PERBANDINGAN FRAKSI BAJA MANGAN DENGAN
BEBERAPA COUNTING METHODS
TESIS
Oleh
SUKMAWATI
067026019/FIS
SEKOLAH PASCASARJANA
UNIVERSITAS SUMATERA UTARA
PERBANDINGAN FRAKSI BAJA MANGAN DENGAN BEBERAPA COUNTING METHODS
TESIS
Untuk Memperoleh Gelar Magister Sains dalam Program Studi Magister Ilmu Fisika pada Sekolah Pascasarjana Universitas Sumatera Utara
Oleh
SUKMAWATI 067026019/FIS
SEKOLAH PASCASARJANA UNIVERSITAS SUMATERA UTARA
Judul Tesis : PERBANDINGAN FRAKSI BAJA MANGAN DENGAN BEBERAPA COUNTING METHODS Nama mahasiswa : Sukmawati
Nomor Pokok : 067026019 Program studi : Ilmu Fisika
Menyetujui Komisi Pembimbing
(Prof. Dr. Eddy Marlianto, M.Sc) Ketua
(Dra. Justinon, M.Si) (Ir. Reza Fadhillah, M.I.M) Anggota Anggota
Ketua Program Studi, Direktur,
(Prof. Dr. Eddy Marlianto, M.Sc) (Prof.Dr.Ir.T.Chairun Nisa B, M.Sc)
Telah diuji pada
Tanggal : 20 Desember 2008
PANITIA PENGUJI TESIS:
Ketua : Prof. Dr. Eddy Marlianto, M.Sc Anggota : 1. Dra. Justinon, MSi
2. Ir. Reza Fadhillah, M.I.M
ABSTRAK
Telah dilakukan penelitian terhadap baja Hadfield dengan proses pemanasan pada temperatur 1000-1200 oC yang kemudian didinginkan dengan cepat (water quenching). Perkembangan mikro struktur didiukur setelah pemanasan kembali pada temperatur 450 oC dengan waktu tahan 15, 30, 45 dan 60 menit. Fasa bainit dan fasa pearlit terbentuk pada baja mangan Hadfield. Ferrit accicular yang terbentuk berada di batas butir maupun di batas butir fasa austenit dimana butir fasa austenit akan semakin tumbuh dan mengendap di batas butir. Fasa-fasa austenit, ferrit maupun lainnya dapat terdistribusi secara simulasi melalui luas perubahan warna dengan menggunakan program Image Analyzer.
Penggunaan metode penghitungan (counting method) yaitu metode Intercept Heyn, metode Snyder-Graff dan metode Planimetric (Jeffries) menunjukkan kesesuaian dengan nilai standar ASTM, dengan metode Jeffries sebagai metode yang paling sesuai.
ABSTRACT
Hadfield steel was subjected to solution treatment by heating at temperature of 1000-1200 oC and then water quenched. The investigation for the development of microstructure in a re-heattreatment by heating at temperature 450 oC at holding time 15, 30, 45 and 60 minutes. Bainitic phase and pearlitic phase which formed in heat treatment of hadfield steel. The ferrite accicular phase which formed both in grain boundary or grain of the austenit phase should be growth to be presipitated in austenit phase. The attendance of all phase which should be distribute as simulated can be designed by the area different coloured in Image Analyzeir Program.
Using some methods are Intercept Heyn, Snyder-Graff and Planimetric (Jeffries) shown likely to ASTM standard, and Jeffries method is the best.
KATA PENGANTAR
Syukur Alhamdulillah penulis ucapkan kehadirat Allah SWT yang telah memberikan rahmat dan karuniaNya tesis dapat terselesaikan.
Pada kesempatan yang baik ini, penulis ingin menyampaikan ucapan terima kasih yang sebesar-besarnya kepada :
1. Prof. Chairuddin P.Lubis, DTM&H,Sp.A(K) selaku Rektor Universitas Sumatera Utara dan Prof Dr.Ir.T. Chairun Nisa B, M.Sc selaku Direktur Sekolah Pascasarjana Universitas Sumatera Utara yang telah memberikan kesempatan kepada penulis untuk mengikuti Program Studi Magister Ilmu Fisika di Sekolah Pascasarjana Universitas Sumatera Utara Medan
2. Prof. Dr.Eddy Marlianto, M.Sc selaku Ketua Program Studi Magister Ilmu Fisika di Sekolah Pascasarjana Universitas Sumatera Utara Medan dan Ketua Komisi Pembimbing : Dra. Justinon,M.Si dan Ir. Reza Fadhillah, M.I.M selaku anggota pembimbing lapangan, yang dengan penuh kesabaran membimbing penulis selama melakukan penelitian sehingga tesis ini dapat diselesaikan.
3. Drs. Nasir Saleh, M.Eng.Sc. selaku Sekretaris Program Studi Magister Ilmu Fisika Sekolah Pascasarjana Universitas Sumatera Utara.
4. Bapak dan Ibu seluruh staf tenaga pengajar Program Studi Magister Ilmu Fisika Sekolah Pascasarjana USU atas ilmu yang diberikan selama perkuliahan.
5. Seluruh staf administrasi Sekolah Pascasarjana USU, yang dengan penuh kesabaran memberikan pelayanan terbaik di Sekolah Pascasarjana USU.
6. Seluruh rekan mahasiswa angkatan 2006 Sekolah Pascasarjana USU, teristimewa Bob Nainggolan, M.Si atas kerja sama selama ini.
memberi keleluasaan waktu, pengertian dan motivasi kala resah, sungguh engkau suamiku yang tercinta, dan kepada ananda Alm. Sartika Khairunnisa serta Ismanda HS tersayang.
Semua yang penulis terima berupa ilmu, nasehat, pengertian, motivasi, pengorbanan, restu dan doa demi keberhasilan dalam menyelesaikan studi ini, semoga akan dibalaskan Allah SWT berlipat ganda. Amin.
Akhir kata, penulis berharap semoga tesis ini bermanfaat bagi kita semua.
Medan, Desember 2008 Penulis
RIWAYAT HIDUP
DATA PRIBADI
Nama : Dra. Sukmawati Tempat/Tanggal lahir : Medan, 9 Mei 1961
Alamat rumah : Jl. Tempirai 3 No. 88 Blok 7 Griya Martubung - Medan Telepon rumah : (061) 6854044
HP : 06177712561 E-mail : [email protected]
Instansi tempat bekerja : SMA Negeri 3 Medan
Alamat kantor : Jl. Budi Kemasyarakatan No. 3 Medan Telepon : (061) 6619128
DATA PRIBADI
BAB III METODOLOGI PENELITIAN ... 35
4.3.1 Hasil Perhitungan Diameter Butir dengan Metode InterceptHeyn ... 47
4.3.2 Hasil Perhitungan Diameter Butir dengan Metode Snyder-Graff ... 48
4.3.3 Hasil Perhitungan Diameter Butir dengan Metode Planimetric (Jeffries) ... 48
BAB V KESIMPULAN DAN SARAN ... 50
5.1 Kesimpulan ... 50
5.2 Saran ... 50
DAFTAR TABEL
No Judul Halaman
3.1 Jenis Larutan dengan Komposisinya... 40
4.1 Komposisi Kimia Bahan dalam % Wt ... 41
4.2 Hasil Perhitungan Diameter Butir dengan Metode Intercept Heyn... 47
4.3 Hasil Perhitungan Diameter Butir dengan Metode Snyder-Graff... 48
DAFTAR GAMBAR
2.6 Diagram CCT (Continous Cooling Transformation)... 24
2.7 Struktur Butir Baja (ferrit/ ) ... 26
2.8 Menghitung Diameter Butir dengan Metode Intercept Heyn ... 28
2.9 Menghitung Diameter Butir dengan Metode Snyder-Graff ... 29
2.10 Menghitung Diameter Butir dengan Metode Planimetric (Jeffries) ... 31
2.11 Skema Mikroskop Optik ... 34
3.1 Diagram Alir Penelitian ... 35
3.2 Bentuk dan Ukuran Benda Uji ... 37
3.3 Proses HeatTreatment Pendinginan Cepat (Water Quenching)... 38
3.4 Proses HeatTreatment Pendinginan Lambat (Air Cooling) ... 39
4.1 Mikro Struktur Baja Mangan Hadfield Tanpa Perlakuan, Perbesaran 100 Kali ... 42
4.3 Mikrostruktur Baja Mangan Hadfield AISI 3401 pada Temperatur
450 oC dan Waku Penahanan 30 Menit, Perbesaran 100 Kali ... 44
4.4 Mikrostruktur Baja Mangan Hadfield AISI 3401 pada Temperatur
450 oC dan Waku Penahanan 45 Menit, Perbesaran 100 Kali ... 45
4.5 Mikrostruktur Baja Mangan Hadfield AISI 3401 pada Temperatur
450 oC dan Waku Penahanan 60 Menit, Perbesaran 100 Kali ... 46
4.6 Grafik Diameter Butir Metode Intercept-Heyn, Snyder-Graff, dan
DAFTAR LAMPIRAN
No Judul Halaman
A Contoh Perhitungan ... 53
B Standar Baja Mangan Hadfiel 3401 ... 59
C Material Balance Analyses ... 60
BAB I PENDAHULUAN
1.1 Latar Belakang
Sejak 1200 tahun sebelum masehi, manusia telah mengenal baja dengan unsur
utama penyusunannya adalah : Besi (Fe), karbon (C), Mangan (Mn), Silikon (Si),
Sulfur (S), Posfor (P). Persentase unsur-unsur paduan tersebut nantinya akan sangat
mempengaruhi sifat dari baja yang diinginkan. Pada abad modern ini, manusia pada
umumnya menggunakan baja sebagai bahan pendukung utama untuk peralatan dan
sarana kehidupan. Mulai dari peralatan yang sederhana seperti peralatan rumah
tangga sampai kepada peralatan berat yang lebih canggih seperti : jembatan,
bangunan pencakar langit, dan rel kereta api. Baja mangan merupakan baja paduan
dimana mangan sebagai unsur paduan utama dalam komposisi baja tersebut.
Baja mangan memiliki keunikan yaitu kombinasi antara kekerasan dan
kekenyalan yang tinggi bilamana dikenakan beban yang semakin besar. Oleh
karenanya baja mangan cepat diterima sebagai bahan teknik yang sangat berguna.
Aplikasi lain dari baja mangan diantaranya: palu pemecah, alat transportasi, peralatan
pada aplikasi militer sebagai alas track tank, mata bor dan lain-lain.
Untuk menghasilkan baja mangan dengan kualitas yang dibutuhkan harus
dilakukan beberapa perlakuan untuk menghasilkan suatu fasa baru dengan cara
dapat di-reheatreatment sampai fasa pearlit sehingga dapat mempengaruhi struktur
mikro yang dihasilkan.
Berdasarkan diagram fasa baja mangan (FeMn), fasa austenit yang dipanaskan
(heat treatment) sampai suhu austenitnya, kemudian bila didinginkan secara lambat
(air cooling) akan membentuk suatu struktur fasa stabil yaitu fasa ferrit dan fasa
austenit.
Bila baja dengan komposisi 10% wt Mn dan 90% wt Fe di-heat treatment
sampai dengan rentang 1000 0C – 1200 0C dengan waktu tahan tertentu akan
membentuk fasa austenit yang memiliki struktur mikro yang sangat signifikan.
Pengaruh pendinginan yang sangat cepat akan menghasilkant struktur mikro
austenit dan pengaruh reheattreatment kembali pada rentang temperatur 450 0C
dengan beberapa waktu penahanan tertentu akan menghasilkan berbagai macam
variasi fraksi fasa bainit bila didinginkan kembali di udara. Observasi metalografi
untuk fasa bainit ini dapat dihitung dengan beberapa metode.
1.2 Perumusan Masalah
Permasalahan yang diambil adalah membandingkan fraksi baja mangan bainit
dengan beberapa counting metode yakni :
1. Metode Intercept Heyn.
2. Metode Intercept Snyder-Graff.
1.3 Batasan Masalah
Batasan masalah dalam penelitian ini adalah:
1. Menghitung ukuran butir (grand size) fasa bainit dengan beberapa metode
penghitungan (counting method) yaitu : Metode Intercept Heyn, Metode Intercept
Snyder-Graff dan Metode Planimetric (Metode Jeffries).
2. Mengeksplorasi perbandingan fraksi baja mangan dengan beberapa counting
metode akibat heat treatment, quenching dan pendinginan akibat perubahan waktu
tahan (holding time).
1.4 Manfaat Penelitian
Penelitian ini diharapkan dapat memperkaya khasanah study Fisika Metalurgi
bagi para rekayasawan yang berminat dalam bidang material. Juga diharapkan
sebagai acuan tambahan untuk meningkatkan kualitas produksi baja mangan.
1.5 Tempat Penelitian
Proses preparasi sampel dan perlakuan panas (heat treatment) di FMIPA USU
Medan, dan pengujian sruktur mikro dilakukan di Universitas Kebangsaan Malaysia
1.6 Tujuan Penelitian
1. Menghitung ukuran butir (grand size) fasa bainit dengan beberapa metode.
2. Mengeksplorasi perbandingan fraksi baja mangan dengan beberapa counting
metode akibat heat treatment, quenching, pendinginan dari perubahan waktu tahan
(holding time).
1.7 Hipotesis
Dengan menyusun komposisi dan memvariasikan proses akan meningkatkan
sifat-sifat dasar alloy baja mangan. Baja mangan mempunyai struktur fasa austenit
yang bisa bertransformasi membentuk fasa baru yang diperoleh dengan pendinginan
udara (air cooling) dalam hal ini direncanakan waktu pemanasan 12000C kemudian
di quenching dengan air, setelah itu di-heat treatment dengan waktu tahan (holding
BAB II
TINJAUAN PUSTAKA
2.1 Baja
Baja adalah bahan dasar vital untuk industri. Semua segmen kehidupan, mulai
dari peralatan dapur, transportasi, generator, sampai kerangka gedung dan jembatan
menggunakan baja. Eksploitasi besi baja menduduki peringkat pertama di antara
barang tambang logam dan produknya melingkupi hampir 95 % dari produk barang
berbahan logam yang dimanfaatkan dalam kehidupan manusia.
Baja adalah paduan logam yang tersusun dari besi sebagai unsur utama dan
karbon sebagai unsur penguat. Unsur karbon banyak berperan dalam peningkatan
kekerasan. Perlakuan panas dapat mengubah sifat fisis baja dari lunak seperti kawat
menjadi keras seperti pisau. Penyebabnya adalah perlakuan panas mengubah struktur
mikro baja dan struktur kristal dari bcc ke fcc yang bersifat paduan dan bila
didinginkan tiba-tiba, terjadi perubahan struktur kristal dari fcc ke hcp.
Baja hadfield sangat unik sebab baja ini mengkombinasikan kekerasan dan
kekenyalan tinggi dengan kapasitas pengerasan-kerja yang tinggi. Pada umumnya
resistansi yang baik terhadap air, oleh sebab itu baja ini cepat diterima sebagai bahan
teknik yang sangat berguna. Baja mangan austenit hadfield tetap banyak digunakan
dengan sedikit modifikasi dalam komposisi dan pengolahan panas, terutama di bidang
pengerasan jalan, pertambangan, pengeboran sumur minyak, pembangunan jalan
liat. Baja mangan austenit digunakan dalam peralatan untuk penanganan dan
pengolahan bahan dari tanah (seperti mesin penggiling batu, kilang penggerinda,
ember keruk, ember dan gigi sekop, dan pompa untuk penanganan kerikil dan batu).
Aplikasi lain meliputi palu pemecah dan panggangan untuk daur ulang mobil
dan aplikasi militer seperti alas track tank. Banyak variasi baja mangan austenit asli
diajukan, yang tidak jarang dengan hak paten yang tidak dieksploitasi, tetapi hanya
sedikit yang diadopsi sebagai peningkatan yang berarti. Ini biasanya melibatkan
variasi karbon dan mangan, dengan atau tanpa alloy tambahan seperti chromium,
nikel, molubdenum, vanadium, titanium dan bismuth.
2.1.1 Baja Karbon
Baja karbon terdiri dari besi dan karbon. Karbon merupakan unsur pengeras
besi yang efektif dan murah dan oleh karena itu umumnya sebagian besar baja hanya
mengandung karbon dengan sedikit unsur paduan lainnya (Smallman, 1991).
Baja karbon ini digolongkan menjadi 3 bagian yaitu :
1. Baja karbon rendah (< 0,30 % wt C).
2. Baja karbon menengah (0,30 < % wt C< 0,7).
3. Baja karbon tinggi (0,70 < % wt C < 1,40 %).
1. Baja Karbon Rendah
Baja karbon rendah ini mengandung 0,008 % - 0,3 % wt C. Baja karbon rendah
dibagi menjadi empat bagian menurut kegunaannya yaitu:
a. Baja karbon rendah mengandung 0,04 % wt C digunakan untuk plat strip
b. Baja karbon rendah mengandung 0,05 % wt C digunakan untuk keperluan
badan kendaraan.
c. Baja karbon rendah mengandung 0,15 % - 0,25 % wt C digunakan untuk
konstruksi dan jembatan.
2. Baja Karbon Menengah
Baja karbon menengah ini mengandung 0,03 - 0,6 % wt C. Baja karbon
menengah dibagi menjadi empat bagian menurut kegunaannya yaitu :
a. Baja karbon 0,35 -0,45 % wt C digunakan untuk roda gigi dan poros.
b. Baja karbon 0,4 % wt C digunakan untuk keperluan industri kendaraan,
mur, poros, engkol, dan batang torak.
c. Baja karbon 0,5 - 0,6 % wt C digunakan untuk roda gigi.
d. Baja karbon 0,55 - 0,6 % wt C digunakan untuk pegas.
Baja karbon menengah memiliki ciri-ciri:
a. Memiliki sifat mekanik lebih baik dari pada baja karbon rendah.
b. Lebih kuat dan keras dari pada baja karbon rendah dan tidak mudah
dibentuk oleh mesin.
c. Dapat dikeraskan dengan mudah (quenching).
3. Baja Karbon Tinggi
Baja karbon tinggi mengandung karbon antara 0,6-1,7 % wt C berdasarkan
kegunaannya dibagi menjadi :
a. Baja karbon 0,6 - 0,7 % wt C digunakan untuk pembuatan pegas, perkakas
b. Baja karbon 0,75 - 1,7 % wt C digunakan untuk pembuatan pisau cukur,
mata gergaji, bantalan peluru dan bantalan mesin.
Baja karbon tinggi ini memiliki ciri-ciri sebagai berikut:
a. Sangat kuat dan keras serta tahan gesekan.
b. Sulit dibentuk oleh mesin.
c. Mengandung unsur sulfur dan fosfor mengakibatkan kurangnya
sifat liat.
d. Dapat dilakukan proses heat treatment yang baik.
Pengklasifikasian baja karbon menurut standar American International and
Stell Iron (AISI) dan Society for Automotive Engines (SAE) diberi kode dengan
empat angka. Dua angka pertama adalah 10 yang menunjukkan nominal 1/100 %
sebagai contoh AISI-SAE 1045 menunjukkan kadar karbon 0,45 %.
Di samping unsur-unsur karbon sebagai campuran dasar dalam baja terdapat
campuran-campuran paduan yang lain yang jumlah persentasinya disesuaikan dengan
kebutuhan bahan yang akan digunakan. Unsur paduan yang terkandung di dalam baja
antara lain:
a. Mangan
Semua baja mengandung mangan karena sangat dibutuhkan dalam proses
pembuatan baja. Kandungan mangan lebih kurang 0,6 % masih belum dapat sebagai
paduan dan tidak mempengaruhi sifat baja, dengan kata lain mangan tidak
memberikan pengaruh yang besar pada struktur baja dalam jumlah rendah. Dengan
Mangan membuat butiran lebih halus, penambahan unsur mangan dalam baja
dapat meningkatkan kuat tarik tanpa mengurangi regang, sehingga baja dengan
penambahan mangan memiliki sifat kuat dan kenyal (Amanto, 1999).
b. Karbon
Karbon merupakan salah satu unsur terpenting yang dapat meningkatkan
kekerasan dan kekuatan baja. Kandungan karbon di dalam baja sekitar 0,1-1,7 %,
sedangkan unsur lainnya dibatasi persentasinya sesuai dengan kegunaan baja. Unsur
paduan yang bercampur di dalam lapisan baja adalah untuk membuat baja bereaksi
terhadap pengerjaan panas dan menghasilkan sifat-sifat yang khusus.
Karbon dalam besi dapat berupa jenis larutan padat intertisi, dengan atom yang
kecil dikelilingi oleh atom-atom yang lebih besar. Pada suhu di bawah 912 0C, besi
murni mempunyai struktur kubik pemusatan ruang (bcc). Diatas suhu 912 0C terdapat
daerah temperatur tertentu dimana besi mempunyai struktur kubik pemusatan sisi
(fcc). Pada kisi kubik pemusatan sisi terdapat ruang sisipan atau porositas yang lebih
besar pada pusat sel satuan. Karbon sebagai atom yang sangat kecil (jari-jari austenit
karbon sebesar 0,0075 nm) dapat menduduki porositas tersebut dan membentuk besi
dan karbon yaitu FeC, dengan jari-jari besi austenit sekitar 0,129 nm (Amanto, 1999).
c. Silikon
Silikon sampai kadar 3,2 % bersifat menurunkan kekerasan besi. Kadar silikon
menentukan beberapa bagian dari karbon yang terikat dengan besi, dan beberapa
Kelebihan silikon akan membentuk ikatan yang keras dengan besi, sehingga dapat
dikatakan bahwa silikon diatas 3,2 % akan meningkatkan kekerasan (Iqbal,2007).
d. Nikel (Ni)
Nikel mempunyai pengaruh yang sama seperti mangan, yaitu menurunkan suhu
kritis dan kecepatan pendinginan kritis, memperbaiki kekuatan tarik atau menaikkan
sifat kenyal, tahan panas, jika pada baja paduan terdapat unsur nikel sekitar 25 %
maka baja dapat tahan terhadap korosi.
Unsur yang mempunyai bentuk kisi fcc (face centered cubic) larut dengan baik
dalam austenit dan unsur yang mempunyai bentuk kisi bcc (body centered cubic)
larut dengan baik dalam ferrite. Nikel adalah salah satu unsur yang mempunyai
bentuk kisi fcc, yang larut lebih baik dalam austenit daripada dalam ferrit (ferrite),
sehingga mempengaruhi penurunan kecepatan transformasi dan meningkatkan
mampu kerasnya. Unsur nikel yang bertindak sebagai tahan karat (korosi) disebabkan
nikel bertindak sebagai lapisan penghalang yang melindungi permukaan baja
(Amanto, 1999).
e. Kromium (Cr)
Sifat unsur kromuim (Cr) dapat menurunkan kecepatan pendinginan kritis (Cr
sejumlah 1,5 % cukup meningkatkan kekerasan dalam minyak). Penambahan
kromium pada baja menghasilkan struktur yang lebih halus dan membuat sifat baja
dapat dikeraskan (hardenability) lebih baik karena kromium dan karbon dapat
membentuk karbid. Kromium dapat menambah kekuatan tarik dan keplastisan serta
tahan terhadap suhu tinggi. Kromuim mempunyai bentuk kisi bcc (body centered
cubic) yang lebih baik larut dalam ferrit (Amanto,1999).
2.1.2 Baja Paduan
Baja paduan diklasifikasikan menurut kadar paduannya dibagi menjadi :
1. Baja paduan rendah (low-alloy steel), jika elemen paduannya ≤ 2,5 %
wt misalnya unsur Cr, Mn, S,Si, P, dan lain-lain.
2. Baja paduan menengah (medium-alloy steel), jika elemen paduannya
2,5-10 % wt misalnya unsur Cr, Mn, Ni, S, Si,P dan lain-lain.
3. Baja paduan tinggi (high-alloy steel), jika elemen paduannya > 10 % wt
misalnya unsur Cr, Mn, Ni, S, Si,P, dan lain-lain.
Baja paduan dihasilkan dengan biaya lebih mahal dari baja karbon lainnya,
karena bertambahnya biaya untuk penambahan pengerjaan khusus yang dilakukan
dalam industri atau pabrik. Baja paduan dapat didefenisikan sebagai suatu baja yang
dicampur dengan satu atau lebih unsur campuran seperti nikel, kromium, molibden,
vanadium, mangan dan wolfram yang berguna untuk memperoleh sifat-sifat baja
yang dikehendaki (Amanto, 1999).
2.2 Diagram Fasa
Selain berguna sebagai peta, diagram fasa juga memberikan komposisi kimia
fasa yang terdapat pada keadaan seimbang setelah semua reaksi-reaksi berakhir.
Informasi ini bersama informasi lainya mengenai jumlah tiap fasa merupakan data
pengembangan bahan, pemilihan dan pemakaiannya pada desain produk. Selain itu
diagram fasa dapat digunakan untuk menentukan kuantitas tiap fasa yang ada dalam
keseimbangan. Hal akan sangat berguna pada pembahasan sifat-sifat bahan berfasa
ganda.
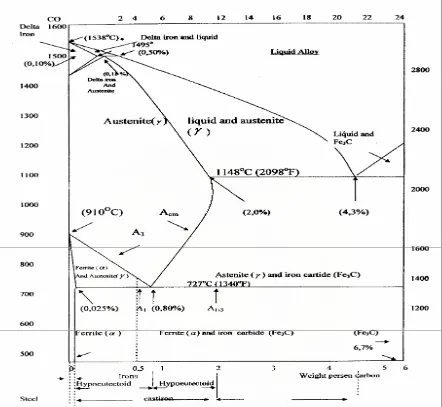
2.2.1 Diagram Fasa Fe - C
Diagram keseimbangan besi karbon merupakan salah satu cara yang digunakan
untuk mengetahui sifat baja. Besi karbon terbagi atas dua bagian yaitu baja (steel) dan
besi (iron). Pembagian ini didasarkan atas kandungan karbon yang dimiliki yaitu baja
mengandung kurang dari 2 % wt C. Baja dibagi dua bagian yaitu baja yang
mengandung kurang dari 0,83 % wt C disebut dengan hypoeutectoid dan baja yang
mengandung lebih dari 0,83 % wt C sampai dengan 2 % wt C disebut dengan
hypereutectoid.
Pemanasan pada temperatur 723 oC dengan komposisi 0,8 % wt disebut dengan
titik eutectoid. Apabila dilakukan pemanasan sebelum mencapai titik eutectoid, pada
titik hypoeutectoid terbentuk fasa pearlit dan ferrit. Sedangkan dibawah
hypereutectoid mempunyai fasa pearlit dan sementit. Pada pemanasan melewati garis
Gambar 2.1 Diagram Keseimbangan Besi Karbon (Fe-C)(Shackelford1996)
Ketika paduan A (A1) mencapai suhu 727 oC (temperatur eutektoid) sisa
austenit sekitar 0,8 % (meskipun sebenarnya jumlah komposisinya 0,4 %). Oleh
karena itu, pada titik eutekoid reaksi yang terjadi adalah perubahan sisa austenit
menjadi pearlit ( + Fe3C). Ketika paduan A (A3) mencapai temperatur 1495 oC, ferrit
dipengaruhi oleh difusi karbon pada austenit. Ferrit yang berisi karbon terbentuk
dengan sangat lambat. Keadaan paduan A (Acm), transformasi Fe3C menjadi austenit
secara keseluruhan pada temperatur ini, seperti prediksi pada diagram. Seluruh sistem
austenit fcc dengan kadar karbon 0,95 % (Thorton, 1986).
Dari gambar (2.1), andaikan suatu bahan dipanaskan sampai temperatur 800 –
1200 0C, dengan komposisi 0,68 % wt C sampai fasa austenit, kemudian didinginkan
sampai 600 0C, fasa yang terbentuk adalah fasa pearlit (alpha + sementit) tetapi bila
didinginkan sampai batas kritis 738 0C, fasa gamma sebahagian akan terdistorsi
menjadi fasa alpha, dan bila dilanjutkan pendinginan di bawah sedikit batas kritis,
ferrit akan bergabung didalam pearlit dan austenit akan bertranformasi menjadi
karbida (sementit). Andaikan didinginkan secara cepat, fasa austenit akan
bertransformasi menjadi sementit dan pearlit. Dalam hal ini, pengaruh waktu tahan
sangat menentukan pada pembentukan perubahan butir. Makin lama ditahan,
temperatur akan masuk ke dalam atom sehingga akan mempengaruhi grain size.
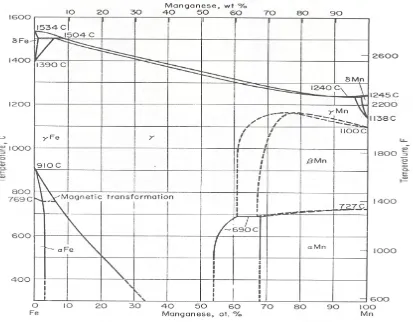
2.2.2 Diagram Fasa Fe - Mn
Pada tahun 1882 Robert Hadfield menemukan Baja manggan austenit yang
mengandung 1,2 % berat C dan 12% berat Mn. Menurut Lipin (1885) baja mangan
austenit harus mengandung kadar mangan (Mn) 10 % dibandingkan dengan karbon.
Diagram fasa baja mangan (Gambar 2.2) secara umum berfungsi sebagai
panduan dalam menentukan temperatur kerja pada komposisi unsur yang bervariasi
Dari Gambar (2.2), jika fasa baja mangan (Fe-Mn) 8 % wt Mn di-heat
treatment sampai 1200 0C, fasa yang terjadi adalah fasa austenit dengan struktur
kristal face center cubic (fcc). Jika kemudian diturunkan temperaturnya menjadi
769 0C sampai titik kritis, sebagian fasa γFe terbentuk dan sebagian lagi menjadi fasa αFe. Pada kondisi temperatur 769 oC fasa αFe bersifat transformasi magnetik dengan
kandungan mangan yang lebih kecil 10 % wt Mn. Jika temperatur turun menjadi
600 0C, fasa berobah menjadi fasa α, dan jika temperatur menjadi 400 0C maka
seluruh fasanya menjadi fasa α dengan struktur kristal body centre cubic (bcc).
2.3 Baja Mangan Austenit
Penemuan baja mangan austenit yang mengandung 1,2 % berat C dan 12 %
berat Mn dan baja mangan austenit mengandung kadar mangan (Mn) 10 %
dibandingkan dengan karbon.
Dari diagram fasa baja mangan (Fe-Mn) dengan perbandingan Fe:Mn = 12:1,2
pada temperatur 1100 0C, struktur yang terbentuk adalah fasa austenit. Untuk
mempertahankan fasa austenit ini dilakukan proses pendinginan cepat (quenching).
Daerah temperatur antara 4000C hingga 6000C dengan komposisi 12 % wt mangan
merupakan fasa ferit + karbida yang dapat bertransformasi menjadi pearlit. Pada
temperatur 6000C, austenit lebih dominan dari pada ferit tetapi pada temperatur
4000C ferit lebih dominan dari pada austenit. Pada temperatur 7690C merupakan fasa
magnetik transformasi pada kandungan dibawah 10 % wt mangan.
Andaikan baja Fe Mn di-heat treatment sampai temperatur 1200 °C.
Mikrostruktur fasa yang terbentuk dari γ atas transformasi tergantung pada
komposisi, ukuran butir γ dan terutama temperatur pada mana transformasi terjadi.
Karena itu, konsep dasar dari transformasi γ dapat diwujudkan dengan menentukan
waktu transformasi dimulai dan selesai pada temperatur sub-kritis isothermal yang
Untuk beberapa spesimen baja berada di daerah γ yang cukup signifikan untuk
membentuk austenit homogen. Kemudian setiap spesimen bisa didinginkan sampai ke
temperatur sub-kritis yang akan didinginkan di dalam air untuk membekukan
mikrostruktur. Kemudian dikaji secara mikroskopik untuk menunjukkan sampai
sejauh mana transformasi terjadi sebagai fungsi dari waktu dan temperatur. Ini dapat
diulangi untuk temperatur sub-kritis yang berbeda-beda.
2.4 Diagram Time Transformation Temperature (TTT)
Pembentukan martensit, terjadi dekomposisi austenit dalam ferit + karbida ( +
C). Hal ini berarti bahwa ada waktu untuk karbon untuk berdifusi dan berkonsentrasi
dalam fasa karbida sehingga ferrit kekurangan karbon bila pada fasa austenit
didinginkan dengan sangat cepat ( Fadhila, 2005).
Cara lain membentuk ( + karbida) menyangkut pembentukan fasa transisi
martensit (M). Fasa polimorf besi ini tidak stabil karena bila ada kesempatan,
martensit akan berubah menjadi ( + C). Oleh karena itu tidak terdapat martensit.
Meskipun begitu, martensit adalah suatu fasa yang sangat penting.
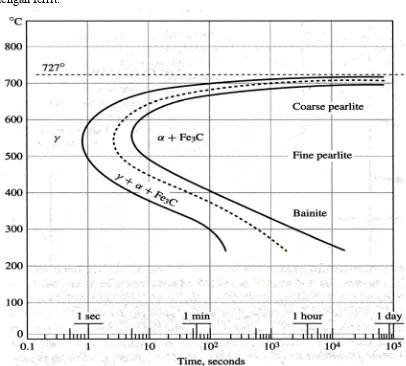
Pada diagram TTT (Gambar 2.3) martensit terjadi pada suhu dibawah suhu
eutektoid (namun masih diatas suhu ruang) karena struktur austenit tidak stabil
sehingga berubah menjadi struktur pemusatan ruang secara serentak. Pada reaksi ini
tidak terjadi difusi akan tetapi suatu pergeseran. Semua atom bergeser serentak tanpa
perubahan ini sangat cepat. Semua karbon yang tertinggal tetap dalam larutan padat.
Struktur pemusatan ruang yang terjadi berbentuk tetragonal dan berbeda sekali
dengan ferrit.
Gambar 2.3 Diagram Time Transformation Temperature (TTT) (Shackelford,1996)
Karena martensit mempunyai struktur bukan kubik, karbon terperangkap dalam
kisi dan slip sulit terjadi, oleh karena itu martensit keras, kuat tetapi rapuh. Kekerasan
yang meningkat ini sangat penting karena dapat diciptakan baja yang keras yang
Martensit sebagai fasa yang meta stabil mengandung karbon sebagai larutan
padat dalam struktur tetragonal pemusatan ruang (tpr) tidak merubah diagram fasa
besi-karbida. Pada suhu dibawah suhu eutektoid dalam waktu cukup lama, larutan
karbon yang lewat jenuh ini terus berubah menjadi bentuk ferit dan karbida yang
lebih stabil
Proses ini dikenal dengan nama temper (tempering)
M → + karbida (martensit) (martensit temper)
Struktur mikro ( + C) yang terjadi tidak berbentuk lamel seperti pearlit, yang
telah kita lihat. Struktur ini mengandung banyak sekali partikel karbida tersebar,
karena dalam baja martensit terdapat banyak sekali letak nukleasi. Martensit temper
ini lebih tangguh daripada martensit metastabil sehingga merupakan bahan yang
banyak digunakan meskipun agak lunak.
2.5 Pertumbuhan Butir (Grain Growth)
Pertumbuhan butir merupakan gejala anil yang berlangsung dengan baik, batas
butir menjadi lurus, butir yang kecil menyatu dengan yang lebih besar.
Pertumbuhan butir adalah faktor terpenting yang mengendalikan proses pada
tegangan batas butir. Besar butir rata-rata dalam baja mangan lama kelamaan akan
bertambah besar bila suhu menghasilkan pergerakan atom yang cukup berarti. Gaya
pendorong untuk pertumbuhan kristal ialah energi yang dilepaskan sewaktu atom
kepermukaan butir cekung. Atom rata-rata terkoordinir dengan sejumlah atom
tetangga yang lebih banyak pada jarak atom antar keseimbangan, akibatnya batas
butir akan bergerak kepusat garis lengkung.
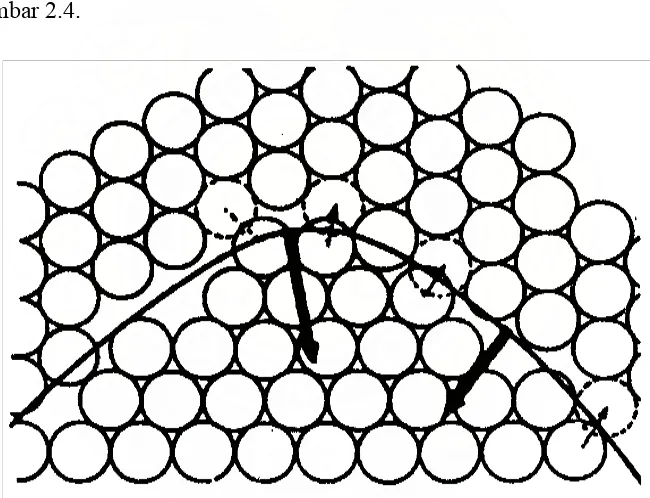
Laju pertumbuhan tergantung pada suhu. Kenaikan suhu berakibat
meningkatnya energi getaran termal dan butiran yang kecil menuju butiran besar
lebih cepat. Penurunan suhu akan menghambat pergerakan batas butir, dapat dilihat
dari Gambar 2.4.
Gambar 2.4 Pergerakan Pertumbuhan Butir (Van Vlack, 1985)
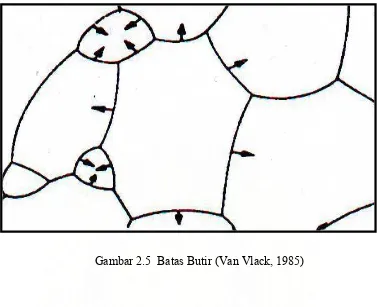
Bentuk butir dalam bahan yang padat biasanya diatur oleh adanya
butiran-butiran lain disekitarnya. Dalam setiap butir, semua sel satuan teratur dalam satu arah
dan satu pola tertentu. Pada batas butir, antara dua butir yang berdekatan terdapat
Gambar 2.5 Batas Butir (Van Vlack, 1985)
Ketidakseragaman orientasi antara butiran yang berdekatan menghasilkan
tumbukan atom yang sepanjang batas butir (Gambar 2.5) dan memiliki energi yang
lebih tinggi dibandingkan dengan yang terdapat didalam butir. Bila diketahui besar
daerah batas butir persatuan volum adalah Sv. Besarnya energi dapat dihitung dengan
mudah dengan menarik suatu garis melingkar pada gambar struktur mikro. Bahan
dengan butiran yang lebih halus lebih kuat dari pada baja dengan butiran yang kasar.
Pergerakan presipitat disesuaikan dengan tanda panah (Gambar 2.5), yang
bergerak menuju batas butir. Butir yang besar akan memakan butir yang kecil
(cannibal) sehingga butir yang besar akan bertumbuh menjadi lebih besar, sedangkan
butir yang lebih kecil akan semakin mengecil dan akhirnya menyatu dengan butiran
2.6 Proses Perlakuan Panas ( Heat Treatment )
Proses perlakuan panas merupakan kombinasi proses pemberian panas pada
logam atau paduan pada keadaan padat sampai temperatur tertentu demikian juga
waktu penahanan (holding time) tertentu, kemudian dilanjutkan dengan proses
pendinginan yang sesuai sehingga diperoleh sifat fisis, dan struktur mikro (Thong,
1998).
Perlakuaan panas baja yang tepat memiliki peranan penting pada proses
pengecoran baja, pembentukan/penempaan baja ataupun pengerolan baja sebelum
digunakan pada aplikasi sesungguhnya pada peralatan yang dihasilkan dari baja.
Baja yang telah diberi perlakuan panas akan menghasilkan manfaat sebagai
berikut :
1. Kekerasan dan kekuatan baja bertambah.
2. Sifat fisis dan mekanis yang teratur seperti keuletan, ketahanan korosi.
3. Memunculkan sifat magnetik dan listrik pada baja.
4. Perbaikan ukuran butir di dalam baja.
2.6.1 Waktu Penahanan Temperatur
Pemberian waktu tahan pada proses perlakuan panas bertujuan agar suhu yang
diterima pada permukaan baja merata hingga ke dalam baja sehingga didapat
keseragaman bentuk buturan dan sifat mekanik yang baik, dalam hal ini kekerasan
2.6.2 Re-Heat Treatment
Pemanasan kembali (re-heat treatment) adalah proses pemberian panas kembali
pada baja yang telah diannilisasi dengan temperatur yang lebih rendah dari
temperatur annilisasi. Bertujuan untuk menghasilkan fasa baru yang mempengaruhi
struktur mikro dari baja. Selama proses re-heat treatment berlangsung dengan waktu
tahan yang diberikan bervariasi akan menghasilkan struktur mikro yang bervariasi
seiring dengan terbentuknya fasa baru.
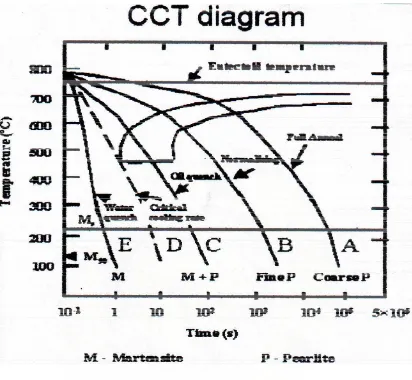
2.6.3 Pendinginan
Proses pendinginan dilakukan setelah perlakuan panas diberikan pada logam
atau paduan baja. Pendinginan cepat dan pendinginan lambat dengan berbagai media
pendinginan yang digunakan antara lain :
1. Pencelupan (quenching) dengan media : air, minyak, dan es.
2. Pendinginan di ruangan atau dikenal dengan air cooling.
Gambar 2.6 Diagram CCT (Continous Cooling Transformation) (Shackelford 1996)
Pendinginan cepat bertujuan agar terbentuk struktur mikro yang berubah dari
keadaan annilisasi sehingga dihasilkan baja dengan kekerasan yang mudah getas,
sedangkan pendingianan lambat bertujuan agar didapat struktur mikro yang lebih
stabil dikarenakan perubahan bentuk butir terjadi secara perlahan sehingga
2.6.4 Proses Pengendapan
Pengerasan yang cukup berarti dapat terjadi sewaktu presipitasi pada tahap
permulaan dari larutan yang lewat jenuh dan disertai dengan peningkatan pengerasan.
Syarat utama untuk paduan yang mengalami pengerasan sepuh dimana daya
pelarutan turun dengan menurunnya temperatur, sehingga dapat diperoleh larutan
padat lewat jenuh, dimana berbagai paduan logam mempunyai karakteristik tersebut.
Proses pengerasan sepuh menyangkut juga perlaku pelarutan, disusul dengan
pencelupan sehinggga terjadi larutan padat lewat jenuh. Biasanya pencelupan
dilaksanakan sampai temperatur tertentu dimana laju pengendapan sangat lambat.
Setelah pencelupan, paduan dipanaskan kembali sampai temperatur tertentu, dimana
presipitasi mulai terjadi sesudah selang waktu tertentu. Paduan yang mengalami
pengerasan sepuh akan mengalami peningkatan dalam sifat-sifatnya dibandingkan
dengan paduan yang dianil. Kekuatan luluh melebihi kekuatan luluh paduan anil dan
disamping itu mempunyai keuletan yang lebih besar. Hasil dengan pengerasan sepuh,
kekerasan meningkat secara mencolok. Kekerasan tertinggi dicapai bila hanya ada
satu fase saja.
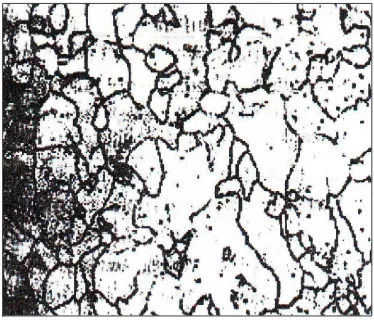
2.7 Struktur Mikro Logam
Metalurgi fisik adalah pengetahuan tentang metalografi. Konstitusi dari logam
dan strukturnya maupun paduan-paduannya dipelajari dengan dukungan mikroskop
Bila atom berbagai jenis unsur logam dicampur, dapat terjadi paduan dan akan
terbentuk bermacam-macam struktur mikro. Setelah permukaan logam dipoles dan
dietsa dengan bahan kimia khusus, maka dengan penyinaran dibawah mikroskop
akan tampak batas butir (sebagai garis), seperti yang tampak pada Gambar 2.7.
Tiap volum yang mempunyai orientasi tertentu disebut butir dan daerah tak
teratur antar butir disebut batas butir (grain boundary). Makin halus butir, makin kuat
bahan dan kekuatan luluh, keuletan dan ketangguhan bahan juga semakin tinggi.
Besar butiran tergantung pada laju pendinginan dan proses pengerjaan
pendinginan sewaktu logam dibentuk.
Struktur mikro dari logam dapat memberikan sebagian imformasi yang
mendukung sifat dari logam tersebut. Salah satu yang dapat dianalisa dari struktur
mikro adalah ukuran butir dari logam. Ukuran butir ini mempengaruhi kekerasan
logam.
Ukuran butir dari logam dapat diketahui dengan menghitung diameter butirnya.
Untuk menentukan ukuran butir suatu logam dapat dipergunakan beberapa metode,
antara lain adalah :
1. Metode Intercept Heyn.
2. Metode Intercept Snyder-Graff.
3. Metode Planimetric (Metode Jeffries).
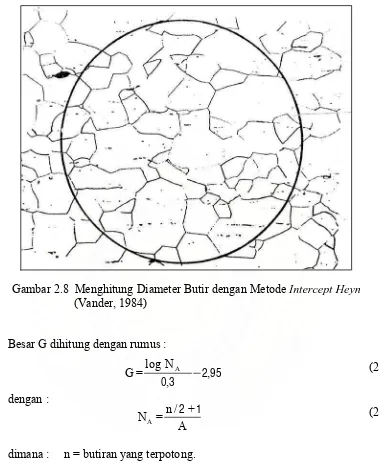
2.7.1 Metode Intercept Heyn
Metode Intercept Heyn dapat digunakan untuk skala yang lebih besar dengan
keakuratan yang cukup tinggi. Metode Intercept dapat digunakan dalam prediksi
ukuran-ukuran butiran dalam fraksi yang lebih akurat.
Metode Intercept sangat ideal dalam mengukur butiran yang non equiaxed
(butir yang memiliki potongan tidak sama) dan jumlah potongan yang ada per unit
panjang NL berhubungan secara langsung dengan daerah permukaan per unit volume
SV dari batas butirnya. SV adalah permukaan atau area dibagi dengan total-total tes
Gambar 2.8 Menghitung Diameter Butir dengan Metode Intercept Heyn (Vander, 1984)
Besar G dihitung dengan rumus :
(2.1)
Nilai G dapat juga dapat diketahui dari tabel data grain size berdasarkan standar
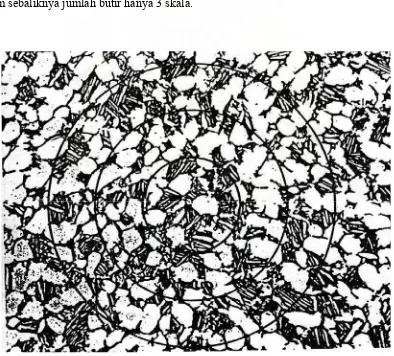
2.7.2 Metode Intercept Snyder - Graff
Snyder dan Graff (1938) mengembangkan sebuah modifikasi perhitungan.
Menghitung ukuran butir fasa utama austenit yang ada dalam bahan baja perkakas
dengan batas ASTM antara 9 sampai dengan 12.
Jumlah butir untuk setiap luasan mengalami perubahan lebih kurang sekitar 10
butiran dan panjangnya mengalami pengurangan ukuran antara 14,1 sampai dengan 5
m sebaliknya jumlah butir hanya 3 skala.
Snyder dan Graff menemukan bahwa dengan menambah konsentrasi etsa
kira-kira 10 % HCl dalam konsentrasi 3% akan memberikan gambar mikrostruktur yang
lebih baik. Dengan perbesaran yang dilakukan adalah magnifikasi 1000 kali
mengunakan Intercept Linier. Butir yang cukup halus akan mudah dihitung dengan
metode ini dimana S – 6 merupakan perhitungan jumlah Intercept yangn dilakukan
Snyder – Graff.
Untuk mengkonversikan jumlah perhitungan Intercept yang dilakukan Snyder –
Graff pada panjang potongan maka dilakukan perkalian dengan faktor 7.874 yang
selanjutya akan memberikan nilai NL sebagai jumlah potongan yang ada per
milimeter atau mengalikan dengan faktor 200 yang menghasilkan nilai NL sebagai
jumlah potongan yang ada per inci. Nilai G dapat ditentukan dari L3 dengan
menggunakan persamaan (2.3) dalam satuan millimeter.
(2.3)
L = intercept linear rata-rata
2.7.3 Metode Planimetric ( Metode Jeffries )
Metode Planimetric dikembangkan oleh Jeffries yang telah digunakan cukup
lama dan sederhana untuk menentukan jumlah butir persatuan luas pada bagian
bidang yang dapat dihubungkan pada standar ukuran butir ASTM E112. Metode
Jeffries lebih sederhana penggunaannya jika dibandingkan dengan metode-metode
lainnya (Vander, 1984, hal 445).
Dalam penggunaan metode Jeffries dapat dilakukan dengan menggambar
sebuah lingkaran pada gambar struktur mikro yang akan dianalisa. Jumlah butir yang
utuh didalam daerah lingkaran disebut dengan n1 dan jumlah butir yang berpotongan
dengan garis lingkaran disebut dengan n2. Struktur mikro yang dianalisa dengan
metode Jeffries, dapat dilihat pada gambar 2.10.
Persamaan-persamaan yang berhubungan dalam perhitungan ukuran butir
dengan metode Jeffries tersebut sebagai berikut ( Vander, 1984. hal. 445 ).
Jumlah butir per milli meter persegi (Na) dihitung dengan persamaan (2.5):
Na = f
(
n1+ ⎟Dari persamaan diatas, nilai f (faktor Jeffries) dapat dihitung dengan
persamaan:
Luas butir rata-rata A dapat ditentukan dengan persamaan
(2.7)
Diameter butir rata-rata dapat dihitung dengan mensubsitusi nilai dari
persamaan (2.7) kepersamaan berikut :
d(mm) = (A)1/2 =
Sebagai pembanding diameter butir dari struktur mikro dapat dilihat
berdasarkan standar ASTM pada lampiran D, dengan terlebih dahulu menghitung
ukuran butir (G) dengan persamaan (2.9) atau persamaan (2.10).
2.8 Analisa Struktur Mikro
Pemilihah bahan baku baja ditentukan oleh faktor komposisi unsur, sifat
makanik, sifat fisis, dan struktur mikro dari baja sebagai penentu fungsi dan
ketahanan baja tersebut. Penganalisaan struktur mikro yang dilakukan pada benda uji
berguna untuk mengetahui struktur mikro dari baja mangan dengan pengujian
mikroskop optik.
2.8.1 Mikroskop Optik
Mikroskop optik merupakan salah satu alat yang digunakan untuk mengamati
struktur mikro dari suatu bahan. Pada prinsipnya mikroskop optik atau mikroskop
cahaya terdiri dari tiga bagian, yaitu :
a . Cermin, untuk memantulkan permukaan logam
b. Lensa objektif, yang mempunyai daya pisah
c. Lensa mata, lensa okuler untuk memperbesar bayangan yang terbentuk oleh
lensa objektif.
Berkas horizontal cahaya dari sumber cahaya dipantulkan dengan memakai
reflektor kemudian melalui lensa objektif sinar diterusksn ke atas permukaan sampel.
Beberapa cahaya yang dipantulkan dari permukaan sampel akan diperbesar melalui
lensa objektif, dan kembali melalui bidang reflektor. Bayangan benda uji akan
diperbesar oleh lensa okuler. Kekuatan pembesaran awal dari lensa objektif dan
okuler biasanya digambarkan pada puncak lensa yang terhubung dengan komputer
Namun sebelum dilakukan pengamatan mikrokop, pada benda uji dilakukan
proses pemolesan etsa sehingga didapat gambaran ukuran butir, keteraturan dan
ketidakteraturan butir sehingga didapat hasil yang maksimal.
BAB III
METODOLOGI PENELITIAN
3.1 `Diagram Alir Penelitian
Tanpa Perlakuan Perlakuan Panas 1200 oC
Perlakuan Panas Kembali 450 oC
Intercept Heyn
Pendinginan Udara (Air Cooling)
15 Menit 30 Menit 45 Menit 60 Menit Pendinginan air
(Water Cooling)
Observasi Metalografi
Intercept Snyder-Graff Intercept Planimetric
Analisa Data
Kesimpulan Sampel (Fe Mn)
3.2 Bahan-Bahan
1. Baja Mangan Hadfield AISI 3401. 2 Larutan Alumina.
3. Larutan Etsa ( HNO3 + Ethanol ). 4. Alkohol 96 %.
5. Kertas Pasir (100, 350, 600, 800, 1000, 1500, 2000) mesh.
6. Kain Beludru. 7. Air ( Aquades ).
3.3 Alat-Alat
1. Mesin potong sampel.
2. Tungku pemanas ( Furnace ) Vectar VHT – 3.
3. Optical microscopy ( Epiplan Hdlenz, Carl Zeiss, 220 V– 60 Hz, 80 VA ).
4. Mesin Poles ( polisher ).
5. Penjepit sampel.
6. Pengering (Specimen dryer).
7. Spektrometer.
8. Software Image Analyzer.
3.4 Prosedur Penelitian 3.4.1 Preparasi Sampel
Sampel yang digunakan adalah baja mangan Hadfield Fe – Mn pabrikasi.
Dengan perrbandingan komposisi % berat panduan mangan dan karbon 10:1. Baja
Spesimen test untuk penelitian metallografik dipotong dan dipreparasi dari
plat-plat di atas, yang mempunyai ukuran 1 × 2 × 2,5 cm dengan mesin pemotong presisi
untuk menghindari perubahan transformasi fasa.
1 cm
2 cm
2,5 cm
Gambar 3.2 Bentuk dan Ukuran Benda Uji
3.4.2 Karakterisasi Sampel
Karakterisasi sampel yang dilakukan adalah pengujian struktur mikro.
Pengujian Mikroskopik dari suatu material dilakukan setelah sampel di heat
treatment, queunching, re-heattreatment, heat treatment kemudian material
dihaluskan permukaannya dengan mesin polishing dan dietsa dengan bantuan larutan
kimia yang dapat menentukan ukuran butir (grain size), difoto dengan foto elektron,
struktur mikro dianalisa diameter butirnya. Fasa terbentuk dari alloy yang disebabkan
migrasi persifitat kebatas butir.
Setelah semua benda uji selesai dipreparasi, kemudian dilakukan perlakuan
1. Proses Anilisasi
Benda uji yang telah dipreparasi diolah-panas pada temperatur 1050°C selama
1 jam pada tungku listrik PID pengolah-panas jenis Vectar VHT-3, kemudian semua
benda uji didinginkan dengan cara dicelup cepat (quench) ke dalam air (Gambar 3.3)
sehingga benda uji akan menjadi keras dengan struktur mikro yang lebih teratur.
T
Gambar 3.3 Proses Heat Treatment Pendinginan Cepat (Water Quenching)
2. Proses Pemanasan Kembali (Re-Heat Treatment)
Sebagai pengolahan kedua, sampel diolah-panas kembali pada temperatur yang
berbeda dengan waktu yang bervariasi. Temperatur yang dipilih untuk
pengolahan-panas kembali sampel adalah dari 450°C sampai 600°C dengan tahapan peningkatan
50°C dengan waktu pemanasan yang bervariasi. Temperatur prediksi ini didasarkan
pada diagram fase Fe-Mn. Setelah pemanasan dengan waktu penahanan yang
bervariasi (30 menit dan 60 menit), kemudian pendinginan sampel dibedakan
Laju Pendinginan
Gambar 3.4 Proses Reheat Treatment Pendinginan Lambat (Air Cooling)
3.4.3 Pengujian Mikrostruktur
Proses kerja, sampel digerinda dalam mesin pemoles dengan menggunakan
kertas ampelas dari 100, 350, 600, 800, 1000, 1500 hingga 2000 mesh. Untuk
sebagian besar operasi, dengan laju rotasi 450 putaran/menit. Setelah penggerindaan
selesai pada kertas ampelas 2000 mesh, Sampel dipoles dengan menggunakan pasta
alumina 1 μm untuk memperoleh permukaan mirip cermin, dan kemudian sampel
dibersihkan dengan menggunakan mesin pembersih ultrasonik, Branson 1210, Model
B1210E-MT 47 KHz, 230 Volt. Etsaan dengan menggunakan alat etsa adalah seperti
yang diperlihatkan pada Tabel 3.1.
Sampel dietsa dengan alat etsa standar dalam urutan larutan A, B, C. dan
Tabel 3.1 Jenis Larutan dengan Komposisinya
Jenis larutan Komposi
Larutan A 100 ml alkohol 3 ml HNO3
Larutan B 90 ml ethanol 10 ml HCl
Larutan C 100 ml ethanol 2 ml NH4OH
Penentuan sifat-sifat mikro struktur dilanjutkan dengan alat mikroskop
analisator bayangan optik (Epiplan Hdlenz, Carl Zeiss, 220 V – 60 Hz, 80 VA)
BAB IV
HASIL DAN PEMBAHASAN
4.1 Uji Komposisi
Material dasar yang digunakan dalam penelitian komposisi paduan baja mangan
Hadfield yang digunakan dengan alat spektrometer maka diperoleh komposisi kimia.
Tabel 4.1 Komposisi Kimia Bahan dalam % Wt
Komposisi Standara Modifikasib % C 1,0 - 1,2 1,059
% Mn 11,0 - 14,0 11,34
% Si - 0,3694
% Ni - 0,1345
% Cr - 0,1362
a. Baja Hadfield standar secara teoritis (Lampiran B)
b. Komposisi analisa aktual dengan Spektrometer (Lampiran C)
Dari hasil uji komposisi dimana 1,2 wt % karbon dan 11,34 wt % mangan
menunjukan material yang diteliti adalah baja mangan Hadfield AISI 3401
dipanaskan sampai dengan temperatur 1200°C, dengan waktu penahanan 60 menit,
kemudian dilakukan pendinginan air (water quenching) sampai temperatur kamar,
temperatur sampai 450 °C dan waktu penahanan panas selama 15, menit, 45 menit,
dan 60 menit. Diturunkan temperaturnya dengan proses pendinginan udara (air
cooling) dan diperoleh gambar mikrostruktur baja mangan Hadfield.
4.2 Uji Simulasi Mikrostruktur
a. Gambar 4.1 merupakan mikro struktur baja mangan Hadfield tanpa perlakuan
tersaji seperti gambar dibawah ini.
Gambar 4.1 Mikro Struktur Baja Mangan Hadfield Tanpa Perlakuan, Perbesaran 100 Kali
Gambar 4.1 memperlihatkan butir-butir fasa austenit baja mangan Hadfiled
dengan perbesaran optik, pada mikro struktur tampak beberapa warna, warna
putih adalah fasa austenit. Warna hitam adalah fasa ferrit. Bintik-bintik hitam
adalah banyaknya endapan yang terbentuk pada afasa austenit dengan
b. Dari Gambar (4.2) mikrostruktur baja mangan Hadfield AISI 3401 untuk
temperatur 450 °C dengan waktu penahanan selama 15 menit yang diikuti
dengan kondisi pendinginan udara dan diameter butir sebesar 65 μm.
c. Dari Gambar 4.3 mikrostruktur baja mangan Hadfield AISI 3401 untuk
temperatur 450 °C dengan waktu penahanan selama 30 menit yang diikuti
dengan kondisi pendinginan udara dan diameter butir sebesar 68 μm.
d. Dari Gambar 4.4 mikrostruktur baja mangan Hadfield AISI 3401 untuk
temperatur 450 °C dengan waktu penahanan selama 45 menit yang diikuti
dengan kondisi pendinginan udara dan diameter butir sebesar 75 μm.
e. Dari hasil Gambar 4.5 mikrostruktur baja mangan Hadfield AISI 3401 untuk
temperatur 450 °C dengan waktu penahanan selama 60 menit yang diikuti
dengan kondisi pendinginan udara dan diameter butir sebesar 75,5 μm.
Gambar 4.5 Mikrostruktur Baja Mangan Hadfield AISI3401 pada Temperatur 450 °C dan Waktu Penahanan 60 Menit, Perbesaran 100 Kali
Dari Gambar 4.5 kondisi ini dengan pembesaran optik, pada mikrostruktur
tampak beberapa warna, warna biru adalah warna yang mendominasi dalam
mikrostruktur dan merupakan fasa austenit. Garis warna putih adalah banyaknya
endapan terbentuk pada batas butir dan garis putus-putus (fasa ferrit) menunjukkan
ada warna hitam dan merupakan fasa ferit yang diperkaya dengan Karbida (Fe3 C)
dengan selang waktu penahanan yang lebih lama, diprediksi akan terjadi presipitat
berimigrasi kebatas butir dan karbida akan berada pada batas butir membentuk
accicular.
4.3 Perhitungan dan Grafik
4.3.1 Hasil Perhitungan Diameter Butir dengan Metode Intercept Heyn
Hasil perhitungan diameter butir pada suhu 450 oC dengan metode Intercept
Heyn ditabelkan pada tabel 4.2 .
Tabel 4.2 Hasil Perhitungan Diameter Butir dengan Metode Intercept Heyn
4.3.2 Hasil Perhitungan Diameter Butir dengan Metode Snyder-Graff
Hasil perhitungan diameter butir pada suhu 450 oCdengan metode Snyder-Graff
ditabelkan pada tabel 4.3 .
No Suhu
Tabel 4.3 Hasil Perhitungan Diameter Butir dengan Metode Snyder-Graff
4.3.3 Hasil Perhitungan Diameter Butir dengan Metode Planimetric (Jeffries) Hasil perhitungan diameter butir dengan metode Planimetric (Jeffries)
ditabelkan pada tabel 4.4.
Tabel 4.4 Hasil Perhitungan Diameter Butir dengan Metode Planimetric(Jeffries)
No Suhu Waktu
Dari ketiga tabel, metode Planimetric (Jeffries) relatif lebih baik dibanding
Berikut adalah grafik ketiga metode counting (Gambar 4.6).
60
Hasil eksperimen dengan menggunakan metode metode Snyder-Graff relatif
mendekati dengan metode Planimetric (Jeffries) (Gambar 4.6), tetapi dengan waktu
penahanan sekitar 55 menit, hasil pengukuran menunjukkan adanya kesamaan
pengkuran. Pada waktu penahanan yang lebih singkat, hasil pengukuran
menunjukkan adanya penyimpangan. Hal ini disebabkan karena adanya pengaruh
paduan (alloy) dan masa inkubasinya belum terjadi sehingga diameter butirnya belum
terlihat dengan jelas.
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
1. Hasil penelitian menunjukkan bahwa waktu tahan mempengaruhi ukuran
butir (grain size).
2. Dari ketiga metode perhitungan (counting method) yaitu Intercept Heyn,
Snyder-Graff dan Jeffries ternyata metode Jeffries menunjukkan hasil
yang relatif lebih mendekati dengan nilai standar ASTM (Tabel 4.2, Tabel
4.3, Tabel 4.4).
5.2 Saran
1. Penelitian lanjutan dapat dilakukan pada suhu berbeda dengan variasi
waktu tahan berbeda pula.
2. Penelitian ini juga dapat dilanjutkan dengan menggunakan metode
lainnya, misalnya metode perbandingan dengan bagan standar, metode
DAFTAR PUSTAKA
Alexander, W,O, 1991. Dasar Metalugry untuk Rekayasawan. Jakarta: PT. Gramedia Pustaka Utama.
Amanto, Hari, dan Daryanto. 1999. Ilmu Bahan, Jakarta: PT. Bumi Aksara.
Amstead, B.H, 1993. Teknologi Mekanik. Terjemahan Ir. Sriati Djaprie. Edisi ke 7. Jilid I. Jakarta: Erlangga.
Badesia HKDH, 2001, Bainit in Steel, 10 M Communication Second Edition.
Beumer, B.J. M. 1980. Pengetahuan Bahan. Terjemahan B.S. Anwil Matondang. Jilid III. Jakarta: Bhatara Karya Aksara.
Brady, G.S. and Henry R. Clauser, 1981. Material Hand Book, Mc. GrawHill Book Company New York.
Budinski, Kenneth G. 1996. Engineering Materials. Properties and Selection. Fifth Edition. New Jersey Colombus, Ohio: Prentice Hall Upper Saddle Rivers.
Clark D.S. and Varney W.R, 1962 Metallurgy for Engineers, 2’d ed.p.205 228, 462.1.
Dieter, G.e. 1996. Metalurgi Mekanik. Edisi Ke-3. Jilid I. Jakarta: Erlangga.
Fadhila. R, A.G. Jaharah, M.Z. Omar, C.H. Che Haron, and C.H. Azhari, A. 2005, Microstructural Mapping of Austenitic Manganese Steel-3401 in RapidCooling, Journal of Solid State Science and Technology Letters, vol. 12, p 143-148.
Herman W. Pollack, 1981. Material Science and Metallurgy, Reston Publish. Coy. Virginia.
James. S, 1996. Introduction to Materials Science for Engineers, fourth edition, Prentice Hall International Inc.
Jonh. V, 1984 Testing of Materials, Mc. Millan, New York.
Smith. R.W, A. DeMonte, W.B.F. Mackay, 2004. Development Of High-Manganese Steels For Heavy Duty Cast-To-Shape Applications, Journal of Material Processing Technology 153-154, 589-595.
Suherman. W, 1987. Pengetahuan Bahan, Institut Teknologi Sepuluh Nopember Surabaya.
Surdia, Tata. MS. Dan Saito, Shinroku. 2005. Pengetahuan Bahan Tehnik. Cetakan ke-6. PT. Prandnya Paramita, Jakarta.
Thong J.L.T. 1998. The Environment SEM, Jurnal Mikroskopik dan Mikroanalisis, Vol.1(2).
Thorton, P.A., Vito J. Colangelo. 1985. Fundamentals of Enginering Materials. New Jersey, Prentice Hall International, Inc.
Van Vlack, LH, 1985. Element of Materials Science and Engineering, fifth ed. Addison-Wesley Publishing Company, USA.
LAMPIRAN A Contoh Perhitungan A1. Metode Intercept Heyn
Contoh perhitungan dengan menggunakan Metode Intercept Heyn. Pada temperatur 450 oC dengan waktu penahanan 60 menit :
Banyaknya n = 166
A2. Metode Planimetric (Jeffries)
Contoh perhitungan dengan menggunakan Metode Planimetric (Jeffries). Pada temperatur 450 oC dengan waktu penahanan 30 menit :
Pertama-tama menentukan n2 yang terpotong (jumlah butir yang berpotongan
dengan garis lingkaran) dan n1 yang penuh (jumlah butir butir yang berisi penuh) dari
daerah lingkaran yang diamati.
Kemudian menghitung faktor Jeffry dengan persamaan : dimana : f = faktor Jeffry Lalu menghitung diameter butirnya :
5
LAMPIRAN C Material Balance Analyses
Material Balance Analyses
By assuming that Carbon content is nearly to : 1.059 % Wt Total weight element is 100% - 1.059 % = 98,941 %
Data from spectrometer analyses
No. Elements
1 Fe 86.58
2 Mn 11.34
3 C 1.059
4 Si 0.3694
5 Cr 0.1362
6 Zn -