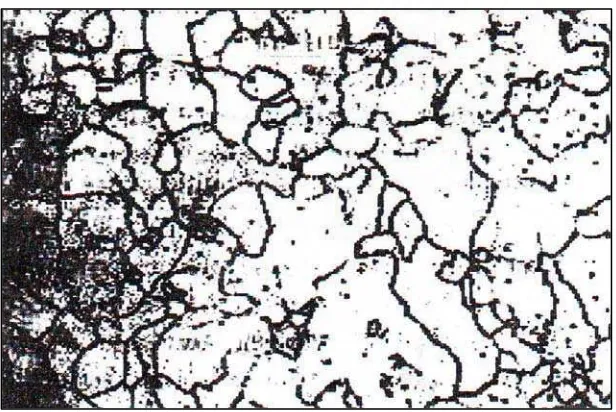
4.3.1 Baja Mangan Hadfield Tanpa Perlakuan
Deskripsi mengenai mikrostruktur baja mangan Hadfield sebelum perlakuan panas. Ini memberikan konteks untuk perubahan yang terjadi setelah perlakuan.
4.3.2 Perkembangan Mikrostruktur pada Daerah Pemanasan 1200 o C yang Diikuti Pendinginan Air
Analisis mengenai perubahan mikrostruktur setelah pemanasan dan pendinginan cepat. Ini penting untuk memahami efek perlakuan panas awal.
4.3.3 Perkembangan Mikrostruktur pada Daerah Pemanasan 500 o C
Diskusi mengenai perubahan mikrostruktur setelah pemanasan pada temperatur 500 o C. Ini memberikan wawasan tentang efek perlakuan panas kedua.
4.4 Analisa Ukuran Butir
Bagian ini menjelaskan hasil analisis ukuran butir dari mikrostruktur. Ini penting untuk memahami bagaimana ukuran butir mempengaruhi sifat mekanik.
4.5 Persentase Fasa Austenit dan Fasa Bainit
Diskusi mengenai persentase fasa austenit dan bainit yang terbentuk setelah perlakuan panas. Ini memberikan wawasan tentang hasil akhir dari penelitian.
V. KESIMPULAN DAN SARAN
Bagian ini menyajikan kesimpulan dari penelitian dan saran untuk penelitian di masa depan. Kesimpulan memberikan ringkasan tentang temuan utama dari penelitian dan relevansinya dalam konteks industri. Saran memberikan arahan untuk penelitian lebih lanjut yang dapat memperdalam pemahaman tentang baja mangan.
5.1 Kesimpulan
Kesimpulan menyoroti temuan utama dari penelitian, termasuk pengaruh perlakuan panas terhadap mikrostruktur dan sifat mekanik baja mangan. Ini memberikan ringkasan yang jelas tentang hasil yang diperoleh.
5.2 Saran
Saran untuk penelitian di masa depan mencakup rekomendasi untuk eksplorasi lebih lanjut mengenai perlakuan panas dan karakteristik material. Ini menunjukkan arah untuk penelitian yang dapat dilakukan untuk meningkatkan pemahaman tentang baja mangan.
Referensi Dokumen
- Penentuan Persentase Pembentukan Fasa Austenit Pada Transformasi Bainit Baja Mangan (FeMn) Dengan Validasi Microhardness Dan Macrohardness Pada Temperatur 500ºC ( Sundari Hariyati Harahap )
- Standar Baja Mangan Hadfiel 3401 ( J. Mendez et al. )